T 5221-2:2015 (ISO 3630-2:2013)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語,定義及び記号 ·········································································································· 2
3.1 用語及び定義 ················································································································ 2
3.2 記号 ···························································································································· 2
4 分類······························································································································· 2
4.1 B1タイプ ····················································································································· 2
4.2 B2タイプ ····················································································································· 2
4.3 Gタイプ ······················································································································ 2
4.4 Mタイプ ······················································································································ 2
4.5 Pタイプ ······················································································································· 2
5 要求事項························································································································· 2
5.1 材料 ···························································································································· 2
5.2 寸法,呼び及び刃数 ······································································································· 3
5.3 機械的要求事項 ············································································································· 8
6 サンプリング ··················································································································· 9
7 試験······························································································································· 9
7.1 一般 ···························································································································· 9
7.2 寸法 ··························································································································· 10
7.3 ねじ(捩)り破断及び角度たわ(撓)みに対する抵抗 ·························································· 10
7.4 曲げ抵抗 ····················································································································· 10
7.5 疲労抵抗 ····················································································································· 10
7.6 破折点の位置 ··············································································································· 10
8 呼び,表示及び識別 ········································································································· 12
9 包装······························································································································ 12
10 表示 ···························································································································· 12
参考文献 ···························································································································· 13
T 5221-2:2015 (ISO 3630-2:2013)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科器械工業協同組合(JDMMA),公
益社団法人日本歯科医師会(JDA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日
本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が制定した日
本工業規格である。
これによって,JIS T 5217-2:2009は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS T 5221の規格群には,次に示す部編成がある。
JIS T 5221-1 第1部:一般的要求事項及び試験方法
JIS T 5221-2 第2部:エンラージャ
JIS T 5221-3 第3部:コンデンサ(プラガ及びスプレッダ)
JIS T 5221-4 第4部:補助器具
JIS T 5221-5 第5部:形成器具及び清掃器具
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5221-2:2015
(ISO 3630-2:2013)
歯科用歯内療法器具−第2部:エンラージャ
Dentistry-Endodontic instruments-Part 2: Enlargers
序文
この規格は,2013年に第3版として発行されたISO 3630-2を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,歯科用歯内療法器具のうち,エンラージャの要求事項について規定する。
注記1 平成30年9月30日までJIS T 5217-2:2009は適用することができる。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3630-2:2013,Dentistry−Endodontic instruments−Part 2: Enlargers(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS T 5221-1 歯科用歯内療法器具−第1部:一般的要求事項及び試験方法
注記 対応国際規格:ISO 3630-1,Dentistry−Root-canal instruments−Part 1: General requirements and
test methods(MOD)
JIS T 5504-1 歯科用回転器具−軸−第1部:金属製
注記 対応国際規格:ISO 1797-1,Dentistry−Shanks for rotary instruments−Part 1: Shanks made of
metals(MOD)
JIS T 5504-2 歯科用回転器具−軸−第2部:プラスチック製
注記 対応国際規格:ISO 1797-2,Dental rotary instruments−Shanks−Part 2: Shanks made of plastics
(MOD)
ISO 1942,Dentistry−Vocabulary
ISO 15223-1,Medical devices−Symbols to be used with medical device labels, labelling and information to be
supplied−Part 1: General requirements
注記 上記に関連する日本工業規格としては,JIS T 0307:2004(医療機器−医療機器のラベル,ラ
ベリング及び供給される情報に用いる図記号)がある。
2
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語,定義及び記号
3.1
用語及び定義
この規格で用いる主な用語及び定義は,JIS T 5221-1及びISO 1942によるほか,次による。
3.1.1
エンラージャ(enlarger)
根管口拡大形成に用いる手用又は能動形機器に接続する歯内療法用器具。
注記 能動形機器は能動型機器ともいう。
3.2
記号
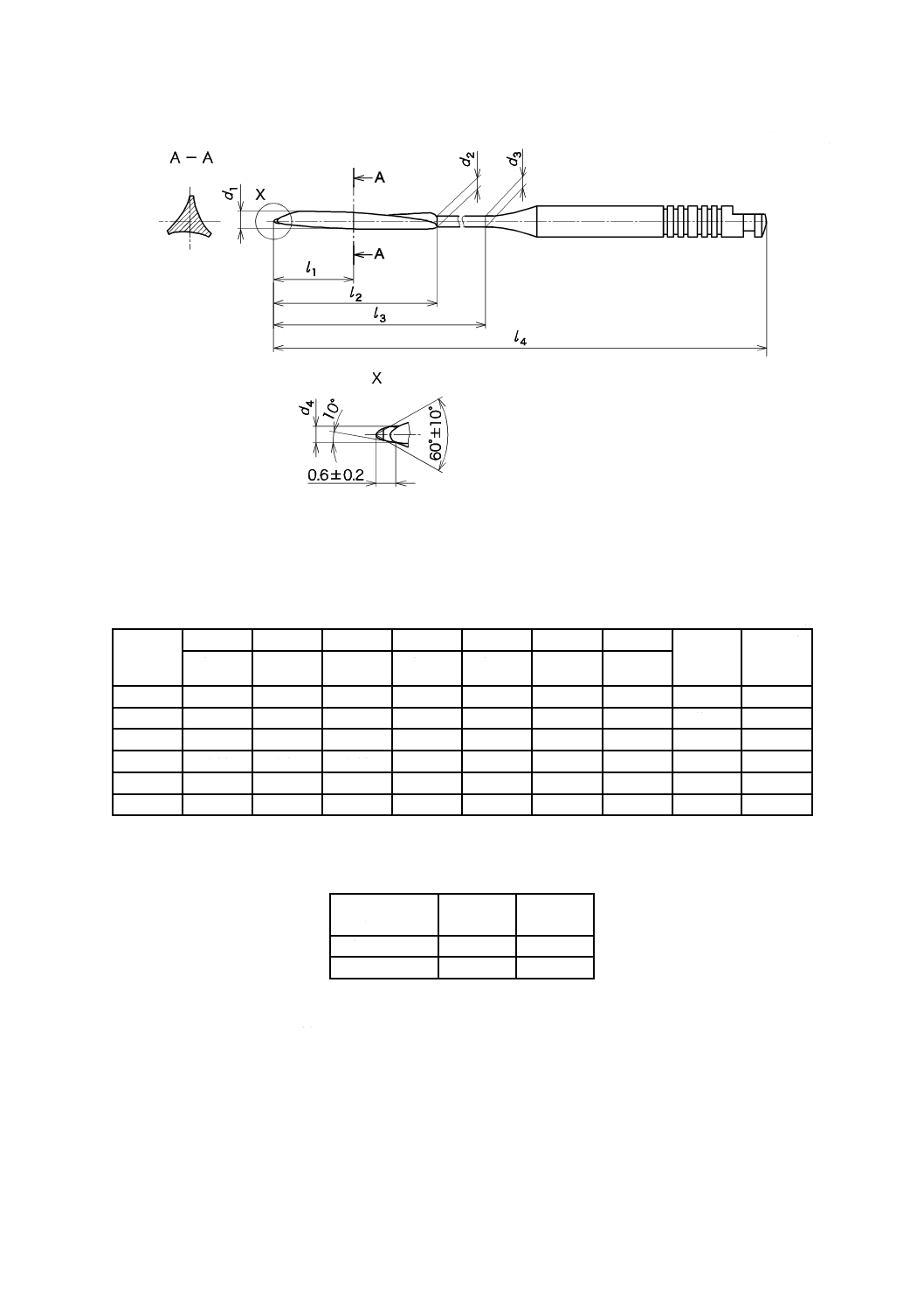
この規格で用いる記号は,次による。また,全ての寸法は,ミリメートル(mm)で表す(図1〜図5及
び表1〜表10参照)。
d1 作業部のl2の最大部の直径
d2 せん(尖)端から長さl2の点の直径
d3 せん(尖)端から長さl3の点の直径
d4 せん(尖)端部の直径
l1
せん(尖)端から最大直径d1部(A-A面)までの距離
l2
作業部の長さ
注記 作業部の長さは,JIS T 5221-1:2014では,3.1.11で規定している。
l3
オペラティブ部の長さ
l4
器具の全長
4
分類
4.1
B1タイプ
このエンラージャは,このほかに該当する呼称はない。
4.2
B2タイプ
このエンラージャは,このほかに該当する呼称はない。
4.3
Gタイプ
このエンラージャは,ゲイツグリデン(G型ドリル)としても知られている。
4.4
Mタイプ
このエンラージャは,このほかに該当する呼称はない。
4.5
Pタイプ
このエンラージャは,ピーソドリル(ピーソリーマ)としても知られている。
5
要求事項
5.1
材料
5.1.1
シャンク
シャンクの材料は,JIS T 5221-1の5.7(材料)による。
エンラージャのシャンクは,JIS T 5504-1又はJIS T 5504-2の軸部形式1又は軸部形式2による。
5.1.2
作業部
エンラージャの作業部は,ステンレス鋼,耐食性金属,その他の材料で製造し,5.2及び5.3に適合しな
ければならない。
3
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
寸法,呼び及び刃数
5.2.1
一般
全ての寸法は,ミリメートルの単位で,全ての角度は,度単位で示す。
ミリメートル単位によるエンラージャの寸法は,図1〜図5及び表1〜表10とする。
作業部の長さ及びオペラティブ部の長さの許容差は,表示した寸法に対して±0.5 mmでなければならな
い。
適合性試験はJIS T 5221-1による。
この規格群で指定されている歯科用歯内療法器具の全てのタイプは,JIS T 5221-1の表1で標準形状器
具の呼び,寸法及びカラー表示が規定されている。
注記 寸法及びタイプ名の範囲内で,形状及びデザインを変更してもよい。
5.2.2
タイプ
5.2.2.1
B1タイプのエンラージャ
B1タイプのエンラージャは,図1,表1及び表2による。
5.2.2.2
B2タイプのエンラージャ
B2タイプのエンラージャは,図2,表3及び表4による。
5.2.2.3
Gタイプのエンラージャ
Gタイプのエンラージャは,図3,表5及び表6による。
5.2.2.4
Mタイプのエンラージャ
Mタイプのエンラージャは,図4,表7及び表8による。
5.2.2.5
Pタイプのエンラージャ
Pタイプのエンラージャは,図5,表9及び表10による。
4
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
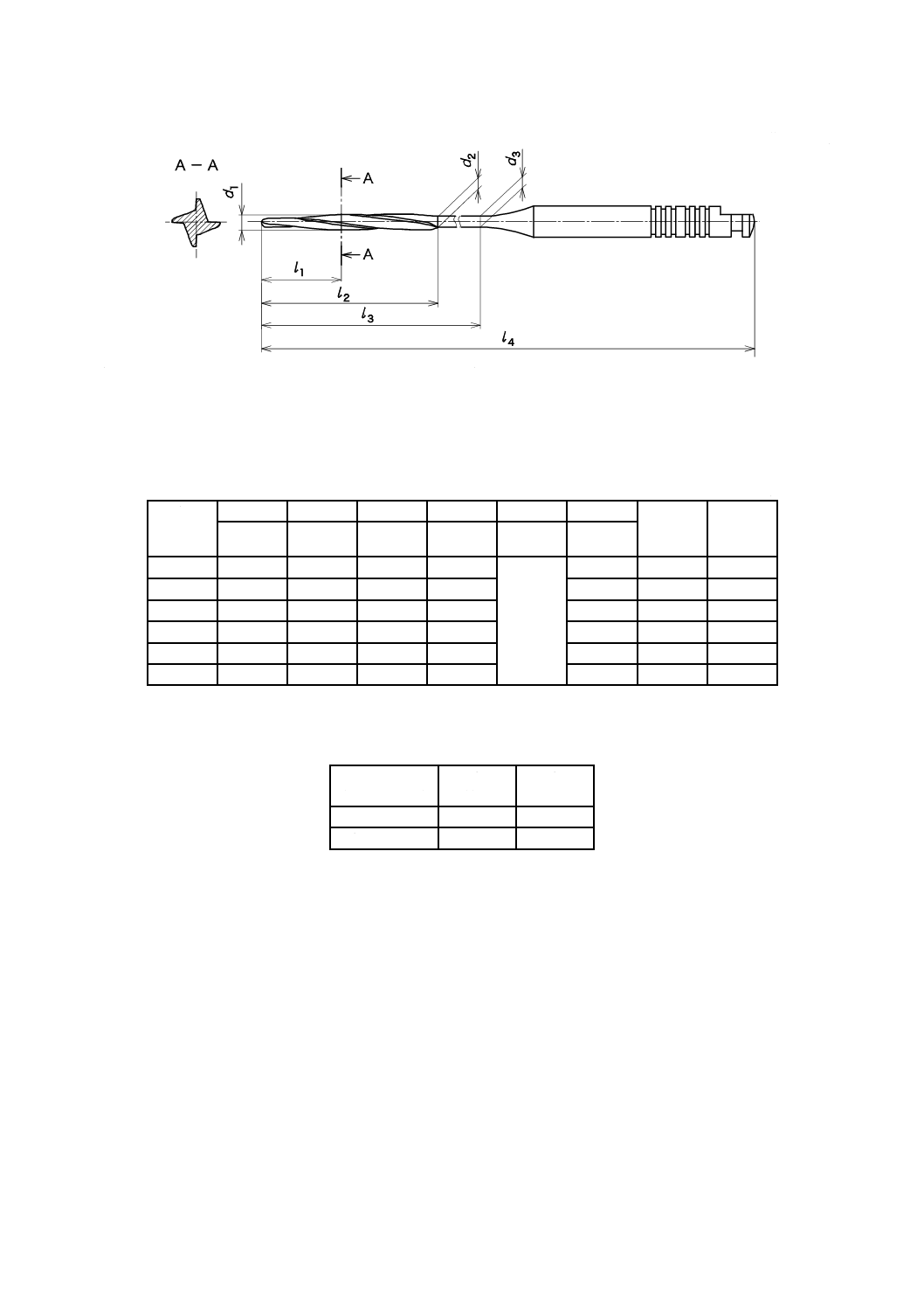
単位 mm
注記 シャンクは,六つのリング表示をもつJIS T 5504-1の軸部形式1の例を示す。
図1−B1タイプのエンラージャ
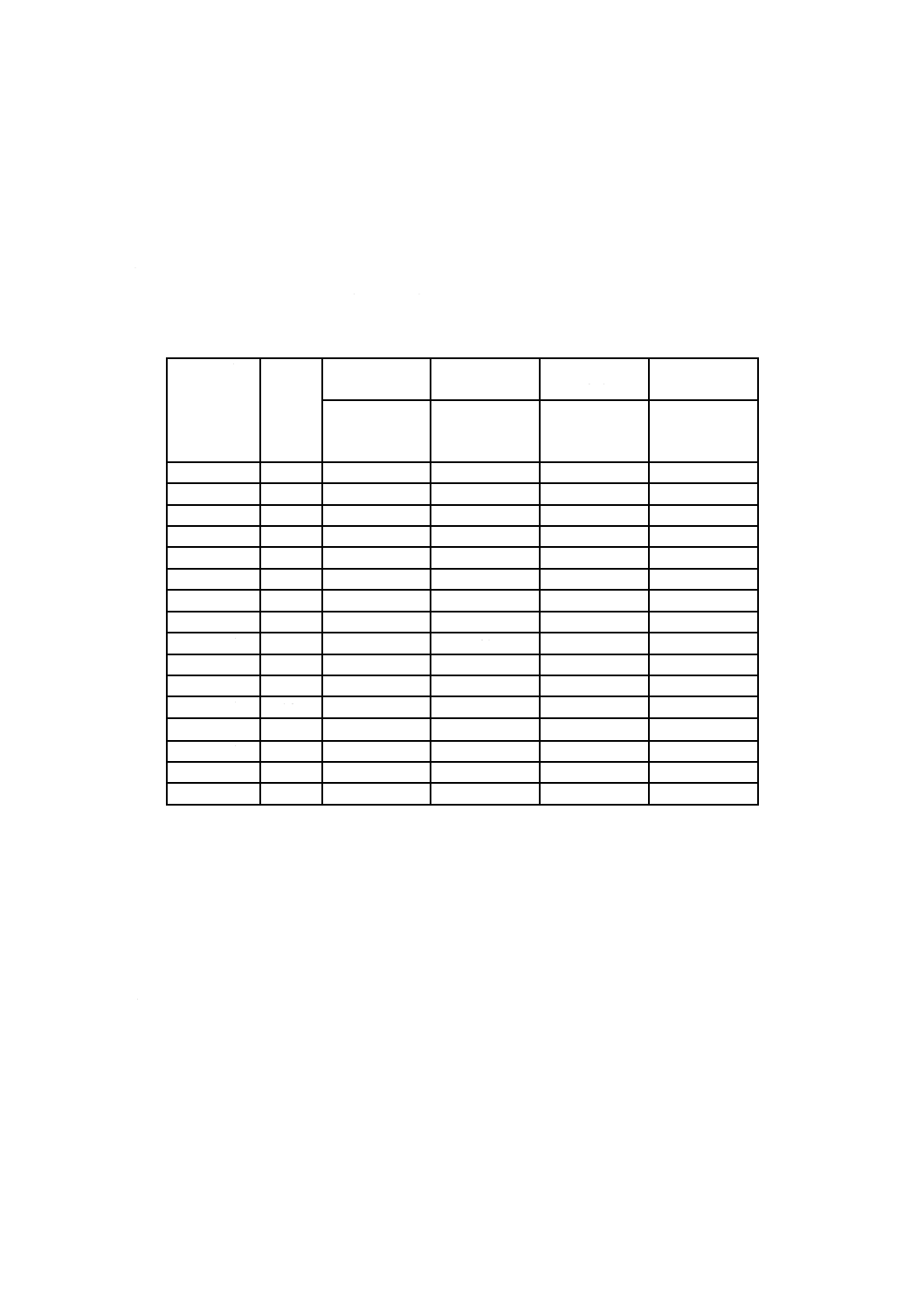
表1−B1タイプのエンラージャの寸法,刃数及び識別
単位 mm
呼び
d1
d2
d3
l1
l2
刃数
色
リング
表示
±0.05
+0.05
0
0
−0.05
±0.05
最小
最小
090
0.90
0.75
0.75
4.50
10.0
4
白
I
100
1.00
0.85
0.85
4.50
4
黄色
II
120
1.20
1.05
1.05
4.50
4
赤
III
140
1.40
1.20
1.20
4.75
4
青
III I
160
1.60
1.40
1.40
4.75
4
緑
III II
180
1.80
1.60
1.60
4.75
4
黒
III III
表2−B1タイプのエンラージャの長さl3及びl4寸法
単位 mm
シャンク
(JIS T 5504-1)
l3
最小
l4
軸部形式1
13
34±0.5
軸部形式2
26
65±1.0
5
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
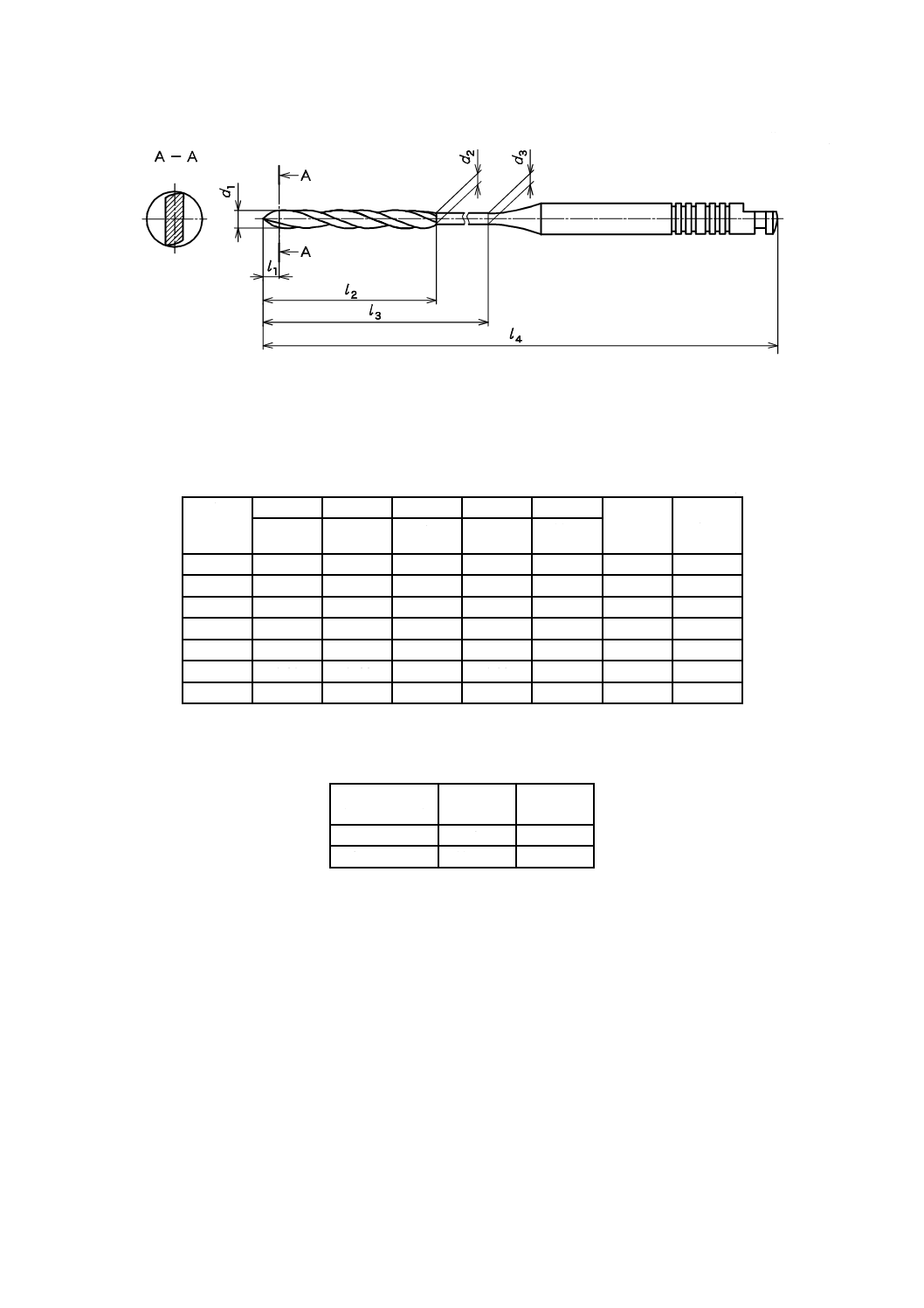
単位 mm
注記 シャンクは,六つのリング表示をもつJIS T 5504-1の軸部形式1の例を示す。
図2−B2タイプのエンラージャ
表3−B2タイプのエンラージャの寸法,刃数及び識別
単位 mm
呼び
d1
d2
d3
l1
l2
色
リング
表示
±0.05
+0.05
0
0
−0.05
±0.05
最小
030
0.30
0.20
0.20
0.50
7.5
紫
−
035
0.35
0.26
0.26
0.50
8.0
白
I
045
0.45
0.36
0.36
0.50
8.0
黄色
II
060
0.60
0.46
0.46
0.70
8.0
赤
III
075
0.75
0.56
0.56
0.80
9.0
青
III I
090
0.90
0.66
0.66
1.00
9.0
緑
III II
105
1.05
0.76
0.76
1.10
10.0
黒
III III
表4−B2タイプのエンラージャの長さl3及びl4寸法
単位 mm
シャンク
(JIS T 5504-1)
l3
l4
軸部形式1
18±0.5
33±0.5
軸部形式2
最小25
61±1.0
6
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
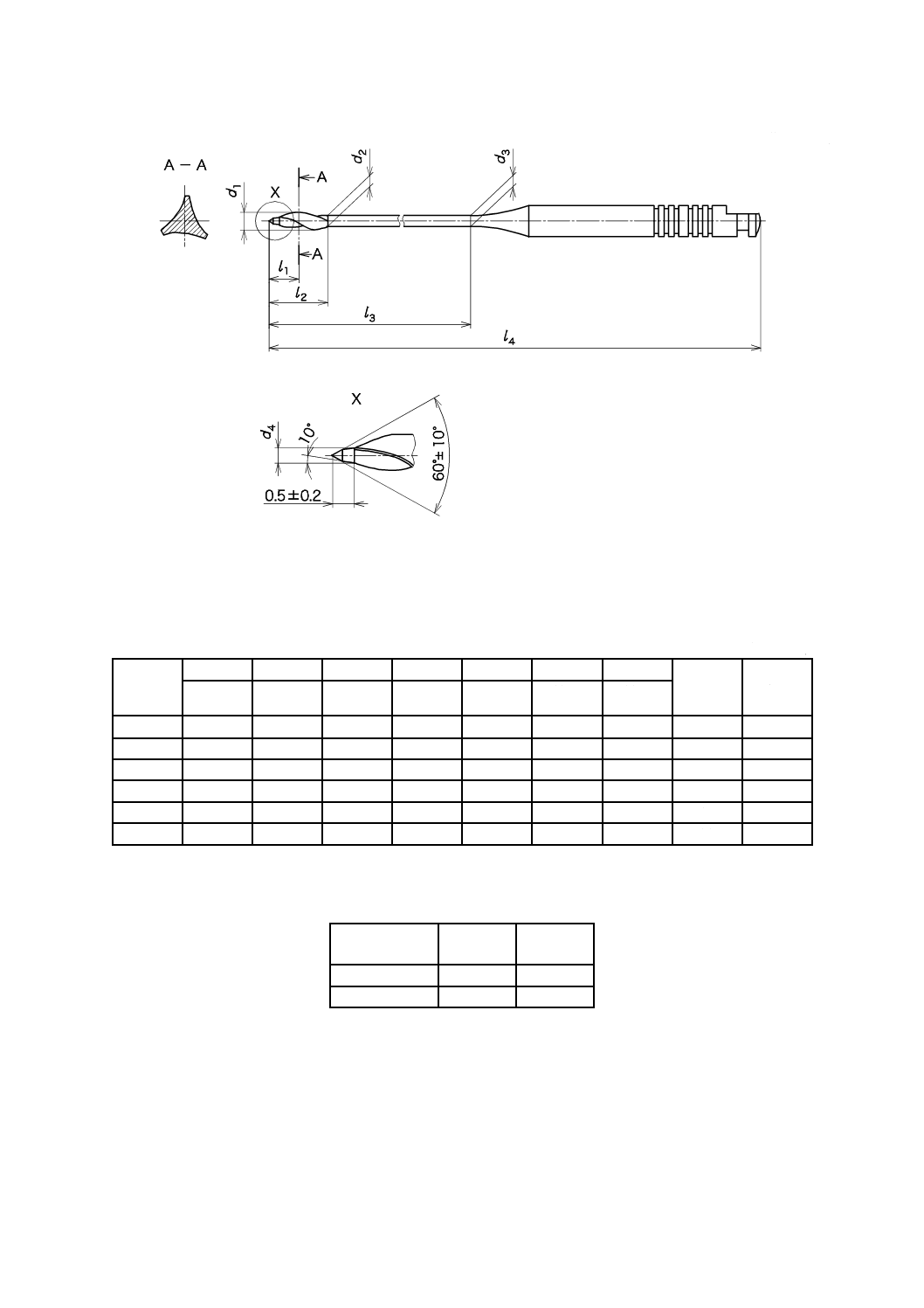
単位 mm
注記 シャンクは,六つのリング表示をもつJIS T 5504-1の軸部形式1の例を示す。
図3−Gタイプのエンラージャ
表5−Gタイプのエンラージャの寸法,刃数及び識別
単位 mm
呼び
d1
d2
d3
d4
l1
l2
刃数
色
リング
表示
±0.05
+0.05
0
0
−0.05
±0.05
±0.05
最小
最小
050
0.50
0.38
0.38
0.25
1.50
2.3
3
白
I
070
0.70
0.48
0.48
0.30
1.70
2.7
3
黄色
II
090
0.90
0.58
0.58
0.35
1.90
3.1
3
赤
III
110
1.10
0.68
0.68
0.40
2.10
3.5
3
青
III I
130
1.30
0.78
0.78
0.45
2.30
3.9
3
緑
III II
150
1.50
0.87
0.87
0.50
2.50
4.3
3
黒
III III
表6−Gタイプのエンラージャの長さl3及びl4寸法
単位 mm
シャンク
(JIS T 5504-1)
l3
最小
l4
軸部形式1
15.2
32±0.5
軸部形式2
15.2
60.5±1.0
7
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 シャンクは,六つのリング表示をもつJIS T 5504-1の軸部形式1の例を示す。
図4−Mタイプのエンラージャ
表7−Mタイプのエンラージャの寸法,刃数及び識別
単位 mm
呼び
d1
d2
d4
l1
l2
色
リング
表示
±0.05
+0.05
0
±0.05
±0.05
最小
120
1.20
1.00
0.40
4.75
13.0
白
I
140
1.40
1.15
0.45
4.75
13.0
黄色
II
165
1.65
1.30
0.50
4.75
13.0
赤
III
190
1.90
1.45
0.55
4.75
13.0
青
III I
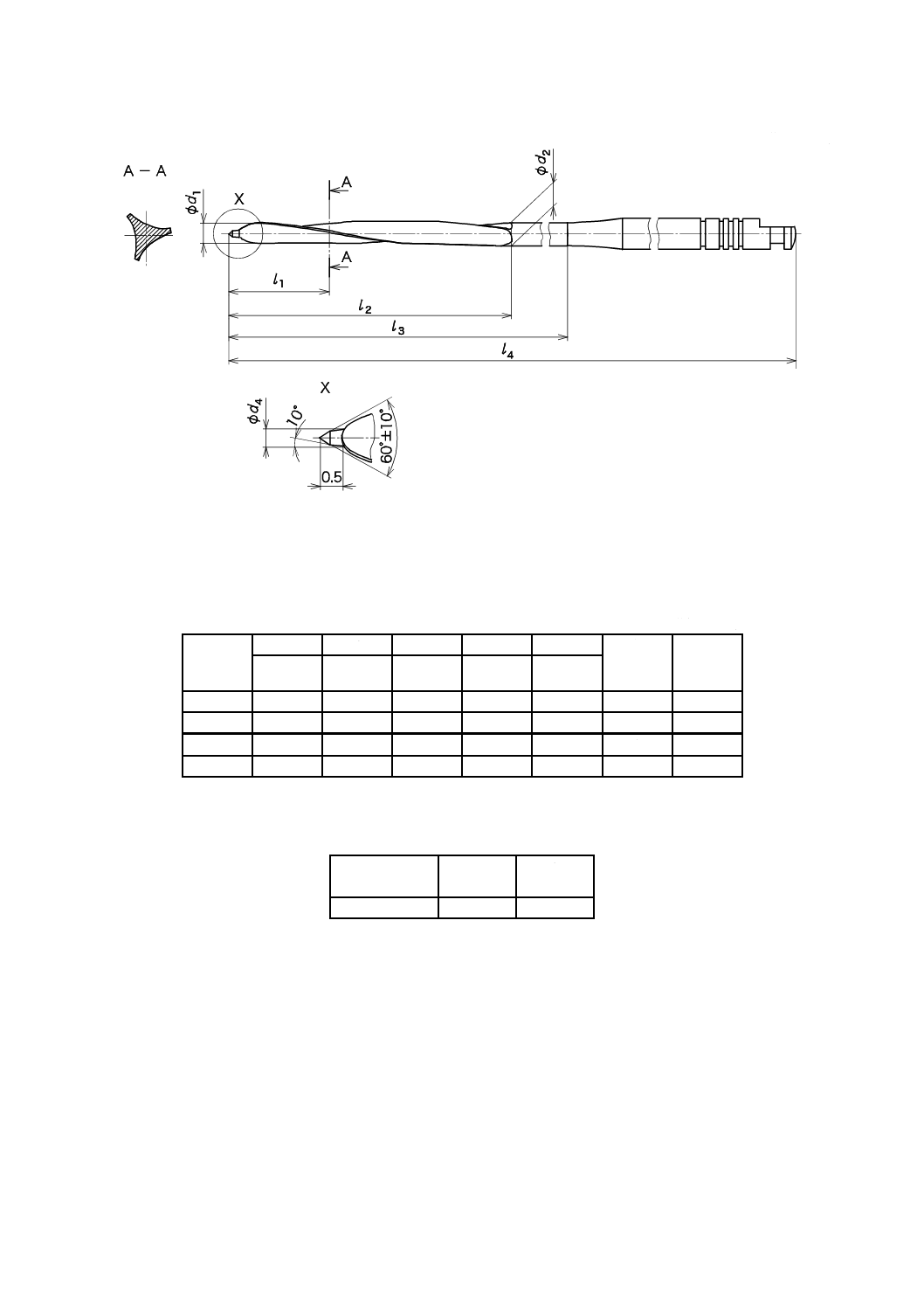
表8−Mタイプのエンラージャの長さl3及びl4寸法
単位 mm
シャンク
(JIS T 5504-1)
l3
最小
l4
軸部形式1
19
33±0.5
8
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 シャンクは,六つのリング表示をもつJIS T 5504-1の軸部形式1の例を示す。
図5−Pタイプのエンラージャ
表9−Pタイプのエンラージャの寸法,刃数及び識別
単位 mm
呼び
d1
d2
d3
d4
l1
l2
刃数
色
リング
表示
±0.05
+0.05
0
0
−0.05
±0.05
±0.05
最小
最小
070
0.70
0.60
0.60
0.25
4.50
8.5
3
白
I
090
0.90
0.65
0.65
0.30
4.50
8.5
3
黄色
II
110
1.10
0.75
0.75
0.35
4.50
8.5
3
赤
III
130
1.30
0.90
0.90
0.40
4.75
9.0
3
青
III I
150
1.50
1.00
1.00
0.45
4.75
9.0
3
緑
III II
170
1.70
1.10
1.10
0.50
4.75
9.0
3
黒
III III
表10−Pタイプのエンラージャの長さl3及びl4寸法
単位 mm
シャンク
(JIS T 5504-1)
l3
最小
l4
軸部形式1
13
32±0.5
軸部形式2
26
60.5±1.0
5.3
機械的要求事項
5.3.1
ねじ(捩)り破断及び角度たわ(撓)みに対する抵抗
エンラージャは,7.3によって試験したとき,表11の最小ねじ(捩)りモーメントのトルク及び最小ね
じ(捩)り角度よりも小さい値で破折してはならない。また,5.3.4にも適合しなければならない。
5.3.2
曲げ抵抗
エンラージャは,7.4によって試験したとき,破折してはならない。また,Mタイプを除いて表11で規
定したたわ(撓)み試験の角度を超えてはならない。
9
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.3
疲労抵抗
エンラージャは,7.5によって試験したとき,5.3.4に適合しなければならない。
最小回転数は,Mタイプを除いて表11に規定した疲労試験の回転数以上でなければならない。
5.3.4
破折点の位置
エンラージャは,5.3.1及び5.3.3によって試験したとき,図1〜図3及び図5に示すシャンクと操作部と
の接合部l3から4 mm以内で破折しなければならない。
Mタイプのエンラージャは,この条件から除外される。
表11−ねじ(捩)り,たわ(撓)み及び疲労試験による破折抵抗
タイプ
呼び
ねじ(捩)り
モーメント
ねじ(捩)り
破折試験
たわ(撓)み
試験
疲労試験
トルク
mN・m
最小
角度
度(°)
最小
トルク
mN・m
最大
回転数
最小
Gタイプ
050
10
360
22
3500
Gタイプ
070
23
360
26
2000
Gタイプ
090
43
360
30
950
Gタイプ
110
73
180
30
300
Pタイプ
070
17.6
90
35
200
Pタイプ
090
54
240
35
130
Pタイプ
110
84
240
35
30
B1タイプ
090
10
90
30
1000
B1タイプ
100
40
90
35
1000
B2タイプ
030
1.8
360
10
100
B2タイプ
035
3.0
360
10
100
B2タイプ
045
9.8
360
15
100
B2タイプ
060
15.7
360
20
100
B2タイプ
075
24.5
360
25
100
B2タイプ
090
29.4
360
25
100
B2タイプ
105
49
360
30
100
6
サンプリング
各試験に関して,別に規定がない場合には,試験した試料の少なくとも95 %が要求事項に適合しなけれ
ばならない。サンプリング方法は,次による。
− 各サイズ10本を試験する。10本が全て適合する場合は,合格とする。8本以下の場合は,不合格とす
る。
− 9本が適合する場合は,更に10本を追加試験する。追加した10本全てが適合する場合は,合格とす
る。
7
試験
7.1
一般
試料及び機器は,JIS T 5221-1の箇条7(試験)に適合していなければならない。
10
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
寸法
7.2.1
直径
試験する各サイズ10本の試料について直径d1〜d3を測定し,寸法を記録する。
7.2.2
せん(尖)端部
7.2.1の直径測定後,せん(尖)端部の長さが最大になる位置に回転し,表5,表7及び表9,並びに図3
〜図5に示す,せん(尖)端部の直径d4,せん(尖)端部の角度及び部の長さを測定する。
7.2.3
シャンク
JIS T 5504-1又はJIS T 5504-2によって,シャンクの寸法を測定する。
図1〜図5に示す寸法を求めて,それらの値がJIS T 5504-1又はJIS T 5504-2に規定する寸法に適合す
るかを調べる。
7.2.4
長さ
7.2.2のせん(尖)端部測定後,刃の最長端の位置を定め,表1,表3,表5,表7及び表9並びに図1
〜図5に示す頭部の長さを測定する。また,表2,表4,表6,表8及び表10に示すl3及びl4の長さを測
定する。
7.2.5
刃数
目視によって刃数を求める。
7.3
ねじ(捩)り破断及び角度たわ(撓)みに対する抵抗
10本のエンラージャをJIS T 5221-1の7.4[ねじ(捩)り破断に対する耐久性及び最大曲げ角度]に従
って時計方向にねじる。
トルクをミリニュートンメートル(mN・m)単位で,ねじ(捩)り角度を度単位で記録する。
呼びが,110以下のエンラージャだけを試験する。
7.4
曲げ抵抗
10本のエンラージャをJIS T 5221-1の7.5(剛性)に従って装置を使用して曲げる。
最大トルク値(mN・m)を記録する。
呼びが,110以下のエンラージャだけを試験する。
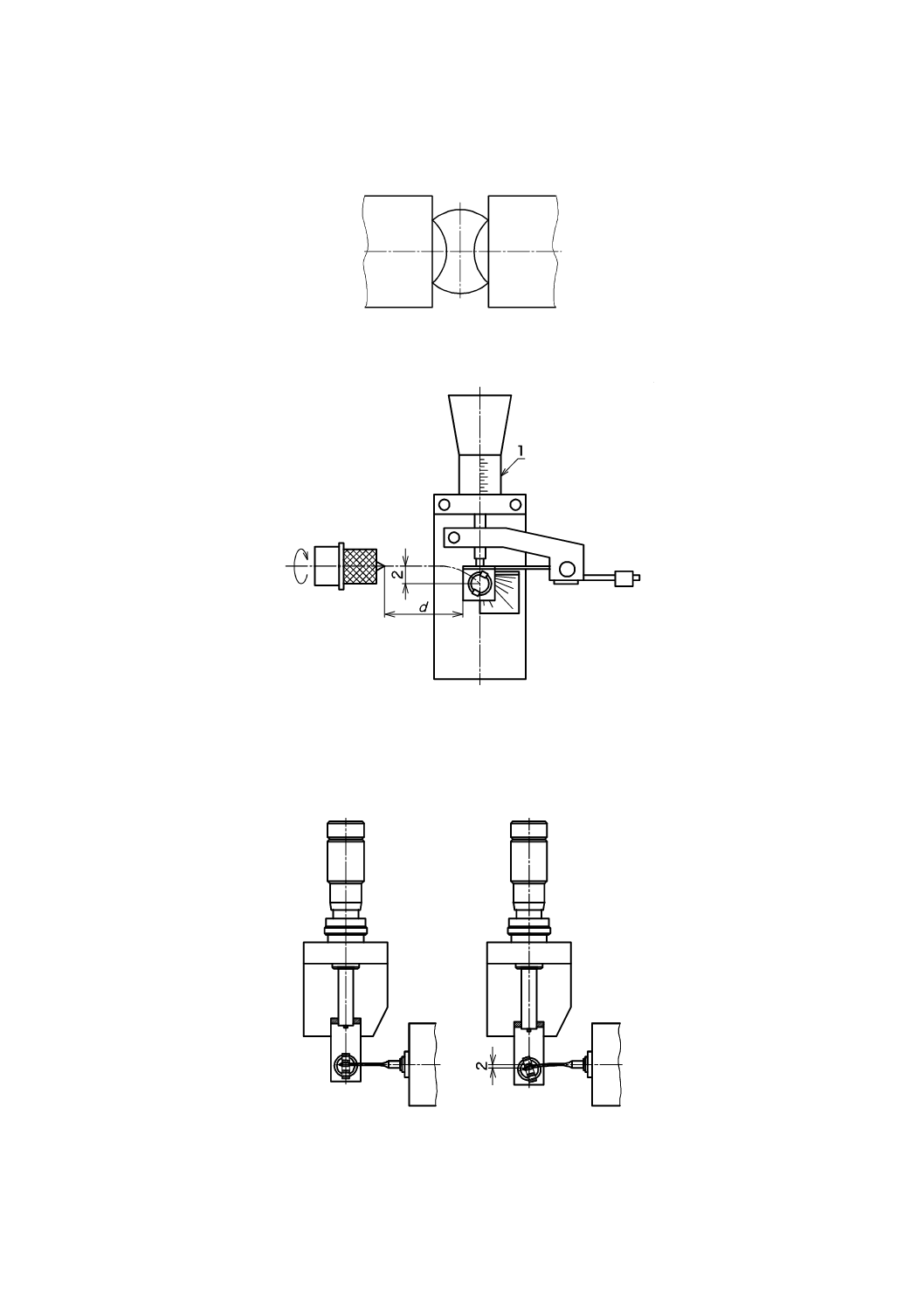
7.5
疲労抵抗
− 10本のエンラージャを試験する。
− 速度可変モータのチャックで,エンラージャのシャフトを固定する(図6参照)。
− ボールベアリングの内輪に,頭部を入れる。
− B1タイプ,Gタイプ及びPタイプのエンラージャについては,ボールベアリングの中心が,図1,図
3び図5で規定したl1に位置していなければならない。
− B2タイプについては,ボールベアリングの中心が,せん(尖)端部から1.1 mmに位置していなけれ
ばならない。
− ボールベアリングを,モータとの同軸上から2 mmずらす(図7及び図8参照)。
− モータは,4 000±400回転/分でなければならない。
− 破損するまでの総回転数を計測する(表11参照)。
− 呼びが110以下のエンラージャだけを試験する。
7.6
破折点の位置
7.3,7.4及び7.5の試験に先立って,図1〜図3及び図5に示したオペラティブ部の長さを測定して記録
する。
11
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験後に,エンラージャのせん(尖)端から破折点までの距離を測定する。
オペラティブ部の長さと破折点までの長さとの数値の差を,破折位置として記録する。
図6−ねじ(捩)り及び曲げ破折試験の器具の固定位置
単位 mm
1
曲げ調整用のマイクロメータ目盛
d=16 mm
図7−疲労(疲労抵抗)試験装置
単位 mm
図8−疲労抵抗試験装置
12
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
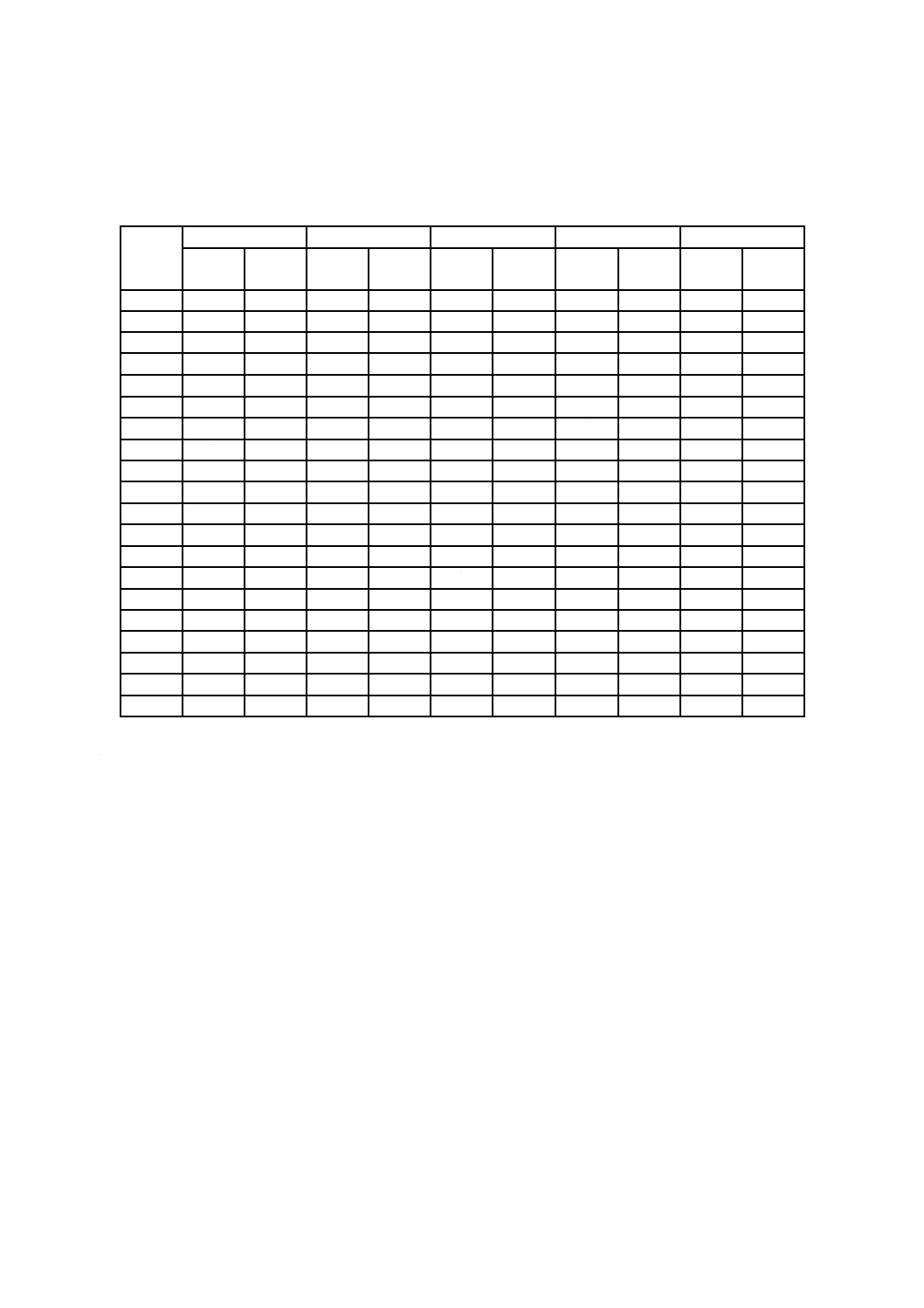
8
呼び,表示及び識別
エンラージャの呼びは,表12によって,シャンクに表示しなければならない。
表12−エンラージャの呼び,カラーコード及び表示
呼び
Gタイプ
Pタイプ
B1タイプ
B2タイプ
Mタイプ
色
リング
表示
色
リング
表示
色
リング
表示
色
リング
表示
色
リング
表示
030
紫
−
035
白
I
045
黄色
II
050
白
I
060
赤
III
070
黄色
II
白
I
075
青
III I
090
赤
III
黄色
II
白
I
緑
III II
100
黄色
II
105
黒
III III
110
青
III I
赤
III
120
赤
III
白
I
130
緑
III II
青
III I
140
青
III I
黄色
II
150
黒
III III
緑
III II
160
緑
III II
165
赤
III
170
黒
III III
180
黒
III III
190
青
III I
9
包装
エンラージャは,JIS T 5221-1の箇条9(包装)に従って包装する。
10 表示
エンラージャは,JIS T 5221-1の箇条11(機器又はその直接の容器若しくはその直接の被包への表示)
に従って表示する。
図記号は,ISO 15223-1による。
注記 表示事項は,法律で定められた表示事項を記載し,かつ,添付文書を添付することが求められ
ている。
13
T 5221-2:2015 (ISO 3630-2:2013)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS X 0301 情報交換のためのデータ要素及び交換形式−日付及び時刻の表記
注記 ISO 8601,Data elements and interchange formats−Information interchange−Representation of
dates and times(MOD)
[2] ISO 6360-1,Dentistry−Number coding system for rotary instruments−Part 1: General characteristics
[3] ISO 6360-2,Dentistry−Number coding system for rotary instruments−Part 2: Shapes
[4] ISO 6360-5,Dentistry−Number coding system for rotary instruments−Part 5: Specific characteristics of
root-canal instruments