L 0306 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS L 0306 : 1982は改正され,この規格に置き換えられる。
今回の改正では,対応国際規格であるISO 2544 : 1975 Textile machinery and accessories warping
machinery−Preparation of warp for weaving−Vocabulary,ISO 5247 : 1983 Textile machinery and accessories−
Weaving machines−Classification and vocabulary,ISO 5247-2 : 1989 Textile machinery and accessories−
Weaving machines−Part2:Accessories−Vocabulary及びISO 5247-3 : 1993 Textile machinery and accessories
−Weaving machines Part3:Parts of the machine−Vocabularyとの整合化を図るため改正を行った。また,こ
の規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用
新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 0306 : 1998
製織機械用語
Glossary of terms used in weaving machinery
序文 この規格は,備考に示す国際規格を元に,対応する用語及びその定義については対応国際規格を翻
訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規定されていな
い用語及びその定義を日本工業規格として追加した。
備考 この規格の対応国際規格を,次に示す。
ISO 2544 : 1975 Textile machinery and accessories warping machinery−Preparation of warp for
weaving−Vocabulary
ISO 5247 : 1983 Textile machinery and accessories−Weaving machines−Classification and
vocabulary
ISO 5247-2 : 1989 Textile machinery and accessories−Weaving machines−Part 2:Accessories−
Vocabulary
ISO 5247-3 : 1993 Textile machinery and accessories−Weaving machines−Part 3:Parts of the
machine−Vocabulary
1. 適用範囲 この規格は,繊維工業において製織機械部門の術語として用いる主な用語について規定す
る。ただし,ワインダ中には縫糸用のワインダを含める。
2. 分類 用語の分類は,次のとおりとする。
(1) 一般
(2) ワインダ
(3) 整経機
(4) たて糸のり付機
(5) 機仕掛用機械
(6) 織機の名称
(7) 織機構造用部材
(8) 織機駆動部材
(9) 送出し装置
(10) 開口装置
(11) よこ入装置
(12) おさ打装置
(13) 布の巻取装置
(14) 停止装置
2
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(15) 耳組装置
3. 番号,用語及び定義 番号,用語及び定義は,次のとおりとする。
なお,参考として慣用語,対応英語及び対応国際規格の項目番号を示す。
備考 対応国際規格の項目番号が括弧付きになっているものは,関連国際規格を参考にしたことを示
す。
3.1
一般
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0101
製織機械
製織に用いる機械の総称。
weaving machinery
ISO 5247,
3.1
0102
製織準備機械
製織準備に用いる機械の総称。
preparatory machinery
for weaving
ISO 2544
0103
テンション装置
糸に所定の張力を与える装置。
yarn tension device
(ISO 476,
4.1)
0103.1
テンションレリ
ーズ装置
巻径の増加に従い,糸の張力を
徐々に減少させる装置。
tension reducing device
(ISO 477,
4.4)
0103.2
テンションコン
ペンセータ
糸の張力を自動的に所定範囲に
調整するテンション装置。
tension compensator
(ISO 476,
4.4)
0103.3
ゲートテンショ
ン
2枚一組の格子からなるテンショ
ン装置。
gate tension device
−
0103.4
ディスクテンシ
ョン
さら板を組み合わせたテンショ
ン装置。
disk tension device
−
0103.5
ボールテンショ
ン
ボールの自重を利用したテンシ
ョン装置。
ball tension device
−
0103.6
マグネットテン
ション
磁力を利用したテンション装置。
magnetic tension device
−
0103.7
びり防止装置
チーズ,コーンなどから引き出さ
れる糸のびり発生を防ぐ装置。
snarl preventer,
kink preventer
−
0104
ヤーンガイド
糸の進行を案内する穴,溝などを
備えた部品の総称。張力付加もで
きる。
yarn guide
(ISO 476,
3.2.5)
0105
ストップモーシ
ョン
糸切れや巻き終わり時に機械を
停止させる装置。
stop motion device
ISO 5247,
3.8
0105.1
ドロッパ
たて糸が切れたときに落下し,整
経機や織機を自動停止させる装
置。
dropper
ISO 5247-2,
5.1.1.1
0105.2
毛羽発見器
糸の毛羽,糸くず,風綿などを検
出する装置。
fluff inspector
ISO 5247-3,
8.1.2
0106
糸仕上装置
糸の用途に応じて,ある特定の状
態を糸に与える装置。
yarn finishing applicator −
0106.1
オイリング装置
走行中の糸に油剤を付着させる
装置。
oiling device
(ISO 476,
4.8)
0106.2
ワキシング装置
走行中の糸にワックスを付着さ
せる装置。
waxing device
(ISO 476,
4.8)
3
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0107
おさ(筬)
(1) たて糸を所定の密度に配列
して,案内する用具の総称。
(2) たて糸を所定の密度に配列
して,ひ口に挿入されたよこ
糸を織り前に押し付ける用
具。
reed
−
0108
よこ糸フィーダ
織機のよこ糸を引き出して,張力
を安定させる装置。
weft feeder
−
0109
測長カウンタ
巻き取り中の糸又は布の長さを
計測するカウンタ。
length counter
−
0110
ビーム
たて糸を巻き取るための円筒,棒
又は枠。
beam
(ISO 8116-1,
3)
0110.1
バレル
ビームフランジを除いたビーム
の胴体部分。
barrel
(ISO 8116-1,
5)
0110.2
ビームフランジ
ビームの両側にあって,たて糸の
シートの幅を保ち,糸層の耳くず
れを防ぐつば。
beam flange
(ISO 8116-1,
5)
0111
静電除去装置
糸に発生した静電気を除去する
装置。
static eliminator
−
3.2
ワインダ
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0201
巻糸
コーンやチーズなどの形状に巻
かれた糸。
wound yarn
(ISO 5239,
3.3)
0202
パッケージ
ボビンに巻かれた糸のかたまり。
wound package
(ISO 5239,
3.4)
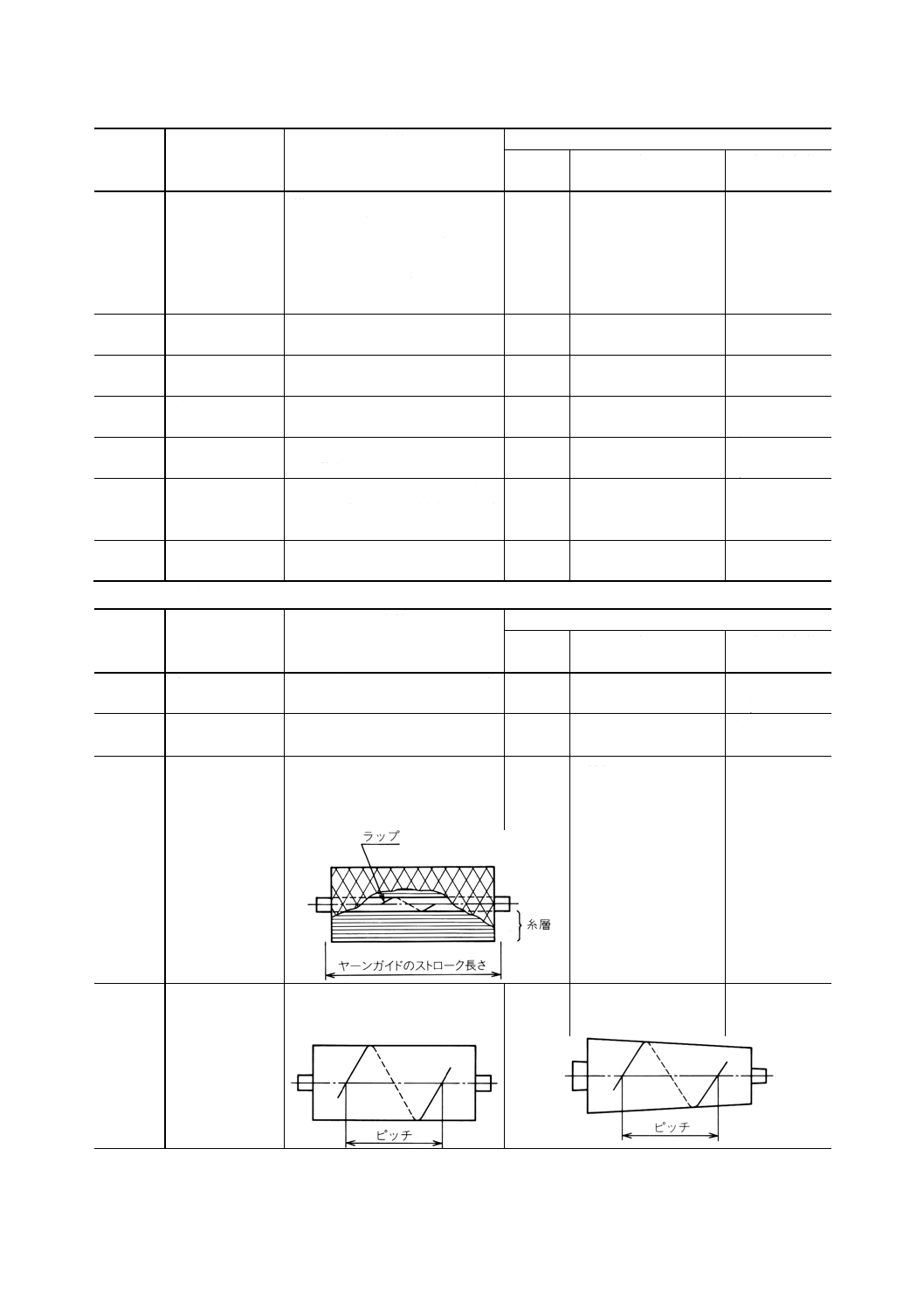
0203
ラップ
巻き取り中にパッケージが1回
転する間に巻かれた糸が形成す
るらせん状の部分。
wrap
(ISO 5239,
3.5.1)
0204
ピッチ
パッケージのラップにおいて,あ
る交差点から次の交差点までの
距離。
pitch
(ISO 5239,
3.5.2)
4
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
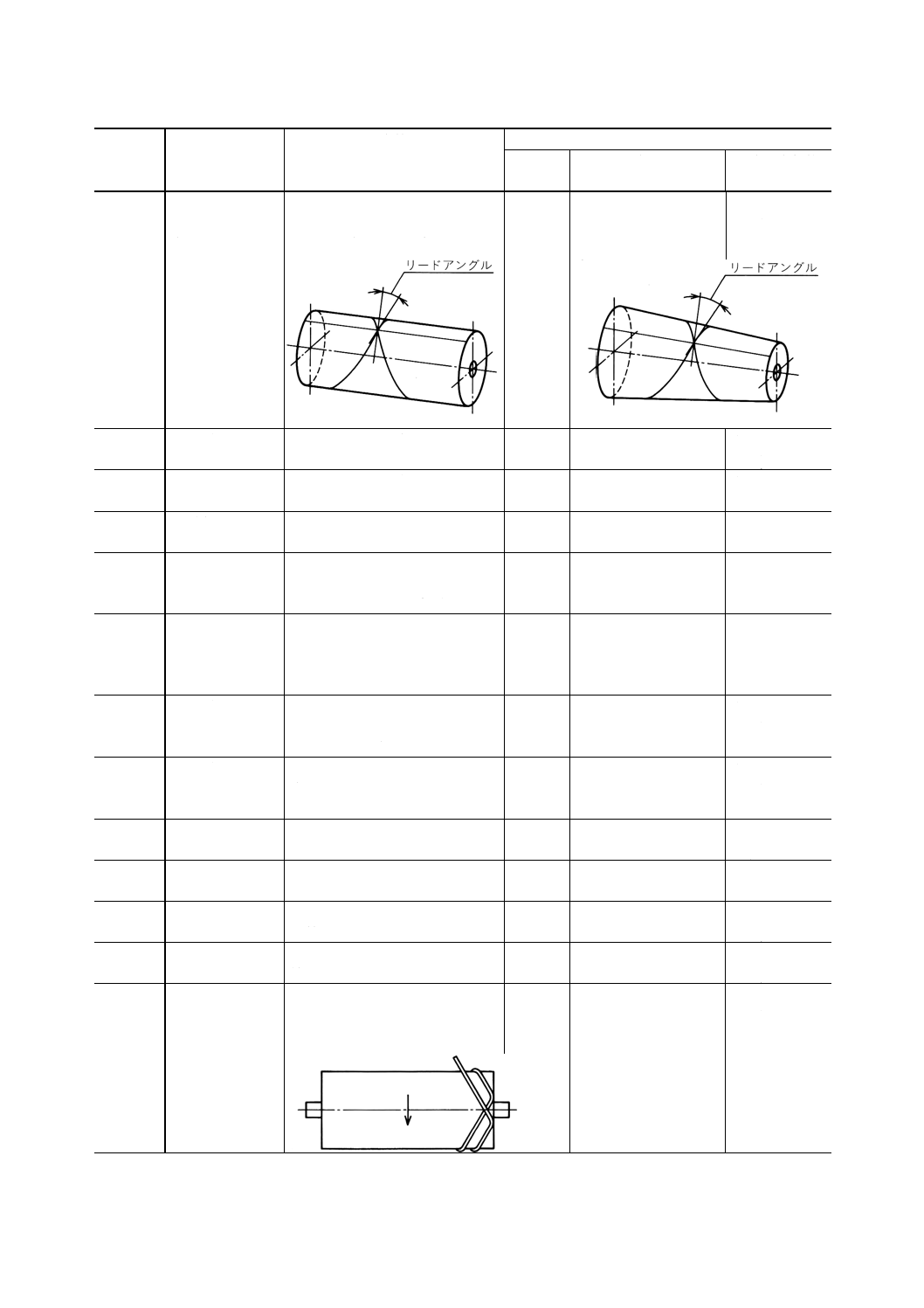
0205
リードアング
ル,あや(綾)
角
コーンやチーズなどに巻かれた
糸の接線と軸の垂直線で作られ
るとが(尖)った角度。
lead angle
(ISO 5239,
3.5.3)
0206
トラバース
パッケージを形成するための糸
の往復運動。
traverse
(ISO 5239,
3.6.1)
0207
ストローク
ヤーンガイドの連続した両端ま
での動き。
stroke
(ISO 5239,
3.6.2)
0208
サイクル
トラバースの一往復の行程。
cycle
(ISO 5239,
3.6.3)
0209
ヤーンガイドの
ストローク長さ
ヤーンガイドの両端までの移動
距離。
備考 0203の図参照。
stroke length of yarn
guide
(ISO 5239,
3.6.4)
0210
トラバース長さ
一定
ヤーンガイドの往復運動の幅が
一定であるため,パッケージのト
ラバース長さが常に一定である
こと。
constant traverse
(ISO 5239,
3.6.5)
0211
トラバース長さ
漸減
ヤーンガイドの往復運動の幅が
漸減するため,パッケージのトラ
バース長さが漸次短くなること。
traverse shortening
(ISO 5239,
3.6.6)
0212
トラバース長さ
漸増
ヤーンガイドの往復運動の幅が
漸増するため,パッケージのトラ
バース長さが漸次長くなること。
traverse lengthening
(ISO 5239,
3.6.7)
0213
糸層
パッケージに巻かれた糸の厚み。
備考 0203の図参照。
yarn layer
(ISO 5239,
3.7)
0214
ワインド数
ヤーンガイドが1ストロークす
る間に巻かれた糸のラップ数。
wind ratio
(ISO 5239,
3.8.1)
0215
巻密度
巻かれた糸の質量を体積で割っ
た値。
package density
(ISO 5239,
3.8.2)
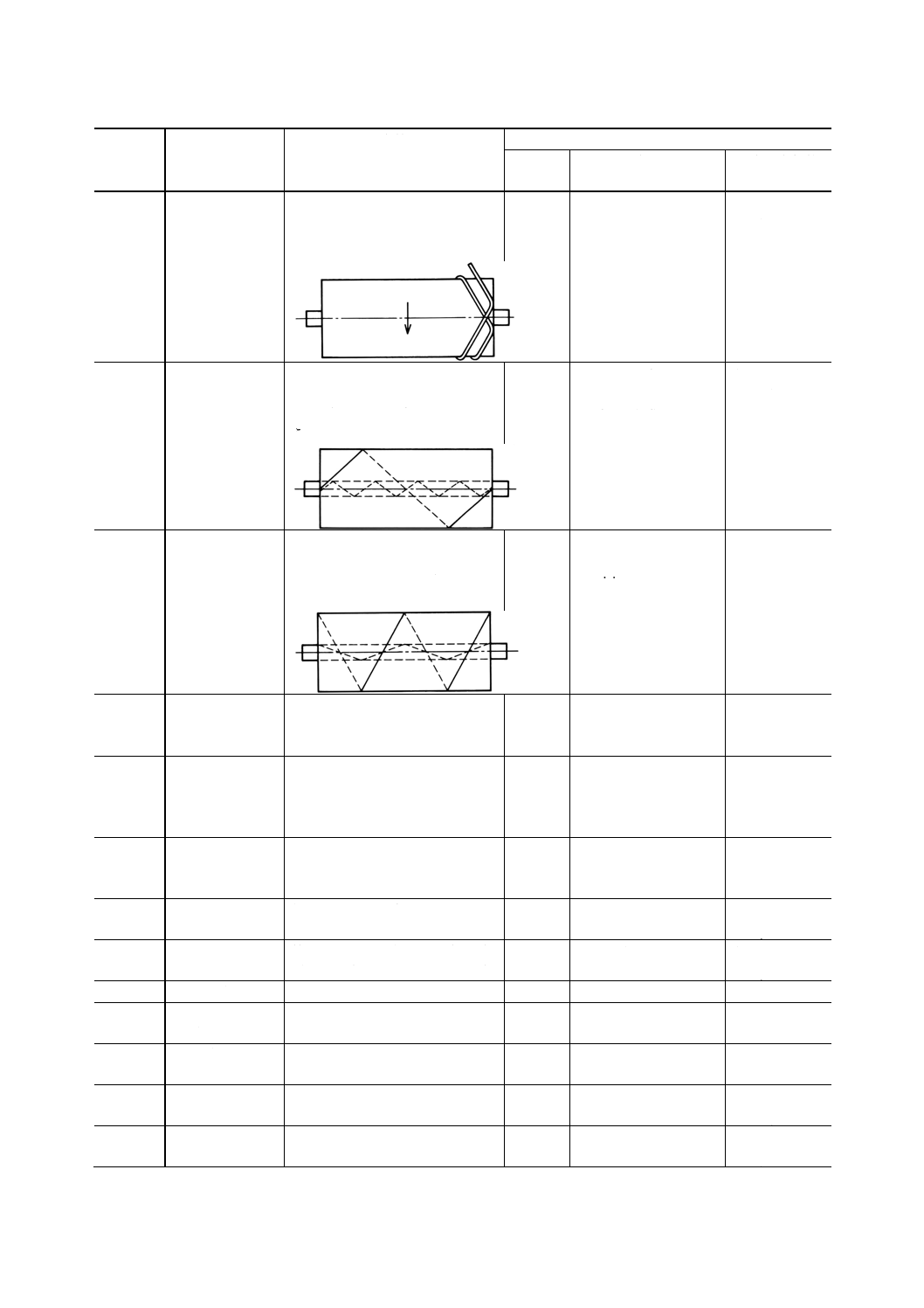
0216
交差巻
糸を交差させながら巻き取る方
法。
cross winding
(ISO 5239,
4.1.1)
0217
ヘッドワインド
糸の折り返し点が前のトラバー
スの折り返し点より先になる巻
き方。
head-wind
(ISO 5239,
4.1.1)
5
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0218
アフタワインド
糸の折り返し点が前のトラバー
スの折り返し点より後になる巻
き方。
after-wind
(ISO 5239,
4.1.1)
0219
あや(綾)角一
定巻
あや角を一定に保ち,ワインド数
を変化させて巻き取る方法。
ランダムワインディングともい
う。
constant angle cross
winding,
random winding
(ISO 5239,
4.1.1.1)
0220
ワインド数一定
巻
ワインド数を一定に保ち,あや角
を変化させて巻き取る方法。
プレシジョンワインディングと
もいう。
constant pitch cross
winding,
precision winding
(ISO 5239,
4.1.1.2)
0221
平行巻
短くて一定のピッチの交差巻で,
ほとんどの場合両フランジボビ
ンが使われる。
parallel winding
(ISO 5239,
4.1.2)
0222
コップ巻
トラバースは常に同じ方向で巻
き取られ,ワインド数はストロー
クの二つの方向において,異なっ
たり同じであったりする。
cop winding
(ISO 5239,
4.1.3)
0223
コーン・チーズ
ワインダ
糸などをその加工目的や用途に
応じてコーン又はチーズ形状に
巻く機械。
cone or cheese winding
machine
(ISO 477,
3.1)
0224
非自動コーン・
チーズワインダ
管糸の供給と玉揚げ操作を手動
で行うワインダ。
non-automatic cone or
cheese winder
(ISO 477,
3.1.1)
0225
自動コーン・チ
ーズワインダ
管糸の供給,交換,糸継ぎ,玉揚
げなどを自動的に行うワインダ。
automatic cone or
cheese winder
(ISO 477,
3.1.2)
0226
クレードル
ボビンホルダの支持枠。
cradle
−
0227
パッケージドラ
イブ
巻取りパッケージを確実に駆動,
回転させるための装置。
package drive
(ISO 477,
3.2.2)
0228
タンゼンシャル
ドライブ
摩擦による接面駆動。
tangential surface drive
(ISO 477,
3.2.2.1)
0229
スピンドルドラ
イブ
直接スピンドル駆動。
positive spindle drive
(ISO 477,
3.2.2.2)
0230
ヤーンガイドト
ラバース機構
パッケージ巻取りにおいて糸を
往復させる機構。
yarn guide traverse
mechanism
(ISO 477,
3.2.4)
6
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0231
トラバースガイ
ド
あや振りを行うガイド。
traverse guide
−
0232
ワインド数機構
ワインド数を設定する装置。
wind ratio mechanism
(ISO 477,
3.2.5)
0233
リボン巻防止装
置
巻き取り中,特にパッケージの端
においてパッケージの表面のむ
らを防止する装置。
リボンブレーカともいう。
anti-ribboning device
(ISO 477,
3.2.6)
0234
年輪巻防止装
置,
レイヤーリング
装置
ワインダ数を短い間隔で変更し
て,年輪巻を防止する装置。
anti-patterning device,
layering device
(ISO 477,
3.2.7)
0235
ヤーンクリアラ
糸の太さむらなどを検知して除
去する装置。
yarn clearer
(ISO 477,
4.2)
0236
接圧装置
巻き取り中のパッケージにかけ
られた圧力を保持又は減少させ
る装置。
pressure device
(ISO 477,
4.5)
0237
給糸装置
供給されたパッケージから糸が
スムースに解除されるように組
み立てられた装置。
yarn feeding device
(ISO 477,
4.7.1)
0238
オーバーエンド
解じょ(舒)の
給糸クリール
給糸を支える固定式のシャフト
又はペッグ。
supply yarn creel for
unwinding overend
(ISO 477,
4.7.1)
0239
転がし解じょ
(舒)の給糸ク
リール
給糸を支えるシャフト,マンドレ
ルが回転する装置。
supply yarn creel for
unwinding from the
side
(ISO 477,
4.7.2)
0240
満管停止装置
ボビンに糸が所定量巻き取られ
たとき,自動的に巻き取りを停止
させる装置。
full package stop motion (ISO 477,
4.8.1)
0241
ノッタ
糸の端をつな(繋)ぐ装置。
knotter
(ISO 477, 4.10)
0242
移動式ノッタ
移動しながら糸切れを探知して
自動的に糸をつな(繋)ぐ装置。
travelling knotter
−
0243
オートドッファ
巻き取られたパッケージと空ボ
ビンを自動的に交換する装置。
automatic doffer
(ISO 477,
4.11)
0244
ワインダのコン
ベア装置
巻取りチューブ,給糸パッケージ
及び巻取りパッケージを搬送す
るためのコンベア装置。
conveyor for winding
machine
(ISO 477,
4.12)
0245
風綿回収装置
巻き取り中に発生する風綿を回
収する装置。
エアクリーナ,ダストエクストラ
クタともいう。
dust extractor,
air cleaner
(ISO 477,
4.13)
0246
ブロークリーナ
機械の清掃のために,巻取り装置
にジェットエアを吹き付けて機
械の清掃を補助する装置。
travelling cleaner
(ISO 477,
4. 14)
7
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0247
クリーニングア
スピレータ
主に機械の後ろ側で空気を取り
込み,ほこりや風綿を除去し,浄
化された空気をワインダ室に戻
す装置。
ろ過装置ともいう。
cleaning aspirator
(ISO 477,
4.15)
0248
スピンドルワイ
ンダ
スピンドル駆動式のワインダ。
spindle winder
−
0249
ドラムワインダ
ドラム駆動式のワインダ。
drum winder
−
0250
RTワインダ
溝付ドラムであや振りするワイ
ンダ。
rotary traverse winder
−
0251
QTワインダ
多数のドラムに対して1個のカ
ムで集団的にあや振りするワイ
ンダ。
quick traverse winder
−
0252
SDワインダ
スプリットドラムであや振りす
るワインダ。
split traverse winder
−
0253
つば付ワインダ
つば付ボビンに巻くワインダ。
flange bobbin winder
−
0254
ボットルワイン
ダ
平行巻きでボットル状に巻くワ
インダ。
bottle winder
−
0255
ロケットワイン
ダ
フィリングワインドで柔らかく
大きく,ロケット状に巻くワイン
ダ。
rocket winder
−
0256
管巻機
管用のワインダ。
よこ巻機ともいう。
pirn winder,
filling winder
(ISO 476,
3.1)
0257
自動管巻機
管の供給,交換などを自動的に行
う管巻機。
automatic pirn winder,
automatic filling winder
(ISO 476,
3.1.3)
0258
無芯管巻機
管を使用しない管巻機で,バット
を使用するものを含む。
芯なし管巻機ともいう。
hollow cop winder
−
0259
ルームワインダ
織機に取り付けられた管巻機。
loom winder
−
0260
合糸ワインダ
2本以上の糸をひきそろえながら
巻くワインダ。
doubling winder
−
0261
かせ(綛)取り
ワインダ
かせからボビンに糸を巻き返す
ワインダ。
hank to bobbin winder
−
0262
カード巻機
縫糸,手芸糸などをカードに巻く
ワインダ。
card winder
−
0263
こま(駒)巻機
縫糸などをスプールに巻くワイ
ンダ。
spool winder
−
0264
玉巻機
縫糸,手芸糸などをボール状に巻
くワインダ。
ball winder
−
0265
ワインディング
ユニット
糸巻きのための機構を完備した1
錘分。
winding unit
−
0266
ボビンマガジン
一定量のボビンを蓄えてワイン
ダなどへ自動的に供給する装置。
bobbin magazine
−
0267
ボビンシュート
自動ワインダでボビンからペッ
グへ案内するシュート。
bobbin chute
−
0268
オートコップフ
ィーダ
管糸を自動的に供給する装置。
automatic cop feeder
−
8
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0269
あや振りカム
あや振り装置において糸の往復
運動を規制するカム。
traverse cam
−
0270
スプリットドラ
ム
あや振りを行わせるための割り
溝を備えた組合せドラム。
split drum
−
0271
溝付ドラム
導糸用の溝であや振りを行わせ
るローラ。
RTドラムともいう。
grooved drum
−
0272
ローラベール
スピンドル駆動型のワインダに
おいて,巻玉に絶えず接触して回
転している細長い円筒状のロー
ラ。
roller bail
−
0273
インクリーズド
トラバース巻装
置
コーン底部の糸層を上部より厚
く巻く装置。
increased taper winding
device
−
0274
パイナップル巻
装置
コーン又はチーズの両端にテー
パをつけて巻く装置。
pineapple winding
device
−
0275
クリーピング装
置
トラバースを交互にずらしなが
ら糸の折り返し部を柔らかく巻
く装置。ツーアンドフロー装置と
もいう。
creeping motion,
to and fro motion
−
0276
バンチビルダ
ボビンの巻き始めにあや振り幅
の外に棒巻きをする装置。
bunch builder
−
0277
ノット監視装置
自動ワインダで異常な糸継ぎを
監視し,これを除去する装置。
knot monitor, knot
detector
−
0278
スタッキング装
置
管巻機において巻き上げた管を
箱に一定方向に入れる装置。
stacking device
−
0279
スラブキャッチ
ャ
糸の節を取る装置。
slub catcher
−
0280
バルーンリミッ
タ
バルーンを制御して解除抵抗を
小さく均一にする装置。
balloon limiter
−
0281
スレッドデテク
タ
糸が切れたとき,巻取機又は装置
を停止させるための検知装置。
ヤーンフィーラともいう。
thread detector
−
0282
ドロップワイヤ
糸が切れたとき,落下して巻取機
又は装置を停止させるワイヤ。
drop wire
−
0283
ボビン
糸を巻くための芯の総称。
bobbin
−
0284
コーンボビン
コーンに巻くときに使用する円
すい(錐)状のボビン。
cone bobbin
−
0285
チーズボビン
チーズに巻くときに使用する円
筒状のボビン。
cheese bobbin
−
0286
つば付ボビン
両端又は一端につばをもつボビ
ン。
flanged bobbin
−
0287
ボットルボビン
円すい状の片つば付ボビン。
bottle bobbin
−
0288
バット
無芯管巻機で巻き始めの芯とな
る短いボビン。
butt
−
0289
穴あきボビン
表面に多くの小穴をもつボビン
で,主として染色に使用する。
perforated bobbin
−
9
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0290
スプリング式ボ
ビン
軸又は直径方向に収縮するボビ
ンで,主として染色に使用する。
spring dye cone,
spring dye tube
−
0291
かせ(綛)枠
かせ糸を繰り返すときにかせ糸
を保持する枠。
符割りともいう。
swift,
reel
−
0292
ボビンクリーナ
ボビンの残糸を取り除く機械。
bobbin cleaner,
bobbin stripper
−
3.3
整経機
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
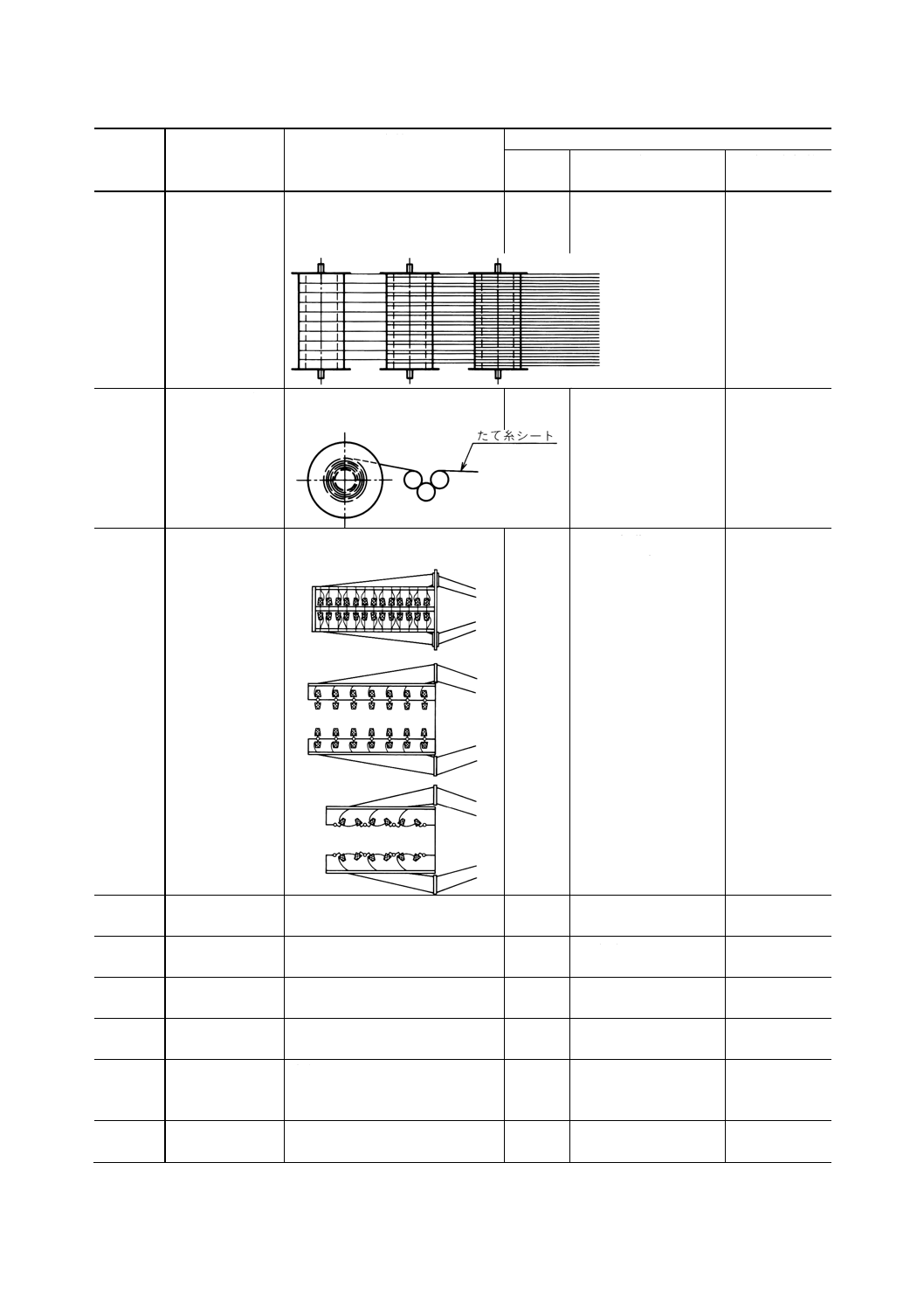
0301
たて糸
製織用として種々のフォームに
形成される同じ長さでほぼ平行
状態にある多数の糸。
たて糸は織物の長手方向に配列。
warp
ISO 2544,1.
0302
たて糸シート
たて糸層又は,1枚のたて糸並び
の総称。
warp sheet
ISO 2544,2.
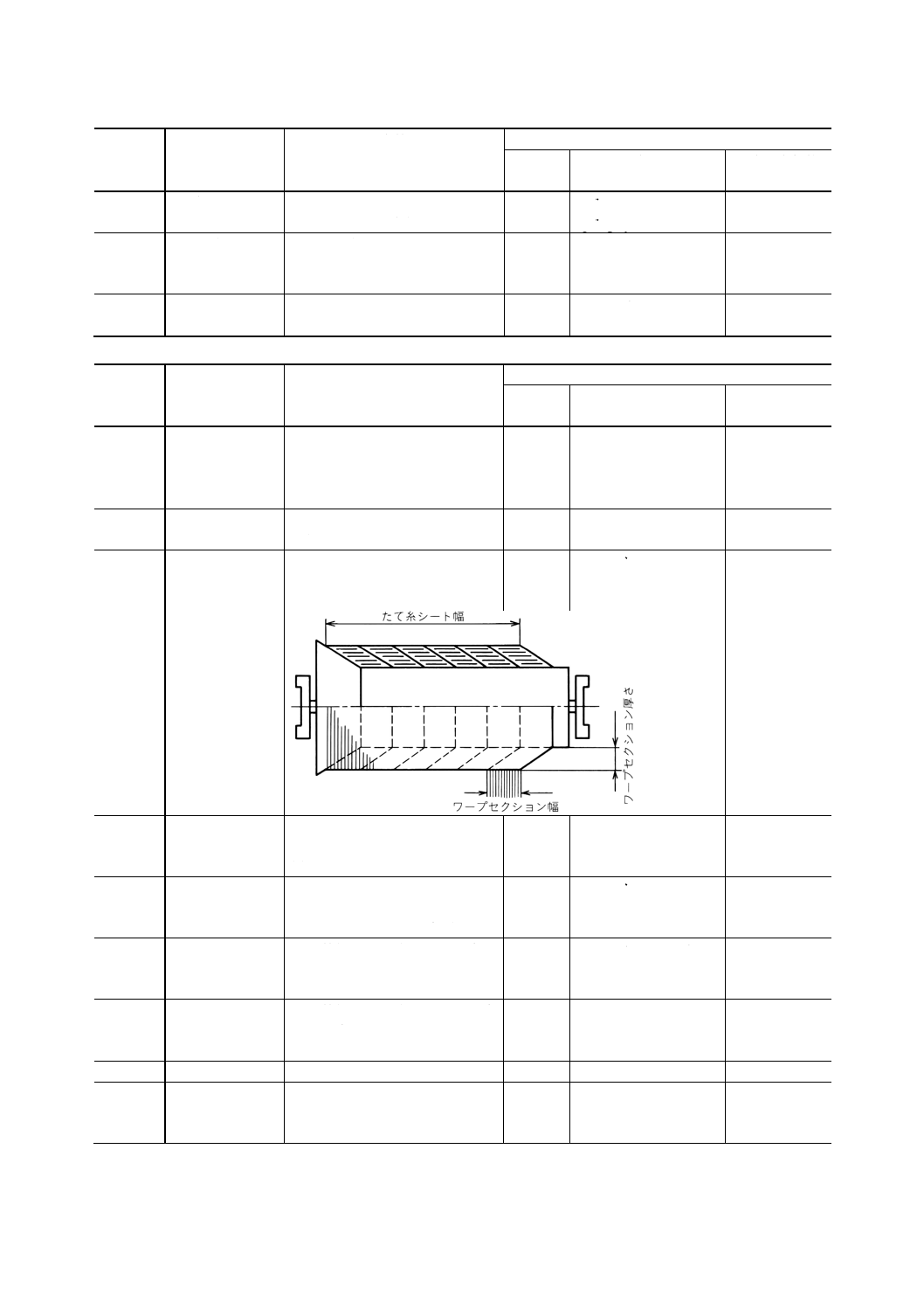
0302.1
たて糸シート幅
部分整経ドラムやリール,又はビ
ームに巻かれているたて糸層の
全幅。
width of warp sheet
ISO 2544,
2.1
0303
ワープセクショ
ン
部分整経ドラムやリールに長手
方向に巻かれているたて糸の巻
層。
warp section
−
0303.1
ワープセクショ
ン幅
部分整経ドラムやリールに巻き
上げた,一つのたて糸層の幅。
備考 0302.1の図参照。
バンド
幅
width of warp section
−
0303.2
ワープセクショ
ン厚さ
部分整経ドラムやリールに巻か
れているたて糸層の総厚さ。
備考 0302.1の図参照。
depth of warps section
−
0304
たて糸本数
部分整経ドラムやリールに一定
長さで巻かれているたて糸の本
数。
set of warp
ISO 2544,4.
0305
たて糸長さ
巻かれているたて糸の長さ。
length of warp
ISO 2544,5.
0306
繰返しパターン
異なった糸のタイプ,色又は番手
の規則的に繰り返されるたて糸
のパターン。
repeat of warp
ISO 2544,6.
10
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0307
あや(綾)
2本のロッドやあやひもで個々の
糸やグループの糸の規則的な交
差。
lease
ISO 2544,7.
0308
分割あや
たて糸のり付けで使われ,幾つか
のシートにたて糸が分割された
配列。
multiple lease
ISO 2544,8.
0309
整経クリール
幾列にも糸の巻かれた給糸を保
持する架台。
固定や移動ができる。
warp creel
ISO 2544,
25.
0309.1
シングルクリー
ル
1本の糸に1個の給糸をもつクリ
ール。
simple warp creel
ISO 2544,
25.1
0309.2
セミマガジンク
リール
1本の糸に2個の給糸をもつクリ
ール。予備給糸との糸結びは整経
機が停台中にだけできる。
ターンクリールやトラッククリ
ールがある。
reserve package warp
creel
ISO 2544,
25.2
0309.3
マガジンクリー
ル
1本の糸に2個以上の給糸をもつ
クリール。1個の給糸から次へ引
き出され連続整経できる。
magazine warp creel
ISO 2544,
25.3
0310
クリールフレー
ム
給糸ホルダ及び張力フレームを
支えるクリール部分。
creel frame
ISO 2544,
26.
0311
給糸フレーム
給糸ホルダを支えるクリール部
分。固定又は移動ができる。
bobbin bay,
bobbin frame
ISO 2544,
27.
0311.1
給糸保持装置
給糸ホルダで給糸を保持する部
分。
package holding device
ISO 2544,
27.1
11
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0312
テンションフレ
ーム
テンション装置,糸ガイド又は糸
切れ停止装置を保持するクリー
ルの部分。
tension frame
ISO 2544,
28.
0313
テンション装置
糸に対し重要な張力と整経中の
張力との調整が可能な装置。
yarn tension device
ISO 2544,
29.
0314
ガイドホルダ
糸ガイドを保持するもの。
thread guide carrier
ISO 2544,
30.
0315
整経機
所定の本数の糸を同じ長さで平
行に部分整経ドラム,リール又は
ビームへ巻き取る機械。
warping machine
ISO 2544,
33.
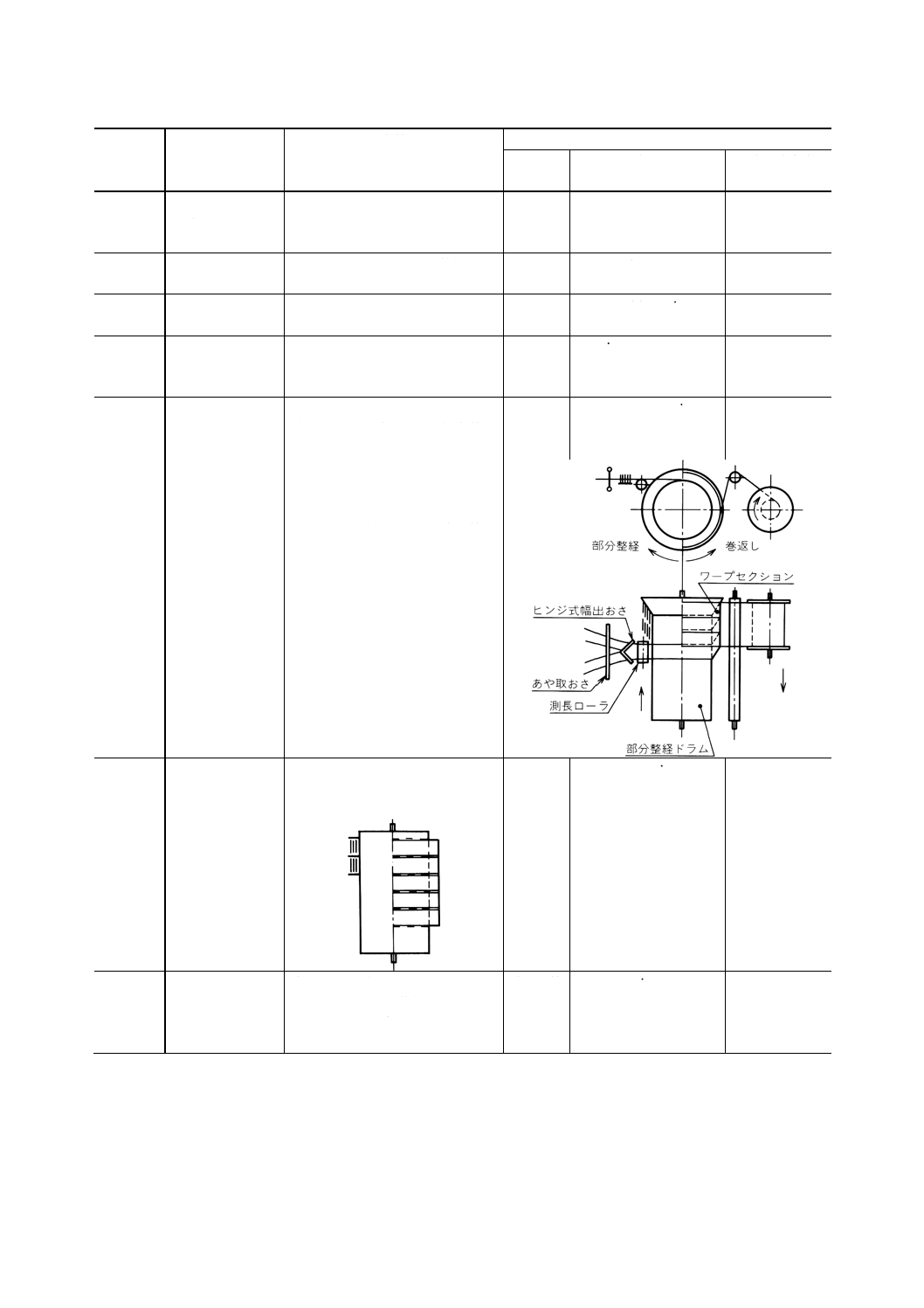
0315.1
部分整経機
たて糸を必要数のセクションに
分けて,ワープビームの総本数に
達するまで繰り返し,部分整経ド
ラムに巻き取る整経機で,最初の
巻取りは部分整経ドラム又はリ
ールの円すい部に沿い,次から順
次前のたて糸層に沿い,連続的な
たて糸層で総糸本数を巻き取る
機械。
たて糸は,ビームへ巻き返しする
か又はのり付機へ送られる。
cone section warping
machine
ISO 2544,
33.1
0315.2
分割整経機
ドラム又はリールにピン,クリッ
プ,板などで仕切られた幅に順次
たて糸層で巻き取る機械。
sectional warping
machine
ISO 2544,
33.2
0315.3
荒巻整経機
織物のたて糸本数の1〜10数分
の1のたて糸を整経クリールか
ら引き出して,粗いピッチでビー
ムに巻き取る整経機。
全幅整
経機
beam warping machine
ISO 2544,
33.3
12
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0315.3.1
ドラム整経機
積極駆動のドラムにビームを接
触させ,たて糸を巻き取る方式の
荒巻整経機。
beam warping machine
with indirect drive
ISO 2544,
33.3.1
0315.3.2
ダイレクト整経
機
ビームの軸を直接積極駆動して,
たて糸を巻き取る方式の荒巻整
経機。
beam warping machine
with direct drive
ISO 2544,
33.3.2
0316
部分整経ドラム
部分整経機において,たて糸をセ
クションに分けてワープビーム
の総本数に達するまで繰り返し,
外周に巻き取るドラム。
太鼓ともいう。
warping drum,
warping reel
ISO 2544,
34.
0316.1
固定式ドラム
整経機の内部部品である部分整
経ドラム及びリール。
fixed warping drum
ISO 2544,
34.1
0316.2
移動式ドラム
たて糸が巻かれた状態で取り出
せる部分整経ドラム。
transportable warping
drum
ISO 2544,
34.2
0316.3
ドラム腕木
たて糸層を支える部分整経ドラ
ムやリール表面にある長手方向
の部材。
warping drum lath
ISO 2544,
34.3
13
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
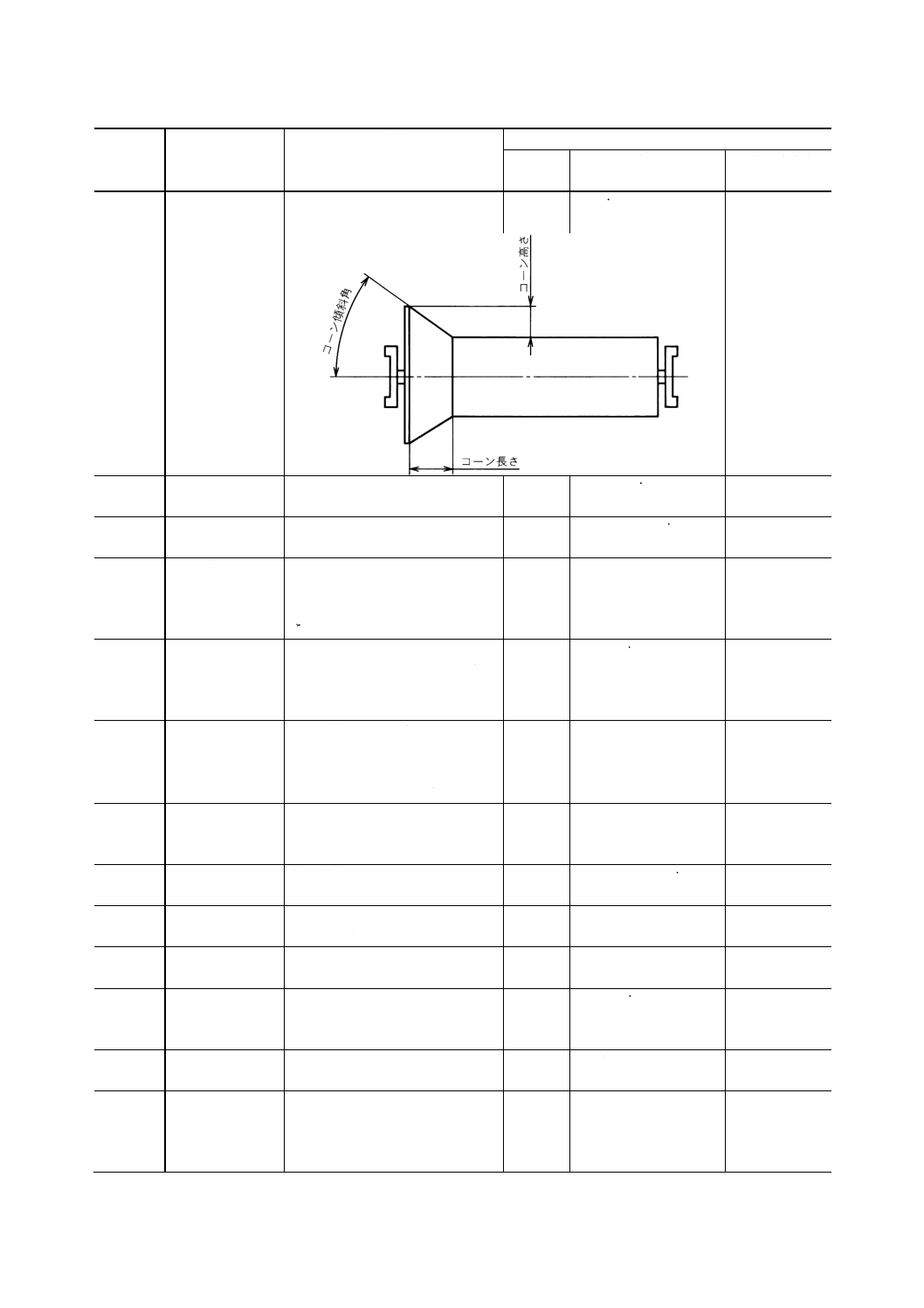
0316.4
コーン
たて糸の第1層を支える部分整
経ドラムの部分。
warping cone
ISO 2544,
34.4
0316.4.1
固定コーン
円すい角度が固定されている円
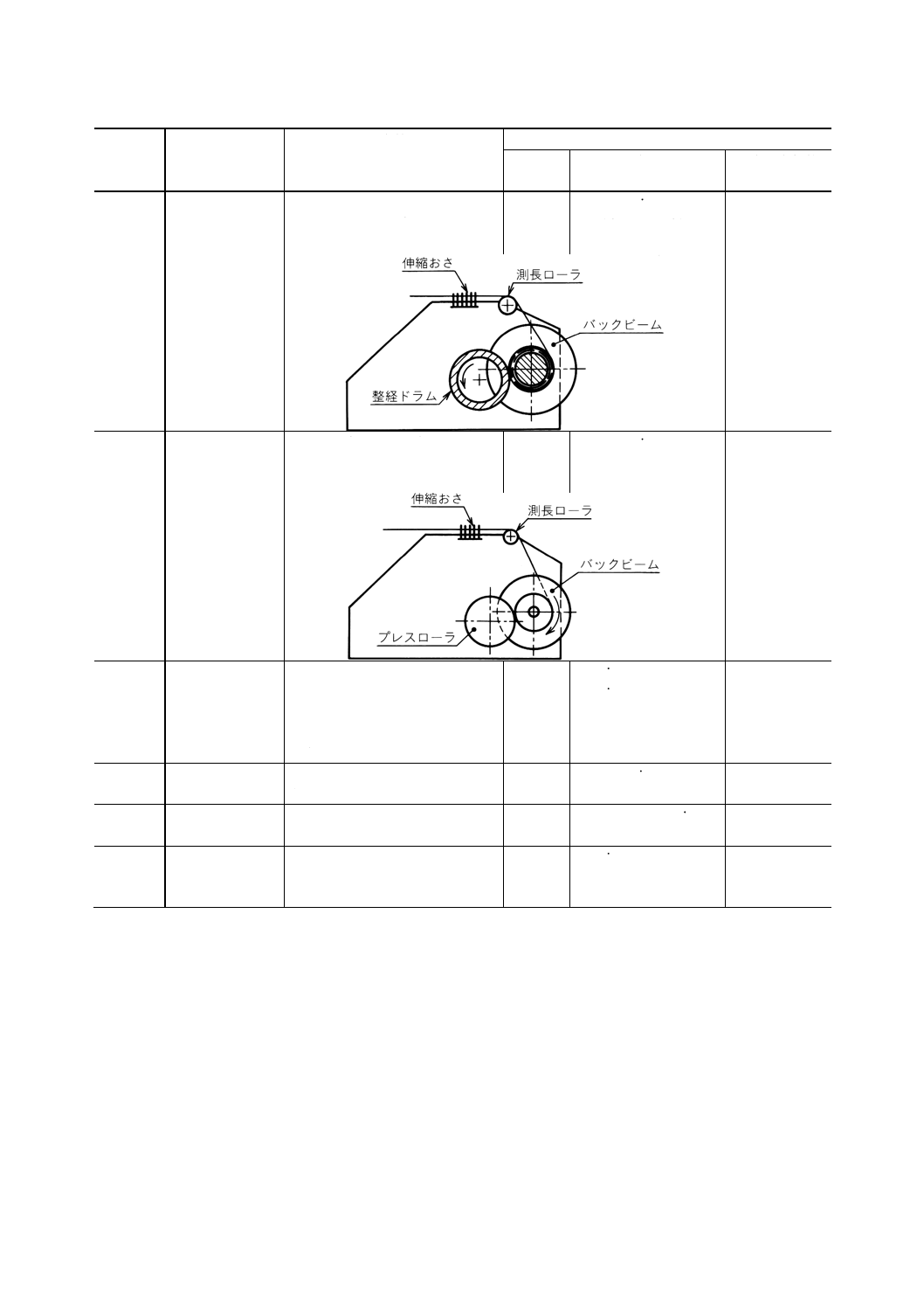
すい部。
fixed warping cone
ISO 2544,
34.4.1
0316.4.2
調節コーン
円すい角度が調節可能な円すい
部。
adjustable warping cone
ISO 2544,
34.4.2
0316.4.3
エレベーション
バー
部分整経ドラムの一端で,糸層に
傾斜をつけるためのバー。
グレードバー又はまくらともい
う。
ブレー
ド
blade
ISO 2544,
34.4.3
0316.4.4
コーン高さ
部分整経ドラム又はリール表面
から直角に測り,糸が最大に巻き
取り可能な高さ。
備考 0316.4の図参照。
height of cone
ISO 2544,
34.4.4
0316.4.5
コーン長さ
部分整経ドラムの軸方向に測り,
たて糸層の巻き取りが可能な長
さ。
備考 0316.4の図参照。
cone length
ISO 2544,
34.4.5
0316.4.6
コーン傾斜角
円すいの高さと長さとによって
決められる角度。
備考 0316.4の図参照。
cone angle
ISO 2544,
34.4.6
0317
整経送り駆動
部分整経ドラムに沿って移動可
能な幅出しおさの駆動。
drive of reed carriage
ISO 2544,
35.
0318
幅出しおさ
上下が薄板で保持され,等間隔に
並んだ針金をもつもの。
reed
ISO 2544,
36.
0318.1
ヒンジ式幅出し
おさ
V角度が調節可能に互いにピン
で接続された2枚の幅出しおさ。
hinged reed
ISO 2544,
36.1
0319
おさ架台
部分整経ドラム又はリールの長
手方向に沿って動く幅出しおさ
を保持する架台。
reed carriage
ISO 2544,
37.
0320
おさ(筬)
一端が薄板で保持され,等間隔に
並んだ針金をもつもの。
コーム
comb, wraith
ISO 2544,
38.
0321
ウェーブ装置
地糸よりも伸度の低い糸であっ
ても同じ長さで部分整経ドラム
やリールへ巻き取ることが可能
な機械的装置。
wave motion
ISO 2544,
39.
14
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0322
あや取装置
あや棒の動きであやを作る装置。
leasing device
ISO 2544,
40.
0322.1
あや取おさ
あやを作るのに適応した方法で
並んだ針金をもつ特殊おさ。
leasing reed
ISO 2544,
40.1
0323
カウンタ
部分整経ドラム,リール,又は他
のたて糸層で巻取り長さを一定
にするための回転数などの要因
をカウントするもの。
counter
ISO 2544,
41.
0324
測長方式
糸長さを測る方式。
methods of
measurement
ISO 2544,
42.
0324.1
直接式測長
接触ローラでたて糸長さを測る
こと。
direct measurement
ISO 2544,
42.1
0324.2
間接式測長
糸に接触させないで糸長さを測
ること。
indirect measurement
ISO 2544,
42.2
0325
巻返し装置
部分整経ドラムやリールから全
幅にたて糸を巻き返しするため
の部分整経機や分割整経機に附
属している装置。
beaming device
ISO 2544,
43.
0326
ワーパースビー
ム
のり付けや他の工程のために用
意するたて糸を巻き取るフラン
ジ付きやフランジなしの円筒物。
warperʼs beam
ISO 2544,
44.
0327
ウイバースビー
ム
製織のため,たて糸を巻き取るフ
ランジ付きやフランジなしの円
筒物。
ワープ
ビーム
weaverʼs beam
ISO 2544,
45.
0328
トラバース装置
巻き返し中にガイドローラ又は
ビームを往復運動させるための
縦列ギヤの構成装置。
cross winding device,
side traverse motion
ISO 2544,
46.
0329
加圧装置
整経機の巻返し側でプレスロー
ラによって最小の糸張力で適正
な硬度のビームを作る装置。
pressure device
ISO 2544,
47.
0330
バックビーム
たて糸総本数の一部を巻き取る
フランジ付円筒物。
back beam
ISO 2544,
49.
0331
ダイビーム
染色や他の化学工程でたて糸総
本数の一部を巻き取る穴があい
たステンレス製フランジ付円筒
物で,ビームに巻いたまま染色で
きる整経ビーム。
dyeing beam
ISO 2544,
50.
0332
整経ドラム
表面駆動するための円筒ローラ
で,このローラで所定の巻密度を
得る。
driving roller
ISO 2544,
51.
0333
プレスローラ
直接駆動のときに所定の密度を
得るための円筒ローラ。
pressure roller
ISO 2544,
52.
0334
おさ
一端が薄板で保持され,等間隔に
並んだ針金をもつもの。
コーム
comb
wraith
ISO 2544,
53.
0334.1
伸縮おさ
整経又はのり付けのとき,たて糸
を所定の幅に調節するおさ。
伸縮コ
ーム
expanding comb,
expanding wraith,
expansion comb
ISO 2544,
53.1
15
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0334.1.1
スプリングおさ
羽がスプリングのコイル間に配
列された伸縮おさ。
スプリ
ングコ
ーム
spring comb,
spring wraith
ISO 2544,
53.2
0334.1.2
ジグザグおさ
ねじによって調節するジグザグ
型の伸縮おさ。
ジグザ
グコー
ム
“zig-zag” comb,
“zig-zag” wraith
ISO 2544,
53.3
0335
トラバース装置
巻き返し中にガイドローラやビ
ームを往復運動させるための縦
列ギヤの構成装置。
cross winding device,
side traverse motion
ISO 2544,
54.
0336
測長ローラ
たて糸長さや整経速度を測るロ
ーラ。
measuring roller
ISO 2544,
55.
0337
ガイドローラ
測長ローラの代わりのローラで,
測長はプレスローラで行う。
guide roller
ISO 2544,
56.
3.4
たて糸のり付機
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
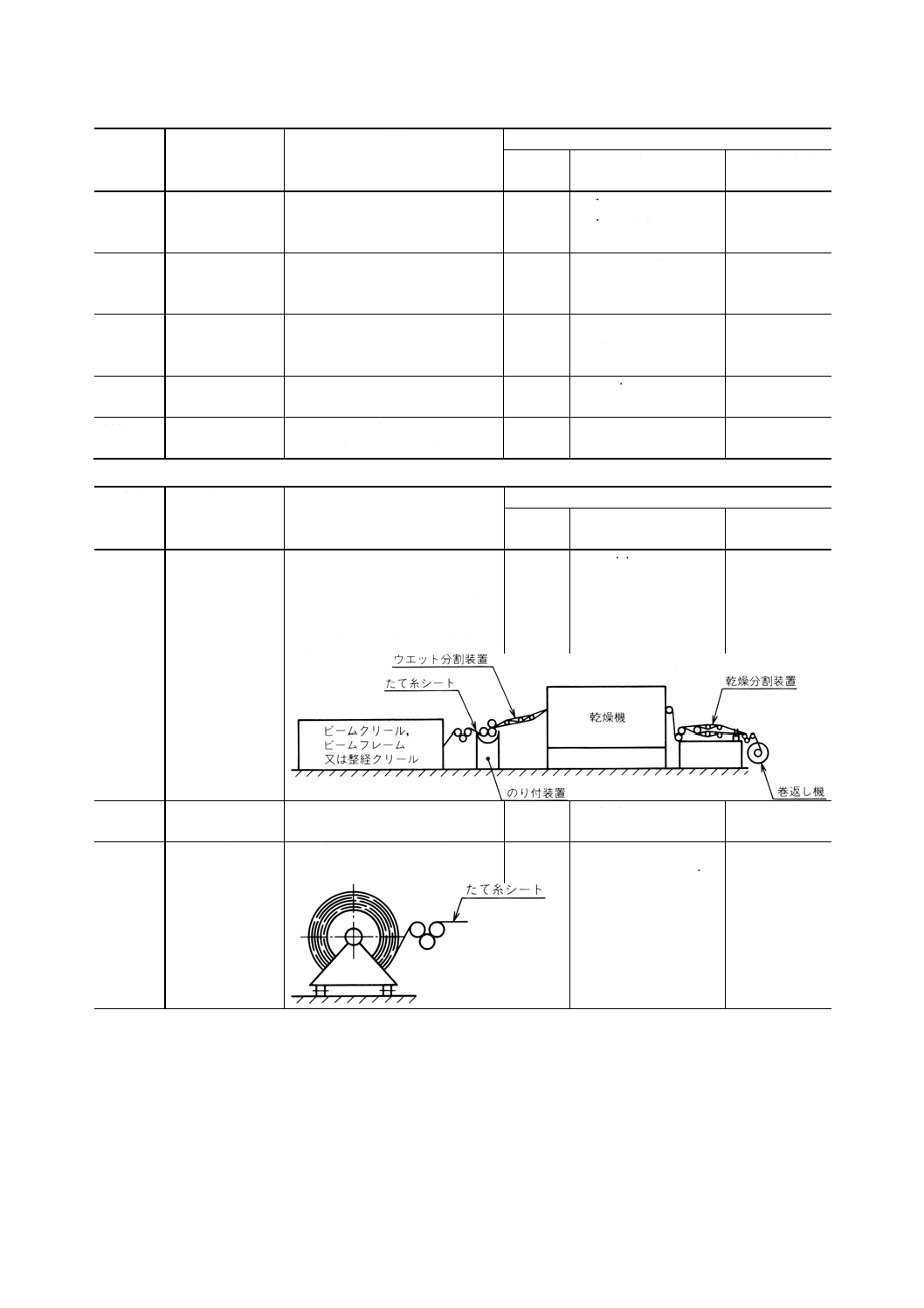
0401
たて糸のり付機
全幅で総糸本数のたて糸をバッ
クビームのセット又はワーパー
スビームから引き出し,その後の
乾燥,ウイバースビームへ巻き取
るたて糸にのり付けする機械。
warp sizing machine
ISO 2544,
58.
0402
引出し方式
たて糸を引き出す方式。
methods of feeding
ISO 2544,
59.
0402.1
移動式ドラムか
らの引出し
移動式ドラムから,たて糸を引き
出す方式。
by unwinding from a
transportable warping
drum
ISO 2544,
59.1
16
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0402.2
所定本数のバッ
クビーム又はダ
イビームからの
引出し
所定本数のバックビーム又はダ
イビームから,たて糸を引き出す
方式。
by unwinding from a
number of back or
dyeing beams
ISO 2544,
59.2
0402.3
ワーパースビー
ムからの引出し
ワーパースビームから,たて糸を
引き出す方式。
by unrolling from a
warper's beam
ISO 2544,
59.3
0402.4
整経クリールか
らの引出し
整経クリールから,たて糸を引き
出す方式。
by unwinding from a
warp creel
ISO 2544,
59.4
0403
乾燥方式
のり付けされたたて糸を乾燥さ
せる方式。
methods of drying
ISO 2544,
60.
0403.1
接触乾燥方式
熱せられた表面での乾燥。
contact drying
ISO 2544,
60.1
0403.2
熱風乾燥方式
熱風循環による乾燥。
convection drying
ISO 2544,
60.2
0403.3
赤外線乾燥方式
赤外線放熱による乾燥。
infra-red drying
ISO 2544,
60.3
0403.4
組合せ乾燥方式
合体されているか,連続して直ち
に他の乾燥に入るなどの異なっ
た方式の組合せによる乾燥。
combined drying
ISO 2544,
60.4
0404
乾燥機のタイプ
のり付けされたたて糸の乾燥機
のタイプ。
type of dryers
ISO 2544,
61.
17
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0404.1
シリンダ乾燥機
1本以上の加熱シリンダでたて糸
を乾燥する機械。
スラッ
シャ
cylinder dryer
ISO 2544,
61.1
0404.2
ホットエア乾燥
機
熱風でたて糸を乾燥する機械。
hot air dryer
−
0404.2.1
ワンパス乾燥機
たて糸が乾燥室を一度だけ通過
する機械。
single passage dryer
ISO 2544,
61.2
0404.2.2
マルチバス乾燥
機
たて糸が2〜3回乾燥室を通過す
る機械。
multi-passage dryer
ISO 2544,
61.3
0404.3
放射乾燥機
たて糸が赤外線ランプの室内を
通過する機械。
radiation dryer
ISO 2544,
61.4
0405
乾燥度合いの調
節
乾燥度合いの調節は,たて糸の速
度を調節するか又は温度を調節
する。
methods of regulating
the degree of dryness
ISO 2544,
62.
0405.1
速度調節
設定速度と実際の速度との間に
差が生じたときに,速度を調節す
ること。
speed adjustment
ISO 2544,
62.1
0405.1.1
手動速度調節
たて糸の乾燥度合いは乾燥機の
内部か,乾燥後にフィーラによっ
て測られる。
設定速度と実際の速度との間に
差が生じたときは,手動で速度を
調節する。
manual speed
adjustment
ISO 2544,
62.1.1
0405.1.2
自動速度調節
設定速度と実際の速度との間に
差が生じたときは,自動的にたて
糸速度を調節する。
automatic speed
adjustment
ISO 2544,
62.1.2
0405.2
温度調節
設定温度と実際の温度との間に
差が生じたときに,温度を調節す
ること。
temperature adjustment
ISO 2544,
62.2
0405.2.1
手動温度調節
たて糸の乾燥度合いは乾燥機の
内部か,乾燥後にフィーラによっ
て測られる。
設定温度と実際の温度との間に
差が生じたときは,手動で温度を
調節する。
manual temperature
adjustment
ISO 2544,
62.2.1
0405.2.2
自動温度調節
設定温度と実際の温度との間に
差が生じたときは,自動的に温度
を調節する。
automatic temperature
adjustment
ISO 2544,
62.2.2
0406
部分整経ドラム
トラバース装置
のり付け前の部分整経で送り運
動に合わせて移動式ドラムへト
ラバースさせる装置。
warping drum traverse
device
ISO 2544,
63.
0407
ビームクリール
バックビーム及びダイビームの
所定本数を収容する架台。
固定,移動又は回転ができる。
beam creel
ISO 2544,
64.
0408
ビームフレーム
ワーパースビームを仕掛ける架
台。固定又は移動ができる。
warperʼs beam frame
ISO 2544,
65.
18
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0409
送り装置
のり付機ののり箱へたて糸を送
る駆動ローラ。
ニップローラ,キャリヤローラ,
又はフィードローラともいう。
feeding device
ISO 2544,
66.
0410
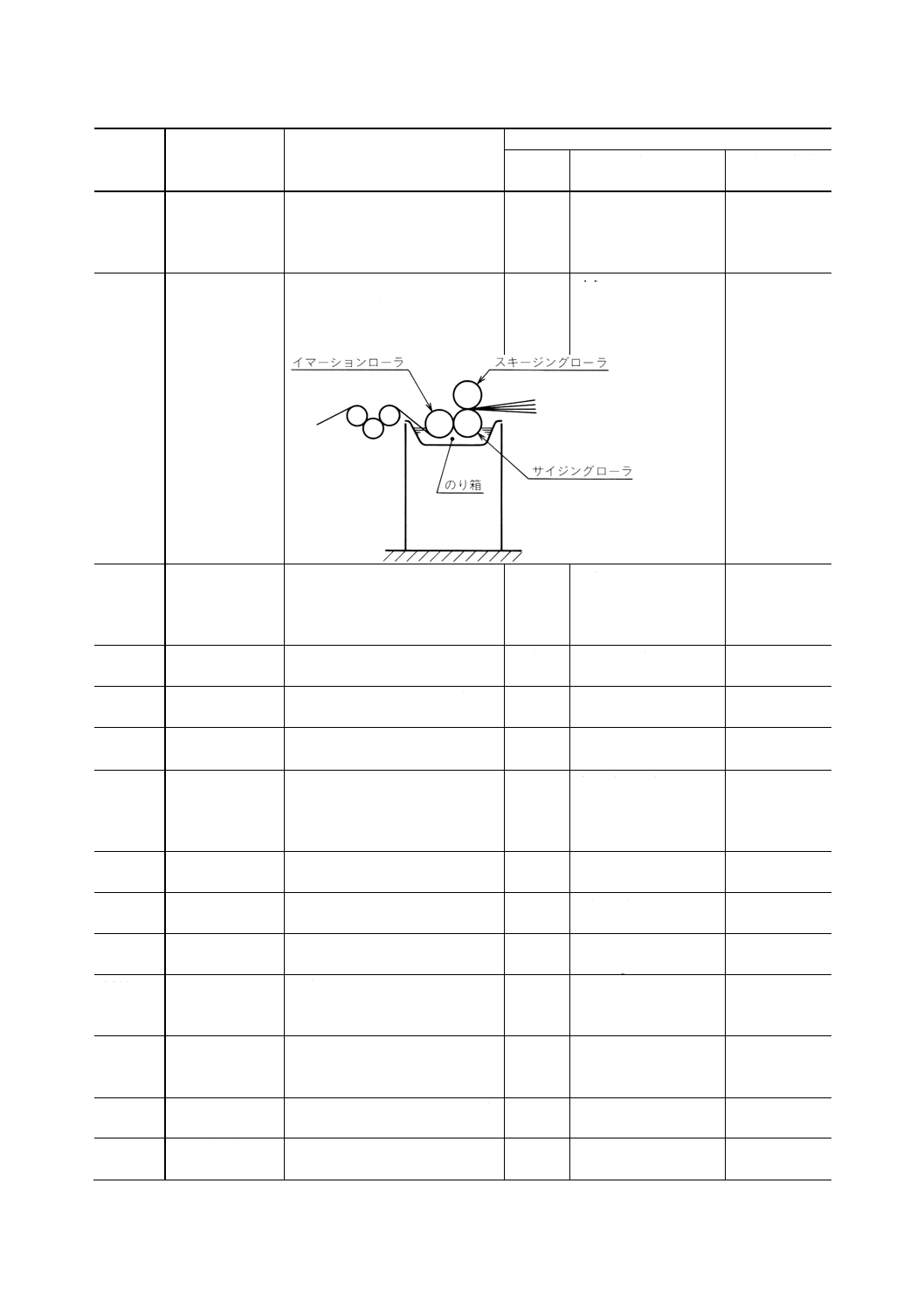
のり付装置
サイジングローラ,スキージング
ローラ,及びイマーションローラ
を収容するのり箱で構成され,た
て糸のり付けのための装置。
sizing apparatus
ISO 2544,
67.
0411
ウエット分割装
置
乾燥前の糸のくっつきを分割す
るための装置。
この装置は回転又は固定分割ロ
ッドで構成。
wet splitting device
ISO 2544,
68.
0412
デバイディング
ロッド
糸の分割パイプ。
分割ロ
ッド
splitting rod
ISO 2544,
69.
0413
乾燥機
のり付け後のたて糸の乾燥装置。
dryer
ISO 2544,
70.
0414
テンション装置
たて糸のり付機において,たて糸
張力を制御する装置。
tension device
ISO 2544,
71.
0415
乾燥分割装置
乾燥後の互いにくっついている
たて糸の分割装置。
この装置では回転又は固定ロッ
ドが使われる。
dry splitting device
ISO 2544,
72.
0416
カットマーク装
置
色マークなどでたて糸の所定長
さ(切断)をマークする装置。
cut marker
ISO 2544,
73.
0417
カットマークカ
ウンタ
カット数のカウント用カウンタ。
cut counter
ISO 2544,
74.
0418
巻返し機
ウイバースビームへ幅一杯に総
本数のたて糸を巻き取る機械。
beaming machine,
beaming headstock
ISO 2544,
75.
0419
トラバース装置
おさ,ガイドローラ,又はビーム
を往復させるための縦列ギヤの
構成装置。
cross winding device,
side traverse motion
ISO 2544,
76.
0420
ジグザグおさ
ねじによって調節するジグザグ
型の伸縮おさ。
ジグザ
グコー
ム
“zig-zag” comb,
“zig-zag” wraith
ISO 2544,
77.
0421
巻返し装置
ウイバースビームへたて糸を巻
き取る巻返し機械の装置。
beaming device
ISO 2544,
78.
0421.1
シングルビーム
装置
1本のビームだけが仕掛けられる
装置。
single beaming device
ISO 2544,
78.1
19
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0421.2
ダブルビーム装
置
同時に2本のビームが仕掛けら
れる装置。
(1) 横に並べる。
(2) 上下に並べる。
(3) 前後に並べる。
double beaming device
ISO 2544,
78.2
0422
ウイバースビー
ム
製織のため,たて糸を巻き取るフ
ランジ付き又はフランジなしの
円筒物。
ワープ
ビーム
weaverʼs beam
ISO 2544,
79.
0423
ウイバースビー
ム駆動装置
所定のたて糸速度と張力でウイ
バースビームを駆動する装置。
weaverʼs beam drive
ISO 2544,
80.
0424
加圧装置
プレスローラを使うことで最小
の糸張力で適正な硬度のビーム
を作る装置。
pressure device
ISO 2544,
81.
0425
糸速表示器
たて糸の巻返し作業用で糸速
(m/min) を表示する表示器。
speedometer
ISO 2544,
84.
0426
測長ローラ
たて糸長さを測るローラ。
measuring roller
ISO 2544,
85.
3.5
機仕掛用機械
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0501
機仕掛用機械
(はたしかけよ
うきかい)
ドロッパ,ヘルド,及びおさに糸
を通すための機械,並びにそのた
めの準備機械。
looming machinery
−
0501.1
あや取機
たて糸を分離してあやを取る機
械。
leasing machinery
−
0501.2
自動引通し機
新しいワープビームのたて糸を
ドロッパ,ヘルド,及びおさに自
動的に引き通す機械。
automatic drawing-in
machine
−
0501.3
おさ通し機
新しいワープビームのたて糸を
おさに引き通す機械。
reed drawing-in
machine
−
0501.4
リーチングマシ
ン
ドロッパ及びヘルドにたて糸を
通しやすくするため,たて糸を分
離する機械。
reaching (-in) machine
−
0501.5
ドロッパ植込機
織機に仕掛けられた糸に,ドロッ
パを自動的に差し込む機械。
dropper pinning
−
0501.6
タイイングマシ
ン
織り終わったワープビームのた
て糸の後端に,新しいワープビー
ムのたて糸の前端を結ぶ機械。
tying-in
−
0502
カードカッティ
ングマシン
意匠図に合わせて紋紙に穴をあ
ける機械。
card-cutting machine
−
0503
おさ洗浄機
おさ,ヘルドなどを洗う機械。
reed washer
−
0504
ビームキャリヤ
空ビーム又は準備が終わったビ
ームの運搬車。
beam carrier
−
20
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6
織機の名称
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0601
織機
織物などを織る機械。
loom ,
weaving machine
ISO 5247,1.
0601.1
手機
(てばた)
踏み木を踏んで開口し,手でひ投
げ,おさ打ち,巻取りなどを行う
織機。
hand loom
ISO 5247,2.
0601.2
力織機
動力で動かす織機。
power loom
ISO 5247,3.
0601.3
有ひ織機
シャットルを使ってよこ入れす
る織機。
shuttle loom
ISO 5247,3.
0601.4
自動織機
よこ糸を自動的に補給する織機。
automatic loom
ISO 5247,3.
0601.4.1
ひ替え自動織機
シャットルを替える方式の自動
織機。
automatic shuttle
change loom
ISO 5247,3.
0601.4.2
管替え自動織機
管を替える方式の自動織機。
automatic bobbin
change loom
ISO 5247,3.
0601.5
単丁び織機
1本のシャットルしか使用できな
い織機。
single shuttle loom
ISO 5247,3.
0601.6
多丁び織機
2本以上のシャットルを使用する
ことができる織機。
multiple shuttle loom
ISO 5247,3.
0602
無ひ織機
シャットルを使わないでよこ入
れする織機。
shuttleless loom
ISO 5247,3.
0602.1
プロジェクタイ
ル織機
プロジェクタイルを用いてよこ
入れする無ひ織機。
グリッ
パ織機
projectile loom
ISO 5247,3.
0602.2
ウオータジェッ
トルーム
水の噴射を利用してよこ入れす
る無ひ織機。
water jet loom
ISO 5247,3.
0602.3
エアジェットル
ーム
空気の噴射を利用してよこ入れ
する無ひ織機。
air jet loom
ISO 5247,3.
0602.4
レピア織機
レピアを用いてよこ入れする無
ひ織機。
rapier loom
ISO 5247,3.
0602.4.1
リジットレピア
織機
棒状レピアでよこ入れする無ひ
織機。
rigid rapier loom
−
0602.4.2
フレキシブルレ
ピア織機
帯状レピアでよこ入れする無ひ
織機。
flexible rapier loom
−
0603
細幅織機
細幅織物を1本又は数本同時に
織る織機。
リボン
織機,
テープ
織機
narrow fabric loom
−
0603.1
ニードル織機
細幅織物用の織機で,片側の耳を
べら針によって形成し,揺動レバ
ーによってよこ入れを行う織機。
needle loom
−
0604
多相織機
たて糸又はよこ糸方向に,連続的
に開口が形成(多相)される織機。
multiphase weaving
machines
−
0604.1
円形織機
たて糸を円筒状又は放射状に配
列し,よこ糸をらせん状に織り込
む織機。
circular loom
ISO 5247,3.
0604.2
ホース織機
ホースを織る織機。
hose loom
−
0605
パイル織機
パイル織物を織る織機。
pile fabric loom
−
21
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0605.1
ビロード織機
たて糸でパイルを出す織物を織
る織機の総称。
velvet loom
−
0605.2
二重ビロード織
機
パイルを切りながら2枚同時に
織る織機。
double velvet loom
−
0605.3
ワイヤモケット
織機
ワイヤを用いてモケットを織る
織機。スチールワイヤをパイル糸
の開口部に織り込んでパイルを
形成するもので,ワイヤはワイヤ
カーペット織機の場合より細い
ものを用いる。
wire moquet loom
−
0605.4
ダブルモケット
織機
ワイヤなしで2枚のモケットを
織る織機。上下二重の地組織にパ
イル糸を織り込み,カッタを走ら
せてその中央部を切りながらパ
イルを形成するもので,よこ入れ
方法に一丁び,二丁び,レピアな
どがある。
double moquet loom
−
0605.5
タオル織機
地立てとパイルたてとを別々の
ビームに巻き,特殊なおさ打装置
又はたて糸を揺動させる装置に
よってパイルを出し,タオルを織
る織機。
towel loom
−
3.7
織機構造用部材
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0701
サイドフレーム
織機の両側を構成するフレーム。
サイドウォールともいう。
side wall,
side frame
ISO 5247,
3.2.1
0702
クロスバー
フレームの両側部品を連結した
り,互いに支えたりするはり。
cross bar
ISO 5247,
3.2.2
0702.1
ブレストビーム
織機の前面上部にあって左右の
サイドフレームを連結するはり。
breast beam
ISO 5247,
3.2.2
0702.2
トップレール
織機の最上部にあって左右のサ
イドフレームを連結するはり。
top rail
ISO 5247,
3.2.2
0702.3
フロントクロス
レール
織機の前面下部にあって左右の
フレームを連結するはり。
front cross rail
ISO 5247,
3.2.2
0702.4
バッククロスレ
ール
織機の後部にあって左右のフレ
ームを連結するはり。
back cross rail
ISO 5247,
3.2.2
0703
サイドスタンド
開口装置用で,はりとともに,フ
レームの側面で構成される部品。
サイド
ブラケ
ット
super structure
−
0704
ジャカードスタ
ンド
ジャカード機台用部品のための
フレーム。
ギャン
トリー
jacquard frame
−
22
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.8
織機駆動部材
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0801
伝動
織機は,電動モータによって駆動
される。モータからの駆動力の伝
動は,ベルト,チェーン,ギヤ又
は他の駆動手段によって実行さ
れる。駆動力の伝動は直接的又は
制御されたクラッチによって行
われる。
drive
ISO 5247,
33.
0802
主駆動源
織機を駆動する電動モータ。
メイン
モータ
main drive
ISO 5247,
33.1
0803
クラッチ
モータシャフトと駆動軸との間
にあって,モータの回転中に,相
互の結合又は解放し,織機の起動
又は停止を行う装置。
clutch
ISO 5247,
33.2
0804
ドライブシャフ
ト
織機駆動用の主軸,この駆動軸に
よって,織機の他のすべての部品
の駆動力も伝えられる。
メイン
シャフ
ト
drive shaft
ISO 5247,
33.3
0805
逆転装置
手動又は自動的に織機を逆転さ
せる装置。
reverse motion
ISO 5247,
33.4
0806
起動,停止装置
織機を起動又は停止させる装置。
start and stop device
ISO 5247,
33.5
0806.1
自動位置出し機
能付き停止装置
織機を停止させた後,続いて逆転
動作をさせて,前もって決定され
た位置に織機を止める手段。
stop device with
automatic reverse
motion
ISO 5247,
33.5.1
0806.2
1ピックよこ入
れ装置
よこ糸1本だけよこ入れさせる
ための装置。
device for single pick
insertion
ISO 5247,
33.5.2
0806.3
脈動
間欠的に織機を動かす機能。
ステッ
プイン
チング
モーシ
ョン
pulsing motion
ISO 5247,
33.5.3
0806.4
寸動
減少した速度で織機を動かすこ
とのできる機能。
インチ
ングモ
ーショ
ン
inching motion
ISO 5247,
33.5.4
0807
ピックファイン
ダ(口出し)装
置
口出しの目的でハーネスフレー
ム(ヘルドフレーム)を動かすた
めの開口運動の別駆動手段。織機
の運転とは独立して行われ,必要
によって送り出し,巻き取り,及
び他の装置とも独立させられる。
織機を逆転して口出しを行う方
式も含まれる。
pickfinding device
ISO 5247,
33.6
23
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.9
送出し装置
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0901
たて糸と布地の
コントロール装
置
たて糸の送り出しと,織り上げら
れた布地の巻き取りを行う織機
の装置で,送出し装置と巻取り装
置によって構成される。
たて系
列装置
warp and fabric control
equipment
ISO 5247,
34.
0902
送出し装置
たて糸を連続的又は間欠的に,ワ
ープビームから一定のたて糸張
力で送り出す装置。
let-off motion
ISO 5247,
34.3
0902.1
積極送出し装置
各ピックごとにあらかじめ決め
られた長さのたて糸を送り出す
装置。
positive let-off motion
ISO 5247,
34.3.1
0902.2
消極送出し装置
各ピックごとにたて糸を送り出
す装置で,この長さはたて糸の消
費分だけたて糸張力によって調
整されて送り出される。
negative let-off motion
ISO 5247,
34.3.2
0903
送出しフレーム
織機本体とは別個に送出し装置
を支えるフレーム。
let-off frame
−
0904
ワープビーム
たて糸を織機に装着するための
ビームで一般的にフランジが付
いている。ビームは送出し装置に
よって回転を制御される。
ヤーン
ビーム,
ウィバ
ースビ
ーム
warp beam
ISO 5247,
34.1
0905
二重ビーム装置
ワープビームを並列に2本使用
する送出し装置。タオル織機など
消費量の異なる異種のたて糸を
使用する場合に採用される。
double beam let-off
−
0906
二本ビーム装置
ワープビームを直列に2本使用
する送出し装置。広幅織機などで
準備機の都合でビームを分割す
る際に採用される。
twin beam let-off
−
0907
ワープビームベ
アリング
織機用ワープビームの軸受(pivot
bearing,下側支えブラケット,四
角棒材についた軸受など)。
warp beam bearing
ISO 5247,
34.2
0908
ワープビームブ
レーキ
たて糸張力がブレーキ力を超え
るまでワープビームを回転させ
ないよう,リング状又はディスク
で止めるブレーキ装置。ブレーキ
力はおもりによるか又はスプリ
ング力によって達成される。
warp beam brake
ISO 5247,
34.3.3
0909
バックローラ
特殊形状又は円筒状の断面をも
ち,ワープビームから出てきたた
て糸を開口方向に向きを変える
ローラ。
ウィッ
プロー
ラ
whip roll,
back roll
ISO 5247,
34.4
0909.1
固定バックロー
ラ
特殊形状又は円筒状の断面をも
ち,フレーム上に支持されるか,
又は内部に支持された固定ロー
ラ。
fixed whip roll,
fixed back roll
ISO 5247,
34.4.1
24
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
0909.2
イージングロー
ラ
揺動可能なレバーに支持された
回転式又は回転を固定されたロ
ーラで,開口運動によるたて糸張
力の上昇を補償するために周期
的に運動するものである。
送出し量を制御するためにたて
糸張力を検出する場合もある。
movable whip roll,
movable back roll
ISO 5247,
34.4.2
0910
イージング運動
開口時のたて糸ひずみを緩和す
る運動で,イージングローラの往
復運動でそれを行う。運動には積
極駆動方式とたて糸張力によっ
て往復運動する消極方式とがあ
る。
easing motion
−
0911
リーズロッド運
動
織機のフレームに取り付けられ,
周期的に張力付与と緩めを,たて
糸の一部分に打込みと関連した
運動として与える装置。
rocking lease motion
ISO 5247,
34.5
0912
リーズロッド
たて糸の糸さばきを改善する目
的で,ヘルドとバックローラとの
中間にあってたて糸のあや(綾)
を取る棒。単に支えられたもの
と,積極的に運動を行うものとが
ある。あや竹,あや棒ともいう。
lease rod
−
3.10 開口装置
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1001
開口装置
(1) たて糸を開口させる装置。
(2) 開口運動をさせる装置。
shed-forming devices
shedding means
ISO 5247,
21.
ISO 5247,
35.
25
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
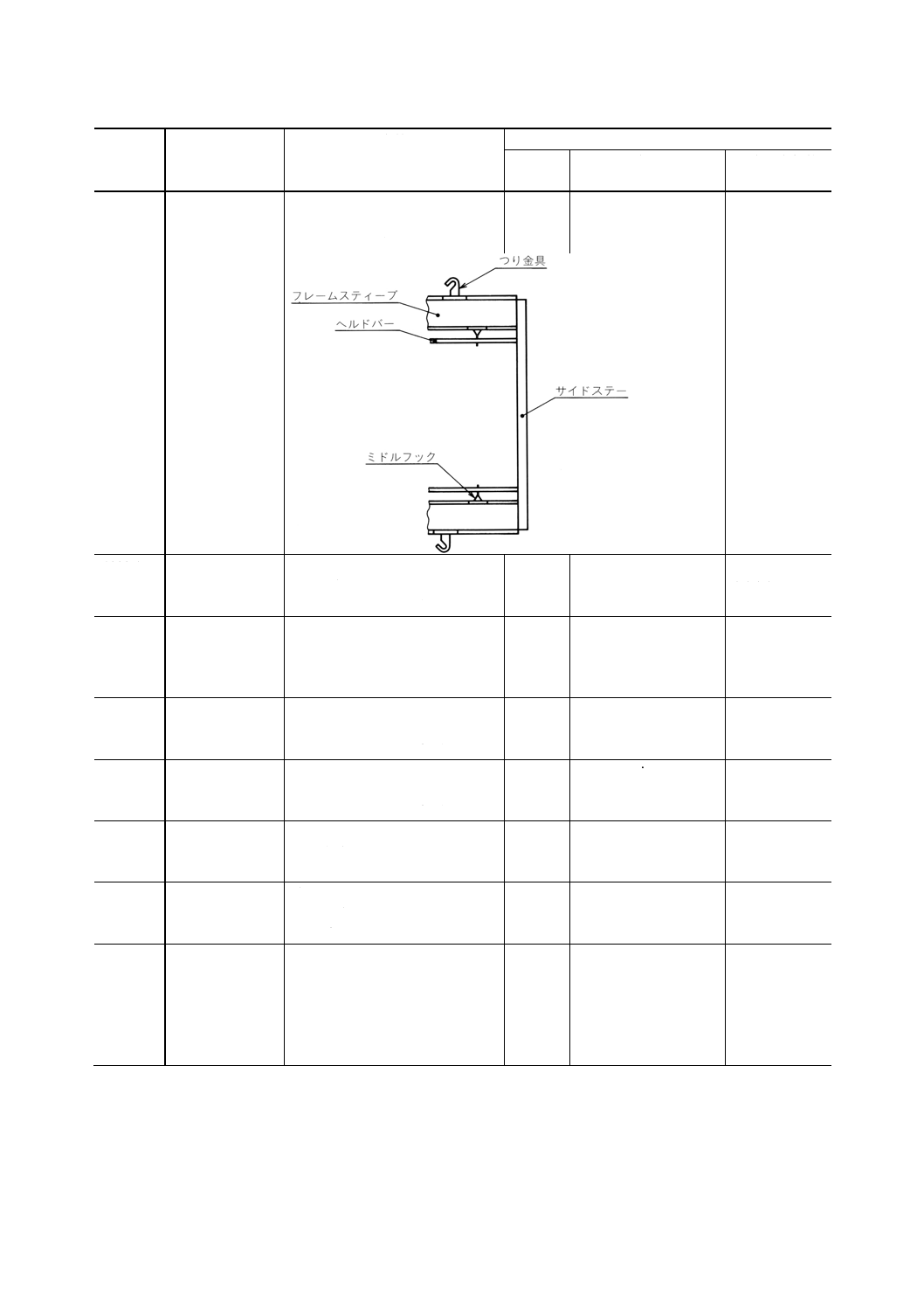
1002
ヘルドフレーム
ヘルドが取り付けられ,ヘルドと
ともに運動して開口を作り出す
枠。そうこう(綜絖)枠ともいう。
heald frame
ISO 5247-2,
1.1.1.2
1002.1
フレームスティ
ーブ
ヘルドフレームの上側又は下側
の水平部品。
備考 1002の図参照。
frame stave
ISO 5247-2,
1.1.1.1
1002.2
サイドステー
フレームスティーブの横側の連
結部品,同時にヘルドフレームの
ガイドの役目もする。
備考 1002の図参照。
heald frame lateral
support
ISO 5247-2,
1.1.1.2
1002.3
ミドルフック
フレームスティーブ上でヘルド
バーを支える部品。
備考 1002の図参照。
heald rod support
ISO 5247-2,
1.1.1.3
1002.4
ヘルドバー
ヘルドを支える上側又は下側の
棒。キャリアロッドともいう。
備考 1002の図参照。
heald carrying rod
ISO 5247-2,
1.1.1.4
1002.5
つり(吊)金具
ヘルドフレームと開口装置の機
械を連結する部品。
備考 1002の図参照。
heald frame connector
ISO 5247-2,
1.1.1.5
1002.6
案内板
隣接するヘルドフレームが当た
るのを防ぐためにフレームステ
ィーブに取り付けられた部品。
separator for heald
frame
ISO 5247-2,
1.1.1.6
1003
ヘルド
メールを備え,メールに通された
たて糸に開口運動を与える部品。
中央部にメールがあり,両端にエ
ンドループがある。
そうこう(綜絖),ハーネスとも
いう。
heald
ISO 5247-2,
1.1.2
26
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1003.1
エンドループ
ヘルド端にあるあな(孔)又はあ
な(孔)のあいた挿入物で,ヘル
ドバーに接しているか,又はハー
ネスコードと保持部品に連結さ
れている部品。あな(孔)の側面
の一部が切れたものもある。
耳ともいう。
end loop
ISO 5247-2,
1.1.2.1
1003.2
メール
ヘルドの中央部にあって,たて糸
をガイドするあな(孔)。挿入物
があるものとないものとがある。
目ともいう。
thread eye
ISO 5247-2,
1.1.2.2
1003.3
ワイヤヘルド
鋼線をねじって作られたヘルド
で,鋼線で作られたリングのメー
ルがある。
twin-wire heald
ISO 5247-2,
1.1.2.3
1003.4
フラットヘルド
薄板で作られたヘルドで,打ち抜
かれたメールがある。
flat steel heald
ISO 5247-2,
1.1.2.4
1003.5
レノヘルド
幾つかの部品からなるヘルドで,
からみ織(レノ)に使われる。
からみ
そうこ
う
leno heald
ISO 5247-2,
1.1.2.5
1004
テンションヘル
ド
メールがなく,二つのヘルドバー
間の距離を保つためのヘルド。
tensioning heald
ISO 5247-2,
1.1.3
1005
セパレータヘル
ド
メールがなく,スレーの近くにつ
けられ,たて糸を分ける役目をす
るヘルド。
separation heald
ISO 5247-2,
1.1.4
1006
調節型つり金具
ヘルドフレームと開口装置とを
連絡する部品で,ワープラインを
調節する機能のついたもの。
harness regulator
ISO 5247-2,
1.1.5
1007
ドビーカード
読取り部によって指令される部
分で,必要な織物を得るためにド
ビーにヘルドフレームの運動を
指令する部品。
dobby card
ISO 5247-2,
1.1.6
1007.1
ロールカード
読取り部を上げるように並べら
れたペッグが植えられる水平の
板で連結されたチェーンのよう
なカード。
roll card
ISO 5247-2,
1.1.6.1
1007.2
ウッドカード
読取り部を上げるように並べた
ペッグが植えられる棒状のもの
から作られたカード。
stic-and-peg card
ISO 5247-2,
1.1.6.2

27
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1007.3
ペッグ
ドビーのフックに所定の運動を
与えるために,ウッドカードに取
り付けられる樹脂製又は金属製
の小片。
peg
ISO 5247-2,
1.1.6.3
1007.4
ペーパーカード
読取り用にあな(孔)のあけられ
た連続の紙又はプラスチックで
作られたカード。
tape-formed pattern card ISO 5247-2,
1.1.6.4
28
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
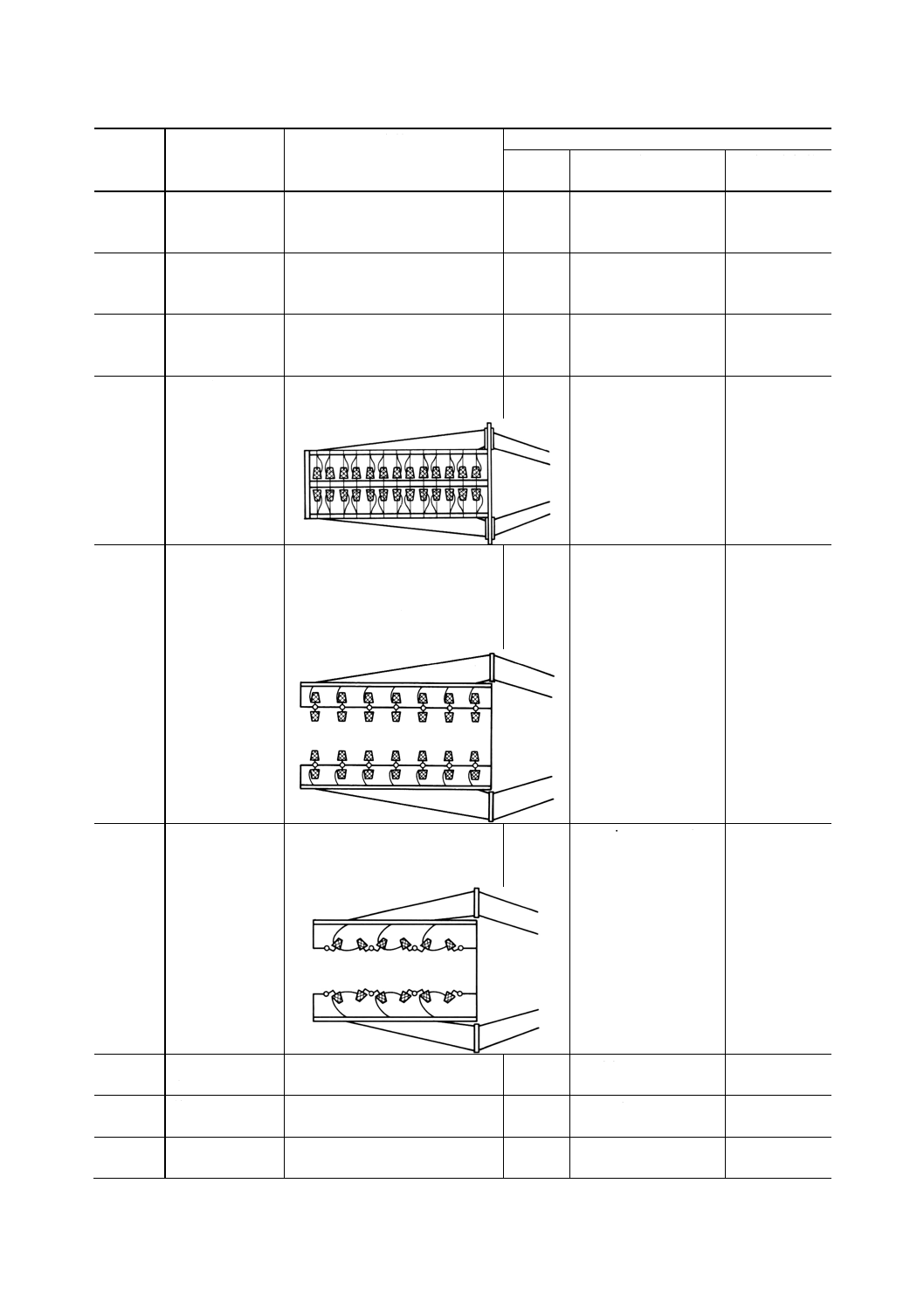
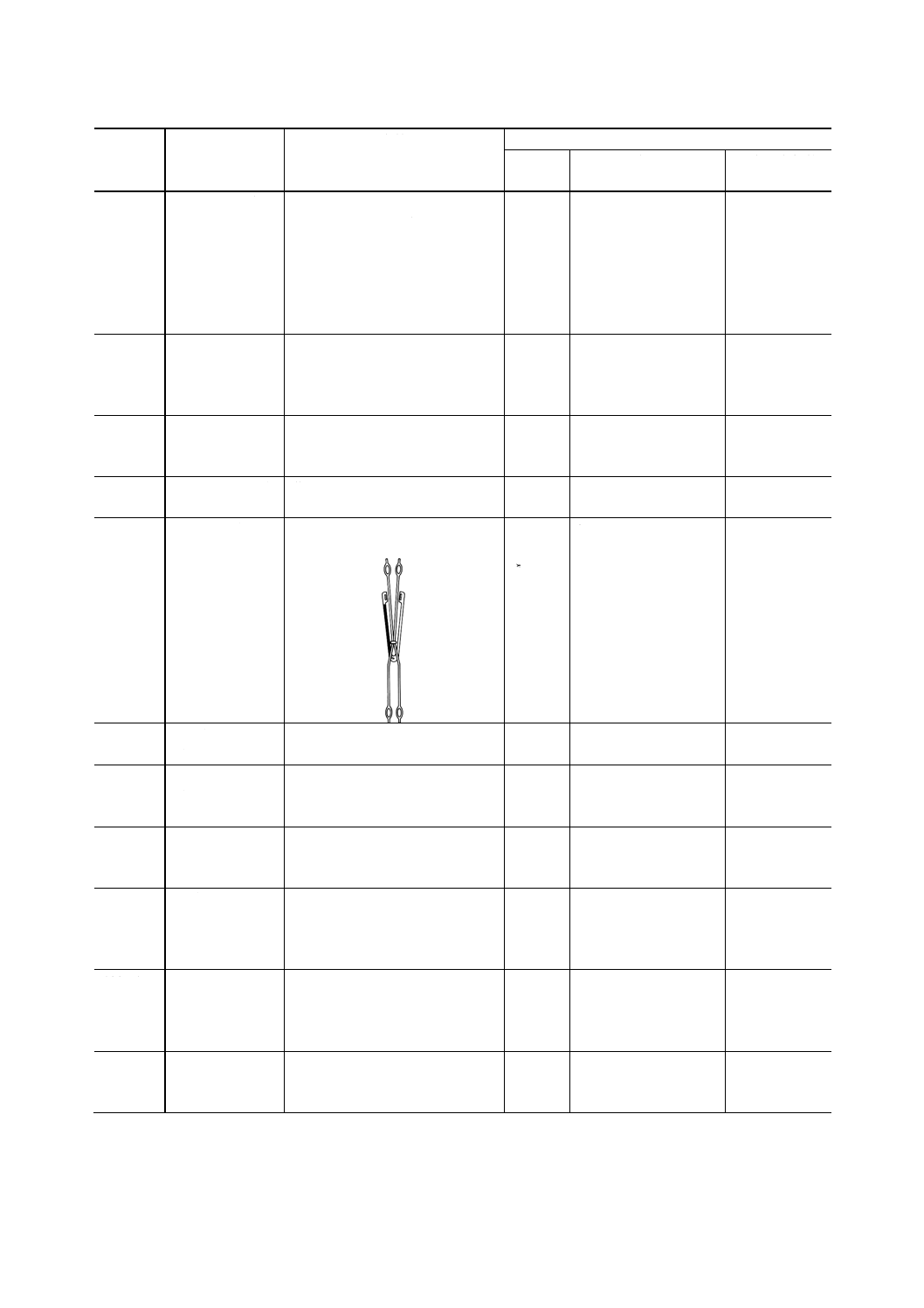
1008
ハーネス
ジャカードのフックの下にあっ
て,開口を作るために必要なすべ
ての部品。
図に示すようにハーネスコード
とジャカードヘルド及びジャカ
ードヘルドと下装置との間の連
結には種々の方法がある。
harness

29
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1008.1
スプリングコレ
クト
縦針とハーネスの間の連結部品。
竜頭とネックコードとを合わせ
た呼び名。
備考 1008の図参照。
spring collect
ISO 5247-2,
1.2.1.1
1008.2
通糸
(つうじ)
ジャカードのヘルドとスプリン
グコレクトとを連結するコード
で,同じ動きをする数本の通糸は
スプリングコレクトに直接結ば
れるか,又はジャカードリングを
使って結ばれる。
備考 1008の図参照。
harness cord
ISO 5247-2,
1.2.1.2
1008.3
目板
(めいた)
通糸を完全に織物の幅にするた
めの部品。
備考 1008の図参照。
comber board
ISO 5247-2
1.2.1.3
1008.4
ハーネスコード
のジャカードヘ
ルドへの連結
ハーネスコードとジャカードヘ
ルドとを連結する方法で,直接又
は中間のコードループを用いる
方法がある。
備考 1008の図のX1及びX2
参照。
connection of harness
cord to jacquard heald
ISO 5247-2,
1.2.1.4
1008.5
ジャカードヘル
ド
ジャカード織り用のヘルド。
備考 1008の図参照。
jacquard heald
ISO 5247-2,
1.2.1.5
1008.6
ジャカード用下
装置
ジャカードヘルドに連結され,た
て糸を引き下げる部品。
備考 1008の図のY1〜Y5参
照。
lowering system
ISO 5247-2,
1.2.1.6
1009
ジャカードカー
ド
ジャカードに開口運動及びよこ
糸選択を指示するためにあな
(孔)をあけたカードで,短冊形
の厚紙を無端状に連結した積層
紙でできたエンドレスカード。
jacquard card
ISO 5247-2,
1.2.2
1010
トレードルモー
ション
平織専用で,板カム,クランクモ
ーション,リンクモーション,又
は偏芯運動のいずれかを使った
装置で,運動は伝達機構を通じて
直接枠に伝えられる。
treadle motion
ISO 5247-3,
5.1
1011
クランク開口装
置
トレードルモーションの一種で,
特にクランク運動を利用したも
のをいう。
crank shedding motion
−
30
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1012
カム装置
板カムと伝達機構とによって枠
を開口させる装置で,カムを変え
ることによって他の織物組織に
変えられる。タペット装置ともい
う。
tappet motion,
cam motion
ISO 5247-3,
5.2
積極カム装置
1012.1
積極カム装置
枠の上昇及び下降運動を積極的
に制御するカム装置。
positive cam motion
−
1012.2
消極カム装置
枠の上昇運動を積極的に,下降運
動を消極的に(又は逆に)制御す
るカム装置。
negative cam motion
−
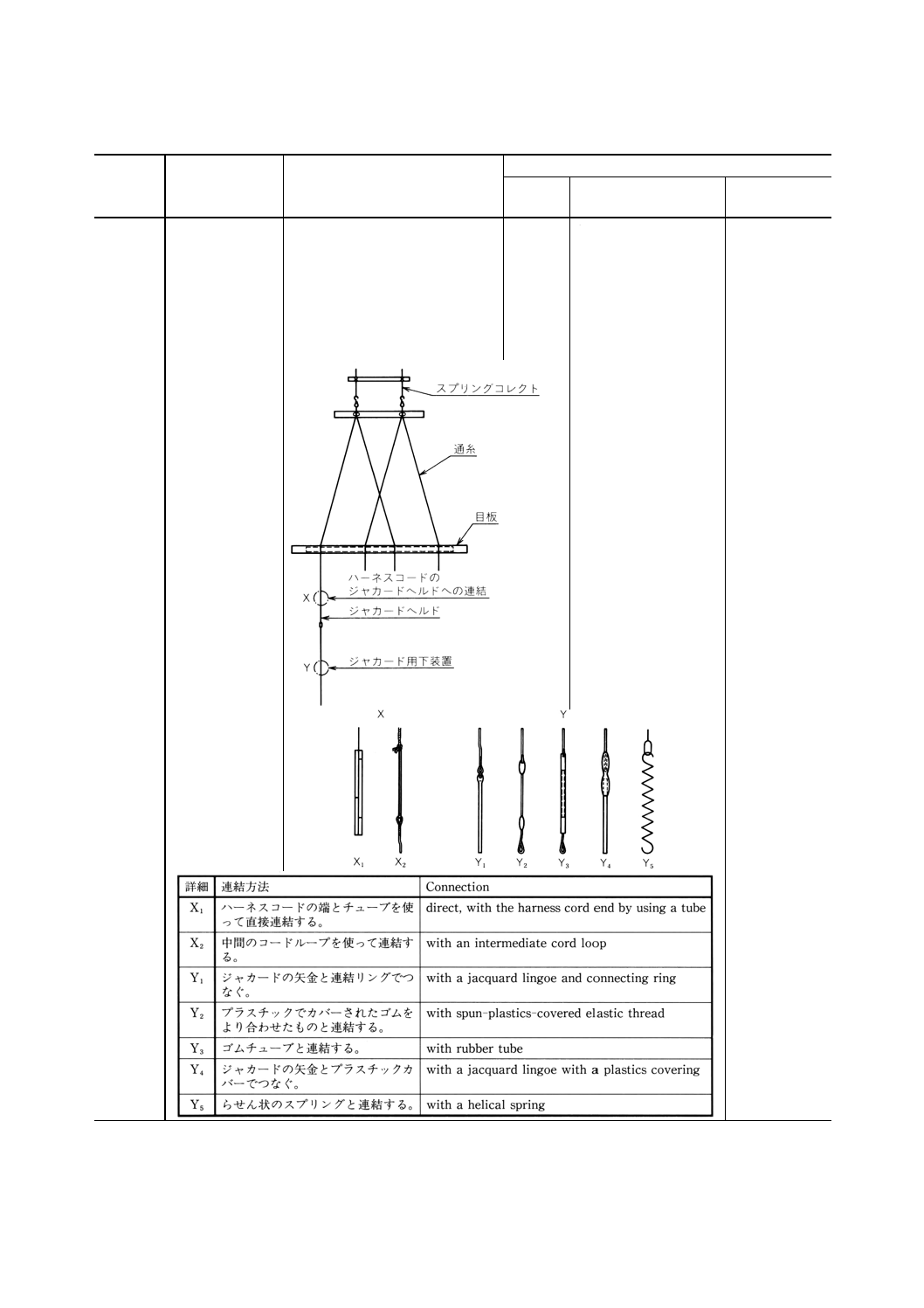
1013
カム装置の基本
部品
カム装置の要素となる部品。
basic parts cam motion
−
1013.1
カムシャフト
カムのレピート数によって織機
の回転数に対して必要な回転比
で回されるカムを回す軸。
備考 1012の図参照。
cam shaft
ISO 5247-3,
5.2.1
1013.2
カム
積極では共役カム又は溝カムが
ある。消極では板カムがある。
備考 1012の図参照。
cam,
cam disk
ISO 5247-3,
5.2.2
1013.3
ローラレバー
一つ又は二つのカムフォロアを
もち,カムからの運動を伝えるレ
バー。カムレバーともいう。
備考 1012の図参照。
roller lever
ISO 5247-3,
5.2.3
1013.4
コネクティング
ロッド
ローラレバーとヘルドフレーム
レバーとの間のロッド。
connection rod
ISO 5247-3,
5.2.4
1013.5
リンク
ハーネスフレームレバーに調節
可能に固定されるコネクティン
グロッドと連結した固定金具で,
カムの運動量の拡大率を変える
ことができる。アジャストピース
ともいう。
備考 1012の図参照。
link
ISO 5247-3,
5.2.5
31
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1013.6
ヘルドフレーム
レバー
他の伝達要素を通じて,カムモー
ションの運動を枠に伝えるレバ
ー。シェッディングレバーともい
う。
備考 1012の図参照。
harness frame lever,
heald frame lever
ISO 5247-3,
5.2.6
1013.7
トレードル
タペットの作用を受けて運動し,
ヘルドに開口運動を与えるレバ
ー。踏み木ともいう。
treadle,
treddle
−
1014
ドビー
制御された昇降機構で枠を動か
して開口を作る装置。
dobby
ISO 5247-3,
5.3
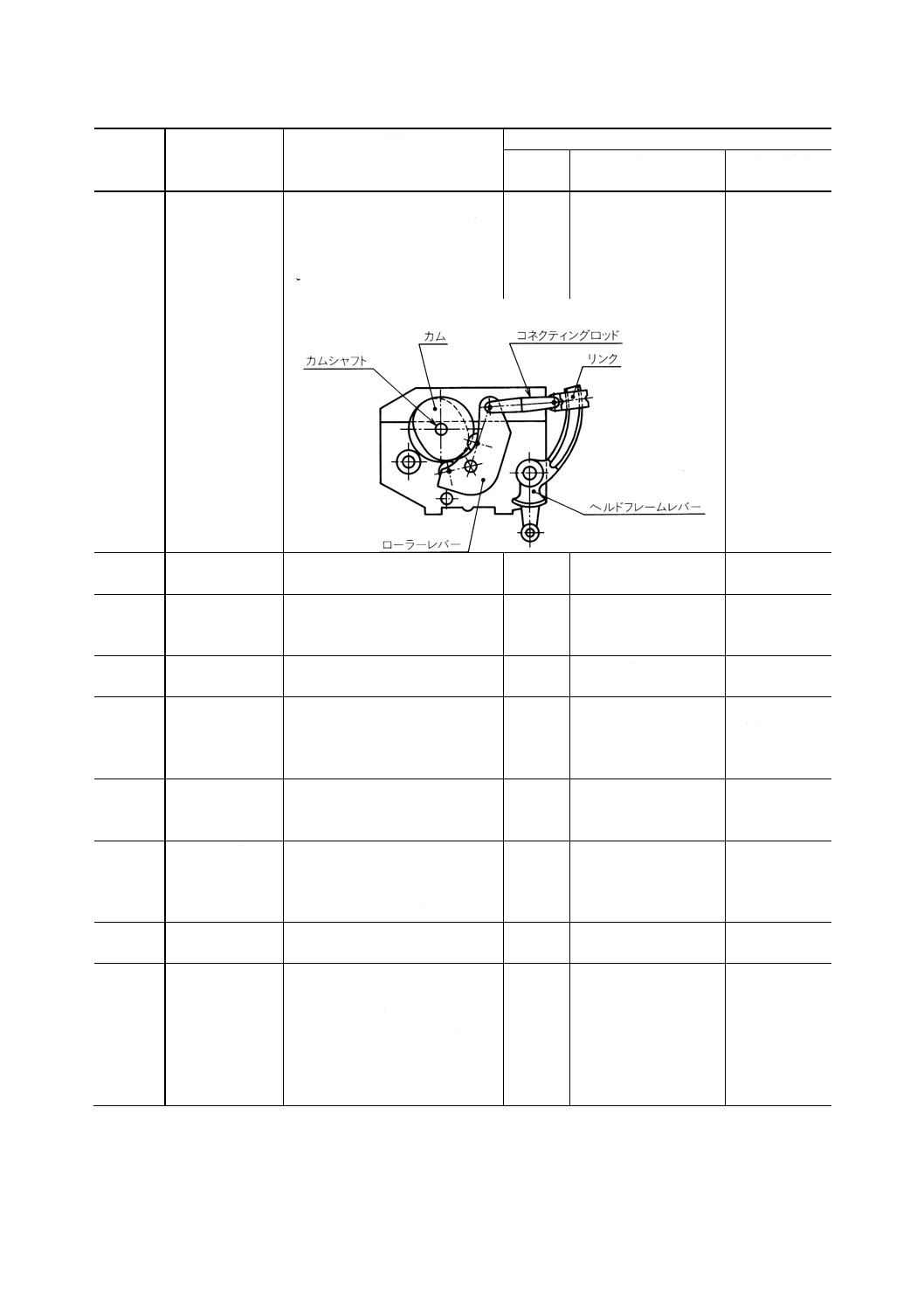
1015
ドビーの種類
ドビーカードを利用して指令す
る機械式指令ドビーとソレノイ
ドなどを利用して指令をする電
子式指令ドビーとがある。
dobby types
ISO 5247-3,
5.3.1
1015.1
積極ドビー
枠の上昇及び下降運動を積極的
に制御するドビー。
positive dobby
ISO 5247-3,
5.3.1.1
1015.2
消極ドビー
枠の上昇運動を積極的に,下降運
動を消極的に(又は逆に)制御す
るドビー。
negative dobby
ISO 5247-3,
5.3.1.2
1015.3
単動ドビー
ヘルドフレーム1枚にフック1本
が作用するドビー。
single lift dobby
ISO 5247-3,
5.3.1.3
1015.4
複動ドビー
ヘルドフレーム1枚にフック2本
が作用するドビー。
double lift dobby
ISO 5247-3,
5.3.1.4
1015.5
中口開口ドビー
1ピックごとにすべての枠が中口
にそろってから必要な開口状態
になるドビー。
close shed dobby
ISO 5247-3,
5.3.1.5
1015.6
全開口ドビー
必要な枠だけが動くドビー。
open shed dobby
ISO 5247-3,
5.3.1.6
1015.7
3段開口ドビー
二つの開口状況を作るため,枠が
3か所の位置に動き得るドビー。
three-position dobby
ISO 5247-3,
5.3.1.7
32
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1016
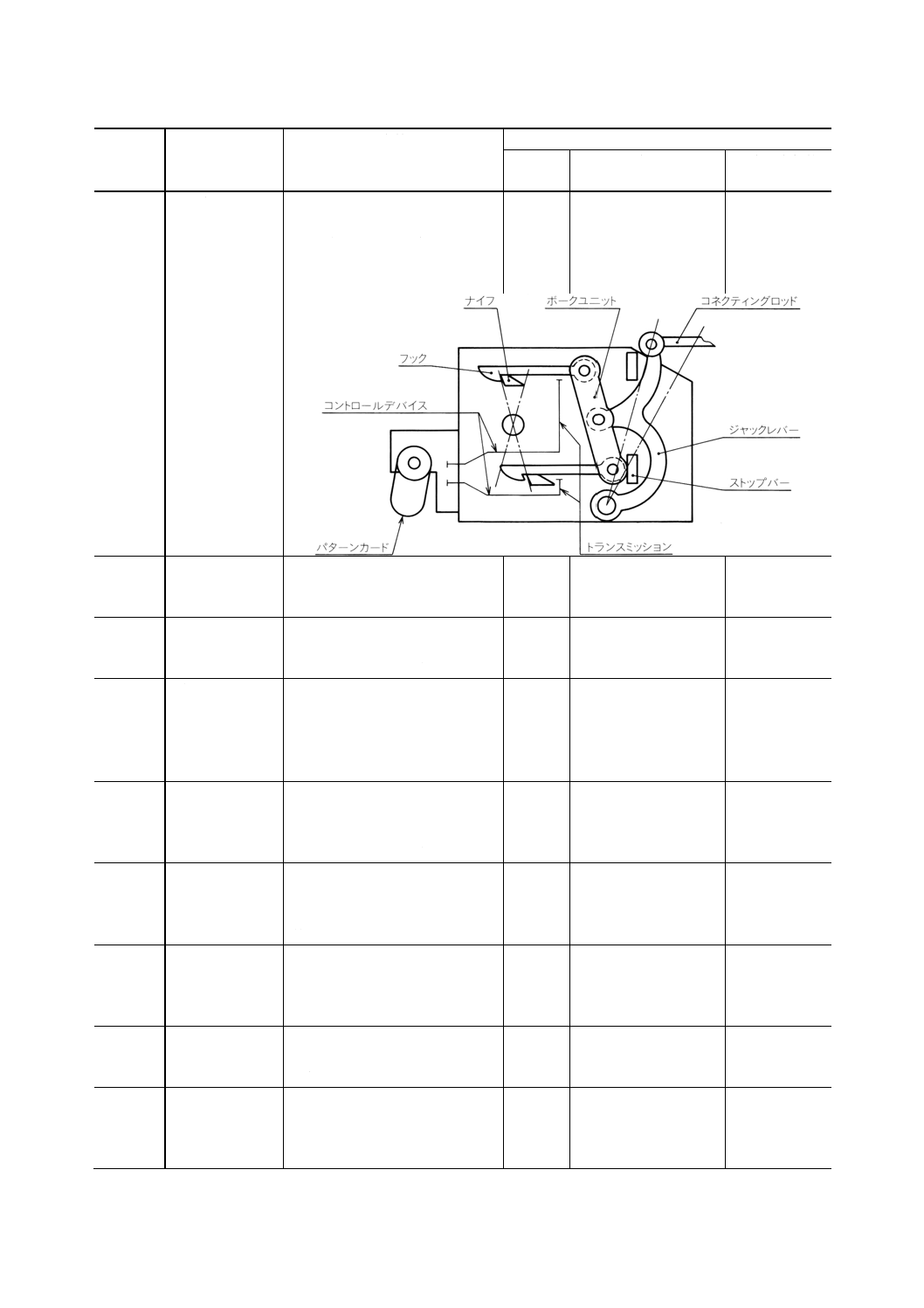
ハッタースレー
ドビー
ボークユニットに二つのフック
をもつドビーで,枠を積極的に引
き上げ消極的に下げ(又はその
逆),中口開口と全開口ドビーが
ある。
hattersley dobby
ISO 5247-3,
5.3.2.1
1016.1
ナイフ
フックと結合する往復運動をす
る部材。
備考 1016の図参照。
traction knife,
knife
ISO 5247-3,
5.3.2.1.1
1016.2
フック
ボークユニットを動かすかぎの
ある部品。
備考 1016の図参照。
traction hook,
hook
ISO 5247-3,
5.3.2.1.2
1016.3
ボークユニット
フック及び他の部品を支え,ジャ
ックレバーを動かすか,又は止め
るかをさせる部品。
バーチカルレバーともいう。
備考 1016の図参照。
baulk unit
ISO 5247-3,
5.3.2.1.3
1016.4
ジャックレバー
ボークユニットの中心に取り付
けられ,リンク部品を通じて枠を
動かすレバー。
備考 1016の図参照。
jack lever
ISO 5247-3,
5.3.2.1.4
1016.5
プッシングバー
往復運動をする棒状の部品で,ボ
ークユニットを固定されたスト
ップバーに対して押していく部
品。
pushing bar
ISO 5247-3,
5.3.2.1.5
1016.6
ストップバー
ボークユニットの位置を決める
固定された部材。
バックストッパーともいう。
備考 1016の図参照。
stop bar
ISO 5247-3,
5.3.2.1.6
1016.7
リティニングバ
ー
ナイフによって動かされないフ
ックを保持する固定された棒状
の部品。
retaining bar
ISO 5247-3,
5.3.2.1.7
1016.8
パターンカード
組織に従ってドビーの制御をす
るためのデータを伝えるもの(デ
ータキャリア)。
備考 1016の図参照。
pattern card
ISO 5247-3,
5.3.2.1.8
33
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1016.9
コントロールデ
バイス読取り装
置
組織を読み込み,機械部分へ伝え
る装置。
機械式とソレノイドなどを利用
した電子式とがある。
備考 1016の図参照。
control device,
reading-in mechanism
ISO 5247-3,
5.3.2.1.9
1016.10
トランスミッシ
ョン
読取り装置とフックとの連結部
分。
備考 1016の図参照。
transmission
ISO 5247-3,
5.3.2.1.10
1016.11
コネクティング
ロッド
ジャックレバーと枠との間の連
結部品。
備考 1016の図参照。
connecting rods
ISO 5247-3,
5.3.2.1.11
1016.12
ヘルドフレーム
リフター
コネクティングロッドのシステ
ムの中にあって,開口量を変える
レバー。シェッディングレバーと
もいう。
harness frame lifter,
heald frame lifter
ISO 5247-3,
5.3.2.1.12
1016.13
リンク
枠の開口量を決める調節部品。ア
ジャストピースともいう。
link
ISO 5247-3,
5.3.2.1.13
1016.14
引下げ装置
スプリング力によって,枠を消極
的に復帰させる装置。
取り付けられる位置によって,ア
ンダーモーション,サイドモーシ
ョン又はトップモーションとも
いう。
down-pull element
ISO 5247-3,
5.3.2.1.14
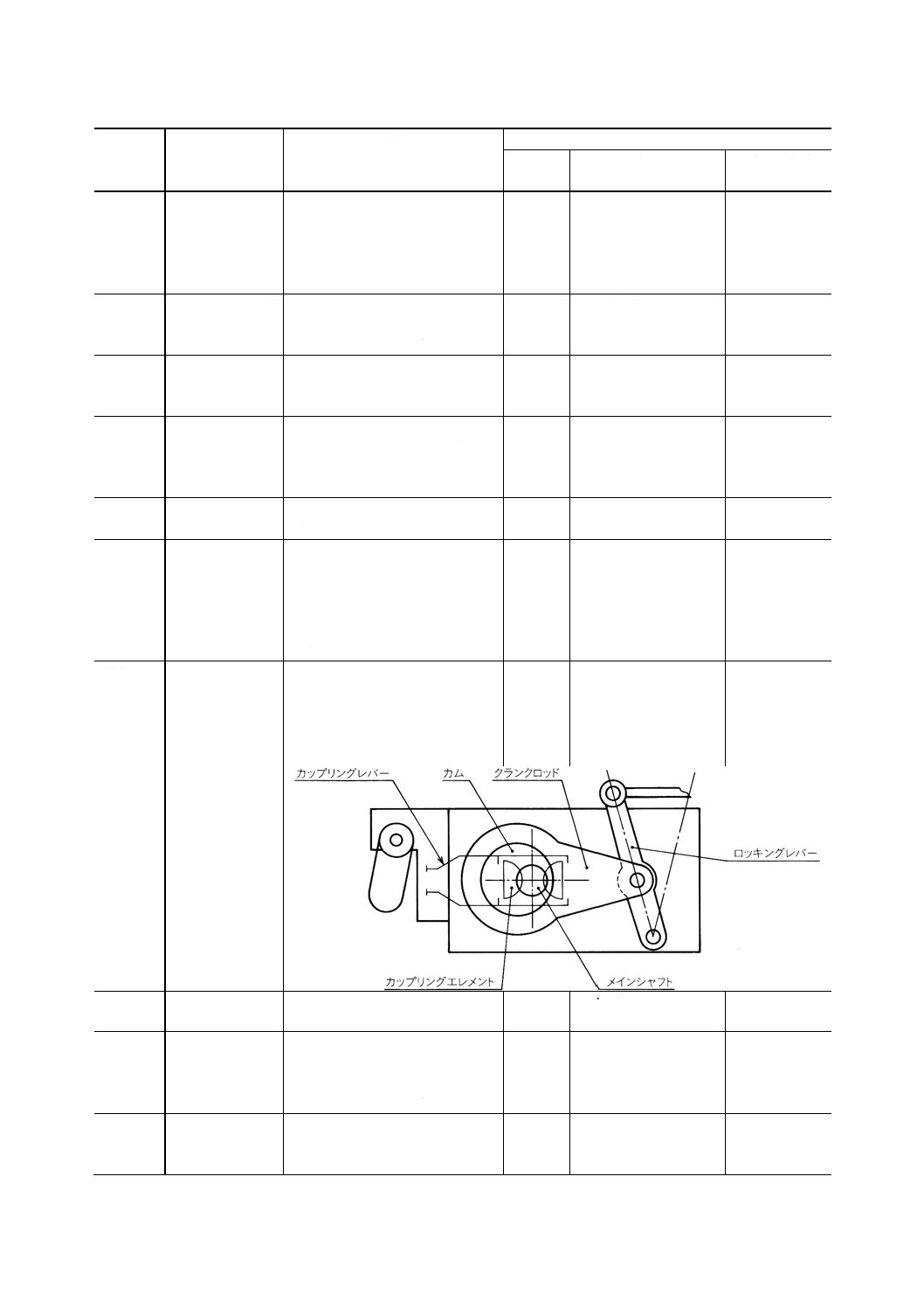
1017
ロータリドビー
枠を積極的に動かす偏芯ユニッ
トをもった複動全開口ドビーで,
ペーパーカード,ペッグ式カード
及び電気的要素によって指令さ
れる。
rotary dobby
ISO 5247-3,
5.3.2.2
1017.1
メインシャフト
180°ずつ間欠的に回る軸。
備考 1017の図参照。
main shaft
ISO 5247-3,
5.3.2.2.1
1017.2
カム
組織に従って,メインシャフトに
よって180°ずつ回される偏心し
た板状部品。
備考 1017の図参照。
cam
ISO 5247-3,
5.3.2.2.2
1017.3
クランクロッド
カムの外側にあって,ロッキング
レバーを動かす連結部品。
備考 1017のの図参照。
crank rod
ISO 5247-3,
5.3.2.2.3
34
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1017.4
ロッキングレバ
ー
連結部品を通じて枠へドビーの
動きを伝えるレバー。
備考 1017の図参照。
rocking lever
ISO 5247-3,
5.3.2.2.4
1017.5
カップリングエ
レメント
カムを回転させるためにメイン
シャフトと連結するか,一方の位
置に制止させるためにケーシン
グと連結させるかを指令する部
品。
備考 1017の図参照。
coupling element
ISO 5247-3,
5.3.2.2.5
1017.6
カップリングレ
バー
データキャリア(組織を伝えるも
の)によって制御され,カップリ
ングエレメントを動かすレバー。
機械式とソレノイドなどを利用
した電子式とがある。
備考 1017の図参照。
coupling lever
ISO 5247-3,
5.3.2.2.6
1018
ジャカード
ハーネスとヘルド(1本又は複数
で制御される)とによって開口を
作る装置で,データキャリア(組
織を伝えるもの)に制御された昇
降機構によって操作される装置。
jacquard machine
ISO 5247-3,
5.4
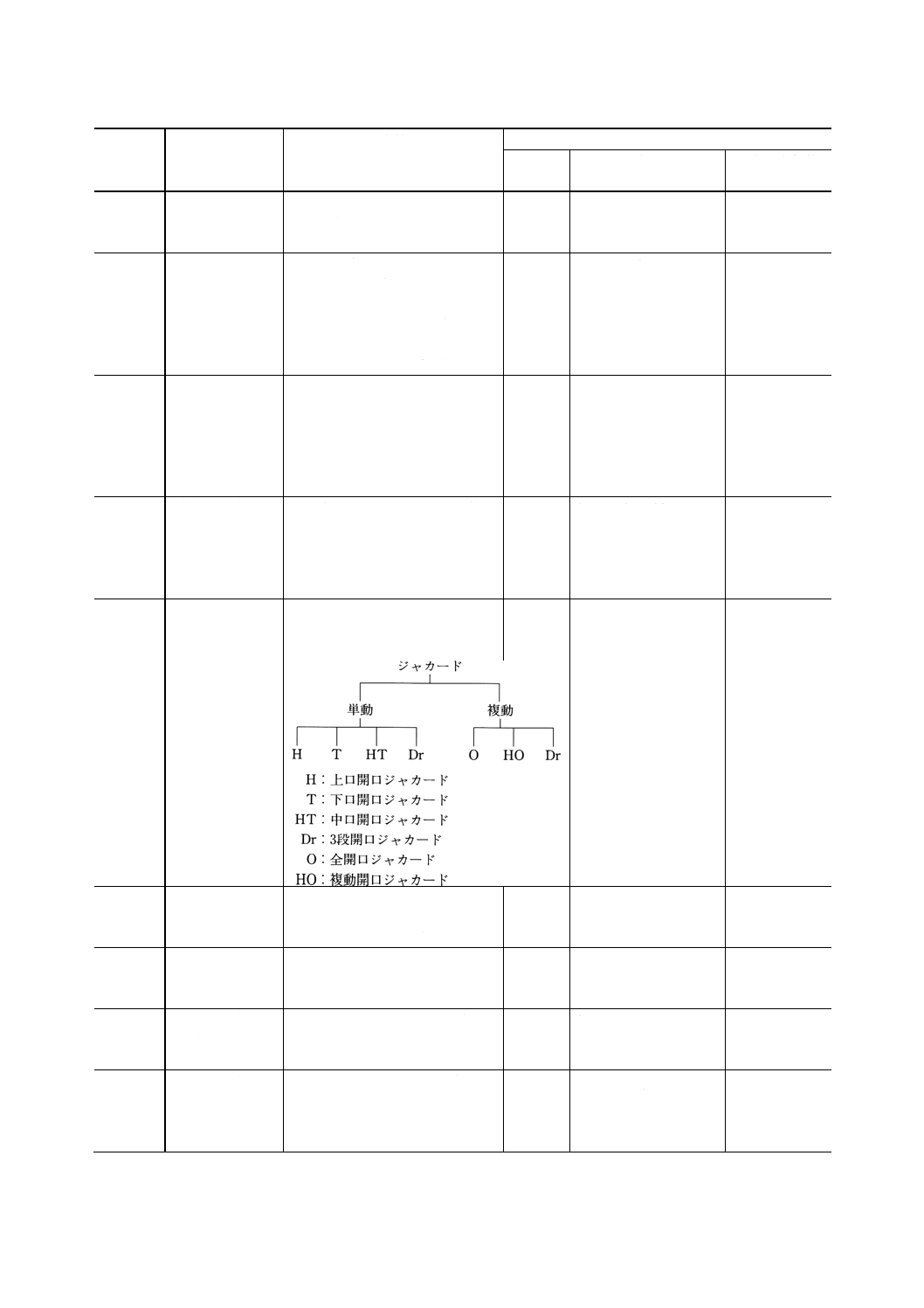
1019
ジャカードの種
類
ジャカードは,開口の状態によっ
て図のように種類分けすること
ができる。
jacquard machine types
ISO 5247-3,
5.4.1
1019.1
単動ジャカード
ヘルドの上昇と下降とで1ピッ
クのジャカード。
備考 1019の図参照。
single lift jacquard
machine
ISO 5247-3,
5.4.1.1
1019.1.1
上口開口ジャカ
ード
下口からヘルドを持ち上げて開
口を作るジャカード。
備考 1019の図参照。
top shedding jacquard
machine
ISO 5247-3,
5.4.1.1.1
1019.1.2
下口開口ジャカ
ード
上口からヘルドを引き下げて開
口を作るジャカード。
備考 1019の図参照。
bottom shedding
jacquard machine
ISO 5247-3,
5.4.1.1.2
1019.1.3
中口開口ジャカ
ード
中口からヘルドを持ち上げるか,
引き下げるかして開口を作るジ
ャカード。
備考 1019の図参照。
center shed jacquard
machine
ISO 5247-3,
5.4.1.1.3
35
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1019.1.4
3段開口ジャカ
ード(単動)
二つの開口状態を作るために,ヘ
ルドが3か所の位置に動き得る
ジャカード。
備考 1019の図参照。
three-position jacquard
machine
ISO 5247-3,
5.4.1.1.4
1019.2
複動ジャカード
ヘルドの上昇と下降とで2ピッ
クのジャカードで,二つの駆動装
置によって交互に上昇させられ
る。
備考 1019の図参照。
double lift jacquard
machine
ISO 5247-3,
5.4.1.2
1019.2.1
全開口ジャカー
ド
必要なヘルドだけが動くジャカ
ード。
備考 1019の図参照。
open shed jacquard
machine
ISO 5247-3,
5.4.1.2.1
1019.2.2
半開口ジャカー
ド
上口からすべてのヘルドが動か
されるジャカードで,下口から上
口に運動するとき,ビーティング
の後で中口を通過するジャカー
ド。
semi-open shed
jacquard machine
ISO 5247-3,
5.4.1.2.2
1019.2.3
3段開口ジャカ
ード(復動)
1019.1.4による。
three-position jacquard
machine
ISO 5247-3,
5.4.1.2.3
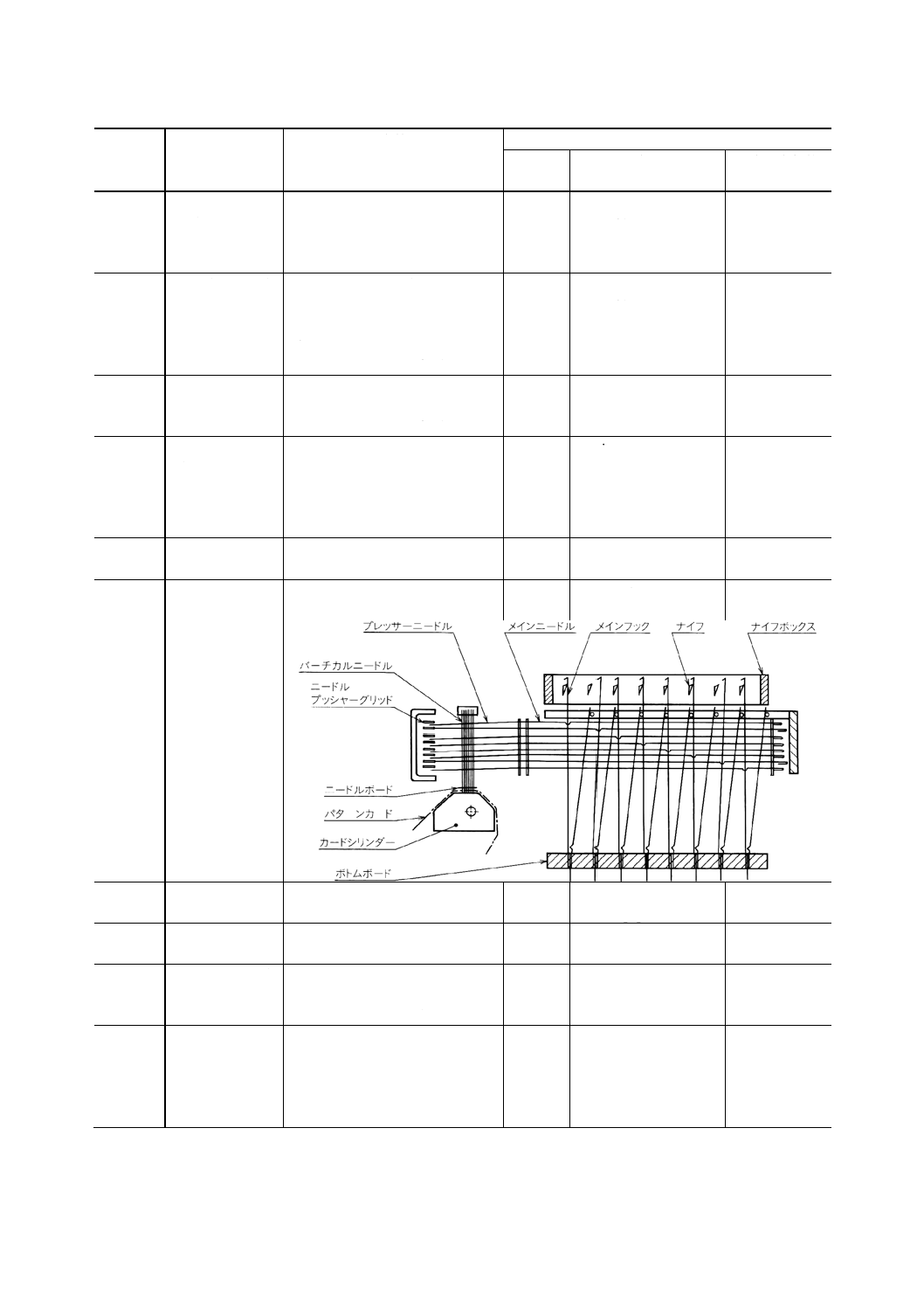
1020
ジャカードの基
本部品
ジャカードを構成する基本的な
部品及びその名称は,図による。
basic parts of jacquard
machine
ISO 5247-3,
5.4.2
1020.1
パターンカード
1016.8による。
備考 1020の図参照。
pattern card,
endless paper card
ISO 5247-3,
5.4.2.1
1020.2
カードレール
パターンカードを保持したり,ガ
イドしたりする装置。
card rails
ISO 5247-3,
5.4.2.2
1020.3
カードシリンダ
パターンカードを送るために円
形の突起の付いた棒。
備考 1020の図参照。
card cylinder
ISO 5247-3,
5.4.2.3
1020.4
ニードルボード
カードシリンダの上に位置し,ニ
ードルの選択の間パターンカー
ドをガイドする滑らかな表面の
孔のあいた板。
備考 1020の図参照。
needle board
ISO 5247-3,
5.4.2.4
36
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1020.5
ニードルボック
ス
エンドレスペーパー又はプラス
チックカードでメインフックを
制御する装置。
needle box
ISO 5247-3,
5.4.2.5
1020.6
バーチカルニー
ドル
パターンカードを探る針。
備考 1020の図参照。
vertical needle
ISO 5247-3,
5.4.2.6
1020.7
プレッサーニー
ドル
バーチカルニードルによって制
御され,メインニードルを選択す
る針。
備考 1020図参照。
presser needle
ISO 5247-3,
5.4.2.7
1020.8
ニードルプッシ
ャーグリッド
プレッサーニードルを動かすた
めの棒又は孔のあいた板からな
る格子。
備考 1020の図参照。
needle pusher grid
ISO 5247-3,
5.4.2.8
1020.9
メインニードル
メインフックを選択する針。横針
ともいう。
備考 1020の図参照。
main needle
ISO 5247-3,
5.4.2.9
1020.10
メインフック
メインニードルによって制御さ
れる部品で,ハーネスコードによ
ってヘルドにつながれる。
備考 1020の図参照。
main hook
ISO 5247-3,
5.4.2.10
1020.11
ナイフボックス
メインフックを上下に動かす駆
動装置。
備考 1020の図参照。
knife box
ISO 5247-3,
5.4.2.11
1020.12
ナイフ
メインフックを上下に動かすナ
イフボックスの部品。
備考 1020の図参照。
knife,
lifting knife
ISO 5247-3,
5.4.2.12
1020.13
ボトムボード
メインフックの通常位置又は選
択された位置を決めるための孔
のあいた板又は格子。
備考 1020の図参照。
bottom board
ISO 5247-3,
5.4.2.13
1020.14
棒刀
(ぼうとう)
ジャカードの場合,主として地組
織を製織するために用いる板状
の部品。
banister shaft,
wood shaft
−
1021
複動全開口傾斜
開口ジャカード
傾斜した開口部をもつ,全開口ジ
ャカード。
double-lift open shed
jacquard machine
with oblique shed
ISO 5247-3,
5.4.3.1
37
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1021.1
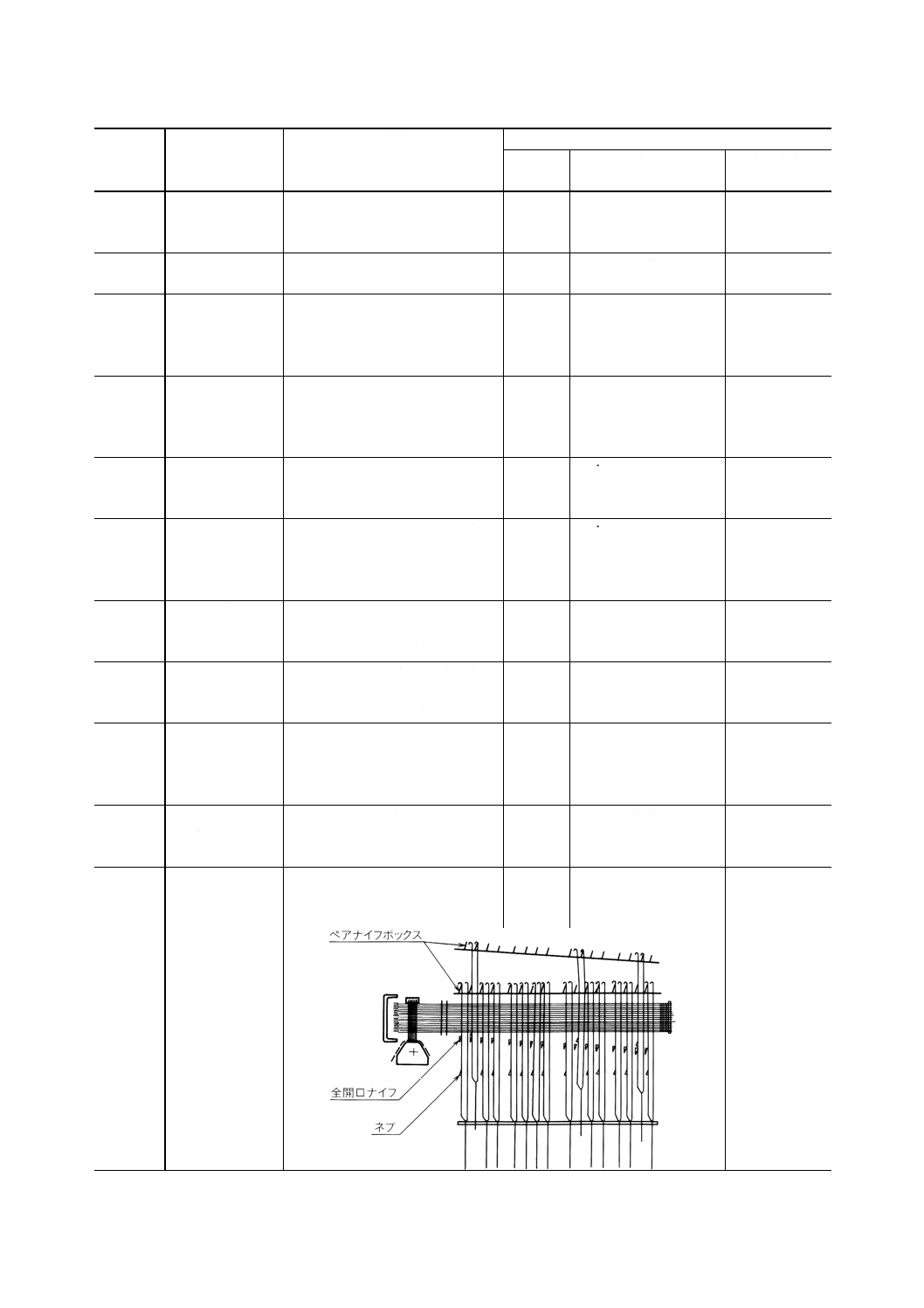
ペアナイフボッ
クス
反対の動きをする二つのナイフ
ボックス。
備考 1021の図参照。
knife box pair
ISO 5247-3,
5.4.3.1.1
1021.2
ネブ
メインフックの下の部分にある
突起で,全開口ナイフに支持され
ることによって,メインフックを
上口に保持させる部品。
備考 1021の図参照。
neb
ISO 5247-3,
5.4.3.1.2
1021.3
全開口ナイフ
固定された一定の形をした棒又
はかぎが一つのフックをもった
棒で,メインフックを上口に保持
するもの。固定ナイフともいう。
備考 1021の図参照。
open shed knife
ISO 5247-3,
5.4.3.1.3
1021.4
傾斜開口装置
たて糸がきれいにそろった開口
を作るために傾斜してガイドさ
れたナイフボックス。
oblique shed means
ISO 5247-3,
5.4.3.1
1022
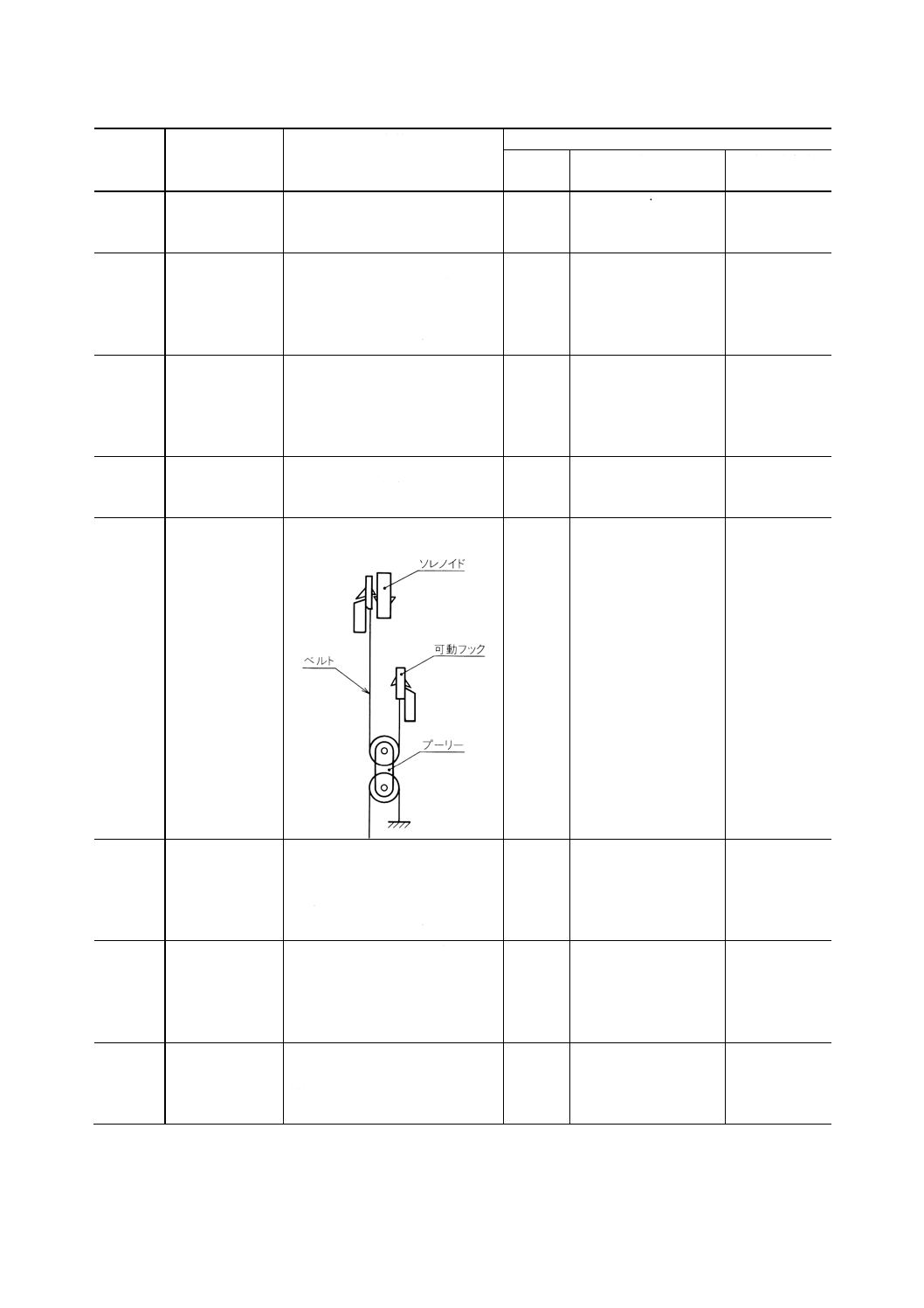
電子指令ジャカ
ード
ソレノイドを利用して縦針を直
接制御する指令装置。
electronically controlled
jacquard machine
−
1022.1
ソレノイド
コントローラからの指令によっ
て励磁され,可動フックを引っか
けて保持するフック部をもって
いる。
備考 1022の図参照。
solenoid
−
1022.2
可動フック
ソレノイドによって制御される
部品で,ベルト,プーリー及びハ
ーネスコードによってヘルドに
つながれる。
備考 1022の図参照。
hook
−
1022.3
ベルト
可動フックとプーリー及びプー
リーとスプリングコレクトとの
間のひも。
備考 1022の図参照。
belt
−
38
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1022.4
プーリー
可動フックによって動かされる
滑車。
備考 1022の図参照。
pulley
−
1023
ジャカードの補
助装置
ジャカード機構を補助する装置。
auxilialy devices for
jacquard machine
ISO 5247-3,
5.4.4
1023.1
3段開口装置
二つのメインフックによって制
御されるローラによる引き上げ
装置で,フックの位置によってヘ
ルドに異なった三つの位置を与
える。
両方のフックが下: ヘルドが下
の位置
一方のフックが上: ヘルドが中
間の位置
両方のフックが上: ヘルドが上
の位置
three-position devices
ISO 5247-3,
5.4.4.1
1023.2
カード節約装置
パターンカードを節約する装置
で,組織の同じ部分は1度だけ読
まれるようにしたもの。
accessories for terry
weaving
−
1023.3
セルベージカム
地組織のたて糸とは別に動いて,
耳組織のたて糸をからませる装
置。
selvedge cams
−
1024
ピックファイン
ダ
よこ糸が切断したとき,そのとき
と同じ状態まで開口運動及びひ
箱運動を復元する装置。
pick finder
−
3.11 よこ入装置
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1101
ウェフトキャリ
ア
よこ糸を内蔵して運び,たて糸の
開口の中に積極的に駆動される
部品。
weft carrier
ISO 5247,
2.6
1102
シャットル
複数ピックのよこ糸を内蔵して
運び,たて糸の開口中を往復する
部品。
ひ(杼)ともいう。
shuttle
ISO 5247-3,
6.1.1
1103
レピア
剛直な,伸縮性のある又は曲がり
やすい棒で,先端に糸をしごき,
又は保持できる部材を保有し,た
て糸シートの外側から機械的に
積極駆動され,固定した供糸体か
らよこ糸を開口中に挿入する部
品。
rapier
ISO 5247-2,
4.3
1104
ウェフトヤーン
キャリア
よこ糸を運ぶ装置。
weft yarn carrier
ISO 5247-2,
4.5
1105
チェンジカード
よこ入装置の交換を制御する装
置。
ひ替えカードともいう。
change card
ISO 5247-2,
4.6
39
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1106
有ひ織機の要素
有ひ織機の,主によこ入れする機
構を構成する要素。
シャットル,ひ箱,ひ投げ装置な
どがある。
elements for shuttle
weaving machines
ISO 5247-3,
6.1
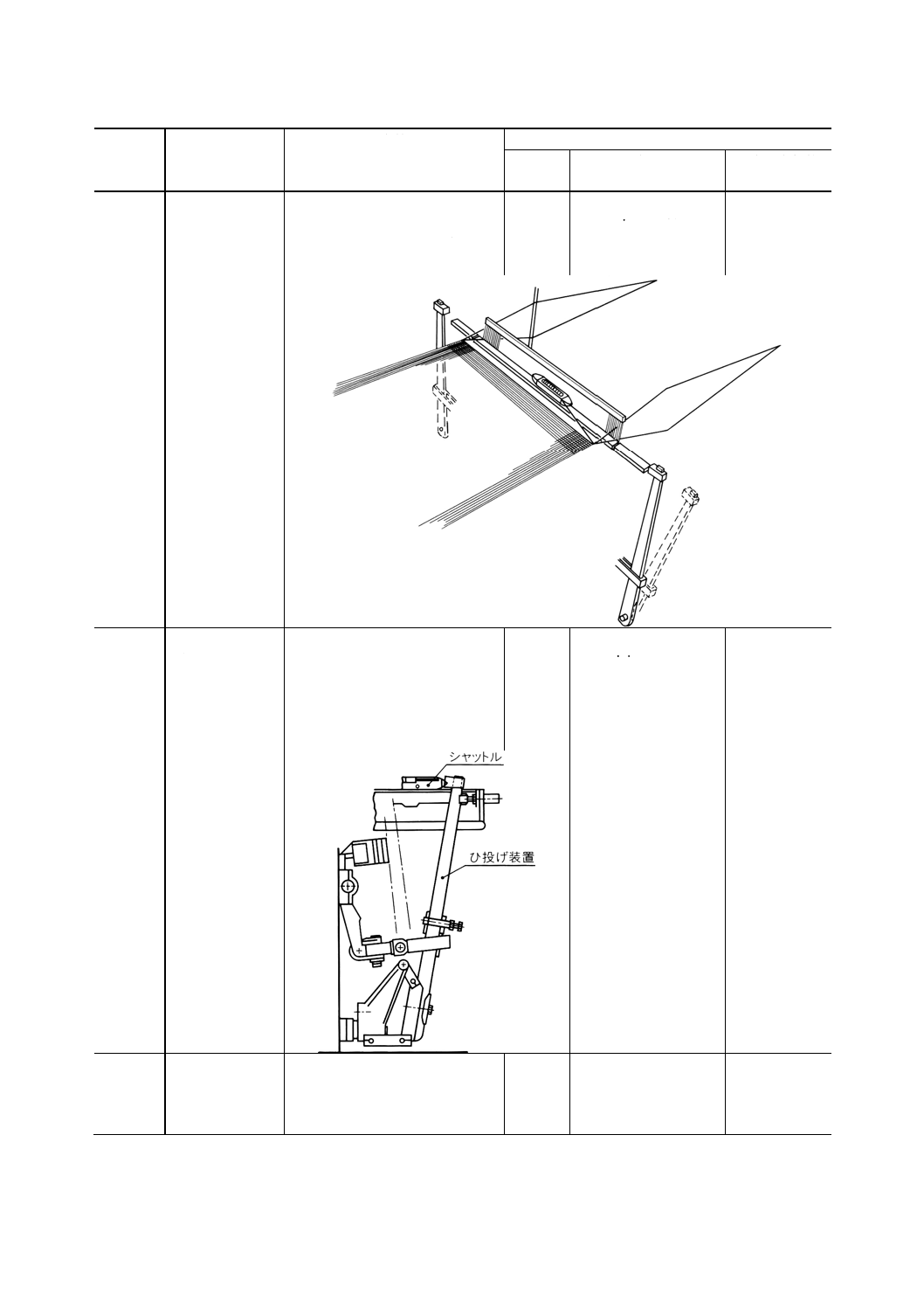
1107
ひ投げ,緩衝及
びひ箱交換装置
ひ投げ装置,緩衝装置及びひ箱交
換装置を一体として使用する機
構。
ただし,ひ箱交換装置が不要な場
合には,ひ箱交換装置はなくても
よい。
propulsion and
receiving means, box
motion
ISO 5247-3,
6.1.2
1108
ひ投げ装置
よこ糸を内蔵したシャットルを
ひ箱からたて糸開口中へ自由飛
走させるようにひ投げする装置。
よこ入装置ともいう。
picking motion
ISO 5247-3,
6.1.2.1
40
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1109
ピッカ
ひ投げ運動の際,シャットルに直
接衝撃を加えてこれを加速する
部品。
picker
ISO 5247-3,
6.1.2.1.1
1110
ひ箱
スレーの両端にあり,おさ打及び
開口の間にシャットルが収まる
単数又は複数の箱。
shuttle box
ISO 5247-3,
6.1.2.2
1111
ひ箱交換装置
異なったよこ糸をよこ入れする
ため,スレーの片側又は両側にあ
る複数のひ箱を何らかの適切な
制御によって動かす装置。
box motion
ISO 5247-3,
6.1.2.3
1112
管替装置
(くだかえそう
ち)
ロータリバッテリ,スタック又は
ローダボックスに貯蔵された満
ボビンを空ボビンと自動的に交
換する装置。ボックスローダやホ
ッパの総称。
pirn changing motion
ISO 5247-3,
6.1.2.4
1113
有ひ織機上の管
巻装置
織機上に取り付けられた,貯留装
置付の木管巻装置。
winding device on
shuttle weaving
machine
ISO 5247-3,
6.1.2.5
1114
プロジェクタイ
ル織機の要素
プロジェクタイル織機の,主によ
こ入れする機構を構成する要素。
プロジェクタイル,打出し装置,
緩衝装置などがある。
elements for projectile
weaving machine
ISO 5247-3,
6.2
1115
プロジェクタイ
ル
よこ糸を把持するためのクラン
プをもち,それをたて糸開口中へ
入れるよう消極的に打ち出され
る部品。
グリッパシャットルともいう。
グリッ
パ
projectile
ISO 5247-3,
6.2.1.1
1116
打出し装置
スプリングの弾性力によって,た
て糸開口中にプロジェクタイル
を打ち出す加速装置。
picking unit
ISO 5247-3,
6.2.2.1
41
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1117
緩衝装置
プロジェクタイルがたて糸開口
中を通過後,コンベアシステム又
は打出し装置に導く,プロジェク
タイルの減速装置。
receiving unit
ISO 5247-3,
6.2.2.2
1118
リターンコンベ
ア
プロジェクタイルを打ち出しの
位置に戻す装置。
return conveyor
ISO 5247-3,
6.2.2.3
1119
カラーセレクタ
(プロジェクタ
イル)
打ち出し前に,プロジェクタイル
に選択したよこ糸を提供する多
色織機の制御装置。
colour selector
(projectile weaving
machine)
ISO 5247-3,
6.2.2.4
1120
レピア織機の要
素
レピア織機の,主によこ入れする
機構を構成する要素。
レピア,カラーセレクタなどがあ
る。
elements for rapier
weaving machines
ISO 5247-3,
6.3
1121
レピア
先端にレピアヘッドをもった剛
直な,又は曲がりやすい要素が積
極駆動され,一度によこ糸1本分
を挿入する。
rapier
ISO 5247-3,
6.3.1.1
1122
レピアヘッド
積極的又は消極的方法でよこ糸
を把持するか,又はよこ糸をルー
プ状に引き出す装置。
rapier head
ISO 5247-3,
6.3.1.2
1123
レピア駆動
レピアを積極駆動するためのギ
ア列。
rapier drive
ISO 5247-3,
6.3.2.1
1124
カラーセレクタ
(レピア織機)
多色織機の制御装置で,よこ入れ
前に選択されたよこ糸をレピア
に供給する。
colour selector
(rapier weaving
machine)
ISO 5247-3,
6.3.2.2
42
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1125
ジェットルーム
の要素
ジェットルーム(エアジェットル
ーム又はウォータジェットルー
ム)の,主によこ入れする機構を
構成する要素。バルブ,メインノ
ズル,ウェフトフィーダなどがあ
る。
element for jet weaving
machine
ISO 5247-3,
6.4
1126
エアジェット
補助空気の噴射あり,又はなしで
よこ糸をたて糸開口中に挿入す
る間欠的な直接噴射の圧縮空気
流。
air jet
ISO 5247-3,
6.4.1.1
1127
ウオータジェッ
ト
よこ糸をたて糸開口中に挿入す
る間欠的な直接噴射の水流。
water jet
ISO 5247-3,
6.4.1.2
1128
バルブ
よこ糸を挿入するため,制御され
た間欠的な方法で,圧縮空気を分
配する装置。
valve
ISO 5247-3,
6.4.2.1
1129
ポンプ
よこ糸を挿入するため,間欠的に
水圧を発生する装置。
pump
ISO 5247-3,
6.4.2.2
1130
ノズル
空気又は水の噴射を形成し方向
づける装置。
nozzle
ISO 5247-2,
4.4
1131
メインノズル
よこ糸を中に通して加速するノ
ズル。
main nozzle
ISO 5247-3,
6.4.2.3.1
1132
リレーノズル
場合によってはグループ制御さ
れ,よこ糸の通路の近くに位置
し,メインノズルによるよこ入れ
を補助するノズル。
サブノズルともいう。
relay nozzle,
sub-nozzle
ISO 5247-3,
6.4.2.3.2
1133
サクションノズ
ル
織機のよこ糸到達側に位置し,よ
こ糸を捕捉し,必要ならサクショ
ンによって,よこ入れされた糸に
張力を付与するノズル。
suction nozzle
ISO 5247-3,
6.4.2.3.3
1134
変形おさ
空気噴射流をガイドする特殊な
形状のおさ羽のリード。
profile reed
ISO 5247-3,
6.4.3.1
43
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1135
エアガイド(ガ
イドチャンネ
ル)
リードとは離れてその前に位置
し,分割され特殊な形状をした空
気噴射流のガイド装置。
ガイド
guide channel,
air guide
−
1136
よこ糸測長装置
供給糸からよこ糸1本分を引き
出す装置。
アキュームレータともいう。
weft measuring device
−
1137
ウェフトフィー
ダ
サクション,空気噴射又は回転体
によって,供給糸からよこ糸1本
分を引き出すとともに,一定長の
よこ糸を貯留し,よこ入れ抵抗を
最小にするための装置。
フイー
ダ
空気噴
射はエ
アプー
ル
回転体
はドラ
ム
weft feeder
−
1138
カラーセレクタ
よこ糸選択のために,正しいノズ
ルに圧縮空気又は水を供給する
多色織機のよこ糸選択装置。
ウェフトセレクタともいう。
weft selector,
colour selector
−
1139
ウェフトキャリ
ア
移動するたて糸開口に同期して
その中によこ入れのために規則
的に又は不規則によこ糸供給体
を運ぶよこ入れ部品。
weft carriers
ISO 5247-3,
6.5.1.1
3.12 おさ打装置
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1201
おさ打装置
よこ入れされた糸をリードを往
復運動させて,織り口に打ち込む
装置。
beating-up motion
−
1202
クランクシャフ
ト
おさ打装置を駆動するとともに,
各種運動の調整の基準となる織
機の原動主軸。
crank shaft
−
1203
スレー
シャットルレース,おさなどから
なるおさ打装置の主要部分。
sley, lay,
lathe, slay
−
1204
スレーソード
スレーを支える脚。
sley sword,
lay sword
−
1205
ロッキングシャ
フト
スレーソードの支持軸で,揺動運
動を行う。
rocking shaft,
rocker shaft
−
3.13 布の巻取装置
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1301
巻取装置
テイクアップローラを回転させ
ることによって,織り上がった布
地を断続的にか,又は連続的に巻
き取る装置。
take-up motion
ISO 5247-3,
4.7
44
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1301.1
積極巻取装置
どのピックにおいても布地の等
しい長さを巻き取る装置。
positive take-up motion
ISO 5247-3,
4.7.1
1301.2
消極巻取装置
打込みによって進められた布地
の長さを巻き取る装置。
negative take-up motion
ISO 5247-3,
4.7.2
1302
テンプル
製織に伴う布の急速な幅縮みを
抑制するために,織り前近くで布
の両耳部を左右に引っ張る部品。
リングテンプル,ローラテンプ
ル,スターテンプルなどがある。
temple
ISO 5247-3,
3.1
1303
テイクアップロ
ーラ
布を所定のよこ密度になるよう
に引き寄せるローラで,布地を巻
き取るために巻取りギヤ列によ
って回転させられる。表面は布に
対する摩擦係数を高めてある。
サーフ
ェスロ
ーラ,フ
リクシ
ョンロ
ーラ
take-up roller
ISO 5247-3,
4.6
1304
ストリップ
織物の滑り止めのためにローラ
の表面に巻く帯状のもの。
(ぎざぎざの表面の金属ベルト,
ゴムベルト,布やすり,など。)
strip
−
1305
布巻装置
織り上がった布をクロスローラ
に巻き取る装置。
cloth wind-up
ISO 5247-3,
4.8
1305.1
機上布巻装置
織機上でギヤ列などによって駆
動され,クロスローラに布を巻き
取るための装置。
cloth wind-up on the
weaving machine
ISO 5247-3,
4.8.1
1305.2
別置き布巻装置
織機に対し別置きの布巻装置で
あって,サーフェス巻又はセンタ
ー巻の装置がある。
cloth wind-up off the
weaving machine
ISO 5247-3,
4.8.2
1306
クロスローラ
テイクアップローラから引き渡
された布を巻き取るためのロー
ラ。布巻装置によって回転させら
れる。
cloth roll
ISO 5247-3,
4.9
3.14 停止装置
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1401
たて止め装置
たて糸が切断したとき,織機を自
動的に停止させる装置。
warp stop motion
ISO 5247-3,
8.1
1402
光電式たて止め
装置
たて糸の監視を光電子(光束)で
行い,糸の切端が光束域に入ると
織機を停止させる。
optical warp stop
motion
ISO 5247-3,
8.1.2
1403
シャットルガー
ド
有ひ織機において,ひ箱の定位置
にシャットルが収まっているか
どうかを探知し,納まっていない
場合に織機を停止させる装置。
shuttle guard
ISO 5247-3,
8.2.1
45
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1404
シャットル飛走
監視装置
有ひ織機において,シャットルが
レース上の任意の点を任意のタ
イミングで正しく通過しなかっ
た場合に,織機を停止させる装置
で誘導式と電子式とがある。
shuttle fright monitor
ISO 5247-3,
8.2.2
1405
プロジェクタイ
ル飛走監視装置
プロジェクタイル織機において,
プロジェクタイルの飛走タイミ
ングが遅いときに織機を停止さ
せる装置。
projectile monitor
ISO 5247-3,
8.2.3
1406
レピア移動監視
装置
レピア織機において,レピアの飛
走タイミングが遅いときに織機
を停止させる装置。
rapier monitor
ISO 5247-3,
8.2.4
1407
よこ止め装置
よこ糸の正しい挿入をコントロ
ールし,よこ糸が挿入されなかっ
たり,時間内に耳端まで到達しな
かったときに織機を停止させる
装置。
機械式,電子機械式及び光電子式
がある。
weft stop motion
ISO 5247-3,
8.4.1
1408
よこ糸フイラー
有ひ織機において,管のよこ糸量
を電気機械式又は光電子式で探
知する装置。
pirn feeler
ISO 5247-3,
8.3.1
1409
クロスカウン
タ,ピックカウ
ンタ
メートル,ピック数及び織上長を
計数し,あらかじめセットされた
数値に到達すると織機を停止さ
せる装置。
fabric length counter,
pick counter
ISO 5247-3,
8.5.1
1410
マイクロプロセ
ッサー式モニタ
リング
センサー,電子回路で全製織工程
を監視し,問題が起きたときその
原因を表示し,織機を停止させる
装置。
monitoring systems
micro processor
controlled
ISO 5247-3,
8.5.2
1411
クロスローラ径
モニター
機上でクロスローラに巻き取ら
れた布があらかじめセットされ
た巻径に到着したとき,織機を停
止させる装置。
cloth roller diameter
monitor
ISO 5247-3,
8.5.3
1412
ヘルドフレーム
モニター
ヘルドフレームの動きをコント
ロールし,ジャックレバーが破損
したとき織機を停止させる装置。
heald frame monitor
ISO 5247-3,
8.5.4
1413
ドロッパバー
ドロッパを1列に並べて保持す
る棒。
dropper bar
ISO 5247-2,
5.1.1.2
3.15 耳組装置
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1501
耳組装置
無ひ織機で耳を作る装置。
selvedge device,
selvedge apparatus
−
46
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
慣用語
対応英語
対応国際規格
の項目番号
1501.1
もじり耳装置
主に遊星歯車機構を利用して耳
を作る装置。
Twisted selvage
formation device,
Twisted selvage
formation apparatus
−
1501.2
レノ耳装置
からみ組織を織る装置。
もじり装置ともいう。
からみ
織装置
leno weaving apparatus
−
1501.3
タックイン装置
よこ入れされた糸の端を次の開
口の中へ挿入して,房のない耳を
形成するための無ひ織機の装置。
タッカ
tuck-in device
ISO 5247-3,
7.3
1502
中耳装置
織り幅の中間に耳を作る装置。
centre selvedge
apparatus,
center selvedge
apparatus
−
1503
カッター
有ひ織機の木管交換ごとのよこ
糸,無ひ織機のよこ入れごとのよ
こ糸及び捨て耳又は中耳を切断
する装置。
機械式,熱線式及び超音波カッタ
ーがある。
cutter
ISO 5247-3,
7.1
1504
捨て耳装置
よこ入れされた糸を保持するた
めの無ひ織機の装置で,これによ
ってよこ糸の切断後の織物への
巻込みを防ぐ。
糸端装置ともいう。
auxiliary selvedge
motion
ISO 5247-3,
7.4
47
L 0306 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS L 0306(製織機械用語)改正原案作成委員会 構成表
氏名
所属
(委員長)
○ 風 間 健
武庫川女子大学
○ 吉 村 元 一
金沢大学(名誉教授)
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
山 村 修 蔵
財団法人日本規格協会
○ 石 田 輝 男
財団法人日本繊維機械学会
○ 桜 井 成 道
日本毛織株式会社生産・技術部
○ 高 野 則 夫
東洋紡績株式会社紡織加工生産技術部
○ 井 澤 哲 夫
御幸毛織株式会社製織部
○ 山 本 昭 男
細川機業株式会社商品開発室
○ 鐘ヶ江 憲 治
日本絹人繊織物工業組合連合会
○ 河 田 勝 喜
日本綿スフ織物工業組合連合会
○ 立 木 康 夫
日本毛織物等工業組合連合会
○ 西 口 勝 昭
株式会社石川製作所織機技術部
○ 斉 藤 与 一
津田駒工業株式会社
○ 梅 村 益 文
株式会社豊田自動織機製作所織機技術部
○ 鵜 城 正 行
日産テクシス株式会社サービス部
○ 小 嶋 寛
豊和工業株式会社繊維機械部
○ 田 中 律
村田機械株式会社
○ 水 口 洋 之
株式会社山田ドビージャパンセンイ事業部
○ 久 保 雄 司
関西繊維機器工業会
○ 大 角 雅 夫
東海繊維機械工業会
○ 片 岡 岐 及
北陸繊維機械工業会
○ 宝 金 昭 造
社団法人日本繊維機械協会
(事務局)
君 塚 正 二
日本繊維機械標準化協議会
備考 ○印が付してある者は分科会委員を兼ねる。