R 1693-3:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 記号及び単位 ··················································································································· 2
5 原理······························································································································· 2
6 測定装置························································································································· 3
6.1 概要 ···························································································································· 3
6.2 測定装置を構成する要素 ································································································· 3
7 試験片···························································································································· 5
7.1 試験片の形状及び寸法 ···································································································· 5
7.2 試験片の材質 ················································································································ 5
7.3 試験片の数 ··················································································································· 5
8 測定の手順 ······················································································································ 5
8.1 測定の準備 ··················································································································· 5
8.2 測定方法 ······················································································································ 6
9 計算方法························································································································· 6
9.1 定常法による半球全放射率の算出······················································································ 6
9.2 非定常法による半球全放射率の算出··················································································· 6
9.3 試験片の熱膨張に起因する補正 ························································································ 7
10 報告 ····························································································································· 7
附属書A(参考)パルス通電加熱法 ························································································· 8
R 1693-3:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本ファインセラミックス協会
(JFCA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS R 1693の規格群には,次に示す部編成がある。
JIS R 1693-1 第1部:FTIRを用いた分離黒体法による垂直分光放射率
JIS R 1693-2 第2部:FTIRを用いた反射法による垂直放射率
JIS R 1693-3 第3部:直接加熱熱量法による半球全放射率
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 1693-3:2012
ファインセラミックス及びセラミックス複合材料の
放射率測定方法−
第3部:直接加熱熱量法による半球全放射率
Measurement method for emissivity of fine ceramics and
ceramic matrix composites-
Part 3: Hemispherical total emissivity by direct heating calorimetry
序文
ファインセラミックス及びセラミックス複合材料は,耐久性及び耐熱性に優れ,各種産業分野における
部材として幅広く利用されている。ファインセラミックスを高温部材又は放射素材として使用する場合に
は,使用温度における放射率が部品設計上の材料特性として重要になる。この規格は,直接加熱熱量法に
よるファインセラミックス及びセラミックス複合材料の半球全放射率測定について,実用的方法を提供し,
ファインセラミックス及びセラミックス複合材料を利用する諸工業の発展に寄与することを目的として制
定した。
なお,この規格に対応する国際規格は制定されていない。
1
適用範囲
この規格は,平板状のファインセラミックス及びセラミックス複合材料(炭素材料及び金属も含む。)の
表面における半球全放射率を,直接加熱熱量法によって測定する方法について規定する。対象とする材料
は,導電性をもち通電加熱によって目的の温度に加熱可能な材質とする。測定温度範囲としては,約300
〜2 300 ℃とする。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 1102-2 直動式指示電気計器 第2部:電流計及び電圧計に対する要求事項
JIS C 1602 熱電対
JIS C 1612 放射温度計の性能試験方法通則
JIS R 1600 ファインセラミックス関連用語
JIS Z 8117 遠赤外線用語
JIS Z 8401 数値の丸め方
2
R 1693-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 1600及びJIS Z 8117によるほか,次による。
3.1
放射率
ある温度において物体表面から放射される熱放射輝度と,それと同じ温度の黒体放射輝度との比。
3.2
分光放射率
波長λにおける放射率。
3.3
半球全放射率
全波長域における物体表面に対して半球面方向の放射率。
3.4
垂直分光放射率
物体表面に対して垂直方向(法線方向)の分光放射率。
4
記号及び単位
記号及び単位は,表1による。
表1−記号及び単位
名称
記号
単位
試験片の有効質量(試験片に接触させた一対の電圧プローブ間が規定する試験片
の質量)
m
kg
試験片の温度
T
K
温度Tにおける試験片の定圧比熱容量
cp(T)
J kg−1 K−1
試験片温度の時間変化
dT/dt
K s−1
試験片を流れる電流
I
A
電圧プローブ間の電圧降下
V
V
温度Tにおける試験片の半球全放射率
εht(T)
無次元
ステファン・ボルツマン定数(5.670 373×10−8)
σSB
W m−2 K−4
試験片に接触させた電圧プローブ間の試験片表面積
A
m2
試験片の周囲の温度
T0
K
5
原理
導電性の固体物質に直流電流を流して直接通電加熱した際,伝導又は対流による試験片からの熱損失が
無視できる条件においては,試験片の熱収支は,式(1)で表される。
()(
)
()
(
)
4
0
4
SB
ht
p
/
T
T
A
T
IV
dt
dT
T
mc
−
−
=
σ
ε
·········································· (1)
直接加熱熱量法による半球全放射率測定方法では,通電加熱中に測定されたT,I,V及びT0の値を式(1)
に代入することでεht(T) を導出する。しかし,多くの場合,式(1)に含まれるcp(T) の値も未知であるため,
大きく分けて2種類の導出方法によってεht(T) を決定する。
第1の導出方法は定常法と呼ばれ,試験片に流す電流を制御して試験片を温度一定の定常状態(dT/dt=
0)に保持することによって,cp(T) を含む式(1)の左辺を実質的にゼロにしてεht(T) だけを導出することを
3
R 1693-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
特徴とする。一方,第2の導出方法は非定常法と呼ばれ,試験片に流す電流の大きさが異なる場合のある
温度TにおけるdT/dt,I,V及びT0の値を2組以上測定し,二つの未知数εht(T) 及びcp(T) を共に導出する
ことを特徴とする。一般的にはcp(T) を無視できる定常法が原理的に優れた測定法であるが,おおむね
1 500 ℃以上の温度域では試験片及び試験片の周囲が定常状態になるまでに長時間を要するため,測定シ
ステムを構成する機器の温度上昇による破損が問題となることが多い。そこで,1 500 ℃以上の温度域で
は,附属書Aに示すパルス通電加熱法を利用して瞬間的に試験片を定常状態に保持する定常法又は非定常
法による高速測定が適している。
6
測定装置
6.1
概要
測定装置の基本構成は,試験片を加熱するための電流を供給する直流電源,試験片を流れる電流値を測
定する電流計,試験片に接触させた一対の電圧プローブ,電圧プローブ間での電圧降下を測定する電圧計,
試験片の温度を測定する熱電対又は放射温度計などの温度測定装置及び試験片を真空中で加熱するための
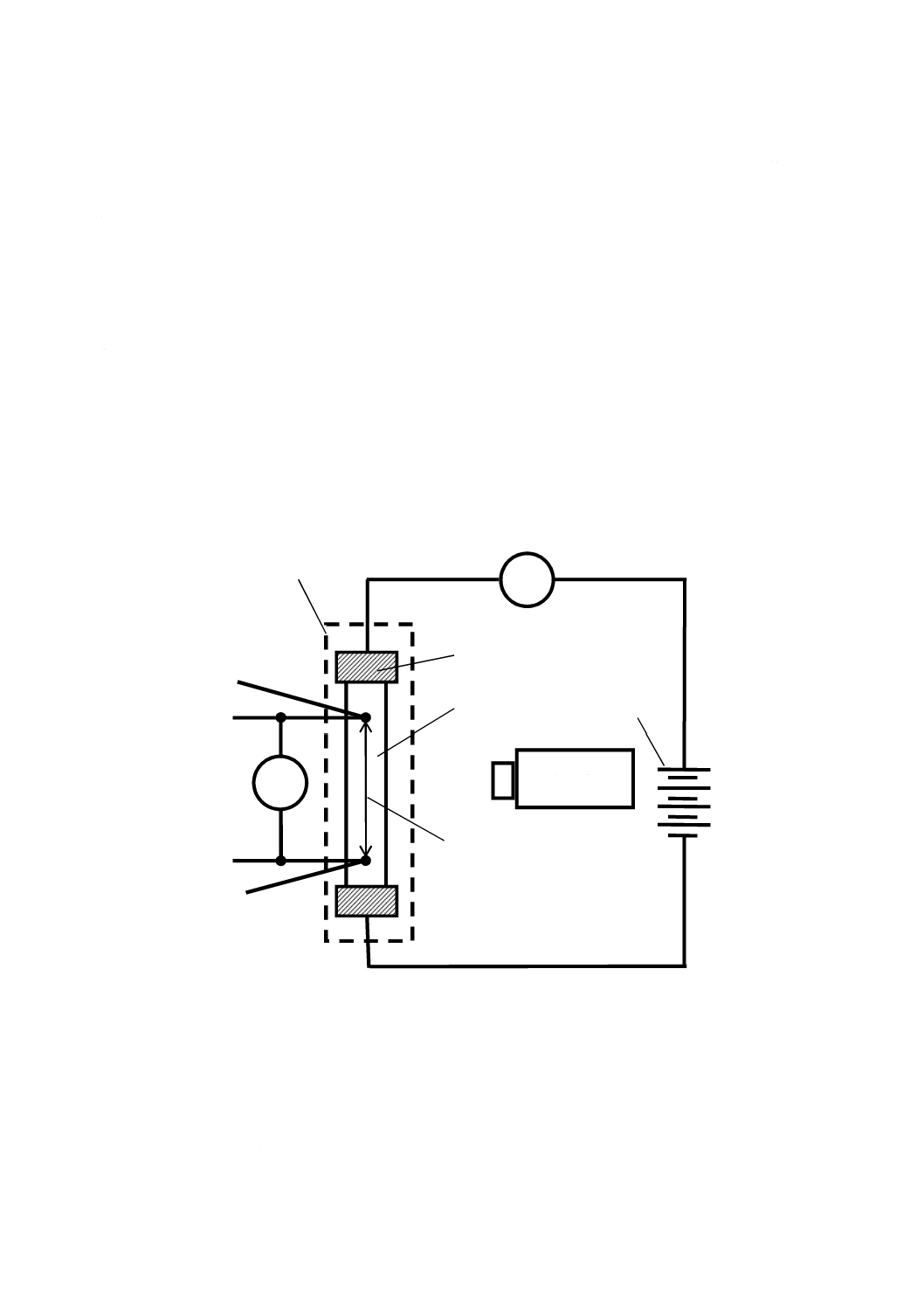
真空チャンバーからなる。構成例を図1に示す。
図1−直接加熱熱量法による半球全放射率測定装置の構成例
6.2
測定装置を構成する要素
測定装置を構成する要素は,次による。
6.2.1
直流電源 必要とする温度まで試験片を通電加熱することが十分可能な電力容量をもつ必要があ
る。加熱に必要な電力 (IV) は,式(1)に試験片のεht(T) 及びcp(T) の概算予想値を代入することで見積もる。
直流電源
放射温度計
真空チャンバー
A
電流計
V
電圧計
試験片
試験片ホルダ
熱電対兼
電圧プローブ
電圧プローブ間距離
4
R 1693-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,試験片の電気抵抗率の値から試験片加熱に必要な出力電圧も見積もることができる。定常法による
測定を行う場合,試験片を目標温度に保持するための電流制御機能を必要とする。また,試験片のダイオ
ード作用及び試験片内の温度差に起因する熱起電力が,試験片の電圧降下測定における有為な測定誤差と
なる場合,その影響を補正するために電流の極性を反転する機能をもつことが望ましい。
6.2.2
電圧プローブ スポット溶接又は高温用接着剤で試験片の表面に固定した直径0.1 mm以下の一対
の金属線を電圧プローブとして用いる。上記の方法によって金属線を固定することが困難な場合,導電性
固体を材質とする針又はナイフエッジの先端を試験片の表面に押しつけてプローブに用いてもよい。また,
可能な限りプローブの断面積を小さくしてプローブを介した伝導熱損失の影響を無視できる範囲に低減す
る必要がある。プローブの材質としては,熱起電力の発生を抑えられることを考慮すると試験片と同材質
であることが望ましいが,試験片と材質が異なる場合は,高温加熱中に塑性変形及び試験片との化学的反
応を生じない物質を選定する。
測定原理の上では電圧プローブ間距離に制限はないが,電圧測定の正確性を向上させるためには電圧プ
ローブ間距離を広くすることが望ましい。しかし,電圧プローブ間距離を長くすると必然的に試験片の有
効範囲(電圧プローブの正負極が挟む試験片の領域)と試験片ホルダの間の距離が短くなる。この場合,
試験片ホルダへの伝導熱損失の影響によって試験片の有効範囲の温度均一性が低下するおそれがある。そ
れゆえ,使用する電圧計の測定電圧範囲と分解能を考慮して適切なプローブ間距離を選択する。
6.2.3
電圧計 JIS C 1102-2に規定する1級相当以上の電圧計を利用し,電圧プローブ間の電圧降下を測
定する。また,試験片が定常状態にあることを確認する手段の一つとして,電圧降下の測定値を連続的に
測定・記録する機能をもつことが望ましい。
6.2.4
電流計 JIS C 1102-2に規定する1級相当以上の電流計を利用し,試験片に流れる電流値を測定す
る。ただし,試験片と直列にシャント抵抗又は標準抵抗を接続し,それらの測定端子間の電圧降下を上記
電圧計によって測定して電流値を算出してもよい。また,上記直流電源に電流測定機能が付随している場
合には省略してもよい。
6.2.5
温度測定装置 試験片の温度は熱電対又は放射温度計を使用して測定する。熱電対又は放射温度計
による温度測定が困難な場合,次善の策として半球全放射率測定の際に同時に測定することができる電気
抵抗率の値から試験片の温度を算出してもよい。ただし,試験片の電気抵抗率の温度関数が既知であるか,
別途実測する必要がある。試験片の電気抵抗率ρel(Ωm) は,4端子法の原理によって式(2)によって算出す
る。
()
IL
VS/
el=
ρ
············································································· (2)
ここに,
S: 電流方向に対して垂直な試験片断面の面積(m2)
L: 試験片に接触させた電圧プローブ間の距離(m)
非定常法による測定を行う場合,温度の時間変化率 (dT/dt) を測定するため,温度の測定値を連続的に
収録する機能を必要とする。
なお,温度測定は,次による。
a) 熱電対 熱電対を使用する場合,JIS C 1602に規定する許容差がクラス2相当以上の熱電対を用いる。
ただし,1 000 ℃を超えるような高温での測定を行う場合には,タングステン・レニウム合金から構
成される熱電対を使用してもよい。熱電対はスポット溶接又は高温用接着剤によって直接試験片に接
続する。熱電対を介した伝導熱損失を低減するため,熱電対素線の直径は0.2 mm以下とする。試験
5
R 1693-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
片に2対の熱電対をずらして接続し,それらの正脚又は負脚のいずれかを前述の電圧プローブに兼用
してもよい。接触している熱電対接点は有限の大きさをもつとともに通電加熱中は電流が流れるため,
熱電対の起電力測定値に電圧誤差が含まれる。この電圧誤差が無視できない場合,温度測定時は電流
を一時的に遮断するか電流の極性を変えて熱起電力測定を行って両者の平均を算出して誤差を除去す
る。熱電対接点を絶縁被覆した上で試験片に接着する手段もあるが,接点部分の熱容量が増加するこ
とに伴う温度測定の誤差に注意する必要がある。
b) 放射温度計 放射温度計を使用する場合,JIS C 1612に規定する放射温度計を用いる。放射温度計の
測定スポットの直径は,試験片の幅(又は直径)の1/3以下にする。多くの場合,試験片の垂直分光
放射率は未知であるため,黒体空洞又は黒化塗料の塗布部分を設け,その部分からの熱放射から温度
を算出する。ただし,黒体空洞又は黒化塗料の塗布に伴い試験片の温度分布が不均一になることに起
因する測定誤差の発生に注意する必要がある。
6.2.6
真空チャンバー 対流による熱損失を低減するため,試験片を真空中で加熱するための真空チャン
バーを必要とする。チャンバー内の雰囲気は1×10−1 Pa以下の真空環境とする。チャンバー内壁は試験片
が発する熱放射の大部分を反射又は吸収する物体であるため,半球全放射率の測定に必要な試験片の周囲
温度T0は真空チャンバー内壁の温度とする。また,測定中の装置全体の温度が装置の安全かつ正確な動作
に支障を来すほど上昇する場合,チャンバーに冷却装置を装備する。チャンバー内壁での熱放射の多重反
射が測定値に無視できない誤差を生じさせる場合,多重反射を避けるためチャンバー内壁面を粗面又は黒
色塗装面にする。
7
試験片
7.1
試験片の形状及び寸法
試験片の形状は,断面の形状及び面積が均一な角柱又は円柱とし,長手軸方向に対して電流を流す。電
流方向に直行する試験片の断面積を小さくすることによって試験片から試験片ホルダへの伝導熱損失の影
響を低減させることができるが,同時に試験片の電気抵抗値が増加するので,電流を流すために必要な電
圧が増加してしまう。そのため,使用する直流電流源の最大出力電圧及び電流値を考慮して試験片の断面
積及び長さを決定する。一般的に入手可能な直流電流源の性能を考慮すると,試験片の長さは4×10−2〜3
×10−1 m,断面積は4×10−7〜2×10−5 m2の範囲にすることを推奨する。
7.2
試験片の材質
試験片は,通電加熱によって所望の測定温度に加熱するため,導電性をもつ必要がある。
7.3
試験片の数
測定結果の再現性を確認するため,同一形状の試験片を3個以上用意する。ただし,用意できる試験片
の個数が限定される場合,受渡当事者間の協議の上で上記の制限を緩めてもよい。また,試験片の幅,厚
さ及び長さを変えた試験片についての測定を行い,より広義な意味の測定結果の再現性を確認してもよい。
8
測定の手順
8.1
測定の準備
8.1.1
測定環境
測定装置は23 ℃±5 ℃の温度環境(温度5級)におき,測定中の環境温度の変動は±1.5 ℃に制御する。
8.1.2
試験片の洗浄
試験片の表面のちりなどをブロワーなどで除去した後,エタノールなどの適切な有機溶媒を用いて試験
6
R 1693-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
片の表面を洗浄する。
8.1.3
電圧プローブ間距離の測定
電圧プローブをスポット溶接又は高温接着剤によって固定した場合,定規,ノギス,測定顕微鏡などに
よって正負のプローブ接着点間の試験片の長手軸方向の長さ成分をLとして実測する。溶接痕及び接着剤
の塗布範囲が大きいために幾何学的な寸法測定が難しい場合,プローブ間距離が既知Lrである標準電圧プ
ローブを試験片に当てた上で一定の電流を流した際に測定される標準電圧プローブ間での電圧降下Vr及
び半球全放射率測定に用いるプローブ間での電圧降下Vsの測定値から式(3)によってLを算出してもよい。
r
s
rV
V
L
L=
·················································································· (3)
ただし,この方法では電気抵抗率は試験片のどの部分でも均一であることを仮定するため,単位長さの
電気抵抗の値が測定する箇所によって異なってしまう不均質な材料(例えば,空孔が不均一に分布する材
料)については,この方法によってLを算出してはならない。
8.2
測定方法
8.2.1
定常法における測定方法
定常法では,試験片を流れる電流の値を制御して試験片が目標温度又はその近傍の温度に一定保持され
たことを確認した後にI,V,Tを同時に3回以上測定する。その際,試験片の周囲の温度T0も十分に温度
一定の定常状態であることを確認する。T0が時間の経過によって大きく変化する場合,T0も先の三つの量
と同時に測定する。定常状態における試験片の温度の許容変動幅は±0.3 Ks−1以下とする。ただし,必要
とする測定精度によっては受渡当事者間の協議によって,上記の許容変動幅を変更してもよい。
8.2.2
非定常法における測定方法
非定常法では,室温に保持された試験片にほぼ一定の直流電流を流し,目標温度又は目標温度を超える
ある温度まで加熱を行い,その後,電流を遮断又は大幅に低減させて試験片を冷却させて元の室温に戻し,
加熱又は冷却中の試験片が目標温度に到達・通過した際のI,V,T及びdT/dtを測定する。そして,試験
片に流す電流の大きさを変えて,同様の測定を複数回繰り返す。
9
計算方法
次に示す計算方法のいずれかを用いて半球全放射率を算出する。JIS Z 8401に従い数値を丸め,有効数
字を小数点以下3桁まで算出する。
9.1
定常法による半球全放射率の算出
試験片に流れる電流を制御して試験片を定常状態に保持した場合,式(1)の左辺はゼロとなる。したがっ
て,その式を変形して得られる式(4)によって試験片の半球全放射率εht(T) を算出する。
()
(
)
4
0
4
SB
ht
T
T
A
IV
T
−
=σ
ε
································································· (4)
9.2
非定常法による半球全放射率の算出
式(1)の両辺をAσSB(T4−T04) で除することによって,次の式に変形する。
()
()
T
X
T
c
Y
ht
p
ε
+
=
····································································· (5)
(
)
{
}
4
0
4
SB
/
T
T
A
IV
Y
−
=
σ
································································ (6)
(
)
(
)
{
}
4
0
4
SB
/
/
T
T
A
dt
dT
m
X
−
=
σ
······················································· (7)
7
R 1693-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
式(5)は,YとXが線形関係をもち,その線形関数の傾きと切片とがcp(T) とεht(T) とに対応することを示
す。YとXは,I,V,T,T0及びdT/dtの測定値から算出できる測定可能な量である。したがって,ある温
度Tにおけるεht(T) 及びcp(T) の値は,温度Tにおける2組のXとYの測定値(X1, Y1)と(X2, Y2)とを用
いた連立方程式の解として次の式からそれぞれ導出する。
()
2
1
1
2
2
1
ht
X
X
Y
X
Y
X
T
−
−
=
ε
···································································· (8)
()
2
1
2
1
p
X
X
Y
Y
T
c
−
−
=
········································································· (9)
上記のように連立方程式の解として算出する方法のほかに,温度Tにおけるn組のYとXの測定値(X1,
Y1),(X2, Y2),……,(Xn, Yn)に対して最小二乗法を施して得られるXとYの近似線形関数の切片と傾き
の値としてεht(T) とcp(T) をそれぞれ決定してもよい。
上記の算出方法において電流を遮断した際の測定データを使用した場合,Yはゼロとみなせるため,計
算を単純にできる利点がある。ただし,電流の遮断と同時に試験片の温度分布は急速に変化してしまうた
め,電流遮断直後(100 ms以内)の測定データだけを用いる。
9.3
試験片の熱膨張に起因する補正
半球全放射率の計算に使用する電圧プローブ間の試験片の表面積Aについては,熱膨張による誤差を無
視して室温時に測定した値を用いる。ただし,必要とする測定精度によっては各寸法の熱膨張を考慮した
Aを算出するか高温時における試験片の表面積Aを画像計測などの非接触的な手法を用いて実測してもよ
い。
10 報告
測定結果の報告書には,次の項目を記載する。
a) 試験機関の名称及び住所
b) 測定年月日,試験担当者,報告書の番号付け
c) この規格の番号
d) 測定装置に関する記述(装置の構成,代表的な仕様)
e) 試験片に関する記述(材質,寸法,認識番号)
f)
測定・解析条件に関する記述
g) 放射率及び温度の測定結果(半球全放射率)
h) その他必要な事項(測定システムの妥当性に関する技術,校正結果・標準試験片の測定結果など)
8
R 1693-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
パルス通電加熱法
A.1 パルス通電加熱法
この加熱法では,大容量のバッテリー又はコンデンサーを試験片に直列接続して瞬間的に数百アンペア
以上の大電流を試験片に流し,試験片を約1秒以内に目標温度に到達させることを特徴とする。この加熱
法は,試験片が高温にさらされる時間が数秒以下の短時間であるため,試験片周囲は常に室温に保持され
る利点がある。それゆえ,通常の直流電流源の場合には測定システムの過加熱の問題が生じる高温(約
1 500 ℃以上)での測定において,パルス通電加熱法は特に効果を発揮する。
定常法による測定を行う場合には,電流回路内に電界効果コンデンサーを接続して,そのゲート電圧を
高速制御して試験片の温度を目標値に短時間一定に保持する機能を必要とする。おおむね,加熱速度は
1 000 K s−1を超えるため,1 kHz以上の頻度で連続的に温度を測定する必要がある。それゆえ,この加熱
法を使用する際は,高速温度測定が可能な放射温度計の使用又は線径が0.1 mm以下の非常に細い熱電対
を温度測定に使用する必要がある。