P 8117:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験方法の種類 ················································································································ 2
5 ガーレー試験機法 ············································································································· 2
5.1 原理 ···························································································································· 2
5.2 装置及び器具 ················································································································ 2
5.3 試料の採取 ··················································································································· 4
5.4 試料の調湿 ··················································································································· 4
5.5 試験片の調製 ················································································································ 4
5.6 操作 ···························································································································· 4
5.7 試験結果の表し方 ·········································································································· 5
5.8 精度 ···························································································································· 5
6 王研式試験機法 ················································································································ 5
6.1 原理 ···························································································································· 5
6.2 装置及び器具 ················································································································ 5
6.3 試料の採取 ··················································································································· 6
6.4 試料の調湿 ··················································································································· 6
6.5 試験片の調製 ················································································································ 6
6.6 操作 ···························································································································· 6
6.7 試験結果の表し方 ·········································································································· 7
7 報告······························································································································· 7
附属書A(参考)ガーレー試験機の種類 ··················································································· 8
附属書B(規定)内筒容積の校正····························································································· 9
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 11
P 8117:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI) 及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきと
の申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これに
よって,JIS P 8117:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8117:2009
紙及び板紙−透気度及び透気抵抗度試験方法
(中間領域)−ガーレー法
Paper and board-Determination of air permeance and air resistance
(medium range)-Gurley method
序文
この規格は,2003年に第2版として発行されたISO 5636-5を基に作成した日本工業規格であるが,対
応国際規格には規定されていない王研式透気度試験機による方法を日本工業規格として追加している。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,紙及び板紙のISO透気度及び透気抵抗度を試験するガーレー試験機法及び王研式試験機法
(以下“ガーレー法”と総称する。)について規定する。ガーレー試験機法では,ISO透気度が0.1 μm/(Pa・
s)〜100 μm/(Pa・s),又は透気抵抗度が1.4 s〜1 300 sの紙及び板紙に適用する。王研式試験機法では,適用
する紙及び板紙のISO透気度及び透気抵抗度の範囲に制約はない。空気が漏れないように確実に締め付け
ることができない表面の粗い紙及び板紙には適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5636-5:2003,Paper and board−Determination of air permeance and air resistance (medium range)
−Part 5: Gurley method (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6253 加硫ゴム及び熱可塑性ゴム−硬さの求め方
注記 対応国際規格:ISO 48:1994,Rubber, vulcanized or thermoplastic−Determination of hardness
(hardness between 10 IRHD and 100 IRHD)及びAmendment 1 (1999) (MOD)
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
注記 対応国際規格:ISO 186,Paper and board−Sampling to determine average quality(IDT)
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
注記 対応国際規格:ISO 187,Paper, board and pulps−Standard atmosphere for conditioning and testing
2
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
and procedure for monitoring the atmosphere and conditioning of samples(MOD)
JIS R 3505:1994 ガラス製体積計
注記 対応国際規格:ISO 385-1:1984,Laboratory glassware−Burettes−Part 1: General requirements
(MOD)
ISO 3104,Petroleum products−Transparent and opaque liquids−Determination of kinematic viscosity and
calculation of dynamic viscosity
ISO 5636-1,Paper and board−Determination of air permeance (medium range)−Part 1: General method
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
ISO透気度 (air permeance)
規定された条件下で,単位面積,単位圧力差及び単位時間当たり透過する空気の平均流量。
注記 ISO透気度は,マイクロメートル毎パスカル秒[1 mL/(m2・Pa・s)=1 μm/(Pa・s)]の単位で表す。
3.2
透気抵抗度 (air resistance)
単位面積及び単位圧力差当たり,規定された体積の空気が透過するのに要する時間。
注記 透気抵抗度は,100 mL当たりの時間(秒)で表す。
4
試験方法の種類
ガーレー法の試験は,使用する試験機の種類によって次の二つの方法がある。
注記 透気抵抗度は,同一の試料に対し,試験機の種類によって異なる値を示すが,それぞれの換算
式(5.7.1及び6.7.1参照)によって計算したISO透気度が同じ値となるように,それぞれの試
験機が設計されている。
a) ガーレー試験機法(箇条5参照)
b) 王研式試験機法(箇条6参照)
5
ガーレー試験機法
5.1
原理
液体に浮かぶ内筒の垂直方向の重さによって空気を圧縮し,この空気が試験片を透過し,内筒は徐々に
下降する。一定体積の空気が透過するのに要した時間を測定し,その値から計算によってISO透気度を求
める。
5.2
装置及び器具
ガーレー試験機法で用いる主な装置及び器具は,次による。
5.2.1
透気抵抗度試験機(ガーレー試験機)[air-resistance apparatus (Gurely tester)]
a) 試験機の構成 図1に示すようなA形又はB形とし,一部に密封流体(油)を満たした外筒と,外筒
中を自由に上下動し,上部が開放又は密封されている内筒によって構成する。内筒の質量によって与
えられる空気の圧力は,内筒開口部にある締付板の間に保持した試験片にかかる。締付板は,内筒が
開放形(A形)の場合は上部に位置し,内筒上部が密閉形(B形)の場合は試験機の底部に位置する。
試験機はB形の方が望ましい(附属書A参照)。圧気面側の締付板に取り付けられた弾力性のあるガ
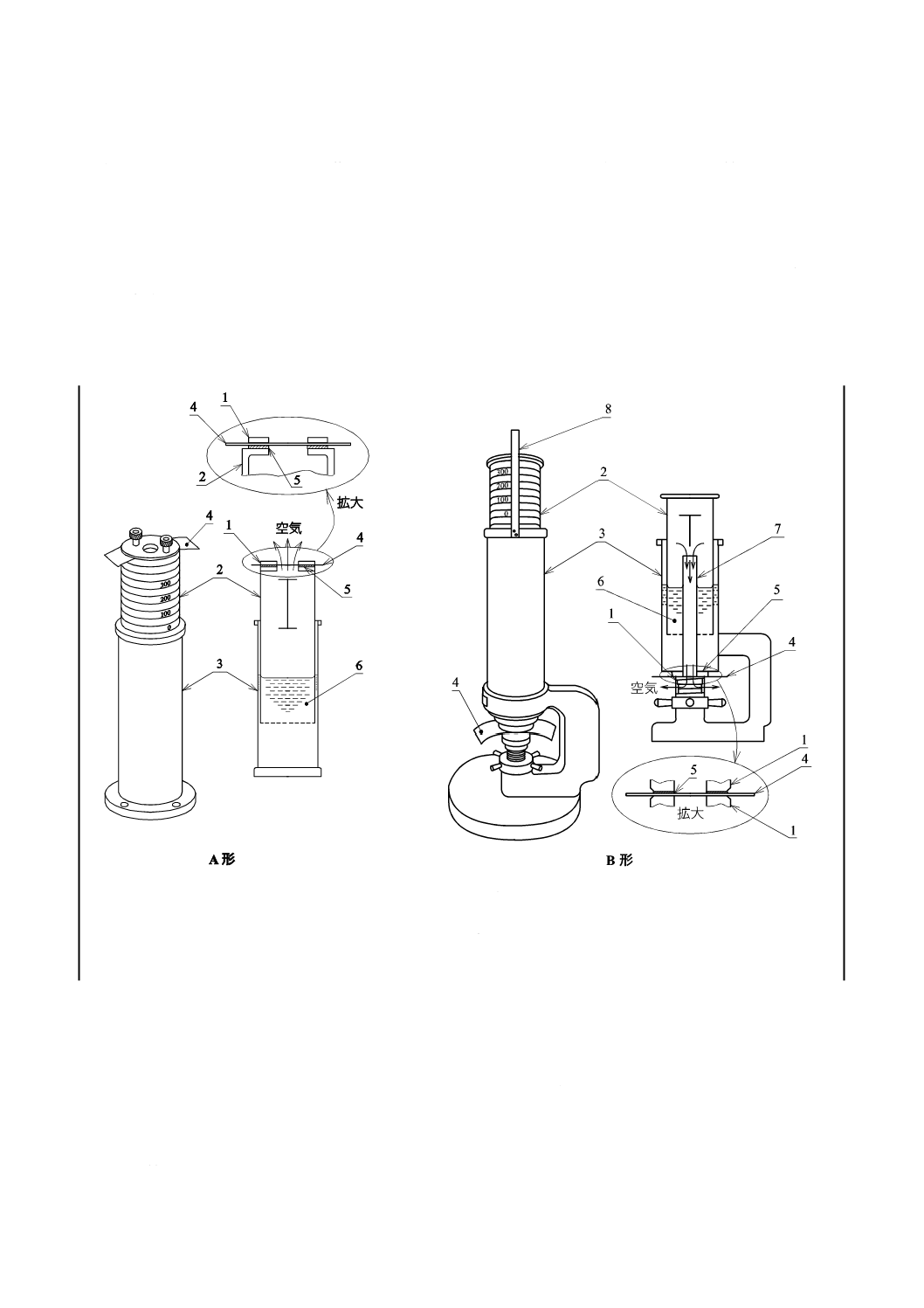
3
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
スケットは,紙表面と締付板との間から空気が漏れるのを防ぐ。
b) ガスケット ガスケットは,薄く,弾力性,かつ,耐油性があり,酸化作用のない材質とし,平滑な
表面をもち,厚さ0.7 mm〜1 mmで,硬度がJIS K 6253に規定する50 IRHD〜60 IRHD(国際ゴム硬
度)のものとする。ガスケットの内径は,約28.6 mm,外径は約34.9 mmとする。ガスケットの孔と
締付板の孔の心を合わせ,使用するときは,締付板の溝にガスケットを固定する。この溝は,もう一
方の締付板の孔と同心で,内径28.50±0.15 mm,深さは0.45±0.05 mmとする。ガスケットの挿入・
密着の利便のために,外径は35.2±0.1 mmとする。同心の溝にガスケットを固定したとき測定面積が
決まるので,固定時のガスケットの内径は28.6±0.1 mm(面積642 mm2)でなければならない。ガス
ケットは,定期的に交換しなければならない。
1 締付板
5 ガスケット
2 内筒(質量 567 g)
6 油
3 外筒
7 円筒
4 試験片
8 掛金
図1−ガーレー試験機
c) 外筒 外筒は,高さ254 mm,内径82.6 mmとし,その内面には,内筒を誘導するために,長さ190 mm
以上245.5 mm以下で,1辺2.4 mmの正方形又は直径2.4 mmの円形の棒を3本〜4本取り付ける。
d) 内筒 内筒は,アルミニウム合金を材料とし,50 mL単位で目盛を付け,全量は少なくとも300 mL
とする。また,0 mL〜100 mLの数値表示間の目盛を25 mL単位としてもよい。これらの数値表示は
内筒の真の容積を表し,通常の試験機では0.5 %の精度をもつ。内筒の容積は,附属書Bに規定する
操作によって確認するのがよい。内筒の高さは254±0.5 mm,外径76.2±0.5 mm,内径は,内筒一式
の質量が567±0.5 gとなるように約74 mmでなければならない。
4
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 規定する体積は公称の体積であり,原理的には,試験中に内筒の壁が押し上げた油の体積の
分だけその体積は増加する。実際には,この誤差はこの構造をもつすべての装置に共通であ
り,無視する。ある装置で実測した例では,100 mL〜200 mLの標線の間を移動する油の体積
は106 mLであった。
5.2.2
密封流体 密度が860±30 kg/m3 (0.86±0.03 g/cm3),20 ℃における粘度がISO 3104に規定する16 cP
〜19 cPの範囲にあり,引火点が135 ℃以上の油とする。
5.2.3
補助用品 ストップウォッチ,又は0.5 %以下の精度をもち最小目盛が0.2 s以下の電子タイマー
を用いる。
5.3
試料の採取
試料の採取は,この規格に含んでいない。ロットの平均的な品質を測定する場合は,試料はJIS P 8110
に規定する方法によって採取する。別の種類の試料を測定する場合は,試験片がその試料の代表するもの
であることを確認する。
5.4
試料の調湿
JIS P 8111に規定する方法によって試料を調湿する。
5.5
試験片の調製
10枚の試験用紙のそれぞれから1枚ずつの試験片を採取する(5.7.2参照)。
試験片の推奨寸法は,A形の装置では50 mm×120 mmとし,B形の装置では50 mm×50 mmとする。
5.6
操作
5.6.1
測定
試料を調湿した条件と同じ条件で試験を行う。
内筒が垂直になるように試験機を水平に置く。外筒部には,その内面約120 mmの標線まで油を満たす。
B形の装置では,最初に内筒の頂部が掛金に支えられるまで内筒を引き上げ,締付板の間に試験片を締め
付ける。掛金を外し,油中に浮くまで内筒を静かに下降させる。
B形の装置では,紙の表面又は内部を伝わって漏れる空気が問題となる紙の場合,締付力を制御し十分
な繰返し精度を確保しなければならない。締付力は150 N以上とし,再現可能でなければならない。
A形の装置では,内筒を持ち上げて片手で保持したまま,締付板の間に試験片を挟んで締め付け,内筒
を下降させて,油中に浮かせる。この手順の代わりに,内筒を取り外して試験片を締め付け,外筒内に戻
して静かに下降させてもよい。この代替法を使う場合は,油で試験片を汚したり,油の体積の減少及び油
の汚染が起こらないように注意しなければならない。
注記 試験片を締め付ける場合には,圧力が両側とも等しくなるようにナットを交互に締め付ける。
一方のナットだけを締め過ぎると,締付板は試験片を均等に保持することができなくなり,空
気漏れが生じる。
内筒の動きが安定したら,0 mL標線が外筒の縁を通過してから,次の連続する2本の50 mL標線が通
過するまでの時間を秒数として測定する。時間測定の読取り最小単位は,60 s以下の場合は0.2 s,60 sを
超える場合は1 sとする。
比較的透気性の低い紙及び板紙では,最初の50 mL標線が通過するまでの時間を読み取ってもよい。多
孔性の紙では,測定する空気の体積は100 mLより大きくてもよい。内筒の動きが安定しないうちに0 mL
標線が通過した場合は,最初の50 mL標線が通過するときに測定を始めてもよい。
100 mL以外の体積で測定した場合は,時間tを100 mLとしたときの値に換算する。
装置が振動すると内筒の下降速度が上がるので,振動は避けなければならない。
5
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.6.2
試験回数
少なくとも10枚の試験用紙について,半数は表を上に,残りの半数は裏を上に向けて締め付け,試験す
る。
5.7 試験結果の表し方
5.7.1
ISO透気度を,次の式によって有効数字2けたで計算する。
t
P
3.
135
=
ここに,
P: ISO透気度 [μm/(Pa・s)]
t: 空気100 mL(内筒の標線が示す体積)が
透過する時間の平均値(s)
この式は,平均圧力差1.22 kPa及び試験面積6.42 cm2で,試験片を透過する空気の体積が常温常圧で106
mLに相当する量であることに基づいている。
注記 この方法の測定原理によれば,内筒が油中に下降するにつれて装置内の実際の圧力は低下する。
また,試験片を透過する空気の実際の(常圧に換算した)体積は標線が示す体積よりもわずか
に大きい。実際には,このような誤差はこの形のすべての装置に共通するので,無視する。
ISO 5636-1に規定されているほかの方法によって得られた結果と比較すると,約6 %の機構上の差異が
観測される。
5.7.2
測定したISO透気度に著しい表裏差がある場合は,必要に応じてそれぞれの面で10回の試験を行
い,表裏別々に報告する。
5.7.3
透気抵抗度が必要であれば,“透気抵抗度(ガーレー)”を秒の単位で,有効数字2けたで報告する。
なお,この値は5.7.1で得られる時間tのことである。
5.8 精度
同じ試料から採取した2組の試験片を,同じ試験室で同じ測定者が試験したとき,平均値として求めら
れた二つの試験結果は,95 %の信頼度で,10 %以内で一致することが期待できる。
再現性に関する情報はない。
6
王研式試験機法
6.1
原理
エアコンプレッサと水柱式空気調圧器との組合せなどによって一定の圧力に圧縮した空気は,一定の形
状をもつ細いノズルを通り,試験片を透過する。空気が試験片を透過する速度によって,ノズルと試験片
との間の空気の圧力が決まるので,この圧力を測定しISO透気度及び透気抵抗度を求める。
6.2
装置及び器具
王研式透気度試験機は,次による。
6.2.1
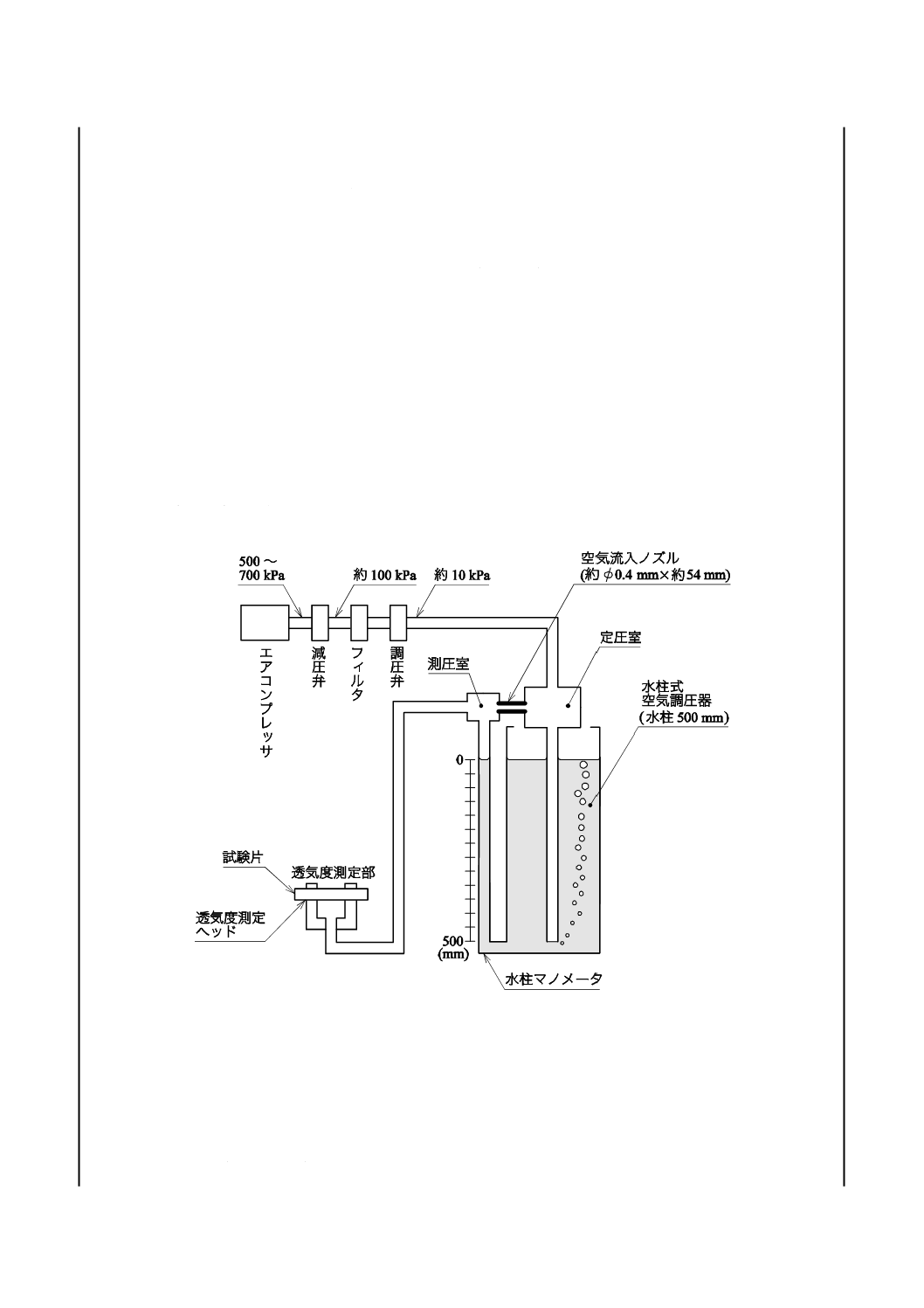
水柱式透気度試験機 図2に示すように透気度測定部,エアコンプレッサ,減圧弁,フィルタ,調
圧弁,水柱式空気調圧器,空気流入ノズル,水柱マノメータ及び目盛板からなる。
a) 透気度測定部 5.2.1に示すガーレー試験機の測定部と同一の構造のもの。
b) エアコンプレッサ,減圧弁及び調圧弁 エアコンプレッサによって500 kPa〜700 kPaに圧縮された空
気は,減圧弁によって約100 kPaに減圧し,フィルタを通り,調圧弁で約10 kPaに調圧する。
c) 水柱式空気調圧器及び空気流入ノズル 水柱式空気調圧器は内径100 mm,高さ700 mmの水槽及び水
面から深さ500 mmの位置に開口のある定圧室からなる。定圧室へ流入した圧力約10 kPaの空気は,
6
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
水柱500 mm に調圧されて,空気流入ノズルを通り測圧室に達する。定圧室と測圧室とをつなぐ空気
流入ノズルは,不しゅう(銹)性の細管で,標準形試験機の場合,内径約0.4 mm,長さ約54 mmの
ものであるが,空気100 mLが透過する時間を測定しながら寸法を微調整する。
d) 水柱マノメータ及び目盛板 水柱式空気調圧器の外部に水柱マノメータを設ける。水柱マノメータの
下部は水槽の底部に連なり,上部は測定用空気流入ノズル及び透気度測定部に連なっている。標準形
試験機の目盛板には0 mm〜500 mmの目盛,及び透気抵抗度2 000 sまでを示す目盛をもつ。水柱マノ
メータの指示値250 mmの点は透気抵抗度100 sを示す。この標準形試験機のほかに,ノズル径及び測
定面積を変えた高透気抵抗度用の試験機も使用することができる。
6.2.2
圧力センサ式透気度試験機 水柱式空気調圧器を使わず,高精度の減圧弁及び調圧弁によって直接
水柱500 mmに相当する圧力に調圧し,水柱マノメータの代わりに半導体圧力センサなどで圧力を測定し,
透気抵抗度を直接デジタル表示する機種もある。そのような装置を用いても差し支えない。
6.3
試料の採取
5.3 に規定した方法で行う。
6.4
試料の調湿
5.4 に規定した方法で行う。
図2−王研式透気度試験機(水柱式)の例
6.5
試験片の調製
10枚の試験用紙のそれぞれから1枚ずつの試験片を採取する(ただし,5.7.2を参照)。試験片の推奨寸
法は,50 mm×50 mmとし,枚数は,10枚以上用意する。
6.6
操作
6.6.1
測定
試料を調湿した条件と同じ条件で試験を行う。
7
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表面の平滑なゴム板を透気度測定部に締め付けたとき,水柱マノメータの目盛又は圧力表示器の指示値
が500 mm (4.90 kPa)を指し,ゴム板を取り去ったとき0 mmに一致することを確認する。試験片を透気度
測定部に締め付け,水柱マノメータの水位又は圧力表示器の指示値が安定したら停止後の指示値を読み取
る。
6.6.2
試験回数
5.6.2に規定した方法で行う。
6.7
試験結果の表し方
6.7.1
ISO透気度を,次の式によって有効数字2けたで計算する。
K
127
t
P=
ここに,
P: ISO透気度 [μm/(Pa・s)]
tK: 王研式透気度試験機による透気抵抗度指示値の平均値 (s)
6.7.2
ISO透気度に著しい表裏差がある場合は,5.7.2に規定した方法に従う。
6.7.3
透気抵抗度が必要であれば,“透気抵抗度(王研)”を秒単位で,有効数字2けたで報告する。
なお,この値は6.7.1で得られる時間tKのことである。
7
報告
報告書には,必要に応じて次の事項を記載する。
a) この規格名称及び規格番号
b) 試験年月日及び試験場所
c) サンプルを識別するためのすべての情報
d) 使用した試験方法の種類,装置の名称及び形式
e) 試験片の前処置条件及び測定時の条件(温度及び相対湿度)
f)
試験に供した試験片の数
g) 有効数字2けたのISO透気度 [μm/(Pa・s)]又は必要に応じて有効数字2けたの透気抵抗度 (s)の平均値
h) この規格と異なる条件及び方法で試験した場合は,その内容
8
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
ガーレー試験機の種類
序文
この附属書は,ガーレー試験機の種類について記載するものであって,規定の一部ではない。
ガーレー試験機の種類
ガーレー試験機は,2種類の装置があることを,5.2.1 a)で記載した。図1のA形では,浮遊する内筒の
頂上部に締付板が取り付けられている。B形では,締付板は装置底部の固定された基板上にあり,引用し
ているすべての寸法はこの形の現状モデルについて規定したものである。
この装置の初期のモデルも多数存在する。最も初期のモデルはガスケットがなかったが,1945年の終わ
りごろに製造された装置から用いられるようになったと見られている。これらの装置においては,装置の
寸法がわずかに異なっているものの,結果には統計的に有意な誤差は現れることはない。ガスケットと溝
の内径はわずかながら明らかに差があるため,溝に固定できるようにガスケットをときどき引き伸ばすこ
とが必要である。しかし,有効試験面積は,本来の6.452 cm2 (1 in2)の1 %以内の精度に常に収まるようで
ある。
内筒には,最初の100 mLは25 mL刻みで目盛が付けられ,それ以降は400 mL刻みで目盛のある機種も
ある。内筒には,刻印した目盛ではなく,接着するタイプの目盛ラベルに置き換わっているものもある。
142 gの質量の内筒を使用することも可能である。このような内筒によって生じる空気の流量は,567 g
の内筒のおおよそ1/4である。
1.61 cm2(直径14.3 mm)又は0.64 cm2(直径9.0 mm)の孔をもつ締付板を使用することも可能である。
このような締付板によって生じる空気の流量は,正規の締付板のおおよそ1/4及び1/10である。
上述のような内筒及び締付板を装備した試験機を使用した場合の結果は,おおよそではあるが標準装置
を用いたときに得られる値に換算できるので,報告書に記載しなければならない。
9
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
内筒容積の校正
序文
この附属書は,内筒容積の校正について規定する。
内筒容積の校正
平滑で,堅く,透気性のない金属又はプラスチックでできた薄いシートをオリフィス板に締め付けたと
きに生じる空気の漏れを検査する。5.6.1に規定する操作手順によって測定した空気の漏れ量が5時間で
50 mLを超えてはならない。5時間の間に漏れる量が50 mLを超える場合は,表面の堅い材料に代えて軟
質ゴムシートを使って検査をやり直す。軟質ゴムでは,締付板のすき(隙)間から空気が逃げることは全
くないので,他の箇所からの漏れを検査できる。漏れのある部分はネオプレン又は他の適切な接着剤を使
って,密封する。
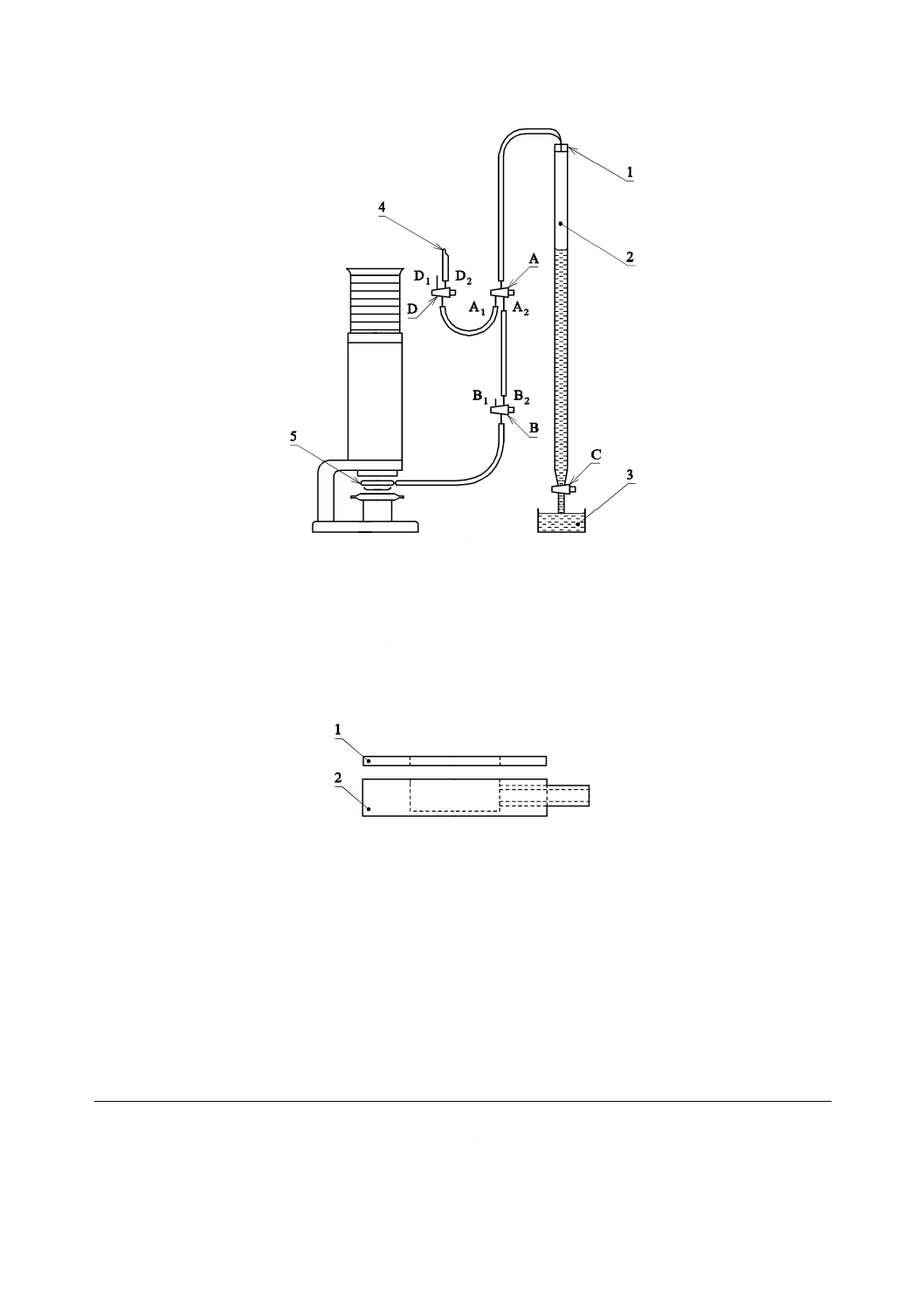
図B.1に示す装置を使って内筒の容積を検査する。特別なアダプタ板(図B.2)を用い,透気抵抗度試
験機(ガーレー)を,二つの栓A及びBを介して0.2 mL刻みの目盛のある100 mL容量のJIS R 3505に
規定するクラスAビュレットに接続する。別の栓Dを真空ライン及び栓Aにつなぐ。すべての接続には
耐圧ゴム管を用いる。
口A2,D2及び栓Cをこの順に開けて,水位が35 mLの目盛を超えるまでビュレットに水を導く。口D1
を開けてビュレット内を大気圧に戻す。口B1を開けて内筒を油面より上に持ち上げ,0 mL標線が外筒の
参照標線より約1.5 mm高くなるようにする。口A2及びB2を開けて,水を流し込みながらゼロ目盛を正確
に参照点に合わせる。装置を15分間静置し,空気の漏れを検査する。内筒が動いていたら,すべての接続
について漏れがないかどうかを検査する。
ゼロ目盛を外筒の参照点に正確に合わせたときのビュレットの目盛を0.1 mL単位で読み取る。ビュレッ
トから水を流し入れ,内筒の最初の50 mL標線が参照点に一致したときのビュレットの目盛を0.1 mL単
位で読み取る。読み取った二つの値の差は,ガーレー試験機が最初の50 mL標線までの間で運んだ空気の
体積である。
0 mL標線から標線のある最大容積まで,50 mLおきに3回ずつ測定し,それぞれを平均する。3回の測
定値と平均値との差がすべて1.0 mLを超える場合は,測定をやり直す。内筒の壁によって置換した流体の
体積,内筒と外筒との間の油の高さの変化及び内筒の内部の圧力の変化を補正するために,それぞれの容
積区間での容積の平均値から,その5.7 %の値を引く。その誤差が3 %より大きい場合は,内筒の標線を
補正する表を作成する。
校正用ビュレットを使わずに校正する方法で代用することもでき,回収した水の質量を0.1 g単位で測定
し,水の密度から計算によって体積を計算する。
10
P 8117:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
2
3
4
5
A〜D
ゴム製のストッパ
100 mLビュレット
水
真空ラインへの接続
アダプタ板
栓
図B.1−内筒容積測定装置
1 ゴム
2 黄銅
図B.2−アダプタ板
参考文献 JIS P 0001 紙・パルプ用語
山本健太郎,海田喜八,岩崎岑子,紙パ技協誌20[2]17-24(1966)
山本健太郎,岩崎晶彦,宮城善一,岩崎岑子,原七男,精密機械51[4]861-865(1985)
11
P 8117:2009
11
P
8
11
7
:
2
0
0
9
11
P
8
11
7
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS P 8117 : 2009 紙及び板紙−透気度及び透気抵抗度試験方法(中間領域)−ガー
レー法
ISO 5636-5:2003,Paper and board−Determination of air permeance and air resistance
(medium range)−Part 5: Gurley method
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
ISO透気度(王研)の
測定範囲に制約が
ない
1
透気度(王研)の規定な
し。
追加
JISは王研式試験機法に関する
規定を追加。
a) 我が国で普及している測定法
で,迅速に測定できる。
b) ISOに提案予定。
2 引用規
格
4 試験方
法の種類
ガーレー試験機法
王研式試験機法
−
追加
JISは王研式試験機法に関する
規定を追加。
a) 我が国で普及している測定法
で,迅速に測定できる。
b) ISOに提案予定。
5 ガーレ
ー試験機
法
試験結果の表し方
図1
10.2
Figure1
標準偏差の規定(必要な
とき)
削除
変更
JISは標準偏差の規定を削除。
JISは従来JISの分かりやすい
図を採用。
ISO規格の計算法に問題がある。
ISO規格と技術的差異はない。
6 王研式
試験機法
原理
装置及び器具
試料の採取
試料の調湿
試験片の調製
操作
試験結果の表し方
図2
−
追加
JISは王研式試験機法に関する
規定を追加。
王研式試験機法をISO規格の規定
に準拠したガーレー法の一つの試
験機法として認めてもらうように
ISOに提案する。
7 報告
12
削除
JISは標準偏差の報告を削除。
12
P 8117:2009
1
2
P
8
11
7
:
2
0
0
9
1
2
P
8
11
7
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価: ISO 5636-5:2003,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。