Z 8750:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 量記号,記号及び略号 ······································································································· 4
5 一般原則 ························································································································· 4
6 要求事項 ························································································································· 4
6.1 校正容器の設計 ············································································································· 4
6.2 真空計の取付配管 ·········································································································· 5
6.3 排気系及び気体導入系 ···································································································· 6
6.4 校正気体 ······················································································································ 6
6.5 温度計及び環境条件 ······································································································· 6
6.6 参照真空計 ··················································································································· 6
7 校正······························································································································· 7
7.1 手順 ···························································································································· 7
7.2 測定の評価 ··················································································································· 8
7.3 測定の不確かさ ············································································································· 8
8 校正証明書 ······················································································································ 9
附属書A(参考)校正システムの構成の一例 ············································································ 11
附属書B(参考)校正上の注意点···························································································· 12
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 15
Z 8750:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,独立行政法人産業
技術総合研究所(AIST)及び日本真空協会(VSJ)から工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 8750:1994は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8750:2009
真空計校正方法
Methods of calibration for vacuum gauges
序文
この規格は,2005年に第1版として発行されたISO/TS 3567を基に,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,参照真空計との直接比較による真空計の校正方法について規定する。この規格は,適切な
校正を行うために満たすべき物理的,技術的及び計測学的条件を規定している。この規格に規定した条件
によって適切に真空計の校正をするための装置の設計指針を示す。
真空計は,測定子,ケーブル,制御計測部,信号読出し装置など幾つかの部分から構成され,これらの
装置全体を被校正真空計とする。測定子だけを校正する場合,他のすべての装置の種類又は条件を記録し
て,校正された測定子の使用者が校正時と同じ状態で測定できるようにする。
参照真空計は,国家標準又は一次標準にトレーサブルな真空計(通常の場合),又はSIトレーサブルで
不確かさの付いた絶対真空計(まれな場合)を使用する。
この規格は,参照真空計又は被校正真空計として特定の真空計についての使用方法などを規定するもの
ではない。この規格で取り扱う真空計の校正圧力範囲は10−6 Pa〜110 kPaを規定するが,実際に適用でき
る範囲は使用する校正装置の性能又は参照真空計の種類に依存する。
注記1 この規格は,一般的な真空環境の作製方法及び測定方法に精通している者を対象とする。
注記2 国家標準又は一次標準にトレーサブルな真空計には,通常JIS Q 17025の5.10(結果の報告)
に従った証明書が付加されている。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO/TS 3567:2005,Vacuum gauges−Calibration by direct comparison with a reference gauge
(MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを
示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Q 17025 試験所及び校正機関の能力に関する一般要求事項
2
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO/IEC 17025,General requirements for the competence of testing and calibration
laboratories (IDT)
JIS Z 8103 計測用語
JIS Z 8126-1 真空技術−用語−第1部:一般用語
JIS Z 8126-2 真空技術−用語−第2部:真空ポンプ及び関連用語
JIS Z 8126-3 真空技術−用語−第3部:真空計及び関連用語
JIS Z 8703 試験場所の標準状態
ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Q 17025,JIS Z 8103,JIS Z 8126-1,JIS Z 8126-2,JIS Z 8126-3,
及びJIS Z 8703によるほか,次による。
3.1
一次標準(primary standard)
最高の特性をもち,同一の量の他の標準への参照なしにその値が認められた標準。
3.2
国家標準(national standard)
国家による公式な決定によって認められた標準であって,当該量の他の標準に値付けするための基礎と
して国内で用いられるもの。
3.3
参照標準(reference standard)
一般に,ある場所又はある組織内で利用できる最高の計量性能をもち,そこで行う測定の基になる標準。
3.4
真空計(vacuum gauge)
気体及び蒸気の大気圧より低い圧力を測定する計器。
注記 普通に使われている真空計には,圧力を直接には測定せず,特定の条件の下で圧力に関連した
他の物理量を測定しているものが多い。
3.5
測定子(gauge head)
真空計において,感圧機能を備え,真空系に取り付ける真空計の構成部品。
3.6
制御計測部(operational device)
測定子を作動させ計測する真空計の構成部品。
3.7
被校正真空計(unit under calibration)
校正対象となる真空計。
3.8
取付フランジ(entrance flange)
被校正真空計又は参照真空計を校正容器に取り付けるためのフランジ。
3
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.9
校正容器(calibration chamber)
校正のために参照標準及び被校正真空計を取り付ける真空容器。
3.10
取付口(entrance mouth)
被校正真空計,参照真空計又は他の校正用機器を取り付ける校正容器の開口部。
3.11
校正気体(calibration gas)
校正容器内部の圧力を変化させるために使用する単体又は混合の気体。
3.12
収着(sorption)
固体又は液体による気体分子又は蒸気分子の取込み。吸着及び吸収の二つの現象を含んでいる。
3.13
脱離(desorption)
収着されていた気体分子又は蒸気分子の放出。
3.14
気体放出速度(outgassing rate)
物質の単位表面から単位時間に放出する気体の量(pV値)又は分子の数。
3.15
残留圧力(residual pressure)
校正容器の内部が到達し得る最低の圧力。一般的には校正容器を加熱脱ガス後に24時間排気した後の圧
力をいう。
注記 残留圧力は,校正容器の加熱脱ガスの条件に依存する。
3.16
到達圧力(base pressure)
校正容器に校正のための気体を導入する前の圧力,又は校正後にガス導入バルブを閉じた後の校正容器
の圧力。
注記 到達圧力は,残留圧力と同じか,又は高い。
3.17
気体の量(pV値)
気体の体積と圧力の積。このように定義されたこの物理量は,気体の質量をその単位質量密度の逆数で
乗じた値に等しい。
3.18
加熱脱ガス
真空容器を加熱して,真空容器に収着する気体分子を放出する。
注記 ベーキング,ベークアウトなどと呼ばれることもある。
3.19
真空計の脱ガス
真空計などの真空にさらされる部品の気体放出速度を小さくするために,熱,電子などで部品を加熱す
ること。
4
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
量記号,記号及び略号
この規格で用いる量記号,記号及び略号は,次による。
D
校正容器の円筒の内径 (m)
e
読み値の誤差
P0
到達圧力 (Pa)
pcal
校正圧力 (Pa)
pind
表示圧力 (Pa)
pres
残留圧力 (Pa)
qout
気体放出速度 (Pa・L/s,Pa・m3/s)
S
感度係数
Seff
有効排気速度(ポンプに流入する有効体積流量)(L/s,m3/s)
u
標準不確かさ
U
拡張不確かさ
CF
補正係数
5
一般原則
被校正真空計は,参照真空計と同じ校正容器に取り付ける。被校正真空計及び参照真空計の取付口の真
空容器内面側を,同じ密度及び同じ速度分布をもつ校正気体にさら(曝)すようにする。同じ密度及び同
じ速度分布をもつ校正気体とは,厳密に二つの場所が同じ圧力であるという意味である。単に“二つの取
付口の真空容器内面側が同じ圧力”という表現をしないのは,圧力を測定せずに,例えば,気体の密度又
は気体分子の入射頻度を測定している真空計が多くあるためである。
校正容器の圧力を変化させ,被校正真空計の読み及び参照標準の示す圧力を比較して校正する。
この一般原則から,校正装置の設計のための要求事項(箇条6)が導かれる。
注記 附属書Aには,校正システムの構成の一例が記載されている。
6
要求事項
6.1
校正容器の設計
校正容器内の気体の分布は,空間的にも時間的にも均一であることが必要である。校正容器の材質には,
その気体放出速度qout(リークはないとして)及び有効排気速度Seff(ポンプへの有効体積流量)で求まる
残留圧力pres[式 (1) 及び6.3参照]が,校正圧力に比べて十分に低くなるように選択する。
eff
out
res
S
q
p
=
··············································································· (1)
校正容器の設計及び操作は,次による。ただし,真空容器に発生する最小圧力が100 Pa以上の場合で静
止圧力の場合には,a)〜e)の項目は無視してもよい。
a) 校正容器の容積は,すべての真空計及び配管部分の総容積の少なくとも20倍にする。
注記1 真空計の内容積を校正用真空容器の5 %以下に抑えることができる。
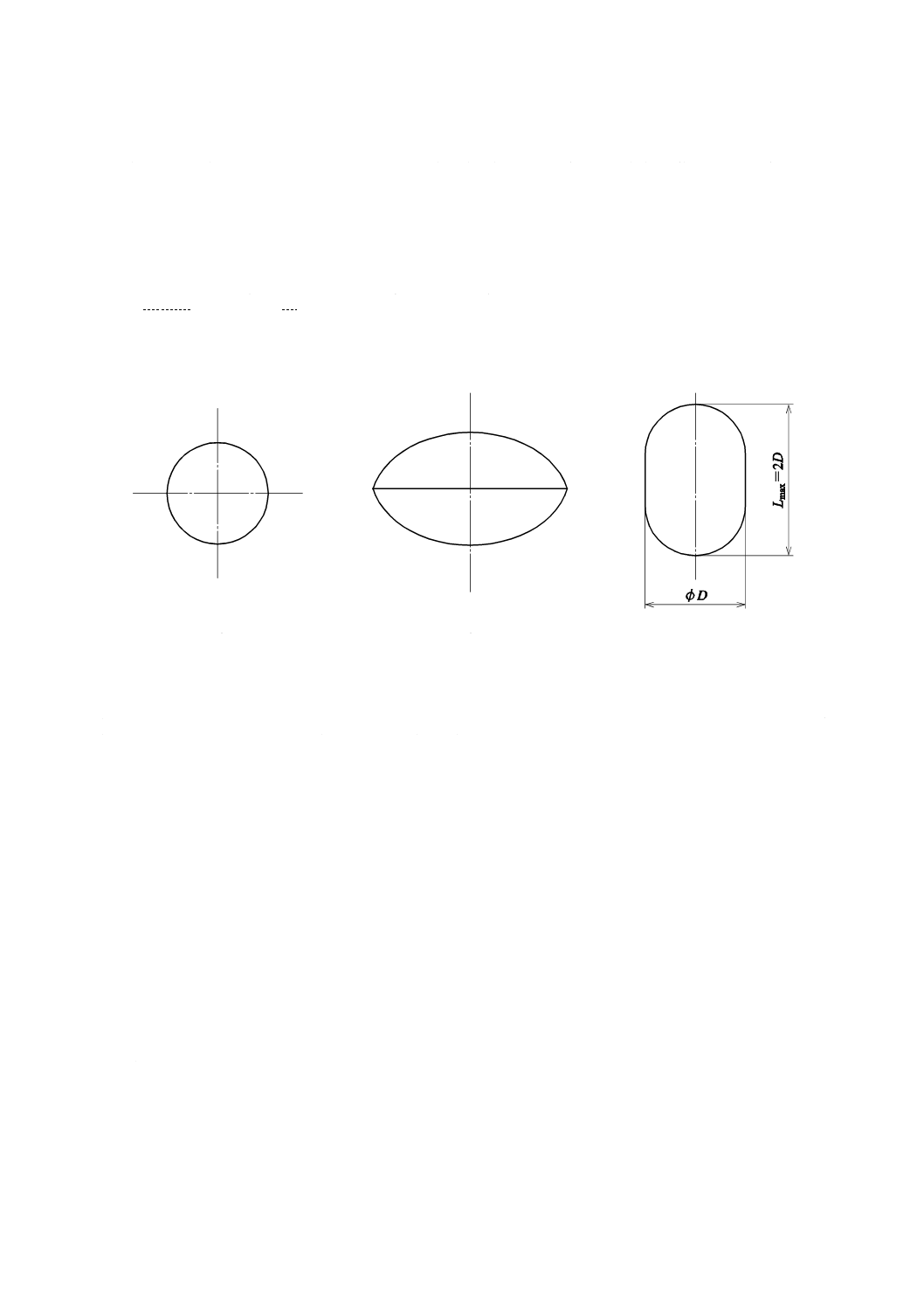
b) 校正容器(図1参照)は,少なくとも一つの対称軸をもつ円筒対称形にする。球形が理想的であるが,
球の一部分をつなぎ合わせた2回対称形の半球又は円筒でもよい。円筒の場合,その全長は内径の1
〜2倍にする。また,円筒の両端は半球(ドーム状でも可)であることが望ましい。
5
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 排気口及び気体導入口の断面の中心を,校正容器と同じ回転軸上(垂直軸)にする。気体導入口は排
気口及び排気システムの間にあってもよい(6.3参照)。その場合には,気体の導入口は対称軸上にあ
る必要はない。
d) 被校正真空計又は参照真空計の取付口及び取付フランジは,排気口の対称軸と直交し,高さを二分す
る面上に設置する。ポンプの排気速度を測定する場合に使用する,円筒の長さが内径Dの3/2倍であ
る容器を用いている場合には,真空計を下方のフランジから1/3(D/2)の位置に設置してもよい。
注記2 例えば,JIS B 8317-1に規定されている真空容器。
e) 校正容器の任意の点における温度差は1 K未満にする。ただし,発熱する部分をもつ真空計(例えば,
熱陰極電離真空計)から5 cm以内の場所については考えなくてもよい。
a)
b)
c)
図1−校正用真空容器の形の例
f)
校正中の容器の平均温度[e) 参照]は,(23±3) ℃にする。また,校正中の平均温度の変動は1 K以
内が望ましい。
注記3 校正のための測定時間全体(バックグラウンド測定及び比較校正のための測定)にわたっ
ての変動が1 K以内の場合,この変動による不確かさは,0.3 %程度と考えられる。
a)〜e)に規定した設計基準が満足できない場合には,被校正真空計又は参照真空計の取付口の真空容器
内面側での分子密度又は速度分布(圧力)の不均一さによる量を見積もって補正し,その不確かさを見積
もる。
6.2
真空計の取付配管
6.2.1
気体分子の収着,真空計の排気効果,放出ガスなどによって生じる分子(圧力)の不均一を最少に
するために,校正容器と真空計とをつなぐ容器側配管は,真空計自身の取付フランジの開口内径と同等以
上の内径をもつ配管を可能な限り短くして接続する。
6.2.2
被校正真空計及び参照真空計のそれぞれの測定値の読みに,他の真空計が大きな影響を与えないこ
とに注意を払う。
注記 真空計相互の影響は,一方の真空計の動作と非動作とを繰り返し,他方の真空計の読みを観察
することによって確かめることができる。
6.2.3
真空計の周囲の雰囲気は,被校正真空計及び/又は参照真空計を加熱又は冷却するような気体の流
れがないようにする。そのための保護カバーを付けることによって改善できる。
6
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
排気系及び気体導入系
6.3.1
校正容器の到達圧力は,参照真空計で測定する最低校正圧力の1/10よりも小さくする。適切な排
気速度の真空ポンプを適切な太さの配管で校正容器へ取り付ける。
注記 低い残留圧力又は到達圧力が必要な場合には,容器を加熱して真空容器内面の吸着気体又は水
を積極的に除去する。
到達圧力が被校正真空計又は参照真空計の測定分解能より低い場合には,到達圧力による不確かさは十
分小さいと考えられる。
6.3.2
校正中,排気系の有効排気速度を一定に保つ。そのためには,気体移送式ポンプの使用が望ましい。
そうでない場合には,校正中,有効排気速度が安定であることを確かめる。
6.3.3
真空容器への油の逆流は排除する。
6.3.4
到達圧力又は残留圧力を参照真空計及び被校正真空計以外の真空計で測定するのが望ましい。
6.3.5
気体の導入口は,校正容器と排気系との間,又は校正容器の対称軸上に上向きに配置する。後者の
場合,導入口からの気体分子は,被校正真空計又は参照真空計の取付口の真空容器内面側に入射する前に,
少なくとも一度は校正容器の内壁又はバッフルに衝突するようにする。
校正気体の消費量を少なくするために,バルブを用いて有効排気速度を制御してもよい。このとき,到
達圧力の上昇を考慮しなければならない。
6.4
校正気体
純度99.9 %以上の窒素気体が望ましい。他の気体又は混合気体を校正に使用する場合も同様の純度,成
分比率の把握が必要である。校正用気体の校正時の純度は導入した気体自身の純度ではなく,ガス導入系
及び真空容器からの放出ガスの量も含めての値である。気体の純度が不確かさの重要な要因の一つとなる
場合,純度が99.9 %以上となるようにする。
6.5
温度計及び環境条件
温度計は,その合成拡張不確かさ (k = 2) が0.5 K以下のものを使用する。校正容器の温度は,温度計を
容器に十分熱接触させて測定する。被校正真空計及び参照真空計付近の環境温度は,温度計を適切な位置
に取り付け,ふく射から保護した状態で測定する。環境温度は,(23±3) ℃にし,校正中の温度変動は,1
Kを超えてはならない。大きな温度変動が避けられない場合には,温度変動の不確かさへの寄与を正しく
評価する。
環境条件として6.2.3に規定する気体の流れを考慮する。加えて6.1 e)に規定した温度条件を満足するよ
うに校正室の気体の流れ及び熱ふく射を制御する。
6.6
参照真空計
参照真空計は,国家標準又は一次標準にトレーサブルな真空計(通常の場合),又はSIトレーサブルで
不確かさの付いた絶対真空計(まれな場合)を使用する。参照真空計の分解能及び測定の不確かさは,被
校正真空計のこれらと同等か小さい値であることを推奨する。参照真空計は,この規格に基づいて校正す
る気体で校正されていることが望ましい。特に,感度に気体種依存性がある真空計の場合には,校正に使
用する気体で校正する。
注記 国家標準又は一次標準にトレーサブルな真空計には,通常JIS Q 17025の5.10(結果の報告)
に従った証明書が付加されている。
7
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
校正
7.1
手順
7.1.1
真空計を動作させる場合,校正依頼者が指定していなければ,製造業者の取扱説明書に従う。実際
の圧力測定のときに決まった手順に従う場合には,校正においても同じ手順を使用する。参照真空計の動
作は,常に,製造業者の説明書及び校正証明書に与えられている情報のどちらか又は両方に従うことが望
ましい。
7.1.2 被校正真空計及び参照真空計を校正容器に取り付け,校正装置のすべての機器の準備が完了した後,
校正容器を排気する。到達圧力を6.3に規定する条件と一致させるために真空容器の加熱脱ガスが必要に
なる場合がある。
7.1.3
校正容器内部の圧力が,それぞれの真空計の動作条件の範囲内に入ったときに真空計の電源を入れ
動作させる。真空計及び他の機器を安定させる。安定するまでに要する時間は,真空計の種類及び求める
不確かさの大きさに依存する。真空計によっては,真空計の脱ガスが必要になることがある。この場合に
は,安定化中に行う。真空計の測定子が,バルブによって気体の流入を遮断され真空に保たれていた場合
には,校正容器の圧力が,真空計の測定の許容動作圧力よりも低くなった場合にだけバルブを開ける。
7.1.4
到達圧力P0が6.3.1を満たすまで排気をする。校正を始める前には,到達圧力及びすべての真空計
のゼロ点を記録する。校正は圧力を上昇させていく手順が望ましい。圧力を下降させる手順の場合には,
ゼロ点の変動が不確かさに大きく寄与するので,注意が必要である。校正圧力によっては校正中の機器の
設定条件及び/又はバルブの開閉条件などを変える場合があるが,この場合はその条件における到達圧力
をはかる。
7.1.5
最初の校正圧力値の発生は,次のいずれかによる。
a) 静的平衡法 校正容器と排気システムとをつなぐバルブを閉じて,気体を校正圧力になるまで校正容
器に導入し,次による(校正する圧力点は,附属書B参照)。
1) 排気系をつないでいるバルブを閉じて,気体導入前の圧力が7.1.4で記録した値と異なる場合には,
その圧力値を記録する。
2) 気体放出又は脱離によって校正容器内の圧力がバルブを閉じた後の5分間で校正最小圧力の1/10を
超える場合には,動的平衡法に切り替えて校正する。
3) 校正圧力は,依頼者と同意した範囲内に設定する。指定されていない場合には,校正圧力の±5 %
以内にする。
b) 動的平衡法 校正容器と排気システムとをつなぐバルブは,完全に開いているか,又はある程度閉じ
た状態にし,校正気体を目的の圧力まで校正容器に導入し,次による。
1) 校正圧力は,依頼者と同意した範囲内に設定する。指定されていない場合には,校正圧力の±5 %
以内にする。
2) 校正圧力は真空計の表示圧力の変化が,2分30秒の間で0.5 %以下程度に安定させる。指定された
安定性が得られない場合には,参照真空計−被校正真空計−参照真空計の順番で,同じ時間間隔で
読み値を記録し,参照真空計の二つの読み値の平均値を校正圧力として被校正真空計と比較する。
3) バルブを部分的に閉じた状態で,到達圧力が7.1.4で記録した値と異なる場合には,気体を導入する
前の到達圧力を再度記録しなくてはならない。
a)及びb)の両方法ともに,参照真空計及び被校正真空計は,同時又は時間遅れのないように引き続いて
測定する。
7.1.6
校正前及び校正中には,次の項目を記録する。
8
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 真空計の形式,製造業者,並びに参照真空計及び被校正真空計の識別(測定子及び制御計測部両方の
製造番号)
− 校正の日付
− 環境温度
− 校正容器の温度
− 校正気体の種類
− 到達圧力[7.1.5のa) 1)及びb) 3)参照]
− 真空計の設定の項目(測定子及び制御計測部)
− 真空計の設置条件(測定子の向き,校正容器への取付位置,測定子の配管,フランジの形など)
− 校正担当者の名前
− 参照真空計の読み値及び被校正真空計の読み値を含む結果の表
校正対象が測定子だけの場合,測定子の使用者が校正中と同じ状態で測定ができるようにすべての装置
及び設定条件を記録する。
7.1.7
最終の校正圧力値での測定が完了した後,校正装置にリークがないこと,及び多量の気体の吸着,
容器内壁の汚染,排気系の故障などが校正中に起きなかったことを確認するために排気する。到達圧力又
は最後の校正圧力点の1/1 000に10分(又は排気速度及び真空容器の全容積から予測した時間)以内に到
達しなかった場合には,校正装置を再調整(例えば,リークテスト,ポンプの試験,真空計の清浄化,校
正容器の加熱脱ガス)し,再校正する。
7.2
測定の評価
それぞれの校正圧力点に対しての測定の記録から,次の表を作成する。
− 参照真空計の読みに,校正証明書及び校正中の諸条件に対する必要な補正を施した校正圧力値
− ゼロ点などの補正を施した被校正真空計の読み値(繰返し測定の平均値)
− 校正から求められた値[読み値の誤差e,補正係数CF,感度係数S(例 V/Pa)など]
− 7.3によって求めた校正値の測定不確かさ
圧力範囲の校正値の平均値を一つの校正値とすることがある(例えば,スピニングロータ真空計の有効
運動エネルギー授受係数,熱陰極電離真空計の感度係数)。
7.3
測定の不確かさ
読み値の誤差,補正係数,感度係数など校正で求めた値の標準不確かさuはISO/IEC Guide 98-3の方法
で計算する。次のような不確かさの要因が重要と考えられる。
a) 測定の不正確さ及び時間変動による到達圧力の不確かさ
注記1 静的平衡法の場合,時間変動による不確かさは校正容器とポンプとをつなぐバルブを閉じ
た後の圧力上昇から見積もる。動的平衡法の場合,気体導入前に,校正容器とポンプとを
つなぐバルブを最初の校正点と同じ状態にして30分以上到達圧力の変動を観察すること
によって見積もる。
b) 被校正真空計又は参照真空計の取付口の真空容器内面側での分子密度又は分子の速度分布の不均一さ
による校正圧力の不確かさ 6.1〜6.3の設計基準を満たす場合,これらの標準相対不確かさは,校正
圧力が100 Paより低い場合は0.3 %程度と見積もることができる。また,100 Pa以上では,6.1の要求
事項を満たしていないとしても0.1 %程度の不確かさと見積もることができる。
注記2 この不確かさには,次のような要因による気体の分子密度又は速度分布の不均一さが含ま
れている。要因には,希薄気体の特定な流れ(校正容器とポンプとをつなぐバルブが部分
9
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
的に閉じているために,排気口が容器の軸に円筒対称ではなくなる場合も含む。),温度こ
う(勾)配,時間変動,収着,脱離,気体放出,真空計の排気速度,微少リークなどがあ
る。後半の五つの要因の場合には,すべての部品は,必要な到達圧力に応じた清浄化及び
/又は加熱脱ガスを施し,真空計の排気速度が,ポンプの有効排気速度の1/100であり,
リークテストを施していると仮定している。
c) 時間変動による校正圧力の不確かさ
注記3 この不確かさは,目的の校正圧力値での参照真空計の読み値を,校正に必要な時間観察す
ることで見積もることができる。
d) 参照真空計の測定の不確かさ 校正証明書に与えられている不確かさに加えて,真空計の長期不安定
性,分解能,表示値のばらつき,オフセット値の測定の不正確さ,オフセット変動,環境条件による
影響,参照真空計として使う場合と校正したときとの校正容器の温度差,温度変動,真空計同士の相
互作用による影響などを含む。
e) 被校正真空計の表示値の読みの不確かさ 分解能,表示値のばらつき,オフセット値(又はゼロ点)
の測定の不正確さ,オフセット(又はゼロ点)変動,校正中の温度変動及び真空計同士の相互作用を
含む。
f)
校正気体の純度の不確かさ
g) 測定の繰返し性 校正証明書には,拡張不確かさU = ku (k =2) を記述する。これは,正規分布を仮定
すると95 %の信頼区間に相当する。
8
校正証明書
校正証明書は,JIS Q 17025に従って作成する。加えて,この規格による真空計の校正結果において特に
記述すべき項目は,次のとおりである。
− 参照真空計及び被校正真空計の識別(真空計の形式及び製造業者,並びに真空測定子,関連制御計測
部などの製造番号)
− 環境温度(校正中の変動及び不確かさ)
− 真空容器の温度(校正中の変動及び不確かさ)
− 校正気体の種類
− 到達圧力[7.1.5のa) 1)及びb) 3)参照]
− 真空計の設定条件(制御計測部などを含む。)
− 真空計の設置条件(測定子の向き,校正容器の中の位置,場合によっては,測定子の配管の形又はフ
ランジの形など)
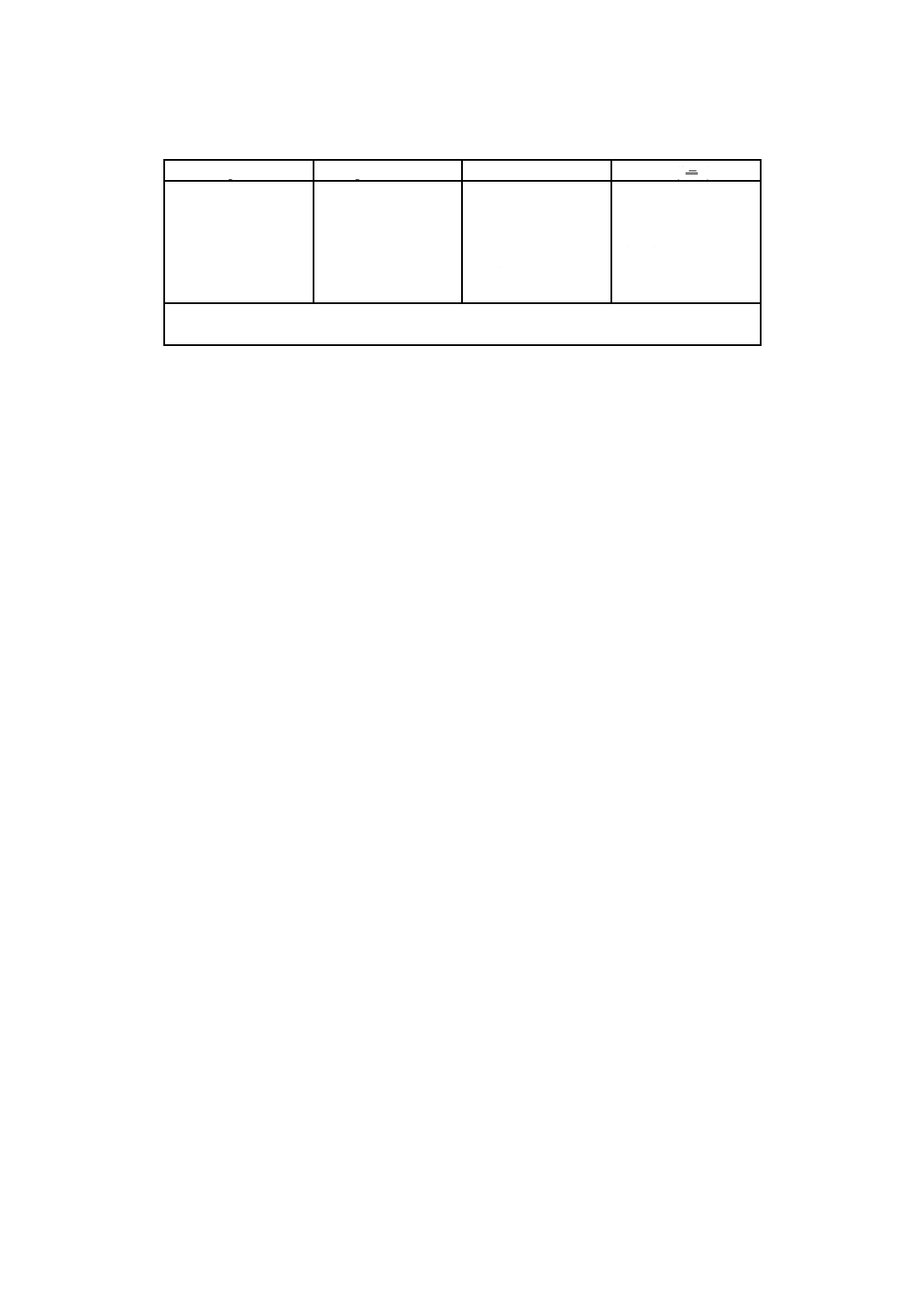
校正結果は,それぞれの校正圧力値に対して表1のような表を作成する。
10
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−校正証明書に付加する表の例
pcal
pind など
e,CF,Sなど
U (k = 2)
参照真空計の読みの
平均値に,校正証明書
による補正及び校正
中の条件での必要な
補正を施した校正圧
力。
ゼロ点などの補正を
施した被校正真空計
の表示値の読み(場合
によっては,繰返し測
定の平均値)。
校正から求めた値(例
えば,読み値の誤差
e,補正係数CF,V/Pa
のような感度係数S
など)。
7.3によって求めた前
欄の値の校正時の拡
張(絶対又は相対)不
確かさ。
簡単のために,すべての範囲を一つの不確かさで与えることを顧客及び校正室が同意した
場合には,その範囲での最も大きな不確かさで表現する。
それぞれの校正圧力値ではなく,所定の圧力範囲の平均値として一つの値(例えば,スピニングロータ
真空計の有効運動エネルギー授受係数,電離真空計の補正係数,電離真空計の感度係数)を求める場合,
圧力範囲を明記し,平均値の不確かさを与える。
11
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
校正システムの構成の一例
序文
この附属書は,校正システムの構成の一例を記載するものであって,規定の一部ではない。
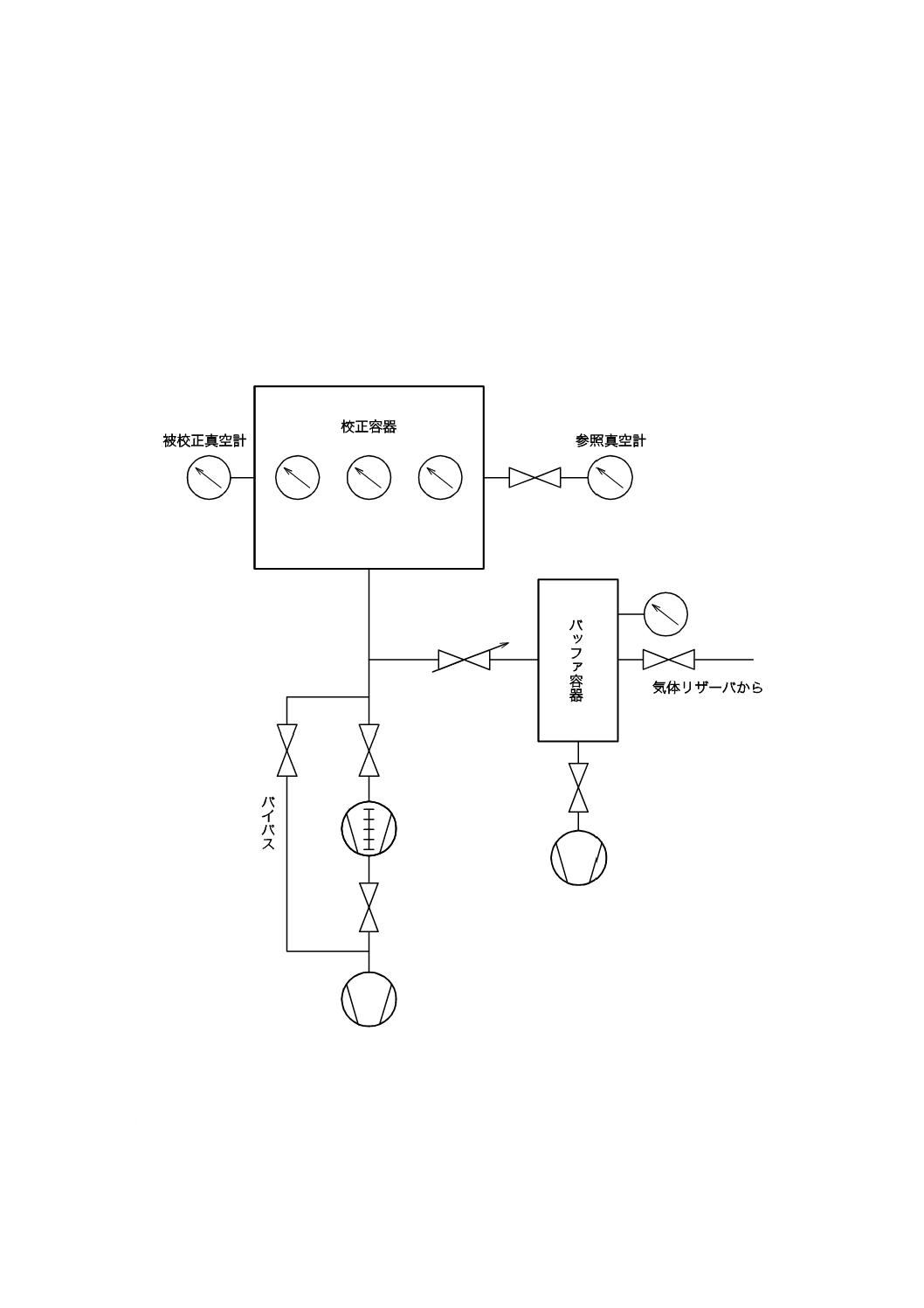
図A.1は,必ずしも実際の装置の構造を示したものではない。
図A.1−校正システムの構成の一例
注記1 図記号の意味については,JIS Z 8617-1〜JIS Z 8617-9に規定されている。
注記2 バッファ容器は,可変リークバルブの出口での安定性(一定の流量)を得るために設置する。
12
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
校正上の注意点
B.1
ゼロ点設定
真空計の中にはゼロ点を調節する機構をもつものがある。この場合,校正容器が到達圧力のときに,製
造業者の説明書に従って真空計の読みをゼロに合わせる方がよい。到達圧力が被校正真空計又は参照真空
計の分解能よりも高い場合には,考慮しなくてはならない。
ゼロの調節は,レンジ,ゲインなどを変えた場合,その都度行い,校正の最後に再確認した方がよい。
注記1 校正範囲が1けた(桁)以上にわたる場合,けたが変わったときにゼロ点を確認する。
真空計の中にはフルスケールを大気圧で調節する機構をもつものがある。この場合,真空計の測定子だ
け,又は校正容器も同時に大気圧にして製造業者の説明書に従って調節する方がよい。
注記2 ゼロ点調節又は大気圧でのフルスケールの調節を行うことによって,校正の値を保証できな
くなる場合も考えられる。その場合には調整は行わずそれぞれの値を記録して補正する。
B.2
校正気体の純度
校正容器内での気体の純度は,残留ガス分析計で確かめることができる。校正の場合には分析計は動作
させないことが望ましい。
B.3
校正の圧力点
校正の圧力点は,依頼者と校正者とで合意することが望ましい。指定がない場合は,1けたに少なくと
も3点,通常は1けたごとに対数目盛で等間隔になるように3点(1,2,5又は2,5,9)を測定するのが
望ましい。
B.4
測定の繰返し
測定の繰返し回数は,校正の正確さとコストとの競合で決まるため,依頼者及び校正者で合意すること
が望ましい。測定の間(一連の校正作業又はそれぞれの校正点の間)に到達圧力に戻す校正システムの場
合には,測定を繰り返す。
1回の測定しか行わない場合,校正者は,校正結果の繰返し性を見積もる手順をもっていることが望ま
しい。例えば,あらかじめ同じモデルの真空計の校正を繰り返し,測定結果のばらつきから標準不確かさ
を見積もり,合成不確かさの計算に見込んでもよい。
B.5
残留気体の低減化
安定な低い到達圧力を得るためには,校正容器を加熱脱ガスするのがよい。校正容器を大気圧にする場
合には,乾燥窒素を使うことが望ましい。校正などに用いていないときにも,校正容器は真空に保つほう
がよい。
B.6
汚染
汚染された真空計の測定子は,校正装置を汚染する可能性がある。校正容器に真空計を取り付ける場合
13
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
には,注意深く洗浄し乾燥することが望ましい。ただし,洗浄を行う場合,この操作によって真空計の感
度が変わる可能性があるので,依頼者に事前に知らせることが望ましい。
熱フィラメントなどのように高温になる部分をもつ真空計の場合,この真空計を汚染された装置に取り
付けると,高温部分の酸化及び/又は分解した油の蒸気などの付着などによる真空計の特性変化の可能性
が大きい。
B.7
温度の影響
真空計の温度による影響を考慮するために,製造業者の説明書,真空の参考書を参照することが望まし
い。
B.8
振動の影響
真空計の種類によっては振動に敏感な場合がある。製造業者の説明書に従って,振動の許容範囲又は影
響の大きさを確認する。振動するポンプと校正容器との間に防振部品を入れることによって振動の振幅の
減衰が可能な場合がある。
B.9
真空計の取扱い及び相互干渉
低圧力用で精度の高い真空計(測定範囲の上限が大気圧以下の場合)では,真空計を大気圧にすると校
正値が変化する可能性がある。その場合,バルブを取り付けて校正容器内の圧力が真空計の測定の上限値
を超える場合にバルブによって遮断する。
永久磁石を使用した真空計[例えば,冷陰極(ペニング形)真空計の測定子]を取り付ける場合,他の
真空計と磁気的な相互作用がないように注意する。
電離真空計の場合,一方の真空計で発生した荷電粒子が他の真空計へ直接入射しないよう考慮する。
B.10 参照真空計
少なくとも二つの独立な参照真空計を使用し,その測定結果を比較することで,どちらか一方の参照真
空計の感度変化などの不調を検知することが可能になる。その結果がそれぞれの測定の不確かさの範囲で
一致しない場合,参照真空計は再校正する。制御計測部を兼用する場合は完全に独立とは言えないので注
意する。測定範囲が重複する他方式の真空計を使用し,共通の測定範囲でそれぞれの測定結果を比較する
ことが望ましい。
B.11 再校正周期
清浄な真空系で用いている参照真空計は,おおよそ12か月ごとに校正することが望ましい。より厳しい
条件下では,再校正周期は6か月,又はそれより短い間隔が望ましい。
長期間安定なことの十分な実績データがあって,校正装置を恒常的に真空排気している場合には,参照
真空計の校正間隔は2年(長時間安定性に伴う不確かさの増加はある。)に延ばせる可能性が出てくる。
校正間隔の最適な期間を選択するための更なる情報は,ISO 10012を参照。
14
Z 8750:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS B 8317-1 蒸気噴射真空ポンプ−性能試験方法−第1部:体積流量(排気速度)の測定
JIS Z 8617-1 ダイヤグラム用図記号−第1部:一般事項及び索引
JIS Z 8617-2 ダイヤグラム用図記号−第2部:一般用途
JIS Z 8617-3 ダイヤグラム用図記号−第3部:接続及び関連装置
JIS Z 8617-4 ダイヤグラム用図記号−第4部:アクチュエータ及び関連装置
JIS Z 8617-5 ダイヤグラム用図記号−第5部:計測及び制御装置
JIS Z 8617-6 ダイヤグラム用図記号−第6部:計測及び制御機能
JIS Z 8617-7 ダイヤグラム用図記号−第7部:基本的機械部品
JIS Z 8617-8 ダイヤグラム用図記号−第8部:バルブ及びダンパ
JIS Z 8617-9 ダイヤグラム用図記号−第9部:ポンプ,コンプレッサ及びファン
ISO 10012,Measurement management systems−Requirements for measurement processes and
measuring equipment
1
5
Z
8
7
5
0
:
2
0
0
9
1
5
Z
8
7
5
0
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS Z 8750:2009 真空計校正方法
ISO/TS 3567:2005,Vacuum gauges−Calibration by direct comparison with a reference
gauge
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
参照真空計との直
接比較による真空
計の校正を行うた
めに満たすべき物
理的,技術的及び計
測学的条件を規定
1
JISとほぼ同じ
一致
ISO/TS 3567は,真空計の校正
方法を国際的に統一する重要
な技術仕様書であり,緊急を要
するため,国際技術仕様書に整
合させて改正を行った。
基礎として用いた国際技術仕様書
は,国際規格として発行される見
込みである。
技術的差異はない。
3 用語及
び定義
−
3.15
全圧
削除
ISO/TS 3567の本文でも用い
られていないため,JISでは削
除した。
技術的差異はない。
3.17 気体の量(pV
値)
−
−
追加
分子の数に加えて気体の量
(pV値)を追加した。
技術的差異はない。
3.18 加熱脱ガス
−
−
追加
規格に必要な用語及び定義を
追加した。
技術的差異はない。
3.19 真空計の脱ガ
ス
−
−
追加
規格に必要な用語及び定義を
追加した。
技術的差異はない。
1
6
Z
8
7
5
0
:
2
0
0
9
1
6
Z
8
7
5
0
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 量記号,
記号及び
略号
圧力などの量記号,
記号及び略号
4
JISとほぼ同じ
削除
追加
圧力に関する量記号,記号及び
略号の単位のうち,“mbar”は,
SI単位でないため削除した。
また,Pについては,ISO/TS
3567の本文でも用いられてい
ないため,削除した。UUCに
ついては,“UUC”という略称
は用いず,“被校正真空計”と
いう名称を用いたため削除し
た。
被校正真空計の種類によって
必要となるため,“感度係数”
を追加した。
技術的差異はない。
6 要求事
項
6.1校正容器の設計
a)
6.1 a)
JISとほぼ同じ
追加
規定内容の説明のために注記
を追加した。
技術的差異はない。
6.3.5
6.3.5
JISとほぼ同じ
追加
規格内容の説明のために追加
した。
技術的差異はない。
JISと国際規格との対応の程度の全体評価:ISO/TS 3567:2005,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD………………国際規格を修正している。