Z 3090:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)から,工業標
準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業
大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 17637:2003,Non-destructive testing
of welds―Visual testing of fusion-welded joints を基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS Z XXXXには,次に示す附属書がある。
附属書1(参考)試験器具の例
附属書2(参考)JISと対応する国際規格との対比表
Z 3090:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1.適用範囲························································································································· 1
2.引用規格························································································································· 1
3.定義······························································································································· 1
4.試験条件及び器具 ············································································································· 1
5.試験技術者 ······················································································································ 2
6.試験の種類 ······················································································································ 2
7.外観試験························································································································· 2
7.1 一般事項 ························································································································ 2
7.2 溶接前の外観試験 ············································································································ 2
7.3 溶接中の外観試験 ············································································································ 2
7.4 溶接後の外観試験 ············································································································ 3
7.4.1 清浄及び仕上げ ············································································································· 3
7.4.2 形状と寸法 ··················································································································· 3
7.4.3 ルートと表面 ················································································································ 3
7.4.4 溶接後熱処理 ················································································································ 3
7.5 補修溶接部の外観試験 ······································································································ 4
7.5.1 部分除去溶接部 ············································································································· 4
7.5.2 完全除去溶接部 ············································································································· 4
8.試験記録························································································································· 4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 3090:2005
溶融溶接継手の外観試験方法
Visual testing method of fusion-welded joints
序文 この規格は,2003年に第1版として発行されたISO 17637,Non-destructive testing of welds―Visual
testing of fusion-welded joints を翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書2(参考)に示す。
1. 適用範囲 この規格は,金属材料の溶融溶接継手の外観試験方法について規定する。
なお,この規格は,溶接施工前の継手の外観試験に対しても適用する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 17637:2003,Non-destructive testing of welds―Visual testing of fusion-welded joints (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 2300 非破壊試験用語
JIS Z 3001 溶接用語
3. 定義 この規格で用いる主な用語の定義は,JIS Z 2300及びJIS Z 3001によるほか,次による。
a) 受入れ基準(acceptance standard) 適用規格,製品規格又はその他の合意された規格で定められた基準。
b) 許容基準(acceptance criteria) 外観試験を実施して,溶接継手が合格又は不合格かを決定するために
用いられる基準。
4. 試験条件及び器具
a) 試験表面の明るさは最低350 lxとする。ただし,500 lxが望ましい。
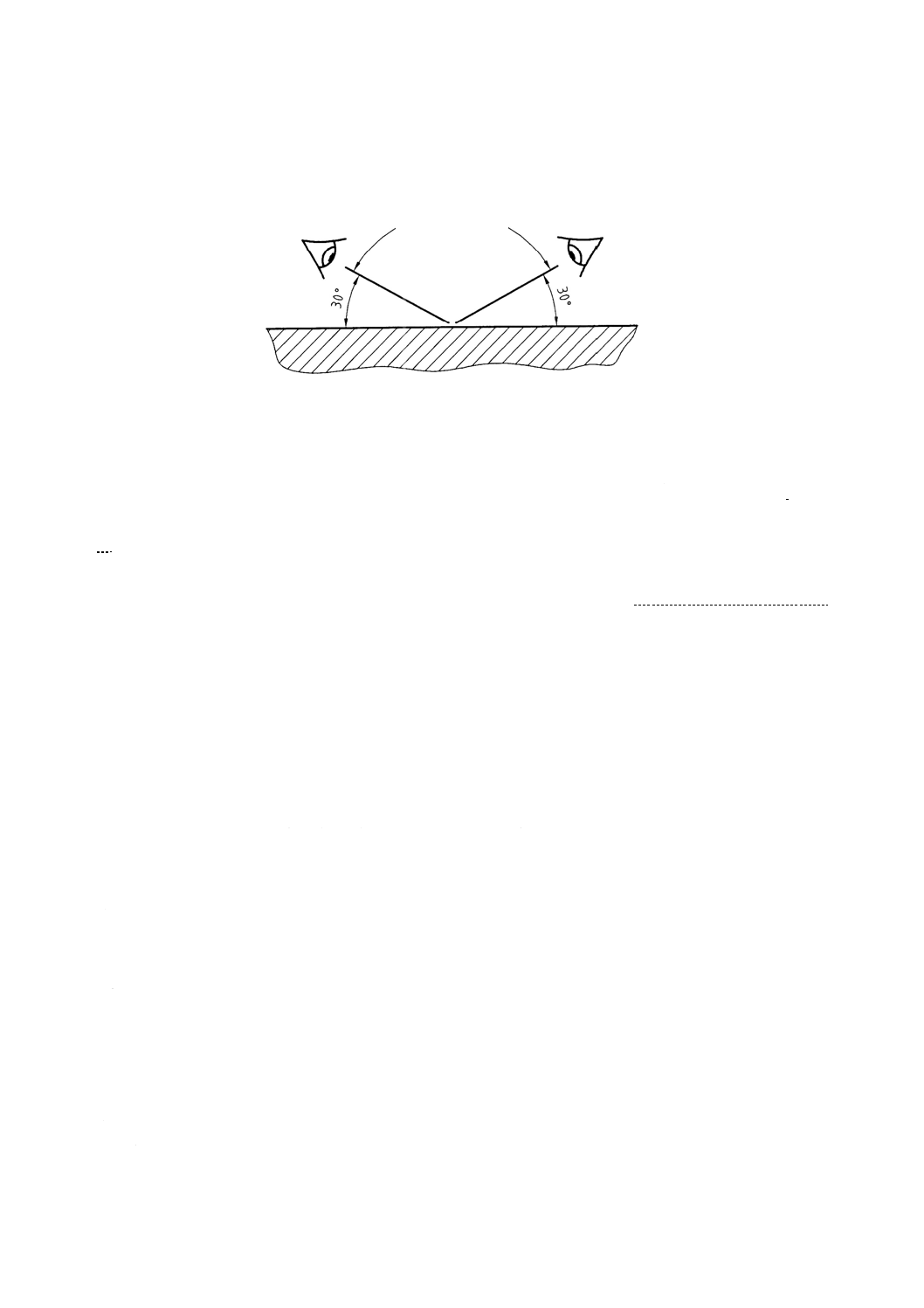
b) 目視による場合は,目の位置を試験表面から600mm以内で試験面に対して30°以上の角度になるよ
うに近づいて観察する(図1参照)。
c) 図1に示すように近づいて観察することができないとき又は適用規格若しくは製品規格によって器具
を用いた観察を規定しているときは,鏡,ボアスコープ,ファイバスコープ,カメラなどを用いた遠
方からの観察を行う。
d) 不完全部と他の部分との間のコントラストを増加させるために,光源を追加してもよい。
e) 外観試験の結果では判定できない場合は,他の非破壊試験を追加することが望ましい。
f)
外観試験に使用する器具の例を附属書1に示す。
2
Z 3090:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 試験面の観察
5. 試験技術者 試験技術者は,必要な試験項目に関する基礎知識を有し,母材及び溶接継手の性質,溶
接施工方法,適用規格・仕様,計測器の性能及び使用などに必要な知識と経験を有する者とする。
6. 試験の種類 外観試験は,目視試験及び計測試験によって構成される。目視試験は,溶接継手及びそ
の周辺全般について,目視によってその形状・きずなどを確認する。必要に応じて,附属書1の1. に記載
した補助器具を用いる。 計測試験は,継手の形状・きずなどを附属書1の2. に記載した計測器を用いて
測定する試験をいう。
7. 外観試験
7.1
一般事項 外観試験を必要とする範囲は,この規格によって限定するものではなく,適用規格又は
製品規格を参照することによって事前に決定するものとする。
試験技術者は,必要な試験及び施工に関する書類を予め調査することとする。
溶接前,溶接中又は溶接後のいずれの外観試験も,物理的に接近可能な状態で実施するものとする。こ
れには,表面処理の試験も含まれる。
7.2
溶接前の外観試験 溶接前に外観試験が要求される場合は,継手に対して以下の確認を行うものと
する。
a) 溶接施工前の形状及び寸法が,溶接施工要領書で規定される要求事項を満足していること。
b) 開先面及びその近傍の表面は清浄であり,要求される表面処理が適用規格又は製品規格に従って実施
されていること。
c) 溶接する部材どうしが図面又は指示書のとおりに正しく取り付けられていること。
7.3
溶接中の外観試験 要求がある場合には,溶接施工中に以下の確認を行うものとする。
a) 溶接金属の各パス及び各層は,次の溶接が行われる前に清浄にしてあること。特に,開先面と溶接金
属の接合部に注意を払う。
b) 割れやピンホールなどの不完全部がないこと。もし不完全部が観察された場合は,記録したうえで,
次の層を溶接する前に取り除く処置をとる。
c) パス間の境界及び母材と溶接金属の境界が,次の層を溶接する際に十分な溶込みが可能なように形成
されていること。
観察の範囲
3
Z 3090:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) ガウジングの深さ及び形状が,溶接施工要領書に従っていること,又は規定のとおり溶接金属を完全
に取り除いていることを確認するために,元の開先の形状と比較する。
e) 必要な補修又は修整の後については,溶接部が溶接施工要領書の要求に適合していること。
7.4
溶接後の外観試験 溶接後は,適用規格,製品規格の要求事項又はその他の合意された許容基準を
満足しているかを判断するために試験を実施する。溶接後は,少なくとも7.4.1〜7.4.4に規定する要求事項
に従って試験するものとする。
7.4.1
清掃及び仕上げ 溶接部について以下の確認を行うものとする。
a) 不完全部が覆い隠されることを防ぐため,すべてのスラグが手又は機械的方法で取り除かれているこ
と。
b) 工具類のこん(痕)跡,衝突などの跡がないこと。
c) 溶接部表面の仕上げが必要な場合は,グラインダによる継手部の過熱,きず及び不均等な仕上げがな
いこと。
d) すみ肉溶接部や突合せ溶接部の表面仕上げを行う場合は,母材との境界をへこみができないようにス
ムーズに仕上げられていること。
もし,仕上げなどが原因による不完全部があれば,修整処置がとれるように報告する。
7.4.2
形状と寸法 溶接部について以下の確認を行うものとする。
a) 溶接部表面の形状・寸法及び余盛の高さが受入れ基準の要求事項を満足していること。
b) 溶接部表面は規則的であること。 ウィービングの形状及びピッチが一様で良好な外観を呈しているこ
と。 溶接施工要領書に要求がある場合には,最終層の中央と開先中央とのずれ又はビードの位置が測
定されていること。
c) 溶接幅が継手全体で均一であり,溶接図面又は受入れ基準の要求事項を満足していること。突合せ溶
接部の場合は,開先が完全に溶融していること。
d) 目違い及び角変形が受入れ基準の要求事項を満足していること。
7.4.3
ルートと表面 溶接部が目視できる部分,例えば突合せ片面溶接継手のルート部や溶接部表面は,
受入れ基準の要求事項から外れていないかを試験するものとする。
溶接部について以下の確認を行うものとする。
a) 突合せ片面溶接継手の場合は,溶込み,ルートのへこみ,溶落ち又は収縮溝が溶接継手全体において,
受入れ基準の要求事項を満足すること。
b) アンダカット及びオーバラップがすべて受入れ基準の要求事項を満足すること。
c) 溶接金属及び熱影響部において,必要に応じて光学器具を用いて検出した割れ,ピットなどの不完全
部が,すべて適切な許容基準を満足すること。
d) 機器の製造過程又は組立ての際,一時的に溶接したジグなどが試験を実施する際に障害となる場合は,
対象物に損傷を与えないようにして取り除くこと。 ジグなどが取り付けられていたところに,割れが
ないこと。
e) アークストライクがすべて受入れ基準の要求事項を満足すること。
7.4.4
溶接後熱処理 溶接後熱処理の後に,更に外観試験を要求してもよい。
7.5
補修溶接部の外観試験 溶接部の全体又は一部が許容基準の範囲外である場合は,溶接継手は再溶
接前に7.5.1及び7.5.2に従って試験するものとする。
補修溶接部はすべて,元の溶接と同じ要求事項に従って再試験するものとする。
4
Z 3090:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5.1
部分除去溶接部 不完全部すべてを取り除くために十分な深さ及び長さでガウジングされている
ものとする。ガウジングは,はつりとった両端及び側面が溶接金属の表面に対して斜めに仕上げるものと
する。幅及び形状は適切な再溶接が行える状態とする。
7.5.2
完全除去溶接部 欠陥溶接部を完全に除去した場合,開先部の形状・寸法は,部材の切替え又は追
加の要否にかかわらず元の溶接で規定される要求事項を満足していること。
8. 試験記録 試験記録が要求される場合は,少なくとも以下に示す項目を含めることが望ましい。
a) 施工業者の名称
b) 試験機関の名称,(上記a)と異なる場合)
c) 試験対象箇所の確認
d) 材料
e) 継手形状
f)
材料の厚さ
g) 溶接方法
h) 受入れ基準及び許容基準
i)
許容基準を超える不完全部及びその位置
j)
適切な図面に基づいた試験範囲
k) 使用した試験器具
l)
許容基準に基づいた試験結果
m) 試験技術者の氏名及び試験実施日
試験で合格となった溶接部は,適切な印を付けるか識別することが望ましい。
溶接部の恒久的な外観試験結果の保存が要求される場合は,写真,スケッチ又はその両方を用いて不完
全部が明瞭に分かるように記録する。
5
Z 3090:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)試験器具の例
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
1. 補助器具 溶融溶接継手の外観試験に用いる補助器具を次に示す。
a) 2倍から5倍まで拡大できる拡大鏡。レンズは目盛がついていることが望ましい。
b) 照明具
c) 接近することが限定される溶接部を目視するためには,鏡,内視鏡,ボアスコープ,ファイバスコー
プ又はテレビカメラを用いてもよい。
2. 計測器 溶融溶接継手の外観試験に用いる計測器を次に示す。
a) 1mm以下の目盛のついた直定規又は巻尺
b) ノギス
c) 0.1mmから3mmまでの間で最大0.1mm刻みですき間が測定できるすき間ゲージ
d) 半径ゲージ
e) 半径又は幅が1mmで先端が丸みをもつ鋼線からなる表面形状ゲージ
f)
溶接部用印象材。例えば,低温固化プラスチック又は粘土
g) 契約当事者間で同意を得た他の器具,例えば,特定の仕様で設計された溶接ゲージ,高さ・深さゲー
ジ,分度器又は限界ゲージ
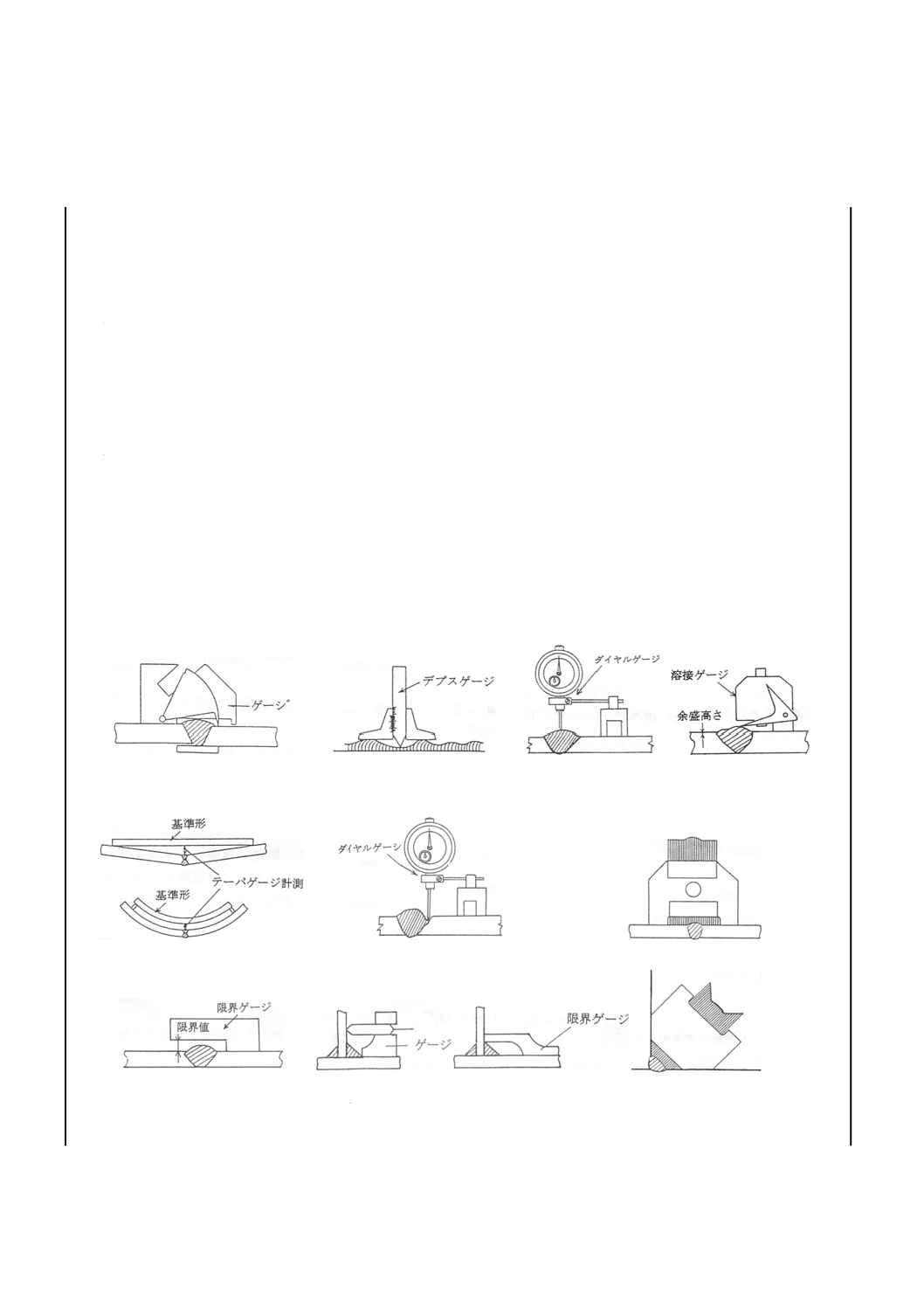
3. 代表的な測定器具及びゲージ類 代表的な測定器具及びゲージ類を附属書1図1に示す。
a) 溶接ゲージによる目違いのチェックb) デプスゲージによるビード表面の凹凸のチェックc) 溶接ゲージ及びダイヤルゲージによる余盛高さのチェック
d) 基準形とテーパゲージによる角変形のチェック e) ダイヤルゲージによるアンダカットのチェック
f) 限界ゲージによる余盛高さのチェック g) すみ肉溶接のサイズ計測ゲージの例 h) 表面形状ゲージの例
附属書1図 1 代表的な測定器具及びゲージ類
6
Z 3090:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考)JISと対応する国際規格との対比表
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
JIS Z XXXX:2005 溶融溶接継手の外観試験方法
ISO17637:2003 溶接部の非破壊試験―溶融溶接継手の目視試験
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体,附属書
表示方法:側線又は点線の下線
(Ⅴ)JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ご
との評
価
技術的差異の内容
1.
適用
範囲
ISOに合わせて溶接施工前の
継手にも適用することを明記
した。
ISO17637 1.
金属材料の溶融溶接部が適用
範囲であるが,継手の溶接施
工前にも適用する。
IDT
2.
引用
規格
非破壊試験及び溶接用語に関
するJISを引用した。
MOD/
追加
引用した規格はいずれもISO に
対応するJIS であり,ISO の規
定と同等である。
内容の理解を深めるため追加した項目
であり,規定内容に影響するものでは
ない。
引用規格はJISであり,特にISOへの
提案は不要と考えられる。
3.
定義
JIS溶接用語以外で,特に重要
と考えられる以下の2語を定
義した。
acceptance standard(受入れ基
準)
acceptance criteria(許容基準)
MOD/
追加
「受入れ基準」及び「許容基準」
は,きずの評価,製品の合否判定
を行うに当たって非常に重要な
用語となることから特に用語の
定義として取り上げた。
内容が正確に理解されることを目的と
して追加した項目であり,規定内容に
影響を与えるものではない。
ISO原文においても,”acceptance
standard”及び”acceptance criteria”の用語
の意味は明瞭に定義した方が良いと思
われる。次回ISO改正の際に提案する
ことを検討する。
7
Z 3090:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z XXXX:2005 溶融溶接継手の外観試験方法
ISO17637:2003 溶接部の非破壊試験―溶融溶接継手の目視試験
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体,附属書
表示方法:側線又は点線の下線
(Ⅴ)JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ご
との評
価
技術的差異の内容
4.
試験
条件
及び
器具
ISOと同様に,試験実施の環
境及び器具の使用について規
定した。
2.
試験条件及び器具
試験実施の環境及び器具の使
用について規定している。
IDT
5.
試験
技術
者
基本的な要求事項として基礎
知識と経験を規定した。
3.
資格及び能力を有するものと
して,非破壊試験技術の
ISO9712又は同等のレベルの
技術者を推奨している。
MOD/
追加
一般に国内で非破壊検査技術者
に対して要求される事項を規定
した。ISO9712に対応するJIS Z
2305にもとづく認証(外観検査)は
行っていないことから現時点で
はそれらを引用していない。
国内における溶接施工管理技術者を想
定して基本的な要求事項を規定した
が,特にISOへの反映は不要と考える。
外観試験の認証制度が国内において開
始された時点でJISの改正を検討する。
6.
試験
の種
類
目視試験と計測試験とに分類
することを規定した。
MOD/
追加
ISOの規定にはないが,目視によ
るきずの検出と器具を用いた計
測に分類した。
附属書1の試験器具を,目視試験に用
いる補助器具と計測試験に用いる計測
器に分かりやすく分類することを目的
とした。
ISOよりJISの方が内容を理解しやす
いと思われるため,次回の改正の際に
ISOへの提案を検討する。
8
Z 3090:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z XXXX:2005 溶融溶接継手の外観試験方法
ISO17637:2003 溶接部の非破壊試験―溶融溶接継手の目視試験
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体,附属書
表示方法:側線又は点線の下線
(Ⅴ)JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ご
との評
価
技術的差異の内容
7.
外観
試験
ISOに合わせて,溶接前,溶
接中,溶接後及び補修溶接後
に分けて試験方法を規定し
た。ただし,溶接後の外観試
験の適用規格としてのISOは
引用していない。
4.
溶接前,溶接中,溶接後及び
補修溶接後に分けて試験方法
を規定している。また,溶接
後の外観試験の適用規格の例
として,ISO5817,ISO10042
及びISO17635を引用してい
る。
MOD
/追加
JISでは,溶接後の外観試験に関す
るISOを引用していない。
溶接後の外観試験の「形状と寸法」
の項目の最後に,目違い及び角変
形の規定を追加した。
ISO原文では,4.,4.4及び4.5の
最初に”General”の表題がある
が,一つの項目の中に同じ表題が
3つも含まれることは不適切と思
われるため,表題を削除して文章
のみとした。
溶接終了後の外観試験の適用規格の例
であり,JIS化されていないため省略し
た。特にISOへの提案は不要と考えら
れる。
国内では,目違い及び角変形が,受入
れ基準の要求事項として重要な位置付
けにあるため追加した。
次回の改正の際にISOへの提案を検討
する。
規定内容に影響するものではなく,JIS
の方が内容的に適切であることから次
回の改正の際に ”General”の表題を
削除することを提案する。
8.
試験
記録
試験記録項目を規定。
5.
試験記録項目を規定。
IDT
JIS と国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
−IDT・・・・・・・・・・・・技術的差異がない。
−MOD/追加・・・・国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
−MOD・・・・・・・・・・国際規格を修正している。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3090:2005