Z 3323:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
5 品質······························································································································· 3
5.1 ワイヤ及び棒の寸法,許容差及び製品の状態 ······································································· 3
5.2 溶着金属の化学成分 ······································································································· 3
5.3 溶着金属の機械的性質 ··································································································· 11
5.4 ワイヤ及び棒が適用できる溶接姿勢·················································································· 12
6 試験······························································································································ 12
6.1 試験一般 ····················································································································· 12
6.2 溶着金属の分析試験 ······································································································ 13
6.3 溶着金属の引張試験 ······································································································ 13
6.4 すみ肉溶接試験 ············································································································ 13
6.5 再試験 ························································································································ 14
7 製品の呼び方 ·················································································································· 14
8 表示······························································································································ 14
8.1 製品の表示 ·················································································································· 14
8.2 包装の表示 ·················································································································· 14
9 包装······························································································································ 14
10 検査証明書 ··················································································································· 14
附属書JA(参考)ISO 17633 SystemA ····················································································· 15
附属書JB(参考)JISと対応する国際規格との対比表 ································································ 21
Z 3323:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申
出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 3323:2003は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3323:2007
ステンレス鋼アーク溶接
フラックス入りワイヤ及び溶加棒
Stainless steel flux cored wires and rods for arc welding
序文
この規格は,2004年に第1版として発行されたISO 17633を翻訳し,技術的内容を変更して作成した日
本工業規格である。ISO 17633は,EN 12073と環太平洋地域で使用する規格との共存型であり,どちらか
の規格を異なる国際市場に適用して使用してもよいとしている。このため,この規格では環太平洋地域で
使用する規格に該当する部分(ISO 17633 System Bに相当)を本体に規定し,EN 12073に該当する部分(ISO
17633 System Aに相当)は,附属書JA(参考)に示す。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表をその説明を付けて,附属書JB(参考)に示す。
1
適用範囲
この規格は,クロム10.5 %(質量分率)以上及びニッケル23 %(質量分率)以下の溶着金属を生成す
る,次に示すステンレス鋼フラックス入りワイヤ(以下,“ワイヤ”という。)及びフラックス入り溶加棒
(以下,棒という。)について規定する。
− ガスシールドアーク溶接用スラグ系フラックス入りワイヤ
− ガスシールドアーク溶接用メタル系フラックス入りワイヤ
− セルフシールドアーク溶接用スラグ系フラックス入りワイヤ
− ティグ溶接用フラックス入り溶加棒
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 17633:2004,Welding consumables−Tubular cored electrodes and rods for gas shielded and
non-gas shielded metal arc welding of stainless and heat-resisting steels−Classification (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 1201 鉄及び鋼−分析方法通則
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
2
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS Z 2611 金属材料の光電測光法による発光分光分析方法通則
JIS Z 2615 金属材料の炭素定量方法通則
JIS Z 3001 溶接用語
JIS Z 3011 溶接姿勢−傾斜角及び回転角による定義
注記 対応国際規格:ISO 6947,Welds−Working positions−Definitions of angles of slope and rotation
(MOD)
JIS Z 3111 溶着金属の引張及び衝撃試験方法
注記 対応国際規格:ISO 15792-1,Welding consumables−Test methods−Part 1: Test methods for
all-weld metal test specimens in steel, nickel and nickel alloys (MOD)
JIS Z 3181 溶接材料のすみ肉溶接試験方法
注記 対応国際規格:ISO 15792-3,Welding consumables−Test methods−Part 3: Classification testing of
positional capacity and root penetration of welding consumables in a fillet weld (MOD)
JIS Z 3184 化学分析用溶着金属の作製方法及び試料の採取方法
注記 対応国際規格:ISO 6847,Welding consumables−Deposition of a weld metal pad for chemical
analysis (MOD)
JIS Z 3200 溶接材料−寸法,許容差,製品の状態,表示及び包装
注記 対応国際規格:ISO 544,Welding consumables−Technical delivery conditions for welding filler
materials−Type of product, dimensions, tolerances and markings (MOD)
JIS Z 3253 アーク溶接及びプラズマ切断用シールドガス
注記 対応国際規格:ISO 14175,Welding consumables−Shielding gases for arc welding and cutting
(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 3001及びJIS Z 3111によるほか,次による。
3.1
スラグ系フラックス入りワイヤ(flux cored electrodes)
溶接したときに完全に又はほぼ完全にビードを覆うスラグを生成するフラックスを入れたワイヤ。
3.2
メタル系フラックス入りワイヤ(metal cored electrodes)
溶接したときに極少量のスラグを生成するフラックスを入れたワイヤ。
3.3
フラックス入りティグ溶加棒(cored rods for gas tungsten arc welding)
フラックスが充てんされているティグ溶接用の棒。
4
種類
ワイヤ及び棒の種類は,溶着金属の化学成分,ワイヤ又は棒の種別,シールドガスの種類及び適用でき
る溶接姿勢によって区分する。ワイヤ及び棒の種類を示す記号の付け方は,次による。
3
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
TS XXX − X1 X2 X3
適用できる溶接姿勢
0:下向及び水平すみ肉
1:全姿勢(溶接姿勢の組合せは表7による。)
シールドガスの種類
C:二酸化炭素(JIS Z 3253に規定するC 1)
M:アルゴンと二酸化炭素(20〜25)%(体積分率)の混合ガス(JIS Z
3253に規定するM2 1)
B:C又はM
A:アルゴンと酸素3%(体積分率)以下の混合ガス(JIS Z 3253に規
定するM1 3)
I:アルゴン(JIS Z 3253に規定するI 1)
N:なし(セルフシールド)
G:上記以外のガス
ワイヤ又は棒の種別
F:スラグ系フラックス入りワイヤ
M:メタル系フラックス入りワイヤ
R:フラックス入りティグ溶加棒
溶着金属の化学成分を表す記号(表2〜表5による。)
ステンレス鋼アーク溶接フラックス入りワイヤ及び溶加棒
5
品質
5.1
ワイヤ及び棒の寸法,許容差及び製品の状態
ワイヤ及び棒の寸法,許容差及び製品の状態は,次による。
a) 寸法,許容差及び製品の状態は,JIS Z 3200の4.(寸法及び許容差)及び5.(製品の状態)の規定に
適合しなければならない。
b) ワイヤ及び棒の代表的な径及び標準質量は,表1による。
c) a)及びb)以外は,受渡当事者間の協定による。
表1−ワイヤ及び棒の代表的な径及び標準質量
形態
径
mm
標準質量
kg
ワイヤ
0.8,0.9,1.2,1.4,1.6,2.0,2.4,3.2
5,10,12.5,20
棒
2.0,2.2,2.4
5
5.2
溶着金属の化学成分
溶着金属の化学成分は,6.2の方法によって試験を行ったとき,表2〜表5の規定に適合しなければなら
ない。
4
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
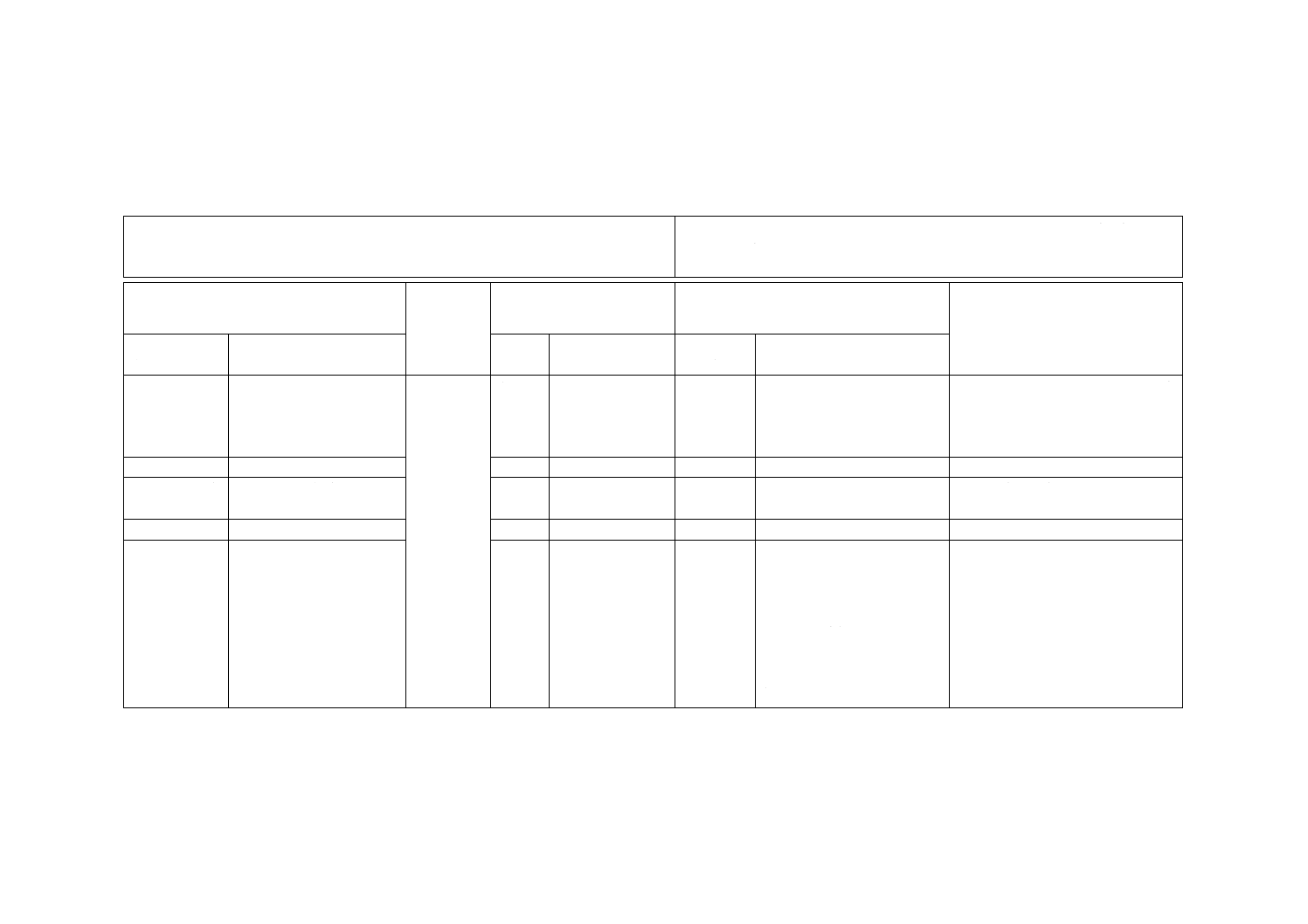
表2−溶着金属の化学成分(ガスシールドアーク溶接用スラグ系フラックス入りワイヤ)
単位 %(質量分率)
化学成分
を表す
記号b)
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+
Ta
Ti
307
F
C,M,
B,G
0.13
以下
1.0
以下
3.30
〜
4.75
0.04
以下
0.03
以下
9.0
〜
10.5
18.0
〜
20.5
0.5
〜
1.5
0.5
以下
−
−
−
308
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
18.0
〜
21.0
0.5
以下
0.5
以下
−
−
−
308L
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
12.0
18.0
〜
21.0
0.5
以下
0.5
以下
−
−
−
308H
0.04
〜
0.08
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
18.0
〜
21.0
0.5
以下
0.5
以下
−
−
−
308N2
0.10
以下
1.0
以下
1.0
〜
4.0
0.04
以下
0.03
以下
7.0
〜
11.0
20.0
〜
25.0
0.5
以下
0.5
以下
0.12
〜
0.30
−
−
308Mo
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
12.0
18.0
〜
21.0
2.0
〜
3.0
0.5
以下
−
−
−
308MoJ
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
8.0
〜
11.0
17.5
〜
20.5
2.0
〜
3.0
0.5
以下
−
−
−
308LMo
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
12.0
18.0
〜
21.0
2.0
〜
3.0
0.5
以下
−
−
−
309
0.10
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
22.0
〜
25.0
0.5
以下
0.5
以下
−
−
−
309L
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
22.0
〜
25.0
0.5
以下
0.5
以下
−
−
−
309J
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
25.0
〜
28.0
0.5
以下
0.5
以下
−
−
−
309Mo
0.12
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
16.0
21.0
〜
25.0
2.0
〜
3.0
0.5
以下
−
−
−
309LMo
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
16.0
21.0
〜
25.0
2.0
〜
3.0
0.5
以下
−
−
−
309LNb
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
22.0
〜
25.0
0.5
以下
0.5
以下
−
0.7
〜
1.0
−
5
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−溶着金属の化学成分(ガスシールドアーク溶接用スラグ系フラックス入りワイヤ)(続き)
単位 %(質量分率)
化学成分
を表す
記号b)
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+
Ta
Ti
310
F
C,M,
B,G
0.20
以下
1.0
以下
1.0
〜
2.5
0.03
以下
0.03
以下
20.0
〜
22.5
25.0
〜
28.0
0.5
以下
0.5
以下
−
−
−
312
0.15
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
8.0
〜
10.5
28.0
〜
32.0
0.5
以下
0.5
以下
−
−
−
316
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
17.0
〜
20.0
2.0
〜
3.0
0.5
以下
−
−
−
316L
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
17.0
〜
20.0
2.0
〜
3.0
0.5
以下
−
−
−
316H
0.04
〜
0.08
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
17.0
〜
20.0
2.0
〜
3.0
0.5
以下
−
−
−
316LCu
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
16.0
17.0
〜
20.0
1.25
〜
2.75
1.0
〜2.5
−
−
−
317
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
18.0
〜
21.0
3.0
〜
4.0
0.5
以下
−
−
−
317L
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
16.0
18.0
〜
21.0
3.0
〜
4.0
0.5
以下
−
−
−
318
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
17.0
〜
20.0
2.0
〜
3.0
0.5
以下
−
8×C
〜
1.0
−
329J4L
0.04
以下
1.0
以下
0.5
〜
2.0
0.04
以下
0.03
以下
8.0
〜
11.0
23.0
〜
27.0
2.5
〜
4.0
1.0
以下
0.08
〜
0.30
−
−
347
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
18.0
〜
21.0
0.5
以下
0.5
以下
−
8×C
〜
1.0
−
347L
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
18.0
〜
21.0
0.5
以下
0.5
以下
−
8×C
〜
1.0
−
409
0.10
以下
1.0
以下
0.80
以下
0.04
以下
0.03
以下
0.6
以下
10.5
〜
13.5
0.5
以下
0.5
以下
−
−
10×
C
〜
1.5
−
409Nb
0.12
以下
1.0
以下
1.2
以下
0.04
以下
0.03
以下
0.6
以下
10.5
〜
14.0
0.5
以下
0.5
以下
−
8×C
〜
1.5−
−
6
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−溶着金属の化学成分(ガスシールドアーク溶接用スラグ系フラックス入りワイヤ)(続き)
単位 %(質量分率)
化学成分
を表す
記号b)
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+
Ta
Ti
410
F
C,M,
B,G
0.12
以下
1.0
以下
1.2
以下
0.04
以下
0.03
以下
0.6
以下
11.0
〜
13.5
0.5
以下
0.5
以下
−
−
−
410NiMo
0.06
以下
1.0
以下
1.0
以下
0.04
以下
0.03
以下
4.0
〜
5.0
11.0
〜
12.5
0.4
〜
0.7
0.5
以下
−
−
−
430
0.10
以下
1.0
以下
1.2
以下
0.04
以下
0.03
以下
0.6
以下
15.0
〜
18.0
0.5
以下
0.5
以下
−
−
−
430Nb
0.10
以下
1.0
以下
1.2
以下
0.04
以下
0.03
以下
0.6
以下
15.0
〜
18.0
0.5
以下
0.5
以下
−
0.5
〜
1.5
−
16-8-2
0.10
以下
0.75
以下
0.5
〜
2.5
0.04
以下
0.03
以下
7.5
〜
9.5
14.5
〜
16.5
1.0
〜
2.0
0.5
以下
−
−
−
2209
0.04
以下
1.0
以下
0.5
〜
2.0
0.04
以下
0.03
以下
7.5
〜
10.0
21.0
〜
24.0
2.5
〜
4.0
0.5
以下
0.08
〜
0.20
−
−
2553
0.04
以下
0.75
以下
0.5
〜
1.5
0.04
以下
0.03
以下
8.5
〜
10.5
24.0
〜
27.0
2.9
〜
3.9
1.5
〜
2.5
0.10
〜
0.20
−
−
注a) 表中に“−”で示した成分については,分析を実施しなくてよい。
b) 308,308L,308H,316H,347及び347Lについては高温用途として,Biを10 ppm(質量分率)以下に規定した
場合には,化学成分を示す記号の後にBiFを付加して表示する(例308L-BiF)。これ以外でも,Biを10 ppm(質
量分率)以下に規定した場合には,受渡当事者間の協定によってBiFを付加して表示してもよい。
表3−溶着金属の化学成分(セルフシールドアーク溶接用スラグ系フラックス入りワイヤ)
単位 %(質量分率)
化学成分
を表す
記号
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+
Ta
Ti
307
F
N
0.13
以下
1.0
以下
3.30
〜
4.75
0.04
以下
0.03
以下
9.0
〜
10.5
19.5
〜
22.0
0.5
〜
1.5
0.5
以下
−
−
−
308
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
19.5
〜
22.0
0.5
以下
0.5
以下
−
−
−
308L
0.03
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
12.0
19.5
〜
22.0
0.5
以下
0.5
以下
−
−
−
308H
0.04
〜
0.08
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
19.0
〜
22.0
0.5
以下
0.5
以下
−
−
−
7
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−溶着金属の化学成分(セルフシールドアーク溶接用スラグ系フラックス入りワイヤ)(続き)
単位 %(質量分率)
化学成分
を表す
記号
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+
Ta
Ti
308Mo
F
N
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
18.0
〜
21.0
2.0
〜
3.0
0.5
以下
−
−
−
308LMo
0.03
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
12.0
18.0
〜
21.0
2.0
〜
3.0
0.5
以下
−
−
−
308HMo
0.07
〜
0.12
0.25
〜
0.80
1.25
〜
2.25
0.04
以下
0.03
以下
9.0
〜
10.7
19.0
〜
21.5
1.8
〜
2.4
0.5
以下
−
−
−
309
0.10
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
23.0
〜
25.5
0.5
以下
0.5
以下
−
−
−
309L
0.03
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
23.0
〜
25.5
0.5
以下
0.5
以下
−
−
−
309Mo
0.12
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
16.0
21.0
〜
25.0
2.0
〜
3.0
0.5
以下
−
−
−
309LMo
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
16.0
21.0
〜
25.0
2.0
〜
3.0
0.5
以下
−
−
−
309LNb
0.03
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
23.0
〜
25.5
0.5
以下
0.5
以下
−
0.7
〜
1.0
−
310
0.20
以下
1.0
以下
1.0
〜
2.5
0.03
以下
0.03
以下
20.0
〜
22.5
25.0
〜
28.0
0.5
以下
0.5
以下
−
−
−
312
0.15
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
8.0
〜
10.5
28.0
〜
32.0
0.5
以下
0.5
以下
−
−
−
316
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
18.0
〜
20.5
2.0
〜
3.0
0.5
以下
−
−
−
316L
0.03
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
18.0
〜
20.5
2.0
〜
3.0
0.5
以下
−
−
−
316H
0.04
〜
0.08
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
18.0
〜
20.5
2.0
〜
3.0
0.5
以下
−
−
−
316LCu
0.03
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
16.0
18.0
〜
20.5
1.25
〜
2.75
1.0
〜
2.5
−
−
−
8
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−溶着金属の化学成分(セルフシールドアーク溶接用スラグ系フラックス入りワイヤ)(続き)
単位 %(質量分率)
化学成分
を表す
記号
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+
Ta
Ti
317
F
N
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
13.0
〜
15.0
18.5
〜
21.0
3.0
〜
4.0
0.5
以下
−
−
−
317L
0.03
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
13.0
〜
15.0
18.5
〜
21.0
3.0
〜
4.0
0.5
以下
−
−
−
318
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
18.0
〜
20.5
2.0
〜
3.0
0.5
以下
−
8×
C
〜
1.0
−
347
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
19.0
〜
21.5
0.5
以下
0.5
以下
−
8×
C
〜
1.0
−
347L
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
19.0
〜
21.5
0.5
以下
0.5
以下
−
8×
C
〜
1.0
−
409
0.10
以下
1.0
以下
0.80
以下
0.04
以下
0.03
以下
0.6
以下
10.5
〜
13.5
0.5
以下
0.5
以下
−
−
10×
C
〜
1.5
409Nb
0.12
以下
1.0
以下
1.0
以下
0.04
以下
0.03
以下
0.6
以下
10.5
〜
14.0
0.5
以下
0.5
以下
−
8×
C
〜
1.5
−
410
0.12
以下
1.0
以下
1.0
以下
0.04
以下
0.03
以下
0.6
以下
11.0
〜
13.5
0.5
以下
0.5
以下
−
−
−
410NiMo
0.06
以下
1.0
以下
1.0
以下
0.04
以下
0.03
以下
4.0
〜
5.0
11.0
〜
12.5
0.4
〜
0.7
0.5
以下
−
−
−
430
0.10
以下
1.0
以下
1.0
以下
0.04
以下
0.03
以下
0.6
以下
15.0
〜
18.0
0.5
以下
0.5
以下
−
−
−
430Nb
0.10
以下
1.0
以下
1.0
以下
0.04
以下
0.03
以下
0.6
以下
15.0
〜
18.0
0.5
以下
0.5
以下
−
0.5
〜
1.5
−
16-8-2
0.10
以下
0.75
以下
0.5
〜
2.5
0.04
以下
0.03
以下
7.5
〜
9.5
14.5
〜
16.5
1.0
〜
2.0
0.5
以下
−
−
−
2209
0.04
以下
1.0
以下
0.5
〜
2.0
0.04
以下
0.03
以下
7.5
〜
10.0
21.0
〜
24.0
2.5
〜
4.0
0.5
以下
0.08
〜
0.20
−
−
2553
0.04
以下
0.75
以下
0.5
〜
1.5
0.04
以下
0.03
以下
8.5
〜
10.5
24.0
〜
27.0
2.9
〜
3.9
1.5
〜2.5
0.10
〜
0.20
−
−
注a) 表中に“−”で示した成分については,分析を実施しなくてよい。
9
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−溶着金属の化学成分(ガスシールドアーク溶接用メタル系フラックス入りワイヤ)
単位 %(質量分率)
化学成分
を表す
記号
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+
Ta
Ti
308L
M
A
0.03
以下
0.30
〜
0.65
1.0
〜
2.5
0.03
以下
0.03
以下
9.0
〜
11.0
19.5
〜
22.0
0.75
以下
0.75
以下
−
−
−
M
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
12.0
18.0
〜
21.0
0.75
以下
0.75
以下
−
−
−
308Mo
A,M
0.08
以下
0.30
〜
0.65
1.0
〜
2.5
0.03
以下
0.03
以下
9.0
〜
12.0
18.0
〜
21.0
2.0
〜
3.0
0.75
以下
−
−
−
308MoJ
A,M
0.08
以下
0.30
〜
0.65
1.0
〜
2.5
0.03
以下
0.03
以下
8.0
〜
11.0
17.5
〜
20.5
2.0
〜
3.0
0.75
以下
−
−
−
309L
A
0.03
以下
0.30
〜
0.65
1.0
〜
2.5
0.03
以下
0.03
以下
12.0
〜
14.0
23.0
〜
25.0
0.75
以下
0.75
以下
−
−
−
M
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
22.0
〜
25.0
0.75
以下
0.75
以下
−
−
−
309LMo
A
0.03
以下
0.30
〜
0.65
1.0
〜
2.5
0.03
以下
0.03
以下
12.0
〜
14.0
23.0
〜
25.0
2.0
〜
3.0
0.75
以下
−
−
−
M
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
16.0
21.0
〜
25.0
2.0
〜
3.0
0.75
以下
−
−
−
316L
A
0.03
以下
0.30
〜
0.65
1.0
〜
2.5
0.03
以下
0.03
以下
11.0
〜
14.0
18.0
〜
20.0
2.0
〜
3.0
0.75
以下
−
−
−
M
0.04
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
17.0
〜
20.0
2.0
〜
3.0
0.75
以下
−
−
−
347
A
0.08
以下
0.30
〜
0.65
1.0
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
19.0
〜
21.5
0.75
以下
0.75
以下
−
10×
C
〜1.0
−
M
0.08
以下
1.0
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
18.0
〜
21.0
0.75
以下
0.75
以下
−
8×C
〜1.0
−
409
A
0.08
以下
0.8
以下
0.8
以下
0.03
以下
0.03
以下
0.6
以下
10.5
〜
13.5
0.75
以下
0.75
以下
−
−
10×
C
〜
1.5
409Nb
A,M
0.12
以下
1.0
以下
1.2
以下
0.04
以下
0.03
以下
0.6
以下
10.5
〜
14.0
0.75
以下
0.75
以下
−
8×C
〜1.5
−
10
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−溶着金属の化学成分(ガスシールドアーク溶接用メタル系フラックス入りワイヤ)(続き)
単位 %(質量分率)
化学成分
を表す
記号
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+
Ta
Ti
410
M
A
0.12
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
0.6
以下
11.5
〜
13.5
0.75
以下
0.75
以下
−
−
−
M
0.12
以下
1.0
以下
1.2
以下
0.04
以下
0.03
以下
0.6
以下
11.0
〜
13.5
0.75
以下
0.75
以下
−
−
−
410NiMo
A
0.06
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
4.0
〜
5.0
11.0
〜
12.5
0.4
〜
0.7
0.75
以下
−
−
−
M
0.06
以下
1.0
以下
1.0
以下
0.04
以下
0.03
以下
4.0
〜
5.0
11.0
〜
12.5
0.4
〜
0.7
0.75
以下
−
−
−
430
A
0.10
以下
0.5
以下
0.6
以下
0.03
以下
0.03
以下
0.6
以下
15.5
〜
17.0
0.75
以下
0.75
以下
−
−
−
M
0.10
以下
1.0
以下
1.2
以下
0.04
以下
0.03
以下
0.6
以下
15.0
〜
18.0
0.75
以下
0.75
以下
−
−
−
430Nb
A,M
0.10
以下
1.0
以下
1.2
以下
0.04
以下
0.03
以下
0.6
以下
15.0
〜
18.0
0.75
以下
0.75
以下
−
0.5
〜
1.5
−
注a) 表中に“−”で示した成分については,分析を実施しなくてよい。
表5−溶着金属の化学成分(ティグ溶接用フラックス入りティグ溶加棒)
単位 %(質量分率)
化学成分
を表す
記号
ワイヤ
又は
棒の
種別
シールド
ガスの
種類
化学成分a)
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb+T
a
Ti
308L
R
I
0.03
以下
1.2
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
18.0
〜
21.0
0.5
以下
0.5
以下
−
−
−
309L
0.03
以下
1.2
以下
0.5
〜
2.5
0.04
以下
0.03
以下
12.0
〜
14.0
22.0
〜
25.0
0.5
以下
0.5
以下
−
−
−
316L
0.03
以下
1.2
以下
0.5
〜
2.5
0.04
以下
0.03
以下
11.0
〜
14.0
17.0
〜
20.0
2.0
〜
3.0
0.5
以下
−
−
−
347
0.08
以下
1.2
以下
0.5
〜
2.5
0.04
以下
0.03
以下
9.0
〜
11.0
18.0
〜
21.0
0.5
以下
0.5
以下
−
8×C
〜
1.0
−
注a) 表中に“−”で示した成分については,分析を実施しなくてよい。
11
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
溶着金属の機械的性質
溶着金属の引張強さ及び伸びは,6.3の方法によって試験を行ったとき,表6に適合しなければならない。
表6−溶着金属の機械的性質
化学成分を
表す記号
引張強さ
MPa
伸びa)
%
溶接後熱処理
307
590以上
25以上
なし
308
550以上
30以上
なし
308L
520以上
30以上
なし
308H
550以上
30以上
なし
308N2
690以上
20以上
なし
308Mo
550以上
30以上
なし
308MoJ
620以上
20以上
なし
308LMo
520以上
30以上
なし
308HMo
550以上
30以上
なし
309
550以上
25以上
なし
309L
520以上
25以上
なし
309J
550以上
15以上
なし
309Mo
550以上
15以上
なし
309LMo
520以上
15以上
なし
309LNb
520以上
25以上
なし
310
550以上
25以上
なし
312
660以上
15以上
なし
316
520以上
25以上
なし
316L
485以上
25以上
なし
316H
520以上
25以上
なし
316LCu
485以上
25以上
なし
317
550以上
20以上
なし
317L
520以上
20以上
なし
318
520以上
20以上
なし
329J4L
690以上
15以上
なし
347
520以上
25以上
なし
347L
520以上
25以上
なし
409
450以上
15以上
なし
409Nb
450以上
15以上
ありb)
410
480以上
15以上
ありb)
410NiMo
760以上
10以上
ありc)
430
450以上
15以上
ありd)
430Nb
450以上
13以上
ありd)
16-8-2
520以上
25以上
なし
2209
690以上
15以上
なし
2553
760以上
13以上
なし
注a) 標点距離は,試験片直径の5倍とする。
b) 試験片の加工前に730〜760 ℃の温度で1時間加熱した後,1時間当たり55 ℃以内の冷却速度で
315 ℃まで炉冷し,その後空冷する。
c) 試験片の加工前に590〜620 ℃の温度で1時間加熱した後,空冷する。
d) 試験片の加工前に760〜790 ℃の温度で2時間加熱した後,1時間当たり55 ℃以内の冷却速度で
600 ℃まで炉冷し,その後空冷する。
12
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
ワイヤ及び棒が適用できる溶接姿勢
ワイヤ及び棒が適用できる溶接姿勢は,次による。
a) ワイヤが適用できる溶接姿勢は表7により,6.4の方法によってすみ肉溶接試験を行い判定基準に適合
しなければならない。
なお,下向及び水平すみ肉の場合は,すみ肉溶接試験を実施しなくてもよい。
b) 棒が適用できる溶接姿勢は,全姿勢とする。ただし,表7の判定基準によらなくてもよい。
表7−溶接姿勢適応性の判定基準
記号
適用できる溶接姿勢a)
判定基準
0
下向(PA)及び水平すみ肉(PB)
すみ肉溶接試験は実施しない
1
全姿勢は次のいずれかによる。
− PA,PB,PC,PD,PE,PF
又は
− PA,PB,PC,PD,PE,PG
又は
− PA,PB,PC,PD,PE,PF,PG
a) 膨らみは両面共に次の条件を満たす。
・すみ肉のサイズが4 mm以上7 mm未満の場合は,2.0 mm以下
・すみ肉のサイズが7 mm以上の場合は,2.5 mm以下
b) 脚長の差は両面共に次の値(mm)より小さい。
0.5×[すみ肉のサイズ(mm)]−0.5
注a) 溶接姿勢の記号は,JIS Z 3011による。
PA=下向,PB=水平すみ肉,PC=横向,PD=上向水平すみ肉,PE=上向,PF=立向上進,PG=立向下進
6
試験
6.1
試験一般
6.1.1
試験板
試験板の種類は,表8による。
表8−試験板の種類
試験の種類
試験板
分析試験
引張試験
試験板には,溶着金属の化学成分と同組成のJIS G 4304又はJIS G 4305に規定する鋼板
を用いる。
JIS G 3101に規定するSS400又はJIS G 3106に規定するSM400のA〜C若しくはSM490
のA〜Cの鋼材を用いてもよい。
すみ肉溶接試験
試験板には,溶着金属の化学成分と同組成のJIS G 4304又はJIS G 4305に規定するの鋼
板を用いる。
TS4XXの場合は,JIS G 3101に規定するSS400又はJIS G 3106に規定するSM400のA
〜C若しくはSM490のA〜Cの鋼板を,TS4XX以外は,JIS G 4304又はJIS G 4305に
規定するSUS304の鋼板を用いてもよい。
6.1.2
試験板のバタリング
溶着金属の引張試験に,試験板としてJIS G 3101に規定するSS400又はJIS G 3106に規定するSM400
のA〜C若しくはSM490のA〜Cの鋼板を使用する場合には,開先面に,試験に用いるものと同種のワイ
ヤ又は棒で2,3層のバタリングを行う。
6.1.3
試験を行うワイヤ及び棒の径
試験を行うワイヤ及び棒の径は,次による。
a) 溶着金属の分析試験及びすみ肉溶接試験は,すべての径について行う。
b) 引張試験は,ワイヤでは径1.2 mm,棒では径2.2 mmで行い,これらの径を製造していない場合には,
13
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
これらに最も近い太い径で試験を行う。
6.1.4
溶接条件
溶接電流は,製造業者が推奨する電流範囲の最大値の70 %〜90 %とし,その他の溶接条件は,通常,
製造業者が定める標準条件とする。
6.2
溶着金属の分析試験
溶着金属の分析試験は,次による。
a) 化学分析用溶着金属の作製方法及び試料の採取方法は,JIS Z 3184による。
なお,6.3の引張試験によって破断した引張試験片の平行部の残材を切削して採取してもよい。
b) 溶着金属の分析方法はJIS G 0320,JIS G 1201,JIS Z 2611及び/又はJIS Z 2615による。
6.3
溶着金属の引張試験
溶着金属の引張試験は,次による。
a) 試験板は,ワイヤではJIS Z 3111に規定する記号1.3の試験板を,棒では同規格に規定する記号1.0
の試験板を使用する。ただし,製造しているワイヤの最大径が1.2mm未満の場合には,同規格に規定
する記号1.0の試験板を使用する。
b) 試験片は,JIS Z 3111に規定するA0号とする。
c) 予熱及びパス間温度は,表9による。
表9−予熱及びパス間温度
単位 ℃
化学成分を表す記号
予熱及びパス間温度
410
200〜300
409
150〜260
409Nb
430
430Nb
410NiMo
100〜260
上記以外
150以下
d) TS409Nb,TS410,TS410NiMo,TS430及びTS430Nbの試験片については,溶接後に表6の注b)〜注
d)に規定した熱処理した後に加工し,それ以外は,溶接したままの状態で加工して,製作する。
e) 各層の溶接パス数及び全層数は,表10による。
表10−各層の溶接パス数及び全層数
形態
径
mm
板厚
mm
各層の溶接パス数
全層数
1層目
2層目以降
ワイヤ
1.2未満
12
1〜2
2〜3a)
6〜9
1.2
20
1〜2
2〜3a)
5〜9
1.4,1.6,2.0
1〜2
2〜3a)
5〜8
2.4,3.2
1〜2
1〜2b)
4〜7
棒
2.0,2.2,2.4
12
1〜2
2〜3a)
5〜8
注a) 最終層は,4パスとなってもよい。
b) 最終層は,3パスとなってもよい。
14
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
すみ肉溶接試験
すみ肉溶接試験は,次による。
a) 5.4の表7で記号1に分類するワイヤは,上向水平すみ肉及び立向上進姿勢(PF適用の場合だけ)で
試験を行う。
b) 試験は,両側で行う。
c) a)及びb)以外は,JIS Z 3181の規定によるものとする。
6.5
再試験
再試験は,次による。
a) 分析試験,引張試験及びすみ肉溶接試験のいずれかの試験結果が,それぞれ5.2,5.3及び5.4の規定
に適合しなかった場合には,その試験について倍数の再試験を行い,そのいずれの試験結果も5.2,5.3
及び5.4の規定に適合しなければならない。
b) 再試験のための試験片は,試験材の残材から採取するか,又は新たな試験板を用いて作製した試験材
から採取する。
c) 分析試験の再試験は,5.2の規定に適合しなかった化学成分についてだけ行う。
7
製品の呼び方
ワイヤ及び棒の呼び方は,その種類,径及び質量による。
なお,呼び方の例を次に示す。
例1 TS316L
−FM0 −1.2− 12.5
例2 TS308L-BiF −FC0 −1.2− 12.5[Biを10 ppm(質量分率)以下に規定した場合]
例3 TS308L
−RI −2.2− 5
種類
径 質量
8
表示
8.1
製品の表示
製品には,箇条4に規定する種類を示す記号をつけて表示する。
8.2
包装の表示
包装には,次の事項を明確に表示する。
a) 製造業者名,供給者名又はその略号
b) 銘柄
c) 規格番号,及びワイヤ又は棒の種類
d) 寸法(径)
e) バッチ,ヒート,製造番号又は製造年月
f)
本数又は質量
g) 要求される安全衛生の警告文
h) 電流の種類(適用する場合)
9
包装
溶接材料は,損傷及び劣化が起こらないように,製造業者,供給者又は販売代理店が包装する。
15
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10 検査証明書
溶接材料の検査証明書が求められた場合,その詳細は,受渡当事者間の協定による。
16
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
ISO 17633 System A
序文
この附属書は,対応国際規格に規定している“システムA”に相当し,本体の規定を補足するものであ
って,規定の一部ではない。
JA.1
適用範囲
この附属書は,次に示すクロム11 %(質量分率)以上及びニッケル23 %(質量分率)以下の溶着金属
を生成するステンレス鋼フラックス入りワイヤ(以下,ワイヤという。)について記載する。
− ガスシールドアーク溶接用スラグ系フラックス入りワイヤ
− ガスシールドアーク溶接用メタル系フラックス入りワイヤ
− セルフシールドアーク溶接用スラグ系フラックス入りワイヤ
なお,パルス電流によって溶接作業性が変わることが知られているが,この附属書では,材料の分類の
ためにパルス電流を使用しない。
JA.2
引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の参考とする。
ISO 544 Welding cosumables−Technical delivery conditions for welding filler materials−Type of product,
dimensions, tolerances and markings
ISO 6847 Welding cosumables−Deposition of a weld metal pad for chemical analysis
ISO 6947 Welds−Working positions−Definitions of angles of slope and rotation
ISO 13916 Welding−Guidance on the measurement of preheating temperature, interpass temperature and
preheat maintenance temperature
ISO 14175 Welding consumables−Shielding gases for arc welding and cutting
ISO 14344 Welding and allied processes−Flux and gas shielded electrical welding processes−Procurement
guidelines for consumables
ISO 15792-1 Welding consumables−Test methods−Part 1: Test methods for all-weld metal test specimens
in steel, nickel and nickel alloys
ISO 15792-3 Welding consumables−Test methods−Part 3: Classification testing of positional capacity and
root penetration of welding consumables in a fillet weld
ISO 31-0:1992 Quantities and units−Part 0: General principles
JA.3
分類
材料の分類は,5個の記号による。
1) 製品の種類を示す記号(JA.4.1による。)
2) 溶着金属の化学成分を示す記号(表JA.1による。)
3) フラックスの種類を示す記号(表JA.3による。)
17
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) シールドガスの種類を示す記号(JA.4.4による。)
5) 溶接姿勢を示す記号(表JA.4による。)
この附属書の使用を促進するために,分類記号は二つの部分に分ける。
a) 必す(須)部分は,製品の種類,溶着金属の化学成分,フラックスの種類及びシールドガスの種類と
する。
b) 選択部分は,溶接姿勢を示す記号である。
包装及び製造業者が発行する書類並びにデータシートには,すべての分類記号を表記しなければならな
い。
JA.4
分類記号と要求事項
JA.4.1
製品の種類
ワイヤは,Tで表す。
JA.4.2
溶着金属の化学成分
JA.6によって試験した溶着金属の化学成分は,表JA.1に適合しなければならない。表JA.1によって分
類されたワイヤの溶着金属は,JA.5によって試験したときその機械的性質が,表JA.2に適合しなければ
ならない。
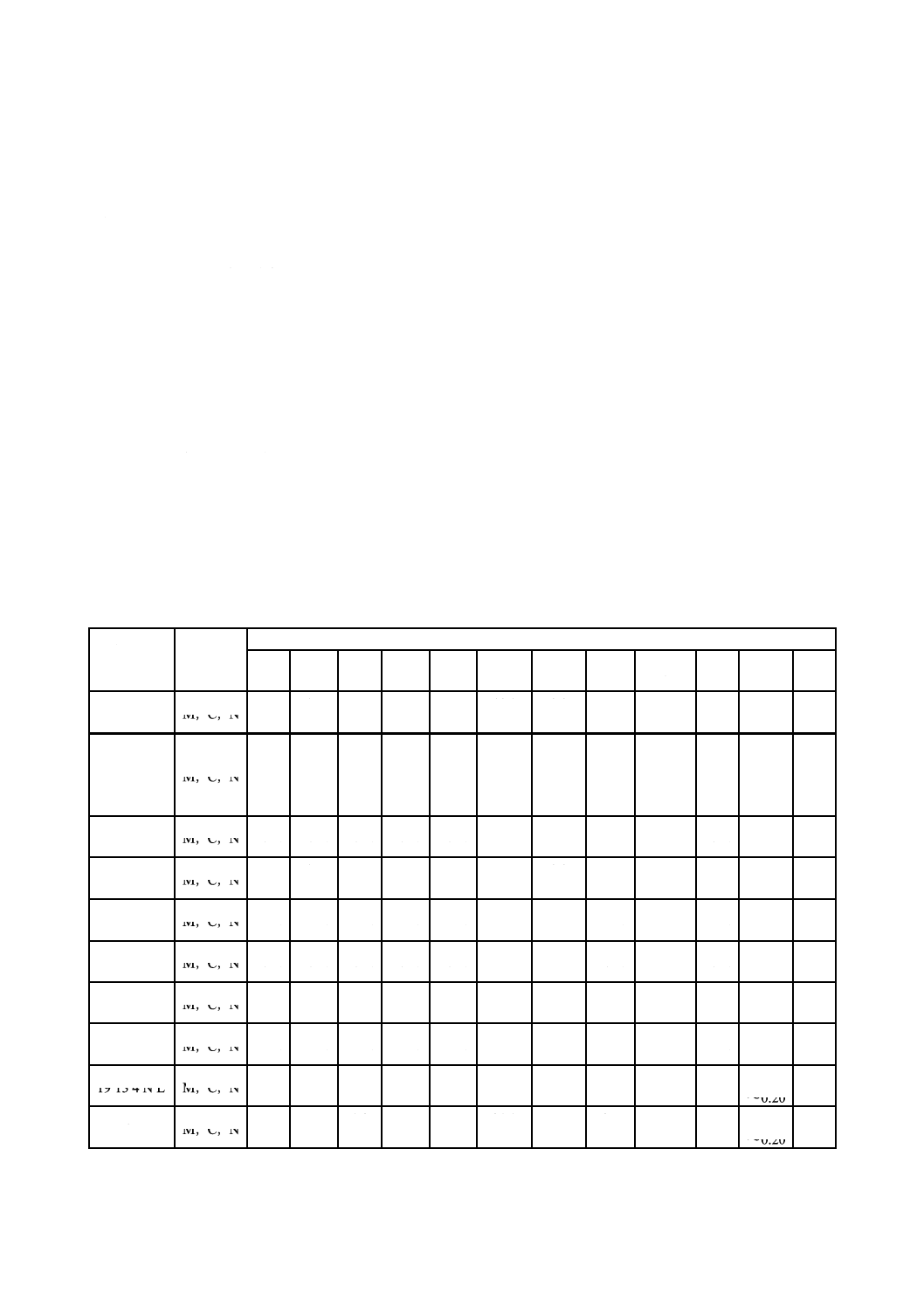
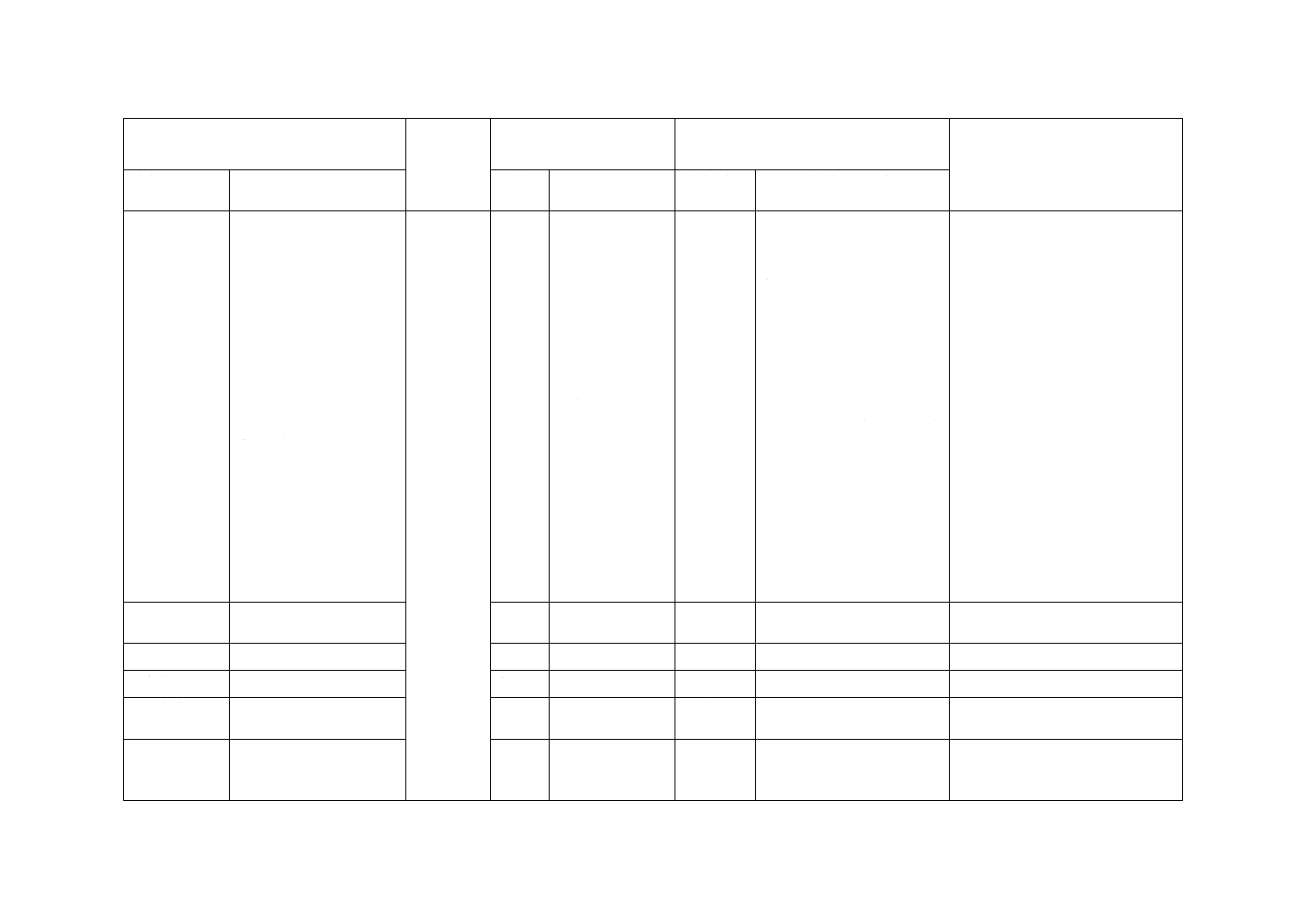
表JA.1−溶着金属の化学成分
単位 %(質量分率)
化学成分を
表す記号
シールド
ガス
化学成分a) b) c)
C
Mn
Si
P d)
S d)
Cr
Ni
Mo
Nb+Ta
e)
Cu
N
Ti
13
M,C,N 0.12
以下
1.5
以下
1.0
以下
0.030
以下
0.025
以下
11.0
〜14.0
0.3
以下
0.3
以下
−
0.3
以下
−
−
13 Ti
M,C,N 0.10
以下
0.80
以下
1.0
以下
0.030
以下
0.030
以下
10.5
〜13.0
0.3
以下
0.3
以下
−
0.3
以下
−
10
×C
〜
1.5
13 4
M,C,N 0.06
以下
1.5
以下
1.0
以下
0.030
以下
0.025
以下
11.0
〜14.5
3.0
〜5.0
0.4
〜1.0
−
0.3
以下
−
−
17
M,C,N 0.12
以下
1.5
以下
1.0
以下
0.030
以下
0.025
以下
16.0
〜18.0
0.3
以下
0.3
以下
−
0.3
以下
−
−
19 9 L
M,C,N 0.04
以下
2.0
以下
1.2
以下
0.030
以下
0.025
以下
18.0
〜21.0
9.0
〜11.0
0.3
以下
−
0.3
以下
−
−
19 9 Nb
M,C,N 0.08
以下
2.0
以下
1.2
以下
0.030
以下
0.025
以下
18.0
〜21.0
9.0
〜11.0
0.3
以下
8×C
〜1.1
0.3
以下
−
−
19 12 3 L
M,C,N 0.04
以下
2.0
以下
1.2
以下
0.030
以下
0.025
以下
17.0
〜20.0
10.0
〜13.0
2.5
〜3.0
−
0.3
以下
−
−
19 12 3 Nb
M,C,N 0.08
以下
2.0
以下
1.2
以下
0.030
以下
0.025
以下
17.0
〜20.0
10.0
〜13.0
2.5
〜3.0
8×C
〜1.1
0.3
以下
−
−
19 13 4 N L M,C,N 0.04
以下
1.0
〜5.0
1.2
以下
0.030
以下
0.025
以下
17.0
〜20.0
12.0
〜15.0
3.0
〜4.5
−
0.3
以下
0.08
〜0.20 −
22 9 3 N L
M,C,N 0.04
以下
2.5
以下
1.2
以下
0.030
以下
0.025
以下
21.0
〜24.0
7.5
〜10.5
2.5
〜4.0
−
0.3
以下
0.08
〜0.20 −
18
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
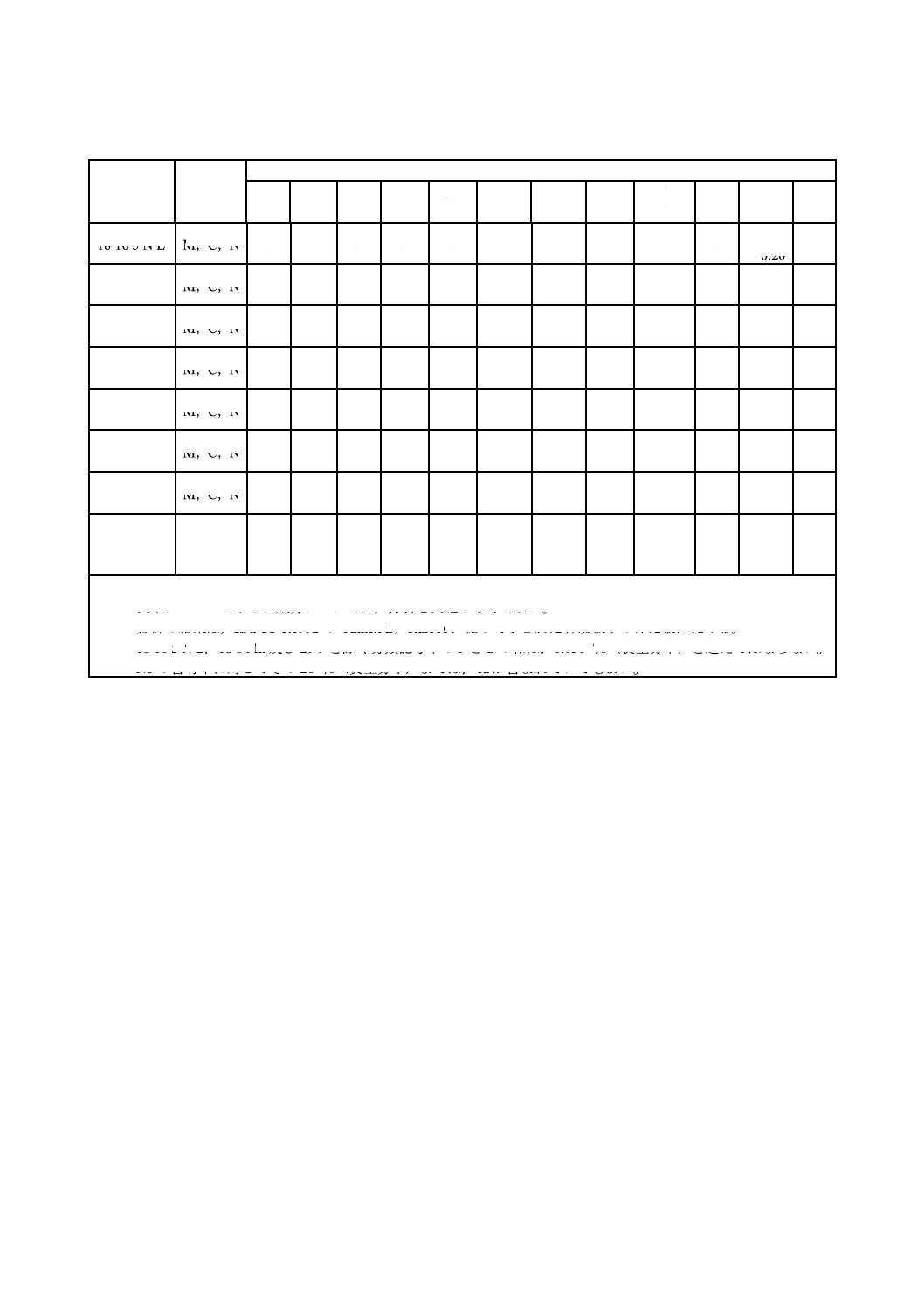
表JA.1−溶着金属の化学成分(続き)
化学成分を
表す記号
シールド
ガス
化学成分a) b) c)
C
Mn
Si
P d)
S d)
Cr
Ni
Mo
Nb+Ta
e)
Cu
N
Ti
18 16 5 N L M,C,N 0.04
以下
1.0
〜4.0
1.2
以下
0.035
以下
0.025
以下
17.0
〜20.0
15.5
〜19.0
3.5
〜5.0
−
0.3
以下
0.08
〜0.20 −
18 8 Mn
M,C,N 0.20
以下
4.5
〜7.5
1.2
以下
0.035
以下
0.025
以下
17.0
〜20.0
7.0
〜10.0
0.3
以下
−
0.3
以下
−
−
20 10 3
M,C,N 0.08
以下
2.5
以下
1.2
以下
0.035
以下
0.025
以下
19.5
〜22.0
9.0
〜11.0
2.0
〜4.0
−
0.3
以下
−
−
23 12 L
M,C,N 0.04
以下
2.5
以下
1.2
以下
0.030
以下
0.025
以下
22.0
〜25.0
11.0
〜14.0
0.3
以下
−
0.3
以下
−
−
23 12 2 L
M,C,N 0.04
以下
2.5
以下
1.2
以下
0.030
以下
0.025
以下
22.0
〜25.0
11.0
〜14.0
2.0
〜3.0
−
0.3
以下
−
−
29 9
M,C,N 0.15
以下
2.5
以下
1.2
以下
0.035
以下
0.025
以下
27.0
〜31.0
8.0
〜12.0
0.3
以下
−
0.3
以下
−
−
22 12 H
M,C,N 0.15
以下
2.5
以下
1.2
以下
0.030
以下
0.025
以下
20.0
〜23.0
10.0
〜13.0
0.3
以下
−
0.3
以下
−
−
25 20
M,C,N
0.06
〜
0.20
1.0
〜5.0
1.2
以下
0.030
以下
0.025
以下
23.0
〜27.0
18.0
〜22.0
0.3
以下
−
0.3
以下
−
−
注a) 表中に規定されていないワイヤは,同様の方法で記号化し,先頭にZを付ける。
b) 表中に“−”で示した成分については,分析を実施しなくてよい。
c) 分析の結果は,ISO 31-0:1992の Annex B,Rule Aに従って示された有効数字のけた数に丸める。
d) 18 16 5 N L,18 8 Mn及び29 9を除く分類記号中のPとSの和は,0.050 %(質量分率)を超えてはならない。
e) Nbの含有率に対してその20 %(質量分率)までは,Taが含まれていてもよい。
19
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
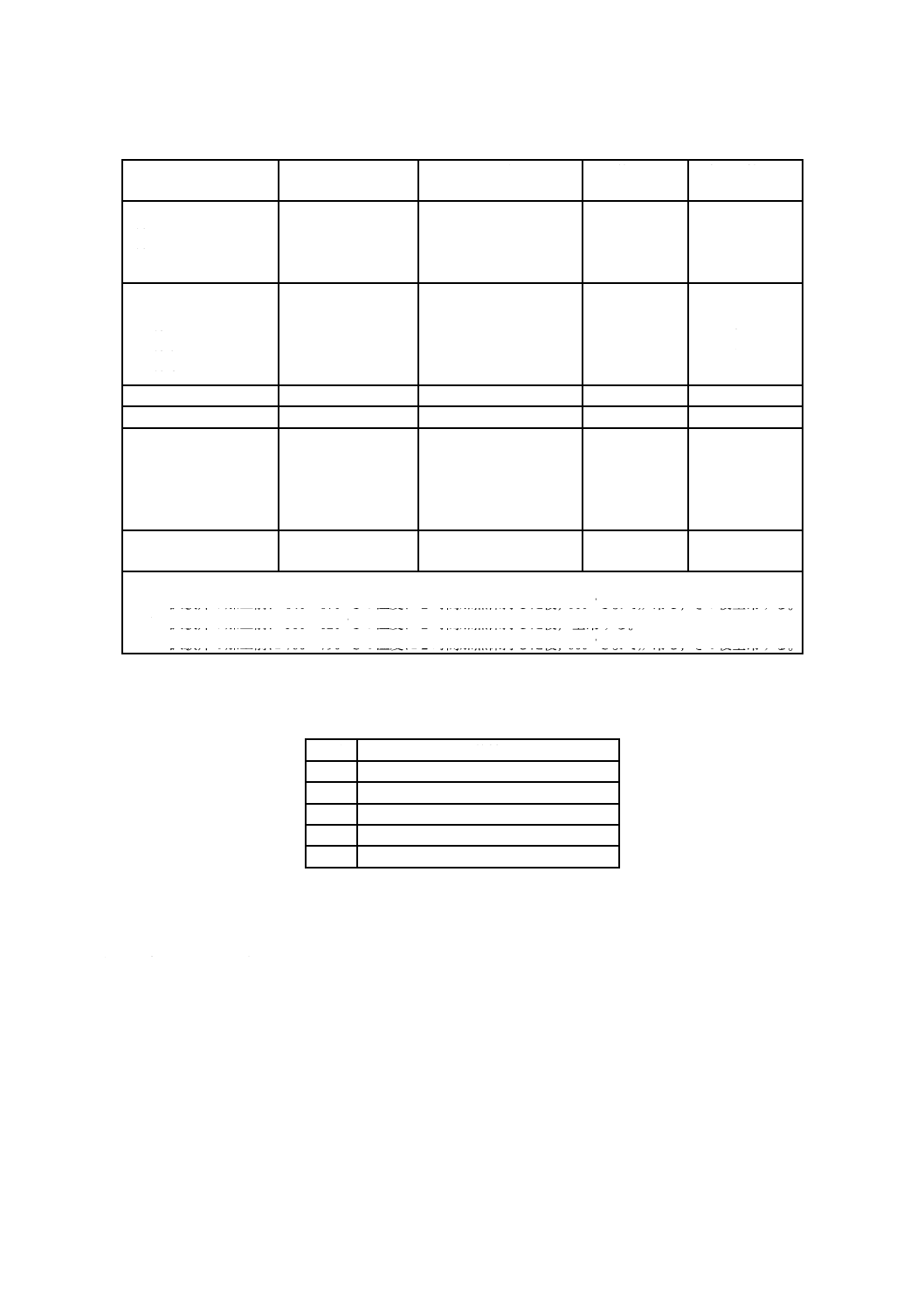
表JA.2−溶着金属の機械的性質
化学成分を表す記号
耐力
MPa
引張強さ
MPa
伸びa)
%
溶接後熱処理
13
13 Ti
13 4
17
250以上
250以上
500以上
300以上
450以上
450以上
750以上
450以上
15以上
15以上
15以上
15以上
ありb)
ありb)
ありc)
ありd)
19 9 L
19 9 Nb
19 12 3 L
19 12 3 Nb
19 13 4 N L
320以上
350以上
320以上
350以上
350以上
510以上
550以上
510以上
550以上
550以上
30以上
25以上
25以上
25以上
25以上
なし
なし
なし
なし
なし
22 9 3 N L
450以上
550以上
20以上
なし
18 16 5 N L
300以上
480以上
25以上
なし
18 8 Mn
20 10 3
23 12 L
23 12 2 L
29 9
350以上
400以上
320以上
350以上
450以上
500以上
620以上
510以上
550以上
650以上
25以上
20以上
25以上
25以上
15以上
なし
なし
なし
なし
なし
22 12 H
25 20
350以上
350以上
550以上
550以上
25以上
20以上
なし
なし
注a) 標点距離は,試験片平行部の径の5倍とする。
b) 試験片の加工前に840〜870 ℃の温度に2時間加熱保持した後,600 ℃まで炉冷し,その後空冷する。
c) 試験片の加工前に580〜620 ℃の温度に2時間加熱保持した後,空冷する。
d) 試験片の加工前に760〜790 ℃の温度に2時間加熱保持した後,600 ℃まで炉冷し,その後空冷する。
JA.4.3
フラックスの種類
表JA.3にフラックスの種類及びスラグの特性による分類記号を示す。
表JA.3−フラックスの種類
記号
特性
R
凝固速度の遅いルチール系
P
凝固速度の速いルチール系
M
メタル系
U
セルフシールド
Z
上記以外
JA.4.4
シールドガスの種類
M及びCは,ISO 14175による。
a) Mは,ISO 14175にM2として規定するヘリウムを含まない混合ガスとする。
b) Cは,ISO 14175にC 1として規定する炭酸ガスとする。
c) Nは,シールドガスを使用しないセルフシールドとする。
JA.4.5
溶接姿勢
ISO 15792-3によって試験したとき,使用できる溶接姿勢は表JA.4による。PA,PB,PC,PD,PE,PF
及びPGは,ISO 6947の規定による。要求事項は,JA.7による。
20
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.4−溶接姿勢
記号
溶接姿勢a)
1
PA,PB,PC,PD,PE,PF及びPG
2
PA,PB,PC,PD,PE及びPF
3
PA及びPB
4
PA
5
PA,PB及びPG
注a) PA:下向
PB:水平すみ肉
PC:横向
PD:上向すみ肉
PE:上向
PF:立向上進
PG:立向下進
JA.5
機械的性質
引張試験及びすべての再試験は,表JA.2に示す状態(溶接のまま又は溶接後熱処理)の溶着金属で行う。
試験片の作製は,ISO 15792-1 のタイプ1.3によって径1.2 mmで行う。径1.2 mmのワイヤを製造してい
ない場合には,製造しているもののなかで1.2 mmにもっとも近い太い径のワイヤで,次の条件で行う。
JA.5.1
予熱及びパス間温度
予熱及びパス間温度は,表JA.5による。予熱及びパス間温度の測定は,ISO 13916によって,温度チョ
ーク,表面温度計又は熱電対を用いて行う。パス間温度は,表JA.5の最高温度を超えてはならない。各パ
スの溶接開始時に試験板の温度が最高温度を超えた場合には,最高温度以下まで空冷しなければならない。
表JA.5−予熱及びパス間温度
単位 ℃
種類
溶着金属の種類
予熱及びパス間温度
13
13 Ti
17
マルテンサイト系及びフェライト系
200〜300
13 4
低炭素マルテンサイト系
100〜180
その他 オーステナイト系及びオーステナイト・フェライト系
150以下
JA.5.2
各層の溶接パス数
各層の溶接パス数及び全層数は,表JA.6による。
表JA.6−各層の溶接パス数及び全層数
溶接方法
径
mm
板厚
mm
各層の溶接パス数
全層数
1層
2層以降
ガスシールド
アーク溶接及び
セルフシールド
アーク溶接
1.2未満
12〜13
1〜2
2〜3a)
6〜9
1.2
20
1〜2
2〜3a)
5〜9
1.4,1.6,2.0
20
1〜2
2〜3a)
5〜8
2.4,3.2
20
1〜2
1〜2b)
4〜7
注a) 最終層は,4パスとなってもよい。
b) 最終層は,3パスとなってもよい。
JA.6
溶着金属の分析試験
21
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
分析に用いる試験片は,溶着金属であればよいが,ISO 6847の規定によってもよい。溶着金属の分析方
法は,確立された方法であればよい。
JA.7
すみ肉溶接試験
試験片は,ISO 15792-3による。試験に使用する母材は,ワイヤの製造業者が推奨するものとする。す
み肉溶接試験は,表JA.7に規定する試験条件によって1パスで行う。のど厚,脚長差及び膨らみは,表
JA.7に適合しなければならない。
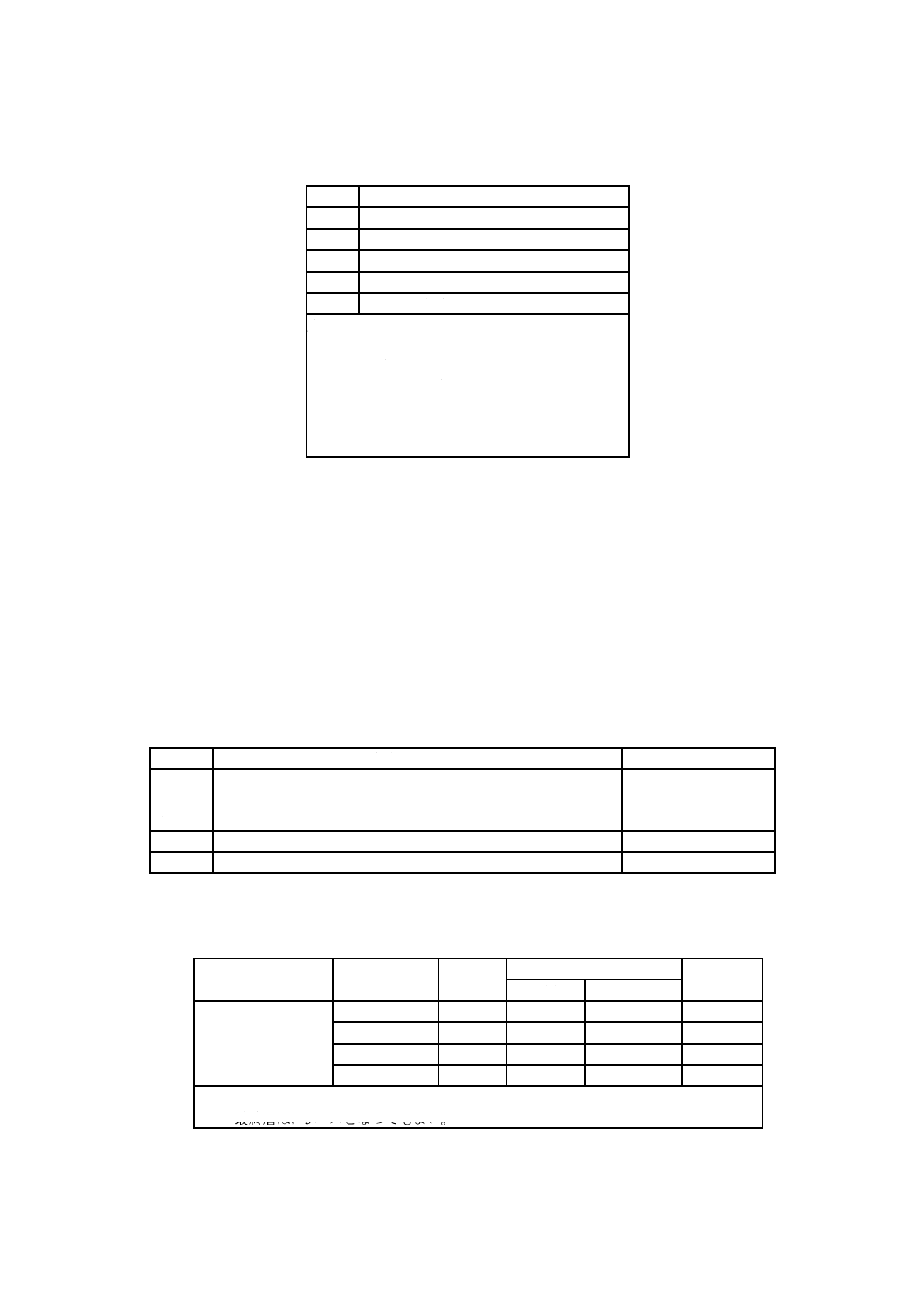
表JA.7−すみ肉溶接試験の要求事項
単位 mm
溶接姿勢の
記号
試験する
溶接姿勢
径a)
理論のど厚
脚長差
膨らみ
1 又は2
PB
2.4
5.5以上
2.0以下
3.0以下
3
PB
2.4
5.5以上
2.0以下
3.0以下
5
PB
2.4b)
5.5以上
2.0以下
3.0以下
1 又は2
PF
2.4c)
7.0以下
−
2.0以下
1,2又は5
PD
1.2d)
4.5以下
1.5以下
2.5以下
5
PG
1.2d)
4.5以下
−
1.5以下e)
注a) 溶接姿勢の試験に使用するワイヤの径が規定の径より小さい場合には,最も大きな径で試
験を行い,比率によって調整する。
b) 又は2.4 mmまでの最大径
c) 又は立向上進溶接ができる最大径
d) 又は製造業者の推奨する径
e) へこみの最大値
JA.8
再試験
いずれかの試験で不合格であった場合には,倍数の試験を行い,いずれの結果も規定を満足していなけ
ればならない。再試験のための試験片は,試験材の残材から採取してもよいし,新たな試験板から採取し
てもよい。化学成分の場合は,不合格となった元素だけが規定に適合すればよい。再試験のすべての結果
が規定に適合しない場合には,規格に適合するとはみなされない。
試験片の作製から試験の実施を通して正規の手続きがなされていない試験は,試験の結果いかんにかか
わらず無効とする。この場合の再試験は,正規の手続きに従って繰り返されねばならず,正規の手続きが
とられていない試験には,倍数試験の要求は適用しない。
JA.9
技術的受渡条件
製品の受渡条件は,ISO 544及びISO 14344による。
JA.10 分類記号の例
ガスシールドアーク溶接によって,表JA.1に規定する19 12 3 Lの溶着金属が得られるワイヤで,フラ
ックスの種類が凝固速度の遅いルチール系(R)を用い混合ガスシールド(M)にて,下向及び水平すみ肉姿勢
(3)で行えるワイヤは,次のように呼ぶ。
フラックス入りワイヤ
ISO 17633-A-T 19 12 3 L R M 3
必す(須)部分
22
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 17633-A-T19 12 3 L R M
ここで
ISO 17633-A:規格番号
T:フラックス入りワイヤ
19 12 3 L:溶着金属の化学成分
R:フラックスの種類
M:シールドガスの種類
3:溶接姿勢
23
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応する国際規格との対比表
JIS Z 3323:2007 ステンレス鋼アーク溶接フラックス入りワイヤ及び溶加棒
ISO 17633:2004,Welding consumables−Tubular cored electrodes and rods for gas
shielded and non-gas shielded metal arc welding of stainless and heat-resisting steels
−Classification
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及び
名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
対応国際規格(ISO
17633)の環太平洋地域で
使用する規格に該当する
部分を採用。
1
EN 12073に該当
する部分(System
A)とSystem Bを
規定
削除
JISはSystem Bを規定
対応国際規格では,System A又は
System Bを選択してもよいとして
いる。
2 引用規格
3 用語及び定
義
JISでは対象溶接材料を
定義した。
−
追加
JISでは用語を追加した。
ISOへ追加提案する。
4 種類
3
一致
5 品質
5.1 b) 標準質量を追加
9
−
追加
ISO規格にはない標準質量
を追加した。
ISOへの標準質量の追加提案をす
る。
5.2 溶着金属の化学成分
を規定
4.2
−
追加
ISO規格にはない308N2,
308MoJ,309J,329J4L及び
Bi規制を追加した。
ISOへ追加提案する。
5.3 溶着金属の機械的性
質を規定
−
追加
ISO規格にはない308N2,
308MoJ,309J,329J4Lを追
加した。
ISOへ追加提案する。
2
Z
3
3
2
3
:
0
0
0
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
24
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及び
名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験
6.1 試験一般
6.1.1 分析試験及びすみ
肉溶接試験の試験板を規
定
7
すみ肉溶接試験
の試験板を規定
追加
ISO規格にはない引張試験
に使用する試験板を規定し
た。
ISOへ提案する。
6.1.2 試験板の鋼材とし
て,JIS G 3101及びJIS G
3106を引用した。
5
追加
JISに規定している鋼材としたが,
実質的な差異はない。
6.1.3 分析試験,引張試
験及びすみ肉溶接試験を
規定
7
引張試験及びす
み肉溶接試験を
規定
追加
分析試験を追加した。
ISOへ提案する。
6.1.4 溶接電流は,製造
業者が推奨する電流範囲
の最大値の70〜90 %と
し,その他の溶接条件は,
通常,製造業者が定める
標準条件と規定
すみ肉溶接の場
合だけ製造業者
が定めた標準条
件と規定
追加
JISは,標準条件以外も規定
した。
ISOへ提案する。
6.2 JIS 4規格
6
追加
対応国際規格では各国で用いられ
ている分析方法を認めているため
に追加した。
7 製品の呼び
方
種類,径及び質量で表示
10
種類で表示
追加
JISは,径と標準質量を追加
した。
ISOへ提案する。
8 表示
9
一致
9 包装
9
一致
10 検査証明
書
9
一致
附属書JA(参
考)
JISでは附属書(参考)と
した。
System Aを規定
対応国際規格では,System A,B
いずれかを使用できるとあり,B
を規定し,Aを参考とした。
2
Z
3
3
2
3
:
0
0
0
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
25
Z 3323:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 17633:2004:MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ··············· 技術的差異がない。
− 削除 ··············· 国際規格の規定項目又は規定内容を削除している。
− 追加 ··············· 国際規格にない規定項目又は規定内容を追加している。
− 選択 ··············· 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD··············· 国際規格を修正している。