1
T 5209-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5209-1985
歯科用カーボランダムホイール
Dental Carborundum Wheels
1. 適用範囲 この規格は,歯科に使うカーボランダムホイール(以下,ホイールという。)について規定
する。
備考 この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって参考
として併記したものである。
引用規格:
JIS R 6111 人造研削材
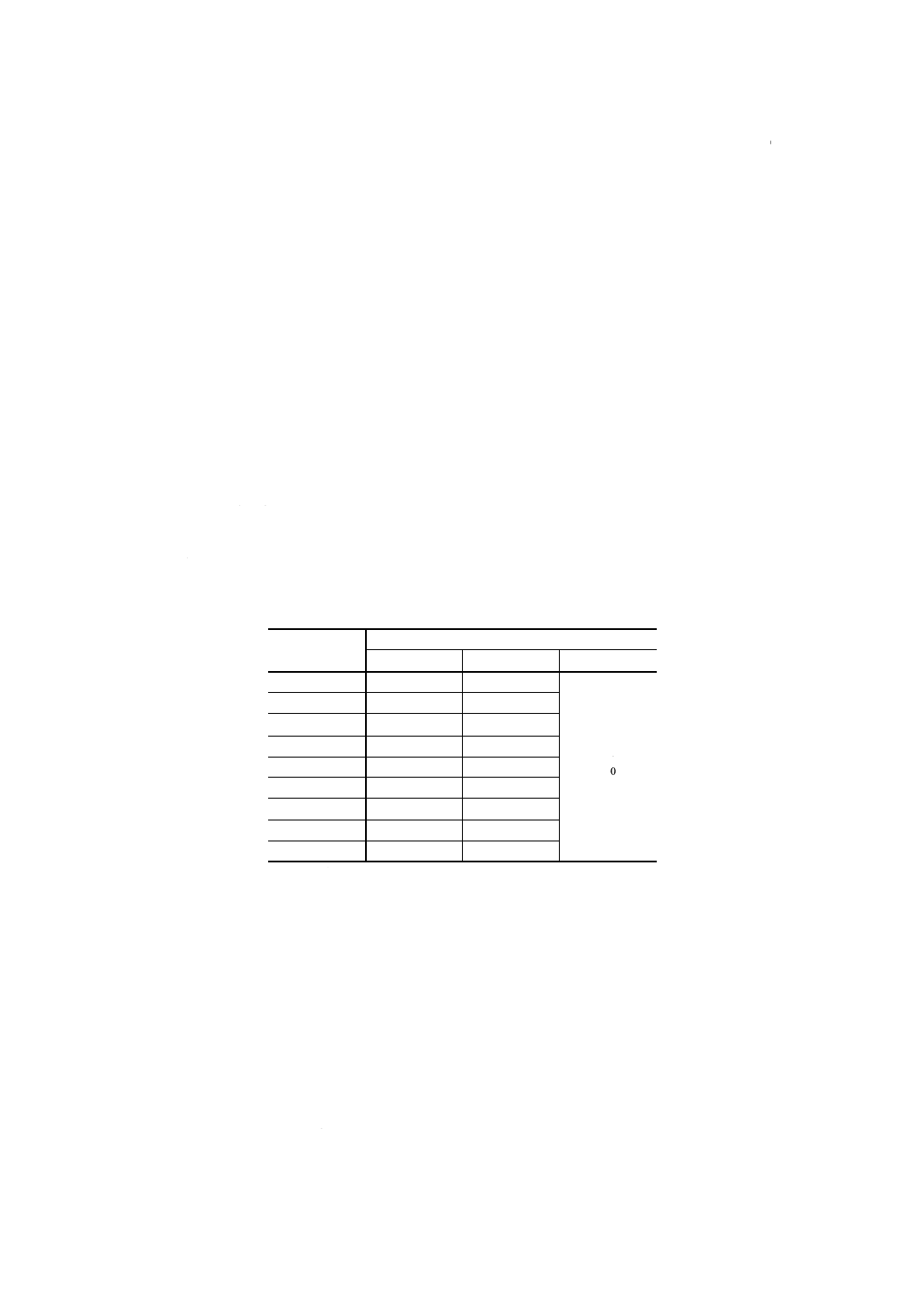
2. 番号及び寸法 番号及び寸法は,表1のとおりとする。
表1 寸法
単位 mm
番号
寸法
外径(1)
厚さ(1)
孔径
301
12.7
1.6
1.7
05
.00
+
302
12.7
3.2
303
12.7
4.7
304
15.8
1.6
305
15.8
3.2
306
15.8
4.7
307
19.0
1.6
308
19.0
3.2
309
19.0
4.7
注(1) 外径及び厚さは,およその寸法を示す。
3. 品質
3.1
外観 ホイールは,正しい輪郭をもち,傷,割れ,ばりその他の欠点があってはならない。
3.2
偏心 ホイールの外周は真円で,孔と同心でなければならない。
3.3
切れ味 5.で試験を行ったとき,比研削量が0.20以上でなければならない。
4. 材料 ホイールの材料は,原則としてJIS R 6111(人造研削材)に規定する炭化けい素研削材とする。
5. 試験方法
5.1
外観検査 3.1及び3.2の事項について調べる。
2
T 5209-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
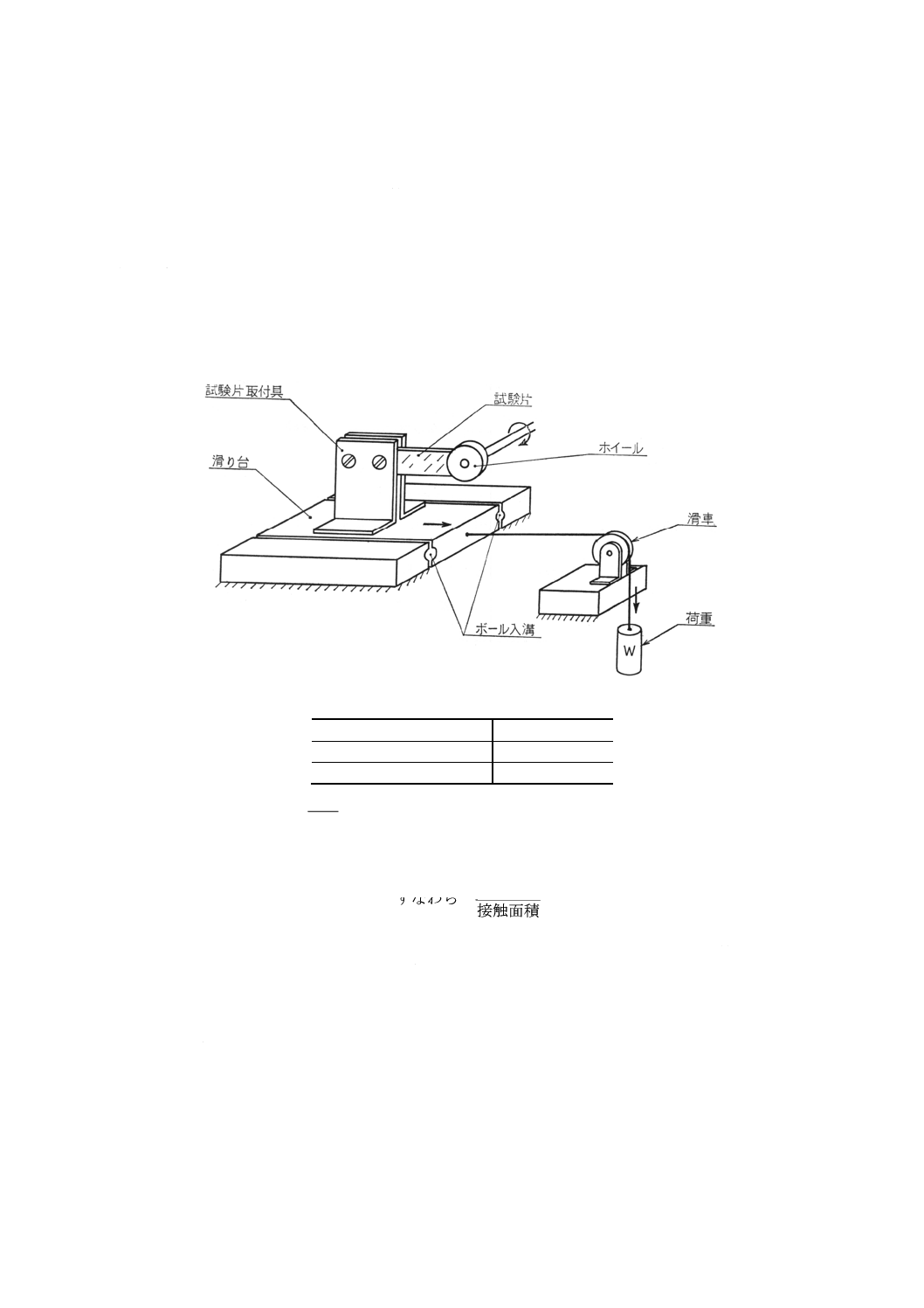
切れ味試験 ホイールをハンドピース又は高速ボール盤の回転軸に取り付け,図に示すような滑り
台に試験片を取り付け,原則として表2に示す研削条件で透明ガラス板を研削したときの研削量V (mm3)
を測定し,次に示す式によって比研削量を算出する。試験に使用するガラス片の大きさ(幅×厚さ×長さ)
は8×1.4×45mmとし,あらかじめ比重を求めておくものとする。試験に際しては,ガラス片は乾燥し,
研削材を使用しない状態で研削し,研削量V (mm3) は,研削前及び研削後のガラス片の質量の差と比重か
ら有効数字3けたまで求める。
なお,ガラス片の被切削面は,あらかじめホイールの円弧面と一致するように,整形しておくものとす
る。
図 切れ味試験装置
表2
ホイールの周速 m/s
3
荷重
N {kgf}
0.98 {0.1}
研硝時間
秒
120
S
P
V
v =
ここに,
v: 比研削量
P: 単位面積当たり荷重N/mm2 {kgf/mm2} (2)
すなわち 接触面積
荷重
)
(W
S: ホイール走行距離 (m)
すなわち ホイールの周速 (m/s) ×研削時間 (s)
V: 研削量 (mm3)
注(2) 1N/mm2=1MPa
6. 製品の呼び方 製品の呼び方は,名称及び番号による。
例: 歯科用カーボランダムホイール 301
7. 表示 ホイールの包装には,次の事項を表示しなければならない。
(1) 番号
3
T 5209-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 製造業者名及び所在地