Z3198-5:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人 日本溶接協会(JWES)から,工業
標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産
業大臣が制定した日本工業規格である。
はんだ付は、ソルダリングともいい、電子・電気機器、通信機器などの実装に使用する技術で、その使
用分野は広く、その接続の高信頼化への期待は大きい。
はんだ付に関する規格は、IEC、ISOなど国際規格をはじめ、国内外の規格があるが、この規格は、新エ
ネルギー・産業技術総合開発機構委託研究開発に基づく、「環境負荷低減化に対応したはんだ接続に必要な
試験方法等の標準化」研究の成果を基礎として用いた。
この規格は、環境に優しい“鉛を含まないはんだ”の継手の引張及びせん断試験方法に関したもので、
環境配慮規格としての位置付けのものである。
この規格の一部が、技術的性質をもつ特許権、出願公開後の特許出願、実用新案権、又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は、このような技術的性質をもつ特許権、出願公開後の特許出願、実用新案権、又は出願公開後の実用新
案登録出願にかかわる確認について、責任はもたない。
JIS Z 3198の規格群には、次に示す部編成がある。
JIS Z 3198‐1 鉛フリーはんだ試験方法−第1部:溶融温度範囲測定方法
JIS Z 3198‐2 鉛フリーはんだ試験方法−第2部:機械的特性試験方法−引張試験
JIS Z 3198‐3 鉛フリーはんだ試験方法−第3部:広がり試験方法
JIS Z 3198‐4 鉛フリーはんだ試験方法−第4部:ウェッティングバランス法及び接触角法によるぬ
れ性試験方法
JIS Z 3198‐5 鉛フリーはんだ試験方法−第5部:はんだ継手の引張及びせん断試験方法
JIS Z 3198‐6 鉛フリーはんだ試験方法−第6部:QFPリードのはんだ継手45度プル試験方法
JIS Z 3198‐7 鉛フリーはんだ試験方法−第7部:チップ部品のはんだ継手せん断試験方法
Z 3198-5:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 試験片 ··························································································································· 1
4.1 試験片の種類 ················································································································ 2
4.2 試験片の形状及び寸法 ···································································································· 2
5. 試験材、はんだ、フラックス及びはんだ付雰囲気 ·································································· 3
5.1 試験材 ························································································································· 3
5.2 はんだ ························································································································· 4
5.3 フラックス及びはんだ付雰囲気 ························································································ 4
6. 試験材のはんだ付 ············································································································ 4
7. 試験材の熱処理 ··············································································································· 5
8. 試験方法 ························································································································ 5
8.1 引張試験 ······················································································································ 5
8.2 せん断試験 ··················································································································· 5
9. 測定値の求め方 ··············································································································· 6
9.1 引張試験方法の場合 ······································································································· 6
9.2 せん断試験方法の場合 ···································································································· 6
10. 試験結果の記録 ············································································································· 6
Z3198-5:2003
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3198-5:2003
鉛フリーはんだ試験方法−第5部:はんだ継手の引
張及びせん断試験方法
Test methods for lead-free solders-Part 5:Methods for tensile tests and shear
tests on solder joints
序文 この規格は、鉛フリーはんだ継手の引張及びせん断試験方法について規定したもので、平成12年度
及び平成13年度に行われた“環境負荷低減化に対応したはんだ接続に必要な試験方法等の標準化”につい
ての新エネルギー・産業技術総合開発機構委託業務成果を元としている。
1. 適用範囲 この規格は、主に電気機器、電子機器、通信機器などの配線接続及び部品の接続などに用
いる鉛フリーはんだ継手の引張及びせん断試験方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0202 鉄鋼用語(試験)
JIS K 8034 アセトン(試薬)
JIS K 8180 塩酸(試薬)
JIS Z 2241 金属材料引張試験方法
JIS Z 3001 溶接用語
JIS Z 3282 はんだ−化学成分及び形状
3. 定義 この規格で用いる主な用語の定義は、JIS G 0202、JIS Z 3001及び、JIS Z 3282によるほか、次
による。
a) 鉛フリーはんだ 合金成分として、鉛を含まない“すず系はんだ”の総称。ここでは、電気・電子・
通信機器などの実装に使用する“すず−鉛系はんだ”に対応した用途の“鉛を含まないはんだ”。
b) フィレット はんだ継手において、継手のすき間からはみ出した、はんだの部分。
c) ボイド はんだ継手の中で、はんだの行き渡っていない空洞。
d) 引張強さ 引張試験における最大引張荷重を試験片の断面積で除した値。
e) せん断強さ はんだ継手の最大せん断荷重を、はんだ付面積で除した値。
f)
はんだ付面積 はんだ継手部の断面積。
Z 3198-5:2003
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.. 試験片
4.1
試験片の種類 試験片の種類は、試験の種類及び試験片の形状によって区分し、表1による。
表 1 試験片の種類
種類
形状
引張試験片
板材による突合せ継手
1号せん断試験片
板材によるせん断継手
2号せん断試験片
円板形状材によるせん断継手
4.2
試験片の形状及び寸法 試験片の形状及び寸法は次による。
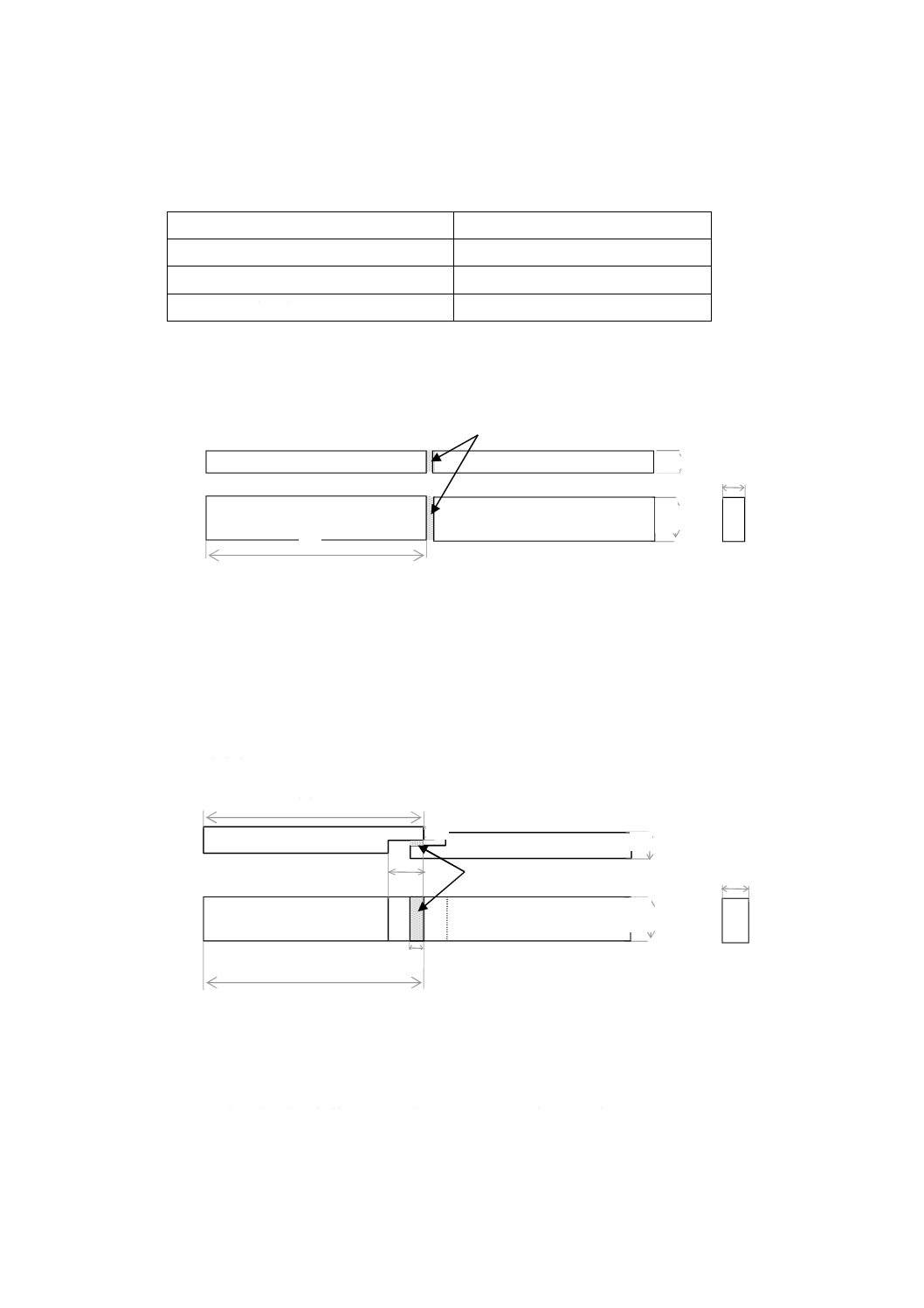
a) 引張試験片の形状及び寸法は、図1による。
図 1 引張試験片
備考1. 試験片の継手部は、はんだ付後機械仕上げし、フィレットは、完全に取り除いておかなけれ
ばならない。
2. はんだ継手部の表面粗さはRmax25Sとする。
3. 試験片を均一加熱できる接合装置を用いて接合し、接合後に継手部は端部まで十分にはんだ
付できていなければならない。
b) 1号せん断試験片の形状及び寸法は、図2による。
図 2 1号せん断試験片
備考1. 試験片の継手部のフィレットは、完全に取り除いておかなければならない。
2. はんだ継手部の表面粗さはRmax25Sとする。
3. 試験片を均一加熱できる接合装置を用いて接合し、接合後に継手部は端部まで十分には
んだ付できていなければならない。
はんだ付部
50
1
0
5
5
単位 mm
単位 mm
50
1
0
50
6
6
8
3
3
はんだ付部
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
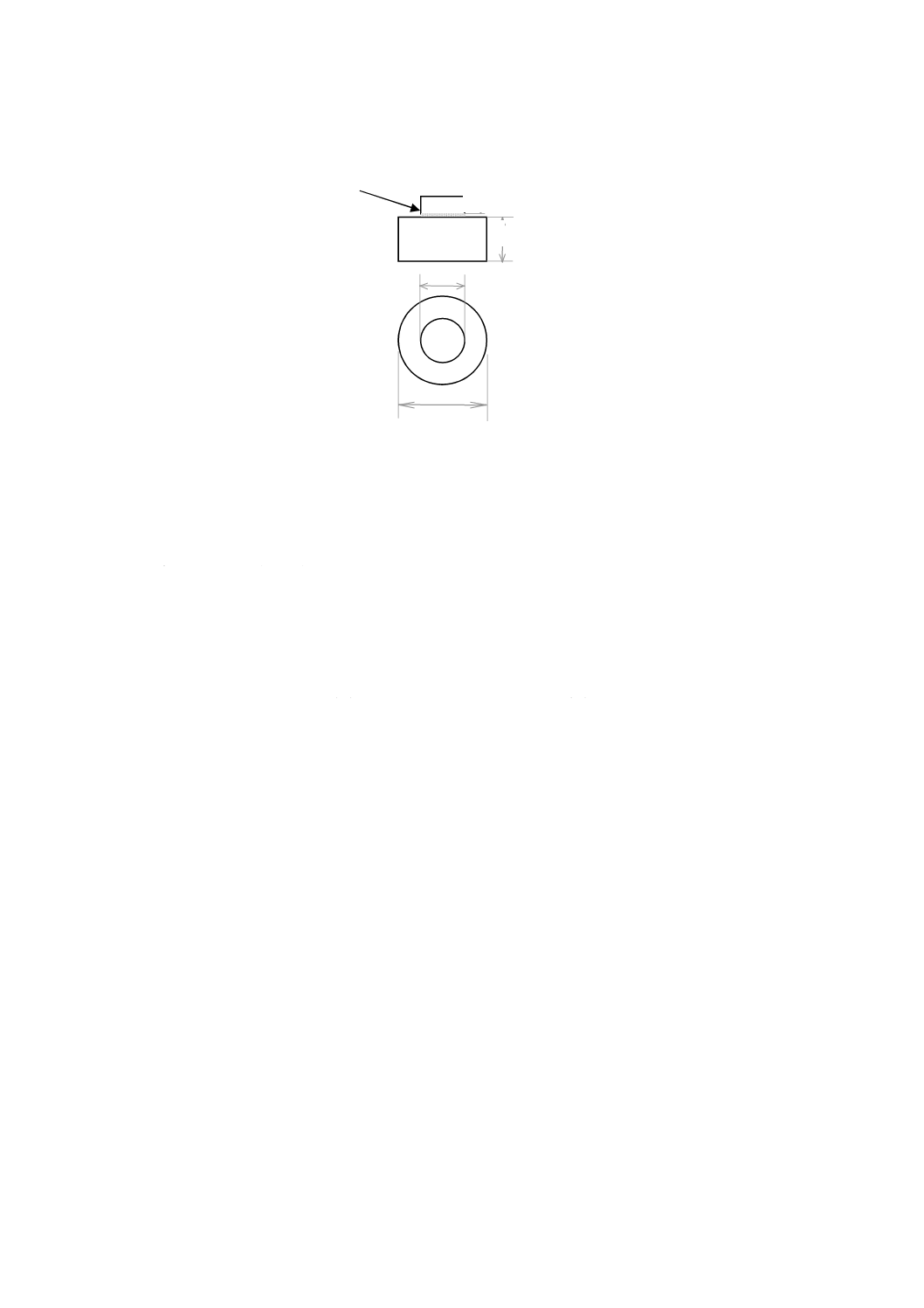
c) 2号せん断試験片の形状及び寸法は、図3による
図 3 2号せん断試験片
備考1. 試験片の継手部のフィレットは、完全に取り除いておかなければならない。
2. はんだ継手部の表面粗さはRmax25Sとする。
5. 試験材、はんだ、フラックス及びはんだ付雰囲気
5.1
試験材 試験材(母材 )は、次による。
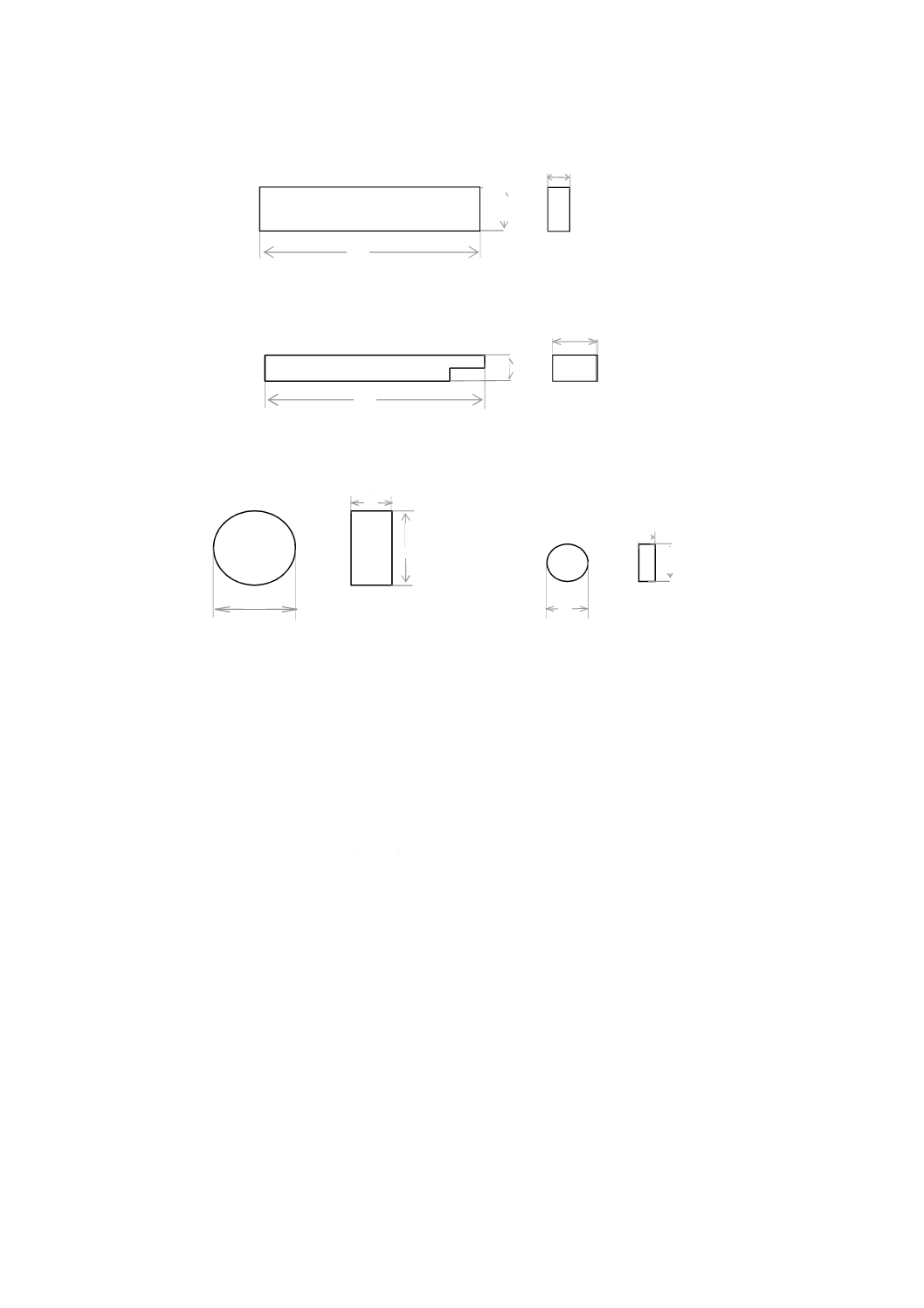
a) 試験材は、試験の目的によって材質を定め、その形状及び寸法は図4による。
なお、引張試験片試験材及び1号せん断試験片試験材の枚数は、各2枚とし、2号せん断試験片試
験材の枚数は、各1枚とする。
b) 試験材のはんだ付面は、機械加工などによって仕上げる。
c) はんだ付面は、JIS K 8034に適合する脱脂剤及びJIS K 8180に適合する酸洗液によって洗浄する。
d) 試験の目的に応じて、はんだ付面にめっき処理を行ってもよい。
5
10
単位 mm
5
2
はんだ付部
Z 3198-5:2003
(6)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 引張試験片試験材
b) 1号せん断試験片試験材
c) 2号せん断試験片試験材
図 4 試験材の形状及び寸法
5.2
はんだ 試験に用いるはんだは、次による。
a) 試験に用いるはんだの種類、形状及び供給方法は,受渡当事者間の協定によって選択し、ボイドなど
の欠陥の生じない健全な継手が形成できるものとする。
b) 試験に用いるはんだの量は、はんだ継手のすき間を満たすのに必要な量とする。
c) 試験に用いるはんだの表面は、適切な方法によって清浄にしなければならない。
5.3
フラックス及びはんだ付雰囲気 フラックス及びはんだ付雰囲気は、次による。
a) フラックス及びはんだ付雰囲気は、そのはんだ付に適したものを用いなければならない。
b) フラックス及びはんだ付面の全面にわたり均等に塗布しなければならない。
6. 試験材のはんだ付 試験材のはんだ付は、次による。
a) はんだ付の際、試験材のずれをなくすために適切なジグを使用する。
b) はんだ継手のすき間は、50〜400μmの範囲とする。ただし、試験結果の比較には、ほぼ同一のすき
間のものを選んで行わなければならない。
c) はんだ付装置は規定しないが,はんだ付温度を測定できる装置とする。
d) はんだ付温度は、用いるはんだの適正はんだ付温度範囲とする。
e) はんだ付時の加熱、冷却速度及び予熱温度などの温度条件は、試験の目的に応じて規定することとす
50
1
0
5
単位 mm
6
50
10
単位 mm
単位 mm
5
10
5
1
0
5
2
1)
2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る。
f)
継手全面にわたりはんだ厚さは均一で、できるだけ変形のないものでなければならない。
g) はんだ継手からはみ出した余分なはんだは、削り取らなければならない。
h) はんだ付後、試験材に付着しているフラックスは、適切な方法によって、完全に除去しなければなら
ない。
i)
試験材は、はんだ付後のゆがみの矯正を行ってはならない。
7. 試験材の熱処理 試験材の熱処理は、次による。
a) はんだ継手の熱処理後の強さを測定する場合には、はんだ付後の試験材に熱処理を行う。
b) 熱処理装置は規定しないが、熱処理温度を測定できる装置とする。
c) 熱処理温度、保持時間は、試験の目的に応じて規定する。
8. 試験方法
8.1
引張試験 引張試験片による試験方法は、次による。
a) 試験方法は、JIS Z 2241に規定する引張試験方法による。
b) 試験中、試験片には曲げ方向の力が掛からないようにしなければならない。
c) 引張速度は、1〜50mm/minとする。
d) 試験温度は10〜35℃の範囲とし、試験温度を記録する。特に、温度管理が必要な場合は23±5℃とす
る。
8.2
せん断試験
10.2.1 1号せん断試験片による試験 1号試験片による試験方法は、次による。
a) 試験方法は、JIS Z 2241に規定する引張試験方法による。
b) 試験中、試験片には曲げ方向の力が掛からないようにしなければならない。
c) 引張速度は、1〜50mm/minとする。
d) 試験温度は10〜35℃とし、試験温度を記録する。特に、温度管理が必要な場合は23±5℃とする。
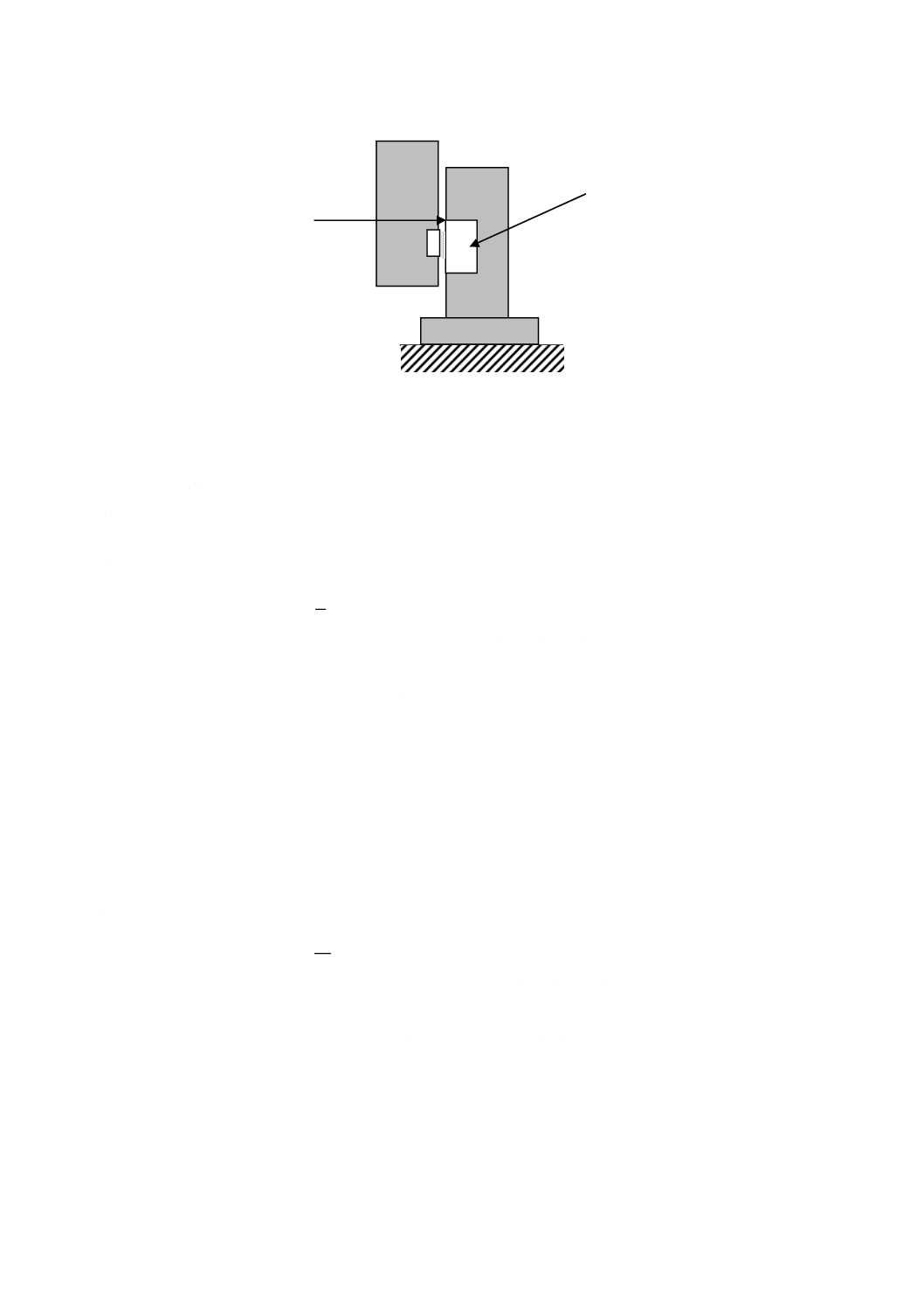
10.2.2 2号せん断試験片による試験 2号試験片による試験方法は次による。
a) 図5に示す試験装置を用い、JIS Z 2241に規定する引張試験方法によって試験する。
b) せん断ジグが試験片と接触する面は、平面とする。
c) せん断ジグの高さは、0.1mmの精度で調整できることとする。
d) 試験片の固定は、荷重負荷時に移動しないよう適切に行わなければならない。
e) せん断ジグの高さは、基準面からはんだ層の厚さ+0.2〜0.7mmの範囲とする。
f)
試験速度は1〜50mm/minの範囲とする。
g) 試験温度は10〜35℃とし、試験温度を記録する。特に、温度管理が必要な場合は23±5℃とする。
Z 3198-5:2003
(8)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 5 試験装置の構成例
9. 測定値の求め方 測定値の求め方は、次による。
9.1
引張試験方法の場合 引張試験方法における測定値の求め方は、次による。
a) はんだ付後の面積は、適当な測定器によって、継手幅、継手厚さとも0.1mmの値まで測定し、継手幅
に継手厚さを乗じた値とする。
b) はんだ継手の引張強さは、次の式によって求める。
A
P
σ=
ここに σ:はんだ継手の引張強さ(N/㎜2)
P:はんだ継手の最大破断荷重(N)
A:試験前のはんだ付面積(㎜2)
c) 破断位置がはんだ中であるか界面であるかを、適切な観察装置によって観察する。
9.2
せん断試験方法の場合 せん断試験方法における測定値の求め方は、次による。
a) 1号せん断試験片のはんだ付後の面積は、適当な測定器によって、継手幅、継手厚さとも0.1mmの値
まで測定し、継手幅に継手厚さを乗じた値とする。
b) 2号せん断試験片のはんだ付後の面積は、直交する2ヶ所の試験片直径を特定な測定器によって、
0.1mmの値まで測定し、その平均値を直径とした円の面積とする。
c) はんだ継手の引張強さは、次の式によって求める。
A
Ps
τ=
ここに τ:はんだ継手のせん断強さ(N/㎜2)
Ps:はんだ継手の最大破断荷重(N)
A:試験前のはんだ付面積(㎜2)
d) 破断位置がはんだ中であるか界面であるかを、適切な観察装置によって観察する。
10. 試験結果の記録 試験結果の記録は、次による。
a) 試験年月日
円板形継手
基準面
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 試験場所
c) 試験材の名称及び種類
d) めっきの有無及びめっきの種類
e) 試験片の種類
f)
はんだの種類
g) フラックスの種類及びはんだ付雰囲気の条件
h) はんだ付方法(加熱方法、予熱温度、はんだ付温度、保持時間、加熱速度、冷却速度など)
i)
熱処理の有無及び熱処理条件(温度及び保持時間)
j)
はんだ層の厚さ
k) はんだ付継手の引張強さ又はせん断強さ
l)
破断位置
m) 試験温度
参考規格:JIS Z 3192 ろう付継手の引張及びせん断試験方法