R 1647 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は,出願公開後の実用新案
登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 1647 : 2002
ファインセラミックスの浸せき溶出試験方法
Testing method for elution by dipping in water of fine ceramics
1. 適用範囲 この規格は,高温・高圧の水,水蒸気中などで使用されるファインセラミックスの適性を
評価するための,浸せき溶出試験方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS C 2141 電気絶縁用セラミック材料試験方法
JIS R 1600 ファインセラミックス関連用語
JIS R 2205 耐火れんがの見掛気孔率・吸水率・比重の測定方法
JIS Z 8401 数値の丸め方
3. 定義 この規格で用いる主な用語の定義は,JIS R 1600によるほか,次による。
a) オートクレーブ 高温・高圧下で化学反応などを行わせるための耐圧容器。
b) 浸せき溶出試験 液体に試料を浸せきして試料の一部を溶出させ,浸せき前後の試料の質量などの変
化を測定する試験。
4. 試験装置及び器具 試験装置及び器具は,次による。
4.1
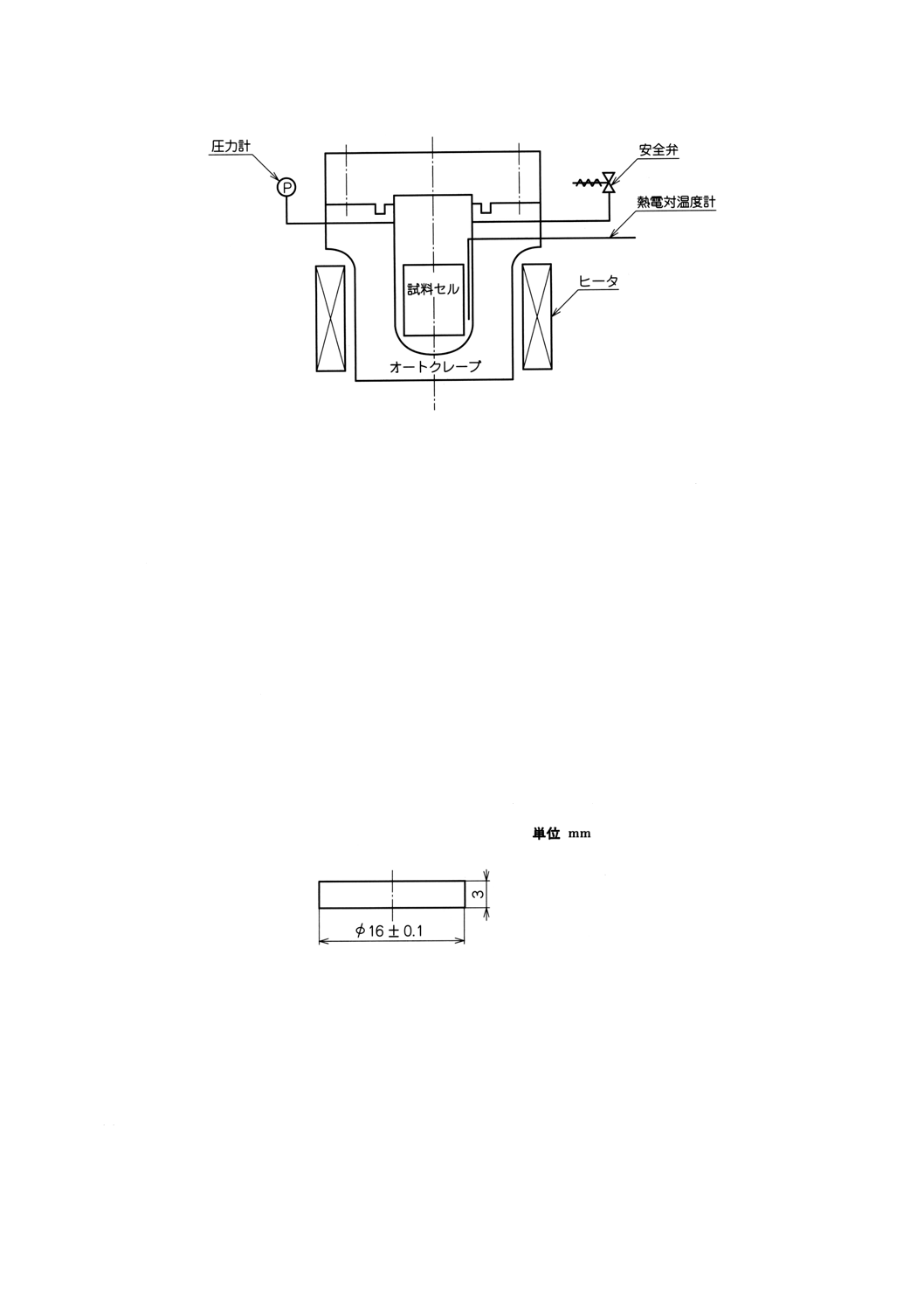
試験装置 試験装置は,静水形又は循環水形オートクレーブを使用する。図1に静水形オートクレ
ーブの実験装置の構成図の一例を示す。
2
R 1647 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 浸せき溶出試験装置構成の一例
4.2
測定器具
a) ノギス JIS B 7507に規定する最小読取り長さ0.05mm,又はこれと同等以上の精度をもつものを用い
る。
b) マイクロメータ JIS B 7502に規定する外側マイクロメータ,又はこれと同等以上の精度をもつもの
を用いる。
c) 乾燥器 温度を105〜120℃に保つことができる電気恒温槽を用いる。
d) 化学天びん 最大ひょう量100〜200gで,感度0.1lmg又はこれと同等以上の精度をもつものを用いる。
5. 試験片 試験片は,次による。
5.1
試験片の形状及び寸法 試験片は,製品から切り出すか,又は別に作製する。別に作製する場合に
は,試験片は製品を代表できるようなもので,製品と同一条件で製造したものでなければならない。
試験片の形状及び寸法は,図2に示す円板形とするが他の形状のものを用いてもよい。上面又は下面を
評価面とする。
なお,試験片のりょう(稜)は,丸めるか,又は面取り (0.1〜0.3mm) する。
図2 試験片の一例
5.2
試験片の表面粗さ 試験片の評価対象面の表面粗さは,JIS B 0601に規定する0.20μmRa以下とする。
評価対象面とは,液に接して有意な溶出損傷を受ける試験片のすべての面をいう。
5.3
試験片の数 試験片の数は,5個以上とする。
6. 試験方法 試験方法は,次による。
6.1
試験条件
a) 圧力,温度及び水質 試験液には水を用いる。試験水の温度は,100℃,200℃又は300℃とし,圧力
3
R 1647 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
はそれぞれの温度の飽和蒸気圧とする。また,試験水は,使用目的に応じた水質条件とする。
b) 水量 試験水の水量は,次の条件に設定する。
Q≧Ah0
ここに, Q: 水量 (cm3)
A: 試験片の評価対象面の全表面積 (cm2)
h0: 体積表示のための係数(10cmとする。)
c) 試験時間 浸せき試験時間は,時間経過に伴う有意な変化を測定できるように設定する。例えば,材
料のスクリーニングなどの迅速評価では20時間及び40時間,また,長時間の劣化特性評価では100
時間,300時間及び500時間とする。
d) 試験片の保持 オートクレーブ内での試験片の保持は,試験水の通りをよくする。例えば,底板がパ
ンチングホール板のパレットなどを使用し,試験片が試験水に十分浸るようにする。また,複数の種
類の材料を試験する場合には,1回の試験でオートクレーブ内に入れる試験片は,同一の材料だけと
し,他種の材料を混在させない。
6.2
試験片の寸法の測定 試験片の寸法は,あらかじめマイクロメータ又はノギスを用いて測定する。
6.3
試験片の質量の測定 試験の前後においてJIS C 2141の方法に準拠して,次の順序に従って試験片
の質量を測定する。ただし,測定前に試験片を蒸留水中で超音波洗浄する。
a) 試験片をアセトンなどで脱脂洗浄する。
b) 試験の前後に,試験片を105〜120℃に調整した恒温槽中で1時間乾燥し,デシケータに入れて室温に
達するまで放冷した後,天びんを使用して試験片の乾燥質量を測定する。
6.4
試験片のかさ密度の測定 試験片のかさ密度は,試験片の体積と質量を使用して求めるか,又はJIS
R 2205によって次の順序に従って決定する。
a) 飽水試験片の水中質量及び飽水試験片の質量を測定する。
b) 次の式から,かさ密度を求める。
ω
ρ
ρ
×
2
3
1
M
M
M
s
−
=
ここに,
ρs: かさ密度 (g/cm3)
M1: 乾燥質量 (g)
M2: 飽水試験片の水中質量 (g)
M3: 飽水試験片の質量 (g)
ρω: 水の密度 (g/cm3)
備考 飽水試験片とは,乾燥質量をひょう量した後,煮沸槽の水面下に沈め,3時間以上煮沸し,室
温まで冷却した試験片。
7. 計算 溶出質量,溶出体積及び溶出深さは,次の式によって算出し,JIS Z 8401によって有効数字3
けたに丸める。
7.1
溶出質量の計算
Md=Mo−Mt
ここに, Md: t時間後の溶出質量 (mg)
Mo: 試験前の試験片質量 (mg)
Mt: t時間後の試験片質量 (mg)
7.2
時間当たりの溶出質量の計算
4
R 1647 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
t
M
m
d
=
ここに, m: 1時間当たりの溶出質量 (mg/h)
t: 試験時間 (h)
7.3
時間当たりの溶出体積の計算
s
m
ρ
υ=
ここに,
υ: 1時間当たりの平均溶出体積 (mm3/h)
ρs: 試験片のかさ密度 (g/cm3)
7.4
平均溶出深さ(時間当たりの見掛け上の溶出深さ)の計算
A
m
h
s
ρ
100
=
ここに, h: 平均溶出深さ (mm/h)
8. 報告 浸せき溶出試験結果は,a)〜j)の各項目について報告する。
なお,必要に応じて,k),l)も報告する。
a) 試験条件(試験圧力,試験温度,水量)
b) 試験装置(オートクレーブ内面壁の材質,試験装置の種別)
c) 水質分析値(pH値,溶存酸素量)
d) 試験片の材質,形状,寸法,評価対象面の全表面積,表面粗さ及びかさ密度
e) 試験片の数
f)
試験時間
g) 溶出質量
h) 時間当たりの溶出質量
i)
時間当たりの溶出体積
j)
平均溶出深さ
k) 試験片断面の表面近傍部の化学組成
l)
試験片素材の製法
5
R 1647 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS R 1647(ファインセラミックスの浸せき溶出試験方法)
原案作成委員会 構成表
氏名
所属
(委員長)
○ 渋 谷 寿 一
東京工業大学
○ 岩 田 宇 一
財団法人電力中央研究所
○ 本 田 整
岡野バルブ製造株式会社
○ 春 木 仁 朗
関西電力株式会社
○ 山 本 力
日本ガイシ株式会社
○ 岡 部 永 年
愛媛大学
○ 黒 崎 晏 夫
電気通信大学
○ 佐久間 俊 雄
財団法人電力中央研究所
○ 小 川 光 恵
財団法人ファインセラミックスセンター
○ 梶 正 己
京セラ株式会社
○ 松 山 豊 和
東芝セラミックス株式会社
小 林 禧 夫
埼玉大学
西 田 俊 彦
京都工芸繊維大学
東 田 豊
財団法人ファインセラミックスセンター
中 山 明
京セラ株式会社
平 井 隆 己
日本ガイシ株式会社
大 林 和 重
日本特殊陶業株式会社
加賀田 博 司
松下電器産業株式会社
高 木 斉
株式会社村田製作所
安 田 栄 一
東京工業大学
宮 原 薫
石川島播磨重工業株式会社
石 川 敏 弘
宇部興産株式会社
大 石 学
株式会社東レリサーチセンター
野 尻 邦 夫
三菱重工業株式会社
太 田 健 一
大阪大学
宇佐見 初 彦
名城大学
阪 口 修 司
名古屋工業技術研究所
福 原 幹 夫
東芝タンガロイ株式会社
鈴 木 孝
株式会社レスカ
石 川 隆 司
航空宇宙技術研究所
武 田 展 雄
東京大学
八 田 博 志
宇宙科学研究所
守 屋 勝 義
石川島播磨重工業株式会社
渋 谷 昌 樹
宇部興産株式会社
亀 田 常 治
株式会社東芝
梅 澤 正 信
日本カーボン株式会社
○ 戸 井 朗 人
通商産業省生活産業局
○ 八 田 勲
通商産業省工業技術院
○ 橋 本 進
財団法人日本規格協会
○ 菅 野 隆 志
ファインセラミックス国際標準化推進協議会
○ 渡 辺 一 志
社団法人日本ファインセラミックス協会
(事務局)
○ 高 橋 孝
社団法人日本ファインセラミックス協会
備考 ○印は小委員会委員を兼ねる。
(文責 原案作成小委員会)