Z 2248:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試験の原理 ······················································································································ 1
5 試験片の形状並びに試験片の採取及び作製 ············································································ 2
5.1 一般事項 ······················································································································ 2
5.2 1号試験片 ···················································································································· 2
5.3 2号試験片 ···················································································································· 2
5.4 3号試験片 ···················································································································· 3
5.5 りょうの仕上げ ············································································································· 3
5.6 鍛造品,鋳造品及び半製品から採取する試験片 ···································································· 3
6 試験方法························································································································· 4
6.1 押曲げ法 ······················································································································ 4
6.2 巻付け法 ······················································································································ 5
6.3 Vブロック法 ················································································································ 6
6.4 試験温度 ······················································································································ 6
6.5 曲げ角度及び曲げ内側半径 ······························································································ 7
7 結果の判定 ······················································································································ 7
8 報告······························································································································· 7
附属書A(参考)押金具の変位による曲げ角度の計算方法 ··························································· 8
附属書JA(参考)JISと対応する国際規格との対比表 ································································· 9
Z 2248:2006
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄鋼
連盟(JISF)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申
出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 2248:1996は改正されこの規格に置き換えられ,また,JIS Z 2204:1996は廃止され,
この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2248:2006
金属材料曲げ試験方法
Metallic materials-Bend test
序文
この規格は,2005年に第2版として発行されたISO 7438を基に作成した日本工業規格であるが,技術
的内容を変更して作成した日本工業規格である。
なお,ISO 7438の附属書A(参考)“押金具の変位による曲げ角度の計算方法”を附属書Aに参考とし
て示す。また,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項で
ある。変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,金属材料の曲げ試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7438:2005,Metallic materials−Bend test (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS G 0202 鉄鋼用語(試験)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS G 0202によるほか,次による。
3.1
試験力
試験の目的で試験片に加える力。
4
試験の原理
円形,正方形,長方形又は多角形断面の試験片を一定方向に規定の角度まで曲げ,試験片の湾曲部の外
側の裂けきず,その他の欠点の有無を調べる。曲げは,ねじれのないように,試験片の軸が曲げの軸に対
して垂直な平面内に保たれるように行う。また,180°曲げの場合には,材料規格の要求によって,お互い
に密着するまで曲げるか,又は規定の距離に保つための挟み物を挿入して規定の距離で平行になるまで曲
げる。
2
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
試験片の形状並びに試験片の採取及び作製
5.1
一般事項
試験片は,その形状によって1号試験片,2号試験片及び3号試験片に区別し,それらの寸法は,5.2,
5.3及び5.4による。また,試験片の採取及び作製は,それぞれの日本工業規格の材料規格によって規定す
ることとし,特に規定された場合のほかは,試験片となる部分への不必要な変形又は加熱を避ける。
受渡当事者間の協定によって,試験片の厚さ及び幅は,5.2,5.3及び5.4に規定する値より大きくしても
よい。
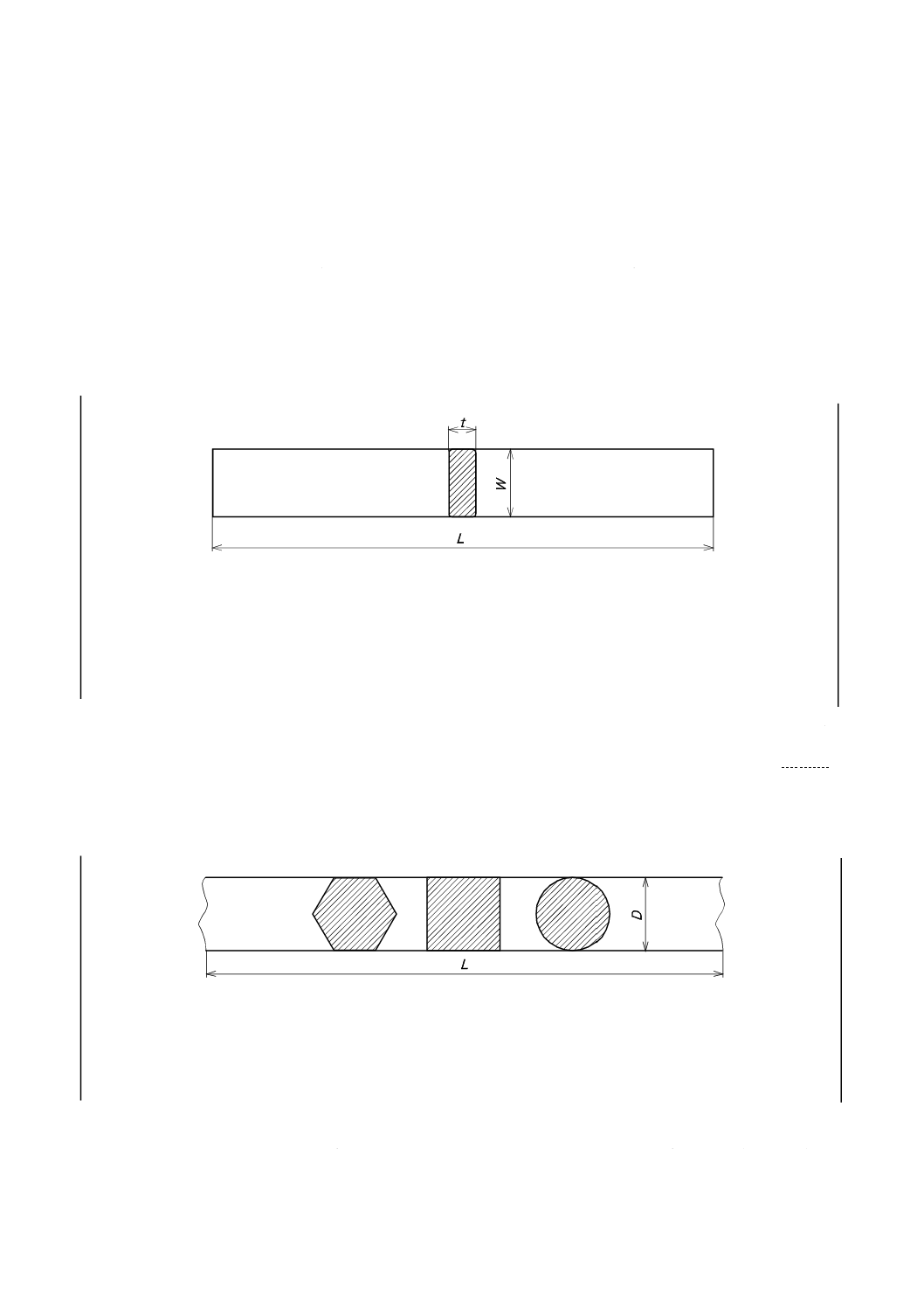
5.2
1号試験片
この試験片は,主として厚さ3 mm以上の金属板,条及び形材の曲げ試験に用いる(図1参照)。
t:厚さ(元の厚さ)
W:幅 (20〜50) mm
L:長さ(試験片の厚さ及び使用する試験装置による。)
図1−1号試験片
なお,規定の幅が得られない場合は,製作可能な最大幅とする。また,元の厚さが25 mmを超える場合
は,片面だけを削って仕上げた減厚試験片としてもよい。ただし,その場合は,試験片の厚さは25 mm以
上とする。このような試験片を曲げる場合には,機械加工を行っていない面を湾曲の外側に置く。切断加
工によって生じた側面は,必要に応じて機械仕上げを行う。
5.3
2号試験片
この試験片は,主として棒鋼及び非鉄金属棒の曲げ試験に用いる(図2参照)。
D a):直径(円形断面の場合)又は内接円直径(多角形断面の場合)
注a) 元の寸法とする。
L:長さ(長さは,試験片のD及び使用する試験装置による。)
図2−2号試験片
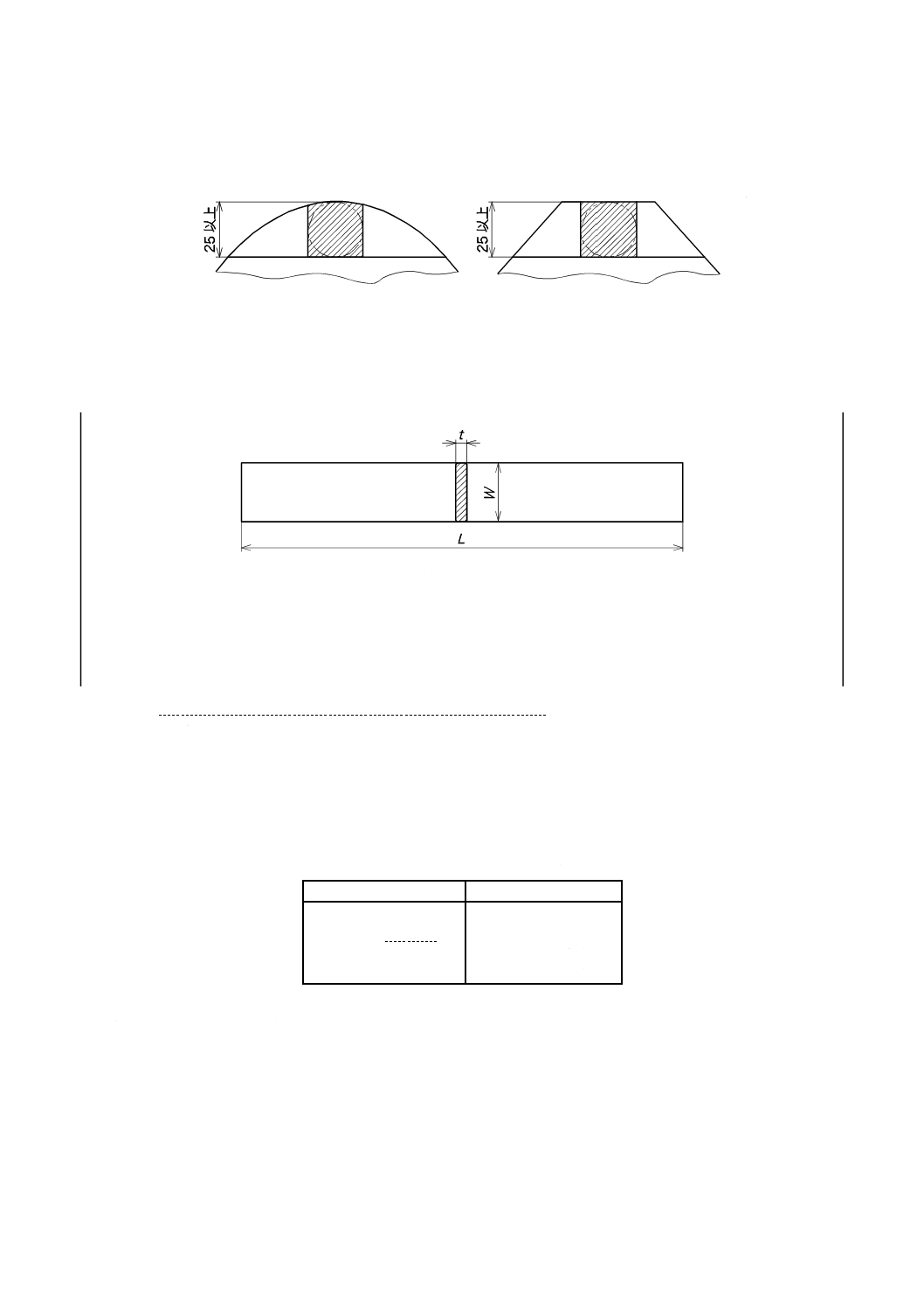
なお,元の直径又は内接円直径が30 mmを超える場合は,試験装置によっては,元の材料表面を一部残
すようにして,機械加工によって,内接円直径が25 mm以上となるところまで仕上げてもよい(図3参照)。
3
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
このような試験片を曲げるには,機械加工していない面を湾曲の外側に置く。
単位 mm
図3−試験片の直径又は内接円直径が30 mmを超え,減厚が必要な場合の機械仕上げ方法
5.4
3号試験片
この試験片は,主として厚さ3 mm未満の金属板の曲げ試験に用いる(図4参照)。
t:厚さ(元の厚さ)
W:幅 (15〜50) mm
L:長さ(試験片の厚さ及び使用する試験装置による。)
図4−3号試験片
なお,規定の幅が得られない場合は,製作可能な最大幅とする。切断によってできた側面は,必要に応
じ機械仕上げを行う。
5.5
りょうの仕上げ
断面が,く(矩)形の試験片のりょうには,必要に応じ表1に示す丸みを付ける。
表1−りょうの仕上げ
単位 mm
試験片の厚さ
丸み(半径)
10未満
1.0以下
10以上 15未満
厚さの1/10以下
15以上 50未満
1.5以下
50以上
3.0以下
5.6
鍛造品,鋳造品及び半製品から採取する試験片
鍛造品,鋳造品及び半製品から採取する試験片の形状及び採取方法は,材料規格又は受渡当事者間の協
定による。
6
試験方法
注記 試験中は,適切な安全上の対策及び防護装置が適用されなければならない。
4
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
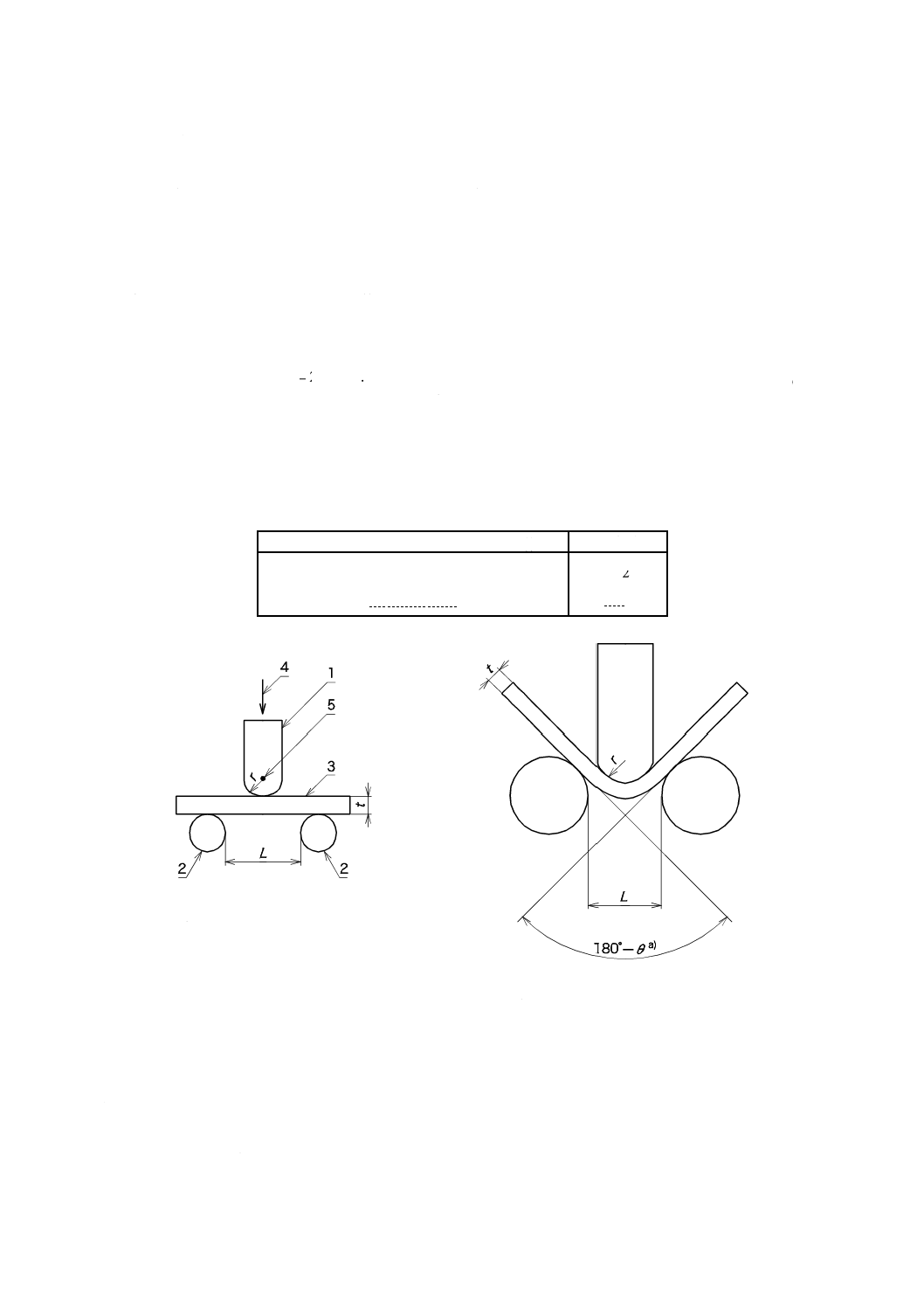
6.1
押曲げ法
押曲げ法による試験は,次による。
a) 支えと押金具の軸とは,互いに平行とする。また,押金具及び支えの試験片に接する面には潤滑剤(油
など)を塗布してもよい。
b) 押金具の先端部は,規定の内側半径に等しい半径の円筒面とし,円筒面の長さは,試験片の幅より大
きくする。
c) 支えの試験片に接する部分は,円筒面とし,その半径は10 mm以上とする。
d) 支え間の距離は,式(1)による(図5参照)。支え間の距離の許容差は,表2による。
t
r
L
3
2+
=
··············································································· (1)
ここに,
L: 2個の支え間の距離 (mm)
r: 内側半径 (mm)
t: 試験片の厚さ,直径又は内接円直径 (mm)
表2−支え間の距離の許容差
単位 mm
試験片の厚さ,直径又は内接円直径 (t)
許容差
10を超えるもの
±2t
10以下のもの
±5
注a)
θは,規定の曲げ角度である。
図5−押曲げ法
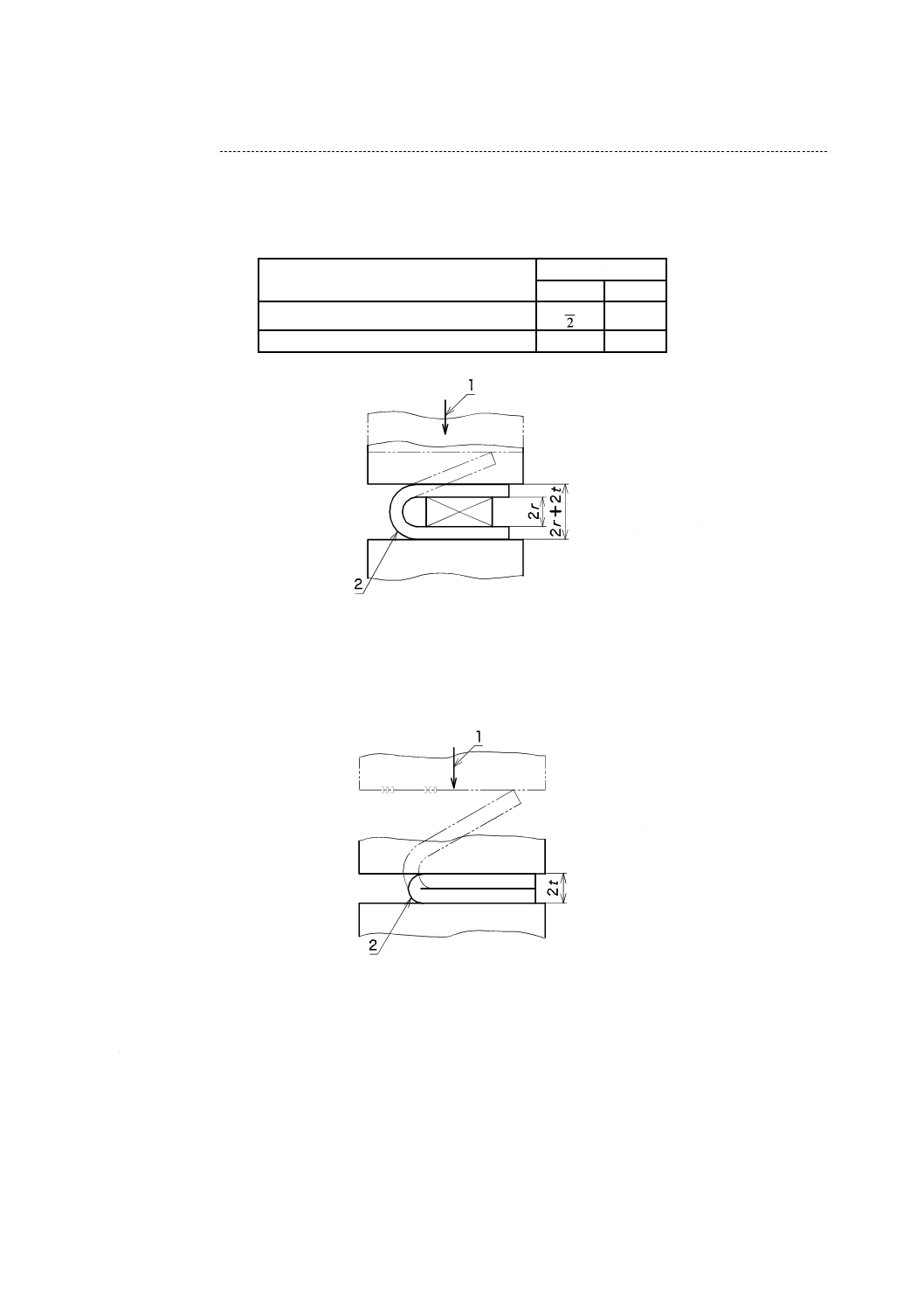
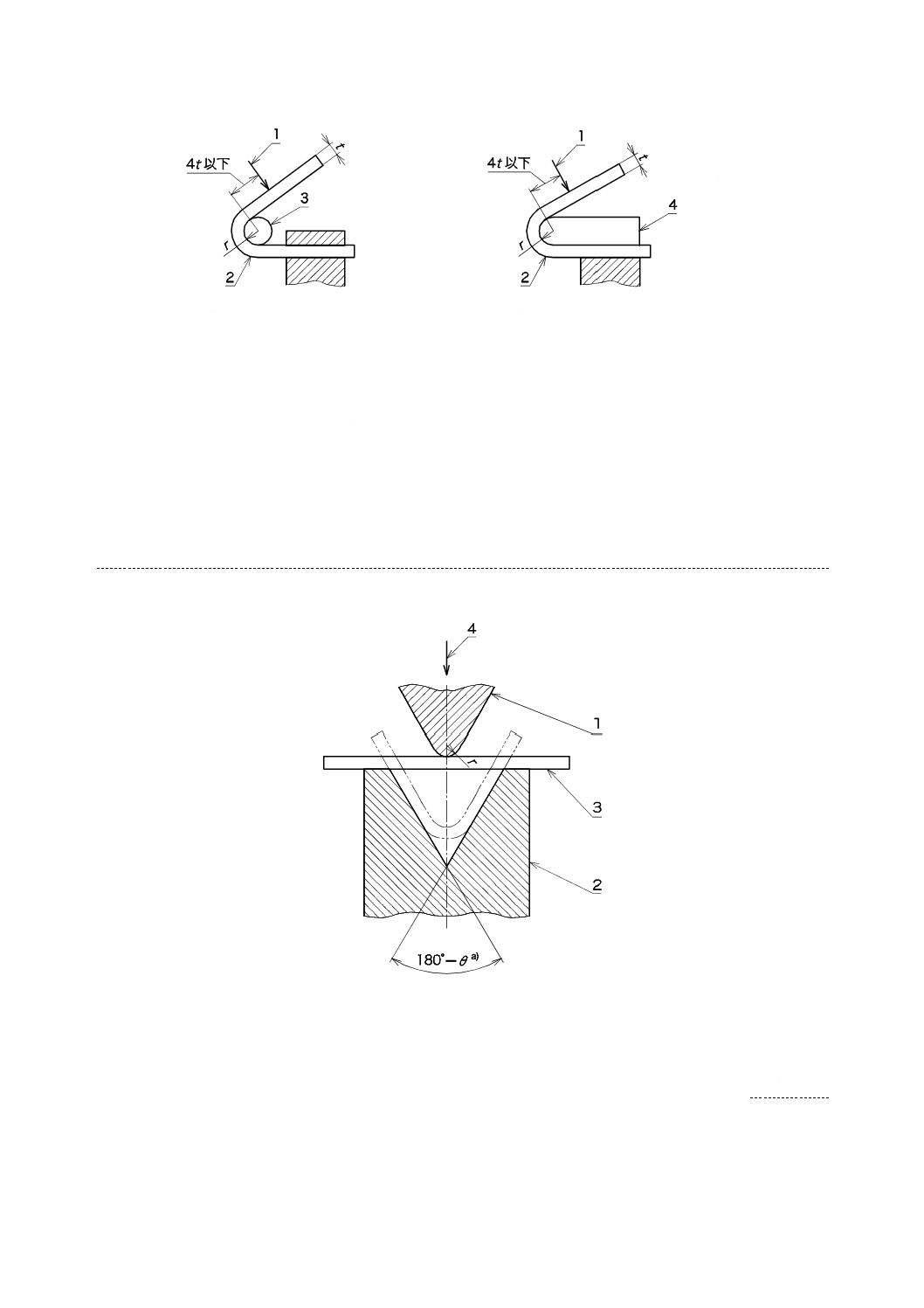
e) 図5の方法で曲げる角度は,おおよそ170°までとする。曲げ角度が180°の場合には,図5の方法で
おおよそ170°に曲げた後,図6に示すように,規定の内側半径の2倍の厚さをもつ挟み物を用い,
試験片の両端を押し合う。
1
押金具
2
支え
3
試験片
4
試験力の方向
5
押金具先端の半径中心
5
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,図5において支え間の距離をL=2 r+2 tとし,支え間の距離の許容差を表3として,試験片
が支えを通り抜けるまで押し込み,これを180°曲げとしてもよい。
表3−支え間の距離の許容差
単位 mm
試験片の厚さ,直径又は内接円直径 (t)
許容差
+側
−側
10を超えるもの
2t
0
10以下のもの
5
0
図6−80度曲げ
f)
密着曲げの場合には,まず適切な内側半径で,おおよそ170°まで曲げた後,図7の方法によって密
着させる。
図7−密着曲げ
6.2
巻付け法
巻付け法による試験は,次による。
a) 図8のa)又はb)のように,試験片のほぼ中央部分が規定の形になるように,試験片の一方の側を押さ
え,他の側を軸又は型の周りに規定の角度だけ巻き付ける。
なお,試験力を加える位置は,図8のa)及びb)による。
1
試験力の方向
2
試験片
r
内側半径
t
試験片厚さ
1
試験力の方向
2
試験片
t
試験片の厚さ
6
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 軸を用いる場合
b) 型を用いる場合
図8−巻付け法
b) 曲げ角度が180°で,内側半径が特に小さいか,又は密着曲げの場合には,図8の方法などによって
適切な内側半径で180°まで曲げた後,図6又は図7の方法によって規定の内側半径になるまで又は
密着するまで試験片の両端を互いに押し合う。
6.3
Vブロック法
試験片をVブロック上に載せ,その中央部に押金具を当て,徐々に試験力を加えて規定の形に曲げる(図
9参照)。Vブロック法の使用は,それぞれの日本工業規格の材料規格によって指定された場合に行う。こ
の場合のVブロック及び押金具の形状・寸法は,材料規格による。
注a) θは,規定の曲げ角度である。
図9−Vブロック法
6.4
試験温度
試験温度は(10〜35) ℃の範囲内とし,特に,温度管理が必要な場合は,(23±5) ℃とする。ただし,そ
れぞれの日本工業規格の材料規格に規定がある場合は,それによる。
6.5
曲げ角度及び曲げ内側半径
材料規格に規定する曲げ角度は,常に下限とし,それ以上の角度で曲げる。また,曲げの内側半径が規
1
試験力
2
試験片
3
軸
4
型
r
内側半径
t
試験片の厚さ
1
押金具
2
Vブロック
3
試験片
4
試験力の方向
r
内側半径
7
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定されている場合は,その値を上限とし,それ以下の内側半径で曲げる。
7
結果の判定
結果の判定は,材料規格の要求に従って行う。要求がない場合は,試験片を曲げ装置から取り外した後,
湾曲部の外側を肉眼で観察し,裂けきず及びその他の欠点がない場合を合格とする。
8
報告
試験報告書が必要な場合には,報告する事項は,次のうちから,受渡当事者間の協定によって選択する。
a) この規格に従って試験したことの記述
b) 試験片の識別に必要な情報(材料の種類,溶鋼番号,試験片の製品軸方向など)
c) 試験片の形状・寸法
d) 試験方法
e) この規格の規定から外れている事項
f)
試験の判定結果
8
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
押金具の変位による曲げ角度の計算方法
序文
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
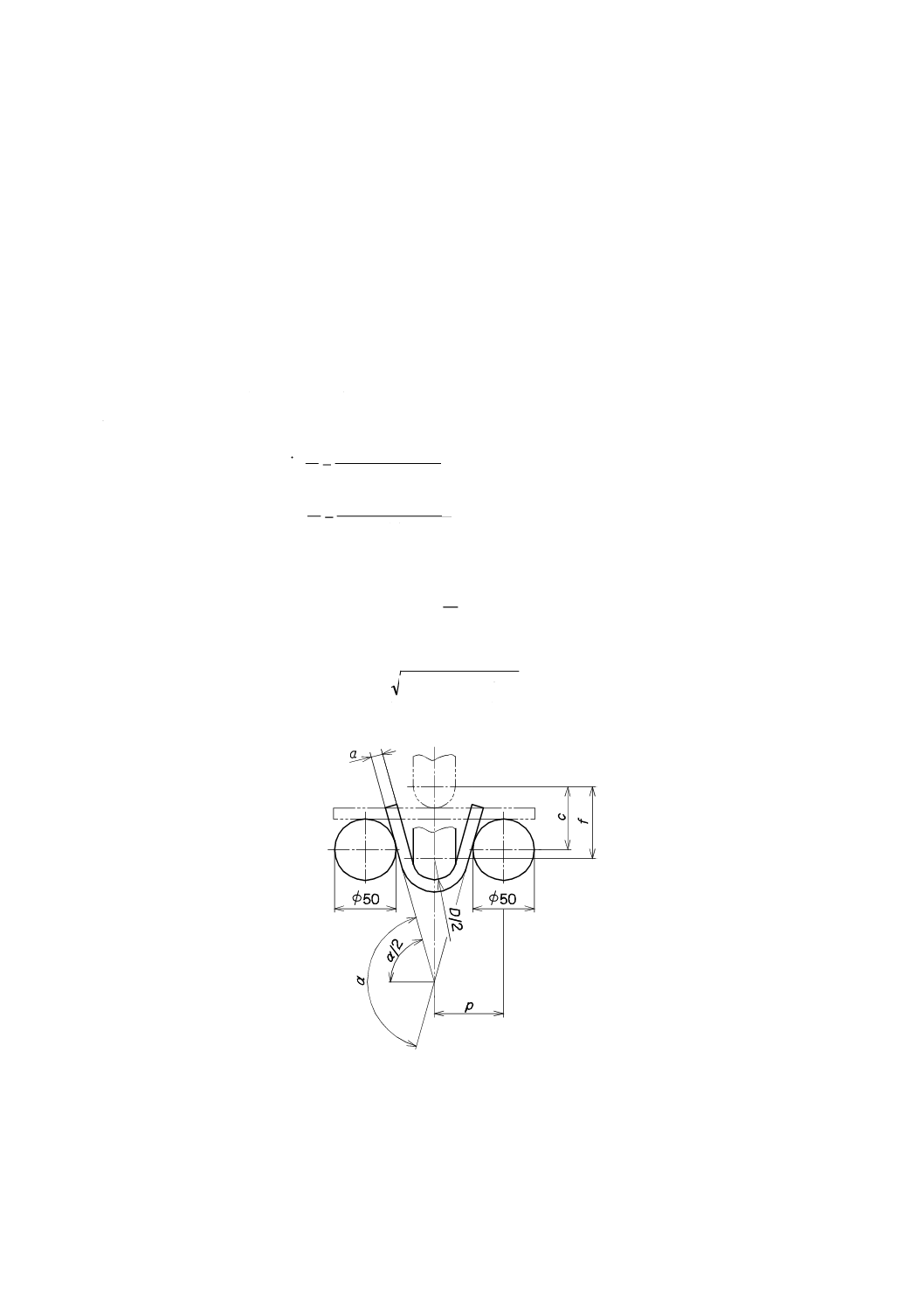
この附属書は,試験力を加えたときの試験片の曲げ角度を計算する方法を示す。直接,曲げ角度を測定
することは煩雑であるため,押金具の変位量(f)から,曲げの角度を計算する方法がある。試験力を加え
たときの試験片の曲げ角度(α)は,押金具の変位量と図A.1のそれぞれの値とから次の式によって決定で
きる。
2
2
)
(
)
(
2
sin
c
f
p
c
f
W
c
p
−
+
−
×
+
×
=
α
2
2
)
(
)
(
2
cos
c
f
p
c
f
c
p
W
−
+
−
×
−
×
=
α
ここに, α: 試験片の曲げ角度
p: 支え中心と試験後の押金具の垂直軸との距離
c:
2
25
D
a+
+
a:試験片の厚さ
D:押金具先端の直径
W:
2
2
2
)
(
c
c
f
p
+
−
+
f: 押金具の試験前の位置からの変位
図A.1−曲げ角度αの計算のための数値
9
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS Z 2248 : 2006 金属材料曲げ試験方法
ISO 7438:2005,Metallic materials−Bend test
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との
技術的差異の理由及び今
後の対策
箇条番号及び
名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
金属材料の曲げ試験方
法について規定する。
1
曲げに係る金属材料の塑性加
工能を決定する方法。適用は,
材料規格によって規定する。
例えば,管の状態及び溶接部
のような他の規格であるもの
には適用されない。
削除
基本的には,技術的な差異は
ない。
特に,技術的な差異では
ないので,ISOに改正提
案する予定はない。
2 引用規格
3 用語及び定
義
試験力
2
記号と定義
変更
ISO規格では記号と定義を一
覧としているが,JISは各図に
記載するものとしている。
構成の変更であり,技術
的な差異はない。
4 試験の原理
3
追加
JISで従来規定していた,曲げ
後の評価の方法について追加
している。
ISOへの改正提案を検討
する。
5 試験片の形
状並びに試験
片の採取及び
作製
5.1 一般事項
試験片の厚さ・幅の規
定値以外は,協定によ
る。
5
5.1
5.7
試験片
一般事項
試験片の長さ 装置及び試験
片の厚さによる。
削除
JISでは,特に規定していない
が,技術的な意味はない。
特に,技術的な差異はな
い。
3
Z
2
2
4
8
:
2
0
0
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との
技術的差異の理由及び今
後の対策
箇条番号及び
名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 試験片の形
状並びに試験
片の採取及び
作製
(続き)
5.2 1号試験片
5.3
5.4
試験片の幅
試験片の厚さ
変更
3 mm未満の板の試験片幅が,
ISO規格では15〜25 mmであ
るが,JISではより試験が厳格
になる50 mmまで可能とし
た。
ISOへの改正提案を検討
する。
5.3 2号試験片
5.4 3号試験片
5.5 りょうの仕上げ
5.2
長方形試験片の角
変更
試験片厚さ10 mm〜15 mm
が,従来より緩和されるので,
JISでは従来どおりとした。
ISOへの改正提案を検討
する。
試験片の厚さ 角の丸み
10 mm未満
1.0 mm以下
10以上
50 mm未満
1.5 mm以下
50 mm以上
3.0 mm以下
5.6 鍛造品,鋳造品及
び半製品から採取する
試験片
5.5
一致
5.6
一致
6 試験方法
注記 安全上の注意
6
警告−安全上の注意
一致
6.1 押曲げ法
a) 装置及び試験片へ
の留意事項
b) 押し金具の規定
c) 支えの半径規定
d) 支え間の距離及び
許容差
e) 曲げ方法
180°曲げの場合,
170°まで曲げてから,
挟みものを入れる。
f) 密着曲げの場合も同
様に170°まで曲げる。
6.2
図1
6.3
紛争の場合の試験速度とし
て(1±0.2) mm/sを規定
削除
JISには,レフリー法としての
押込み速度を規定していな
い。
JISにおけるレフリー法
の考え方の定着を待っ
て,次回JISへの取り込
みを検討する。
6.4
追加
ISO規格には,170°まで曲げ
ることの規定がない。JISの方
が,試験条件が一定となり,
試験結果の評価としては,優
れている。
ISOへの提案を検討す
る。
3
Z
2
2
4
8
:
2
0
0
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との
技術的差異の理由及び今
後の対策
箇条番号及び
名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験方法
(続き)
6.2 巻付け法
a) 巻付け方法及び試
験力を加える位置を規
定
b) 曲げ角度が180°の
場合で,内側半径が小
さいか密着の場合の留
意事項を規定。
6.2
6.3
6.4
追加
JISでは,試験力を加える位置
及び180°曲げの場合の留意
事項の規定を従来JISどおり
追加している。
ISOへの提案を検討す
る。
6.3 Vブロック法
試験方法の詳細留意事
項を規定。材料規格に
指定された場合にだけ
使用することを規定。
6.2
6.3
6.4
追加
JISでは,材料規格に指定され
た場合にだけ使用されるもの
とした。市場実態を反映した
表現とした。
技術的差異は,軽微であ
る。
6.4 試験温度
10〜35 ℃とし,特に温
度管理が必要な場合23
±5 ℃とする。
6.1
追加
JISでは,材料規格で規定があ
れば,その規定に従うことを
追加している。
技術的な差異は,軽微で
ある。
6.5 曲げ角度及び曲げ
半径
7.2
一致
―
―
7 結果の判定
7.1
一致
―
―
8 報告
試験報告書が必要な場
合に,次の事項から選
択
a) 規格番号
b) 試験片識別
c) 試験片形状・寸法
d) 試験方法
e) 規定から外れるこ
と
f) 試験結果の判定
8
試験報告書には,次を記載
a) 規格番号
b) 試験片識別
c) 試験片形状・寸法
d) 試験方法
e) 規定から外れること
f) 試験の判定結果
変更
JISでは,受渡当事者間で必要
な項目を選択できるものとし
ている。
技術的な差異は軽微であ
る。
3
Z
2
2
4
8
:
2
0
0
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
Z 2248:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との
技術的差異の理由及び今
後の対策
箇条番号及び
名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(参考)
押金具の変位による曲
げ角度の計算方法
附属書A
(参考)
JISと国際規格との対応の程度の全体評価:ISO 7438 :2005,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD················ 国際規格を修正している。
3
Z
2
2
4
8
:
2
0
0
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。