Z3420:2003
(1)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)から,工業標
準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業
大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO/DIS 15607:2000,Specification and
approval of welding procedures for metallic materials−General rulesを基礎として用いた。
また,令和2年10月20日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
JIS Z 3420には,次に示す附属書がある。
附属書A(参考)ISOの新規格番号体系−溶接施工要領及びその承認を扱う規格の詳細
附属書B(参考)溶接施工法承認における各段階
附属書1(参考)JISと対応する国際規格との対比表
附属書2(参考)JISZ3411と関連規格との対照
日本産業規格 JIS
Z 3420:2003
金属材料の溶接施工要領及びその承認−一般原則
Specification and approval of welding procedures for metallic materials−
General rules
序文 この規格は,ISO/DIS 15607:2000,Specification and approval of welding procedures for metallic
materials-General rulesを翻訳し,技術的内容を変更して作成した日本産業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格原案を変更している事項である。
変更の一覧表をその説明を付けて,附属書1(参考)に示す。
溶接施工要領書は,溶接作業の計画及び溶接中の品質管理に対して,明確な基準を提供するために必要
である。溶接は,品質システムに関する規格の専門用語で,特殊工程(Special Process)として考えられて
いる。一般に品質システムに関する規格では,特殊工程は,文書化された施工要領書に従って実施するこ
とが要求される。
溶接施工要領書の準備は,溶接部が要求事項を満足することを保証するものではなく,満足するために
必要な基準を与えるものである。幾つかの規定から外れること(deviation),とりわけ不完全部(imperfection)
及びひずみは,完成した製品の非破壊試験による方法で評価することができる。 しかし,機械的性質を非
破壊試験によって評価することは,現在のレベルの非破壊試験技術では不可能であるから,や金的な規定
から外れること(deviation)は,特別な問題を生む。このことから,実際の製造に対する要領書を発行する前
に,溶接施工法承認のための一連の原則を確立することが必要となった。この規格は,これらの原則を規
定している。
1. 適用範囲 この規格は,金属材料の溶接施工要領とその承認についての一般原則を規定する。 この規
格も,特定の適用についての詳細な規則に関し,他の幾つかの規格を引用する。 この規格は,シリーズの
規格の一部であり,附属書Aは,このシリーズの詳細を示し,附属書Bは,これらの規格の使用手順を示
す。
この規格は,手溶接,機械化溶接及び自動溶接に適用する。
この規格は,例えば,契約,規格,規則,又は法律上の要求のいずれかによって,溶接施工法の承認が
要求される場合に適用する。 溶接施工法は,一つ又は複数の承認された溶接施工法承認記録(WPAR)に従
って承認する。
溶接施工法承認記録(WPAR)を承認するという特定の方法を用いることは,しばしば適用規格の要求事
項であり、このような要求事項がない場合,承認の方法は,契約当事者間で合意されなければならない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO/DIS 15607:2000,Specification and approval of welding procedures for metallic materials-General
2
Z3420:2003
rules (MOD)
参考 溶接施工要領書が,適切な規格によって認証された有資格の溶接技能者によって,製造時に利
用されることは当然である。 適切な規格とは,契約当事者間によって合意した規格で,日本産
業規格,国際規格,団体規格などであり,その例を附属書2に示す。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構成
するものであって,その後の改訂版・追補には適用しない。 発行年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS Z 3001 溶接用語
JIS Z 3421-1 金属材料の溶接施工要領とその承認―溶接施工要領書―第一部アーク溶接
備考 ISO/DIS 15609-1:2000, Specification and approval of welding procedures for metallic materials―
Welding procedure specification―Part 1:Arc welding からの引用事項は,この規格の該当事項と同
等である。
JIS Z 3413 金属材料の溶接施工要領とその承認―溶接施工法試験―第一部 鋼のアーク溶接,
ガス溶接,並びにニッケル及びニッケル合金のアーク溶接
備考 ISO/DIS 15614-1:2000, Specification and approval of welding procedures for metallic materials―
Welding procedure tests―Part 1: Arc and gas welding of steels and arc welding of nickel and nickel
alloys からの引用事項は,この規格の該当事項と同等である。
ISO 6520-1:1998,Welding and allied processes―Classification of geometric imperfections in metallic
materials―Part 1:Fusion welding
ISO 6520-2:1998,Welding and allied processes―Classification of geometric imperfections in metallic
materials―Part 2:Welding with pressure
ISO/DIS 14555:1998,welding―Arc stud welding of metallic materials
ISO/DIS 15609-2:2000,Specification and approval of welding procedures for metallic materials―Welding
procedure specification―Part 2:Gas welding
ISO/DIS 15609-3:2000,Specification and approval of welding procedures for metallic materials―Welding
procedure specification―Part 3:Electron beam welding
ISO/DIS 15609-4:2000,Specification and approval of welding procedures for metallic materials―Welding
procedure specification―Part 4:Laser beam welding
ISO/DIS 15609-5:2000,Specification and approval of welding procedures for metallic materials―Welding
procedure specification―Part 5:Resistance welding
ISO/DIS 15610:1999,Specification and approval of welding procedures for metallic materials―Approval by
using approval welding consumables
ISO/DIS 15611:1999,Specification and approval of welding procedures for metallic materials―Approval
related to previous welding experience.
ISO/DIS 15612:1999,Specification and approval of welding procedures for metallic materials―Approval by
a standard welding procedure for arc welding.
ISO/DIS 15613:1999,Specification and approval of welding procedures for metallic materials―Approval by
a pre-production welding test.
3
Z3420:2003
ISO/DIS 15620:1997,Welding―Friction welding of metallic materials.
3. 定義 この規格で用いる主な用語の定義は,JIS Z 3001によるほか,次による。
a) 溶接施工法 溶接作業を行う上で,遵守するように定められた一連の行為。母材,溶接材料,加工,
予熱(必要に応じ),溶接方法と後熱処理方法(適用する場合),及び必要な使用設備に関する事項を
含む。
b) 溶接施工要領書 溶接の再現性を保証するために,溶接施工要領に要求される確認事項を詳細に記述
した文書。
c) 承認前の溶接施工要領書(pWPS) 仮の溶接施工要領書であり,未承認であるが製造事業者によって適
切とみなされている文書。
d) 承認された溶接施工要領書(WPS) 一つ又は複数の承認された溶接施工法承認記録(WPAR)に従って承
認された溶接施工要領書。
e) 作業指示(work instruction) 作業場において,直接使用に適するよう溶接施工要領を簡明に示したも
の。
f)
溶接施工法承認記録(WPAR) 承認前の溶接施工要領書(pWPS)を承認するために必要とするすべての
データを含む記録。
g) 溶接施工法試験 溶接施工要領書を承認するために,承認前の溶接施工要領書(pWPS)に従って,標準
化した試験材を作製し試験すること。
h) 製造前溶接試験 溶接施工法試験と同じ機能をもつ溶接試験であるが,製造の条件を代表するものの
標準化した試験材を使わずに行う試験。
i)
標準溶接施工要領書 溶接施工法試験に基づき,検査員又は検査機関によって承認された溶接施工要
領書。いずれの製造事業者もこの施工法を使用してもよい。
j)
過去の溶接実績 製造事業者が確立した製造の溶接施工要領で,許容される品質の溶接を一定期間継
続して行ってきたことを証明する試験データ。
k) 承認された溶接材料 独立した検査員又は検査機関によって試験され,承認された溶接材料又は溶接
材料の組合せ。
l)
溶接材料 溶接で消費される材料。 溶加材,フラックス及びシールドガスを含む。
m) 溶接確認項目(welding variable)
n1) 必須確認項目(essential variable) 溶接継手の品質に影響を与える項目。
n2) 付加的確認項目(additional variable) 溶接継手の品質に影響を与えない項目。
n) 承認範囲 必須確認項目についての承認範囲。
o) 母材 溶接によって接合される材料。
p) 試験材 承認試験で使われる溶接組立品。
q) 試験片 規定された破壊試験を行うために,試験材から切り出した部材又は部分。
r) 同質継手(homogeneous joint) 溶接金属と母材が,機械的性質と化学成分において本質的に差のな
い溶接継手。
参考 溶加材を使わない同材質の母材同士の溶接継手は,同質と考える。
s)
異質継手(heterogeneous joint) 溶接金属と母材が機械的性質及び/又は化学成分において著しく異な
る溶接継手。
t)
異材継手(材料区分の異なる材料間の継手) 母材同士が機械的性質及び/又は化学成分において著
4
Z3420:2003
しく異なる溶接継手。
u) 不完全部(Imperfection) 溶接部の不連続部,又は意図した形状からの逸脱部のこと。不完全部には,
例えば,割れ,溶込み不足,気孔,スラグ巻込みなどを含む。
参考 ISO 6520-1及びISO 6520-2には,不完全部の一覧表が掲載されている。
v) 製造事業者 溶接を用いた製造に対して責任のある人又は組織。
w) 溶接技能者 溶接ホルダ,溶接ガン,トーチ又は吹管を手に持って溶接する要員。
x) 溶接オペレータ 融接においては機械化又は自動化された溶接装置を操作する要員。 抵抗溶接におい
ては,電極ホルダと溶接物の相対的な動きを機械化又は完全機械化した装置を操作する要員。
y) 抵抗溶接のセッター(resistance weld setter) 抵抗溶接において機械化又は自動化された溶接装置を調
整,設定する要員。
z) 検査員又は検査機関 適用規格に合致しているかどうかを検証する要員又は機関。いずれの検査員又
は検査機関にするかは,契約当事者間の協定とする。
aa) 溶接材料供給者 溶接材料を製造又は供給する事業者。
bb) 溶接管理技術者 製造作業において,溶接及び溶接に関係する活動に対して責任をもつ要員。この要
員の溶接及び溶接に関係する能力及び知識は,例えば,訓練,教育及び/又はそれに相当する製造経
験によって既に明らかであること。
cc) 溶接入熱 溶接中に溶接部に投入されるエネルギー。
dd) 母材の厚さ 溶接される材料の公称厚さ。
ee) 溶接金属の厚さ 溶接両面の余盛部を除いた溶接金属の厚さ。
4. 溶接施工要領書の様式 金属材料の溶接施工要領書の様式は,適切な規格による。溶接施工要領書は,
5.による適切な方法で承認されるまで,承認前の溶接施工要領書(pWPS)として区分されなければならない。
参考 JIS Z 3422-1並びにISO/DIS 15609 Part 2,3,4 及び5では,それぞれアーク溶接,ガス溶接,電
子ビーム溶接,レーザビーム溶接及び抵抗溶接についての様式が定められている。他の溶接方
法や特殊な適用方法のための承認された溶接施工要領書は,特別の規格による。例えば,スタ
ッド溶接は,ISO/DIS 14555によって,摩擦圧接は,ISO/DIS 15620による。
5. 溶接施工法の確立と承認
5.1
一般 溶接施工法は,製造における実際の溶接の前に承認されなければならない。製造事業者は,
過去の製造経験,溶接技術の一般的基礎知識などを用いて承認前の溶接施工要領書(pWPS)を準備し,それ
が実際の製造に使用できることを保証しておかねばならない。
各承認前の溶接施工要領書(pWPS)は,次のいずれかの方法によって承認される溶接施工法承認記録
(WPAR)を作成するために,その基準として使用しなければならない。
− 溶接施工法試験による方法(5.2参照)
− 承認された溶接材料の使用による方法(5.3参照)
− 過去の溶接実績による方法(5.4参照)
− 標準溶接施工法による方法(5.5参照)
− 製造前溶接試験による方法(5.6参照)
溶接施工法の承認方法の選択は,適用規格の要求事項に従うことが多く,このような要求事項がない場
合は,契約当事者間で合意しなければならない。 承認方法に試験材の溶接を含むならば,その試験材は承
5
Z3420:2003
認前の溶接施工要領書(pWPS)に従って溶接されなければならない。 溶接施工法承認記録(WPAR)は,適切な
規格に定められた承認範囲だけでなくすべての確認項目(必須項目及び付加的項目)を含める必要があり,
検査員又は検査機関によって承認されなければならない。製造に使う溶接のための承認済みの溶接施工要
領書(WPS)は,特に要求がない限り製造事業者の責任のもとに,溶接施工法承認記録(WPAR)に基づいて作成
する。(附属書B参照)
5.2
溶接施工法試験による承認 この方法は,標準化された試験材の溶接及び試験による溶接施工要領
の承認方法を規定する。 適用範囲に対して,溶接金属及び熱影響部の性質が大きな影響を与える恐れがあ
るときは,常に溶接施工法試験を必要とする。
参考 JIS Z 3422-1は,鋼のアーク溶接及びガス溶接,並びにニッケル及びニッケル合金のアーク溶
接の溶接施工法試験を定めている。 また,ISO/DIS 15614のシリーズでは,アーク溶接,ガス
溶接,電子ビーム溶接,レーザビーム溶接及び抵抗溶接に関する溶接施工法試験を規定してい
る。他の溶接方法及び特別な適用に対する溶接施工法試験は,特別な規格による。例えば,ス
タッド溶接はISO/DIS 14555により,摩擦圧接はISO/DIS 15620による。
5.3
承認承認された溶接材料の使用による承認 この方法は,承認された溶接材料を使用する溶接施工
要領の承認方法について規定する。ある種の材料で,入熱量が規定された範囲内に保持されるならば,熱
影響部は著しく劣化しない場合,この承認方法を使用してもよい。
参考 ISO/DIS 15610では,アーク溶接,ガス溶接に対して,承認された溶接材料の使用による承認
方法を規定している。他の溶接方法及び特別な適用に対する承認方法は,特別な規格による。
5.4
過去の溶接実績による承認 この方法は,過去の実績を引用することによる溶接施工法の承認方法
を規定する。製造事業者は,対象とされる継手の種類と材料において,過去に満足できる溶接を行ったこ
とを,適切な根拠のある独立した文書によって証明できるという条件のもとに,過去の実績を引用するこ
とによって,承認前の溶接施工要領書(pWPS)の承認を得てもよい。 この場合,実績から信頼できると判
る溶接施工要領だけを使う。
参考 ISO/DIS 15611では,アーク溶接,ガス溶接,電子ビーム溶接,レーザビーム溶接及び抵抗溶
接について過去の溶接実績による承認方法が定められている。 他の溶接方法及び特別な適用に
対する承認方法は,特別な規格による。 例えば,スタッド溶接はISO/DIS 14555によって,摩
擦圧接はISO/DIS 15620による。
5.5
標準溶接施工法の使用による承認 この方法は,標準溶接施工法を用いた溶接施工法の承認方法を
規定する。製造事業者によって準備された承認前の溶接施工要領書(pWPS)は,そのすべての確認項目の範
囲が,標準溶接施工法によって許容される範囲内にあるならば,承認する。 標準溶接施工法は,溶接施
工法試験に関するJIS JIS Z 3422-1又は他の溶接施工法試験に関する適切な規格の規定に従った承認に基
づいて,溶接施工要領書(WPS)又は溶接施工法承認記録(WPAR)の様式の要領書として,発行しなけれ
ばならない。最初の標準溶接施工法の承認に対して責任を持つ検査員又は検査機関は,この標準の発行及
び改正を行わなければならない。また,標準溶接施工法の適用は,使用者が満足できる条件に従う。
参考 ISO/DIS 15612では,アーク溶接,ガス溶接,電子ビーム溶接,レーザビーム溶接及び抵抗溶
接について標準溶接施工法の使用による承認方法を規定している。 他の溶接方法及び特別な適
用に対する承認方法は,特別な規格による。
6
Z3420:2003
5.6
製造前溶接試験による承認 製造前溶接試験による承認は,標準化した試験材の形状及び寸法が,
溶接される継手に当てはまらない場合に、例えば薄肉管への部材を取り付けて,適用してもよい。この様
な場合,一つ又はそれ以上の試験材は,すべての不可欠な特徴に関して,製造時の継手を模擬するように
作製されねばならない。試験は,製造に先立ち,かつ,製造に用いる条件で行わなければならない。 試験
材の検査及び試験は,JIS Z 3422-1又は他の溶接施工法試験に関する適切な規格の要求事項の範囲内で行
わなければならない。しかし,この試験は,対象の継手の状況に応じて特別な試験の追加又は代替を必要
とすることもあり,検査員又は検査機関によって合意されなければならない。
参考1. この方法は,製造前溶接試験による溶接施工法の承認方法を規定する。この方法は,結果と
して現れた溶接部の性質が,標準化した試験材では再現できないある種の条件,例えば構成
部材,特殊な拘束条件,冷却速度などに強く依存する溶接施工法に対して,唯一の信頼でき
る承認方法である。
2. ISO/DIS 15613では,アーク溶接,ガス溶接,電子ビーム溶接,レーザビーム溶接及び抵抗
溶接について製造前溶接試験による承認方法を規定している。 他の溶接方法及び特別な適
用に対する承認方法は,特別な規格による。
関連規格:附属書2に示す。
7
Z3420:2003
附属書A(参考)ISOの新規格番号体系−溶接施工要領及びその承認を扱う
規格の詳細
この附属書(参考)は,ISO/DIS 15607のAnnex A を翻訳し,その技術的内容を変更することなく作成
したものであり,規定の一部ではない。
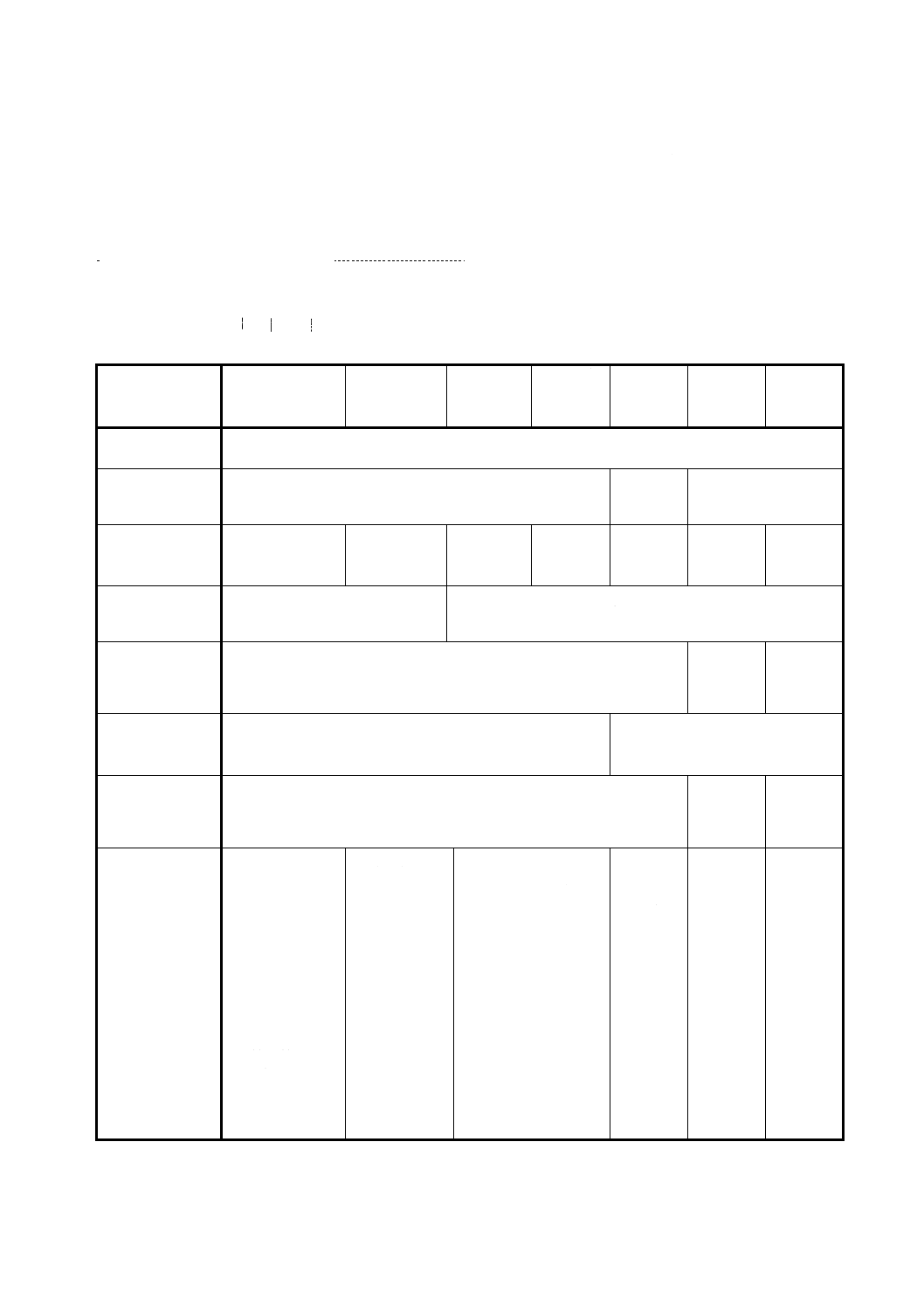
附属書A 表 A.1 溶接施工要領とその承認を扱う規格の詳細
溶接方法
アーク溶接
ガス溶接
電子
ビーム溶
接
レーザ
ビーム溶
接
抵抗溶接
スタッド
溶接
摩擦
圧接
一般原則
ISO/DIS 15607
材料区分システ
ムに関するガイ
ドライン
ISO/DIS 15608
適用しな
い
ISO/DIS 15608
溶接施工要領書
ISO/DIS
15609-1
ISO/DIS
15609-2
ISO/DIS
15609-3
ISO/DIS
15609-4
ISO/DIS
15609-5
ISO/DIS
14555
ISO/DIS
15620
承認された溶接
材料による承認
ISO/DIS 15610
適用しない
過去の溶接実績
による承認
ISO/DIS 15611
ISO/DIS
15611
ISO/DIS
14555
ISO/DIS
15611
ISO/DIS
15620
標準溶接施工法
の使用による承
認
ISO/DIS 15612
適用しない
製造前溶接試験
による承認
ISO/DIS 15613
ISO/DIS
15613
ISO/DIS
14555
ISO/DIS
15613
ISO/DIS
15620
溶接施工法試験
による承認
ISO/DIS 15614
1. 鋼/ニッケル
2. アルミニウム
3. 鋳鉄
4. アルミニウム
鋳物の仕上げ
溶接
5. チタン/ジル
コニウム
6. 銅
7. 表面肉盛
8.管の管板への
取付け
9.湿式水中溶接
10.乾式水中溶接
ISO/DIS 15614
1. 鋼/ニッケ
ル
3. 鋳鉄
6. 銅
7. 表面肉盛
ISO/DIS 15614
7. 表面肉盛
11.電子ビーム/レー
ザビーム
ISO/DIS
15614
12.スポ
ット,
シ
ー
ム,プ
ロジェ
クショ
ン
13.フラ
ッシュ
バット
ISO/DIS
14555
ISO/DIS
15620
8
Z3420:2003
附属書B (参考) 溶接施工法承認における各段階
この附属書(参考)は,ISO/DIS 15607のAnnex B を翻訳し,その技術的内容を変更することなく作成
したものであり,規定の一部ではない。
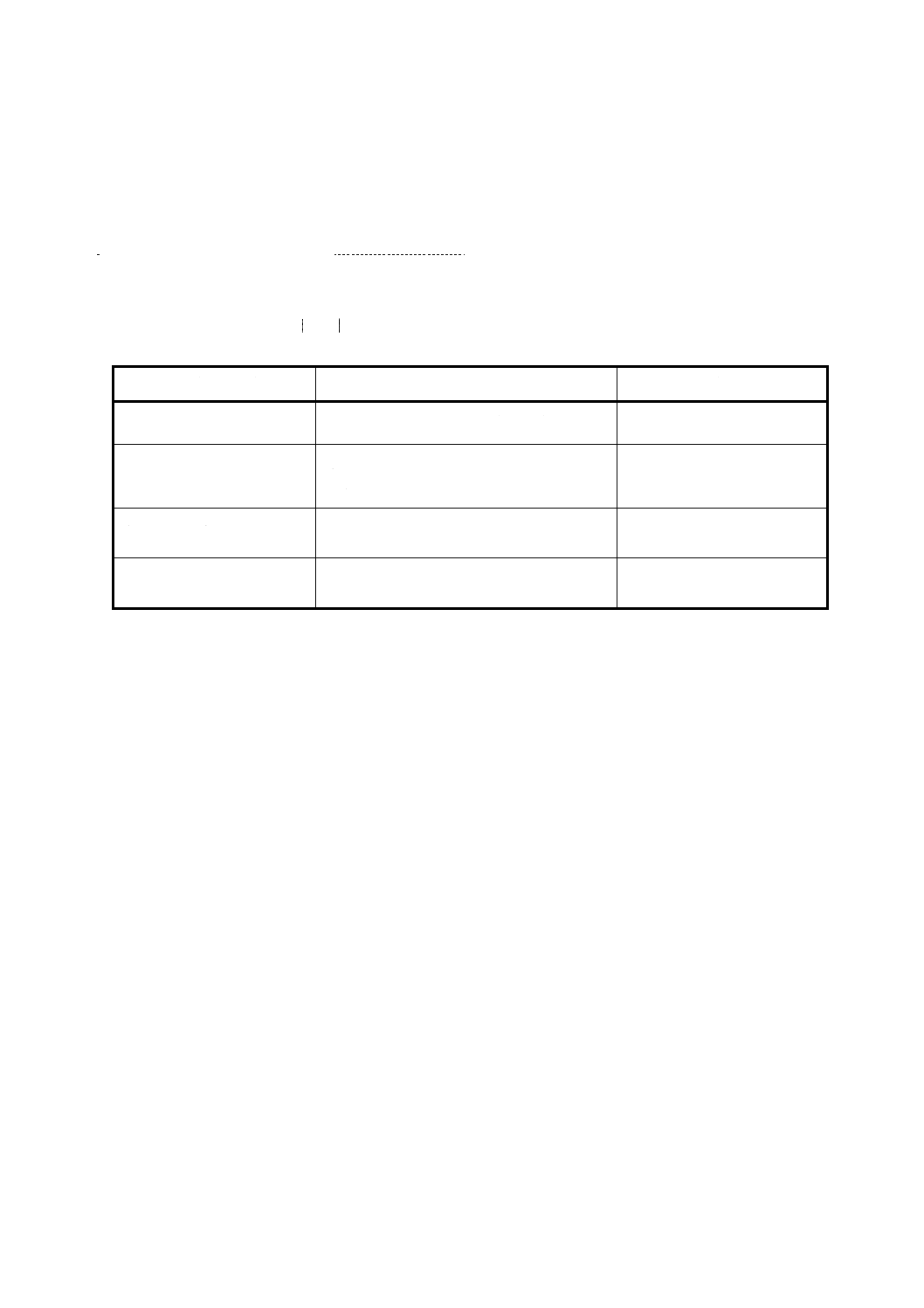
附属書B 表 B.1 溶接施工法承認における各段階
実 行 事 項
結 果
実 行 者
施工法の確立
承認前の溶接施工要領書(pWPS)
製造事業者
いずれかの方法による承認
溶接施工法承認記録(WPAR)
該当する承認の規格に基づいた承認範囲
を含む
製造事業者及び
立会検査員/検査機関
施工法の確定
溶接施工法承認記録(WPAR)に基づく承
認された溶接施工要領書(WPS)
製造事業者
製造のために発行
承認された溶接施工要領書(WPS)のコピ
ー又は作業指示
製造事業者
9
Z3420:2003
附属書1(参考)JISと対応する国際規格との対比表
この附属書(参考)は,JISと国際規格を対比して示したものであり,規定の一部ではない。
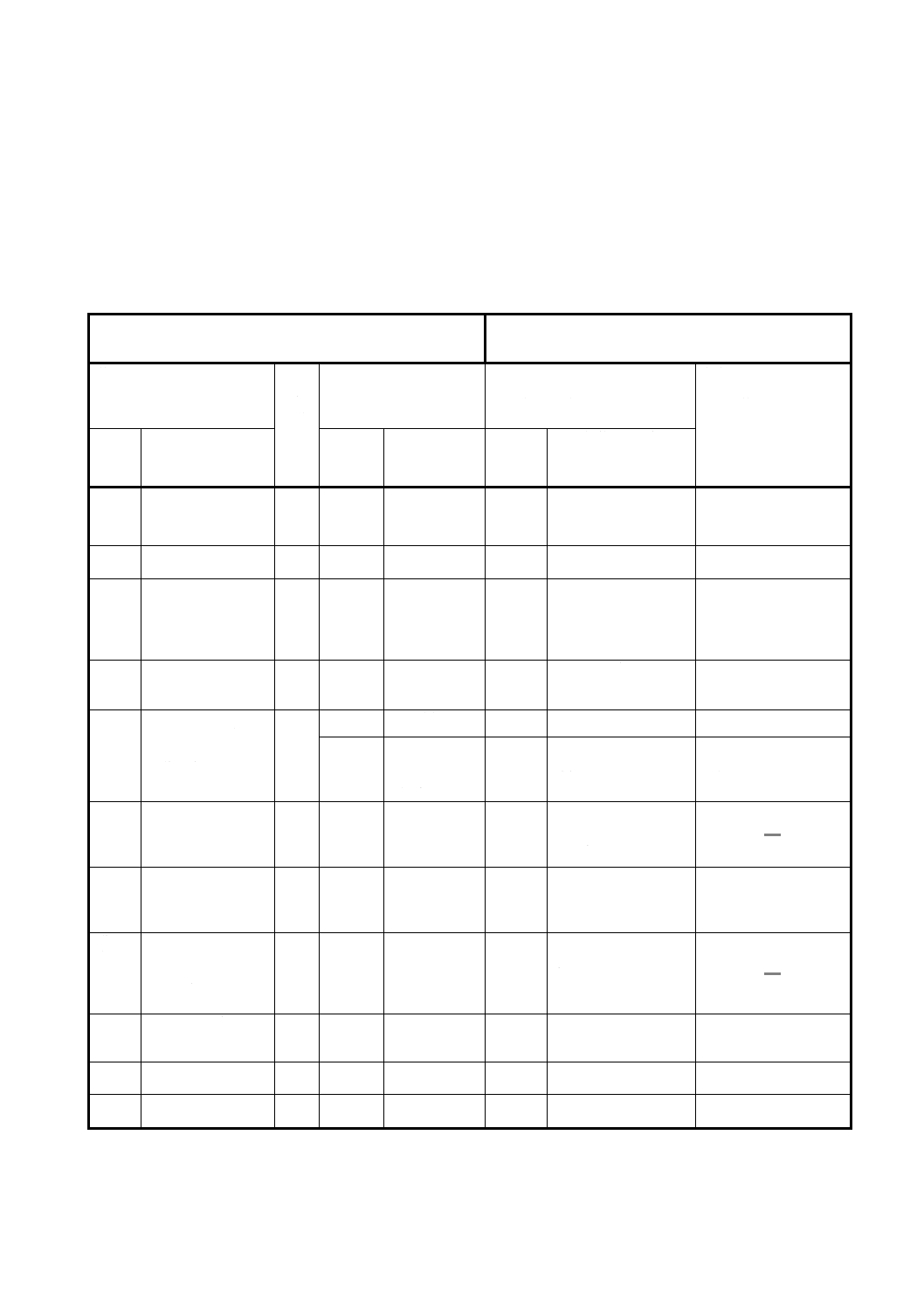
附属書1表1 JISと対応する国際規格との対比表
JIS Z 3420:2003金属材料の溶接施工要領及びその承認―一般原則
国際規格:ISO/DIS 15607:2001 金属材料の溶接施工要領とそ
の承認―一般原則
(I) JISの規定
(II)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(ⅴ) JISと国際規格との
技術的差異の理由及び今
後の対策
項目
番号
内 容
項目
番号
内 容
項目ご
との評
価
技術的差異の内容
序文
0.1
JISの制定について記
載。
ISO/
DIS
1560
7
―
―
―
―
―
0.2
この規格規定の目的
などを記載。
Intro-
duction
JISに同じ。
IDT
―
1.適用
範囲
この規格の適用範囲
を規定。対応ISOに
ついての記載を追
記。
1
溶接技能者に
ついて
ISO
9606等を引用。
それ以外はJ
ISに同じ。
MOD/選
択
JISはISO 9606を含む他
の適切な規格の使用に
ついても許容している。
―
2.引用
規格
JISのみ引用。
2
ISO,prEN ISO,
ENを引用。
MOD/選
択
JISは他の適切な規格の
使用についても許容し
ている。
―
3.定義
基本的な溶接用語は
JIS Z 3001を引用し,
本規格のシリーズ規格
で使用される用語を
定義している。
3.
JISに同じ。
IDT
3.21
異材継手を明
確にする
( )内の記載事
項がない。
MOD/追
加
JISは( )内の記載事項を
追加。
今後の改正時に改正提案
を行う。
4.溶接
施
工
要
領
書
溶接施工要領書の様
式について規定。
4.
ISO/15607を本
文中に規定。
MOD/選
択
JISは他の適切な規格の
使用についても許容し
ている。
―
5.溶接
施
工
法
承
認
溶接施工法承認の方
法について規定
5.
JISに同じ。
IDT
なし
―
附
属
書A
ISOの新規格番号体
系―
溶接施工要領とその
承認を扱う規格の詳
細
ANNEX
A
JISに同じ。
IDT
なし
―
附
属
書
B
この規格の適用に関
するガイドライン
ANNEX
B
JISに同じ。
IDT
なし
―
附
属
書1
JISと対応するISOと
の対比
―
―
―
―
―
附
属
書2
JIS Z XXXX及び関連
規格の対照
―
―
―
―
―

10
Z3420:2003
JISと国際規格との対応の程度の全体評価:ISO/DIS 15607:2001:MOD
11
Z3420:2002
7
附属書2(参考)JISZ3420と関連規格との対照
この附属書(参考)は,JISと国際規格を対比して示したものであり,規定の一部ではない。
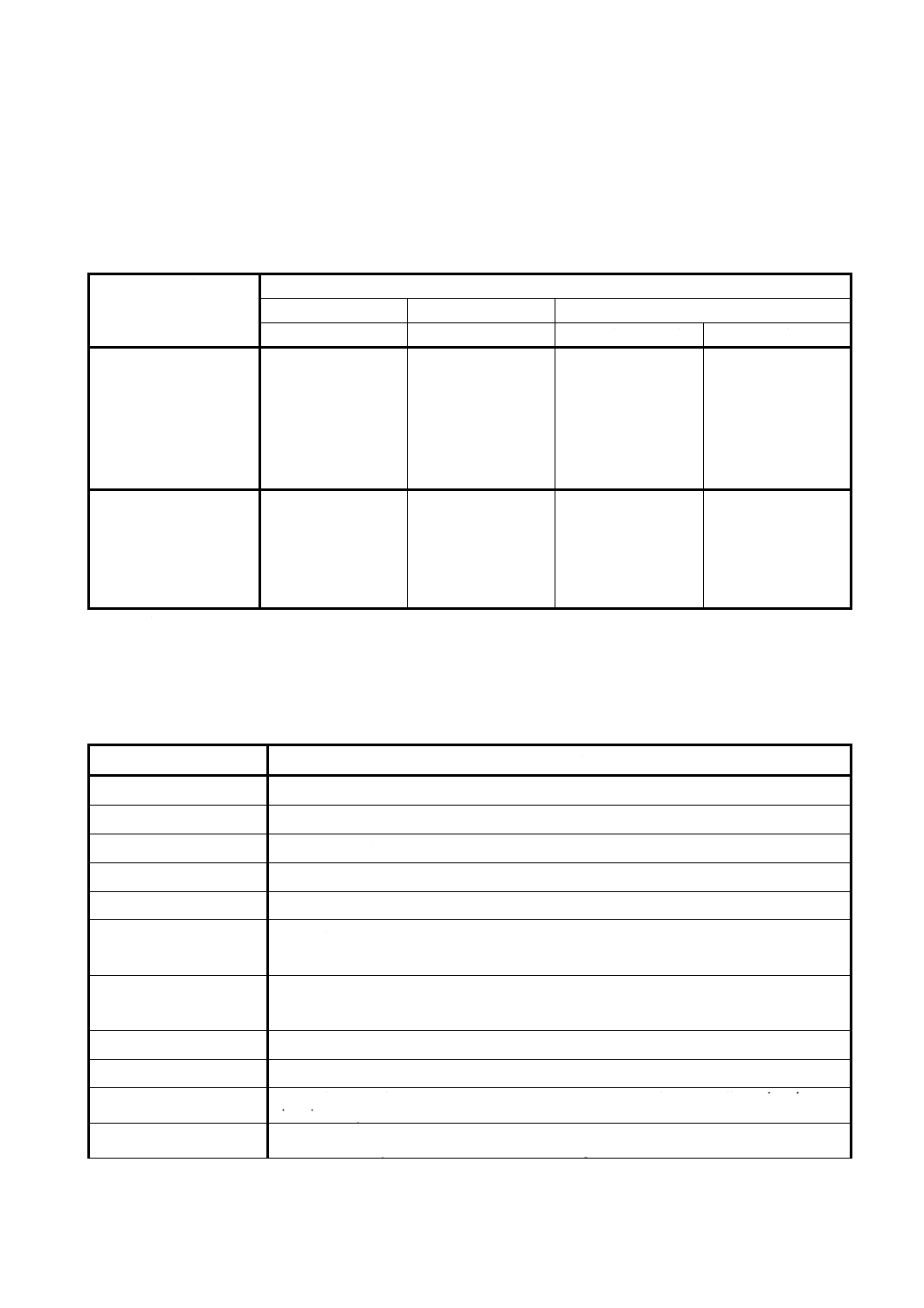
附属書2表1JIS Z 3420及び関連規格の対照
箇 条
関 連 規 格
国家規格
国際規格
海外団体規格
JIS
ISO
AWS(1)/ASME(2)
EN(3)
1.適用範囲
JIS Z 3801
JIS Z 3805
JIS Z 3811
JIS Z 3821
JIS Z 3841
ISO 9606-1
ISO 9606-2
ISO 9606-3
ISO 9606-4
ISO 9606-5
ISO 14732
AWS B2.1
ASME BOILER
AND
PRESSURE
VESSEL
CODE Sec.IX
EN 287-1
EN 287-2
EN 1418
4.溶接施工要領書の
様式
JIS Z 3421-1
ISO/DIS 15609-1
ISO/DIS 15609-2
ISO/DIS 15609-3
ISO/DIS 15609-4
ISO/DIS 15609-5
ASME BOILER
AND
PRESSURE
VESSEL
CODE Sec.IX
prEN ISO 15609-1
prEN ISO 15609-2
prEN ISO 15609-3
prEN ISO 15609-4
prEN ISO 15609-5
注(1) American Welding Societyの発行する団体規格
(2) The American Society of Mechanical Engineersの発行する団体規格
(3) Comite Europeen de Normalisationの発行する地域規格
附属書2表2 関連規格
番 号
名 称
JIS Z 3801:1997
手溶接技術検定における試験方法及び判定基準
JIS Z 3805:1997
チタン溶接技術検定における試験方法及び判定基準
JIS Z 3811:2000
アルミニウム溶接技術検定における試験方法及び判定基準
JIS Z 3821:2001
ステンレス鋼溶接技術検定における試験方法及び判定基準
JIS Z 3841:1997
半自動溶接技術検定における試験方法及び判定基準
ISO 9606-1:1994/Amd
1:1998
Approval testing of welders―Fusion welding―Part1:Steels
ISO 9606-2:1994/Amd
1:1998
Approval testing of welders―Fusion welding―Part2:Aluminium and aluminium alloys
ISO 9606-3:1999
Approval testing of welders―Fusion welding―Part3:Copper and copper alloys
ISO 9606-4:1999
Approval testing of welders―Fusion welding―Part4:Nickel and nickel alloys
ISO 9606-5:1999
Approval testing of welders―Fusion welding―Part5:Titanium and titanium alloys, zirconium and
zirconium alloys
ISO 14732:1998
Welding personnel―Approval testing of welding operation for fusion welding and of resistance
Weld setter for fully mechanized and automatic welding of metallic materials
12
Z3420:2002
解 8
附属書2表2 関連規格(続き)
番 号
名 称
ISO/DIS 15609-1:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 1:Arc welding
ISO/DIS 15609-2:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 2:Gas welding
ISO/DIS 15609-3:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 3:Electron beam welding
ISO/DIS 15609-4:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 4:Laser beam welding
ISO/DIS 15609-5:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 5:Resistance welding
AWS B2.1:1998
Specification for welding Procedure and Performance Qualification
ASME Sec.IX:2001
Welding and Brazing Qualification
EN 287-1
Approval testing of welders―Fusion welding―Part 1:Steels
EN 287-2
Approval testing of welders―Fusion welding―Part 2:Aluminium and aluminium alloys
EN 1418
Welding personnel―Approval testing of welding operators for fusion welding and resistance weld
setters for fully mechanized and automatic welding of metallic materials
prEN ISO 15609-1:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 1:Arc welding
prEN ISO 15609-2:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 2:Gas welding
prEN ISO 15609-3:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 3:Electron beam welding
prEN ISO 15609-4:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 4:Laser beam welding
prEN ISO 15609-5:2000
Specification and approval of welding procedures for metallic materials―Welding procedure
specification―Part 5:Resistance welding