Z 1604:2017
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 寸法,材料及び仕上げ ······································································································· 2
4.1 口金のねじ山の呼び有効径及びピッチ················································································ 2
4.2 口金の寸法及び材料 ······································································································· 2
4.3 口金の仕上げ ················································································································ 3
5 設計及び構造 ··················································································································· 3
5.1 フランジ ······················································································································ 3
5.2 プラグ ························································································································· 3
5.3 キャップシール及びオーバーシール··················································································· 3
5.4 ラベルリング及び保護リング ··························································································· 3
6 品質及び試験方法 ············································································································· 3
6.1 外観 ···························································································································· 3
6.2 ねじ部 ························································································································· 3
6.3 プラグの気密性 ············································································································· 3
7 表示······························································································································· 4
附属書A(規定)八角ベースの口金(A形口金)········································································ 5
附属書B(規定)のこ(鋸)歯状ベースの口金(B形口金) ························································ 15
附属書C(規定)八角(G2)/六角(G3/4)ベースの口金(C形口金) ········································· 23
附属書D(参考)締付けジグ ································································································· 30
附属書E(参考)締付けトルク ······························································································ 33
附属書JA(規定)口金のねじ寸法,ねじ寸法試験及び検査用ねじ限界ゲージ ································· 35
附属書JB(参考)検査用ねじ限界ゲージに対応する口金ねじの寸法 ············································· 37
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 38
Z 1604:2017
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,ドラム缶工業会
(JSDA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,JIS Z 1604:2006は改正され,この規格に置き換えられた。
なお,平成30年1月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS Z 1604:2006によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 1604:2017
鋼製ドラム用口金
Plugs and flanges for steel drums
序文
この規格は,2002年に第1版として発行されたISO 15750-3を基に,国内で一般的となっている技術と
の整合をとるため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所,附属書JA及び附属書JBは,対応国際規格に
はない事項である。変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,鋼製ドラム用の圧入形フランジタイプの口金について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15750-3:2002,Packaging−Steel drums−Part 3: Inserted flange-type closure systems(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0202 管用平行ねじ
注記 対応国際規格:ISO 228-1,Pipe threads where pressure-tight joints are not made on the threads−
Part 1: Dimensions, tolerances and designation(MOD)
JIS B 0254 管用平行ねじゲージ
注記 対応国際規格:ISO 228-2,Pipe threads where pressure-tight joints are not made on the threads−
Part 2: Verification by means of limit gauges(MOD)
JIS G 3115 圧力容器用鋼板
JIS G 3131 熱間圧延軟鋼板及び鋼帯
注記 対応国際規格:ISO 3573,Hot-rolled carbon steel sheet of commercial and drawing qualities(MOD)
JIS G 3141 冷間圧延鋼板及び鋼帯
注記 対応国際規格:ISO 3574,Cold-reduced carbon steel sheet of commercial and drawing qualities
(MOD)
JIS G 3303 ぶりき及びぶりき原板
注記 対応国際規格:ISO 11949,Cold-reduced tinmill products−Electrolytic tinplate(MOD)
JIS G 3313 電気亜鉛めっき鋼板及び鋼帯
2
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 5002,Hot-rolled and cold-reduced electrolytic zinc-coated carbon steel sheet of
commercial and drawing qualities(MOD)
JIS G 3315 ティンフリースチール
注記 対応国際規格:ISO 11950,Cold-reduced tinmill products−Electrolytic chromium/chromium
oxide-coated steel(MOD)
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS Z 1600 鋼製オープンヘッドドラム
JIS Z 1601 鋼製タイトヘッドドラム
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 1600及びJIS Z 1601によるほか,次による。
3.1
口金(plugs and flanges for steel drums)
フランジ及びプラグから構成されるドラム缶の内容物の出入れ及び換気をする部分。また,口金にキャ
ップシールなどの任意の選択物が加わり,鋼製ドラム用の口金システム(口金一式)を構成する。口金は,
大きさによってG2(大)及びG3/4(小)の2種類に,使用する材料によって,鋼製,熱可塑性プラスチッ
ク製に分けられる。
3.2
圧入形フランジタイプの口金(inserted flange-type closure)
フランジはねじ付きの鋼製で,機械的な圧力によってドラムへ押し込まれており,プラグは鋼製ドラム
の気密性を確保するために,鋼,その他の金属,プラスチックなどの合成材料で作られている口金。
3.3
エラストマー(elastomer)
弱い力で変形し,力を除いた後,急速にほぼ元の形状寸法に戻る高分子材料(JIS K 6200参照)。
3.4
熱可塑性プラスチック(thermoplastics)
特有の温度範囲を通じて加熱による軟化及び冷却による硬化を繰り返すことができ,かつ,軟化状態で
流動によって形を合わせて成形(moulding),押出し(extrusion)又は成形(forming)によって繰返し物品
の状態になし得る特性をもつプラスチック(JIS K 6900参照)。
4
寸法,材料及び仕上げ
4.1
口金のねじ山の呼び有効径及びピッチ
口金G2及びG3/4のねじ山の呼び有効径及びピッチは,次による。
a) 附属書A及び附属書Bに規定する口金は,JIS B 0202に適合しなければならない。
b) 附属書Cに規定する口金は,附属書JAに適合しなければならない。
4.2
口金の寸法及び材料
口金の寸法及び材料は,その口金のタイプによって次による。
− 附属書A:八角ベースの口金(A形口金)
− 附属書B:のこ(鋸)歯状ベースの口金(B形口金)
− 附属書C:八角(G2)/六角(G3/4)ベースの口金(C形口金)
3
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
口金の仕上げ
口金の内部及び外部の仕上げについて,鋼製ドラムの使用環境及び鋼製ドラムに入れる内容物の性質に
よって特別な仕様が必要な場合には,受渡当事者間の協定による。
5
設計及び構造
5.1
フランジ
フランジは,天板及び天ぶたに圧入され,気密性を確保できる構造とする。
5.2
プラグ
プラグは,丸穴部に締付けのための爪などをもち,レンチのような単純なプラグ回し用工具でフランジ
に締付け及び取外しができる構造とする。また,プラグ回し用工具との接合部は,工具挿入時にがたつき
がなく,かつ,きつ過ぎない適切な寸法とする。締付けジグの例を,附属書Dに示す。
注記 推奨する締付けトルクは,附属書Eに示す。
5.3
キャップシール及びオーバーシール
キャップシール及びオーバーシールは,手動又は空気圧で口金に取り付けることができ,必要な場合に
は,通関シールを施すことができ,かつ不正の証拠が残せる形状とする。
キャップシール及びオーバーシールは,単純な工具を使って取外しできる設計とする。
5.4
ラベルリング及び保護リング
ラベルリング及び保護リングは,フランジと同時に機械的に取り付けられる設計とする。ラベルリング
は,通関シールができる設計でなければならない。
注記 ラベルリング及び保護リングは,フランジ圧入のための十分な補強となり,口金外側のネック
部を腐食から保護できる。
6
品質及び試験方法
6.1
外観
口金は,表面に有害な割れ,ひずみ,しわ,きず,さびなどの欠陥があってはならない。
試験は,適切な頻度で目視によって行う。
6.2
ねじ部
ねじ部は,次による。
a) 附属書A及び附属書Bに規定する口金は,JIS B 0254に規定する通り側ゲージによって調べ,これに
適合しなければならない。
b) 附属書Cに規定する口金は,附属書JAに規定するゲージによって調べ,これに適合しなければなら
ない。
なお,附属書JAに規定するゲージに対応する口金ねじの寸法を,参考として附属書JBに示す。
6.3
プラグの気密性
ドラム缶又はこれを模した試験装置にプラグを装着し,ドラム内面側に250 kPaの圧縮空気を加えた状
態で,ドラム外面側のプラグと口金フランジとの隙間に石けん(鹸)水を塗布したとき,漏れがあっては
ならない。
なお,圧縮空気の保持時間は5分間とする。
4
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
表示
口金には,製造業者名又はその略号を表示する。
5
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
八角ベースの口金(A形口金)
A.1 口金の構成
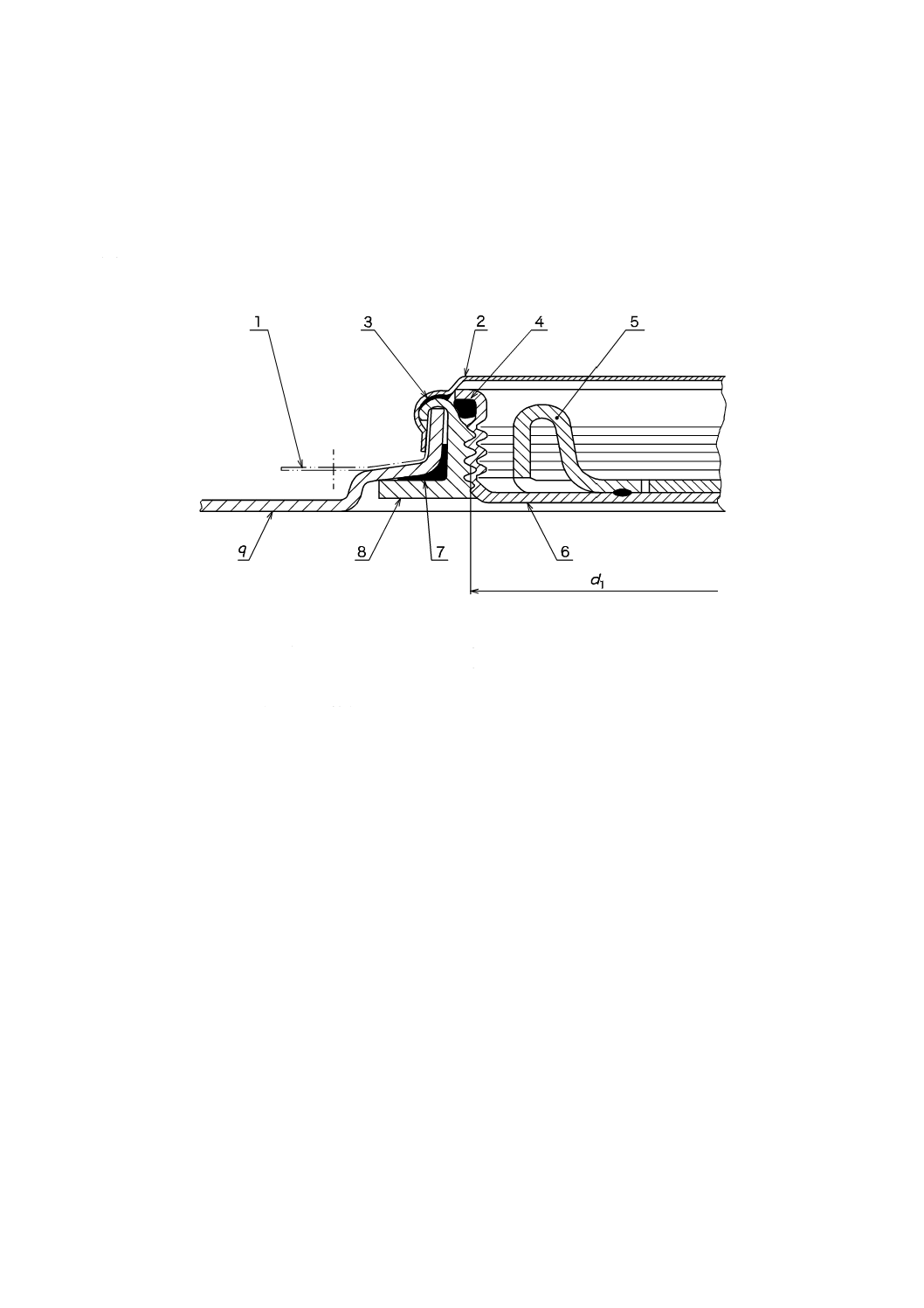
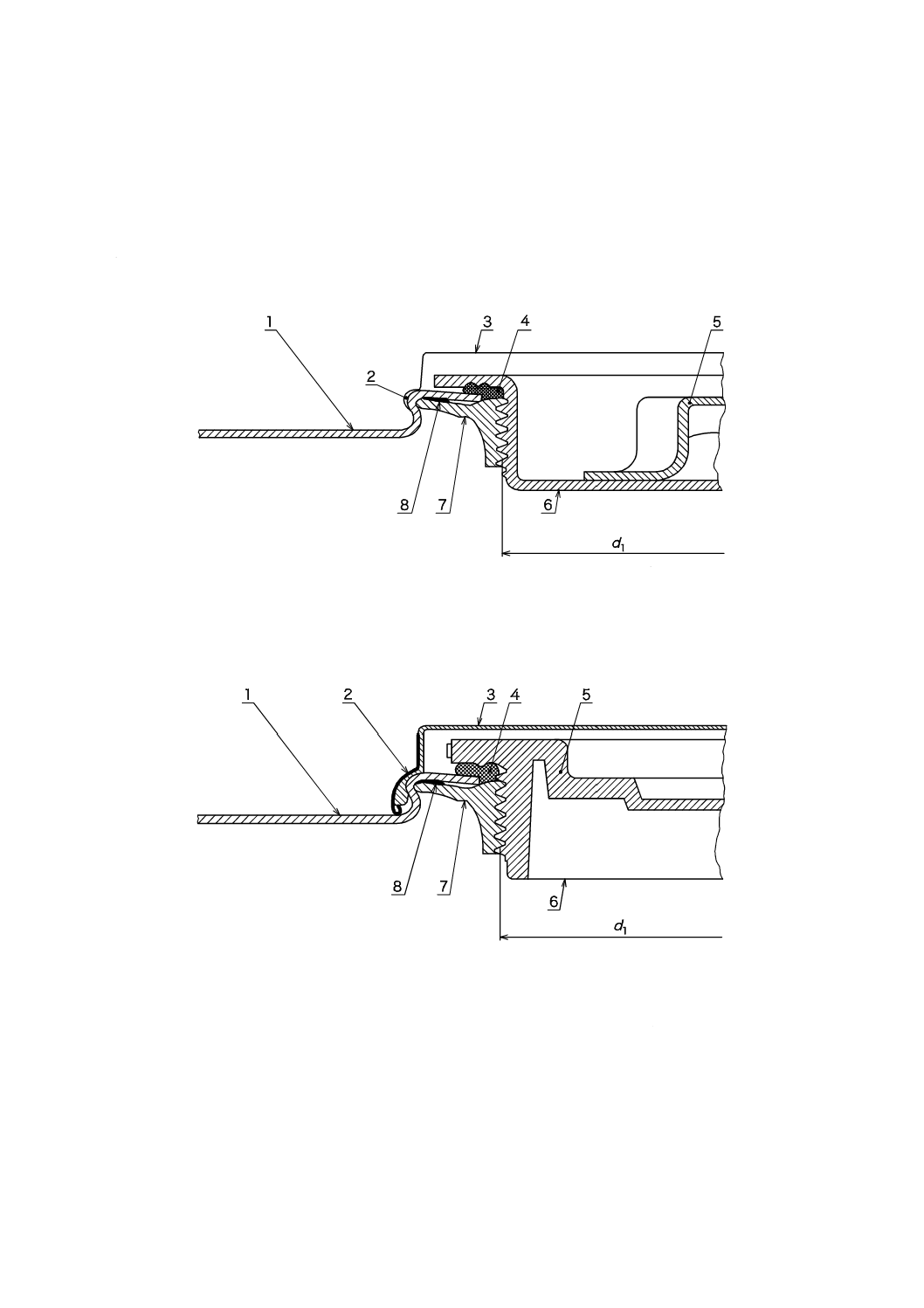
八角ベースの口金の構成の一例を,図A.1及び図A.2に示す。
1
ラベルリング及び保護リング
(取付けは任意。)
2
キャップシール
3
ガスケット
4
プラグガスケット
5
爪(レンチング部)
6
プラグ
7
エラストマーフランジガスケット
8
フランジ
9
鋼製ドラム
d1 呼び有効径
図A.1−厚手鋼製ドラムの口金システム
6
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
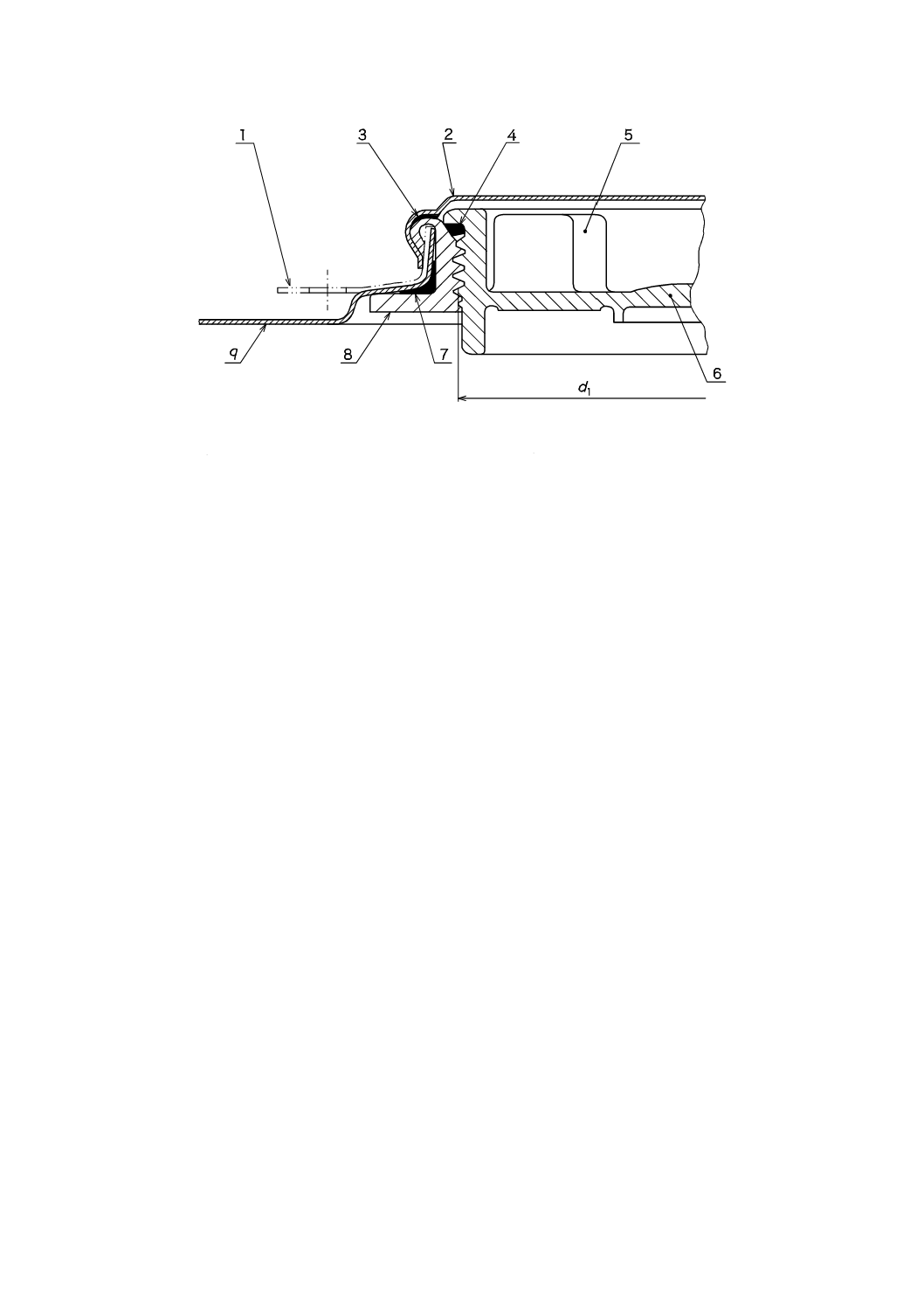
1
ラベルリング及び保護リング
2
キャップシール
3
ガスケット
4
プラグガスケット
5
爪(レンチング部)
6
プラグ
7
エラストマーフランジガスケット
8
フランジ
9
鋼製ドラム
d1 呼び有効径
図A.2−薄手鋼製ドラムの口金システム
7
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
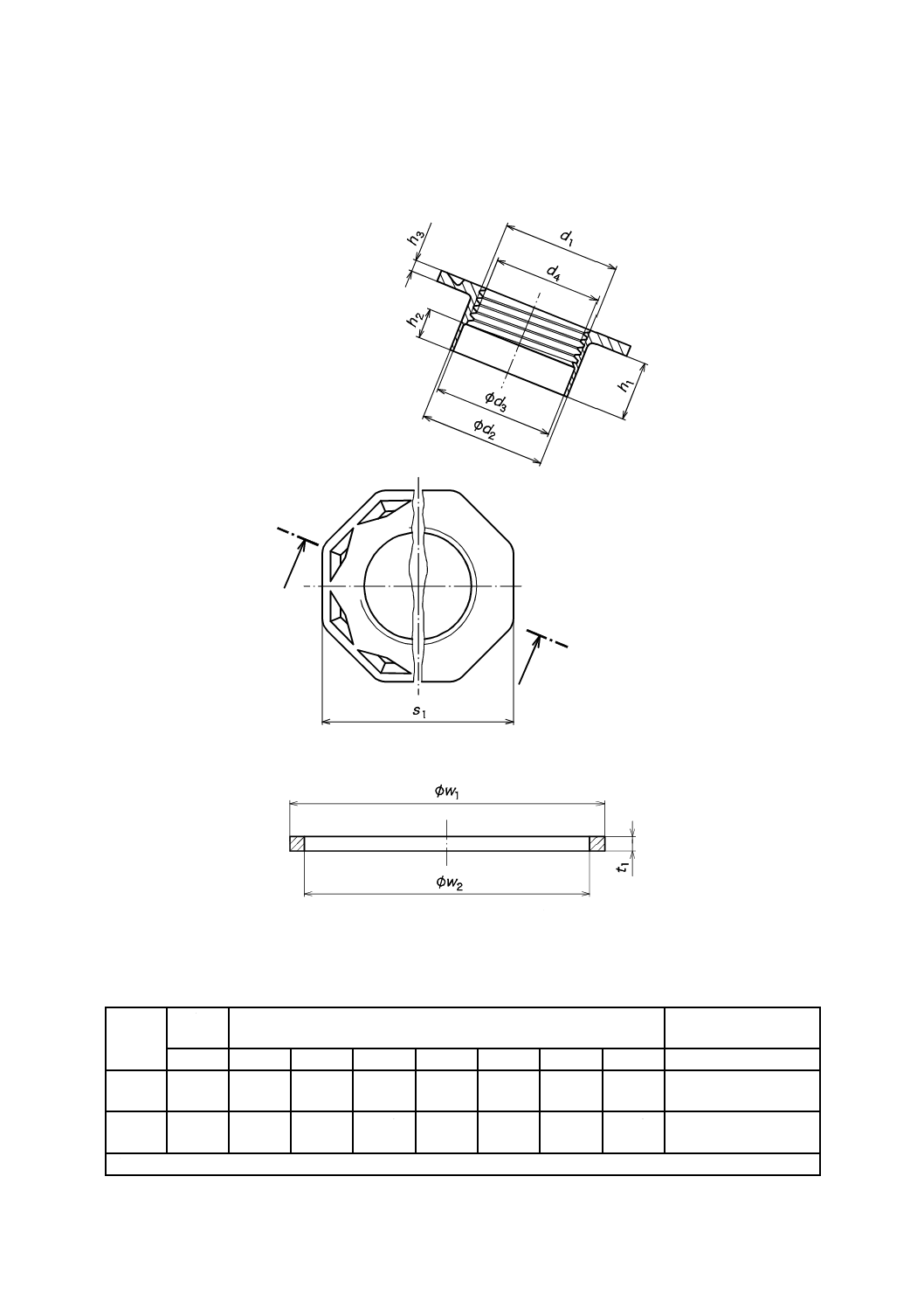
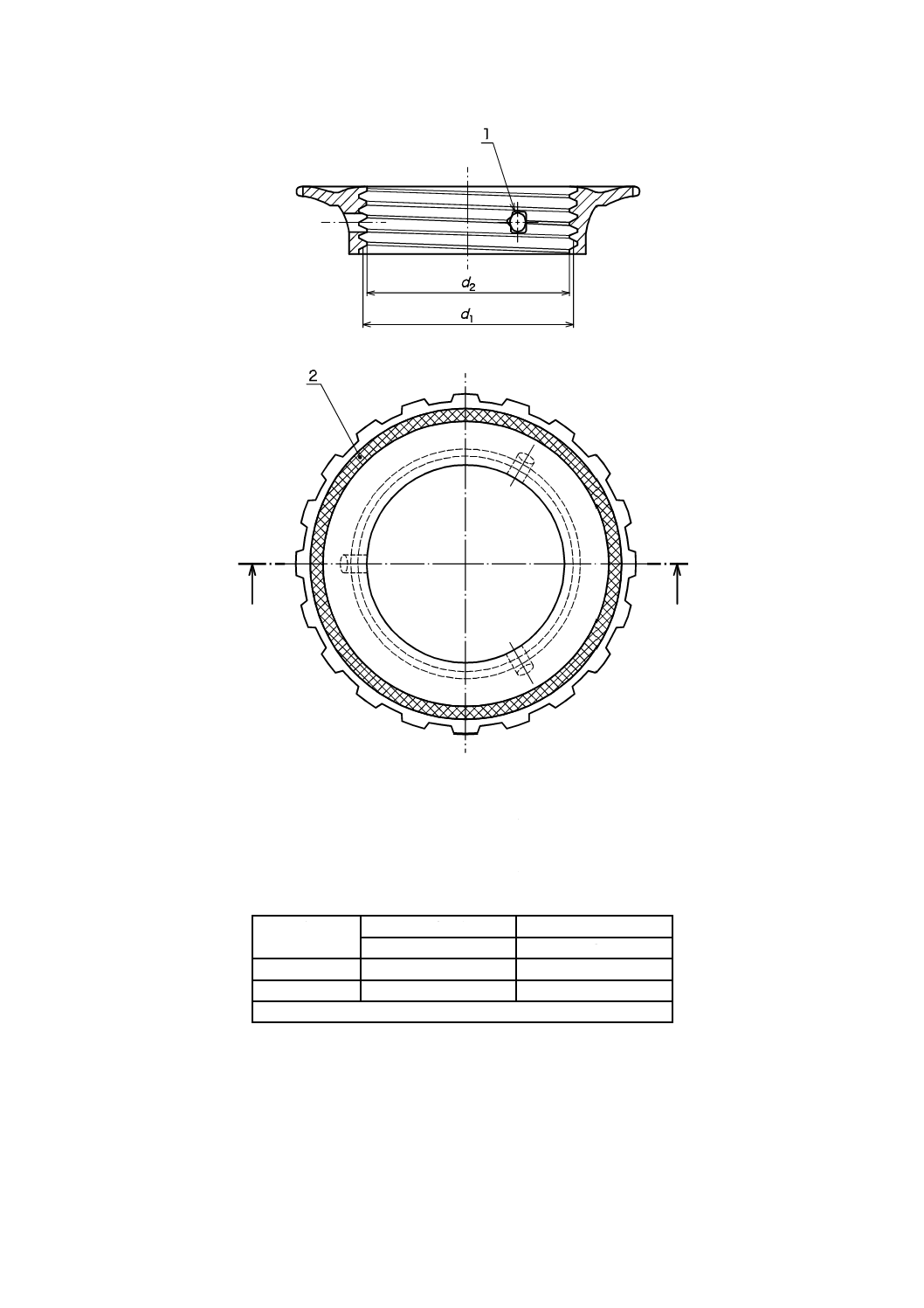
A.2 フランジ及びエラストマーフランジガスケット
A.2.1 寸法
フランジ及びエラストマーフランジガスケットの一例を,図A.3及び図A.4に,寸法を表A.1に示す。
図A.3−フランジ
図A.4−エラストマーフランジガスケット
表A.1−フランジ及びエラストマーフランジガスケット
単位 mm
口金の
種類
呼び
有効径
フランジの寸法
エラストマーフランジ
ガスケットの寸法
d1
d2
d3
d4
h1
h2
h3
s1
w1×w2×t1
G3/4
a)
29.0
±0.3
27.2
±0.3
24.5
±0.3
12.9
±0.5
7.2
±0.5
2.7
±0.4
43.7
±0.3
32±1.0×27.2±1.0×
2.6±0.5
G2
a)
62.4
±0.3
60.4
±0.3
57.1
±0.3
15.8
±0.5
7.9
±0.5
2.8
±0.4
77.9
±0.3
67±1.0×60.5±1.0×
2.6±0.5
注a) JIS B 0202に適合しなければならない。
8
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.2.2 材料及び構成
フランジの材料は,JIS G 3131若しくはJIS G 3141に規定する軟鋼,又は使用環境及び内容物に適した
別の材料を用いる。
図A.4及び表A.1に示す以外のエラストマーを用いる場合には,受渡当事者間の協定によらなければな
らない。
フランジ及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
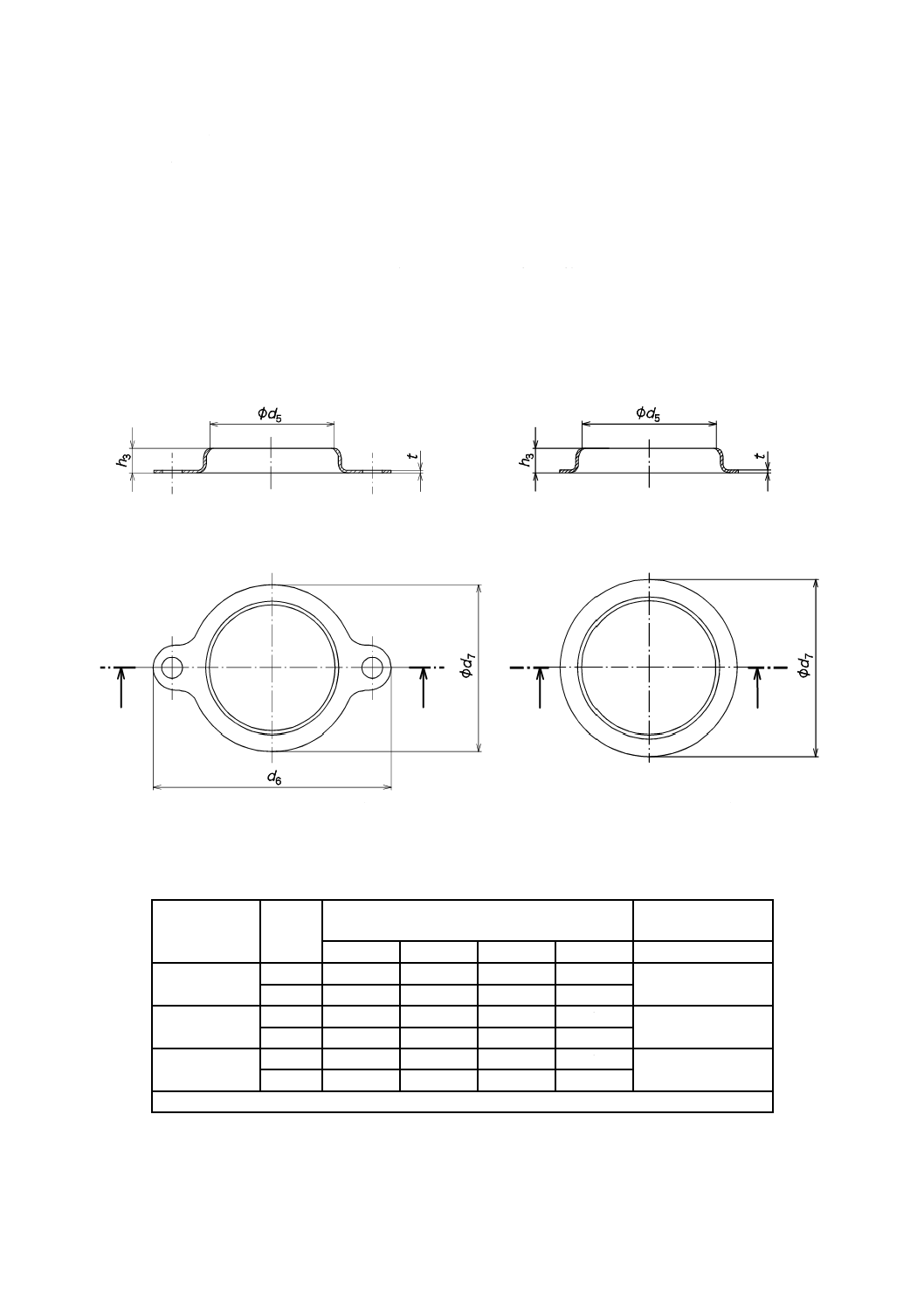
A.3 ラベルリング及び保護リング
A.3.1 寸法
ラベルリング及び保護リングの一例を,図A.5及び図A.6に,寸法を表A.2に示す。
図A.5−ラベルリング
図A.6−保護リング
表A.2−ラベルリング及び保護リング
単位 mm
天板材料の
厚さ
X
口金の
種類
ラベルリング及び保護リングの寸法
ラベルリング及び
保護リングの厚さ
d5
d6
d7
h3
t
薄手
0.5≦X<0.8
G3/4
29.7±0.4
54.0±0.4
41.0±0.4
6.4±0.4
0.8
G2
62.3±0.4
98.5±0.4
74.5±0.4
8.4±0.4
中程度
0.8≦X<1.5
G3/4
31.0±0.4
58.5±0.4
41.0±0.4
5.4±0.4
0.3 a)
G2
63.5±0.4
99.5±0.4
74.5±0.4
8.2±0.4
厚手
1.5≦X<2.0
G3/4
31.3±0.4
58.5±0.4
41.0±0.4
5.7±0.4
0.3 a)
G2
65.7±0.4
99.5±0.4
74.5±0.4
7.3±0.4
注a) 中程度及び厚手天板材料の場合は,ラベル及び保護リングの使用は任意とする。
A.3.2 材料及び構成
ラベルリング及び保護リングの材料は,JIS G 3313に規定する軟鋼,又は使用環境及び内容物に適した
9
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
別の材料を用いる。
ラベル及び保護リングの選択並びに組合せは,受渡当事者間の協定によらなければならない。
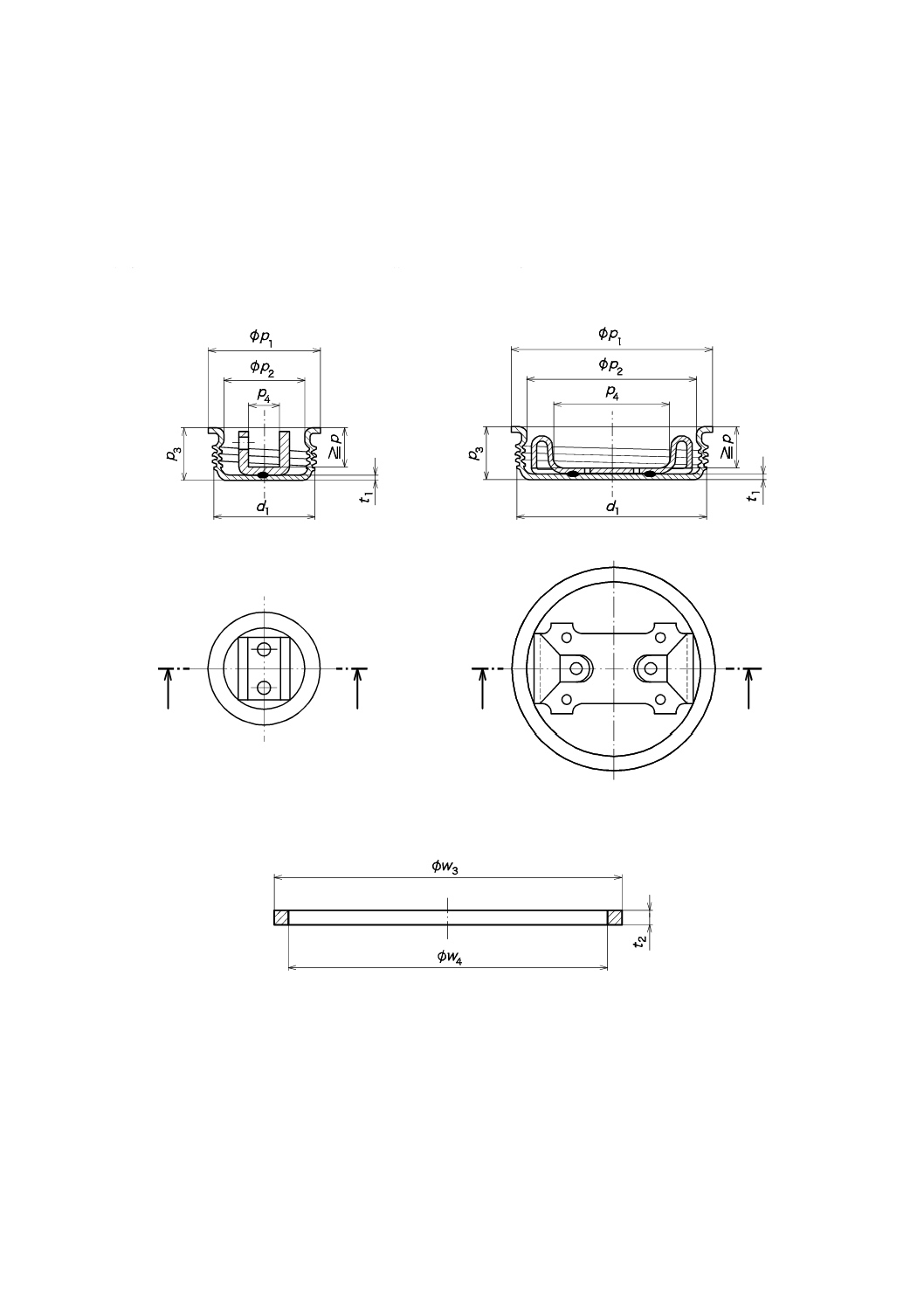
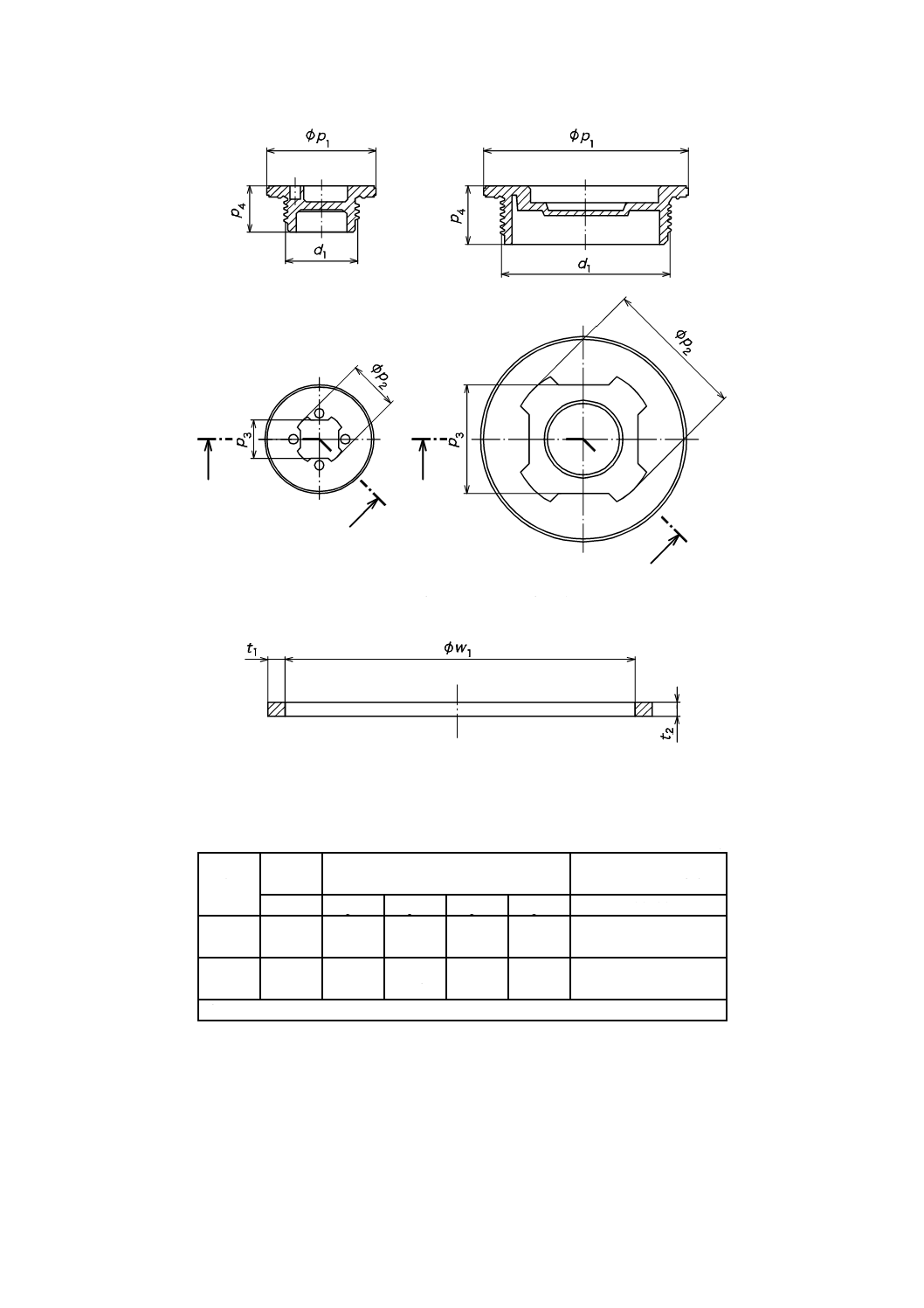
A.4 鋼製プラグ及びエラストマー又は熱可塑性プラスチック製のプラグガスケット
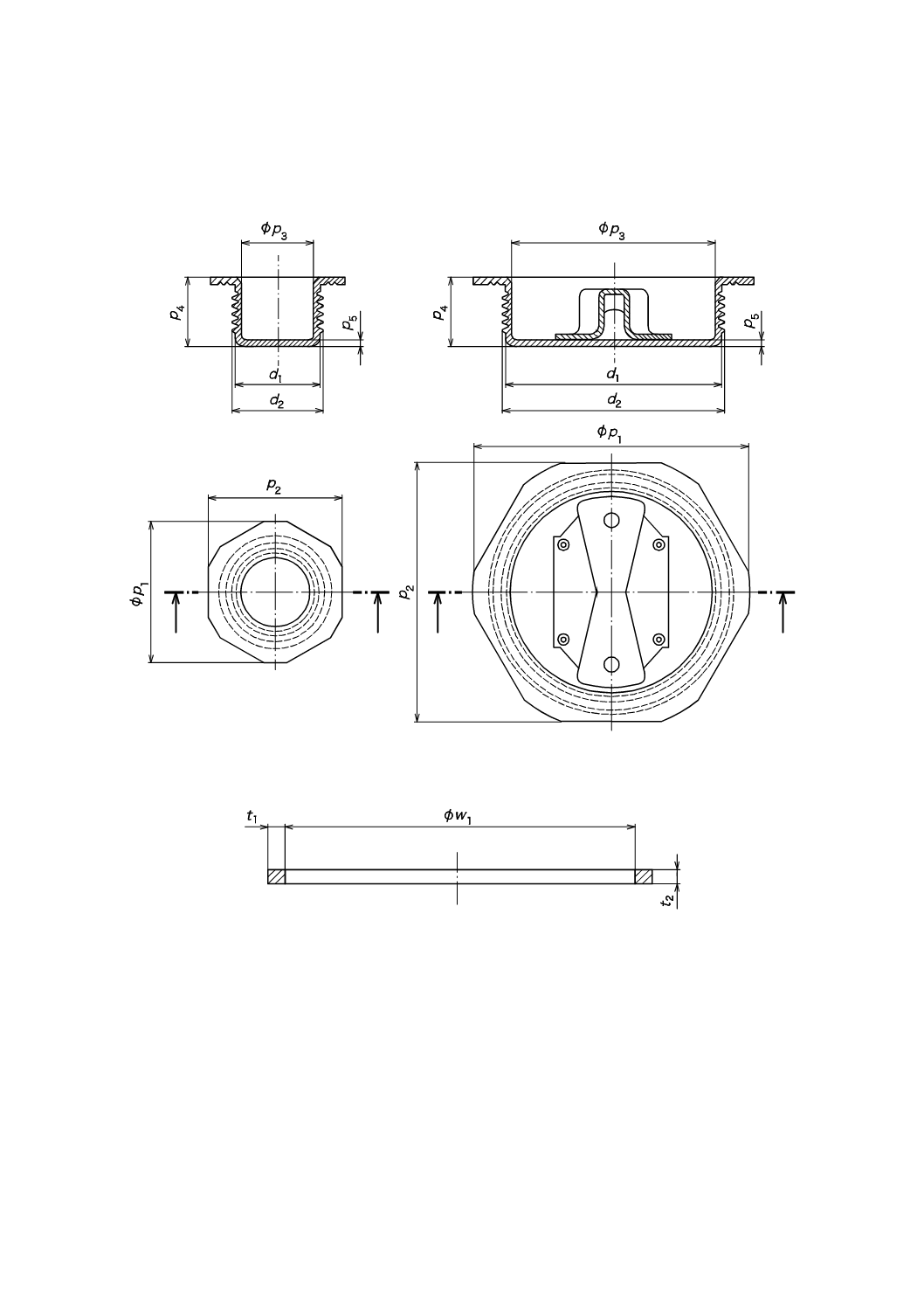
A.4.1 寸法
鋼製プラグ,及びエラストマー又は熱可塑性プラスチック製のプラグガスケットの一例を,図A.7及び
図A.8に,寸法を表A.3に示す。
a) G3/4のねじ山
b) G2のねじ山
図A.7−鋼製プラグ
図A.8−エラストマープラグガスケット
10
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.3−鋼製プラグ及びエラストマープラグガスケット
単位 mm
口金の
種類
呼び
有効径
鋼製プラグの寸法
エラストマープラグ
ガスケットの寸法
d1
p1
p2
p3
p4 b)
p c)
t1
w3×w4×t2
G3/4
a)
28.1
±0.5
20.5
±0.7
13.7
±0.7
8.5
±1.5
8.5
以上
1.2
±0.2
25.5±1.0×20.3±1.0×
2.4±0.5
G2
a)
61.2
±0.5
53.6
±0.7
15.5
±0.7
33.5
±1.5
11.5
以上
1.2
±0.2
56.0±1.0×50.5±1.0×
2.7±0.5
注a) JIS B 0202に適合しなければならない。
b) G2の寸法p4は,爪(レンチング部)の平らな部分の上面より2 mm上の位置で測定する。
c) 寸法pは,プラグの上面から爪(レンチング部)の平らな部分の上面までを測定する。
A.4.2 材料及び構成
プラグの材料は,JIS G 3131若しくはJIS G 3141に規定する軟鋼,又は使用環境及び内容物に適した別
の材料を用いる。爪(レンチング部)の位置は,中心線から0.5 mm以上外れてはならない。
プラグ用ガスケットの材料は,一般的にはエラストマーを用いる。材料として,熱可塑性プラスチック
又はその他の材料を用いてもよいが,その場合には,受渡当事者間の協定によらなければならない。
図A.8及び表A.3に示す以外のエラストマーガスケットを用いる場合には,受渡当事者間の協定によら
なければならない。
プラグ及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
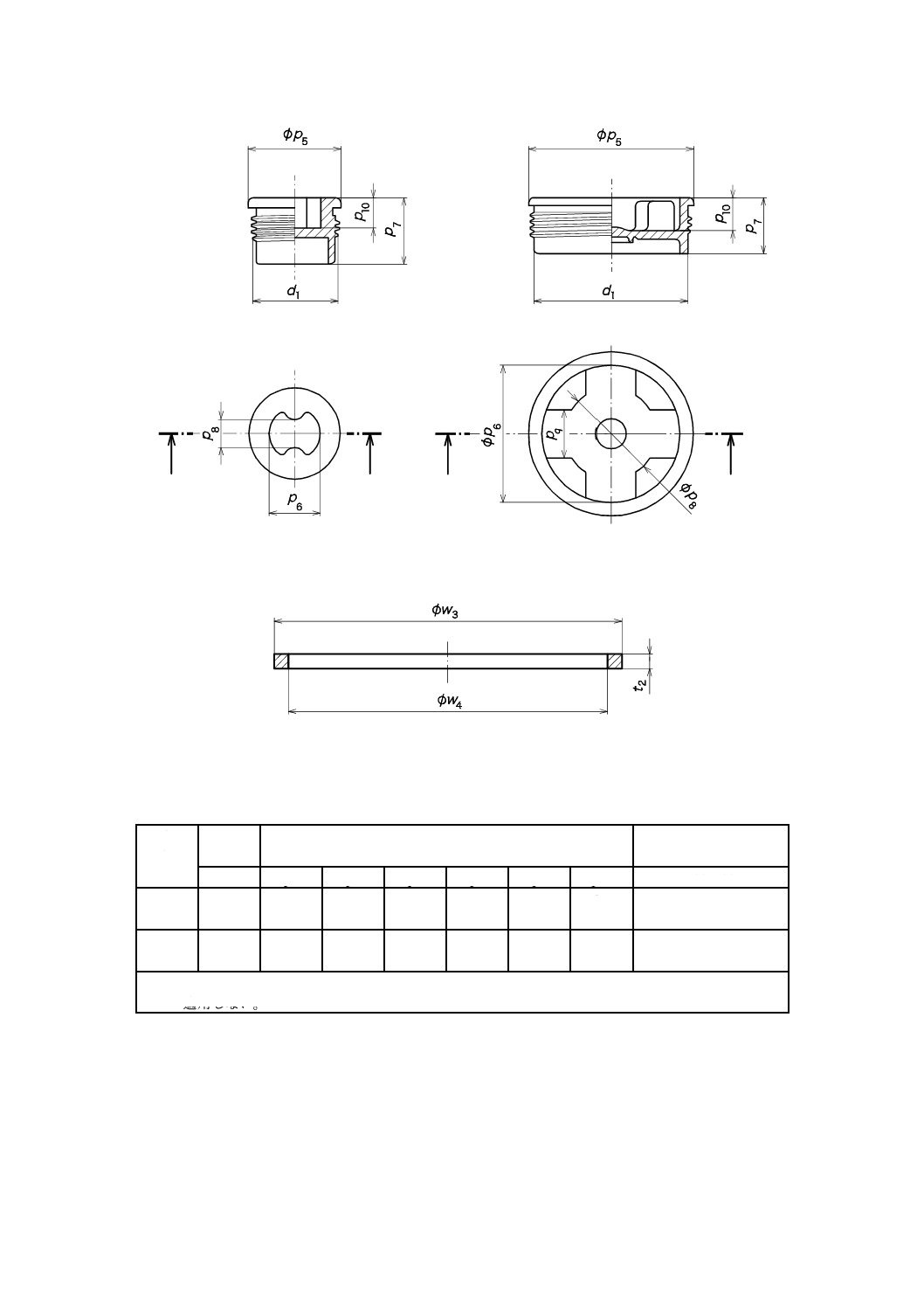
A.5 プラスチック製プラグ及びエラストマープラグガスケット
A.5.1 寸法
プラスチック製プラグ及びエラストマープラグガスケットの一例を,図A.9及び図A.10に,寸法を表
A.4に示す。
11
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) G3/4のねじ山
b) G2のねじ山
図A.9−プラスチックプラグ
図A.10−エラストマープラグガスケット
表A.4−プラスチックプラグ及びエラストマープラグガスケット
単位 mm
口金の
種類
呼び
有効径
プラスチックプラグの寸法
エラストマープラグ
ガスケットの寸法
d1
p5
p6
p7
p8
p9
p10
w3×w4×t2
G3/4
a)
27.9
±0.4
17.3
±0.4
20.0
±0.4
8.5
±0.4
b)
9.5
±0.4
25.5±1.0×20.3±1.0×
2.4±0.5
G2
a)
61.1
±0.4
51.5
±0.4
20.5
±0.4
34.0
±0.4
18.0
±0.4
12.0
±0.4
56.0±1.0×50.5±1.0×
2.7±0.5
注a) JIS B 0202に適合しなければならない。
b) 適用しない。
A.5.2 材料及び構成
プラグの材料は,ポリプロピレンの共重合体を用いる。その他の材料を使用する場合には,受渡当事者
間の協定によらなければならない。
プラグ用ガスケットの材料は,一般的にはエラストマーを用いる。材料として,熱可塑性プラスチック
又はその他の材料を用いてもよいが,その場合には,受渡当事者間の協定によらなければならない。
12
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
プラグ及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
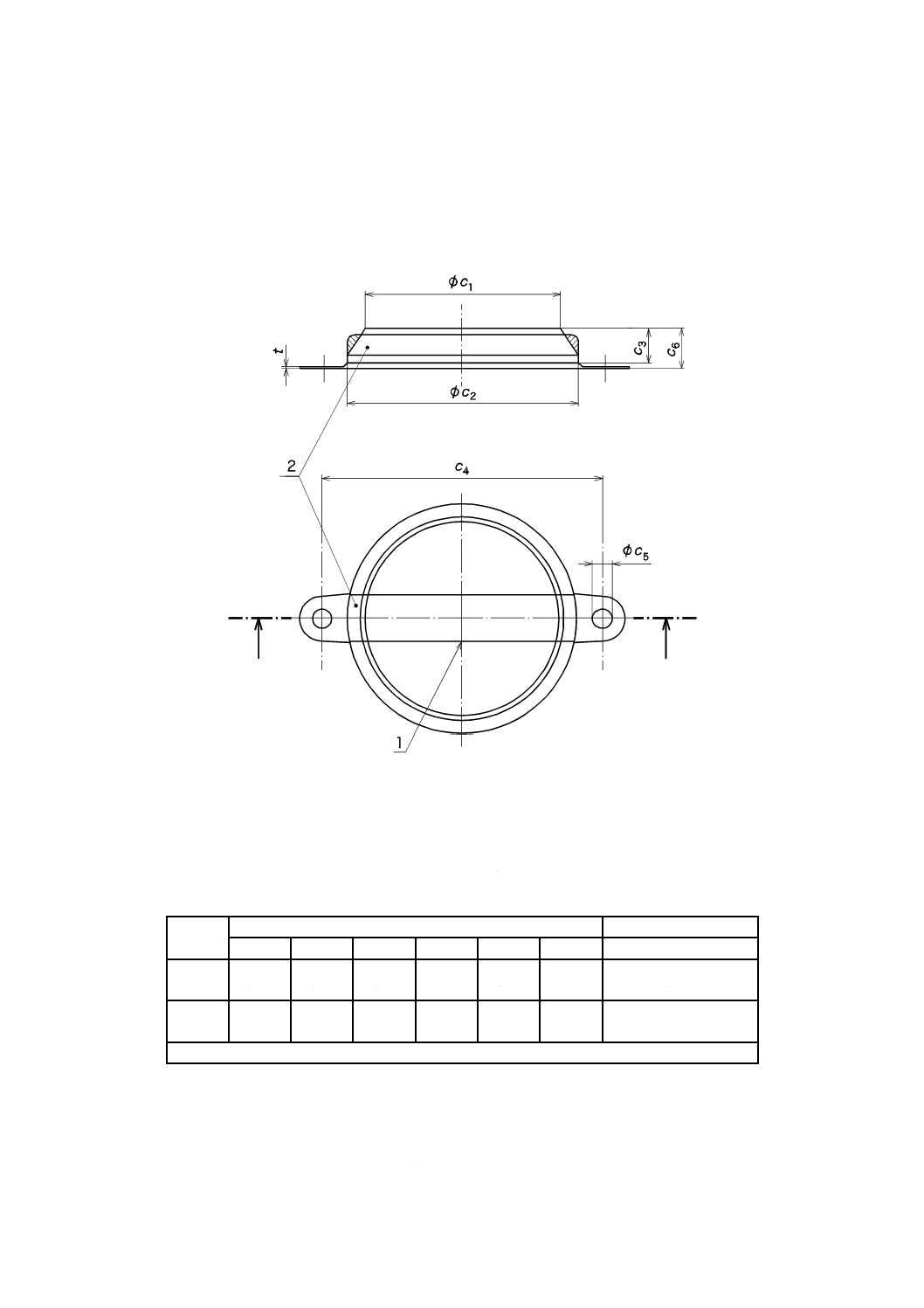
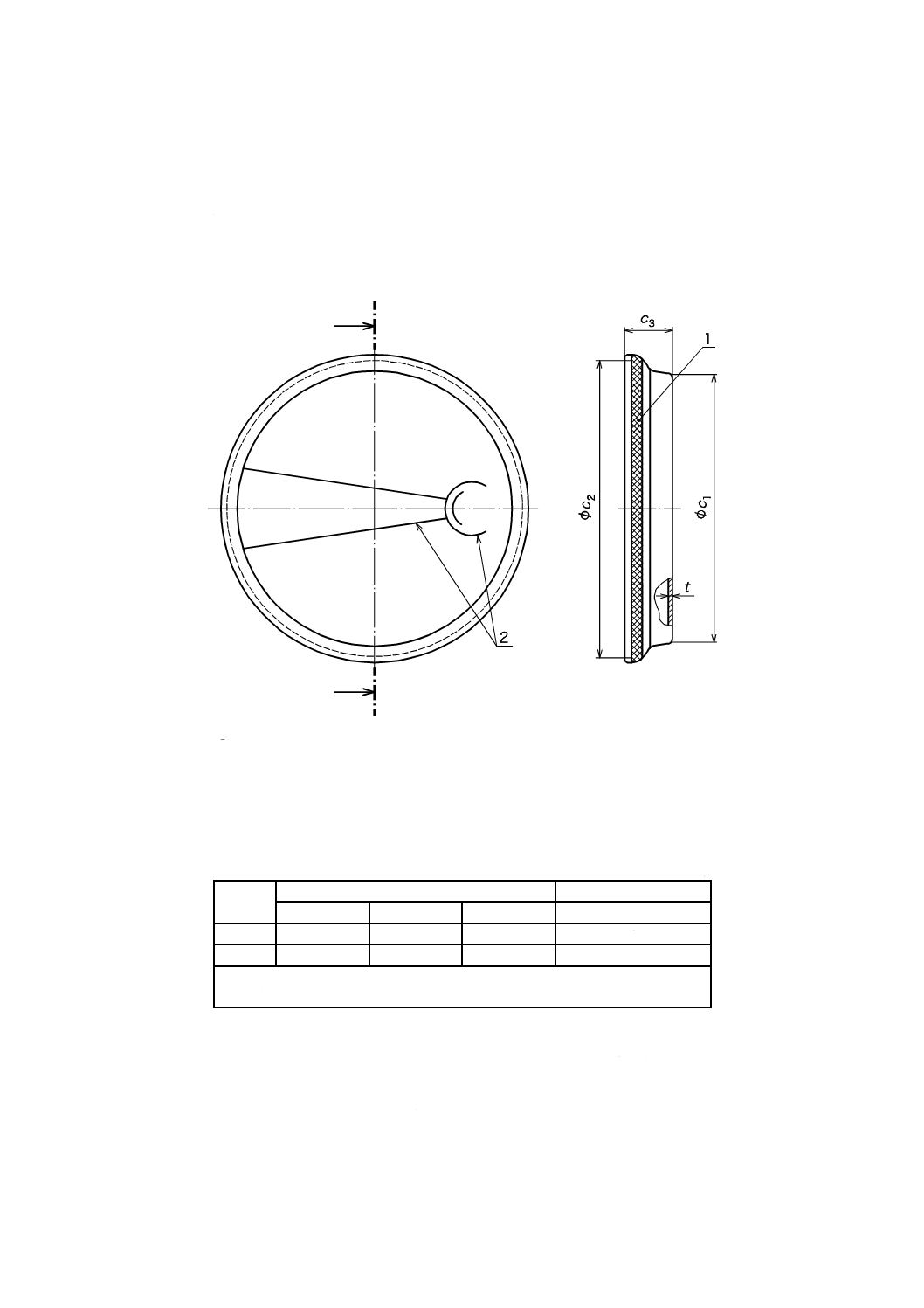
A.6 キャップシール
A.6.1 寸法
キャップシールの一例を,図A.11に,寸法を表A.5に示す。
1
刻み線
2
流し込みガスケット
図A.11−キャップシール
表A.5−キャップシール
単位 mm
口金の
種類
キャップシールの寸法
キャップシールの厚さ
c1
c2
c3
c4
c5
c6
t
G3/4
29.0
±0.4
35.1
±0.4
8.9
±0.4
43.0
±0.4
3.5
±0.2
9.9
±0.7
0.35
±0.05
G2
62.4
±0.4
69.8
±0.4
11.2
±0.4
85.0
±0.4
4.8
±0.2
12.2
±0.7
0.35
±0.05
キャップシールの印刷(必要な場合)は,受渡当事者間の協定によらなければならない。
A.6.2 材料及び構成
キャップシールの材料は,JIS G 3303若しくはJIS G 3315に規定する低炭素鋼板又は使用環境及び内容
物に適した別の材料を用いる。
キャップシールの選択は,受渡当事者間の協定によらなければならない。
13
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
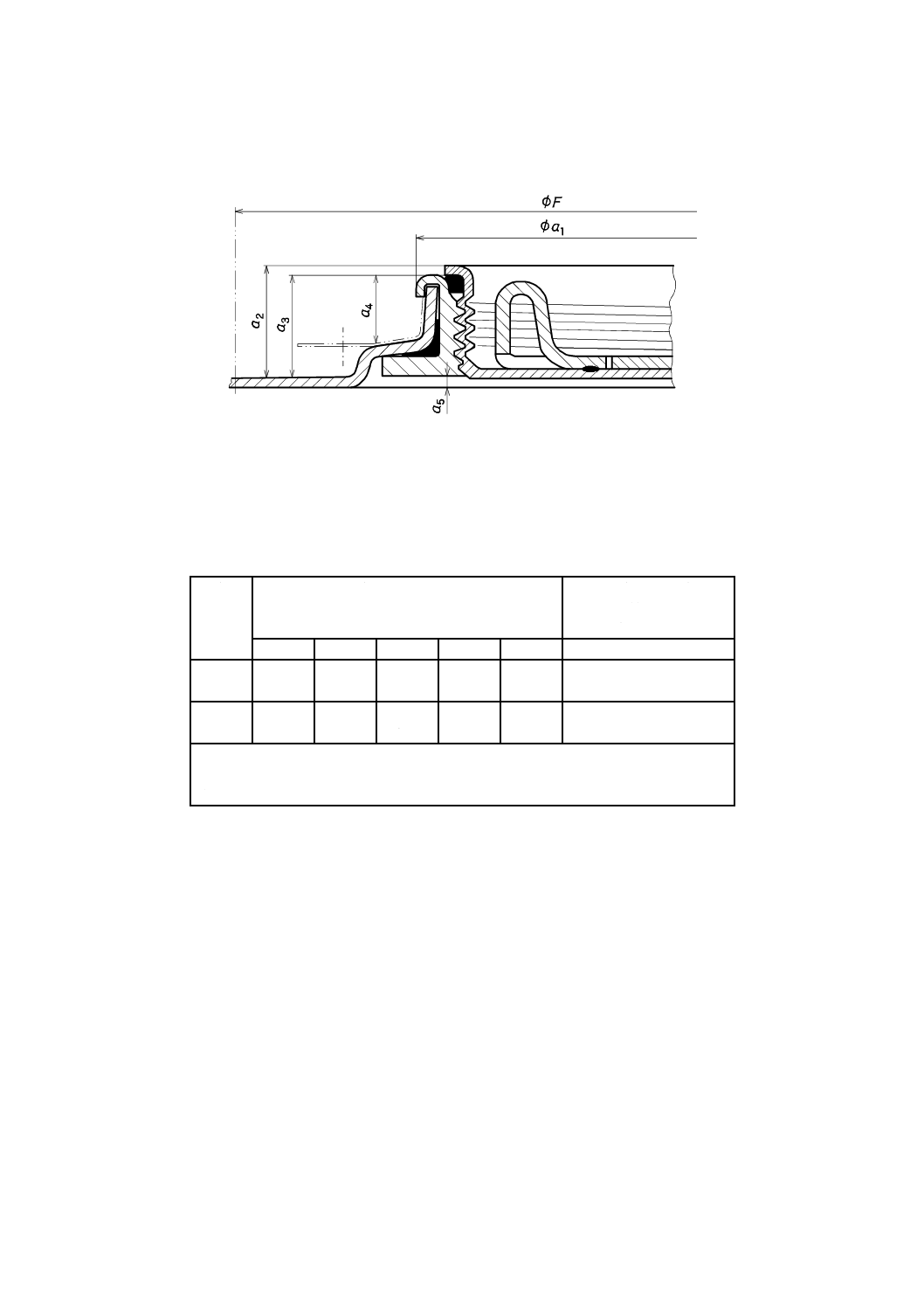
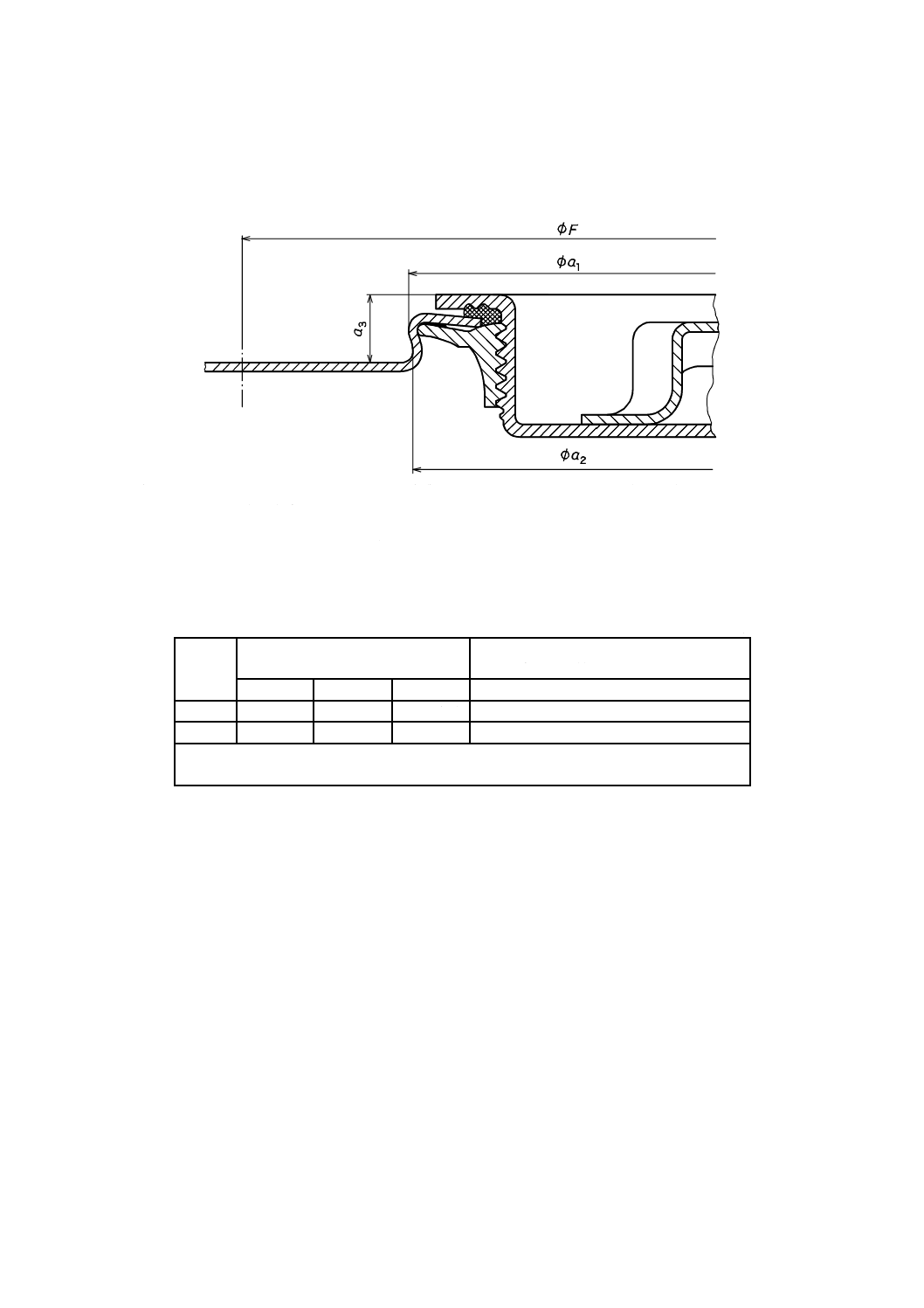
A.7 キャップシールの付いていない口金
キャップシールの付いていない口金の一例を,図A.12に,寸法を表A.6に示す。
注記 JIS Z 1600では取り付けられた口金が鋼製ドラムのクロージングリング(バンド)より,JIS Z 1601
では取り付けられた口金が鋼製ドラムのチャイムより,上に突き出ないことが要求されている。
図A.12−キャップシールの付いていない口金システム
表A.6−キャップシールの付いていない口金システム
単位 mm
口金の
種類
口金システムの寸法
キャップシール取付工具
用として最小限必要とな
る口金の周りの空間
a1
a2
a3
a4
a5 a)
F
G3/4
33.9
±0.5
11.7
±0.5
11.2
±0.5
6.6
±0.5
>0
90
G2
68.4
±0.5
14.5
±0.5
13.6
±0.5
9.4
±0.5
>0
110
注記 口金の供給者がフランジの圧入について推奨する内容が上記と異なる場合に
は,その推奨事項に従うことが望ましい。
注a) 適用しない。
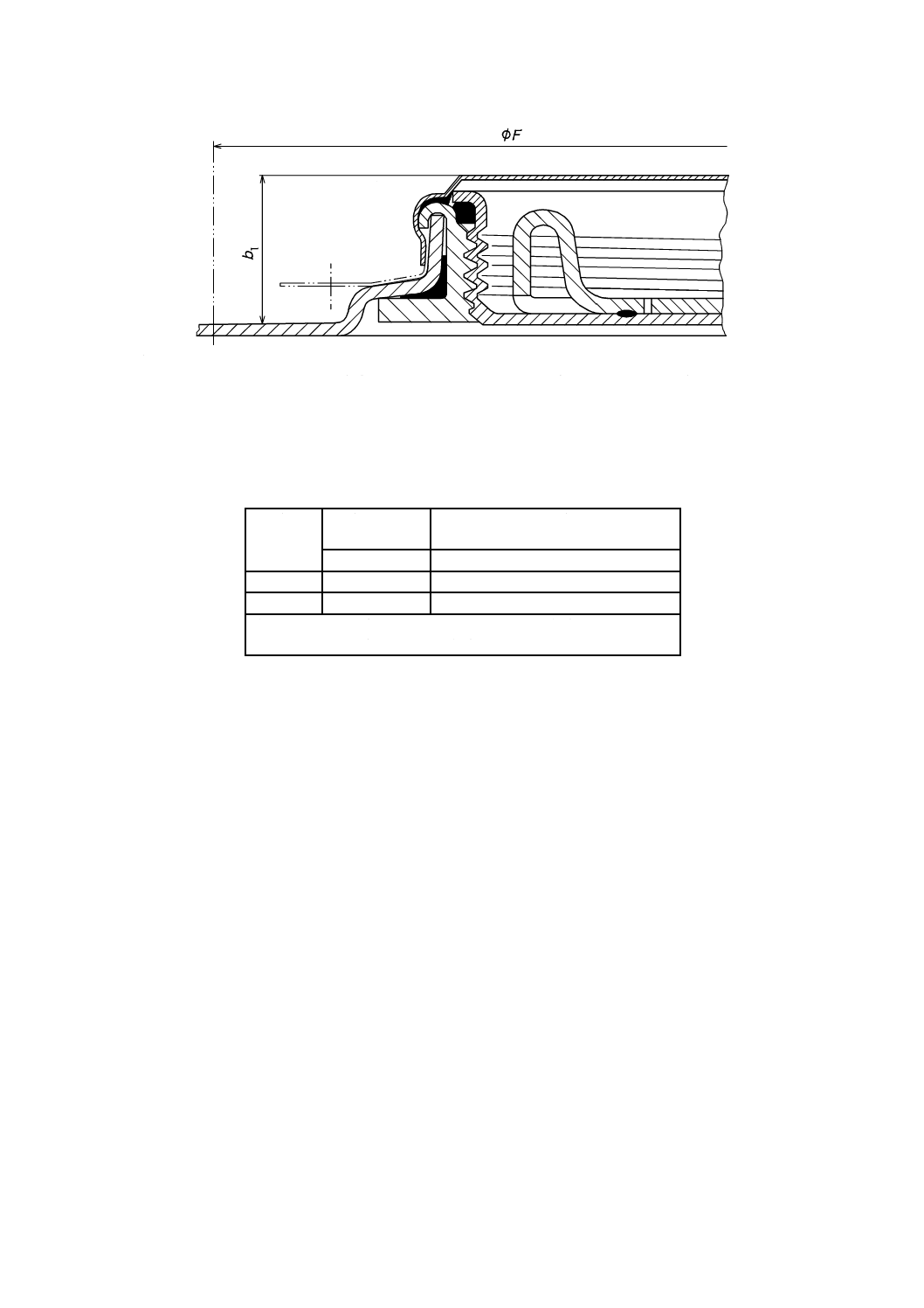
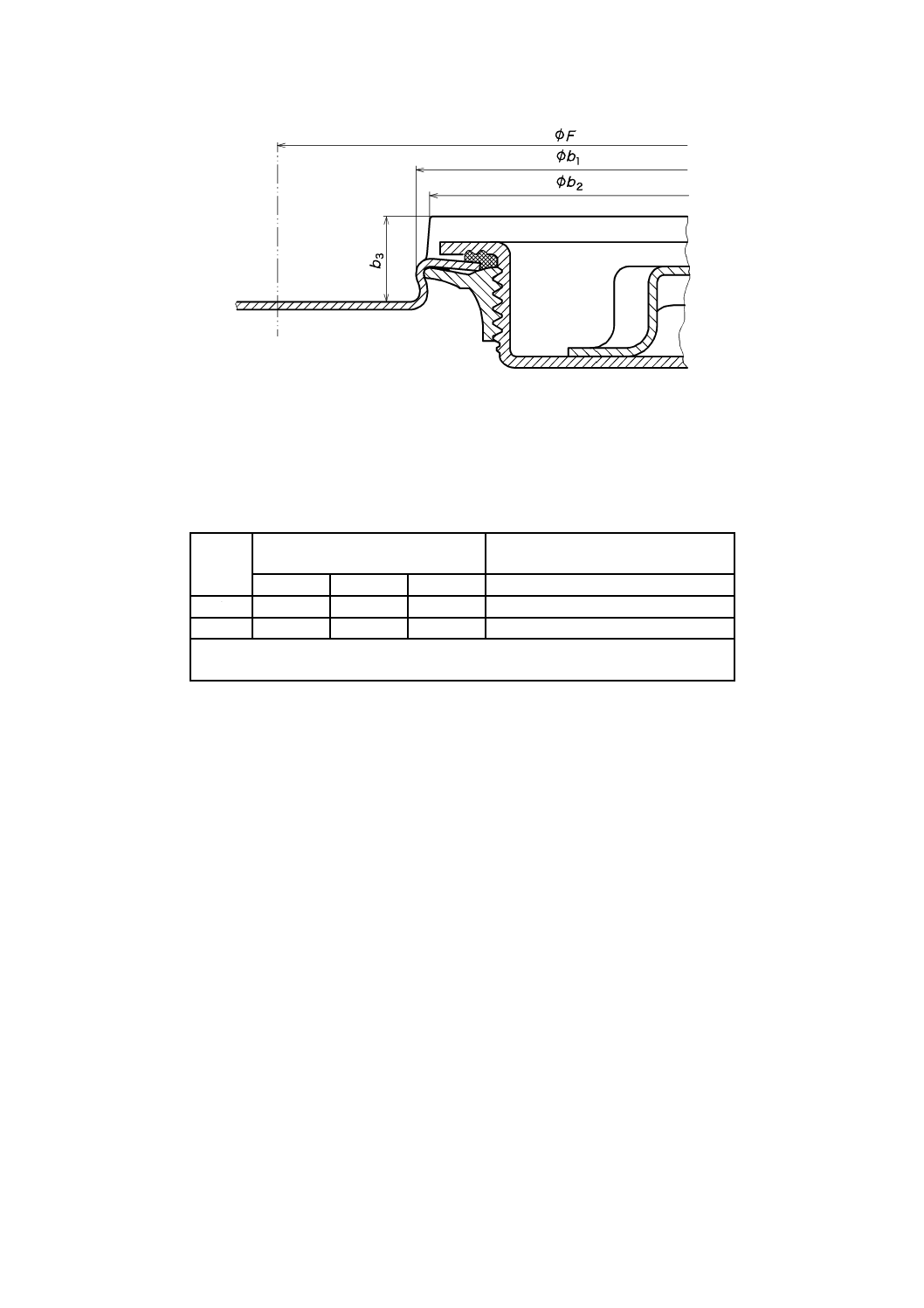
A.8 キャップシール付き口金
キャップシール付きの口金の一例を,図A.13に,寸法を表A.7に示す。
14
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 JIS Z 1600では取り付けられた口金が鋼製ドラムのクロージングリング(バンド)より,JIS Z 1601
では取り付けられた口金が鋼製ドラムのチャイムより,上に突き出ないことが要求されている。
図A.13−キャップシール付きの口金システム
表A.7−キャップシール付きの口金システム
単位 mm
口金の
種類
口金システム
の寸法
キャップシール取付工具用として
最小限必要となる口金の周りの空間
b1
F
G3/4
14.1±0.5
90
G2
17.3±0.5
110
注記 口金の供給者がフランジの圧入について推奨する内容が上記
と異なる場合には,その推奨事項に従うことが望ましい。
15
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
のこ(鋸)歯状ベースの口金(B形口金)
B.1
口金の構成
のこ歯状ベースの口金の構成の一例を,図B.1及び図B.2に示す。
1
鋼製ドラム
2
コンパウンド
3
オーバーシール
4
ガスケット
5
爪(レンチング部)
6
鋼製プラグ
7
フランジ
8
コンパウンド
d1 呼び有効径
図B.1−鋼製ドラムの口金システム(鋼製プラグ)
1
鋼製ドラム
2
金属リング
3
オーバーシール(プラスチック)
4
ガスケット
5
爪(レンチング部)
6
プラスチックプラグ
7
フランジ
8
コンパウンド
d1 呼び有効径
図B.2−鋼製ドラムの口金システム(プラスチックプラグ)
B.2
フランジ及びシーリングの特徴
B.2.1 寸法
フランジの一例を,図B.3に,寸法を表B.1に示す。
16
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
ドレン穴
2
コンパウンド
図B.3−フランジ
表B.1−フランジ
単位 mm
口金の
種類
呼び有効径
フランジの寸法
d1
d2
G3/4
a)
24.5±0.3
G2
a)
57.1±0.3
注a) 圧入された状態でJIS B 0202に適合しなければならない。
B.2.2 材料及び構成
特殊なコンパウンドを用いる場合には,受渡当事者間の協定によらなければならない。
フランジの選択は,受渡当事者間の協定によらなければならない。
17
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.3
鋼製プラグ及びプラグガスケット
B.3.1 寸法
鋼製プラグ及びエラストマープラグガスケットの一例を,図B.4及び図B.5に,寸法を表B.2に示す。
a) G3/4のねじ山
b) G2のねじ山
図B.4−鋼製プラグ
図B.5−エラストマープラグガスケット
18
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.2−鋼製プラグ及びエラストマープラグガスケット
単位 mm
口金の
種類
呼び
有効径
鋼製プラグの寸法
エラストマープラグ
ガスケットの寸法
d1
d2
p1
p2
p3
p4
p5
w1×t1×t2
G3/4
a)
26.3
±0.4
41.7
±0.4
38.0
±0.4
20.1
以上
19.8
±0.8
1.0
以上
25.4±0.5×5.4±0.8
×3.0±0.5
G2
a)
59.0
±0.4
79.0
±0.4
73.4
±0.4
54.0
以上
20.2
±0.8
1.0
以上
58.0±0.5×6.4±0.8
×3.0±0.5
注a) JIS B 0202に適合しなければならない。
B.3.2 材料及び構成
プラグの材料は,JIS G 3131若しくはJIS G 3141に規定する軟鋼,又は使用環境及び内容物に適した別
の材料を用いる。プラグ用ガスケットの材料は,一般的にはエラストマーを用いる。
材料として,熱可塑性プラスチック又はその他の材料を用いてもよいが,受渡当事者間の協定によらな
ければならない。
図B.5及び表B.2に示す以外のプラグ及びエラストマーガスケットを用いる場合には,受渡当事者間の
協定によらなければならない。
プラグ及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
B.4
プラスチック製プラグ及びエラストマープラグガスケット
B.4.1 寸法
プラスチック製プラグ及びエラストマープラグガスケットの一例を,図B.6及び図B.7に,寸法を表B.3
に示す。
19
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) G3/4のねじ山
b) G2のねじ山
図B.6−プラスチック製プラグ
図B.7−エラストマープラグガスケット
表B.3−プラスチックプラグ及びエラストマープラグガスケット
単位 mm
口金の
種類
呼び
有効径
プラスチックプラグの寸法
エラストマープラグ
ガスケットの寸法
d1
p1
p2
p3
p4
w1×t1×t2
G3/4
a)
38.7
±0.9
18.2
以上
6.4
以上
16.1
±0.8
25.4±0.5×5.4±0.8
×3.0±0.5
G2
a)
73.5
±0.9
51.2
以上
39.9
以上
21.1
±0.8
58.0±0.5×6.4±0.8
×3.0±0.5
注a) JIS B 0202に適合しなければならない。
B.4.2 材料及び構成
プラグの材料は,ポリプロピレンの共重合体を用いる。その他の材料を使用する場合には,受渡当事者
間の協定によらなければならない。
プラグ用ガスケットの材料は,エラストマーを用いる。
図B.7及び表B.3に示す以外のプラグ及びエラストマーガスケットを用いる場合には,受渡当事者間の
20
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
協定によらなければならない。
プラグ及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
B.5
保護蓋及びオーバーシール
B.5.1 寸法
保護蓋及びオーバーシールの一例を,図B.8に,寸法を表B.4に示す。
1
コンパウンド
2
刻み線
図B.8−オーバーシール
表B.4−オーバーシール
単位 mm
口金の
種類
オーバーシールの寸法
オーバーシールの厚さ
c1
c2
c3
t
G3/4
41.5以下
48.1以上
13.8以下
0.23±0.05
G2
78.7以下
85.6以上
14.7以下
0.23±0.05
オーバーシールの印刷(必要な場合は)は,受渡当事者間の協定によらな
ければならない。
B.5.2 材料及び構成
オーバーシールの材料は,JIS G 3303若しくはJIS G 3315に規定する低炭素鋼板,又は使用環境及び内
容物に適した別の材料を用いる。
オーバーシールの選択は,受渡当事者間の協定によらなければならない。
21
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.6
オーバーシールの付いていない口金
B.6.1 寸法
オーバーシールの付いていない口金の一例を,図B.9に,寸法を表B.5に示す。
注記 JIS Z 1600では取り付けられた口金が鋼製ドラムのクロージングリング(バンド)より,JIS Z 1601
では口金全体が鋼製ドラムのチャイムより,上に突き出ないことが要求されている。
図B.9−オーバーシールの付いていない口金システム
表B.5−オーバーシールの付いていない口金システム
単位 mm
口金の
種類
口金システムの寸法
オーバーシール取付工具用に口金の周囲
で要求される最小限のフリースペース
a1
a 2
a3
F
G3/4
47.6±0.5
45.1±1.7
12.7以下
76.0以上
G2
84.7±1.0
81.0±2.3
14.0以下
128.0以上
注記 口金の供給者がフランジの圧入について推奨する内容が上記と異なる場合には,そ
の推奨事項に従うことが望ましい。
B.7
オーバーシール付きの口金
B.7.1 寸法
オーバーシール付きの口金の一例を,図B.10に,寸法を表B.6に示す。
22
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 JIS Z 1600では取り付けられた口金が鋼製ドラムのクロージングリング(バンド)より,JIS Z 1601
では口金全体が鋼製ドラムのチャイムより,上に突き出ないことが要求されている。
図B.10−オーバーシール付きの口金システム
表B.6−オーバーシール付きの口金システム
単位 mm
口金の
種類
口金システムの寸法
オーバーシール取付工具用として
最小限必要となる口金の周りの空間
b1
b2
b3
F
G3/4
50.1±2.0
43.8±1.0
15.0以下
76.0
G2
86.3±2.0
80.6±1.0
15.0以下
128.0
注記 口金の供給者がフランジの圧入について推奨する内容が上記と異なる場合に
は,その推奨事項に従うことが望ましい。
23
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
八角(G2)/六角(G3/4)ベースの口金(C形口金)
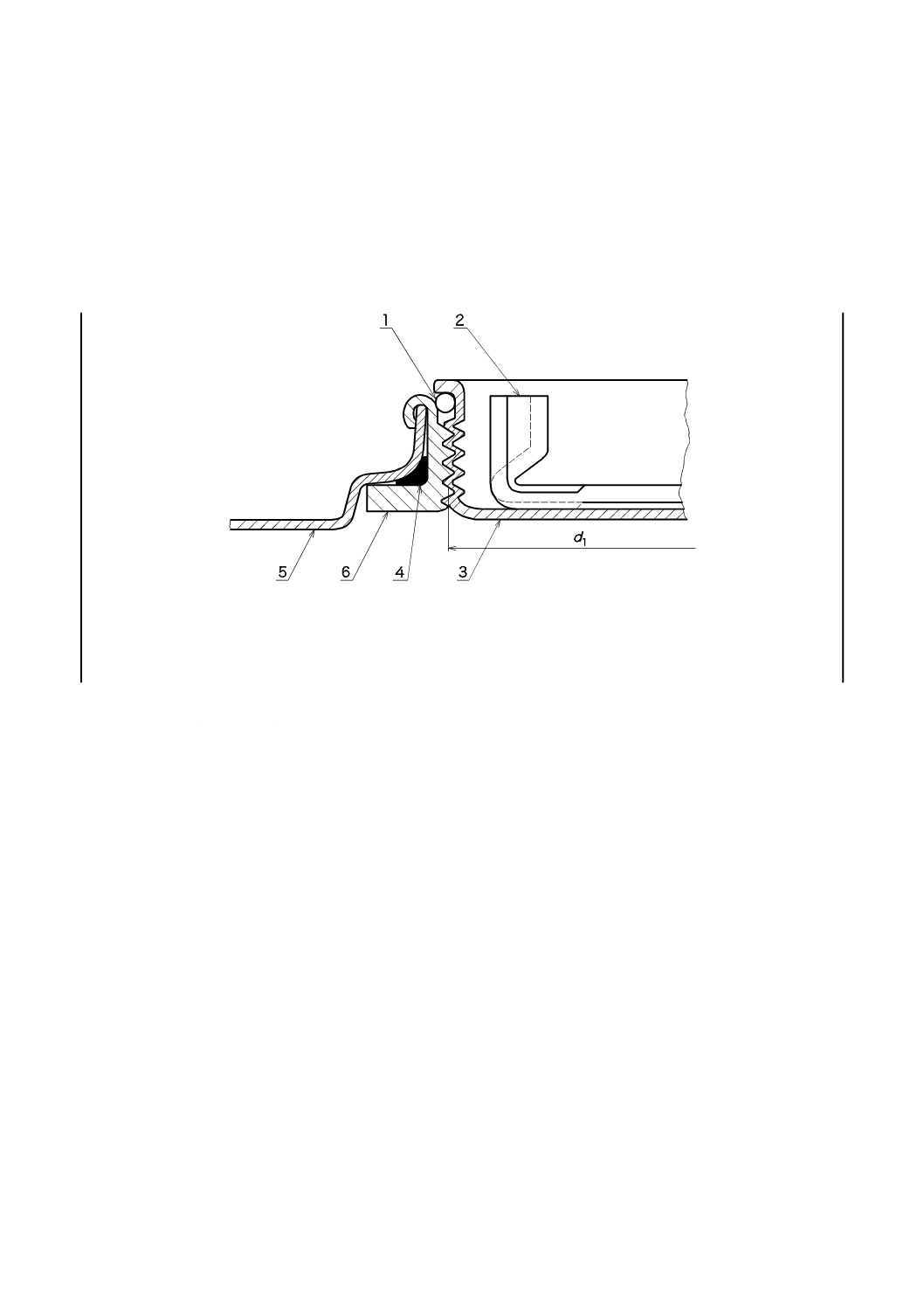
C.1 口金の構成
八角(G2)/六角(G3/4)口金の構成の一例を,図C.1に示す。
1
プラグガスケット
2
爪(レンチング部)
3
プラグ
4
フランジガスケット
5
鋼製ドラム
6
フランジ
d1 呼び有効径
図C.1−鋼製ドラムの口金システム(鋼製プラグの例)
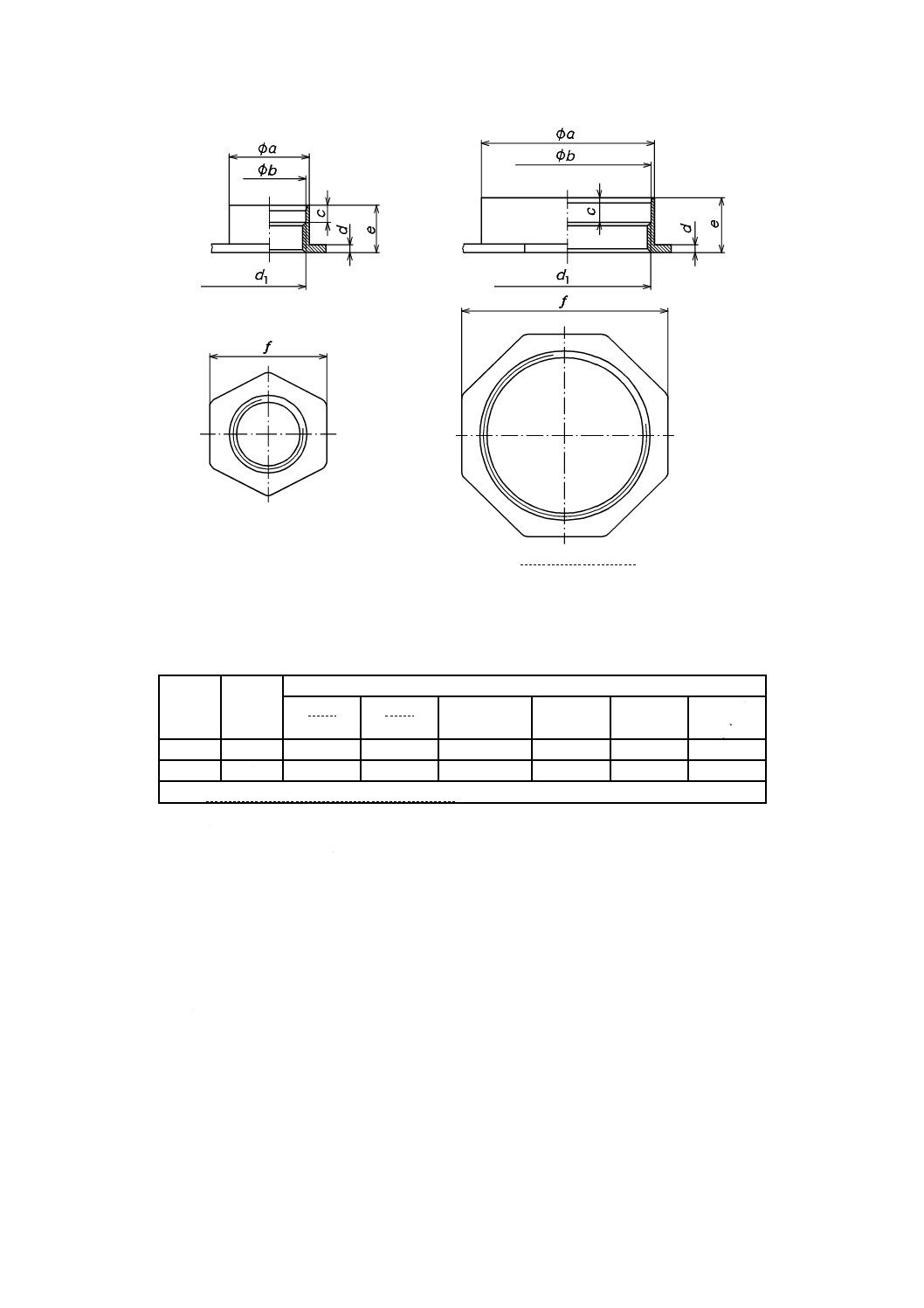
C.2 フランジの構成及び寸法
C.2.1 寸法
フランジの一例を,図C.2に,寸法を表C.1に示す。
24
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 六角(G3/4)ベース
b) 八角(G2)ベース
図C.2−フランジ
表C.1−フランジ
単位 mm
口金の
種類
呼び
有効径
d1
フランジの寸法
外径
a
内径
b
座ぐり高さ
c
つば厚さ
d
高さ
e
対辺距離
f
G3/4
a)
30.0±0.3
28.2±0.3
7.5±0.3
3.1±0.4
16.8±0.4
40.5±0.3
G2
a)
63.5±0.3
61.2±0.3
8.5±0.3
3.1±0.4
19.0±0.4
75.0±0.3
注a) 附属書JAに適合しなければならない。
C.2.2 材料及び構成
フランジの材料は,JIS G 3131若しくはJIS G 3141に規定する軟鋼,又は使用環境及び内容物に適した
別の材料を用いる。
フランジのガスケットの寸法,断面形状及び材料は,受渡当事者間の協定によらなければならない。
フランジ及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
C.3 ラベルリング及び保護リングの構成及び寸法
薄手,中程度及び厚手の天板材料の場合には,ラベルリング又は保護リングの使用は任意とする。また,
使用する場合には,A.3で規定したものと類似のリングを用いる。
C.4 鋼製プラグの構成及び寸法
C.4.1 寸法
鋼製プラグの一例を,図C.3に,寸法を表C.2に示す。
25
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) G3/4のねじ山
b) G2のねじ山
図C.3−鋼製プラグ
表C.2−鋼製プラグ
単位 mm
口金の
種類
呼び
有効径
d1
鋼製プラグの寸法
高さ
a
つば厚さ
b
ガスケット部
外径
c
ガスケット部
厚さ
d
つば部
外径
e
底部厚さ
f
爪幅
g
G3/4
a)
14.0以上
1.0以上
23.7±0.3
1.0以上
28.0±0.3
1.0以上
9.5±1.5
G2
a)
15.0以上
1.0以上
56.0±0.3
1.0以上
61.0±0.3
1.0以上
34.5±1.5
注a) 附属書JAに適合しなければならない。
C.4.2 材料及び構成
鋼製プラグの材料は,JIS G 3131若しくはJIS G 3141に規定する軟鋼,又は使用環境及び内容物に適し
た別の材料を用いる。
プラグ用ガスケットの寸法,断面形状及び材料仕様は,受渡当事者間の協定によらなければならない。
プラグ及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
26
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
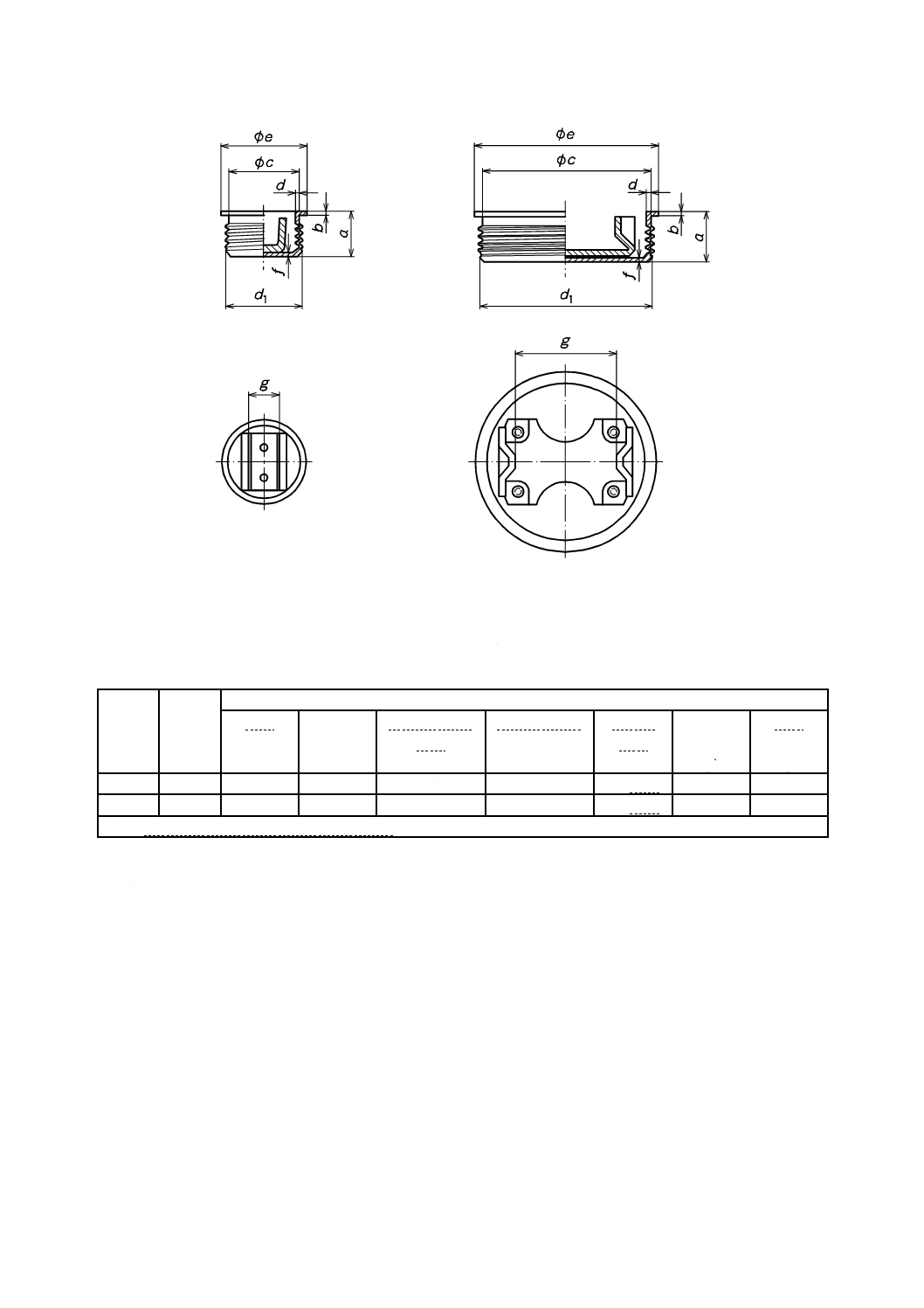
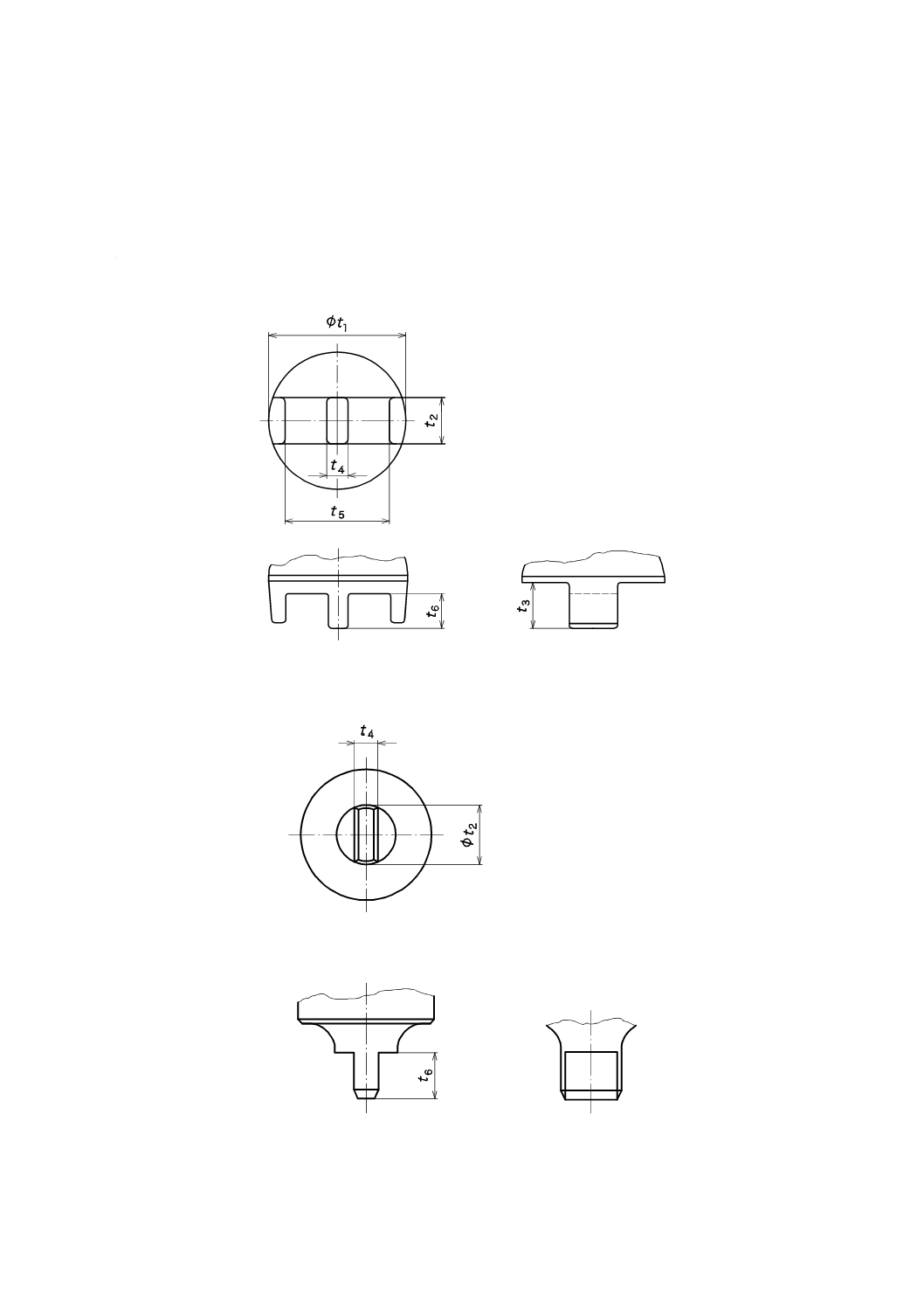
C.4A プラスチック製プラグの構成及び寸法
C.4A.1A 寸法
プラスチック製プラグの一例を,図C.4に,寸法を表C.3に示す。
a) G3/4のねじ山
b) G2のねじ山
図C.4−プラスチック製プラグ
表C.3−プラスチック製プラグ
単位 mm
口金の
種類
呼び
有効径
d1
プラスチック製プラグの寸法
高さ
a
つば厚さ
b
つば部
外径
c
ガスケット部
外径
d2
内径
d3
底部厚さ
e
爪幅
f
G3/4
a)
13.5以上
2.5以上
28.0±1.0
23.5±1.0
20.0以下
1.5以上
11.0以下
G2
a)
15.0以上
2.5以上
61.0±1.0
56.0±1.0
53.0以下
1.5以上
35.0以下
注a) 附属書JAに準拠する。ただし,附属書JAにおける通り側の試験では,プラスチックの粘弾性特性を加
味し,ややきつめでもよい。
C.4A.2B 材料及び構成
プラスチック製プラグの材料は,使用環境及び内容物に適した材料を用いる。
プラグ用ガスケットの寸法,断面形状及び材料仕様は,受渡当事者間の協定によらなければならない。
プラグ及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
27
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
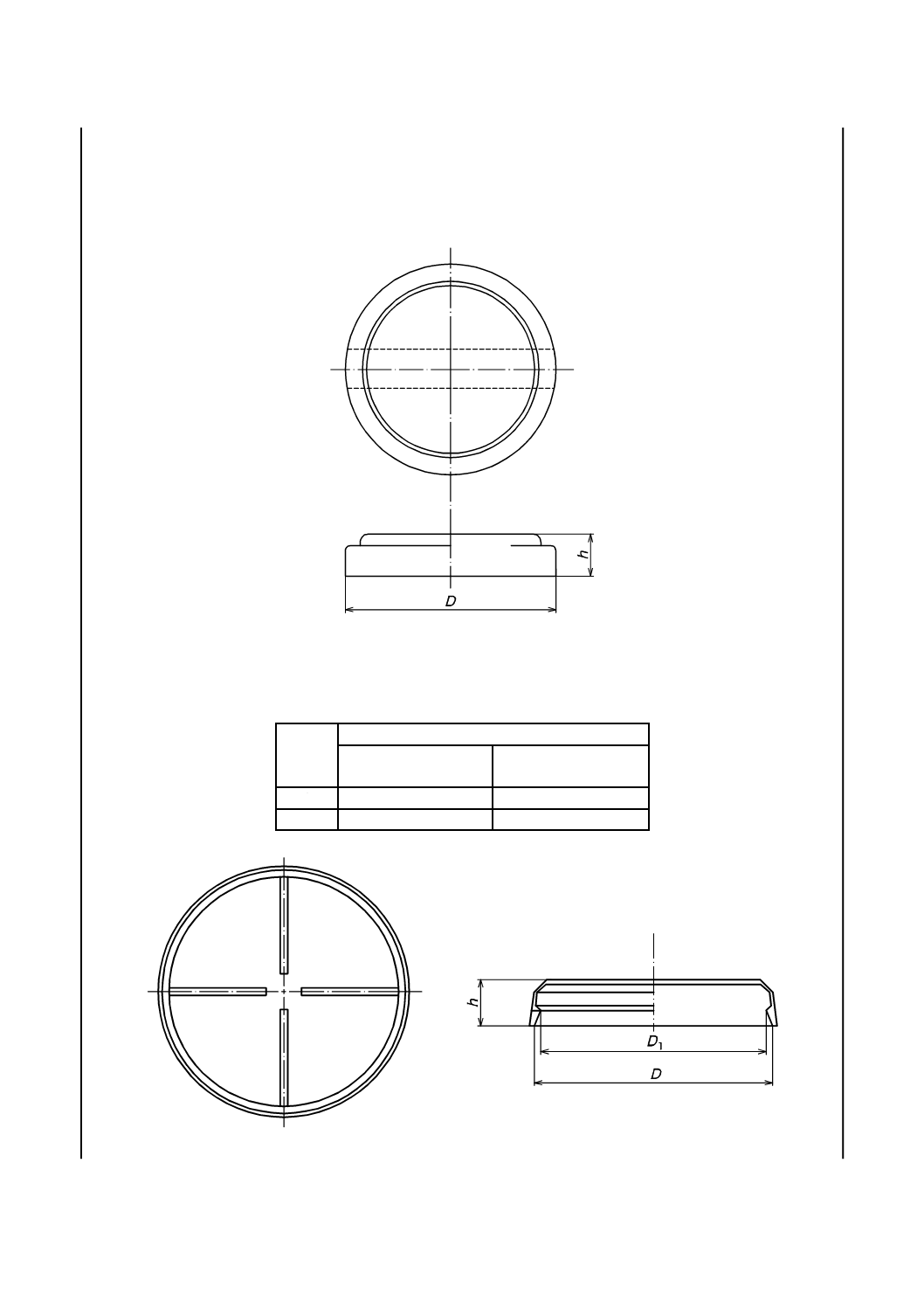
C.5 キャップシールの構成及び寸法
C.5A 寸法
鋼製又はアルミニウム製キャップシールの一例を,図C.5に,寸法を表C.4に示す。
熱可塑性プラスチック製キャップシールの一例を,図C.6に,寸法を表C.5に示す。
図C.5−鋼製又はアルミニウム製キャップシール
表C.4−鋼製又はアルミニウム製キャップシール
単位 mm
口金の
種類
鋼製又はアルミニウム製キャップシールの寸法
内径
D
高さ
h
G3/4
35.5±2.0
9.5±2.0
G2
70.5±2.0
10.5±2.0
図C.6−熱可塑性プラスチック製キャップシール
28
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.5−熱可塑性プラスチック製キャップシール
単位 mm
口金の
種類
熱可塑性プラスチック製キャップシールの寸法
内径
D
内径
D1
高さ
h
G3/4
37.0±1.5
34.5±1.0
12.0±1.5
G2
71.0±1.5
67.8±1.0
13.5±1.5
C.5B 材料及び構成
キャップシールの材料は,JIS G 3115,JIS G 3303,JIS G 3313,JIS G 3315に規定する低炭素鋼,JIS H
4000に規定するアルミニウム,熱可塑性プラスチック,又は使用環境及び内容物に適した別の材料を用い
る。
キャップシールのガスケットの寸法,断面形状及び材料仕様は,その必要性も含めて受渡当事者間の協
定によらなければならない。
キャップシール及びガスケットの選択並びに組合せは,受渡当事者間の協定によらなければならない。
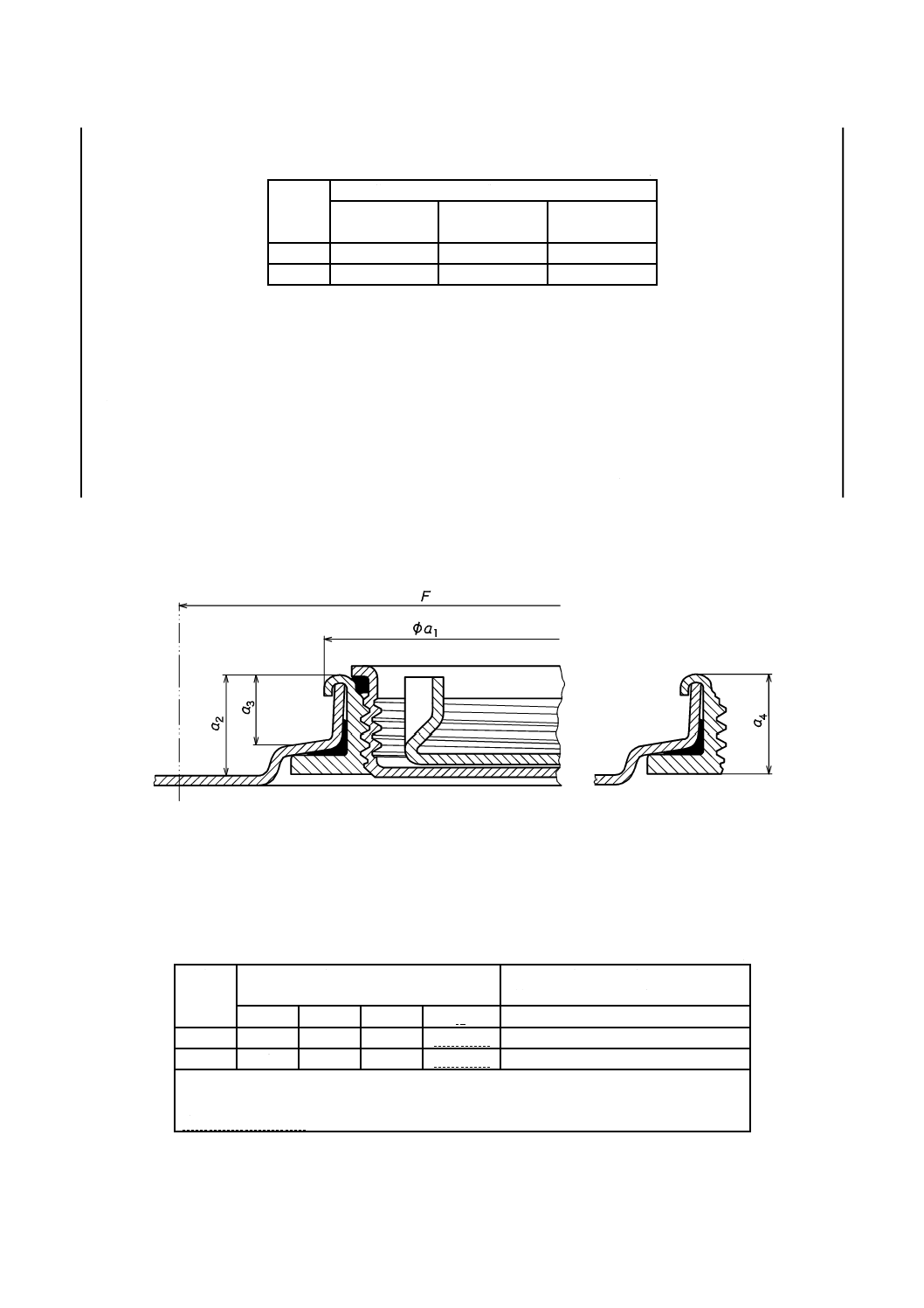
C.6 キャップシールの付いていない口金
キャップシールの付いていない口金の一例を,図C.7に,寸法を表C.6に示す。
注記 JIS Z 1600では取り付けられた口金が鋼製ドラムのクロージングリング(バンド)より,JIS Z 1601
では口金全体が鋼製ドラムのチャイムより,上に突き出ないことが要求されている。
図C.7−キャップシールの付いていない口金システム
表C.6−キャップシールの付いていない口金システム
単位 mm
口金の
種類
口金システムの寸法
キャップシール取付工具用として
最小限必要となる口金の周りの空間
a1
a2
a3
a4
F
G3/4
a)
a)
a)
11.5±1.0
a)
G2
a)
a)
a)
13.5±1.0
a)
注記 口金の供給者がフランジの圧入について推奨する内容が上記と異なる場合には,そ
の推奨事項に従うことが望ましい。
注a) 適用しない。
29
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
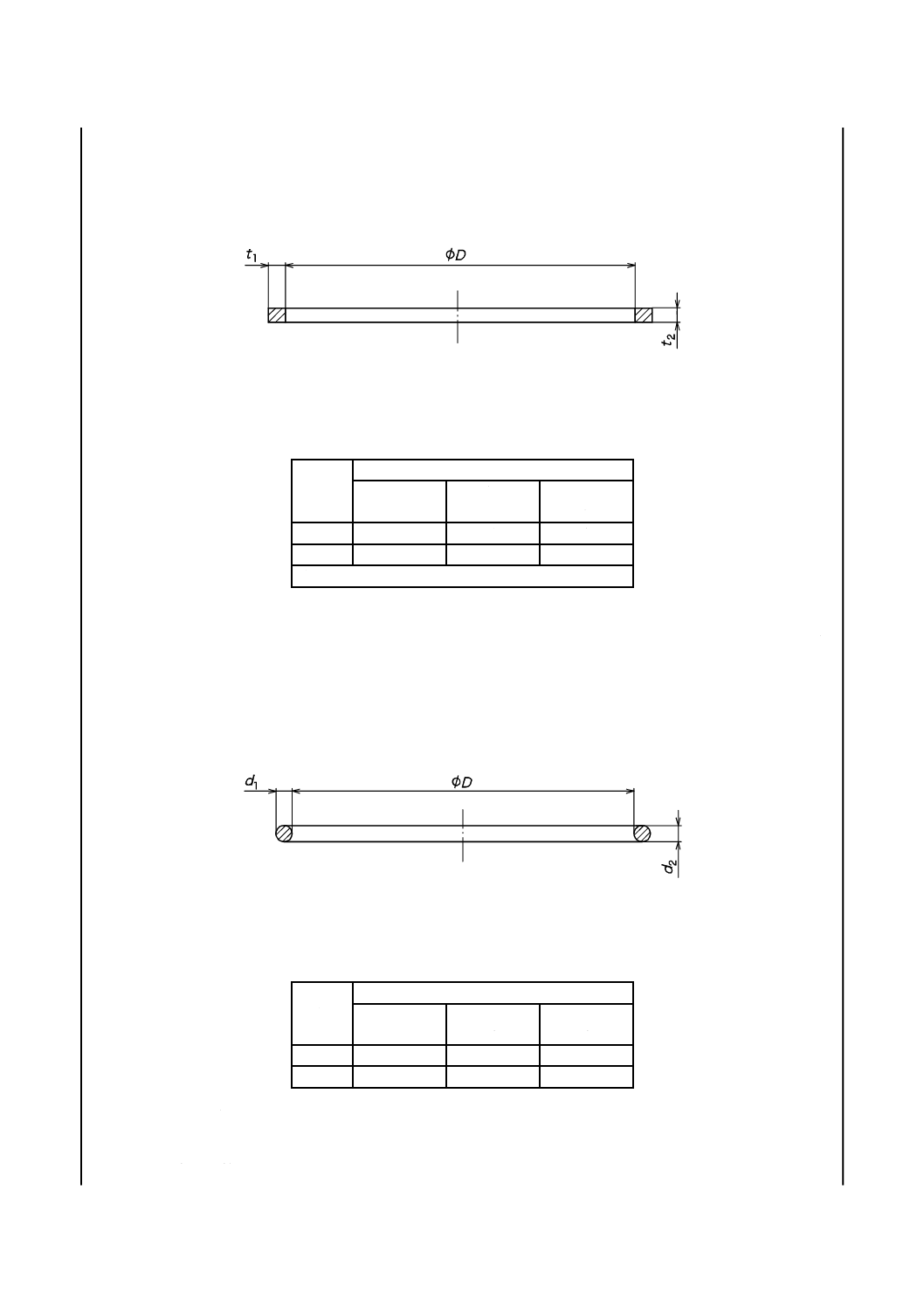
C.7 ガスケット
C.7.1 フランジ用ガスケット
C.7.1.1 寸法
フランジ用ガスケットの一例を,図C.8に,寸法を表C.7に示す。
図C.8−フランジ用ガスケット
表C.7−フランジ用ガスケット
単位 mm
口金の
種類
フランジ用ガスケットの寸法
内径
D
幅
t1
高さ
t2
G3/4
28.5±1.0
a)
a)
G2
61.5±1.0
a)
a)
注a) 適用しない。
C.7.1.2 材料及び構成
フランジ用ガスケットの寸法,断面形状及び材料仕様は,エラストマー以外の材料を使用することも含
めて受渡当事者間の協定によらなければならない。
C.7.2 プラグ用ガスケット
C.7.2.1 寸法
プラグ用ガスケットの一例を,図C.9に,寸法を表C.8に示す。
図C.9−プラグ用ガスケット(丸形状の例)
表C.8−プラグ用ガスケット
単位 mm
口金の
種類
プラグ用ガスケットの寸法
内径
D
幅
d1
高さ
d2
G3/4
21.5±2.5
2.8±0.6
2.8±0.6
G2
52.0±2.5
3.2±0.6
3.2±0.6
C.7.2.2 材料及び構成
プラグ用ガスケットの寸法,断面形状及び材料仕様は,エラストマー以外の材料を使用することも含め
て受渡当事者間の協定によらなければならない。
30
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
締付けジグ
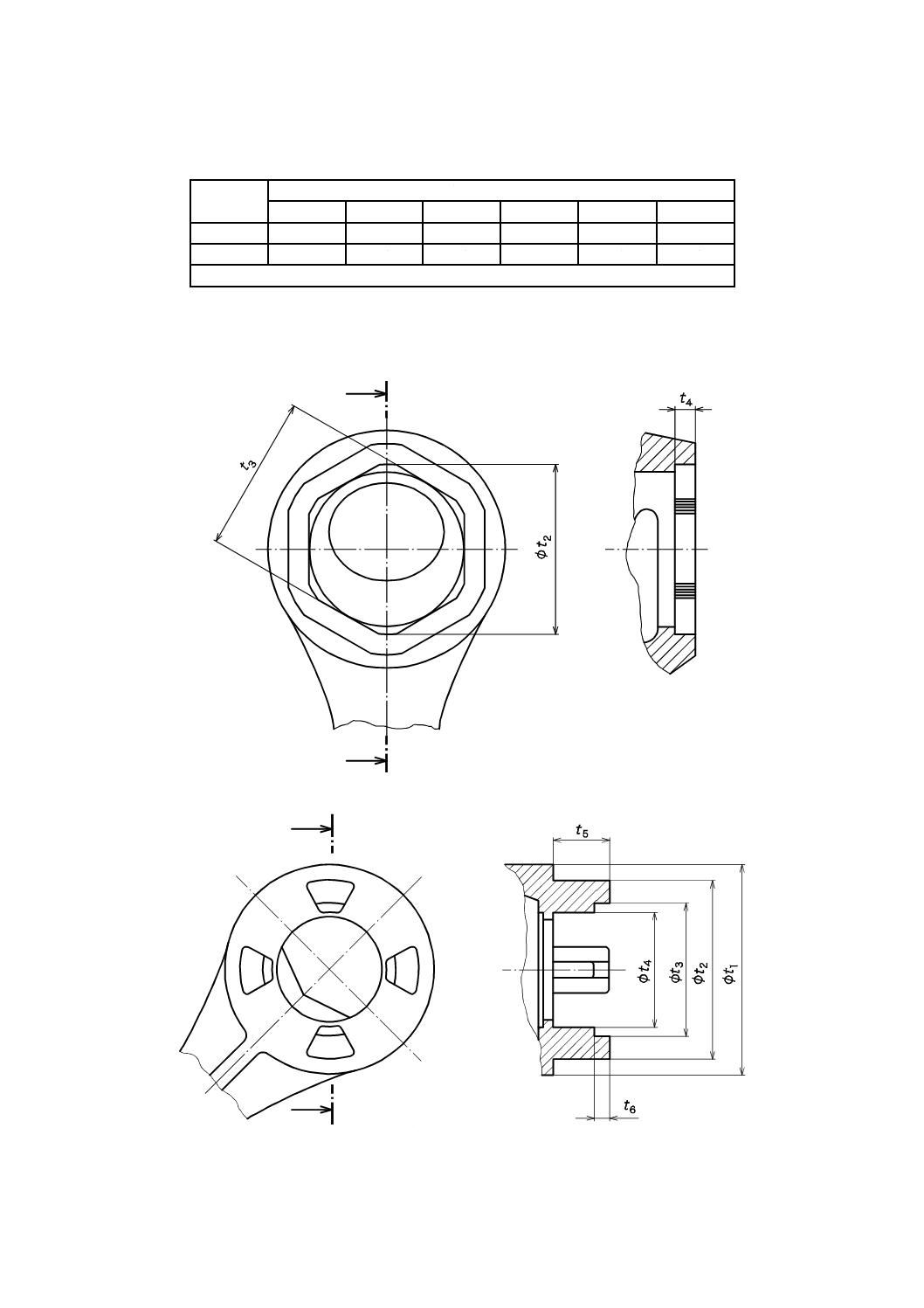
D.1 A形及びC形の口金用の締付けジグ
図D.1,図D.2及び表D.1にA形及びC形の口金用の締付けジグの例を示す。
図D.1−G2用及びG3/4用の締付けジグ
図D.2−G3/4専用の締付けジグ
31
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.1−締付けジグ
単位 mm
口金の
種類
締付けジグの寸法
t1
t2
t3
t4
t5
t6
G3/4
a)
15.8±0.2
a)
6.4±0.2
a)
12.0±0.3
G2+G3/4
50.7±0.3
15.8±0.2
16.0±0.3
6.4±0.2
36.0±0.3
12.0±0.3
注a) 適用しない。
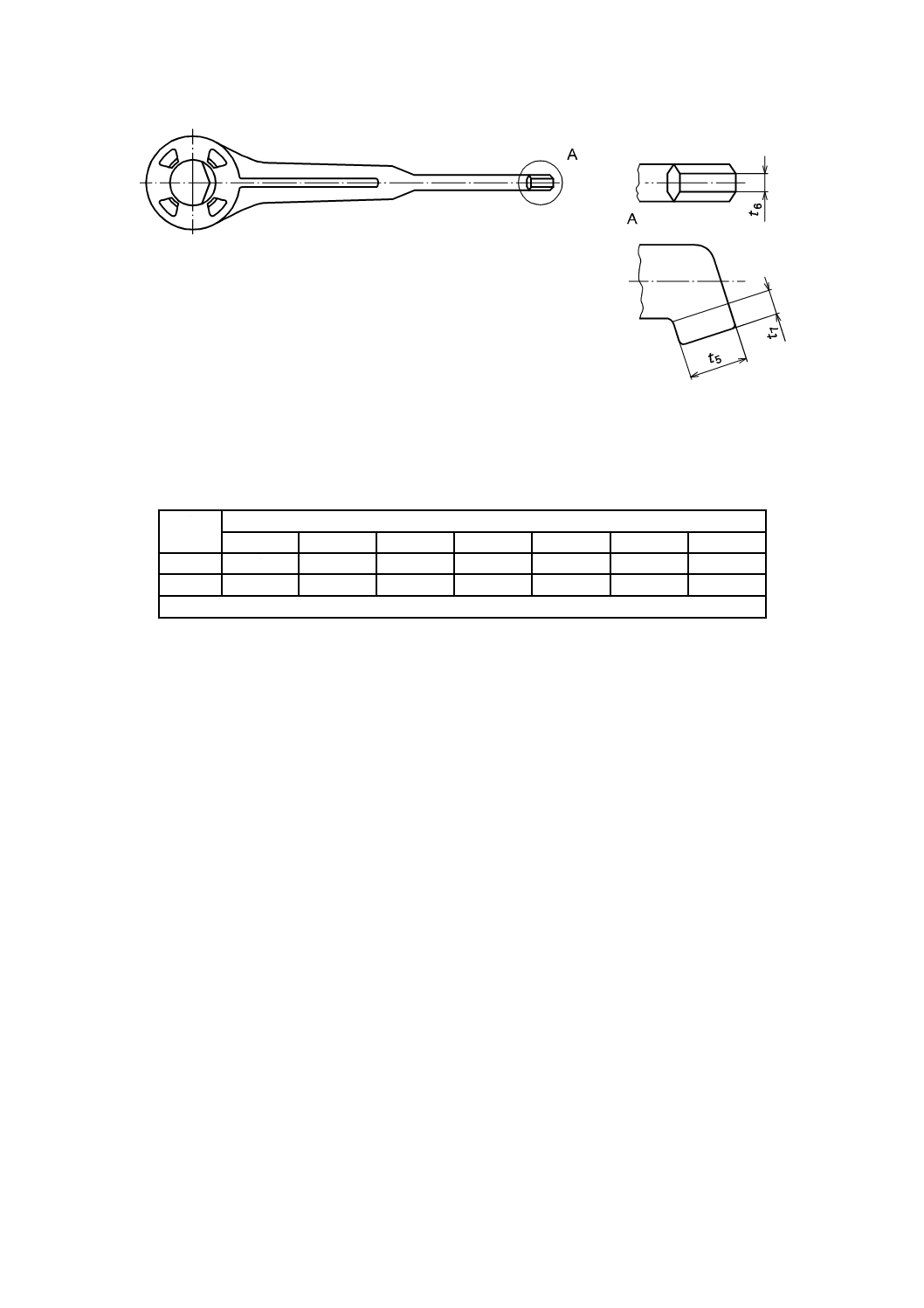
D.2 B形口金用の締付けジグ
図D.3及び表D.2にB形口金用のプラグレンチアダプタの例を示す。
a) G3/4のねじ山
b) G2のねじ山
図D.3−締付けジグ
32
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) レンチ全体構造
図D.3−締付けジグ(続き)
表D.2−締付けジグ
単位 mm
口金の
種類
締付けジグの寸法
t1
t2
t3
t4
t5
t6
t7
G3/4
a)
42.4±1.0
38.9±0.8
4.8±1.2
16.2±1.2
4.4±0.8
7.1±0.8
G2
57.7±2.0
49.5±1.0
36.4±0.8
29.7±1.2
14.9±1.2
4.1±0.8
a)
注a) 適用しない。
33
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(参考)
締付けトルク
E.1
A形口金の締付けトルク
表E.1及び表E.2に鋼製ドラム製造業者及び鋼製ドラム充塡業者に対する,A形口金の締付けトルクの
推奨値を示す。
注記 プラグの締付け後,時間の経過に伴ってトルクが減少する。特に,熱可塑性プラスチック製の
部品は,応力緩和の影響を受けてトルクが減少する。
トルクの推奨値は,プラグを締めるとき(つまり,時計回り方向)に有効である点に注意しなければな
らない。
プラグを緩めるとき(つまり,反時計回り方向)に測定されるトルクは,表E.1及び表E.2に示すトル
クとは異なる。
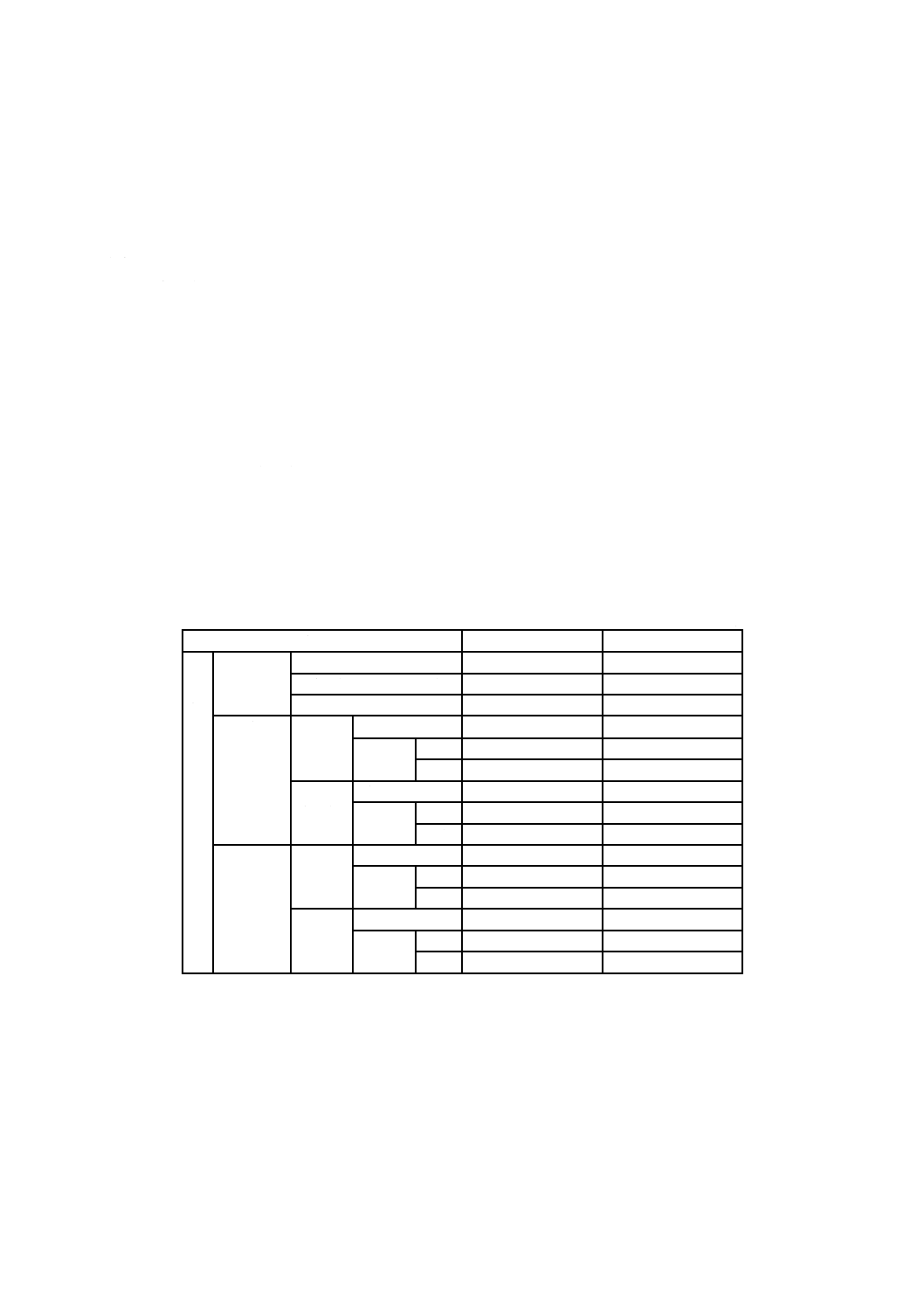
表E.1−鋼製ドラム製造業者用の口金の締付けトルク(A形口金)
単位 N・m
プラグのタイプ
ガスケットのタイプ
G3/4口金
G2口金
鋼製
エラストマー
10〜20
10〜20
熱可塑性プラスチック
15〜25
15〜25
プラスチック製
エラストマー
10〜15
10〜20
熱可塑性プラスチック
10〜15
10〜20
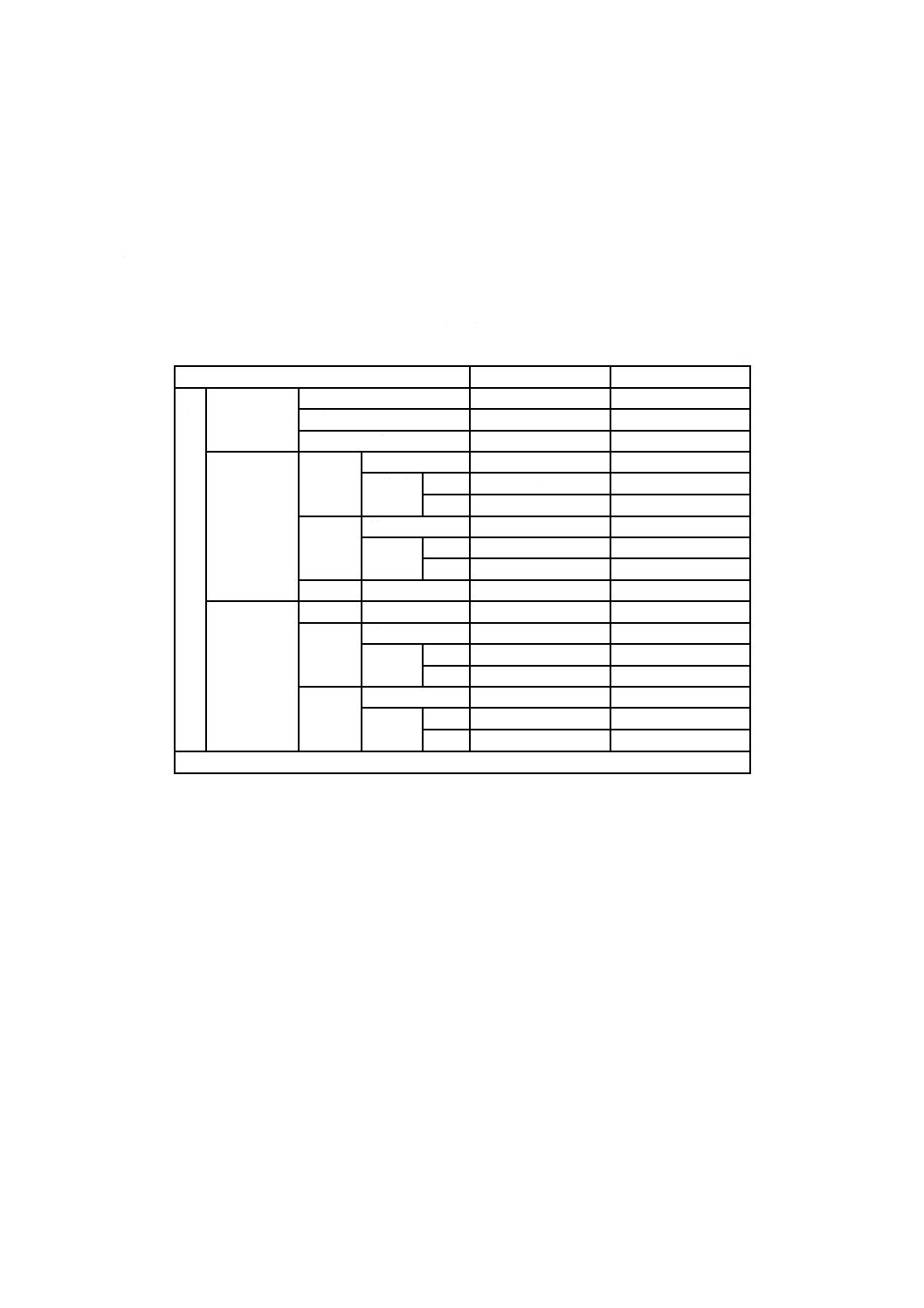
表E.2−鋼製ドラム充塡業者用の口金の締付けトルク(A形口金)
単位 N・m
プラグのタイプ
ガスケットのタイプ
G3/4口金
G2口金
鋼製
エラストマー
10〜20
20〜30
熱可塑性プラスチック
15〜25
20〜30
プラスチック製
エラストマー
10〜15
20〜30
熱可塑性プラスチック
10〜15
20〜30
E.2
B形口金の締付けトルク
E.2.1 B形口金の締付けトルクの推奨値
表E.3及び表E.4に鋼製ドラム製造業者及び鋼製ドラム充塡業者に対する,B形口金の締付けトルクの
推奨値を示す。
注記 プラグの締付け後,時間の経過に伴ってトルクが減少する。特に,熱可塑性プラスチック製の
部品は,応力緩和の影響を受けてトルクが減少する。
E.2.2 トルクの推奨値の有効性
トルクの推奨値は,プラグを締めるとき(時計回り方向)に有効である点に注意しなければならない。
プラグを緩めるとき(反時計回り方向)に測定されるトルクは,表E.3及び表E.4に示すトルクとは異
なる。
34
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.2.3 ガスケット
プラスチック製プラグに対しては,EPDMエラストマーガスケットが推奨される。
表E.3−鋼製ドラム製造業者用の口金の締付けトルク(B形口金)
単位 N・m
プラグのタイプ
ガスケットのタイプ
G3/4口金
G2口金
鋼製
エラストマー
18〜22
18〜23
熱可塑性プラスチック
25〜30
24〜30
プラスチック製
エラストマー
10〜14
11〜16
熱可塑性プラスチック
−
−
表E.4−鋼製ドラム充塡業者用の口金の締付けトルク(B形口金)
単位 N・m
プラグのタイプ
ガスケットのタイプ
G3/4口金
G2口金
鋼製
エラストマー
18〜22
38〜42
熱可塑性プラスチック
25〜30
50〜54
プラスチック製
エラストマー
10〜14
25〜30
熱可塑性プラスチック
−
−
E.3
C形口金の締付けトルク
C形口金の締付けトルクの推奨値は,プラグ,ガスケットの材質,ドラムの使用環境などによって異な
るため,必要な場合には,その都度,供給者に問い合わせることが望ましい。
35
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
口金のねじ寸法,ねじ寸法試験及び検査用ねじ限界ゲージ
JA.1 ねじの寸法
JA.1.1 プラグ及びドラム缶に圧入される前のフランジのねじ部の寸法
プラグ及びドラム缶に圧入される前のフランジのねじ部の寸法は,表JA.1及び表JA.2に規定する検査
用ねじ限界ゲージを用いて通り及び止まりの試験を合理的な頻度で行ったとき,合格する寸法である。
JA.1.2 ドラム缶に圧入されたフランジのねじ部の寸法
ドラム缶に圧入されたフランジのねじ部の寸法は,表JA.3に規定する検査用ねじ限界ゲージを用いて通
りの試験を合理的な頻度で行ったとき,合格する寸法である。
JA.2 検査用ねじ限界ゲージ
JA.2.1 検査用ねじゲージの寸法
JA.2.1.1 プラグねじ部検査用ゲージの寸法
プラグねじ部検査用ゲージの寸法を,表JA.1に示す。
表JA.1−プラグねじ部検査用ゲージの寸法
単位 mm
口金の種類
G3/4
G2
ね
じ
ゲ
ー
ジ
の
寸
法
ねじ山
山の角度
55°
55°
山数(25.4 mmにつき)
14
11
ピッチ(参考)
1.814
2.309
通り側
内径
基準寸法
23.870
56.260
許容差
上
−0.008
−0.009
下
−0.024
−0.027
呼び
有効径
基準寸法
25.030
57.740
許容差
上
−0.005
−0.006
下
−0.015
−0.018
止まり側
内径
基準寸法
24.190
56.650
許容差
上
規定しない
規定しない
下
規定しない
規定しない
呼び
有効径
基準寸法
24.780
57.390
許容差
上
0
0
下
−0.010
−0.012
JA.2.1.2 ドラム缶に圧入される前のフランジのねじ部検査用ゲージの寸法
ドラム缶に圧入される前のフランジのねじ部検査用ゲージの寸法を,表JA.2に示す。

36
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.2−ドラム缶に圧入される前のフランジのねじ部検査用ゲージの寸法
単位 mm
口金の種類
G3/4
G2
ね
じ
ゲ
ー
ジ
の
寸
法
ねじ山
山の角度
55°
55°
山数(25.4 mmにつき)
14
11
ピッチ(参考)
1.814
2.309
通り側
外径
基準寸法
26.440
59.820
許容差
上
+0.024
+0.027
下
+0.008
+0.009
呼び
有効径
基準寸法
25.280
58.340
許容差
上
+0.015
+0.018
下
+0.005
+0.006
止まり側
外径
基準寸法
26.140
59.430
許容差
上
規定しない
規定しない
下
規定しない
規定しない
呼び
有効径
基準寸法
25.580
58.790
許容差
上
+0.010
+0.012
下
0
0
JA.2.1.3 ドラム缶に圧入されたフランジのねじ部検査用ゲージの寸法
ドラム缶に圧入されたフランジのねじ部検査用ゲージの寸法を,表JA.3に示す。
表JA.3−ドラム缶に圧入されたフランジのねじ部検査用ゲージの寸法
単位 mm
口金の種類
G3/4
G2
ね
じ
ゲ
ー
ジ
の
寸
法
ねじ山
山の角度
55°
55°
山数(25.4 mmにつき)
14
11
ピッチ(参考)
1.814
2.309
通り側
外径
基準寸法
26.000
59.000
許容差
上
+0.024
+0.027
下
+0.008
+0.009
呼び
有効径
基準寸法
25.030
57.740
許容差
上
+0.015
+0.018
下
+0.005
+0.006
37
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
検査用ねじ限界ゲージに対応する口金ねじの寸法
JB.1 検査用ねじ限界ゲージに対応する口金ねじの寸法
検査用ねじ限界ゲージに対応する口金ねじの寸法を,参考として表JB.1に示す。
表JB.1−検査用ねじ限界ゲージに対応する口金ねじの寸法
単位 mm
口金の種類
G3/4
G2
ね
じ
の
寸
法
ねじ山
山の角度
55°
55°
山数(25.4 mmにつき)
14
11
ピッチ(参考)
1.814
2.309
プラグ
(おねじ)
外径
基準寸法
26.00
59.00
許容差
上
0
0
下
−0.50
−0.50
呼び
有効径
基準寸法
25.03
57.74
許容差
上
0
0
下
−0.25
−0.35
谷の径
基準寸法
23.87以下
56.26以下
フランジ
(めねじ)
谷の径
基準寸法
26.44以上
59.82以上
呼び
有効径
基準寸法
25.28
58.34
許容差
上
+0.30
+0.45
下
0
0
内径
基準寸法
24.20
57.10
許容差
上
+0.50
+0.50
下
0
0
フランジの寸法は,ドラム缶に圧入される前のものとする。
38
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応国際規格との対比表
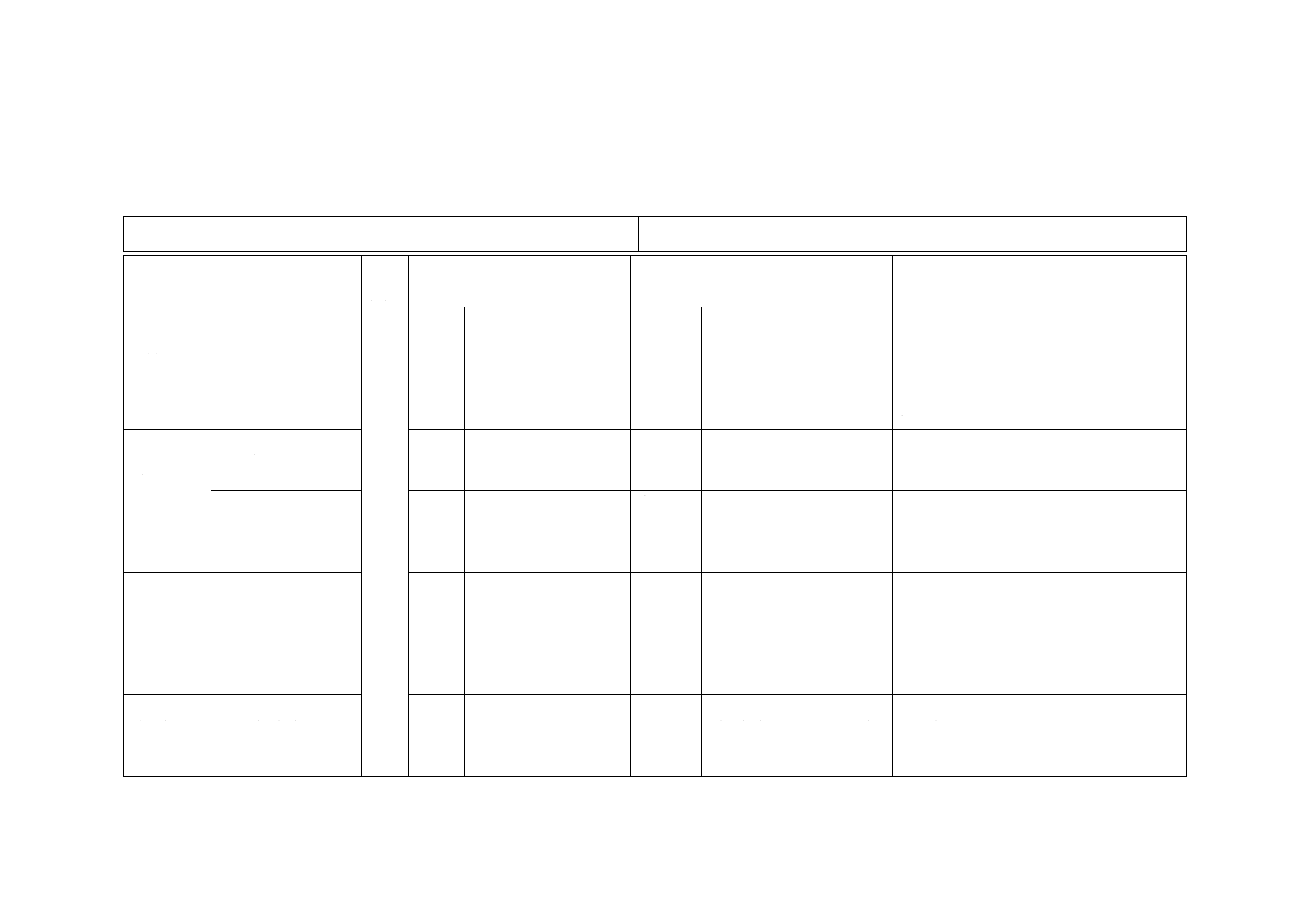
JIS Z 1604:2017 鋼製ドラム用口金
ISO 15750-3:2002,Packaging−Steel drums−Part 3: Inserted flange-type closure systems
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由及
び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
3.1 口金の用語及び
定義
3.1
フランジについてだけ
定義。
追加
プラグを含めた鋼製ドラム
用口金システムの構成を規
定。
国内で“口金”というと,フランジだけを意
味するものと誤解されるおそれがあるため。
国内の実状であり,ISOへの提案は行わな
い。
4 寸法,材
料及び仕上
げ
4.1 口金のねじ山の
呼び有効径及びピッ
チ
4.1
JISとほぼ同じ。
追加
適合規格に附属書JAの規
定を追加。
国内では,附属書JAで規定するねじ寸法の
C形口金が流通しているため。
次回ISO規格改正時に申し入れを行う。
4.3 口金の仕上げ
4.3
フランジ,鋼製プラグ,
ラベルリング及び保護
リングの仕上げは電気
亜鉛めっきと規定。
変更
電気亜鉛めっきに限定しな
い規定に変更。
国内では電気亜鉛めっき以外の仕上げも各
種使用されているため。
次回ISO規格改正時に申し入れを行う。
5 設計及び
構造
5.3 キャップシール
及びオーバーシール
の形状
5.3
JISとほぼ同じ。
変更
ISO規格での“通関シール
及び不正の証拠が残せる形
状”の規定を,JISでは,“必
要な場合には,”との前提条
件を入れ,任意とした。
国内のキャップシールには,熱可塑性プラス
チック製で繰り返し使用が可能な,不正の証
拠が残る形状でないものも使用されている
ため。
国内の実状であり,ISOへの提案は行わな
い。
6 品質及び
試験方法
外観,ねじ部の試験,
プラグの気密性
−
−
追加
外観,ねじ部の試験,プラ
グの気密性に関する品質,
試験及び検査の規定を追
加。
口金としての品質性能とその試験・検査方法
を規定するのが妥当。
国内の実状であり,ISOへの提案は行わな
い。
3
Z
1
6
0
4
:
2
0
1
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
39
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由及
び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 表示
口金への表示
−
−
追加
口金に製造業者名を表示。
トレーサビリティ機能の確保,及び購入者の
選択の利便性向上に必要。
国内の実状であり,ISOへの提案は行わな
い。
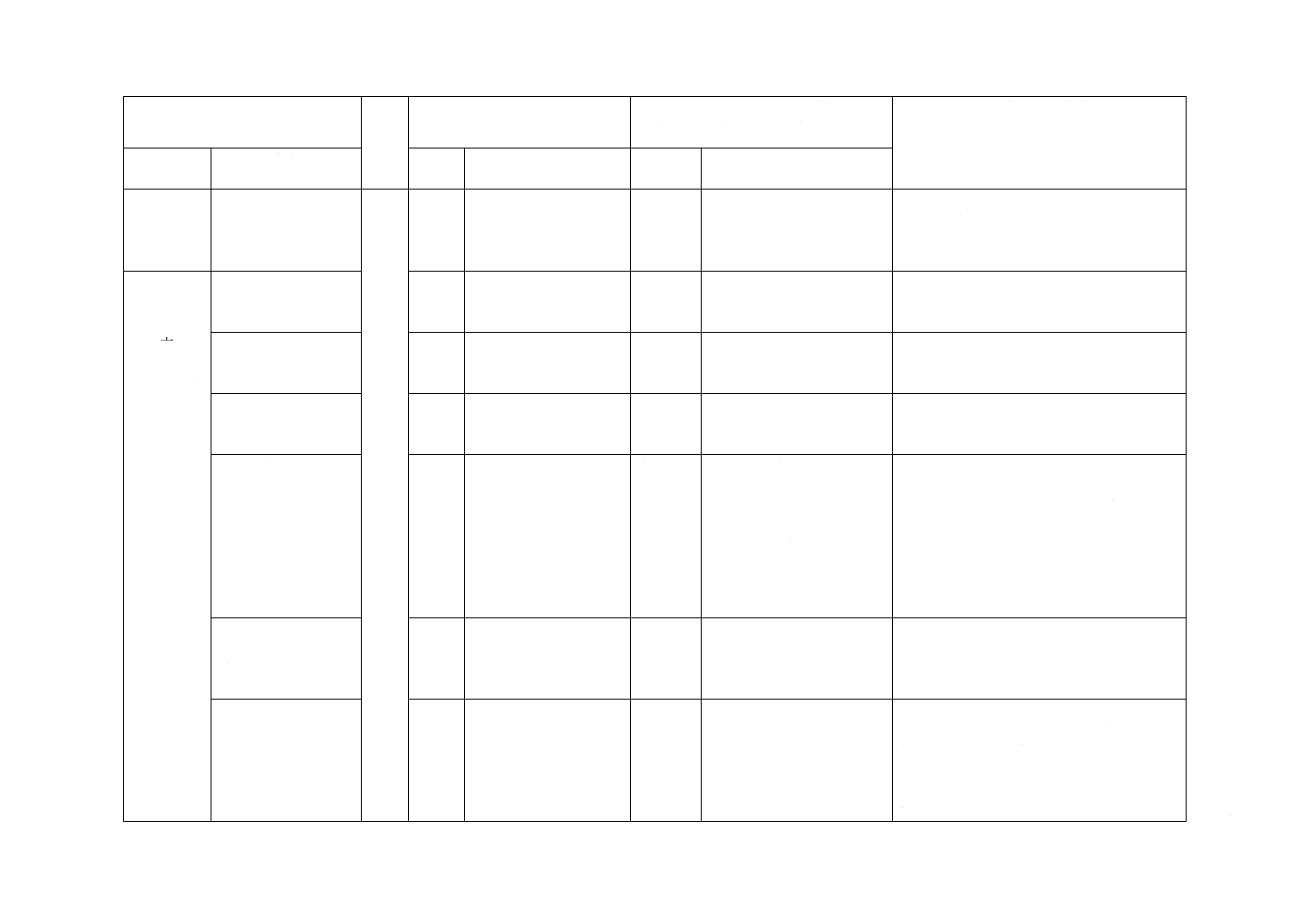
附属書C
(規定)
八角(G2)
/
六
角
(G3/4)ベ
ースの口金
(C形口
金)
C.1 口金の構成
C.1
JISに同じ。
変更
口金システム図を亜鉛ダイ
カスト製プラグから鋼製プ
ラグへ変更。
亜鉛ダイカスト製プラグは現在流通がなく,
その廃止に伴う図変更。
次回ISO規格改正時に申し入れを行う。
C.2 フランジの構成
及び寸法
C.2
JISに同じ。
変更
寸法表中の呼び有効径d1
は,附属書JAに適合しなけ
ればならないに変更。
C形口金のねじ寸法は,4.1で附属書JAに適
合しなければならないと規定しているため。
次回ISO規格改正時に申し入れを行う。
−
C.4
亜鉛合金ダイカスト製
プラグの構成及び寸法
(寸法,材料及び構成)。
削除
亜鉛ダイカスト製プラグに
関する規定を削除。
亜鉛ダイカスト製プラグの廃止に伴う関係
規定の削除。
次回ISO規格改正時に申し入れを行う。
C.4 鋼製プラグの構
成及び寸法
C.5
JISとほぼ同じ。
変更
表C.2−鋼製プラグ寸法のe
の変更。
G3/4の口金
ISO:28.0±0.5
JIS:28.0±0.3
G2の口金
ISO:61.0±0.5
JIS:61.0±0.3
ISO規格の許容差では,品質が保たれないた
め。
国内の実状であり,ISOへの提案は行わな
い。
C.4A プラスチック
製プラグの構成及び
寸法
−
−
追加
プラスチック製プラグの構
成及び寸法の箇条を追加。
プラスチック製プラグは,広く使用されてい
るが,その規定がないため。
国内の実状であり,ISOへの提案は行わな
い。
C.5 キャップシール
の構成及び寸法
C.6
JISとほぼ同じ。
ただし,“キャップシー
ルが必要な場合は,A.6
に規定のものと類似の
キャップシールを使用
すべきである。”と規定。
追加
国内で使用されているキャ
ップシールの構成及び寸法
の規定を追加。
国内で使用されるキャップシールは,ISO規
格の規定にはないアルミニウム製及び熱可
塑性プラスチック製のものが使用されてお
り,寸法も異なるため。
国内の実状であり,ISOへの提案は行わな
い。
3
Z
1
6
0
4
:
2
0
1
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
40
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由及
び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書C
(規定)
八角(G2)
/
六
角
(G3/4)ベ
ースの口金
(C形口
金)
(続き)
C.6 キャップシール
の付いていない口金
C.7
JISとほぼ同じ。
追加
変更
a4(巻き高さ)の寸法を追
加規定し,その他の値は規
定しない。
a4の値はフランジの圧入加工状態を示す寸
法で,フランジねじ部の変形によるプラグと
のかん(嵌)合性に影響するため,規定する
のが妥当。
これに対し,a1,a2,a3,及びFは各ドラム
メーカーで独自に決めるべき値であるため。
国内の実状であり,ISOへの提案は行わな
い。
C.7 ガスケット
(フランジ用及びプ
ラグ用ガスケットの
寸法,材料及び構成)
C.8
JISとほぼ同じ。
ただし,エラストマーガ
スケットに限定された
記載。
追加
エラストマーガスケット以
外の材料を使用することを
含める旨を追記。
国内では,エラストマー以外の材料も汎用さ
れているため。
次回ISO規格改正時に申し入れを行う。
C.7.2.1 プラグ用ガス
ケットの寸法
C.8.2.1 JISとほぼ同じ。
変更
表C.8−プラグ用ガスケッ
トの寸法のDの変更。
G3/4の口金
ISO:20.0±1.0
JIS:21.5±2.5
G2の口金
ISO:50.0±1.0
JIS:52.0±2.5
表C.8−プラグ用ガスケッ
トの寸法のd(d1,d2)の変
更。
G3/4の口金
ISO:3.4±0.5
JIS:2.8±0.6
G2の口金
ISO:3.4±0.5
JIS:3.2±0.6
国内で汎用されているプラグ用ガスケット
の寸法に適合させるため。
国内の実状であり,ISOへの提案は行わな
い。
3
Z
1
6
0
4
:
2
0
1
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
41
Z 1604:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由及
び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書JA
(規定)
口金のねじ寸法,ねじ
寸法試験及び検査用
ねじ限界ゲージの寸
法を規定
−
−
追加
口金のねじ寸法は,検査用
ねじ限界ゲージを用いた通
り及び止まりの試験で合格
する寸法と規定し,検査用
ねじ限界ゲージの寸法を規
定として追加。
また,ドラム缶に圧入後の
フランジのねじ部検査用ゲ
ージの寸法を規定として追
加。
口金ねじの寸法を精度良く計測検査するの
は難しく,迅速な計測は困難である。これに
対し,検査用ねじ限界ゲージの寸法を規定
し,この限界ゲージを用いて通り及び止まり
の試験をする検査方法の採用は,プラグとフ
ランジとのかん(嵌)合性を検査する上での
信頼性が高く,検査を簡単迅速に行うことが
でき,実際的で合理的である。このため,ね
じの寸法については,附属書JBで検査用ね
じ限界ゲージ作製の基準となる参考値とし
て記載することとした。
また,フランジねじ部の寸法はドラム缶に圧
入されると内径が収縮する。このため,ドラ
ム缶に圧入後の内径収縮を考慮した検査ゲ
ージを規定し,圧入後のフランジねじ部の品
質維持を図ることとした。
次回ISO規格改正時に申し入れを行う。
附属書JB
(参考)
JISと国際規格との対応の程度の全体評価:ISO 15750-3:2002,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
Z
1
6
0
4
:
2
0
1
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。