Z 3950:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3950:1994は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 10882-1:2001,Health and safety in
welding and allied processes−Sampling of airborne particles and gases in the operatorʼs breathing zone−
Part1:Sampling of airborne particlesを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS Z 3950には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
Z 3950:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 粉じん質量濃度測定方法の種類 ·························································································· 2
5. 作業環境気中粉じん質量濃度測定 ······················································································· 3
5.1 吸入性粉じんの質量濃度測定方法······················································································ 3
5.2 総粉じんの質量濃度測定方法 ··························································································· 7
5.3 作業環境における平均濃度決定 ························································································ 7
6. 個人ばく露粉じん質量濃度測定 ·························································································· 8
6.1 一般 ···························································································································· 8
6.2 最悪状態測定 ················································································································ 8
6.3 吸入性粉じんの個人ばく露質量濃度測定方法 ······································································· 8
6.4 総粉じんの個人ばく露質量濃度測定方法············································································ 10
7. 試料の化学分析 ·············································································································· 10
8. 測定値のまとめ方 ··········································································································· 10
9. 測定結果の記録 ·············································································································· 11
附属書(参考)JISと対応する国際規格との対比表 ···································································· 12
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3950:2005
溶接作業環境における浮遊粉じん濃度測定方法
Methods of measurement for airborne dust concentration in welding
environment
序文 この規格は,2001年に第1版として発行されたISO 10882-1,Health and safety in welding and allied
processes−Sampling of airborne particles and gases in the operatorʼs breathing zone−Part 1:Sampling of airborne
particles を元に作成した日本工業規格である。対応国際規格は,溶接作業者の個人ばく露粉じん質量濃度
測定を主に規定しているが,日本工業規格は,作業環境気中粉じん質量濃度の測定が中心であったため,
技術的内容を変更して作成している。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更して規定した事項である。
変更の一覧表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,溶接及び関連作業環境における浮遊粉じん(以下,粉じんという。)の作業環
境気中粉じん質量濃度及び作業者の個人ばく露粉じん質量濃度を測定する方法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 10882-1:2001,Health and safety in welding and allied processes−Sampling of airborne particles
and gases in the operatorʼs breathing zone−Part1:Sampling of airborne particles (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7551 フロート形面積流量計
JIS K 0083 排ガス中の金属分析方法
JIS K 0901 気体中のダスト試料捕集用ろ過材の形状,寸法並びに性能試験方法
JIS Z 3001 溶接用語
JIS Z 3920 溶接ヒューム分析方法
JIS Z 8813 浮遊粉じん濃度測定方法通則
JIS Z 8814 ロウボリウムエアサンプラ
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001によるほか,次による。
a) 関連作業 熱切断,グラインダ掛け,はつりなどの溶接に関係する作業。
b) 吸入性粉じん 粗大粉じんを除去できる分粒装置を通過する微細粉じん。
c) 限界値(limit value) 空気中の粉じんの濃度に対する基準値(1)。
注(1)日本では,作業環境評価基準(昭和63年労働省告示第79号)で定める“管理濃度”及び日本産業衛
生学会が勧告する“許容濃度”,米国では,OSHA(Occupational Safety and Health Administration,Department
2
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
of Labor)が定めるPEL(Permissible Exposure Limit)”及びACGIH (American Conference of Governmental
Industrial Hygienists)が勧告する“TLVs(Threshold Limit Values)”がある。
d) 呼吸域(breathing zone) 作業者が呼吸する顔の周囲の空間。技術的に更に正確に定義する場合は次
による。
人の顔の前方に広がり,両耳を結ぶ直線の中央の点を中心とする半球体(通常,半径30 cm)の
領域。この半球体の底面は,この直線,頭頂及び喉頭を通る平面である。溶接用保護面を使用する場
合は,この保護面の内側に広がる空間とする。ただし,呼吸用保護具を使用する場合にはこの定義は
当てはまらない。
e) 個人ばく露粉じん質量濃度 呼吸域の時間荷重平均粉じん質量濃度。
f)
最悪状態測定(worst case measurements) 最も高いばく露量を受ける作業状態を特定するためのスク
リーニング測定。
g) 作業環境気中粉じん質量濃度 測定対象の作業場所の空気中に存在する粉じんの質量濃度。
h) 時間加重平均粉じん質量濃度[time weighted average (TWA) concentration] 作業時間内にわたって平
均した,空気中の粉じんの質量濃度。
i)
質量濃度 単位容積の空気中に存在する粉じんの質量。
j)
試料空気のサンプリング(air sampling) 粉じん濃度の測定又は分析をするため,作業環境空気の一
部の採取。
k) スクリーニング測定(screening measurements) ばく露濃度の概略情報を得るために行う測定。
ばく露量が限界値よりはるかに低いか,又ははるかに高いかおおよその状況を知るためにも使用す
るとができる。
l)
相対沈降径 対象粒子の空気中での挙動が比重1で球形の粒子と等価な粒子径。
m) 総粉じん(total airborne particles) 分粒装置を取り付けないろ過捕集装置によって捕集される粉じ
ん。
n) 対象作業場所(workplace) 粉じんの濃度を測定しようとする作業場所における対象区域。
o) 透過率(permeability) 粉じんの分粒装置を通過する割合。
p) 等間隔系統抽出方法 単位作業場において等間隔に,かつ,偏りのないように測定点を抽出する手法。
通常は,床面上に6 m以下の等間隔で引いた縦線と横線との交点を測定点とする。
q) ばく露(exposure) 呼吸域の空気中に粉じんが存在する状態。
r) 標準状態 気温0℃,101.3kPaの大気状態。
s)
分粒装置 空気中の総粉じんを粗大粉じんと吸入性粉じんとに分離する装置。
3
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 粉じん質量濃度測定方法の種類 粉じん濃度の測定には,作業環境気中粉じん質量濃度測定及び作業
者の個人ばく露粉じん質量濃度測定があり,それぞれの測定方法の種類は,表1による。
表 1 粉じん質量濃度測定方法の種類
測定
測定対象
測定方法の種類
作業環境気中粉じん質量濃度
測定
吸入性粉じん
分粒装置付きろ過捕集による測定方法
光散乱式濃度計による測定方法
圧電天びん式濃度計による測定方法
総粉じん
ろ過捕集による測定方法
個人ばく露粉じん質量濃度
測定
吸入性粉じん
分粒装置付きろ過捕集による測定方法
光散乱式濃度計による測定方法
総粉じん
ろ過捕集による測定方法
5. 作業環境気中粉じん質量濃度測定
5.1
吸入性粉じんの質量濃度測定方法
5.1.1
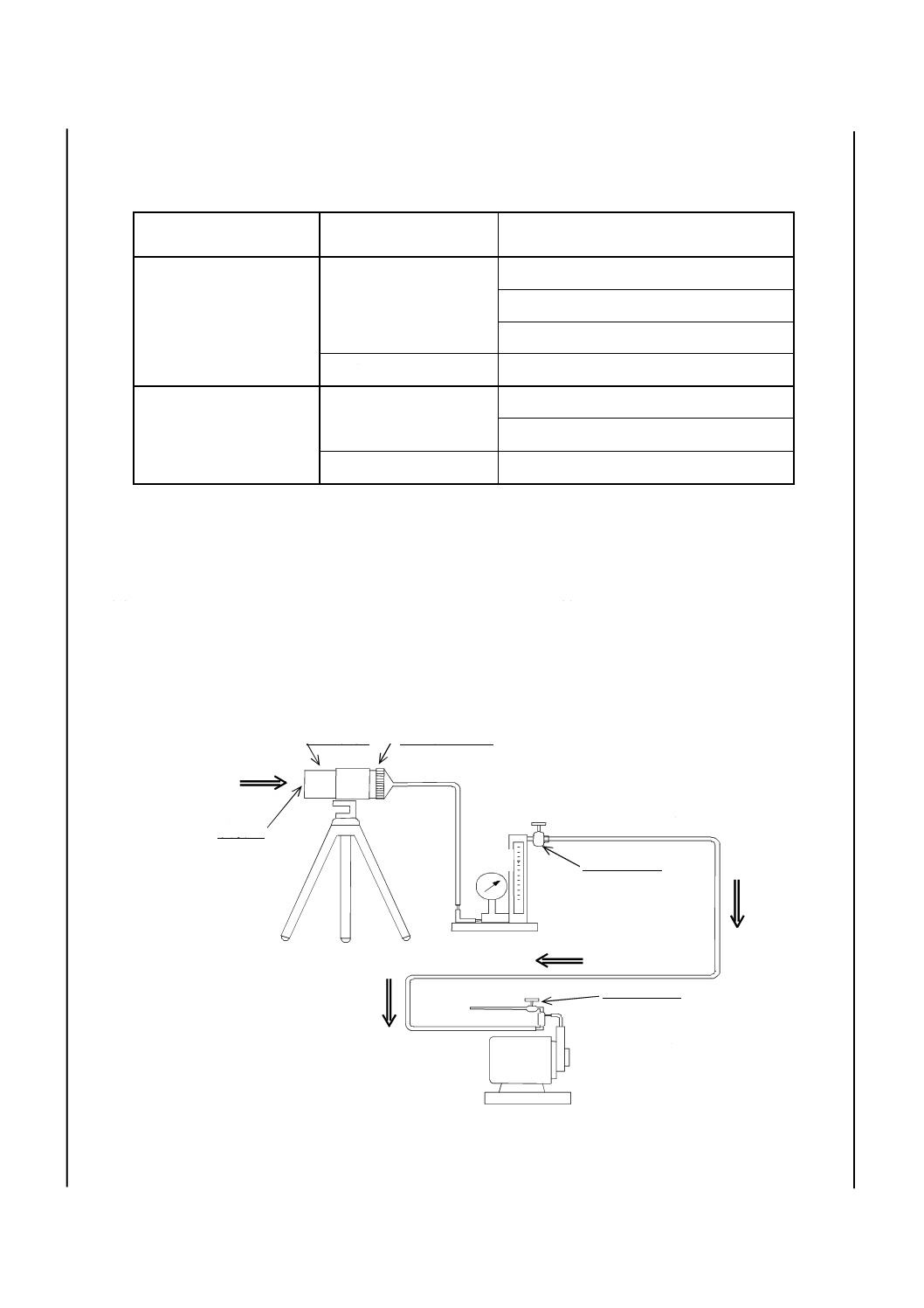
分粒装置付きろ過捕集による測定方法 この方法は,JIS Z 8814に規定するロウボリウムエアサン
プラを用い,そのろ過材保持具の前段に分粒装置を取り付けて粉じんをろ過材上に捕集し,その質量から
吸入性粉じんの質量濃度を測定する方法で,次による。
a) 装置 捕集装置の構成例を,図1に示す。
図 1 吸入性粉じんろ過捕集装置の構成の一例
分粒装置 ろ過材保持具
吸引口
支持具
差圧計
流量計
接続チューブ
接続チューブ
流量調整弁
流量調整弁
吸引ポンプ
4
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 各部の詳細 各部の詳細は,次による。
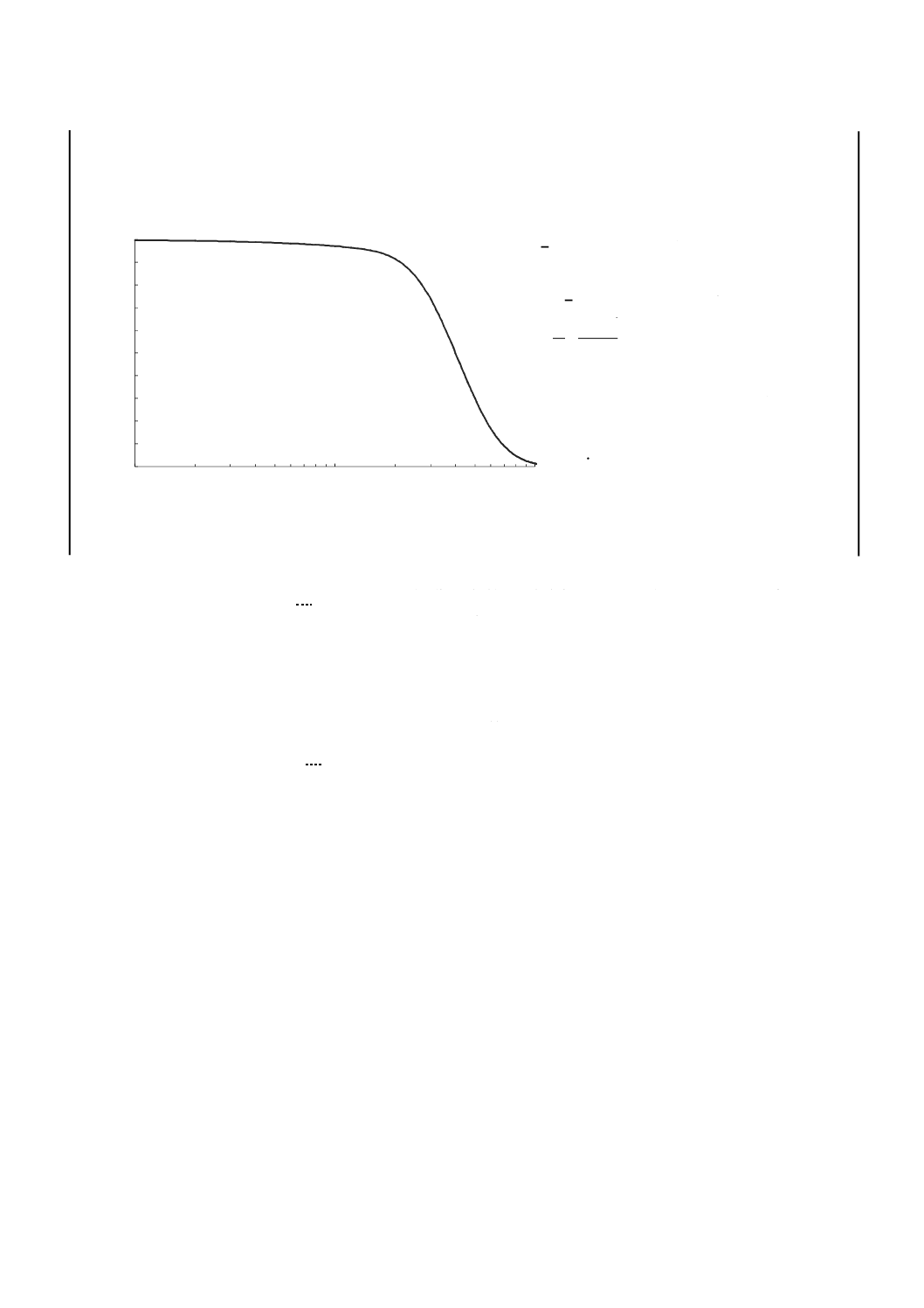
1) 分粒装置 分粒装置は,粉じんの透過率が図2で表される特性をもつか,又は図2に示す特性と等
価の特性をもつものとする。
−
図 2 分粒装置の通過特性
2) ろ過材 ろ過材は,JIS K 0901の5.2(捕集率試験)の試験方法による粒径0.3 μmエアロゾルで捕
集率95 %以上であって,初期圧力損失が低く,粉じん捕集に伴う圧力損失の増加が少なく,かつ,
吸湿性の小さいものとする。粉じんの化学分析を行う場合のろ過材は,分析対象成分と反応せず,
かつ,分析方法に適合したものを選ばなければならない。
3) ろ過材保持具 ろ過材保持具は,ろ過材を容易に交換でき,かつ,ろ過材の破損及び空気漏れを生
じないような構造とする。また,帯電しにくい材質及び構造であることが望ましい。
4) 流量計 流量計は,JIS B 7551に規定する性能をもつものとする。ただし,流量計の最大目盛は,
使用流量の1.0倍以上2.5倍以下のものでなければならない。
5) 差圧計 粉じんの捕集によって生じる圧力損失測定のための差圧計は,適切に測定することができ
る読取り圧力範囲をもつものとする。
6) 吸引ポンプ 吸引ポンプは,流量の調節が可能で,試料空気のサンプリング期間にわたって設定流
量の変動が設定値の±5 %を維持できるものとする。定流量機構を備えたポンプを使用することが
望ましい。吸引ポンプは,捕集装置を取り付けた状態で連続運転できるもので,かつ,脈流の小さ
いものとする。
7) 天びん 天びんは,質量を0.01 mgまで計量できるものとする。
8) その他の器具 試料空気のサンプリングのために,次の器具を使用する。
8.1) 接続チューブ ろ過材保持具と吸引ポンプとを漏れがないようにつなぐために用いるもので,適
切な柔軟さと径をもつものとする。
8.2) 先端が扁平なピンセット ろ過材の着脱の際に使用する。
8.3) ろ過材運搬容器 ろ過材のひょう量室に運搬するために使用する容器でふた(蓋)付きとする。
8.4) 温度計 雰囲気温度測定のための温度計は,読み取り温度範囲が0から50 ℃を含み,目盛幅は,
1 ℃以下とする。
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.1
1
10
粉じんの相対沈降径(μm)
透
過
率
(P)
μm)
粉じんの相対沈降径(
標準偏差xに対する累積度数分布
:
D
:)
(x
F
[
]
[
]
(
)
()
透過率
ここに
Σ
ln
Γ
/
ln
)
0.06
exp(
1
5.0
:
P
)
(
1
D
x
D
IPM
x
F
IPM
P
=
+
=
×
=
Γ :4.25μm
1.5
∑ :
−
−
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.5) 気圧計 粉じんの圧力補正のために必要な気圧計は,読み取り気圧範囲が95〜105kPaを含み,
目盛幅は0.1kPa以下とする。
c) 測定の準備 測定の準備は,次による。
1) ろ過材の準備
1.1) ろ過材の取扱い ろ過材は,清潔な雰囲気内で取り扱い,損傷を防ぐため先端が扁平なピンセッ
トを用いる。
1.2) 静電気の除去 ろ過材が静電気を帯びやすいもの(例えば,メンブランフィルタ)であるときは,
ひょう量の前に帯電除去装置を用いて除去することが望ましい。
1.3) コンディショニング ひょう量前に恒温恒湿の状態で24時間以上放置する。
1.4) 前ひょう量 捕集前のろ過材を素早くひょう量し,質量を記録する。
1.5) ろ過材保持具への取付け 清浄なろ過材保持具にろ過材を取り付ける。
2) サンプリング流量の設定 サンプリング流量の設定は,粉じん濃度が低い場所で行う。ろ過材付き
ろ過材保持具,校正済み流量計及び吸引ポンプを接続チューブによって,漏れがないように接続す
る(図1参照)。吸引ポンプのスイッチを入れ,所定の流量の±5 %の範囲に設定する。
d) 測定 測定は,次による。
1) 吸引ポンプのスイッチを入れ,使用する分粒装置によって定められた流量でサンプリングを開始す
ると同時に,時刻,流量,圧力損失並びに対象作業場所の気温及び気圧を測定し記録する。ろ過材
には,おおよそ2 mgを超える粉じんを捕集する。
2) 1時間に1回以上,吸引状態を監視するとともに,流量,気温及び気圧を測定し記録する。
3) 終了直前に,時刻,流量,気温,気圧及び圧力損失を測定し,記録した後,吸引ポンプのスイッチ
を切る。
4) サンプリング時間と平均圧力損失とを算出する。
5) サンプリング中にわたって測定した流量,気温及び気圧から,それぞれ平均流量,平均気温及び平
均気圧を算出する。
e) 質量濃度の決定
1) コンディショニング 試料空気のサンプリング後,粉じんを捕集したろ過材をろ過材保持具又はろ
過材運搬容器から取り出し,恒温恒湿の状態で24時間以上放置する。
2) ろ過材の再ひょう量 ろ過材をひょう量する。試料の化学分析を行う場合は,7.による。
3) 質量濃度の計算 粉じんの質量濃度は,次の式による。
000
1
1
2
R
×
×
−
=
t
F
W
W
C
(1)
ここに,
CR: 粉じんの質量濃度(mg/m3)
F: サンプリング中の平均流量(L/min)
t: サンプリング時間(min)
W1: サンプリング前のろ過材の質量(mg)
W2: サンプリング後のろ過材の質量(mg)
さらに必要に応じて下記の補正を行う。
CRの算出に際して,サンプリング中の表示された流量を気温,気圧及び圧力損失に対して補正す
る場合は(1)式のFの値として次の(2)式によって得られるF0を用いて計算する。
6
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
3
2
2
1
1
0
-
×
×
P
P
P
T
T
F
F=
(2)
ここに,
F0: 補正された平均流量(L/min)
F1: サンプリング中の表示平均流量(L/min)
T1: 流量計校正時の温度(K)
T2: サンプリング中の平均気温(K)
P1: 流量計校正時の気圧(kPa)
P2: サンプリング中の平均気圧(kPa)
P3: サンプリング中の平均圧力損失(kPa)
(1)式で求められた質量濃度を標準状態における質量濃度に換算する場合は,次の(3)式による。
2
1
1
2
R
corr
×
×
P
P
T
T
C
C
c
c
=
(3)
ここに, Ccorr: 標準状態における質量濃度(mg/m3)
CR: 粉じんの濃度(mg/m3)
T1c: 標準気温(通常273 K)
T2: サンプリング中の平均気温(K)
P1c: 標準気圧(通常101.3 kPa)
P2: サンプリング中の平均気圧(kPa)
5.1.2
光散乱式濃度計による測定方法 この方法は,JIS Z 8813の6.1.2(散乱光法)に規定する装置を
用いる方法で,次による。
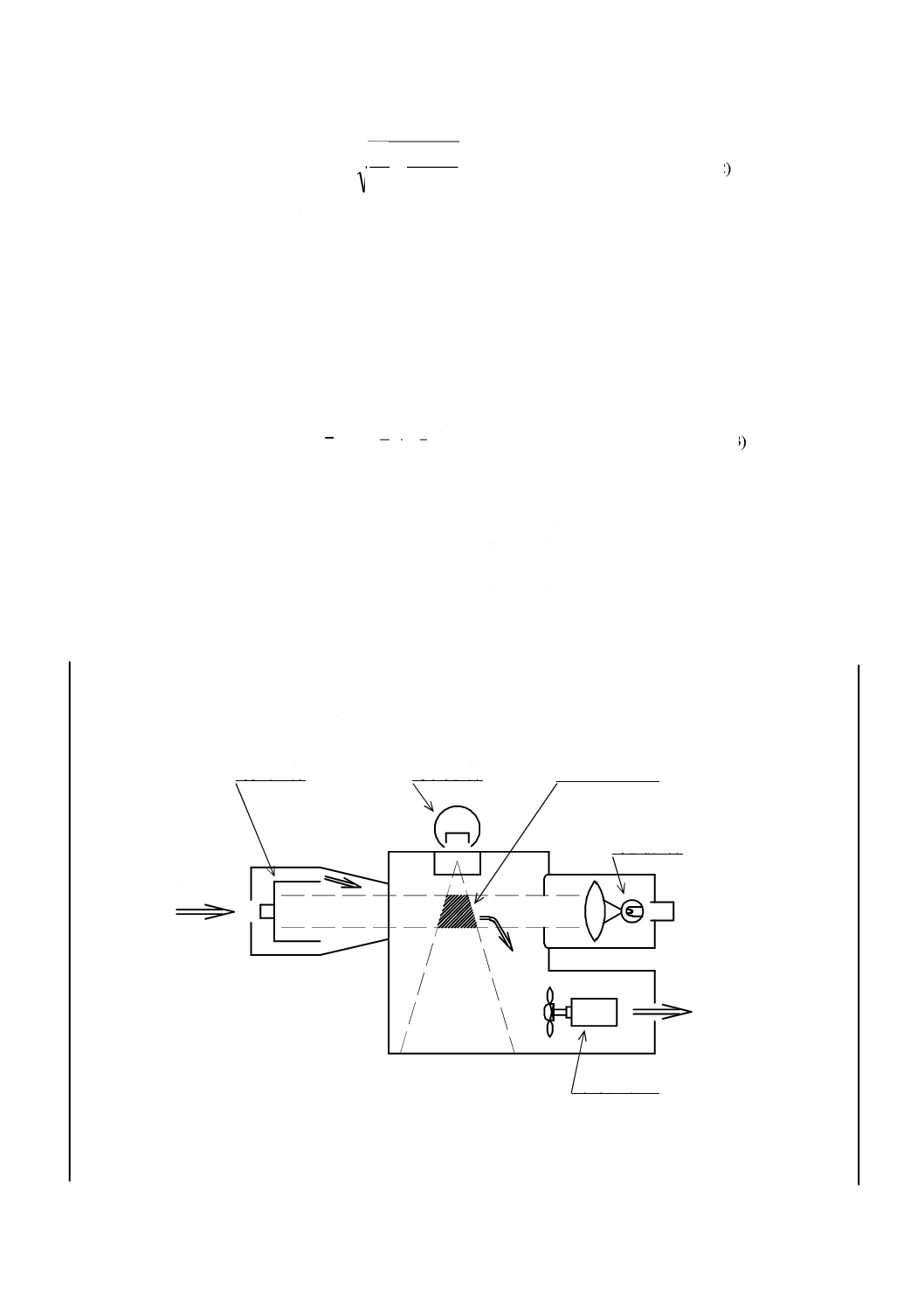
a) 光散乱式濃度計 光散乱式濃度計の構成例を,図3に示す。
図 3 光散乱式濃度計の構成例
吸 引 口
分 粒 部
排 気 口
受 光 部
散乱光測定域
光 源 部
吸引ファン
7
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 測定 測定は,次による。
1) 吸入性粉じん濃度を測定しようとする場所で濃度計を作動させ,1分間当たりの測定値を求める。
2) 吸入性粉じんの質量濃度は,次の式による。
L
R
×R
K
C=
ここに, CR: 吸入性粉じんの質量濃度(mg/m3)
K: 変換係数(mg・m-3・cpm-1又は無次元 )*
RL: 濃度計の測定値 (cpm又はmg/m3)
c) 変換係数(K値) 変換係数(K値)は,次による。
1) 5.1.1a)に規定する装置と,変換係数を求めようとする濃度計とを用いて併行測定を行う。
2) CRを5.1.1 e) 3)によって求める。
3) 濃度計による計測は,ろ過捕集時間中に連続して測定を行い,得られた値を測定時間(分)で割っ
てその平均値を求める。
4) 変換係数は,次の式による。
ここに,
K: 変換係数(mg・m-3・cpm-1又は無次元 )
CR: 吸入性粉じんの質量濃度(mg/m3)
RLM: 濃度計の測定値の平均値(cpm又はmg/m3)
5.1.3
圧電天びん式濃度計による測定方法 この方法は,JIS Z 8813の 6.2.2(4)に規定する装置を用いる
方法で,次による。
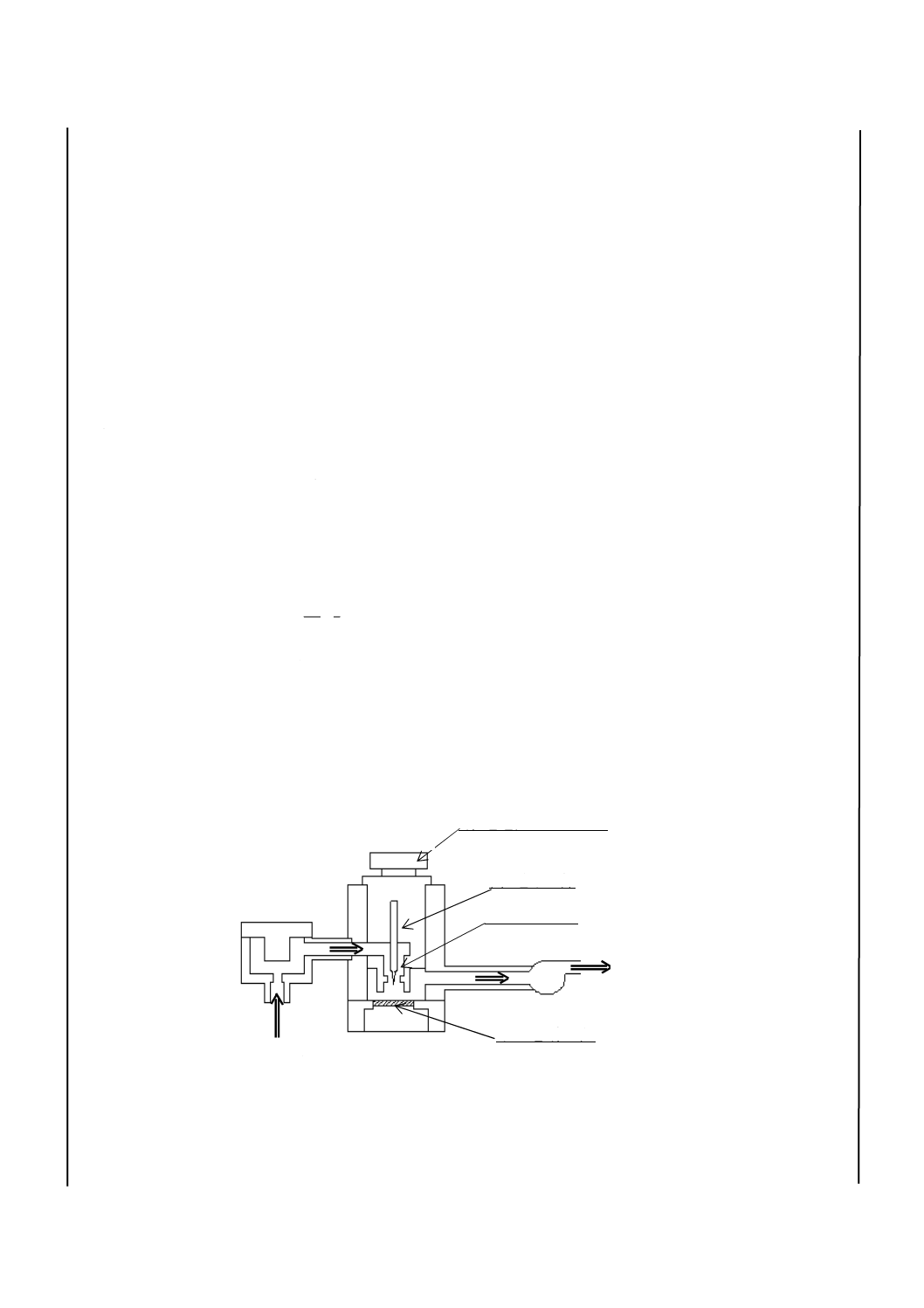
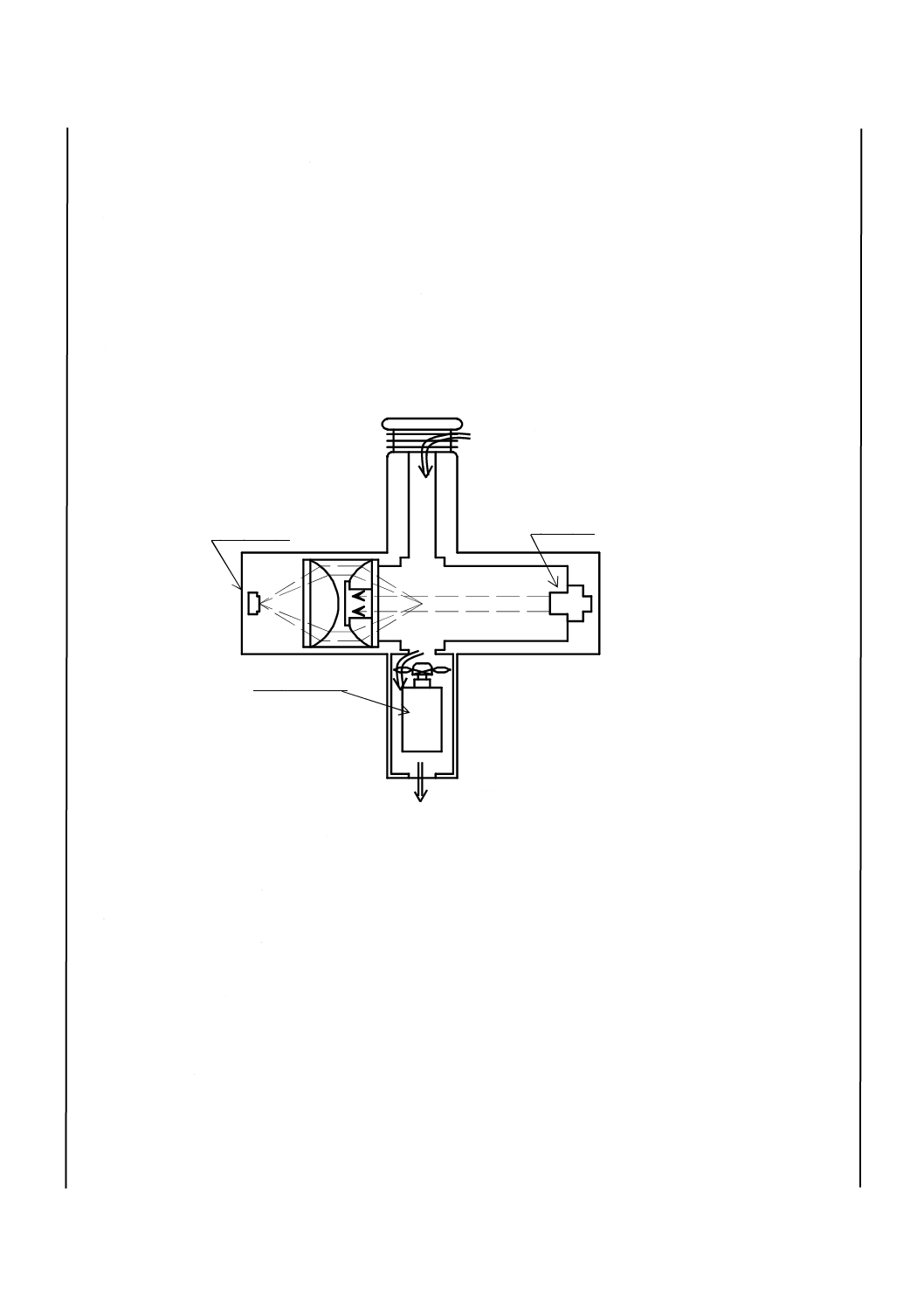
a) 圧電天びん式濃度計 圧電天びん式濃度計の構成例を,図4に示す。
図 4 圧電天びん式濃度計の構成例
b) 測定 5.1.2 b)の規定による。
放電電極アセンブリ
高 電 圧 部
コロナ放電
吸 引 口
排 気 口
圧 電 素 子
分粒部
計測部
注* 濃度計の測定値がcpm(1分間当たりのカウント数)の時はmg・m-3・cpm-1,
mg/m3の時は無次元
LM
R
R
C
K=
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 変換係数(K値) 変換係数(K値)は,5.1.2 c)によって求める。
5.2
総粉じんの質量濃度測定方法 この方法は,ロウボリウムエアサンプラのろ過材保持具に分粒装置
を取り付けないで粉じんをろ過材に捕集し,その質量から総粉じんの濃度を測定する方法である。装置は,
図1に例示する装置から分粒装置を取り外したものとし,各部の詳細は5.1.1b) 2)〜8),測定の準備は5.1.1
c) ,測定は5.1.1d),質量濃度の決定は5.1.1e),のそれぞれの規定に従う。
5.3
作業環境における平均粉じん質量濃度決定 作業環境気中粉じん質量濃度測定は,対象作業場所の
粉じん濃度分布特性を知るために必要である。また,この測定は,近辺の作業者,クレーン上などでの高
所作業者の個人ばく露を評価するためにも有用であり,換気効率の一つの指標にもなる。
測定は,次による。
a) 測定点の定め方 測定点の定め方は,次による。
1) 対象作業場所の平均濃度を測定するためのサンプリング位置の選定及びサンプリングに際しては,
測定値が発生源から直接の影響を受けないように,溶接及び関連作業から適当に離して採取位置を
選定する。また,換気状態,局所の状態及び測定目的も考慮しなければならない。
2) 対象作業場所の中に一般に,等間隔系統抽出方法によって,5個以上の測定点を選ぶ。ただし,粉
じんの濃度がほぼ均一で,5個の測定点をとっても意味のない場合は,任意の1測定点において,
一定の時間間隔で5回以上の測定を行う。
3) 測定点の高さは,作業場の床上0.5〜1.5 mとする。
b) 測定 測定は,5.1又は5.2による。
c) 測定時期 測定は,定常的に作業が行われている時間帯に行う。
d) 平均濃度の決定 平均濃度は,測定値の幾何平均及び幾何標準偏差によって表す。
6. 個人ばく露粉じん質量濃度測定
6.1
一般 個人ばく露粉じん質量濃度は,呼吸域で測定する。個人ばく露粉じん質量濃度測定用のサン
プリングは,作業者の作業状態を代表するように設定する。限界値と比較する目的で,試料空気の時間加
重平均粉じん質量濃度を求めるには,通常の作業活動を妨げることなく,サンプリング時間を通して,ろ
過材保持具又は粉じん濃度計の吸引口を作業者の呼吸域に保持されるよう装着する。個人ばく露粉じん質
量濃度測定は,次による。
a) 個人ばく露粉じん質量濃度測定における試料空気のサンプリング方法は,作業者及びその正常な作業
に対する妨害が最小になるように設定しなければならない。測定する時期,時間は,溶接作業の実施
頻度及び時間,測定目的などを考慮して設定する。
b) ろ過材保持具又は粉じん濃度計の吸引口は,溶接面の内側に設置する。吸引口を呼吸域に直接装着で
きない場合は,小口径の採気管を通して呼吸域から試料空気を吸引する。
c) 作業者がヘルメットシールドを着用する場合は, 作業者の鼻及び口の付近で,口の右又は左端から最
大50 mmの距離の位置にろ過材保持具又は粉じん濃度計の吸引口を装着する。
d) ハンドシールドを使用する場合は,作業者の鼻及び口からできるだけ近くの呼吸域にろ過材保持具又
は粉じん濃度計の吸引口を装着する。
e) 個人ばく露粉じん質量濃度は,サンプリング期間にわたる時間加重平均粉じん質量濃度として算出す
る。
f)
スクリーニング測定は,ばく露の程度及び形態に関する明確な情報を得る調査の初期段階で,代表的
な溶接時間帯内に行う。
9
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
最悪状態測定 最悪状態測定を初期段階において実施することによって,個人のばく露粉じん質量
濃度,作業環境管理方法及び設備改善の効果を的確に把握することができる。粉じん濃度の測定結果が限
界値を大きく下回っていれば,適切な管理が行われていることを示し,この場合には限界値と比較するた
めの時間加重平均粉じん質量濃度の測定は省略できる。また,粉じん濃度の測定結果が限界値を大きく超
える場合には,管理状態が不適切であることを示している。したがって,このような場合には,作業環境
管理方法を再検討し,設備改善を行った後,再度,測定を行う必要がある。
測定は,次による。
a) 単位作業場所内の溶接及び関連作業の作業状態,換気・排気の状態,粉じん発散状態などから判断し
て,粉じんの気中濃度が最大になると考えられる作業者の作業位置及び時間帯において実施する。
b) 測定時間は,溶接及び溶接関連作業が継続して行われている作業状態の下で10分間とする。
6.3
吸入性粉じんの個人ばく露質量濃度測定方法
6.3.1
分粒装置付きろ過捕集による測定方法 この方法は,個人ばく露粉じん質量濃度測定用分粒装置付
きろ過材保持具を作業者の呼吸域に取り付け,ろ過材が捕集した粉じんの質量から吸入性粉じんのばく露
濃度を測定する方法で,次による。
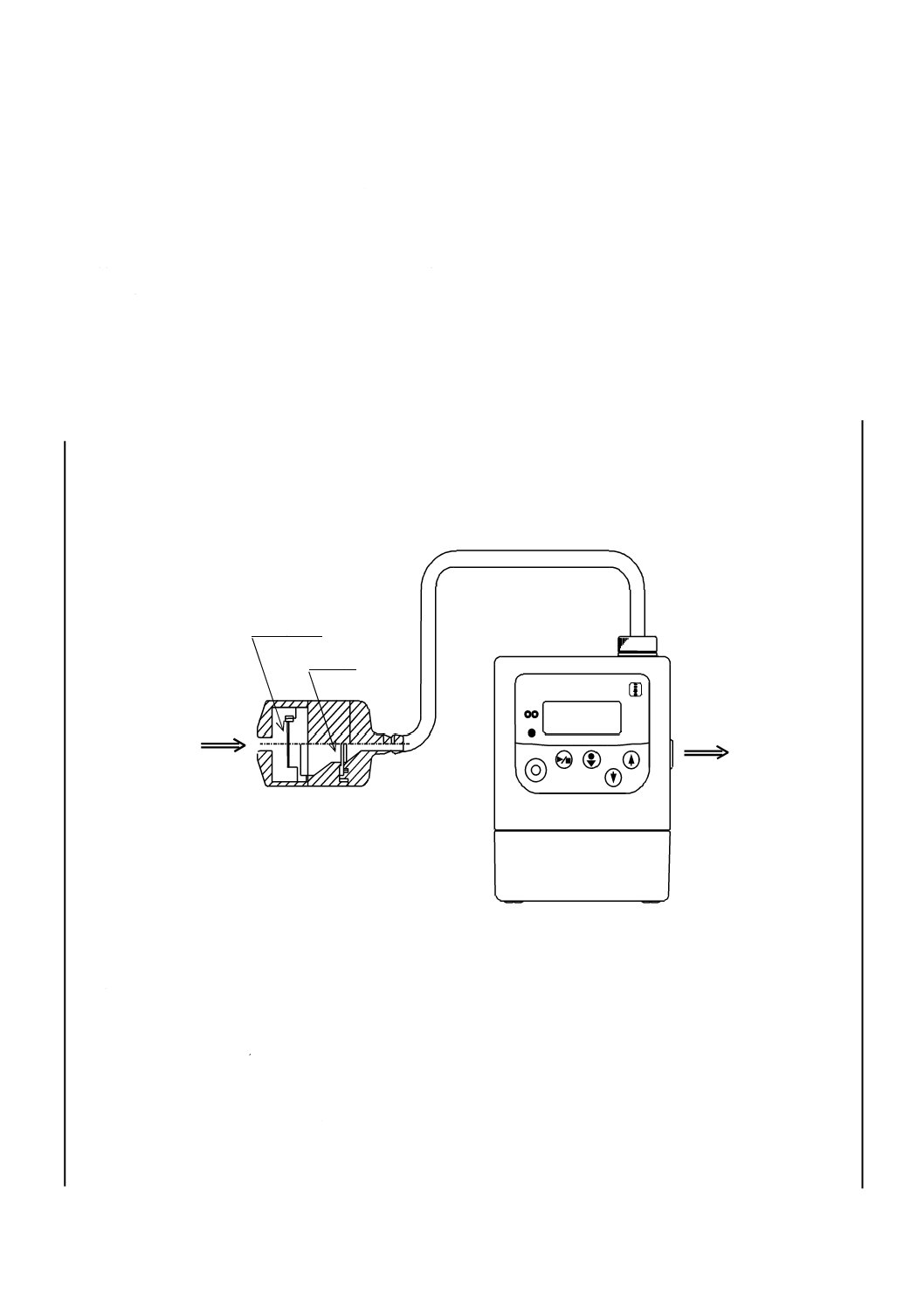
a) 装置 捕集装置の構成例を,図5に示す。
図 5 個人ばく露粉じん質量濃度測定用吸入性粉じんろ過捕集装置
b) 各部の詳細 各部の詳細は,次による
1) 分粒装置 5.1.1 b) 1)の規定による。
2) ろ過材 5.1.1 b) 2)の規定による。
3) ろ過材保持具 ろ過材保持具は,5.1.1 b) 3)に規定する特性をもち,作業者が装着して作業を行って
も支障を与えない大きさのものとする。
4) 流量計 流量計は,5.1.1 b) 4)と同等の特性をもち,吸引ポンプに内蔵又は取付け可能なものとする。
5) 吸引ポンプ 吸引ポンプは,5.1.1 b) 6)に規定する特性をもち,作業者が装着して作業を行っても支
分粒装置付きろ過材保持具
吸引口
流量計付き
吸引ポンプ
分粒装置
ろ過材
排気口
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
障を与えない大きさのものとする。
6) 天びん 5.1.1 b) 7)の規定による。
7) その他の器具 5.1.1 b) 8)の規定による。
c) 測定の準備 5.1.1 c)の規定による。
d) 測定 5.1.1 d)の規定による。
e) 個人ばく露粉じん質量濃度の決定 5.1.1 e)の(1)式によって質量濃度を算出する。
6.3.2
光散乱式濃度計による測定方法 この方法は,5.1.2 a)で規定する濃度計のうち,呼吸域に装着でき
るものを用いる方法で,次による。
a) 光散乱式濃度計 個人ばく露粉じん質量濃度測定用光散乱式濃度計の構成例を,図6に示す。
図 6 個人ばく露粉じん質量濃度測定用光散乱式濃度計の構成例
b) 測定 5.1.2 b)の規定による。
c) 変換係数(K値) 5.1.2 c)の規定による。
6.4
総粉じんの個人ばく露質量濃度測定方法 この方法は,分粒機能をもたない個人ばく露濃度測定用
の粉じんろ過捕集装置を用いる方法で,装置の構成は,図5に例示する装置から分粒装置を取り外したも
のとし,各部の詳細は,6.3.1 b) 2)〜7)の規定による。
6.4.1
測定の準備 5.1.1 c)の規定による。
6.4.2
測定 5.1.1 d)の規定による。
6.4.3
個人ばく露粉じん質量濃度の決定 5.1.1 e)の(1)式によって質量濃度を算出する。
排 気 口
受 光 部
光 源
吸 引 口
吸引ファン
11
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 試料の化学分析 粉じん中の特定成分の作業環境気中粉じん質量濃度又は個人ばく露粉じん質量濃度
を求めるときは,試料の化学分析を行う。用いる分析方法は,JIS Z 3920及びJIS K 0083によるほか,単
一試料から数種の化学物質を同時に又は連続的に分析できる方法を選ぶことが望ましい。
備考 化学分析の必要性は,溶加材の組成及び存在可能な有害物質に応じて判断する。
8. 測定値のまとめ方 各方法で求めた粉じん質量濃度測定値のまとめ方は,次による。
a) 作業環境気中平均粉じん質量濃度を求める場合は, 対象作業場所の各測定点の測定値から幾何平均及
び幾何標準偏差を算出する。
1) 幾何平均 幾何平均の計算は,次の式による。
(
)
=
∑log
1
g
10
i
C
n
M
ここに,
Mg: 幾何平均(mg/m3)
n: 測定値の数
Ci(i=1〜n): 測定値(mg/m3)
2) 幾何標準偏差 幾何標準偏差の計算は,次の式による。
(
)21
2
2
1
1
10
−
−
=
x
n
x
n
g
i
σ
ここに,
σg: 幾何標準偏差
n: 測定値の数
xi: logCi
x:
Ci(i=1〜n): 測定値(mg/m3)
b) 個人ばく露粉じん質量濃度を求める場合は, 代表的な作業状態における測定結果から時間荷重平均粉
じん質量濃度を算出する。
9. 測定結果の記録 測定を行った後,次の項目を記録する。
a) 測定の目的
b) 対象作業場所
c) 作業方法の種類
d) 換気の状態
e) 呼吸器保護具の使用状態
f)
測定点又は作業者名
g) 測定方法の種類
h) 測定条件 (例:単位作業場所内の測定点の決定方法やサンプリング時間の選定内容など)
i)
測定値
j)
測定者氏名
∑log
1
i
C
n
12
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
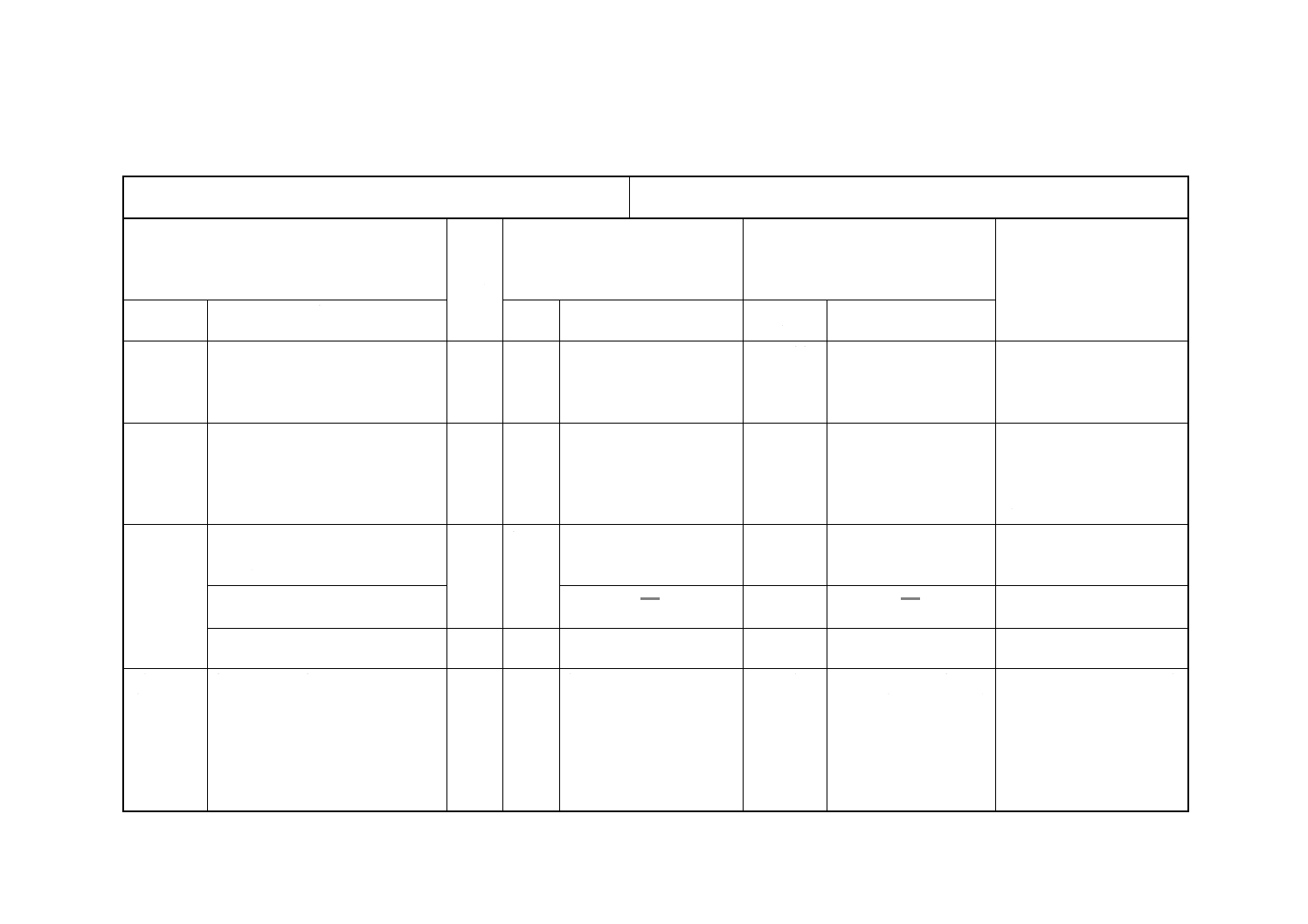
附属書(参考)JISと対応する国際規格との対比表
JIS Z 3950:0000 溶接作業環境における浮遊粉じん粉じん質量濃度測定方法
ISO 10882-1:2004,溶接及び類似の作業における安全衛生−作業者の呼吸域の空気中の
浮遊粒子及びガスの測定(サンプリング)−第1部:浮遊粉じんの測定
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲 溶接及び関連作業における浮遊粉
じんの環境気中質量濃度及び作業
者の個人ばく露質量濃度を測定す
る方法について規定。
ISO
10882-
1
1
溶接及び類似の作業にお
ける浮遊粉じんの個人暴
露濃度質量測定方法につ
いて規定。
MOD/追加
作業環境の気中粉じん
質量濃度測定方法を追
加。
JISとして必要な適用範囲
とした。
次回ISO規格改正時の提案
を検討する。
2.引用規格 JIS B 7551,JIS K 0083,JIS K 0901,
JIS Z 3001,JIS Z 3920,JIS Z 8813,
JIS Z 8814
2
−
MOD/追加
−
ISO規格は,JISとして引用
できない規格を含む。
JISとして必要な引用規格
を追加,不要な引用規格を削
除。
3.定義
JIS Z 3001以外の,用語の定義を規
定。
“限界値”など,10用語。
3
JISと同じ。
IDT
−
−
“吸入性粉じん”など,9用語
−
MOD/追加
−
法規定によるものなど,JIS
として必要な用語を追加。
−
“バイアス”など26用語。
MOD/削除
−
常識的であえて定義を要し
ないので削除。
4.粉じん濃
度測定方
法の種類
粉じん質量濃度測定を,作業環境気
中粉じん質量濃度測定方法と個人
ばく露粉じん質量濃度測定方法に
分類し,それぞれを吸入性粉じんと
総粉じんの測定方法とに分類。
8.1
,
8.2
個人ばく露の測定方法を
規定し,固定点測定は,適
当である場合には行って
もよいと規定。
MOD/追加
作業環境の気中粉じん
質量濃度測定方法を追
加。
次回ISO規格改正時の提案
を検討する。
1
2
Z
3
9
5
0
:
2
0
0
5
1
2
Z
3
9
5
0
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.作業環境気中濃度測定
5.1
吸入性粉じんの質量濃度測定方法
−
−
作業環境の気中濃度測定方
法を追加。
次回ISO規格改正時の提案
を検討する。
5.1.1
分粒装置付きろ過捕集による測定
方法
−
−
MOD/追加
5.1.1 a)
装置 捕集装置の構成例を記載。
−
−
5.1.1 b)
分粒装置の特性及び各部の詳細を
規定。
6.1
試料採取用装置
JISとほぼ同じ。
MOD/追加
分粒装置の通過特性の
規定を追加。
“作業環境測定法”に従い,追
加及び変更。
MOD/変更
ろ過材の捕集効率の
99.5 % 以上を,95 %以
上に変更。
次回ISO規格改正時の提案
を検討する。
5.1.1 c)
測定の準備
9.1,
9.2
JISと同じ。
IDT
−
−
5.1.1 d)
測定
9.3,
9.4
JISと同じ。
IDT
−
−
5.1.1 e)
質量濃度の決定
9.6.2
JISと同じ。
IDT
−
−
5.1.1 f)
質量濃度の補正
9.6.4
JISと同じ。
IDT
−
−
5.1.2
光散乱式濃度計による測定方法
−
−
MOD/追加
−
作業環境測定方法として広
く用いられているため追加。
次回ISO規格改正時の提案
を検討する。
5.1.3
圧電天びん式濃度計による測定方
法
−
−
MOD/追加
−
5.2
総粉じんの質量濃度測定方法
−
−
MOD/追加
−
5.3
作業環境における平均濃度決定
−
−
MOD/追加
−
6.個人ばく露粉じん質量濃度測定
6.1
一般 個人ばく露濃度の測定位置
を規定
8.1,
8.2
JISと同じ。
IDT
−
−
6.2
最悪状態測定
8.4.2
JISと同じ。
IDT
−
−
1
3
Z
3
9
5
0
:
2
0
0
5
1
3
Z
3
9
5
0
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
6.3
吸入性粉じんの個人ばく露濃度質
量測定方法
−
−
MOD/追加
−
個人ばく露濃度測定方法と
して広く用いられているた
め追加。次回ISO規格改正時
の提案を検討する。
6.3.1 a)
測定の準備
−
−
MOD/追加
−
6.3.1 b)
捕集装置の各部の詳細を規定。
−
−
MOD/追加
−
6.3.1 c)
測定の準備
−
−
MOD/追加
−
6.3.1 d)
測定
−
−
MOD/追加
−
6.3.1 e)
質量濃度の決定
−
−
MOD/追加
−
6.3.2
光散乱式濃度計による測定方法
−
−
MOD/追加
−
作業環境測定方法として広
く用いられているため追加。
次回ISO規格改正時の提案
を検討する。
6.4
総粉じんの個人ばく露粉じん質量
濃度測定方法
−
−
MOD/追加
7.試料の化
学分析
試料の化学分析に用いる分析方法
を規定。
10.1
JISと同じ。
IDT
−
−
8.測定値の
まとめ方
測定値のまとめ方を規定。
a)幾何平均
b)幾何標準偏差
−
−
MOD/追加
−
作業環境測定方法として広
く用いられているため追加。
次回ISO規格改正時の提案
を検討する。
9.測定結果
の記録
測定後に記録すべき事項を規定。
11
−
IDT
−
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
1
4
Z
3
9
5
0
:
2
0
0
5
1
4
Z
3
9
5
0
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
Z 3950:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
1
5
Z
3
9
5
0
:
2
0
0
5
1
5
Z
3
9
5
0
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。