2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 7602-1995
炭素繊維織物試験方法
Testing methods for carbon fibre woven fabrics
1. 適用範囲 この規格は,炭素繊維織物の試験方法について規定する。
備考1. 炭素織維とは,実質的に炭素元素だけからなる繊維状の炭素材料をいい,例えば,有機繊維
を焼成して炭素化したもの。
炭素繊維織物とは,炭素繊維のフィラメント糸又はステープル糸をたて糸,よこ糸にして
製織した織物をいい,織り方(組織)には平織,朱子織,あや織などがある。
2. この規格の引用規格を,次に示す。
JIS B 7503 ダイヤルゲージ
JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
JIS L 0204 繊維用語(原料部門)
JIS L 0205 繊維用語(糸部門)
JIS L 0208 繊維用語−試験部門
JIS L 1096 一般織物試験方法
JIS R 7601 炭素繊維試験方法
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
3. この規格の中で{ }を付けて示してある単位は,従来単位によるものであって,参考とし
て併記したものである。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS L 0204,JIS L 0205及びJIS L 0208によるほか,
次のとおりとする。
(1) 織り密度 たて糸方向及びよこ糸方向それぞれの幅10mm当たりの糸の本数。
(2) 耳 一般に繊維の縁部にあり,ほつれを防止する目的で組織及び織り密度を変えた部分。
3. 試験項目 試験項目は,次のとおりとする。
(1) 外観
(2) 幅
(3) 長さ
(4) 織り密度
(5) 単位面積当たりの質量
(6) 厚さ
2
R 7602-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(7) 引張破断荷重
4. 試験の一般的条件
4.1
試験場所の標準状態 試験場所の標準状態は,原則としてJIS Z 8703に規定されている次の温度及
び湿度の状態とする。標準状態の温度は23℃,その級別は温度5級(±5℃),標準状態の湿度は50%,そ
の級別は湿度20級(±20%)とする。
4.2
試験片の状態調節 試験片は,温度及び湿度が影響する試験項目については,原則として試験を行
う前に4.1の試験場所の標準状態において,48時間以上状態調節を行うものとする。
4.3
試験結果の数値の表し方
(1) 数値の丸め方 試験の結果は,規定の数値より1けた下の位まで求め,JIS Z 8401によって丸める。
(2) 平均値,標準偏差及び変動係数 平均値は,次の式(1)によって求める。標準偏差及び変動係数は,次
の式(2)及び式(3)によって求める。
n
x
x
n
i
i
∑
=
=
1
················································································ (1)
1
)
(
1
2
−
−
=∑
=
n
x
x
s
n
i
i
······································································ (2)
100
×
=xs
CV
············································································ (3)
ここに,
x: 平均値
s: 標準偏差
CV: 変動係数 (%)
xi: 個々の測定値
n: 測定数
5. 試験方法
5.1
外観 外観の試験は,次のとおりとする。
(1) 毛羽,汚れ,糸抜け,織りむらなどの外観を目視によって観察し記録する。
(2) 組織及び布目曲がりの試験は,JIS L 1096の6.1(組織)及び6.11(布目曲がり)による。
5.2
幅 織り物の幅の試験は,次のとおりとする。
(1) 器具 器具は,JIS B 7516に規定するものを用いる。
(2) 操作 操作は,次のとおりとする。
(a) 織物のたて糸方向に約300mm以上の間をおいた5か所について,試料に張力を加えない状態でた
て糸方向と直角に耳と耳の間の長さ(耳を含まない。)を1mmの精度で測定する。
(b) 5か所の測定値の平均値を求め,ミリメートル (mm) で表す。
5.3
長さ 織物の長さの試験は,次のとおりとする。
(1) 器具 器具は,次のものを用いる。
(a) 測長機 最小目盛10cm以下のもの。
(b) 巻尺 JIS B 7512に規定のもの。
(2) 操作 操作は,織機上又は検反機に取り付けた測長機を用いて長さ10cmの精度で測定する。ただし,
3
R 7602-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
長さが10m程度の場合には,織物を平滑な台の上に置き,不自然なしわや張力を除いて巻尺を用いて
長さ1cmの精度で測定する。
5.4
織り密度 織り密度の試験は,次のとおりとする。
(1) 器具 器具は,次のものを用いる。
(a) 拡大鏡 糸本数の計数に支障のない倍率をもつもの。
(b) 金属製直尺 JIS B 7516に規定のもの。
(2) 操作 操作は,次のとおりとする。
(a) 試験は,試料の耳以外の場所で300mmの間をおいた5か所について行う。100mm間にあるたて糸
及びよこ糸の本数を数える。ただし,たて糸及びよこ糸が約10mm間に4本以上の場合は,25mm
間のたて糸及びよこ糸の本数を数えてもよい。織り密度は,各々10mm間の数値に換算する。
(b) 各々の平均値を4.3によって小数点以下1けたに丸め,これをたて糸及びよこ糸の織り密度とし,
単位は本/10mmを用いる。
5.5
単位面積当たりの質量 単位面積当たりの質量(1)の試験は,次のとおりとする。
(1) 器具 器具は,次のものを用いる。
(a) 金属製直尺 JIS B 7516に規定のもの。
(b) 打抜き型 一辺100±0.5mmの正方形の試験片を採取できる打抜き型。ただし,打抜き型を用いず
に同等の寸法と許容差をもつ試験片を切り出してもよい。
(c) はかり 感量0.001gのもの。
(2) 操作 操作は,次のとおりとする。
(a) 試料の両端から耳を含む部分の約30mmを除いて,織物の幅方向に連続して一辺100±0.5mmの正
方形の試験片を5個以上採取し,その質量を0.001gまで量る。
なお,必要に応じてたて糸の方向にも試験片を採取するものとする。
(b) 通常は,炭素繊維のサイジング剤が除去された状態で規定するが,サイジング剤付着率が0.5%を超
えないときは,無視してよい。
なお,サイジング剤付着率は,JIS R 7601の6.8(サイジング剤付着率)によって測定する。
(c) 単位面積当たりの質量は,次の式(4)によって算出する。
6
10
100
1
×
−
=
S
A
m
A
ρ
······························································· (4)
ここに,
ρA: 単位面積当たりの質量 (g/cm2)
m: 試験片の質量 (g)
A: 試験片の面積 (mm2)
S: サイジング剤付着率 (%)
(d) 平均値を有効数字3けたまで求める。
注(1) 一般に炭素繊維の吸着水分は,無視できる程度に小さいので,その補正は行う必要はないが,
特に水分が高い場合には,JIS R 7601の6.4(水分)によって水分を測定して補正する。
5.6
厚さ 厚さの試験は,次のとおりとする。
(1) 厚さ測定器 厚さの測定器は,JIS B 7503に規定するダイヤルゲージ,加圧板及び荷重の組合せから
なるものを用いる。ただし,加圧板の面積は1cm2とし,円板が望ましい。
(2) 操作 操作は,次のとおりとする。
(a) 5.4の単位面積当たり質量を測定するのに用いたのと同じ試験片5個以上について,厚さ測定器によ
4
R 7602-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
り50kPa {510kgf/cm2} の圧力を20秒間かけたときの厚さを測定する。
(b) 測定値の平均値を小数点以下2けたまで求める。
5.7
引張破断荷重 引張破断荷重の試験は,次のとおりとする。
(1) 引張試験機 引張試験機は,試験中にクロスヘッド移動速度を一定に保てるもので,荷重と伸びの関
係を自動的に記録できるものとする。
(2) 操作 操作は,次のとおりとする。
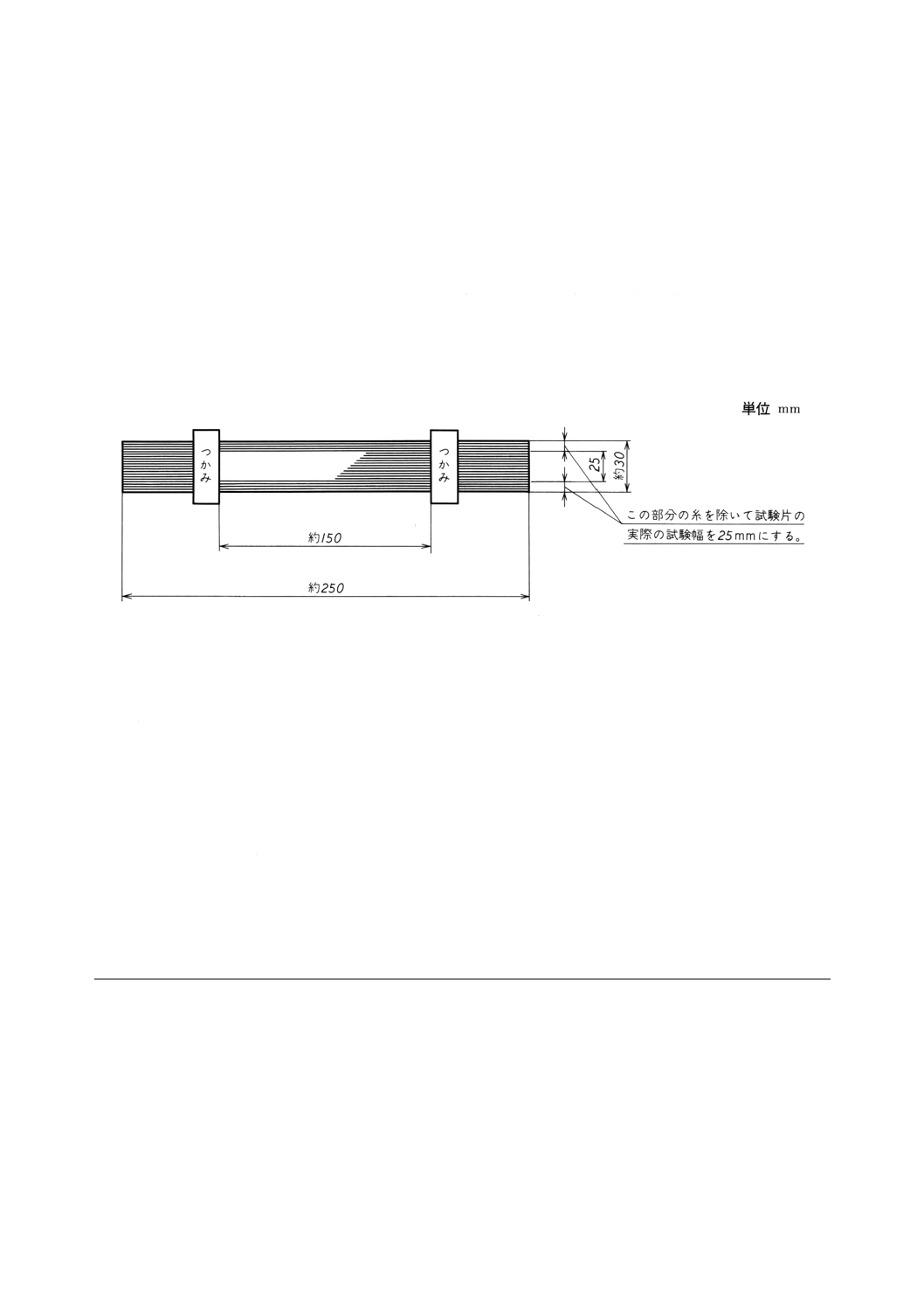
(a) 幅約40mm,長さ約250mmの試験片をたて糸方向及びよこ糸方向から各々5個以上を採取する。
(b) つかみ間隔を約150mmとし,幅方向の両側から糸を除き幅を約25mmにして引張試験機を用い,
200mm/minの速さで引っ張り,切断時の荷重N {kgf} を測定し,25mm幅に換算する。
図1 試験片の寸法
(c) たて糸方向及びよこ糸方向の測定値の平均値を,有効数字2けたまで求める。
備考 つかみのところで切れたもの及びスリップしたものは,試験片から除き別の試験片を追加する。
6. 報告 報告には,必要に応じて次の事項を記入する。
(1) 試験した材料の種類
(2) 試験片の作製方法
(3) 試験片の形状・寸法
(4) 試験した試験片の数又は試験回数
(5) 試験装置,試験条件及び測定方法
(6) 試験場所の標準状態
(7) 外観,幅,長さ,織り密度,単位面積当たりの質量,厚さ及び引張破断荷重の平均値。必要に応じて
引張破断荷重の標準偏差及び変動係数。
(8) 試験年月日
(9) その他,特記すべき事項
関連規格 JIS R 3420 ガラス繊維一般試験方法
5
R 7602-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
炭素織維織物試験方法原案委員会及び分科会 構成表
氏名
所属
(委員長)
○ 福 多 健 二
工業技術院繊維高分子材料研究所
和 田 正 武
通商産業省生活産業局
○ 桜 井 俊 彦
工業技術院標準部
野 口 義 男
科学技術庁航空宇宙技術研究所機体一部
剣 持 潔
工業技術院製品化学研究所応用性能部
犬 竹 紀 弘
石川島播磨重工業株式会社技術研究所
三 好 一 雄
三菱電機株式会社相模製作所
星 郁 夫
日立化成工業株式会社下館研究所
棚 橋 良 次
日本楽器製造株式会社西山工場スポーツ事業部
高 田 信 洋
ダイワ精工株式会社ロッド製造部
井 出 正
富士重工業株式会社スバル技術本部
則 竹 佑 治
防衛庁技術研究本部第三研究所
○ 松 井 醇 一
東レ株式会社ACM技術部
○ 奥 田 謙 介
呉羽化学工業株式会社機能材事業部
○ 山 内 啓 司
東邦レーヨン株式会社ベスロン工務部
○ 児 玉 斎
三菱レイヨン株式会社商品開発研究所
○ 平 居 亜 夫
日本カーボン株式会社新炭素事業部
○ 小 山 一 紀
旭日本カーボンファイバー株式会社技術サービス部
○ 山 蔦 浩 治
住友化学工業株式会社高槻研究所
○ 大 出 譲
財団法人高分子素材センター試験・検査事業部
○印は,分科会と兼務委員