2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
S 8604-1993
カセットテープレコード
Cassette tape records
1. 適用範囲 この規格は,定格テープ速さ4.76cm/sで再生される商業用4トラックカセットテープレコ
ード(以下,カセットテープレコードという。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS C 1504 VUメータ
JIS C 5562 磁気テープ録音再生システム 第1部一般条件及び要求事項
JIS C 5564 磁気テープ録音再生システム 第3部磁気テープ録音再生機器の特性測定方法
JIS C 5568 磁気テープ録音再生システム 第7部テープレコード用及び民生用カセット
JIS C 5569 録音再生機器における速さ変動の測定方法
JIS H 3110 りん青銅及び洋白の板及び条
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考値として併記したものである。
2. 種類 カセットテープレコードの種類は,使用するカセットの構造及び録音特性(時定数)によって,
表1のとおり区分する。
表1 種類
種類
カセットの構造 録音特性(時定数μs)
参考
テープタイプ
t1
t2
ノーマルポジション
図4(a)
120
3 180
TypeI
ハイポジション
図4(b)
70
3 180
TypeII
メタルポジション
図4(c)
70
3 180
TypeIV
3. 性能 カセットテープレコードは,6.に規定する試験方法によって試験したとき,表2の性能に適合
しなければならない。
2
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 性能
項目
性能
適用試験項目
一
般
性
能
外観
汚れ,反り,クラックなど外観上の欠点がないこと。
6.3.1
試聴
音とび,その他聴感上有害な欠点がないこと。
6.3.2
電
気
的
特
性
ワウ・フラッタ
%
0.5以下
6.4.2
プログラム帯間セパレーション
dB
50以上
6.4.3
録音レベルバランス
VU
2以下
6.4.4
SN比
dB
48以上
6.4.5
機
械
的
特
性
両リール摩擦トルク
Nm {gf・cm}
2.7×10−3 {27} 以下
6.5.1
耐久性
両リール摩擦トルク Nm {gf・cm}
2.7×10−3 {27} 以下
6.5.2
試聴
音とび,その他聴感上有害な欠点がないこと。
6.3.2
プレッシャパッド圧着力
N {gf}
0.1〜0.25 {10〜25}
6.5.3
プレッシャパッドのパッドとスプリング接着強度 離脱しないこと。
6.5.4
テープとハブの結合強度
離脱しないこと。
6.5.5
スプライシングテープ接着強度
切れ,はがれを生じないこと。
6.5.6
ウインドプレート接着強度(1)
はがれないこと。
6.5.7
落下強度
再生上支障がないこと。
6.5.8
温
度
湿
度
特
性
高温特性(両リール摩擦トルク) Nm {gf・cm}
2.7×10−3 {27} 以下
6.6.1
低温特性(両リール摩擦トルク) Nm {gf・cm}
2.7×10−3 {27} 以下
6.6.2
湿度特性(両リール摩擦トルク) Nm {gf・cm}
2.7×10−3 {27} 以下
6.6.3
注(1) 接着形式のウインドプレートがある場合。
4. 構造及び寸法
4.1
構造一般 カセットテープレコードの基本的構成及びその名称は,参考図1に示すとおりとし,カ
セット内に装着されている磁気テープは,4.4の録音方式によって録音する。
4.2
テープの巻取り方向 カセットテープレコードは,磁気テープが再生機の再生ヘッド側からみてカ
セット内で左から右へ走行したとき,磁性面を外側に逆時計回りに巻き取る
4.3
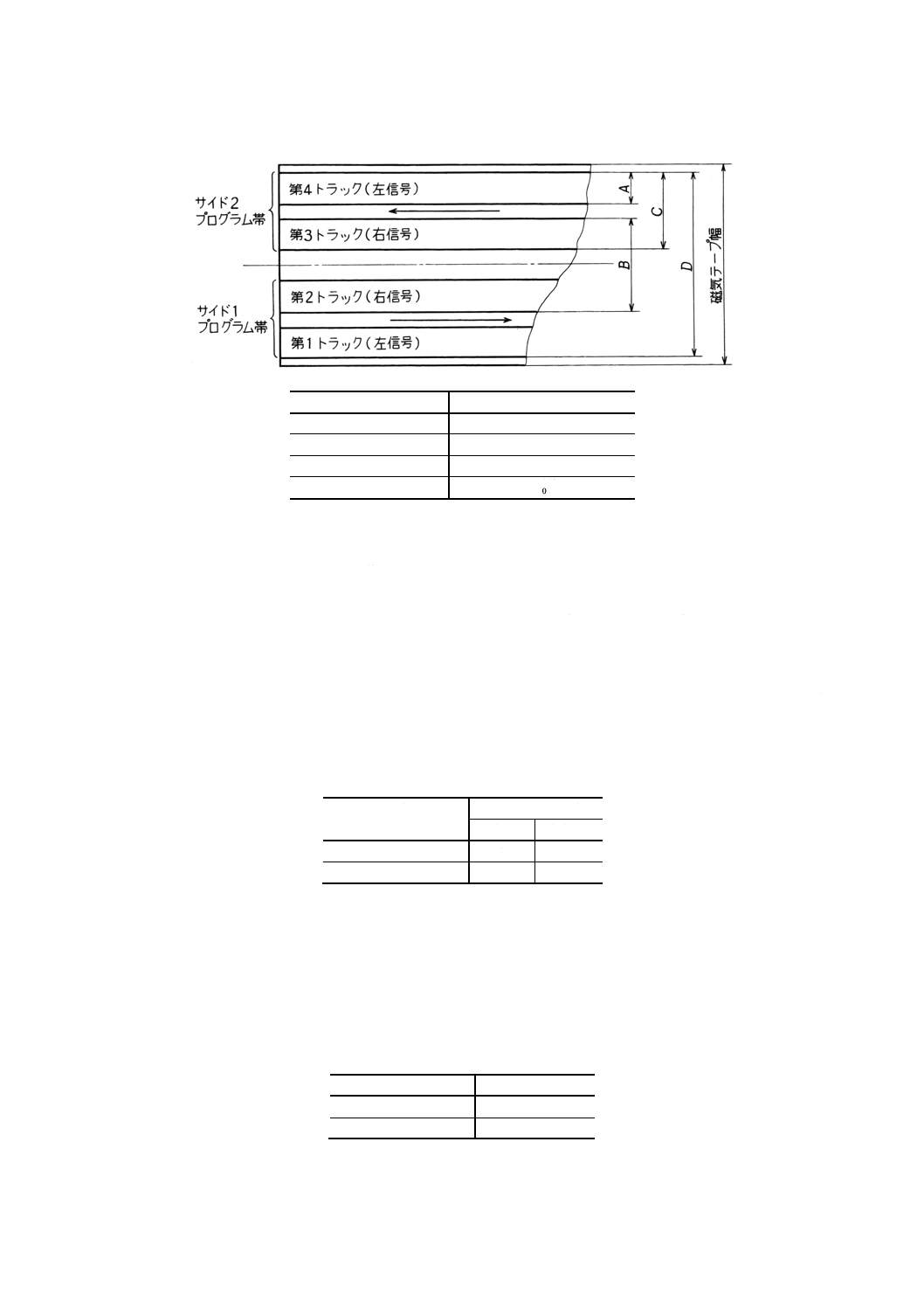
録音トラックの呼称及び配置寸法 カセットテープレコードの録音トラックは,図1に示す配置寸
法で磁気テープ上に記録し,サイド1のラベル面を上にして置いたとき最下段から上段に進む順序で第1
トラック,第2トラック,第3トラック及び第4トラックと呼称する。
3
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 録音トラックの呼称及び配置寸法
単位 mm
記号
寸法
A
0.600±0.025
B
1.80〜2.00
C
1.50±0.05
D
3.66
010
.0
+
備考1. 矢印は,再生ヘッド側からみたテープの走行
方向を示す。
2. 記号A〜Dは,録音ヘッドのコア寸法及びコ
ア位置とみなす。
4.4
録音方式
4.4.1
ステレオホニック ステレオホニックは,ステレオホニック信号によって録音するものとし,四つ
の録音トラックは,表3に示す組合せによってサイド1プログラム帯及びサイド2プログラム帯(又はサ
イドA及びサイドBとも呼ぶ。)の二つのプログラム帯を構成する。
この二つのプログラム帯を構成する各一対の録音トラックは,テープ走行方向に対して直角な同一直線
上に録音ギャップをもつ磁気ヘッドによって,同位相の信号が同位相の磁化を生じるように録音し,かつ,
サイド1プログラム帯とサイド2プログラム帯とは,互いに逆方向に録音する。
表3 ステレオホニツック
区分
トラックの呼称
左信号
右信号
サイド1プログラム帯
1
2
サイド2プログラム帯
4
3
4.4.2
モノホニック モノホニックは,モノホニック信号によって録音するものとし,四つの録音トラッ
クは表4に示す組合せによってサイド1プログラム帯及びサイド2プログラム帯の二つのプログラム帯を
構成する。
この二つのプログラム帯を構成する一対の録音トラックは,テープ走行方向に対して直角な同一直線上
に録音ギャップをもつ磁気ヘッドによって同レベル・同位相の信号で録音し,かつ,サイド1プログラム
帯とサイド2プログラム帯とは,互いに逆方向に録音する。
表4 モノホニック
区分
トラックの呼称
サイド1プログラム帯
1及び2
サイド2プログラム帯
3及び4
4
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
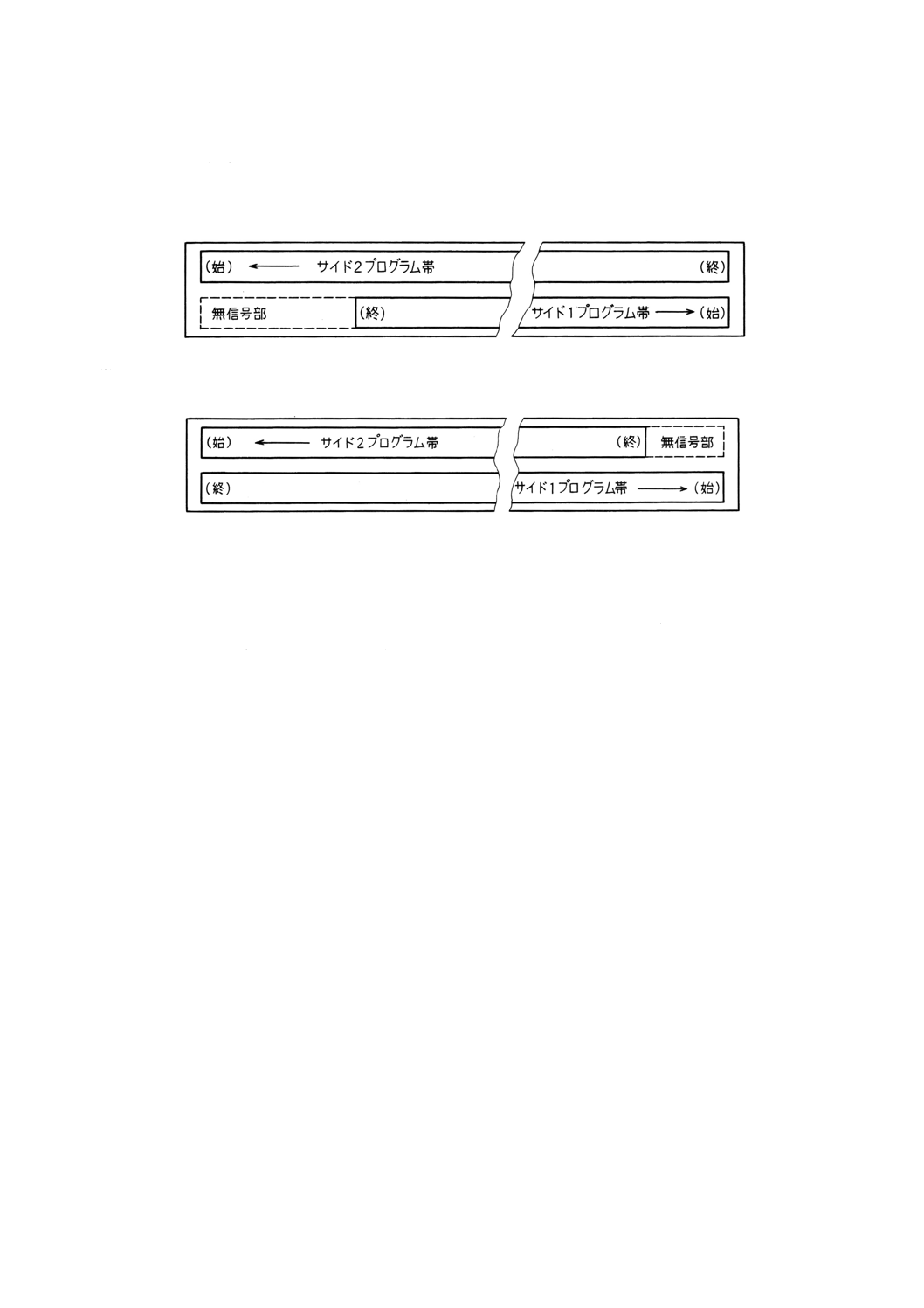
4.5
プログラム帯の編成 サイド1プログラム帯及びサイド2プログラム帯の録音時間が異なるときの
プログラム帯の編成は,原則として次による。
(1) サイド1プログラム帯がサイド2プログラム帯より短いときの編成は,図2による。
図2 プログラム帯の編成(1)
備考 矢印は,再生ヘッド側からみたテープ走行方向を示す。
(2) サイド1プログラム帯がサイド2プログラム帯より長いときの編成は,図3による。
図3 プログラム帯の編成(2)
備考 矢印は,再生ヘッド側からみたテープ走行方向を示す。
4.6
プログラム帯の開始時間 リーダテープを含めたテープ始端からプログラム帯が始まるまでの時間
は,20秒以内とする。
なお,この規定は,サイド1及びサイド2の両プログラム帯に適用する。
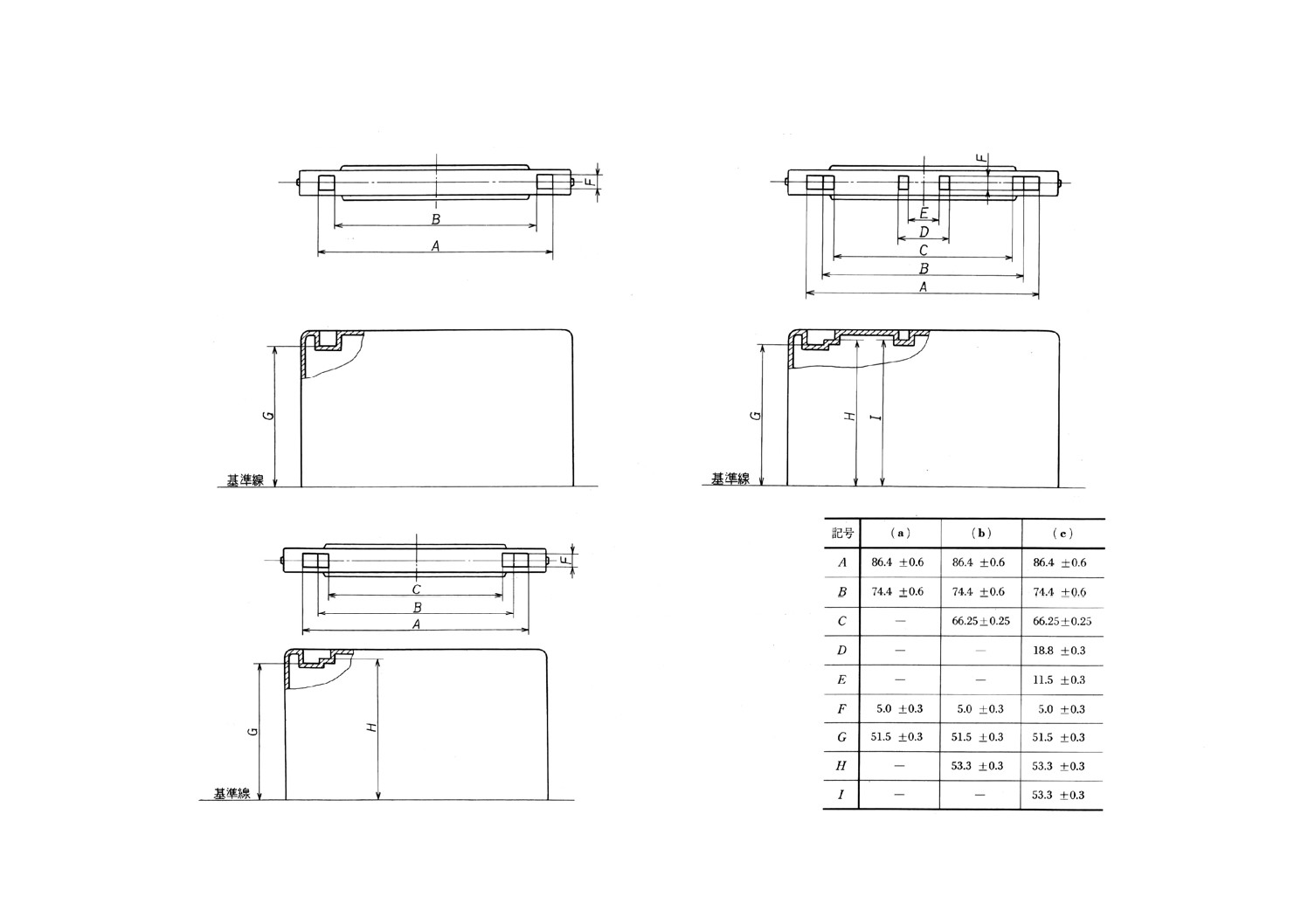
4.7
構造寸法 カセットテープレコードの構造寸法は,図4及びJIS C 5568の付図2〜10のとおりとす
る。ただし,誤消去防止検出穴のラグは除去する。
5
S
8
6
0
4
-1
9
9
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 テープレコードの種類検出穴の寸法
(a) ノーマルポジション (Type I)
(c) メタルポジション (Type IV)
(b) ハイポジション (Type II)
単位 mm
6
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 材料
5.1
磁気テープ カセットテープレコードに用いる磁気テープは,表5の寸法に適合したものでなけれ
ばならない。
表5 磁気テープの寸法
項目
呼び厚さ
18ミクロン
12ミクロン
全厚
μm
10
32
−
+
12±1.5
幅
mm
3.81
05
.00
−
3.81
05
.00
−
5.2
リーダテープ及びスプライシングテープの寸法 リーダテープ及びスプライシングテープを使用す
るときは,表6の寸法に適合したものでなければならない。
表6 リーダテープ及びスプライシングテープの寸法
単位 mm
寸法
項目
リーダテープ幅
3.81
05
.00
−
スプライシングテープ幅
3以上磁気テープ幅まで
5.3
カセット カセットは,合成樹脂を4.7に規定する構造寸法に成形する。
5.4
プレッシャパッド用スプリング プレッシャパッド用スプリングは,JIS H 3110のC5212P又はこれ
と同等以上の性能をもたなければならない。
6. 試験方法
6.1
標準試験状態 標準試験状態は,温度20±2℃,相対湿度 (65±5) %とする。ただし,判定に疑義を
生じない限り温度5〜35℃,相対湿度30〜90%の範囲内で試験しても差し支えない。
6.2
試験用再生機 試聴試験及び電気的特性試験に用いる試験用再生機はステレオ方式とし,表7に規
定した性能をもたなければならない。
なお,試験用再生機の性能測定は,ワウ・フラッタはJIS C 5569の付図1に規定する周波数特性をもっ
たピーク値指示のワウ・フラッタメータを使用し,プログラム帯間セパレーション及びSN比はJIS C 5564
による。
表7 試験用再生機の性能
項目
性能
ワウ・フラッタ
%
0.15以下
プログラム帯間セパレーション dB
55以上
SN比
dB
55以上
6.3
一般性能試験
6.3.1
外観 目視によって,汚れ,反り,クラックなど外観上の欠点の有無を調べる。
6.3.2
試聴 試料を再生し,音とびその他聴感上有害な欠点の有無を調べる。
6.4
電気的特性試験
6.4.1
供試テープレコード 供試テープレコードは,電気的特性試験に用いるもので,製品と同一の材料
を使用し,かつ,同一工程を経て作られ,表8に規定する内容を録音したものとする。
7
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8 供試テープレコードの録音内容
項目
用途
ワウ・フラッタ測定
プログラム帯間
セパレーション測定
録音レベル
バランス測定
SN比測定
録音周波数
kHz
3.15
1
1
1
録音レベル
dB
−10±2
0±2
0±2
0±2
録音トラック
任意
第2及び第3
各トラック
各トラック
テープ長m
18ミクロン
90±2
測定に必要な長さ
測定に必要な長さ
測定に必要な長さ
12ミクロン
135±3
定格テープ速さ
cm/s
4.76
4.76
4.76
4.76
備考 録音レベルの基準は,315Hzにおける信号磁束が磁気テープトラック幅当たり250nWb/mとする。
6.4.2
ワウ・フラッタ 供試テープレコードを再生したときの信号出力を,JIS C 5569の規定によって測
定する。
6.4.3
プログラム帯間セパレーション 供試テープレコードの第2トラック又は第3トラックの録音信号
を再生したときの信号出力レベルと,同一状態で相対する第3トラック又は第2トラックからの漏話出力
レベルとをJIS C 5564の12.3.3(隣接トラック間セパレーション)によって測定する。
6.4.4
録音レベルバランス 供試テープレコードを再生したとき,サイド1及びサイド2プログラム帯を
構成する各一対の録音トラックの再生信号出力レベルを,JIS C 1504に規定するVUメータで測定し,そ
の差をVUで表す。
6.4.5
SN比 供試テープレコードの各録音トラック内にある信号部分と無信号部分とを同一状態で再生
し,このときの信号出力レベルと雑音出力レベルとを,JIS C 5564の12.3.2の(b)(聴感補正ありSN比)
によって測定する。
6.5
機械的特性試験
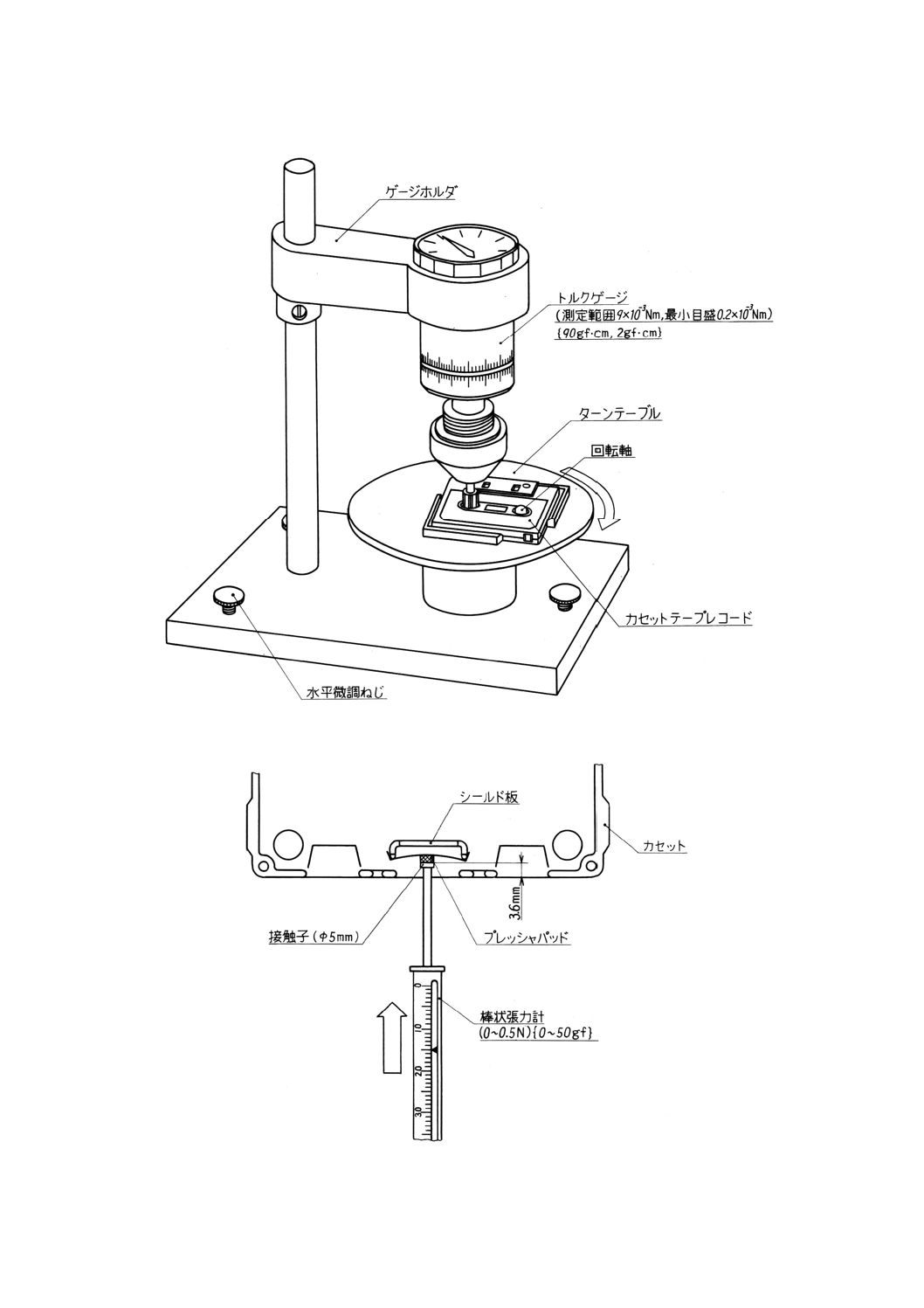
6.5.1
両リール摩擦トルク 試料を付図1に示す測定器に固定し,測定器のターンテーブルを定速で回転
させたときのダイヤルゲージの目盛を読む。
なお,測定位置は,テープの巻終わり30秒以内の部分とする。
6.5.2
耐久性 水平状態に保持された再生状態で,試料のテープ全長を100回走行させた後,6.5.1によ
って両リール摩擦トルクを測定し,更に6.3.2によって試聴試験を行う。
6.5.3
プレッシャパッド圧着力 付図2に示す測定方法によって,試料のプレッシャパッドを開口部から
3.6mmの深さまで押したときのテンションゲージの目盛を読む。
なお,接触子は,先端が平滑な直径5mmのもので,プレッシャパッドの中央部分に直角に当てる。
6.5.4
プレッシャパッドのパッドとスプリング接着強度 付図3に示す測定方法によって,試料から取り
出したプレッシャパッドを固定し,テンションゲージ先端のジグをパッドに合わせて徐々に力を加え,1.5N
{150gf} の力でパッドがスプリングから離脱するかどうかを調べる。
6.5.5
テープとハブの結合強度 付図4に示す測定方法によって試料から取り出したハブを固定し,磁気
テープ又はリーダテープの一端をテンションゲージに接続固定して徐々に力を加え,10N {1kgf} の力でテ
ープがハブから離脱するかどうかを調べる。
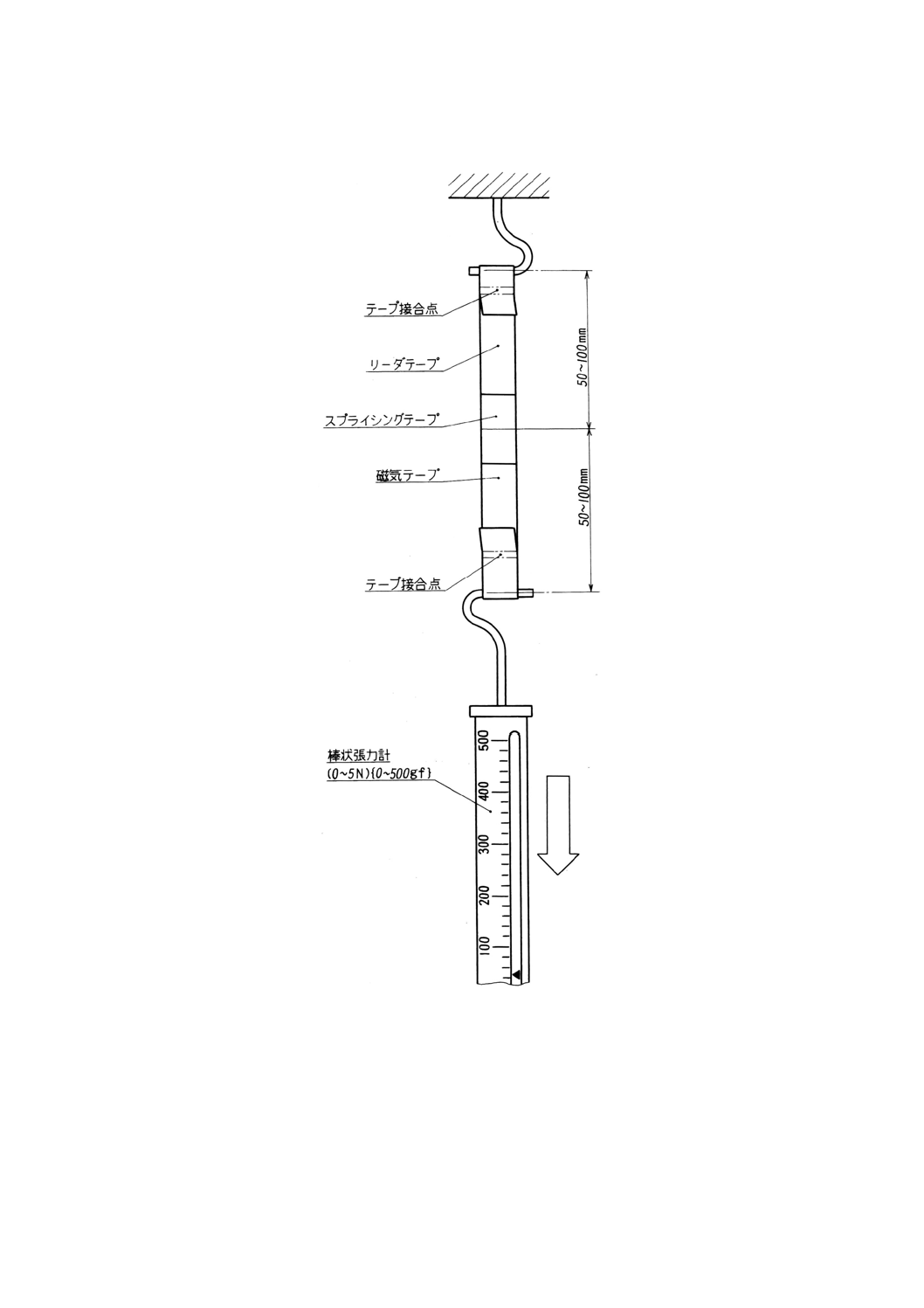
6.5.6
スプライシングテープ接着強度 付図5に示す測定方法によって,スプライシングテープで接続さ
れた磁気テープとリーダテープの一端を固定し,他方の端を張力計に接続して徐々に力を加え3N {300gf}
の力でスプライシングテープに,切れ,はがれが生じるかどうかを調べる。
8
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
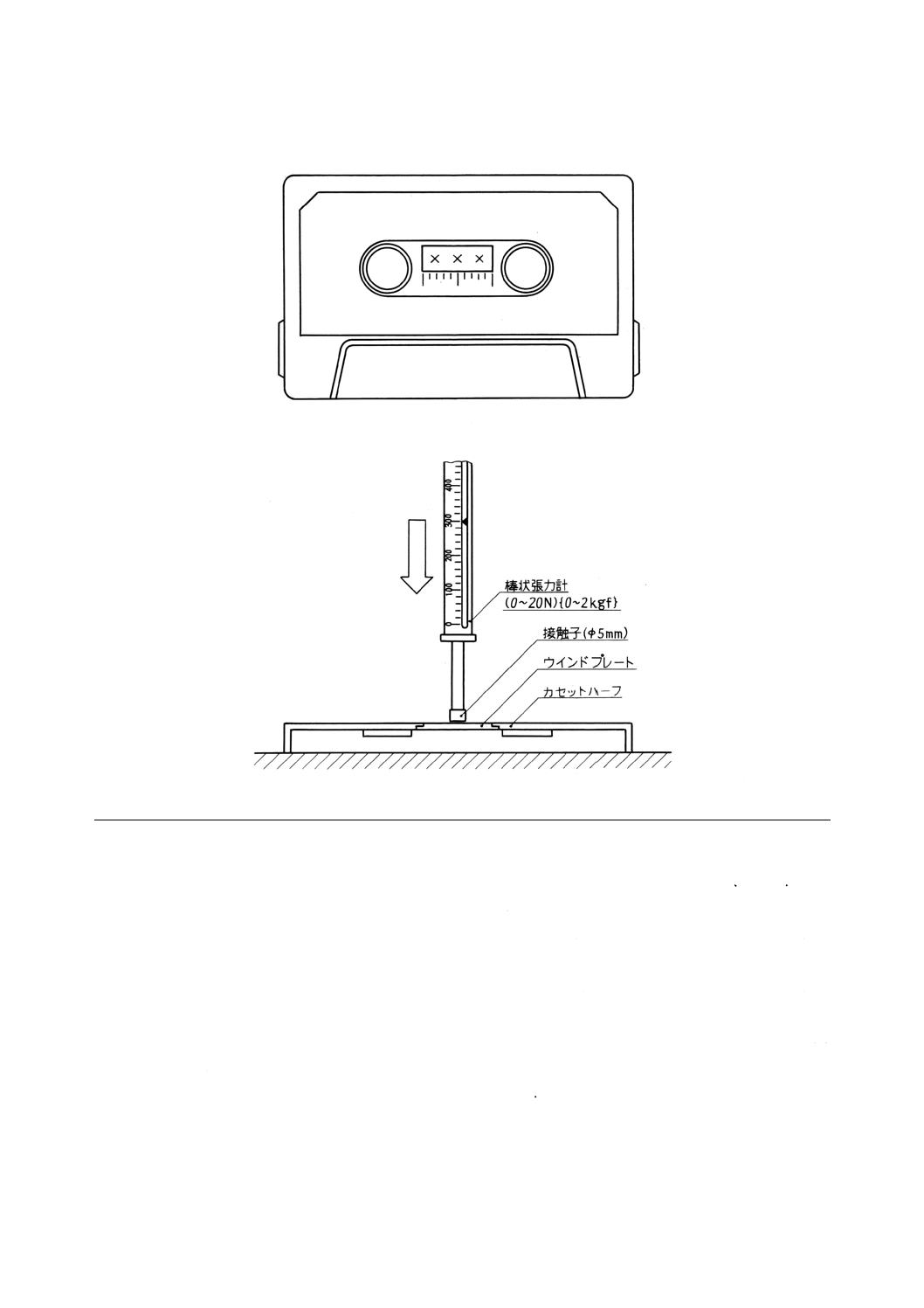
6.5.7
ウインドプレート接着強度 付図6に示す測定方法によって,ウインドプレートに張力計を押し当
てて徐々に加圧し,10N {1kgf} の力でウインドプレートがはがれるかどうかを調べる。
なお,接触子は,先端が平滑な直径5mmのもので,ウインドプレート表面の左右及び中央の3か所に
各々直角に当てる。
6.5.8
落下強度 試料を,75cmの高さから厚さ2cmの硬質木板上に任意の姿勢で3回落下させた後,試
料を再生し,再生上の支障の有無を調べる。
6.6
温度・湿度特性試験
6.6.1
高温特性 試料を,40±3℃の温度条件の下に24時間放置した後,取り出して速やかに6.5.1の規
定によって両リール摩擦トルクを測定する。
6.6.2
低温特性 試料を,−10±3℃の温度条件の下に24時間放置した後,更に常温で3時間放置した後,
6.5.1の規定によって両リール摩擦トルクを測定する。
6.6.3
湿度特性 試料を,温度35±3℃,相対湿度 (85±5) %の条件の下に24時間放置した後,取り出し
て速やかに6.5.1の規定によって両リール摩擦トルクを測定する。
7. 録音関係諸特性 カセットテープレコードの録音に関する諸特性は,JIS C 5562による。
8. 検査
8.1
形式検査 カセットテープレコードは,設計又は生産技術条件を変更するときは,次の形式検査を
行い,その合否を判定する。
(1) 試料の採り方及び大きさ 形式検査に供する試料は,同一ロットからランダムに2個以上採る。
(2) 検査項目 検査項目は,3.,4.及び5.について行う。
(3) 合格判定 各試料が3.,4.及び5.の規定に合格しなければならない。
8.2
製品検査 カセットテープレコードは,各製品ごとに次の試験を行い,その合否を判定する。ただ
し,検査は合理的な抜取りによってもよい。
(1) 外観試験
(2) 試聴試験
(3) 両リール摩擦トルク試験̀
9. 表示 カセットテープレコードの見やすい箇所に,次の事項を表示しなければならない。ただし,(7)
は附属品に表示してもよい。
(1) 録音内容
(2) 録音方式
(3) 種類(ただし,ノーマルポジションは省略してもよい。)
(4) 製造業者名又はその略号
(5) 発売会社名又はその略号
(6) 製造番号又はロット番号
(7) 録音関係事項
10. 取扱注意事項 カセットテープレコードは,附属品などに取扱上必要な注意事項を記載しなければな
らない。
9
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 両リール摩擦トルク測定要領図
備考 測定に当たっては,ゲージを固定し,ターンテーブルを定速で回転させる。
付図2 プレッシャパッド圧着カ測定要領図
備考 測定は,カセットを固定しゲージを動かす方法又はゲージを固定しカセットを動かす方法のいずれでもよ
い。
10
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
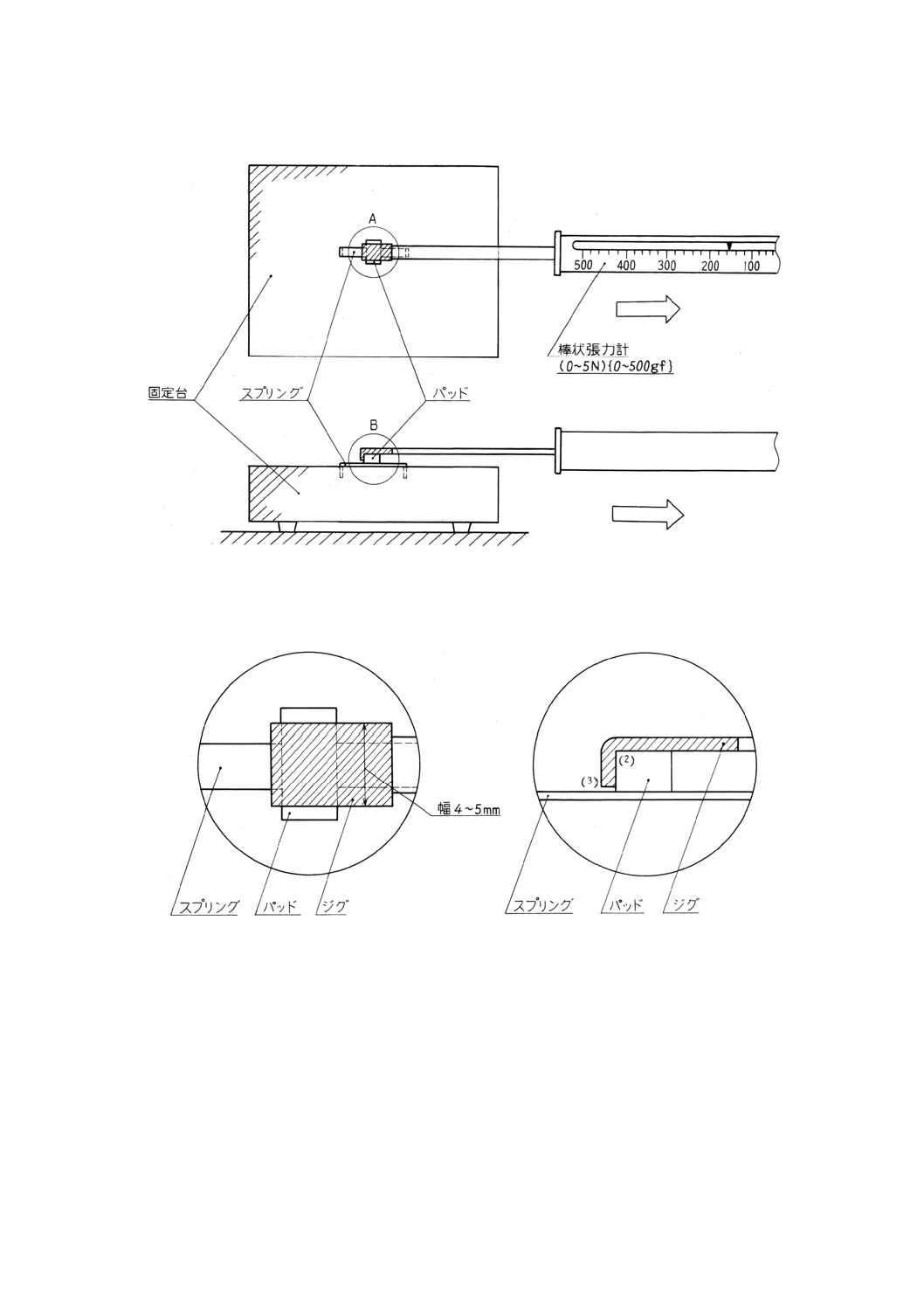
付図3 プレッシャパッドのパッドとスプリング接着強度測定要領図
備考 測定は,スプリングを固定しゲージを動かす方法又はゲージを固定しスプリングを動かす方法のい
ずれでもよい。
拡大図A
拡大図B
注(2) ジグ先端の曲げ角度は90°。
(3) ジグは,スプリングに接触しない範囲で,できるだけ近づける。
11
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
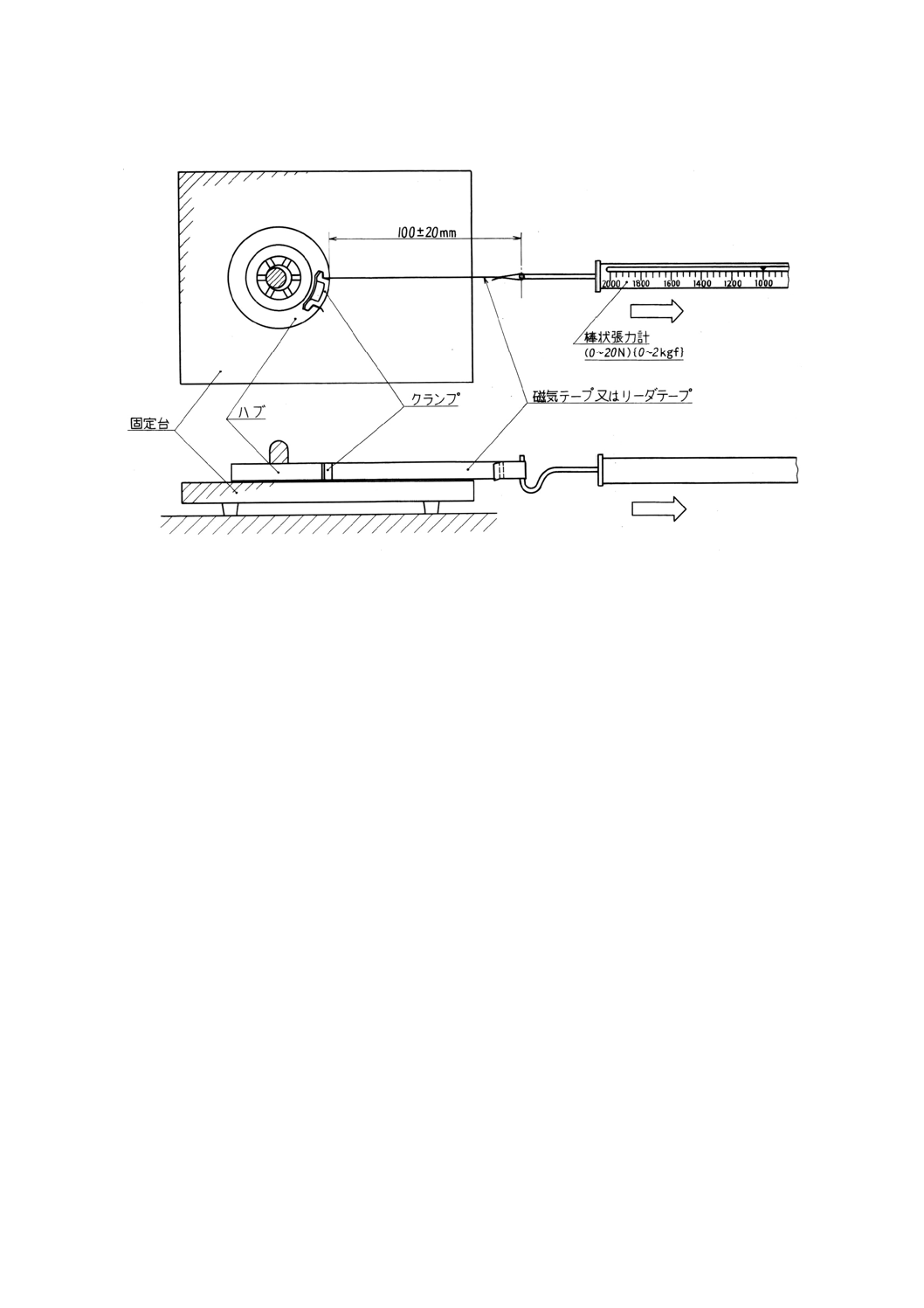
付図4 テープとハブの結合強度測定要領図
備考 測定は,テープをクランプしたハブを固定しゲージを動かす方法又はゲージを固定しハブを動かす方法
のいずれでもよい。
12
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図5 スプライシングテープ接着強度測定要領図
13
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図6 ウインドプレート接着強度測定要領図
備考 測定に当たっては,カセットハーフを固定し,ゲージを動かして加圧する。×印は加圧箇所。
関連規格 IEC 94-1 Magnetic tape sound recording and reproducing systems. Part 1 : General conditions and
requirements
IEC 94-3 Magnetic tape sound recording and reproducing systems. Part 3 : Methods of measuring the
characteristics of recording and reproducing equipment for sound on magnetic tape
IEC 94-4 Magnetic tape sound recording and reproducing systems. Part 4 : Mechanical magnetic tape
properties
IEC 94-5 Magnetic tape sound recording and reproducing systems. Part 5 : Electrical magnetic tape
properties
IEC 94-7 Magnetic tape sound recording and reproducing systems. Part 7 : Cassette for commercial
tape records and domestic use
IEC 386 Method of measurement of speed fluctuations in sound recording and reproducing equipment
14
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
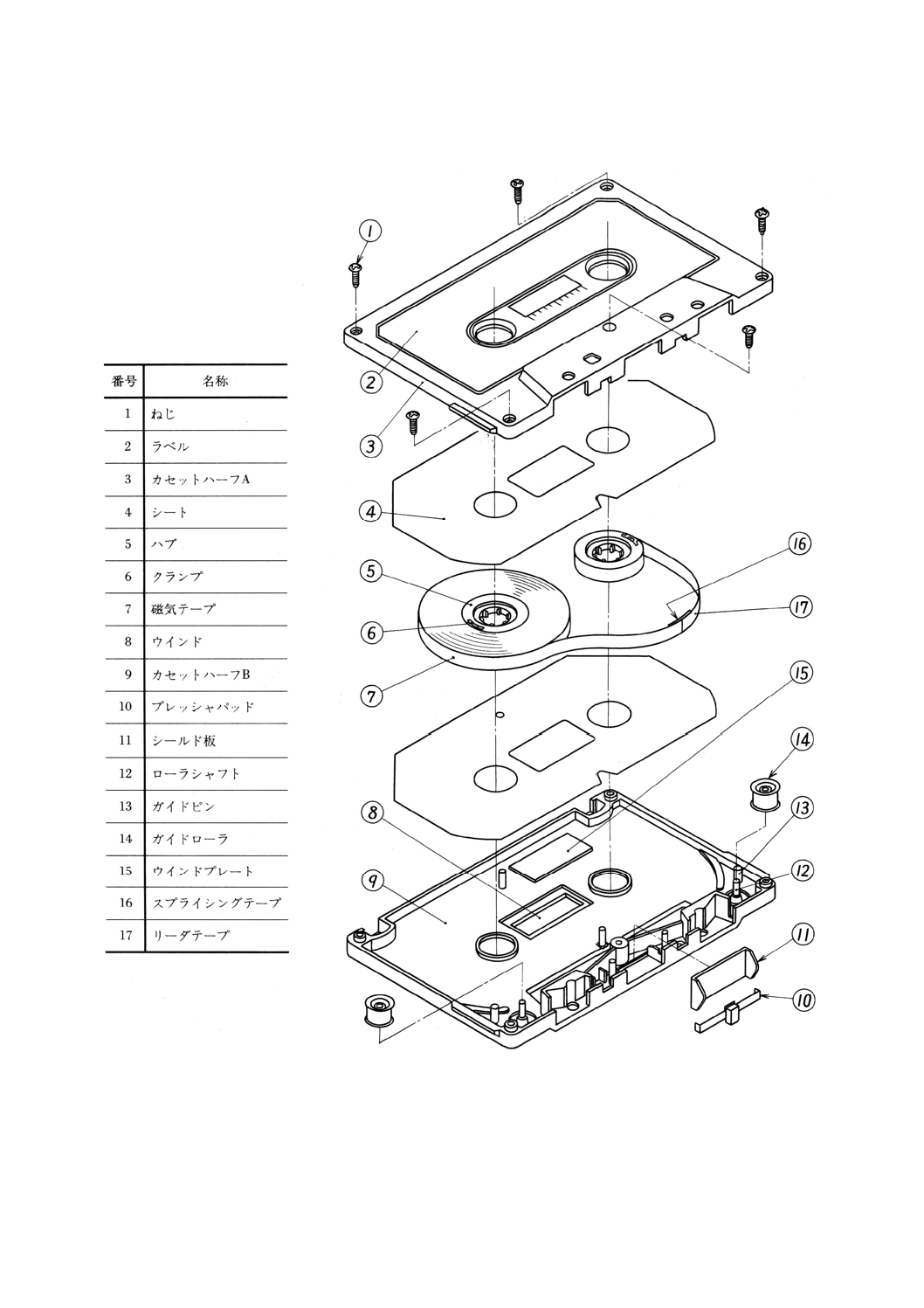
参考図1 カセットテープレコードの構成例
15
S 8604-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工業標準改正原案調査作成委員会 構成表
(委員長)
吉 川 昭吉郎
神奈川工科大学電気工学科
島 田 豊 彦
通商産業省生活産業局文化用品課
稲 葉 裕 俊
工業技術院標準部電気規格課
高 橋 三 郎
社図法人日本オーディオ協会
渡 辺 昌 巳
社団法人日本民間放送連盟企画部
古 川 哲 夫
財団法人日本消費者協会商品テスト室
鎌 田 環
国民生活センター商品テスト部
岩 下 隆 二
パイオニア株式会社技術担当副社長室
白 井 達 郎
日本ビクター株式会社前橋工場
平 川 卓
富士写真フイルム株式会社磁気材料事業部
船 越 正 次
TDK株式会社記録メディア事業本部
飯 塚 成 美
日本コロムビア株式会社レコード生産本部
中 谷 陽一郎
日本ビクター株式会社磁気製品事業本部
岡 田 守 隆
テイチク株式会社奈良工場
小 峰 慶 春
東芝EMI株式会社御殿場工場
小 林 一 磨
株式会社ポニーキャニオン技術本部
臼 田 元 大
社団法人日本レコード協会技術部
(事務局)
阿 南 眞
社団法人日本レコード協会技術部