2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
S 2305-1994
炭酸飲料用ガラスびんのひずみ測定方法
Method of strain test for carbonated beverage bottles
1. 適用範囲 この規格は,炭酸飲料用ガラスびんのひずみの測定方法について規定する。
2. 種類 種類は,次のとおりとする。
(1) 比較測定方法
(2) 直接測定方法
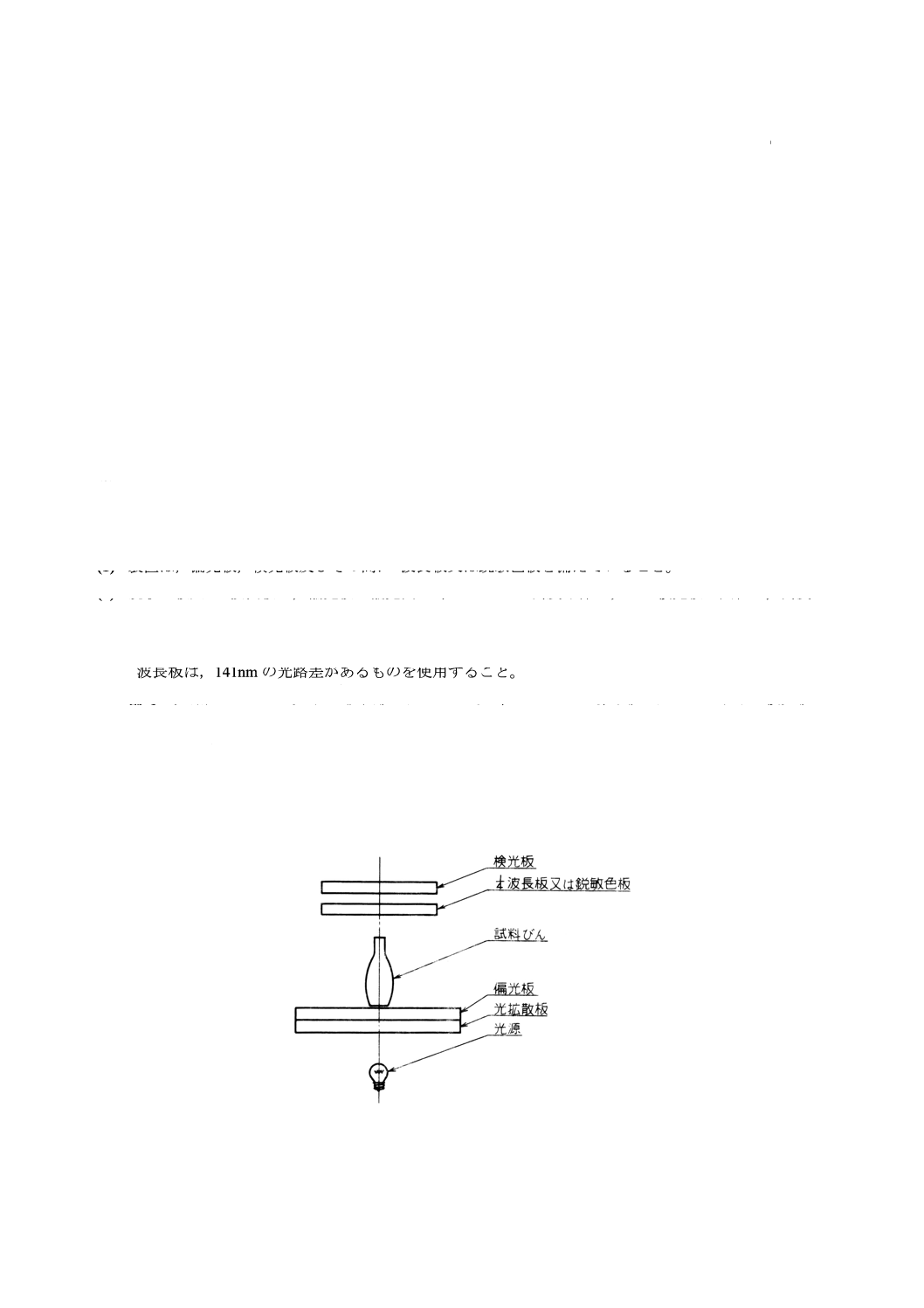
3. 装置 装置は,次の条件を備えていなければならない(図1参照)。
(1) 装置は,偏光板,検光板及びその間に41波長板又は鋭敏色板を備えていること。
(2) 鋭敏色板又は41波長板は,偏光板の偏光面に対して45°の角度を保ち,また検光板は回転し,角度が
読めるように取り付けられていて,偏光板の偏光面に対して,検光板の偏光面が90°になったとき,
検光板の目盛が0になるような構造であること。
(3)
4
1波長板は,141nmの光路差があるものを使用すること。
備考 光路差が141nm以外の41波長板を用いるときは,あらかじめ標準板を用いてひずみと検光板の
回転角を補正しておくこと。
(4) 光源は,白色光を用いること。
(5) 視野の輝度は,試料びんが試験のために置かれる位置で,300cd/m2以上であること。
(6) 検光板を通して見た暗視野における偏光度合は,すべての点において99%を超えること。
図1 装置
2
S 2305-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 比較測定に用いる標準板 比較測定に用いる標準板は,所定の位置で21.8〜23.8 mmのひずみがある
ガラス板で,5枚を一組としたものとする。
5. 方法
5.1
比較測定方法
5.1.1
測定準備
(1) 偏光板,鋭敏色板,検光板及び標準板を用いる。
(2) 光源をつけ,検光板の目盛を0の位置にして,偏光板と検光板の偏光面を直交させる。このとき検光
板を通して偏光板を見ると,視野は最も暗く見える。
(3) 鋭敏色板を挿入する。このとき検光板を通して偏光板を見ると視野は赤紫色に見える。
5.1.2
びんの底のひずみ測定
(1) 偏光板と鋭敏色板の間に,びんを直立させる。
(2) 検光板からびんの口部を通して底を観察し,表1によって,ひずみの最も強い部分を示す色の濃さを
標準板を増減しながら照合する。
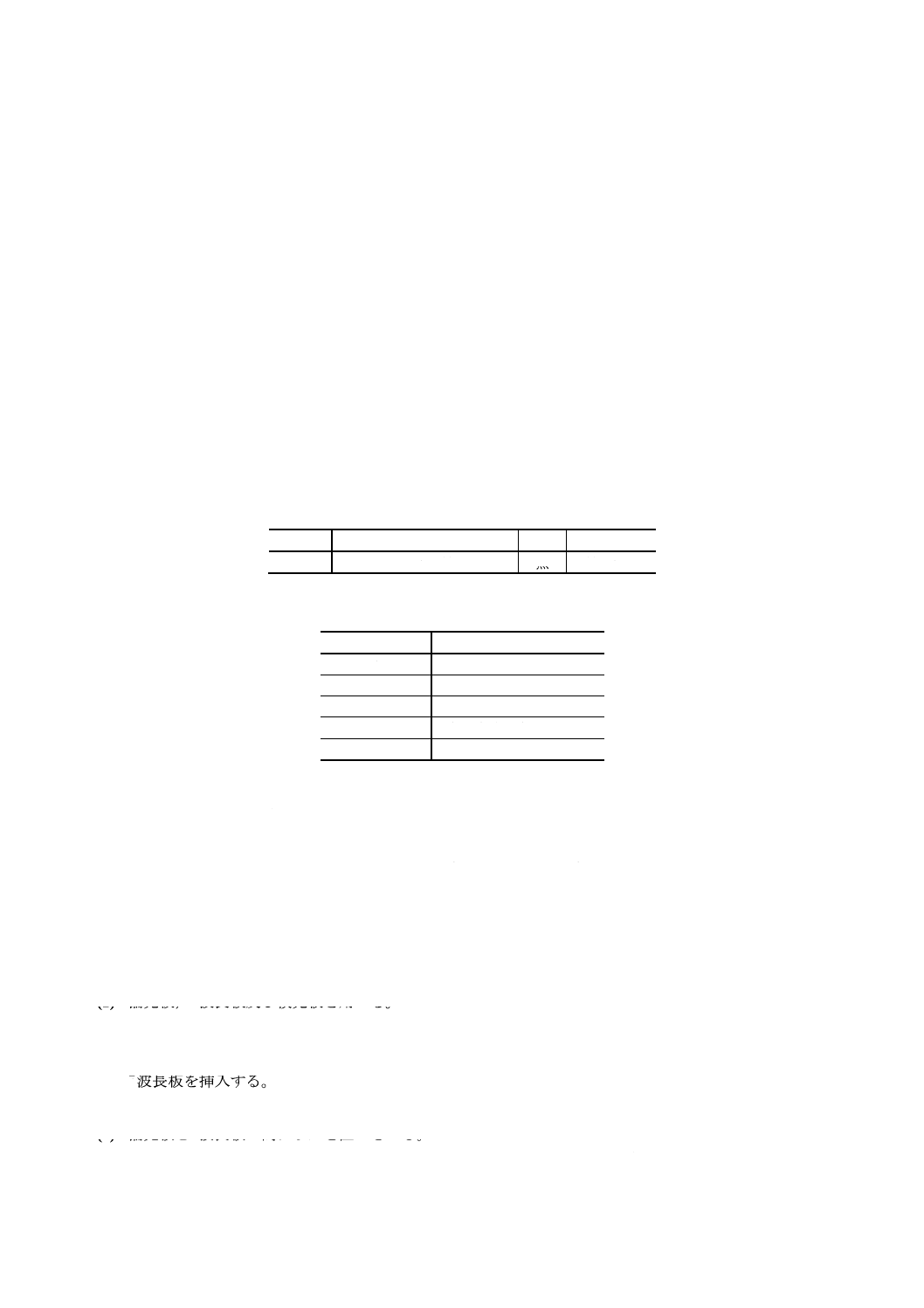
表1 色とひずみの関係
色
黄←だいだい(橙)←赤
赤紫
青→緑→黄
ひずみ
強 ← 弱
無
弱 → 強
(3) びんの底のひずみの決定は,表2によって行う。
表2 ひずみ番号
ひずみ番号
標準板の数
1
1枚以下
2
1枚を超え2枚以下
3
2枚を超え3枚以下
4
3枚を超え4枚以下
5
4枚を超え5枚以下
備考 ひずみ番号6以上のものについて
は,直接測定方法によって測定する。
5.1.3
びんの側壁のひずみ測定
(1) 偏光板と鋭敏色板の間に,びんを偏光面に対して45°になるように倒して置く。
(2) 側壁のあらゆる部分を5.1.2の手順によって測定し,ひずみを決定する。
5.1.4
着色びんのひずみ測定 測定の手順は,5.1.2及び5.1.3による。ただし,標準板との比較が困難な
場合は,同色びんをあらかじめ直接測定方法でひずみを測定したものを基準として用いてもよい。
5.2
直接測定方法
5.2.1
測定準備
(1) 偏光板,41波長板及び検光板を用いる。
(2) 光源をつけ,検光板の目盛を0の位置にして,偏光板と検光板の偏光面を直交させる。このとき検光
板を通して偏光板を見ると視野は最も暗く見える。
(3)
4
1波長板を挿入する。
5.2.2
びんの底のひずみ測定
(1) 偏光板と41波長板の間にびんを直立させる。
(2) 検光板からびんの口部を通して底を見たとき黒い十字が見え,ひずみの多い部分は明るく見える。
3
S 2305-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
びんを回しながら最も明るい部分(最強ひずみ部分)を探す。
(3) 最強ひずみ部分が見つかったら,その部分が第1又は第3象限にあるときは検光板を左(時計の針の
回転方向)へ,第2又は第4象限にあるときは検光板を右(時計の針の回転の反対方向)へ回す。
(4) 検光板をゆっくり回すと,びんの底中央部の黒い十字は,二つの弧に分かれて,それぞれびんの底の
周辺に向かい明るい部分が狭くなっていく。
(5) 明るい部分が暗い弧によって消えたとき(弧の色があいねずみ色から茶色に置き換えられたとき)検
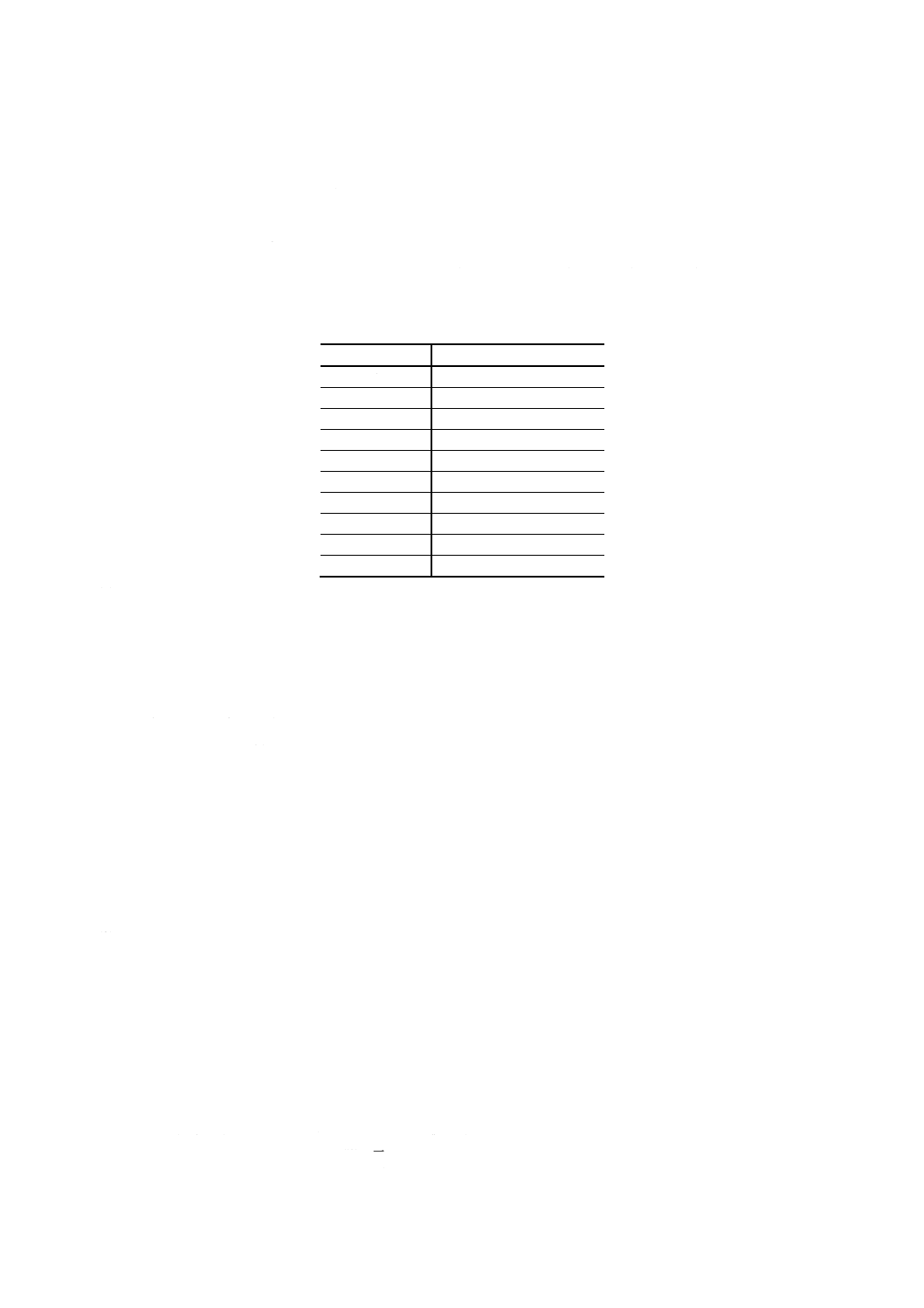
光板の回転を止め,目盛を読み,表3によってひずみ番号を決定する。
表3 ひずみ番号
ひずみ番号
検光板の回転角度(度)
1
0 〜 7.4
2
7.5 〜 14.9
3
15.0 〜 22.4
4
22.5 〜 29.9
5
30.0 〜 37.4
6
37.5 〜 44.9
7
45.0 〜 52.4
8
52.5 〜 59.9
9
60.0 〜 67.4
10
67.5 〜 74.9
(6) 着色びんなどの色の濃いびんは,測定の終点の確認が困難であるから,明るい部分を完全に暗くする
のに必要な検光板の回転角度と,逆に回してその部分が再び明るく現れたときの回転角度の平均値を
ひずみとする。
5.2.3
びんの側壁のひずみ測定
(1) びんを偏光板の偏光面に対して45°になるように置く。黒い十字は見えないが,ひずみがあれば光の
明暗がびんの中に見える。
(2) びんを回しながら最も明るい部分を見つける。
(3) 最も明るい部分が見つかったら暗い部分が1か所に集まり側壁の残光部が置き換えられるまで検光板
をゆっくり回転する。
(4) 表3によって検光板の回転角度をひずみ番号で表す。
6. 記録 記録には,次の事項を含まなければならない。
(1) 測定年月日
(2) 試料びん名
(3) 試料採取場所
(4) 測定方法
(5) 各試料に対する検光板の回転角度とひずみ番号(ただし,比較測定のときは,ひずみ番号だけでよい。)
日用品部会 炭酸飲料用ガラスびん試験方法専門委員会 構成表(昭和49年3月1日制定のとき)
氏名
所属
(委員会長)
境 野 照 雄
東京工業大学工学部
(委員)
和 田 正三郎
キングレコード株式会社
(臨時委員)
吉 田 鉄太郎
農林省食品流通局
及 川 潤 三
国税庁関税部
日下部 光 昭
通商産業省生活産業局
4
S 2305-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
氏名
所属
岡 村 安 雄
通商産業省工業品検査所
久保田 勝 也
工業技術院製品科学研究所
宮 沢 和 夫
工業技術院標準部
有 馬 一 喜
麒麟麦酒株式会社製造部
竹 内 増 親
朝日麦酒株式会社製造部
井ノ口 賢 二
サッポロビール株式会社技術部
椎 名 格
日本コカコーラ株式会社技術総本部
柚 木 武
日本ペプシコーラ株式会社技術部
相 波 武
山村硝子株式会社技術本部
五十嵐 才 吉
日本硝子株式会社製造本部
多 田 好 視
石塚硝子株式会社本社工場
見 掛 彰
新日本硝子株式会社製造部
大 和 芳 宏
東洋ガラス株式会社技術部
小 川 忠 久
社団法人全国清涼飲料工業会
森 田 滋
日本製壜協会
門 松 はま子
主婦連合会
川 又 幸 子
全国地域婦人団体連絡協議会
河 原 久 世
関西主婦連合会東京支部
三 枝 誠
日本生活協同組合連合会
(専門委員)
大 野 登美蔵
通商産業省生活産業局
山 本 繁 文
工業技術院標準部電気規格課
(事務局)
土 屋 隆
工業技術院標準部電気規格課
内 田 秋 雄
工業技術院標準部電気規格課
(事務局)
飛 田 勉
工業技術院標準部繊維化学規格課(昭和53年5月1日改正のとき)
高 橋 和 治
工業技術院標準部繊維化学規格課(昭和53年5月1日改正のとき)
(事務局)
天 野 正 喜
工業技術院標準部繊維化学規格課(平成6年3月1日改正のとき)
平 塚 智 章
工業技術院標準部繊維化学規格課(平成6年3月1日改正のとき)