L 1059-2:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 原理······························································································································· 1
5 装置······························································································································· 1
5.1 リンクル形しわ試験機 ···································································································· 1
5.2 立体レプリカ ················································································································ 1
5.3 クリップ付きの試料つり ································································································· 2
5.4 観察装置 ······················································································································ 2
6 試験条件 ························································································································· 3
7 試験片···························································································································· 3
7.1 試験片の採取 ················································································································ 3
7.2 試験片の調整 ················································································································ 3
8 手順······························································································································· 3
9 評価······························································································································· 3
10 試験結果 ······················································································································· 4
11 試験報告書 ···················································································································· 4
附属書JA(参考)サンレイ法によるしわ回復性測定法 ································································ 5
附属書JB(参考)JISと対応する国際規格との対比表 ································································· 8
L 1059-2:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人繊維評価
技術協議会(JTETC)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS L 1059-2:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
JIS L 1059の規格群には,次に示す部編成がある。
JIS L 1059-1 第1部:水平折り畳みじわの回復性の測定(モンサント法)
JIS L 1059-2 第2部:しわ付け後の外観評価(リンクル法)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 1059-2:2009
繊維製品の防しわ性試験方法−
第2部:しわ付け後の外観評価(リンクル法)
Testing methods for crease recovery of textiles-
Part 2:Evaluation of the wrinkle recovery of fabrics-Appearance method
序文
この規格は,1991年に第1版として発行されたISO 9867を基に作成した日本工業規格であるが,我が
国の使用状況及び品質向上に対応するため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,繊維製品のしわ付けされた後の生地の外観を評価する方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 9867:1991,Textiles−Evaluation of the wrinkle recovery of fabrics−Appearance method (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS L 0105 繊維製品の物理試験方法通則
注記 対応国際規格:ISO 139:2005,Textiles−Standard atmospheres for conditioning and testing (MOD)
JIS L 0208 繊維用語−試験部門
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS L 0105及びJIS L 0208による。
4
原理
規定の標準状態の室内において,しわ付け装置で規定時間及び規定荷重をかけ,試験片をしわ付けする。
その後,試験片を標準状態で再度調整し,立体レプリカと比較して外観を評価する。
5
装置
5.1
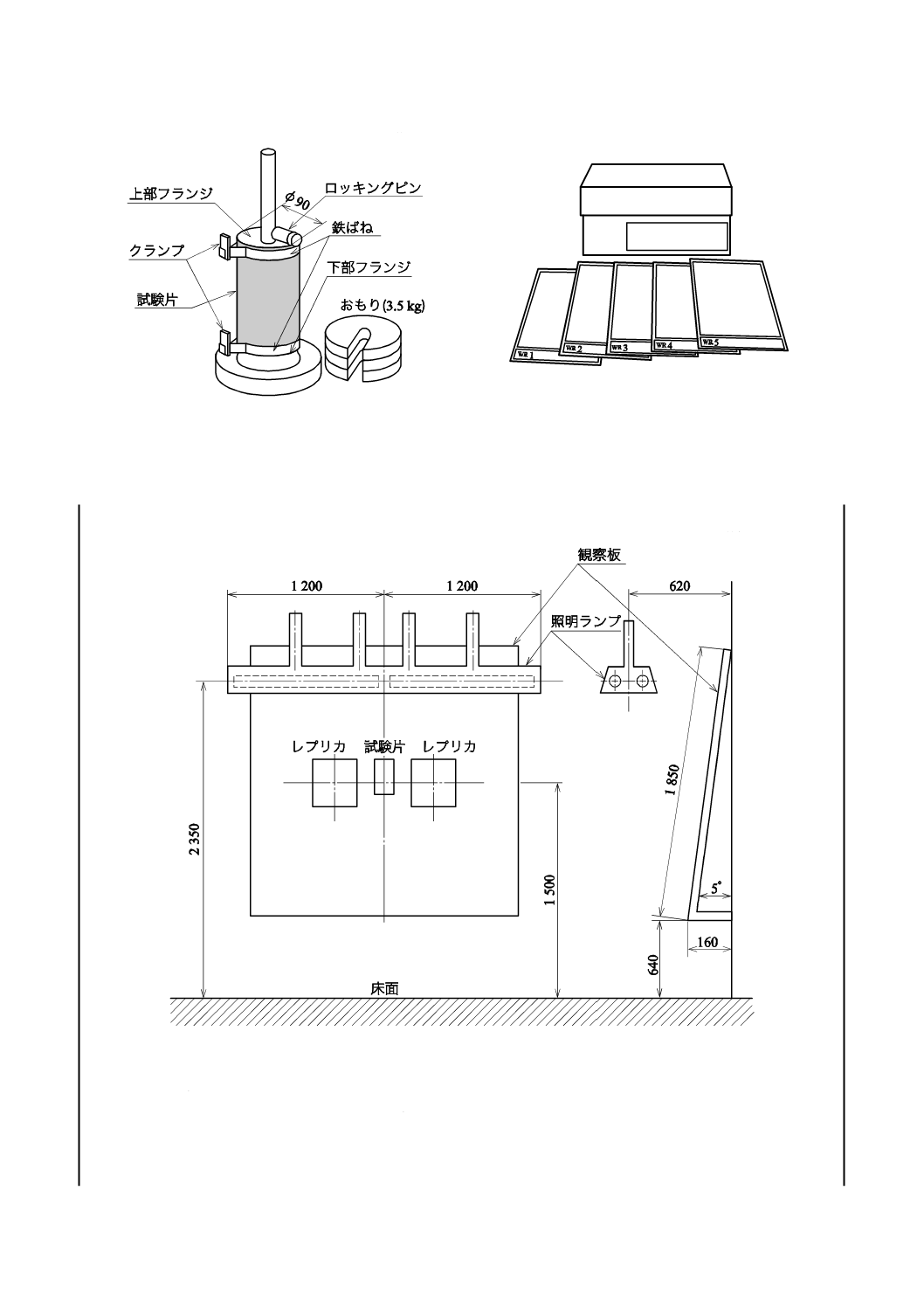
リンクル形しわ試験機 リンクル形しわ試験機の一例を,図1に示す。
5.2
立体レプリカ 立体レプリカを,図2に示す。
2
L 1059-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図1−リンクル形しわ試験機の一例
図2−立体レプリカ
5.3
クリップ付きの試料つり
5.4
観察装置 試験片観察用照明装置は,図3に示すように配置された頭上照明を用い,暗室で行う。
単位 mm
注記 照明ランプはJIS C 7601のFL40 S・Wのものを通常4本とするが,2本の照明ランプでもよく,
反射板の内部は白エナメルで塗装したものとする。照明ランプの照度は,観察中は常に一定とす
る。
なお,観察板の表面の色はJIS L 0805に規定する汚染用グレースケール2号のb2と同等のもの
とする。
図3−観察装置の一例
3
L 1059-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
試験条件
試験条件は,JIS L 0105 の5.1(試験場所)によって試験を行う。
7
試験片
7.1
試験片の採取
織物ではたて糸方向が,ニットではウェール方向が長くなるように,150 mm×280 mmの大きさの試験
片を3枚採取する。表面の一辺に沿って,個々の試験片に方向の印付けをしておく。試験片は,生地のし
わのない部分から採取する。ただし,しわを避けて採取することができない場合は,調整前に軽く蒸気ア
イロンでプレスする。
7.2
試験片の調整
試験片の調整は,JIS L 0105 の5.3(試料又は試験片の調整)に規定する環境条件下で行う。
8
手順
試験手順は,次による。
a) リンクル形しわ試験機の上部フランジを上げ,試験機の上部にロッキングピンで留める。
b) リンクル形しわ試験機の上部フランジに,調整された試験片の長辺(280 mm側)を,試験片の表が
外側になるように巻き付け,その位置に,鉄ばねとクランプで留める。試験片の合せ目が,試験機の
鉄ばねの開口部と反対側になるように調整する。
c) 試験片の反対側の長辺を,試験機の下部フランジに巻き付け,b) に規定したように留める。
d) 上部フランジと下部フランジとの間の試験片に,たるみがなく滑らかになるよう,試験片の下端を引
いて試験片を整える。
e) ロッキングピンを外し,片手で上部フランジが停止するまでゆっくりと下げる。
f)
直ちに,上部フランジの上に34.3 N の荷重をかけ,時間を記録する。試験機の機種が異なる場合,上
部フランジの重さが相違するかもしれない。その場合には,補助的なおもりを加え,上部フランジ,
クランプ,鉄ばね及びおもりの合計荷重が39.2 Nになるようにする。
g) 20分後に除重し,鉄ばね及びクランプを外す。上部フランジを上げ,試験片についたしわをゆがめな
いように,試験機から試験片をゆっくりと取り外す。
h) 手早く,試験片の短辺(150 mm側)を試料つりのクリップで挟み,長辺を垂直にして試験片をつる
す。
i)
標準状態に24時間放置後,試験片を試料つりにつるしたまま観察装置に移す。
9
評価
試験の評価は,次による。
a) 3人の熟練した観察者が,個々の試験片を別々に判定する。試験片の外観は,除重後の短時間のうち
に変化することが,これまでの試験で明らかとなっているので,3人の観察者による試験片の評価に
要する時間を最小限にする。これらの条件変化を考慮して,この方法における判定前の回復時間は,
24時間と規定する。
b) 図3に示す観察板に,1枚の試験片をたて糸又はウェール方向が垂直になるように取り付ける。試験
片の両側に,比較判定するための立体レプリカを置く。レプリカのWR-1,WR-3又はWR-5は試験片
の左側に,WR-2又はWR-4は右側に置く。
4
L 1059-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
頭上の蛍光灯は,観察板用の唯一の光源であって,室内の他の光源はすべて消さなければならない。
注記1
観察板近くの側面の壁からの反射光は,判定結果に影響することが,多くの観察者の経験
で知られている。反射光の影響を除くため,側面の壁を黒塗りにするか,又は観察板のい
ずれかの側面を黒のカーテンで覆うことを推奨する。
c) 観察者は,観察板の前面下部から1.2 m離れて試験片のまっすぐ前に立つ。
注記2
便宜上決めた1.5 mの目の高さの位置は,観察者の身長差によって,若干上下の変動があ
るが,その程度では判定結果にあまり影響しないことが知られている。
d) 1枚の試験片の外観に最も近いレプリカの番号を選び等級で判定する(表1参照)。
注記3
5級は,WR-5のレプリカと同程度であり,最も滑らかな外観を呈し,しわ付け前の外観
を最もよく保っている。一方,1級は,WR-1のレプリカと同程度であり,最もしわの多
い外観を呈し,しわ付け前の外観の保持性が最も劣っている。
e) 同様に,観察者は,残り2枚の試験片も別々に判定する。他の二人の観察者も同じやり方で独自に等
級を判定する。
表1−生地のしわの判定基準
等級
しわの判定基準
5
WR-5のレプリカの外観と同程度のもの
4
WR-4のレプリカの外観と同程度のもの
3
WR-3のレプリカの外観と同程度のもの
2
WR-2のレプリカの外観と同程度のもの
1
WR-1のレプリカの外観と同程度か,又はその程度を超えるもの
10 試験結果
3枚の試験片から得られた,9個の判定値の平均を計算し,小数点以下1けたを0又は5に丸める1)。
注1) 平均値の小数点以下1けたの数値を0又は5に丸める方法は,次による。
a) 平均値の小数点以下2けたまでの値が,0.00以上0.25未満の場合は,小数点以下1けたを
0に丸める。
b) 平均値の小数点以下2けたまでの値が,0.25以上0.75未満の場合は,小数点以下1けたを
5に丸める。
c)
平均値の小数点以下2けたまでの値が,0.75以上1.00未満の場合は,平均値の整数に1
を加え,小数点以下1けたを0に丸める。
11 試験報告書
試験報告書には,次の事項を記載する。
a) 試験年月日
b) 規格番号
c) 試験結果
5
L 1059-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
サンレイ法によるしわ回復性測定法
序文
この附属書は,主に毛織物及び絹織物の多方向の防しわ性を評価する方法として有用であるため記載す
るものであって,規定の一部ではない。
JA.1 適用範囲
この附属書は,高湿度下でしわ付けされた織物のしわ回復性を測定する方法について記載する。
注記 人間が正座したときのひざ裏に挟まれた衣類に生じるような,実用的なしわに対する回復性を
評価するものである。
JA.2 原理
円形の試験片を扇形状に折り畳み,高湿度の恒温槽内において,しわ付け装置で規定時間及び規定荷重
をかけ,試験片をしわ付けする。試験片を標準状態で調整し,試験片の試験前の面積と試験後の水平投影
面積とを測定し,その比から防しわ率を求める。
JA.3 装置
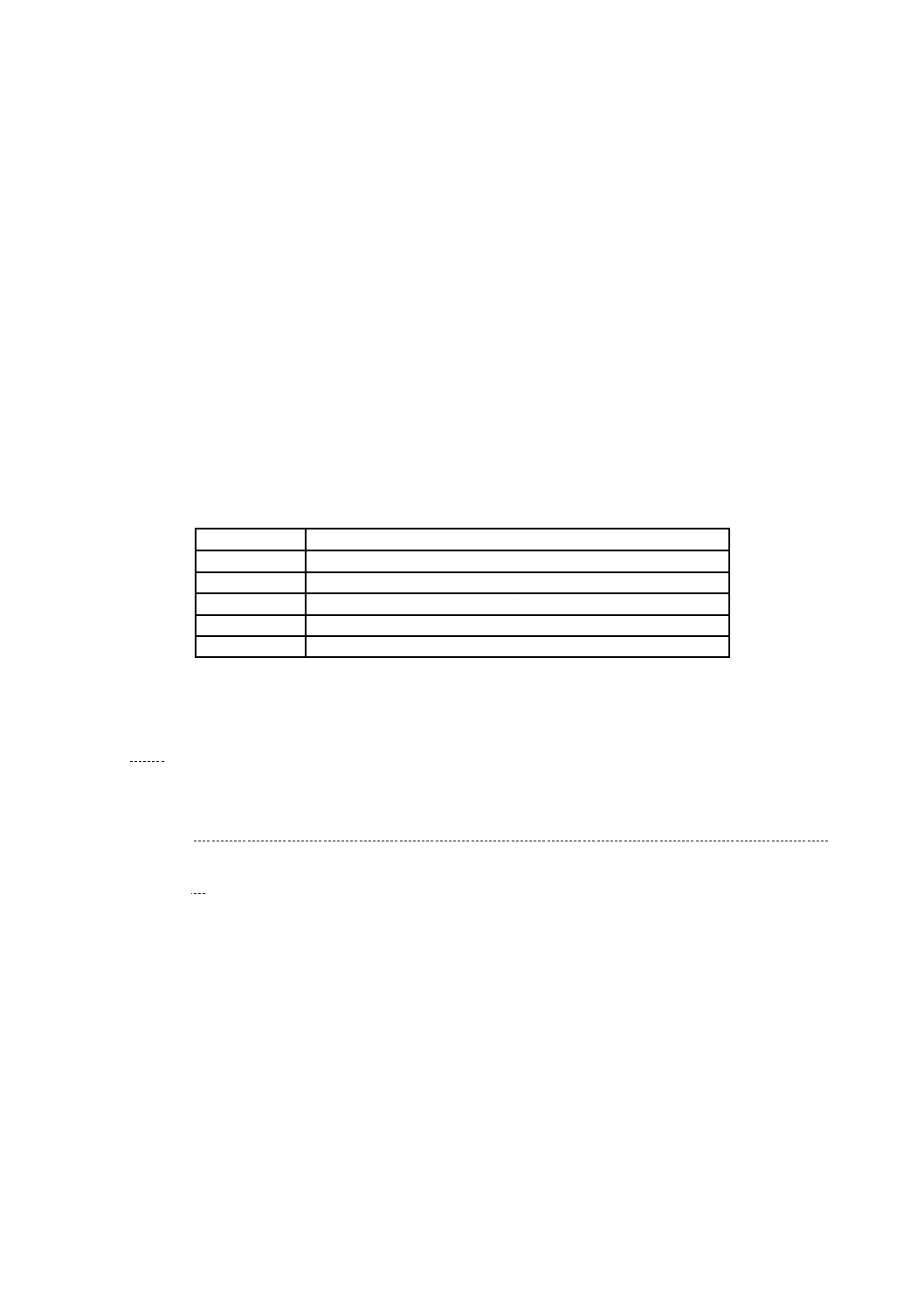
JA.3.1 サンレイ形荷重装置 図JA.1に示すように,扇形状に折り畳んだ試験片及び同形のブロック構造
をもち,荷重が試験片全体に均等に加わるものとする。
JA.3.2 恒温恒湿装置 内部の温度及び湿度をそれぞれ温度30 ℃±2 ℃,相対湿度 (90±5) %に保つこと
ができ,サンレイ形荷重装置を収納可能なものとする。
JA.3.3 回復板 大きさ250 mm×250 mm以上の平らなガラス板に,ポリテトラフルオロエチレンフィル
ムをはったものとする。
6
L 1059-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図JA.1−サンレイ形荷重装置の一例
JA.4 調整及び試験用環境条件
調整及び試験用環境条件は,次による。
a) 調整は,JIS L 0105に規定された標準状態
b) 試験用環境条件は,温度30 ℃±2 ℃,相対湿度 (90±5) %
JA.5 試験片
織物の試料から,直径200 mmの円形の試験片を3枚採取する。試験片は,生地のしわのない部分から
採取する。ただし,しわを避けて採取することができない場合には,軽く蒸気アイロンでプレスしてから
採取する。
JA.6 手順
試験手順は,次による。
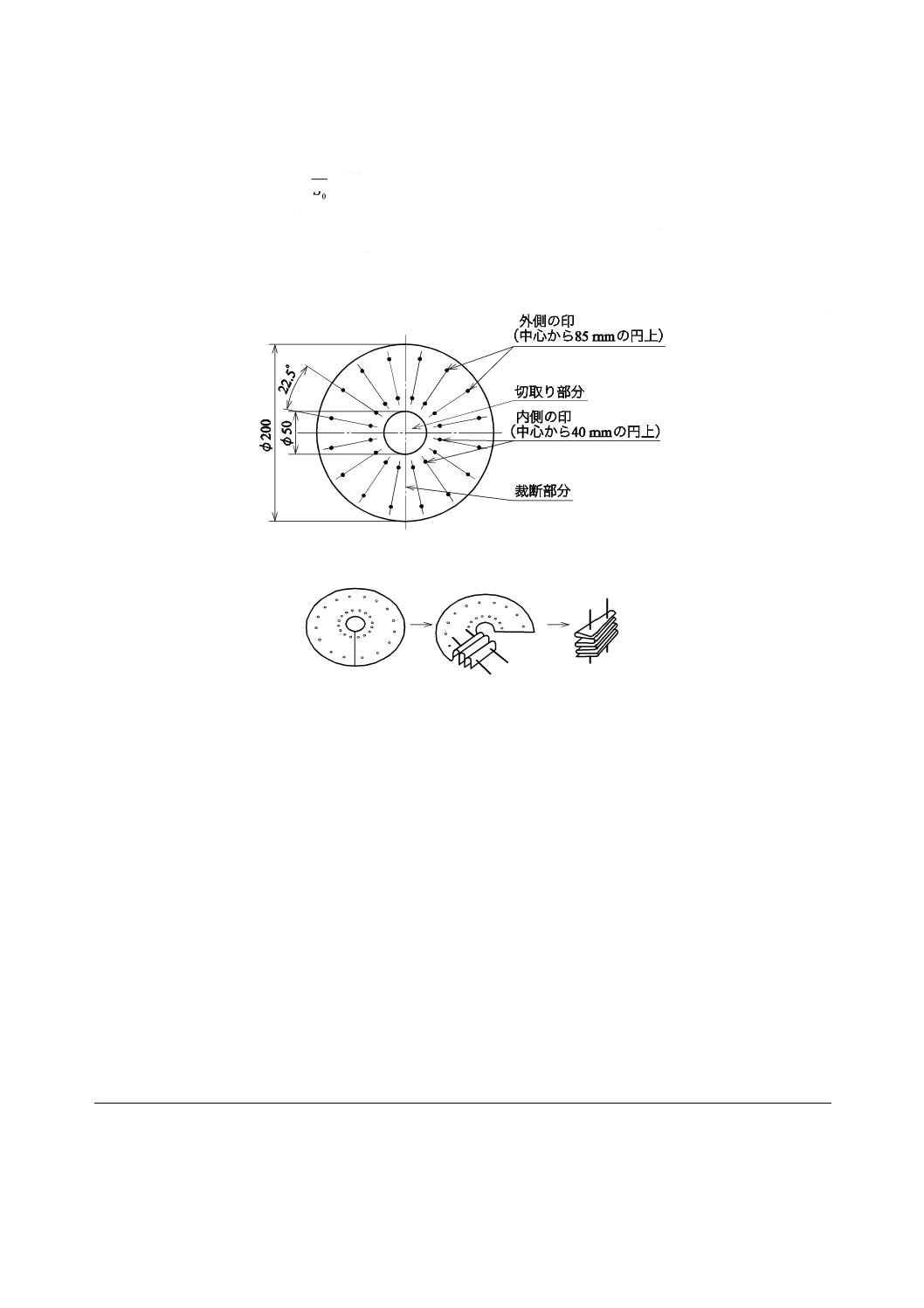
a) 試験片を均整な扇形状に折り畳むため,試験片にあらかじめ 図JA.2のように印を付け,直径50 mm
の内円を切り取り,外円から内円までたて糸方向に裁断し,図JA.3のように,一方の切り端から2
列の印につき,2本の針でそれぞれ1本は外側の印を,1本は内側の印を順次刺す。
b) 刺し終わった試験片を,形が崩れないように注意しながらサンレイ形荷重装置のブロックに移し,余
分なしわがないことを確認して,中ぶたを2本の針が試験片固定孔に通るようにして試験片の上に降
ろし,ゆっくりと針を抜き取り,58.8 Nの荷重を加え,試験片を収めたサンレイ形荷重装置を,直ち
に恒温恒湿装置[温度30 ℃±2 ℃,相対湿度 (90±5) %]に入れる。
c) 60分後に除重し,しわの形態を崩さないように注意深く試験片をブロックからピンセットで取り出し,
あらかじめ標準状態の試験室に用意した回復板の上に移して両方の切り端が回復板に接するように置
き,形を整える。
7
L 1059-2:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 標準状態に24時間放置後,試験片の水平投影面積を測り,次の式によって防しわ率 R (%) を求める。
100
×
=
0S
S
R
ここに,
R: 防しわ率 (%)
S: 試験後の試験片の水平投影面積 (mm2)
S0: 試験前の試験片の面積 (mm2)
単位 mm
図JA.2−試験片のマーキング
図JA.3−試験片の折り畳み
JA.7 試験結果
3枚の試験片の平均値を整数位まで表す。
参考文献 JIS C 7601 蛍光ランプ(一般照明用)
JIS L 0805 汚染用グレースケール
8
L
1
0
5
9
-2
:
2
0
0
9
8
L
1
0
5
9
-2
:
2
0
0
9
附属書JB
(参考)
JISと対応する国際規格との対比表
JIS L 1059-2:2009 繊維製品の防しわ性試験方法−第2部:しわ付け後の外観評価
(リンクル法)
ISO 9867:1991,Textiles−Evaluation of the wrinkle recovery of fabrics−Appearance
method
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1適用範囲
繊維製品のしわ付けされ
た後の生地の外観を評価
する試験方法。
1
削除
ISO規格の“混用品を含むい
かなる繊維製品の生地にも適
用できる。”を削除。
実質的な差異はない。
2引用規格
3用語及び
定義
JIS L 0105及びJIS L
0208による。
−
−
追加
ISO規格に記載はないが,他
のJISの様式に合わせた。
5.4観察装
置
照明ランプはJIS C 7601
のFL40 S・Wのものを通
常4本とするが,2本の
照明ランプでもよい。照
明ランプの照度は,観察
中は常に一定とする。
4.3
図3による。
図3の注
a) 2.4 m の蛍光灯(cool
white) で調整板やガラス
がないもの。
変更及び
削除
ISO規格は2.4 m でJISは1.2
m と蛍光灯の大きさに差があ
るが,必要とされる照度に差
異はない。
日本では2.4 m の蛍光灯が一
般的でないため,1.2 m を使
用可能とした。また,照度の
規定がISO規格に規定されて
いないが,“観察中は常に一
定とする”とした。
8手順
f) 試験機の機種が異な
る場合,上部フランジの
重さが相違するかもしれ
ない。その場合には,補
助的なおもりを加え,上
部フランジ,クランプ,
鉄ばね及びおもりの合計
荷重が39.2 Nになるよう
にする。
7
7.6試験機の機種が異な
る場合,おもりが相違す
るかもしれない。その場
合には,補助的なおもり
を負荷して上部フランジ
に載せ,上部フランジの
おもりの質量が3.5 kgに
なるようにする。
変更
ISO規格では上部フランジ+
おもりの合計が3.5 kgと規定
されているが,上部フランジ
(鉄ばねなどを含む)。+おも
りの合計荷重を39.2 Nと変
更。
機種差によるおもりの調整方
法を,ISO規格の原案になっ
たAATCC試験法 128:1999
に合わせた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
L
1
0
5
9
-2
:
2
0
0
9
9
L
1
0
5
9
-2
:
2
0
0
9
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
10試験結果
9
変更
他のJISに合わせて,測定値
の丸め方を明確にした。
技術的差異はない。
11試験報告
書
10
変更
他のJISの様式に合わせた。
技術的差異はない。
附属書JA
(参考)
サンレイ法によるしわ回
復性測定法
−
−
−
−
−
JISと国際規格との対応の程度の全体評価:ISO 9867:1991,MOD
関連する外国規格
AATCC Test Method 128
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD……………… 国際規格を修正している。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。