K 6903:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
4.1 タイプ及び性能による区分 ······························································································ 2
4.2 用途及びグレードによる区分 ··························································································· 5
4.3 呼び方 ························································································································· 6
5 要求性能························································································································· 6
5.1 要求性能 ······················································································································ 6
5.2 耐火性に関する注意事項 ································································································· 6
6 品質······························································································································· 6
6.1 色及び柄 ······················································································································ 6
6.2 表面仕上げ ··················································································································· 7
6.3 厚さの許容差 ················································································································ 7
6.4 外観 ···························································································································· 7
6.5 その他の品質 ··············································································································· 10
7 試験方法························································································································ 10
8 表示······························································································································ 10
9 試料の採取 ····················································································································· 10
附属書A(規定)耐煮沸性・寸法安定性に関する補足 ································································ 13
附属書B(規定)引っかき硬さに関する補足············································································· 15
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 16
K 6903:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本プラスチック
工業連盟(JPIF),合成樹脂工業協会(JTPIA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日
本工業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日
本工業規格である。
これによって,JIS K 6903:2007は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6903:2008
熱硬化性樹脂高圧化粧板
Laminated thermosetting high-pressure decorative sheets
序文
この規格は,2004年に第5版として発行されたISO 4586-1を翻訳し,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,熱硬化性樹脂高圧化粧板(以下,高圧化粧板という。)について規定する。
この規格は,性能及び主用途(材料特性,例えば,ポストフォーミング性又は火炎反応性を含む。)によ
って,高圧化粧板の種類の体系を規定する。
この規格は,この体系で分類される高圧化粧板の特性についての要求事項を規定する。幾つかのものは,
要求特性を確認するために一つ以上の試験方法がある。この中には,大体同じ結果を与える他の試験方法,
高価な試験方法及び国によっては一つだけに限られる試験方法を含む。
通常よく用いる高圧化粧板の要求特性を規定しているが,受渡当事者間の協定によって他の高圧化粧板
を追加してもよい。規定の限界値は,通常用いる高圧化粧板に対してのものであるが,それぞれの種類の
中に,受渡当事者間の協定によってより高い性能限界値を規定してもよい。
高圧化粧板は,相対的に堅く,摩耗,引っかき,衝撃,沸騰水,家庭内の汚れ及び中程度の加熱に対し
て耐性があるような高圧化粧板表面の性状によって,次のとおりに分類する。
− 基材に結合させるもので,薄い化粧面が一つであって,厚さ2 mm未満の普通高圧化粧板。
− 必ずしも基材に結合する必要はないが,しっかりと支持する必要があるもので,化粧面が一つ又は二
つであって,厚さ2〜5 mmの厚物高圧化粧板。
− 支持する必要がなく,化粧面が二つで,通常厚さが5 mmを超える厚物高圧化粧板。厚さは,用途及
びパネル寸法によって選ぶ。
化粧面が一つだけの高圧化粧板の背面は,基材に結合するための接着剤に適合するように作られている。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4586-1:2004,High-pressure decorative laminates−Sheets made from thermosetting resins−Part 1:
Classification and specifications (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 7601 蛍光ランプ(一般照明用)
JIS K 6902 熱硬化性樹脂高圧化粧板試験方法
注記 対応国際規格:ISO 4586-2:2004,High-pressure decorative laminates−Sheets made from
thermosetting resins−Part 2: Determination of properties (MOD)
JIS K 7162 プラスチック−引張特性の試験方法 第2部:型成形,押出成形及び注型プラスチック
の試験条件
注記 対応国際規格:ISO 527-2:1993,Plastics−Determination of tensile properties−Part 2: Test
conditions for moulding and extrusion plastics (IDT)
JIS K 7171 プラスチック−曲げ特性の試験方法
注記 対応国際規格:ISO 178:1993,Plastics−Determination of flexural properties (IDT)
JIS Z 8781 CIE測色用標準イルミナント
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
高圧化粧板(HPDL,HPL)
繊維質のシート材料(例えば,紙)に熱硬化性樹脂を含浸させたしん(芯)材又は金属製材料に,表面
材(樹脂含浸紙)を熱及び5 MPa以上の圧力で結合させた板。外側の層の片面又は両面が色,模様などで
化粧されている。
注記1 通常の高圧化粧板は,フェノール樹脂及び/又はアミノ系樹脂を含浸させたしん材(樹脂含
浸紙)並びにアミノ系樹脂(主にメラミン樹脂)を含浸させた表面材(樹脂含浸紙)からな
る。車両用(鉄道車両用など)は,前述の樹脂含浸紙と金属製材料(例えば,アルミニウム
板)とを,前述の条件で結合させた板。外側の層の片面が前述と同様化粧されている。車両
用高圧化粧板の金属層には,JIS H 4000の板又はJIS G 3141の鋼板を用いる。
注記2 “HPDL”は高圧化粧板の略語として用いられる。欧州規格のEN 438の中で使われている
“HPL”は,この規格の“HPDL”と同義語である。
4
種類
高圧化粧板の種類は,高圧化粧板のタイプ及び性能又は高圧化粧板の用途及びグレードによって区分し,
表1及び表5のとおりとする。
4.1
タイプ及び性能による区分
区分の一つは,高圧化粧板のタイプ及び性能レベルを表す耐摩耗性,耐衝撃性及び引っかき硬さの特性
の等級数値による。この区分は,現在手に入る多くの高圧化粧板製品を対象とするために開発されたもの
である。
主な用途による区分は,タイプ及び性能による区分の代わりに用いることができるものであり,表1に
主な用途による種類及びその略号を示すとともに,同種類と性能種類とを比較し,代表的な用途について
互いにどのように関係するかを示す。
なお,水平用途の高圧化粧板の耐摩耗性等級数値は3以上とし,垂直用途の高圧化粧板の耐摩耗性等級
3
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
数値は,3未満とする。
4.1.1
高圧化粧板の特性及び等級数値
第1番目の特性=耐摩耗性(表2に等級数値及びその定義を示す。)
第2番目の特性=小球による耐衝撃性(表3に等級数値及びその定義を示す。)
第3番目の特性=引っかき硬さ(表4に等級数値及びその定義を示す。)
4.1.2
高圧化粧板のタイプ−特性
表1に示す種類の高圧化粧板については,箇条1に規定する特徴をもつ標準タイプの高圧化粧板(タイ
プS)が利用できる。
幾つかの種類の高圧化粧板については,次に示す特性をもつもの(タイプP及びタイプF)も利用でき
る。
4.1.2.1
タイプP−ポストフォーミング用高圧化粧板
タイプPは,タイプSに類似しており,メーカーの仕様に従って曲げ加工できるもの。
4.1.2.2
タイプF−火炎に対して規定された耐火性がある高圧化粧板
タイプFはタイプSに類似しており,高圧化粧板の用途及び用いられる国によって異なる耐火試験の要
求性能も満たすもの(5.2参照)。
4.1.3
用途
高圧化粧板は,表1に示す種類のものが利用できる。それぞれの性能種類に対応する代表的用途例は,
代表的な用途の例を示しただけのものであり,すべての用途を包括的に示すことを意図しているわけでは
ない。
なお,これ以外の特性の組合せも可能であり,高圧化粧板のタイプ及び等級数値によって分類すること
もできる。
表1−種類の体系及び代表的な用途
性能種類
高圧化粧板
のタイプ
特性(4.1.4)
主な用途による種類及びその略号
代表的用途例
耐摩耗性 耐衝撃性 引っかき硬さ
等級数値
高耐摩耗性能及び高引っかき硬さ性
能が要求される水平又は垂直用途ハ
イクラス用厚物高圧化粧板。
厚物高圧化粧
板S又は厚物
高圧化粧板F
3
−a)
3
CGS(一般用途)
CGF(一般用途で耐火性が要求される用途)
ドア,パーティション,壁,
建築用又は車両用でその
まま使える材料。
超耐摩耗性能,高耐衝撃性能及び超
引っかき硬さ性能が要求される用
途。
S又はF
4
3
4
HDS(水平面超耐久用途)
HDF(水平面超耐久で耐火性が要求される用途)
カウンター及びコンピュ
ーター室の床材。
高耐摩耗性能,高耐衝撃性能及び高
引っかき硬さ性能が要求される用
途。
S,F又はP
3
3
3
HGS(水平面一般用途)
HGF(水平面一般用で耐火性が要求される用途)
HGP(水平面一般用でポストフォーミング用途)
キッチンカウンター,レス
トラン及びホテルのテー
ブル,耐久ドア,耐久性が
要求される壁並びに内装
壁及び公共輸送車両の内
壁。
高耐摩耗性能,中程度の耐衝撃性能
及び高引っかき硬さ性能が要求され
る用途。
S,F又はP
3
2
3
−
コンピューターテーブル
のようなオフィスの水平
用途及びバスルーム家具。
中程度の耐摩耗性能,中程度の耐衝
撃性能及び中程度の引っかき硬さ性
能が要求される用途。
S,F又はP
2
2
2
VGS(垂直面一般用途)
VGF(垂直面一般用で耐火性が要求される用途)
VGP(垂直面一般用でポストフォーミング用途)
キッチン扉,オフィス及び
バスルームの家具,壁面,
棚など。
中程度の耐衝撃性能及び中程度の引
っかき硬さ性能が要求される用途。
S,F又はP
−b)
2
2
−
キッチン,シャワールーム
などの垂直用で特別な意
匠効果のあるもの。
低水準の耐摩耗性能,中程度の耐衝
撃性能及び低水準の引っかき硬さ性
能が要求される用途。
S
1
2
1
VLS(垂直面用で軽度耐久用途)
カップボードの外面用途。
注記 CGS: Compact general-purpose standard,CGF: Compact general-purpose flame-retardant,HDS: Horizontal heavy-duty standard,HDF: Horizontal heavy-duty flame-retardant,
HGS: Horizontal general-purpose standard,HGF: Horizontal general-purpose flame-retardant,HGP: Horizontal general-purpose postforming,VGS: Vertical general-purpose
standard,VGF: Vertical general-purpose flame-retardant,VGP: Vertical general-purpose postforming,VLS: Vertical light-duty standard
注a) 試験方法(JIS K 6902の11.)は,CGS,CGFへは適用されない。しかし,実際の用途では,厚物高圧化粧板の衝撃特性は,通常の他の高圧化粧板よりはるかに優
れている。
b) 要求品質ではない。受渡当事者間の協定による。
4
K
6
9
0
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1.4
特性の等級数値
特性の等級数値は,高圧化粧板の三大特性(耐摩耗性,小球による耐衝撃性及び引っかき硬さ)を規定
するのに用いる。
4.1.4.1
耐摩耗性(第1番目の特性)
表2−耐摩耗性の等級数値及びその定義
耐摩耗性による等級数値
摩耗値(回転数)
すり切れ始め(IP)
すり切れ始め(IP)+最終点(FP)
2
1
−
≧50
2
≧50
≧150
3
≧150
≧350
4
≧350
≧1 000
4.1.4.2
小球による耐衝撃性a)(第2番目の特性)
注a) 厚さ2 mm未満の高圧化粧板にだけ適用する。
表3−耐衝撃性の等級数値及びその定義
小球による耐衝撃性の等級数値
ばね強さ
N
1
≧12
2
≧15
3
≧20
4
≧25
4.1.4.3
引っかき硬さb)(第3番目の特性)
注b) 図B.1参照
表4−引っかき硬さの等級数値及びその定義
引っかき硬さの等級数値
荷重
N
1
≧1.5
2
≧1.75
3
≧2.0
4
≧3.0
4.2
用途及びグレードによる区分
高圧化粧板は,用途及びグレードによって表5のとおり区分する。また,この区分による種類の略号を,
表5に示す。
6
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−種類
用途
グレード
略号
水平面用途
一般用
LD-GP
ポストフォーミング用
LD-GP-PF
垂直面用途
一般用
LD-VS
ポストフォーミング用
LD-VS-PF
車両用
−
LD-MC
記号の意味
LD:高圧化粧板 GP:水平面用途(一般用) VS:垂直面用途
PF:ポストフォーミング用 MC:車両用
注記 表面の仕上げは,光沢,半光沢,つや消しなどがある。
4.3
呼び方
略号HPDL及びこの規格の番号に加えて,高圧化粧板をそのタイプ及び等級数値又は主な用途による種
類の略号で表記してもよい。例えば,水平面一般用でポストフォーミング用途の高圧化粧板は,HPDL JIS
K 6903−P333又はHPDL JIS K 6903−HGPで表記する。また,用途及びグレードによって区分された高圧
化粧板については,同区分の種類の略号によって呼んでもよい。例えば,垂直面用途のポストフォーミン
グ用化粧板は,次のように呼んでもよい。
JIS K 6903 LD-VS-PF
規格番号 略号(用途及びグレード)
5
要求性能
5.1
要求性能
表1又は表5に分類された各種高圧化粧板は,箇条6に規定する品質を満足しなければならない。
寸法安定性(高温),耐汚染性,耐シガレット性,曲げ成形性及び耐火膨れ性には二つの試験方法がある。
耐光性,耐摩耗性,耐熱性,耐衝撃性,引っかき硬さ及び耐熱水性の試験方法にはそれぞれ複数の方法が
規定されている。
試験方法の選択に当たっては,試験方法のいずれかの要求特性を満足する材料は,その品質規格を満足
するものとみなす。試験方法は,受渡当事者間の協定によって選んでもよい。試験結果には,必ず選択し
た試験方法を記述する。
5.2
耐火性に関する注意事項
耐火性の要求特性は,その材料を用いる国の規則による。
現状では,どのような試験も,すべての国などの要求特性を満足するものはない。したがって,この規
格及びJIS K 6902には耐火性の試験方法を規定していない。適切な他の要求特性を参照する必要がある。
今後,建築材料及び構造物の耐火性を規定する規格の制定が合意されたら,この規格に耐火性を取り込
むことを考慮する。
6
品質
品質は,表8を参照。
6.1
色及び柄
7
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
太陽光又はJIS Z 8781に規定するCIE測色用標準イルミナントD65で検査し,再びタングステン光源で
検査するか,又はJIS C 7601の光源で検査して,対応する色相標準試験片と試験する試験片とを比較し,
顕著な差があってはならない。
注記 外側からの間接光は,高圧化粧板の欠点を強調したり極小化することがある。
6.2
表面仕上げ
6.2.1
表面仕上げの合一性
対応する色相標準試験片と試験する試験片とを比較し,異なる角度から見て顕著な差があってはならな
い。また,ロット内でも差があってはならない。
注記 色合せの限界は,施工前に色調と表面仕上げに矛盾がないかを確認することが望ましい。
6.2.2
接着
片面化粧の高圧化粧板の裏面は,要求がある場合,接着性がよくなるように処理する。
6.3
厚さの許容差
表8に示す高圧化粧板の呼び厚さに対する厚さの許容差は,表6による。
なお,厚さは,JIS K 6902の4.によって測定する。
表6−厚さ許容差
単位 mm
用途
呼び厚さ d
許容差
水平面用
垂直面用
0.5≦d≦1.1
±0.11
1.1<d≦2.0
±0.15
2.0<d≦2.5
±0.18
2.5<d≦3.0
±0.20
3.0<d≦4.0
±0.25
4.0<d≦5.0
±0.30
5.0<d
協定による。
車両用
1.3≦d≦2.0
+0.4,0
6.4
外観
6.4.1
タイプ及び性能によって区分された高圧化粧板の外観に対する要求特性
4.1のタイプ及び性能によって区分された高圧化粧板の外観検査の要求特性は,次による。
なお,次に示す特性は,一般的な指針であり,高圧化粧板フルサイズの板について最低限許容される品
質の指針である。カットサイズパネル又はフルサイズを含む特定の用途については,受渡当事者間の協定
によって固有の品質特性を決めてもよい。
6.4.1.1
外観の欠点
JIS K 6902の5.によって1.5 m離れて検査するとき,次の範囲の表面欠点は,許容される。
6.4.1.1.1
染み,汚れ及びこれに類似する表面欠点
高圧化粧板の許容される染み,汚れ及びこれに類する欠点の大きさは,面積当たり最大1.0 mm2/m2の面
積とする。
許容される全体大きさは,一つの染みの面積又は分散する小欠点を合わせた面積で判定する。
6.4.1.1.2
繊維,毛及び引っかききず
高圧化粧板の許容される繊維,毛及び引っかききずの長さは,面積当たり最大10 mm/m2の長さとする。
8
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
許容される全体長さは,一つの欠点の長さ又は分散する小欠点を合わせた長さで判定する。
6.4.1.1.3
表面欠点の組合せ
6.4.1.1.1及び6.4.1.1.2の両者の欠点が混在したときは,6.4.1.1.1及び6.4.1.1.2のそれぞれの欠点の許容値
の二分の一を超えないものとする。
6.4.1.2
端部欠点
高圧化粧板の四隅の目に見える欠点[例えば,ガス(湿潤)マーク,つや(艶)落ちなど]は,欠点が
ある部分を除いた長さ及び幅が,呼び長さ及び幅より20 mm未満短い場合,許容される。
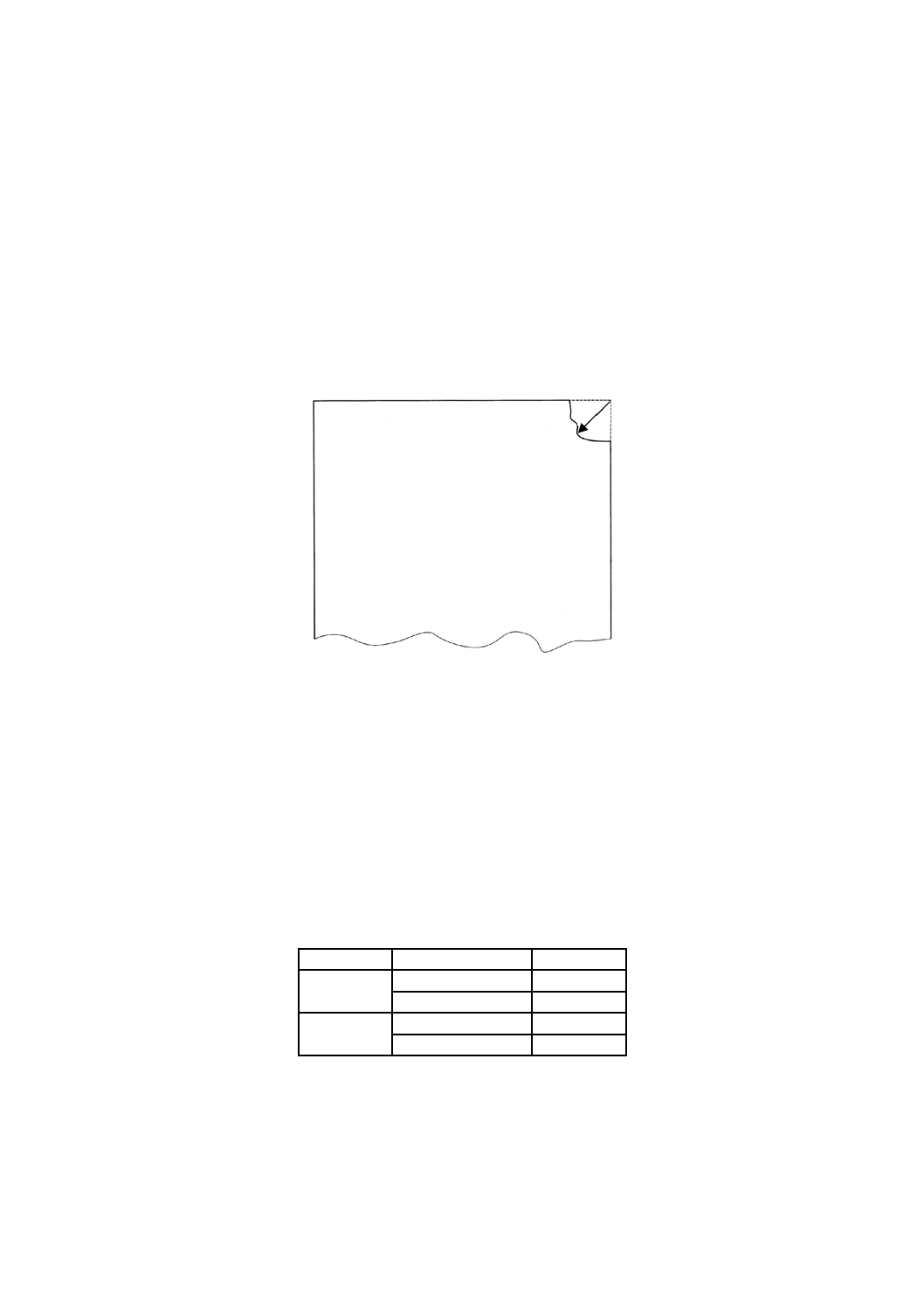
6.4.1.3
角欠け
1か所の角欠けは3 cm以内,2か所の角欠けは1.5 cm以内は許容される(図1参照)。
図1−角欠け
6.4.1.4
サンディング欠点
わずかなサンディング欠点(サンダーかけによる表面の凹凸)は,許容される。
6.4.1.5
反り
高圧化粧板の反りは,保管場所の雰囲気条件によって左右される。
高圧化粧板を製造業者が推奨する条件で保管する場合で,平らな面の上に高圧化粧板の凹面を上にして
置くとき,直線1 mの板長さ当たりの反りは,表7の許容差を超えてはならない。
表7−許容される反り
単位 mm
構成
呼び厚さ d
最大反り
片面化粧
d<2.0
120
2.0≦d<5.0
50
両面化粧
2.0≦d<5.0
10
5.0≦d
5
6.4.1.6
定尺(フルサイズ)高圧化粧板の長さ及び幅
高圧化粧板の許容差は,呼び寸法に対して+10 mm,0 mmとする。
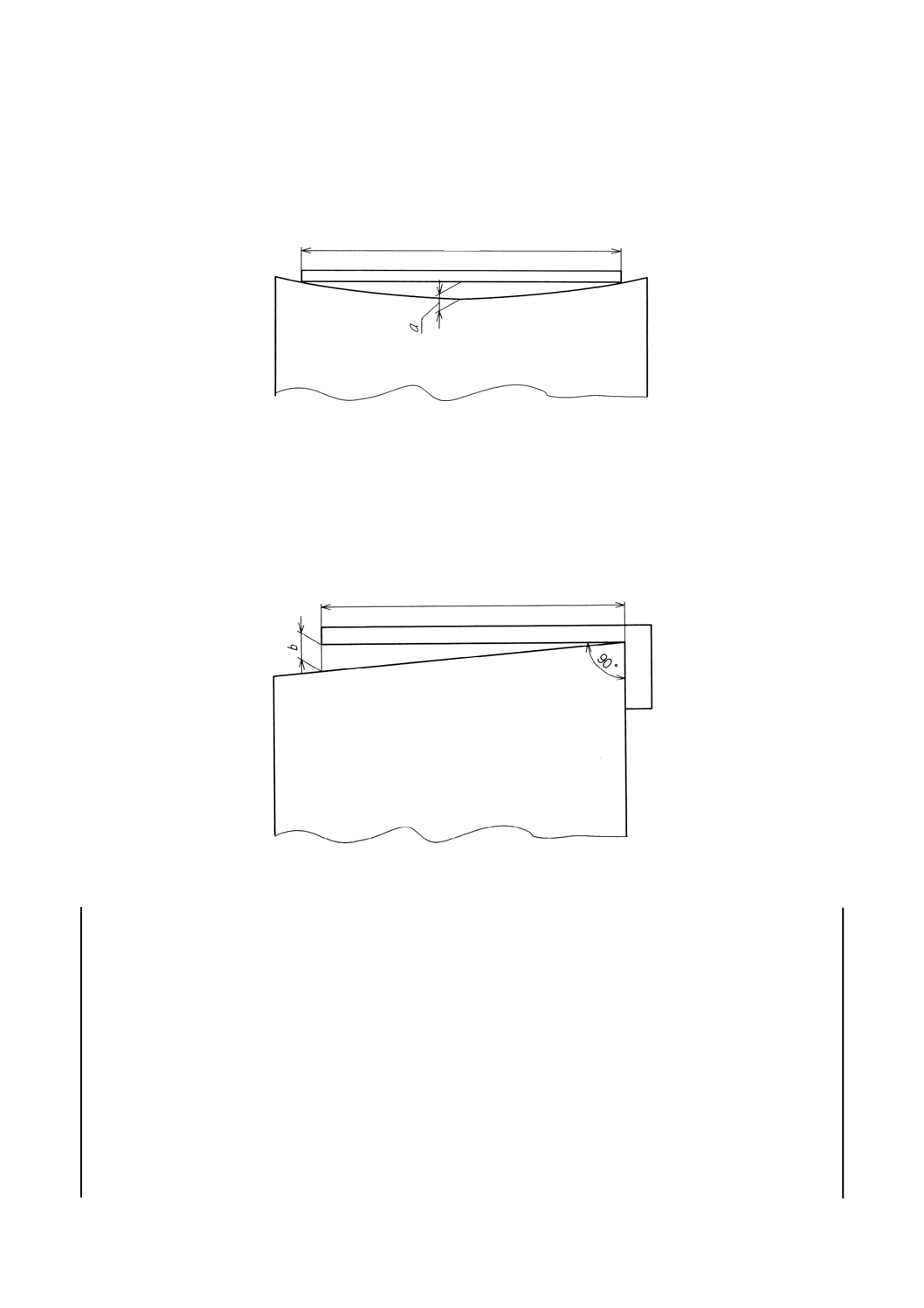
6.4.1.7
端面の直線性
最大値を図示
9
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
端面の長さ1 m当たりで,許容差1.5 mm以内とする(図2のa)。測定する端面の長さは,少なくとも
1 mとする。
単位 mm
図2−直線性の測定
6.4.1.8
直角度
高圧化粧板のパネルは,長方形とし,端面1 m長さに対して許容差1.5 mm以内とする(図3のb)。測
定する端面の長さは,少なくとも1 mとする。
単位 mm
図3−直角度の測定
6.4.2
用途及びグレードによって区分された高圧化粧板の外観に対する要求特性
4.2の用途及びグレードによって区分された高圧化粧板の外観に対する要求特性は,次による。
なお,この項で要求される特性は,高圧化粧板フルサイズで許容される欠点に関するものである。カッ
トサイズ又は特別検査に関しては,受渡当事者間の協定による。
6.4.2.1
外観の欠点
高圧化粧板を高圧化粧板支持台(高さ600〜700 mmの,水平に高圧化粧板を置くことのできる台)上に
水平になるように置き,はけなどで表面を清浄にした後,その上部から光で照らし,800〜1 100 lxの明る
さの下で,目視によって高圧化粧板表面に次の欠点があるかどうかを調べる。
a) 汚れ,しみ,指紋,条こん,色むら,つやむらなどの有害な欠点。
b) 2 m離れた距離から識別できる大きさ0.6 mm2以上の異物。垂直面用及び厚さ1.0 mm以下のポストフ
1 000
1 000
10
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ォーミング用では,大きさ1 mm2以上の異物。
c) 大きさ0.3 mm2以上の異物2個が直径300 mmの円内にある場合,それらの1個ずつが2 m離れた距
離から識別できるもの。垂直面用及び厚さ1.0 mm以下のポストフォーミング用では,大きさ0.5 mm2
以上の異物とする。
d) 大きさ0.3 mm2以上の異物で,3個以上の群が直径300 mmの円内にある場合,1.5 m離れた距離から
識別できる異物群。垂直面用及び厚さ1.0 mm以下のポストフォーミング用では,大きさ0.5 mm2以上
の異物とする。
注記 異物の大きさは,国立印刷局製造“きょう雑物測定図表”に準じて判定するのがよい。
6.4.2.2
反り
JIS K 6902の5.2.1.1によって測定し,品質は,受渡当事者間の協定による。
6.5
その他の品質
高圧化粧板の6.1〜6.4に示す品質以外の品質特性に対する要求事項は,それぞれの区分に応じて表1及
び表8の規定に適合しなければならない。
7
試験方法
試験方法は,JIS K 6902による。
8
表示
用途及びグレードによって区分された高圧化粧板について,高圧化粧板の製品又は包装に容易に消えな
い方法で,次の事項を表示する。
a) 高圧化粧板の略号(用途及びグレード)
b) この規格の番号
c) 呼び厚さ
d) 製造年月(若しくはその略号)又はロット番号
e) 製造業者名又はその略号
なお,a)及びb)については,4.3(呼び方)によってもよい。
9
試料の採取
品質が同一とみなすことのできる1ロットからランダムに試料板1枚を抜き取り,試験に供する。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
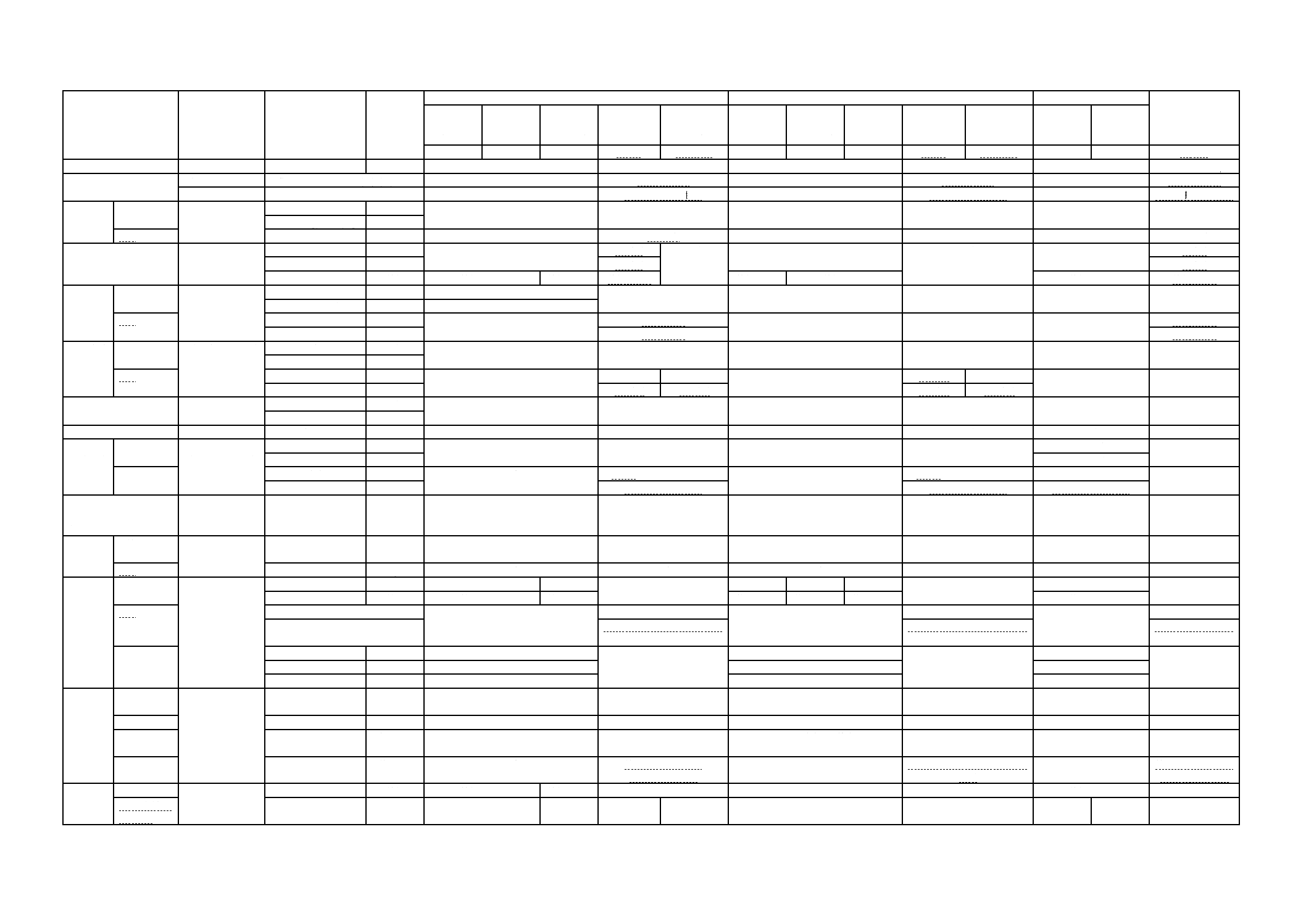
表8−品質
試験項目
試験方法
JIS K 6902
項目No.
特性値又は物性の項目
単位
水平面用
垂直面用
厚物用
車両用
水平超耐久
/水平超耐
久耐火
水平一般用
/水平一般
用耐火
水平一般用
ポストフォ
ーミング
水平面用途の
一般用
水平面用途の
ポストフォー
ミング用
垂直一般用
/垂直一般
用耐火
垂直一般用
ポストフォ
ーミング
垂直軽耐久
垂直面用途の
一般用
垂直面用途の
ポストフォー
ミング用
一般用
一般用耐火
HDS/HDF
HGS/HGF
HGP
LD-GP
LD-GP-PF
VGS/VGF
VGP
VLS
LD-VS
LD-VS-PF
CGS
CGF
LD-MC
厚さ
4.
厚さ許容差
mm
表6による。
表6による。
表6による。
表6による。
表6による。
表6による。
○外観
5.1 表面の欠点
JIS K 6903の6.4.2.1のa) b) c) d)の欠点
欠点がない。
欠点がない。
欠点がない。
欠点がない。
欠点がない。
欠点がない。
5.2 反り
表7による。
受渡当事者間の協定
表7による。
受渡当事者間の協定
表7による。
受渡当事者間の協定
耐摩耗性
A法
6.(いずれかを選ぶ)
初期摩耗値 [IP]
回
表1及び表2による。
−c)
表1及び表2による。
−c)
表1及び表2による。
−c)
摩耗値 [(IP+FP)/2]
回
B法
摩耗値
回
−c)
200以上
−c)
−b)
−c)
350以上
○耐煮沸性
7.
質量増加率
%
附属書A及び図A.1,図A.2による。
17以下
−b)
附属書A及び図A.1,図A.2による。
−b)
附属書A及び図A.1,図A.2
による。
1以下
厚さ増加率
%
19以下
1以下
外観
等級
等級4以上
等級3以上
等級4以上
等級4以上
等級3以上
等級4以上
等級4以上
○耐熱性
A法
8.(いずれかを選ぶ)
鏡面つや
等級
等級3以上
−c)
−b)
−c)
等級3以上
−c)
その他のつや
等級
等級4以上
B法
鏡面つや
等級
−c)
等級3以上
−c)
−b)
−c)
等級3以上
その他のつや
等級
等級4以上
等級4以上
寸法安定
性(高温)
A法
9.(いずれかを選ぶ)
縦方向
%
附属書A及び図A.3による。
−c)
附属書A及び図A.3による。
−c)
附属書A及び図A.3による。
−c)
横方向
%
B法
縦方向
%
−c)
0.7以下
1.1以下
−c)
0.7以下
1.1以下
−c)
−c)
横方向
%
1.2以下
1.4以下
1.2以下
1.4以下
寸法安定性(常温)
10.
縦方向
%
附属書A及び図A.4による。
−c)
附属書A及び図A.4による。
−c)
附属書A及び図A.4による。
−c)
横方向
%
耐衝撃性(小球)a)
11.
ばね強さ
N
表1及び表3による。
−c)
表1及び表3による。
−c)
−c)
−c)
○耐衝撃
性(大球)
A法
12.
(いずれかを選ぶ)
高さ
cm
受渡当事者間の協定
−c)
受渡当事者間の協定
−c)
100以上
−c)
凹の径
mm
10以下
B法
高さ
cm
−c)
JIS K 6902の表2による。
−c)
JIS K 6902の表2による。
90以上
−c)
化粧面にひび割れ
あってはならない。
あってはならない。
あってはならない。
圧力下の耐クラック性(2
mm以下の薄物高圧化粧板)
a)
13.
外観
等級
等級4以上
−b)
等級3以上
−b)
−c)
−c)
引っかき
硬さ
A法
14.
(いずれかを選ぶ)
荷重
N(附属書B
参照)
表1及び表4による。
−c)
表1及び表4による。
−c)
表1及び表4による。
−c)
B法
荷重
g
−c)
−c)
−c)
−c)
−c)
70以上
耐汚染性
A法
15.
(いずれかを選ぶ)
汚染材料(グループ1,2)
等級
等級5以上
等級5以上
−c)
等級5以上
等級5以上
等級5以上
−c)
等級5以上
−c)
汚染材料(グループ3,4)
等級
等級4以上
等級3以上
等級4以上
等級3以上
等級4以上
等級4以上
B法
汚染材料(3,6,7,8,9,10,17)
−c)
“変化なし”
−c)
“変化なし”
−c)
“変化なし”
汚染材料(1,2,4,5,11,12,13,14,15,16,18)
“変化なし”又は“軽微な変化”
“変化なし”又は“軽微な変化”
“変化なし”又は“軽
微な変化”
C法
汚染材料(1〜10)
等級
等級5以上
−c)
等級5以上
−c)
等級5以上
−c)
汚染材料(11〜15)
等級
等級3以上
等級3以上
等級3以上
洗浄性
等級の合計
20以下
20以下
20以下
耐光性
A法
16.
(いずれかを選ぶ)
対照
グレースケ
ール等級
4〜5等級
−c)
4〜5等級
−c)
4〜5等級
−c)
B法
外観
等級
等級4以上
−c)
等級4以上
−c)
等級4以上
−c)
C法
対照
グレースケ
ール等級
受渡当事者間の協定
−c)
受渡当事者間の協定
−c)
受渡当事者間の協定
−c)
D法
外観/色差
等級/Lab
色差ΔE
−c)
等級3以上,かつ,
色差ΔE=3.0以下
−c)
等級3以上,かつ,色差ΔE=3.0
以下
−c)
等級3以上,かつ,
色差ΔE=3.0以下
耐シガレ
ット性
A法(たばこ) 17.
(いずれかを選ぶ)
外観
等級
等級3以上
等級3以上
−c)
−b)
−b)
等級3以上
−c)
B法(電気ヒ
ーター)
欠点発生までの時間
秒
110以上
100以上
45以上
−b)
−b)
−b)
110以上
100以上
600以上
表8−品質(続き)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験項目
試験方法
JIS K 6902
項目No.
特性値又は物性の項目
単位
水平面用
垂直面用
厚物用
車両用
水平超耐久
/水平超耐
久耐火
水平一般用
/水平一般
用耐火
水平一般用
ポストフォ
ーミング
水平面用途の
一般用
水平面用途の
ポストフォー
ミング用
垂直一般用
/垂直一般
用耐火
垂直一般用
ポストフォ
ーミング
垂直軽耐久
垂直面用途の
一般用
垂直面用途の
ポストフォー
ミング用
一般用
一般用耐火
HDS/HDF
HGS/HGF
HGP
LD-GP
LD-GP-PF
VGS/VGF
VGP
VLS
LD-VS
LD-VS-PF
CGS
CGF
LD-MC
○曲げ成
形性
A法
18.
(いずれかを選ぶ)
半径
mm
−c)
15以下
−c)
−c)
10以下
−c)
−c)
−c)
−c)
B法
半径
mm
−c)
15以下
−c)
−c)
10以下
−c)
−c)
−c)
−c)
C法
半径
mm
−c)
−c)
受渡当事者間
の協定による。
−c)
−c)
受渡当事者間
の協定による。
−c)
−c)
耐火膨れ
性
A法
19.
(いずれかを選ぶ)
火膨れまでの時間 t2-t1
秒
−c)
15以上
−c)
−c)
10以上
−c)
−c)
−c)
−c)
B法
火膨れまでの時間 t2-t1
秒
−c)
15以上
−c)
−c)
10以上
−c)
−c)
−c)
−c)
C法
火膨れ温度
℃
−c)
−3)
受渡当事者間
の協定による。
−c)
−c)
受渡当事者間
の協定による。
−c)
−c)
耐水蒸気性
20.
外観
等級
等級4以上
等級3以上
−b)
等級4以上
等級3以上
等級3以上
−b)
等級4以上
−c)
耐ひび割れ性(厚物用高圧
化粧板)
21.
外観
等級
−c)
−c)
−c)
−c)
等級4以上
−c)
耐水性(厚物用高圧化粧板) 22.
外観
等級
−c)
−c)
−c)
−c)
等級4以上
等級3以上
−c)
耐熱水性
A法
23.
(いずれかを選ぶ)
外観
等級
等級5以上
等級4以上
−c)
等級5以上
等級4以上
−c)
等級5以上
−c)
B法
鏡面つや
等級
−c)
等級3以上
−c)
−c)
−b)
等級3以上
等級3以上
その他のつや
等級
等級4以上
等級4以上
等級4以上
屈曲性(車両用高圧化粧板) 24.
縦・横方向 横曲げ
−b)
−b)
−b)
−b)
−b)
欠点がない。
曲げ弾性率
JIS K 7171 d)
圧力
MPa(最小)
−c)
−c)
−c)
−c)
10 000
9 000
−c)
曲げ強さ
JIS K 7171 d)
圧力
MPa(最小)
−c)
−c)
−c)
−c)
100
80
−c)
引張強さ
JIS K 7162 e)
圧力
MPa(最小)
−c)
−c)
−c)
−c)
70
60
−c)
注a)
厚さ2 mm未満の化粧板に適用する。
b)
要求条件ではない。
c)
適用外である。
d)
試験速度:2 mm/min
e)
1A形の試験片の試験速度:5 mm/min
○印項目はロット検査項目を示す。品質管理状態にあって製造した高圧化粧板は,ロットごとに○印の試験項目について検査を行い,その結果,もし他の項目の検査の要求がある場合はその必要項目の検査も行って,規定の全項目の品質を保証する。
無印項目は,原材料,製造条件,生産の人的条件など明らかに品質に影響する要因に変更がある場合に行う検査項目を示す。
【記号(ISO区分)】 ◆[左列]H:水平面用 V:垂直面用 C:厚物化粧板用 ◆[中列]D:高負荷 G:中負荷 L:低負荷 ◆[右列]S:一般化粧板 P:ポストフォーミング用化粧板 F:耐火用化粧板
【記号(JIS区分)】 ◆LD:高圧化粧板 GP:水平面用(一般用) VS:垂直面用 PF:ポストフォーミング用 MC:車両用
【等級基準】 等級5:変化なし 等級4:軽微な変化 等級3:中程度の変化 等級2:著しい変化 等級1:極めて著しい変化
13
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
耐煮沸性・寸法安定性に関する補足
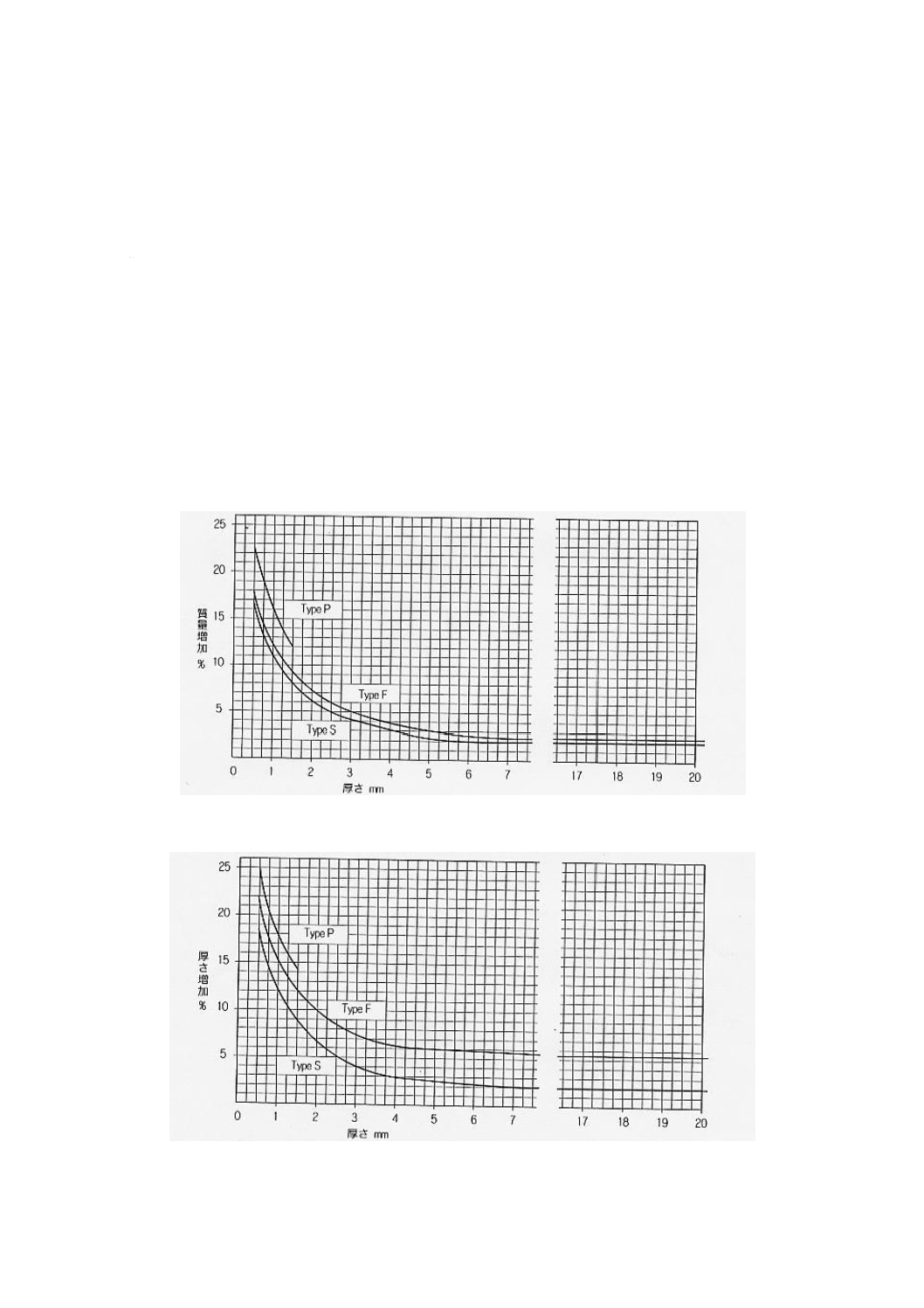
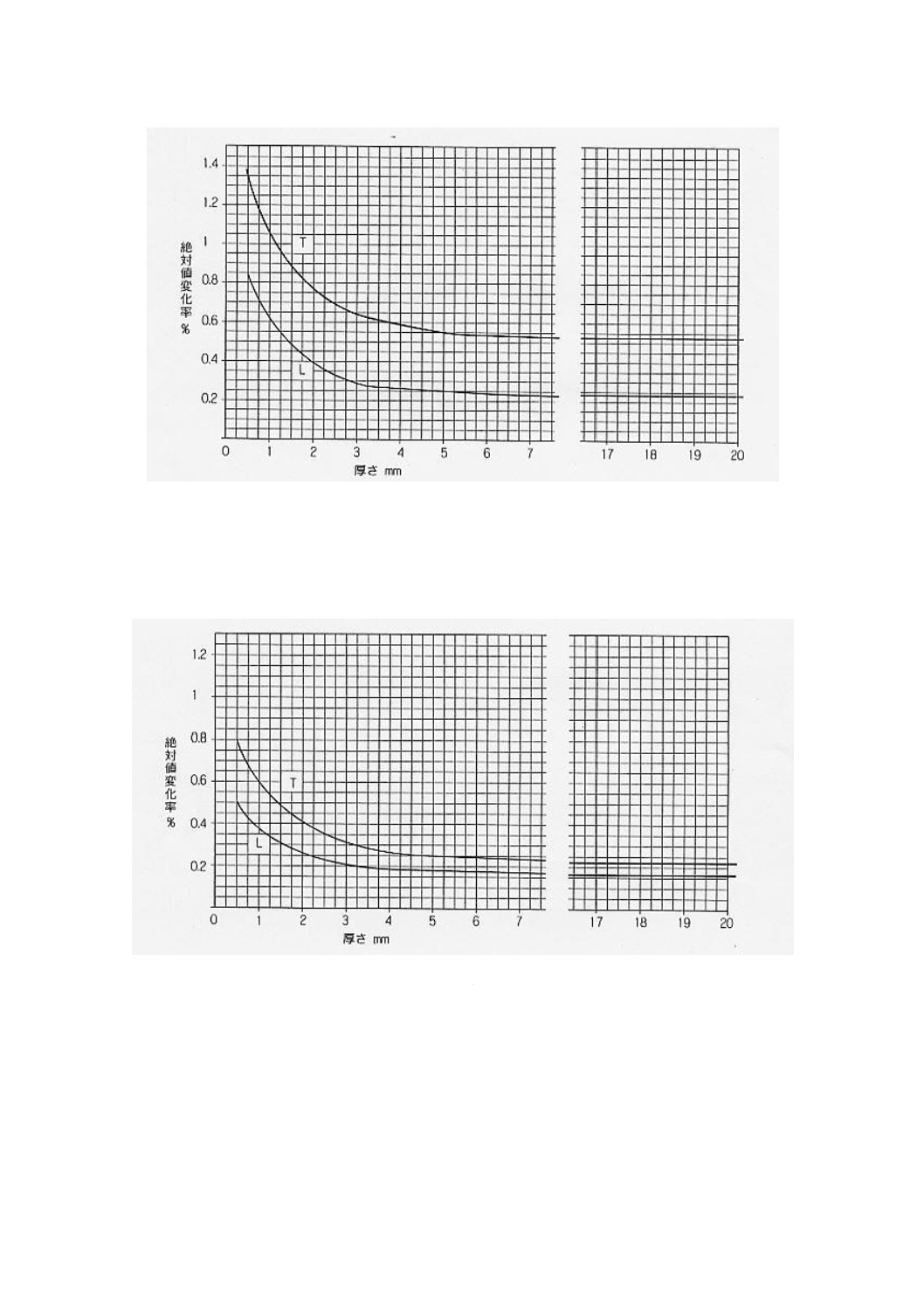
JIS K 6902の試験方法7.(耐煮沸性),9.及び10.(寸法安定性)に関する表8の規格値は,図A.1〜A.4
による。
これらの特性は,高圧化粧板の厚さに依存し,図の曲線によって,規格の個々の限界値より更に具体的
な情報を得ることができる。
曲線は,高圧化粧板タイプS,タイプP及びタイプFそれぞれの,上限値を示す。これまで,いろいろ
な用途分野に固有な高圧化粧板厚さを規定する試みはされていない。しかし与えられた厚さの高圧化粧板
の特性を求めるに当たって,これらの特性が限界を表す曲線のどこに位置するかを知ることは重要である。
期待される性能を知ることによって,顧客は,用途の要求特性に最も適った高圧化粧板の厚さを決める
ことができる。
図A.1−吸水率−質量増加率%
図A.2−吸水率−厚さ増加率%
14
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T 横方向
L 縦方向
図A.3−寸法安定性−試験方法9−タイプS,F及びP
T 横方向
L 縦方向
図A.4−寸法安定性−試験方法10−タイプS,F及びP
15
K 6903:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
引っかき硬さに関する補足
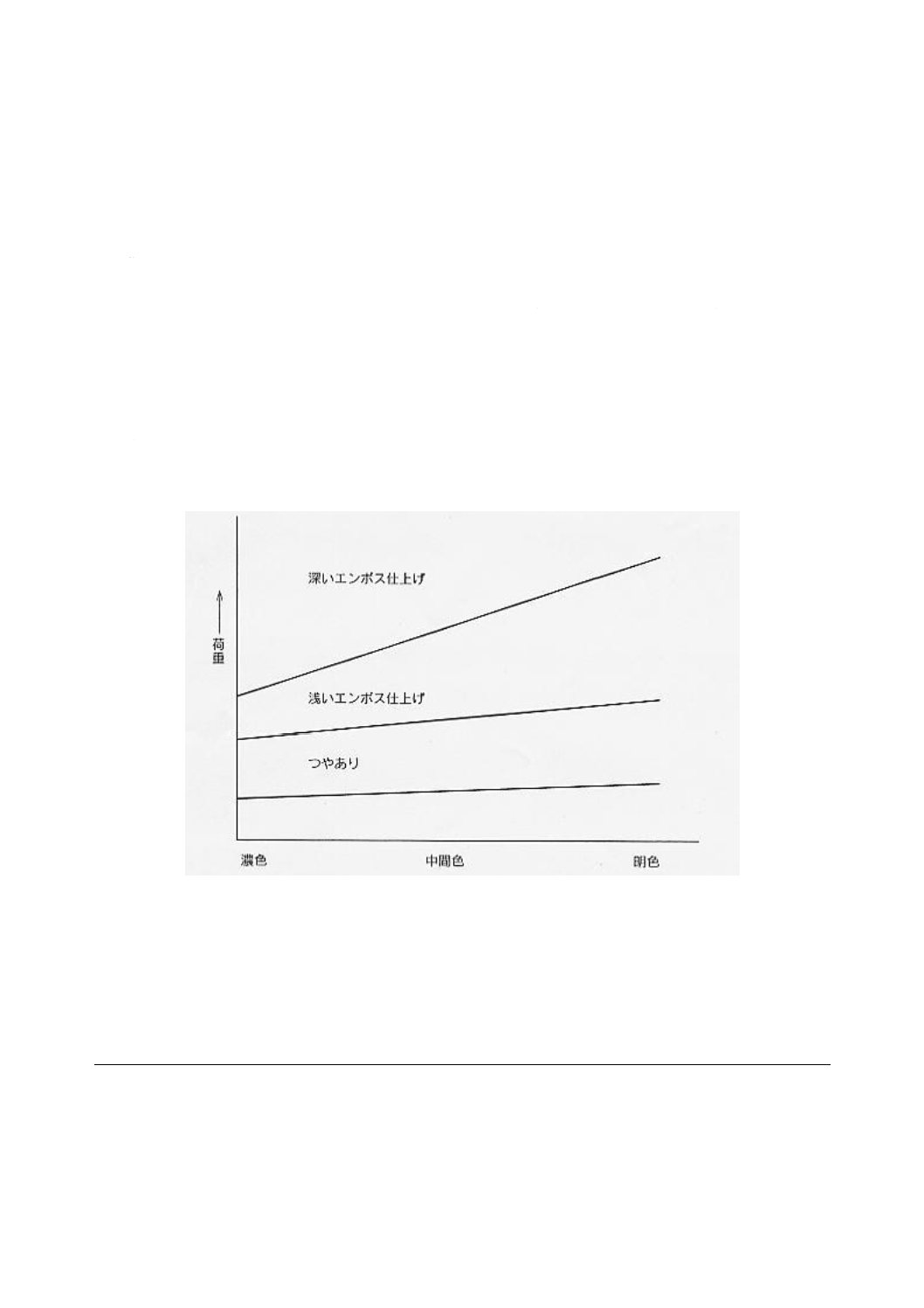
JIS K 6902の試験方法14.(引っかき硬さ)に関する表8の規格値は,図B.1による。
高圧化粧板の引っかき硬さは,表面の仕上げ及び色調に左右されるため,各高圧化粧板の種類に対する
最小許容値を,表8に示す。しかし,引っかき硬さの数値は,色調,印刷及び表面仕上げの組合せを選定
することによって,これらの許容値を大幅に超えることは可能である。
一般的に引っかき硬さは,淡色系が濃色系より優れ,柄物が単色より優れ,エンボス仕上げが平たんな
仕上げより優れる。
図B.1に,表面仕上げと色調が高圧化粧板の引っかき硬さに及ぼす効果を示す。用途に応じて表面仕上
げと色調及び印刷を選択することができる。
例えば,深くて粗い仕上げで白系であれば,引っかき硬さA法によれば約10 Nの数値が得られる。
図B.1−表面仕上げ及び色調が引っかき硬さに及ぼす効果
参考文献 JIS G 3141 冷間圧延鋼板及び鋼帯
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS Z 8203 国際単位系(SI)及びその使い方
JIS Z 8401 数値の丸め方
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS K 6903:0000 熱硬化性樹脂高圧化粧板
ISO 4586-1:2004,High-pressure decorative laminates−Sheets made from
thermosetting resins−Part 1: Classification and specifications
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
高圧化粧板について規定す
る。
1
一致
2 引用規
格
3 用語及
び定義
車両用を含めた高圧化粧板
を定義する。
3
追加
ISO規格には車両用がない。
ISOに提案を検討する。
4 種類
種類はタイプ及び性能によ
って,又は用途及びグレード
によって区分し表1及び表5
のとおりとする。
用途及びグレードによる区
分
・水平面用
・垂直面用
・厚物化粧板用
・車両用
タイプ及び性能による区分
4
種類は性能レベルによる三
つの項目(耐摩耗性,小球
による耐衝撃性,引っかき
硬さ)で一般的な特徴を表
現したもので,表1に代表
的な用途と性能分類を記述
している。
追加
追加
水平面用,垂直面用及び車両用を
追加した。
ISO規格には車両用が規定され
ていない。
用途,性能による区分の定義であ
って技術的差異はない。
ISOに提案を検討する。
8
K
6
9
0
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 種類
(続き)
クラス分け
タイプS:一般化粧板
タイプP:ポストフォーミン
グ用化粧板
タイプF:耐火用化粧板
クラス分け
タイプS:一般化粧板
タイプP:ポストフォーミ
ング用化粧板
タイプF:耐火用化粧板
ISO規格では耐火性能に関す
る試験方法が検討中であり,
今後のISO規格の動向によっ
て検討する。
5 要求性
能
車両用を追加
5
車両用がない。
追加
次回ISOに提案を検討する。
6 品質
6.1 色及
び柄
太陽光又はJIS Z 8781に規
定するCIE測色用標準イル
ミナントD65で検査し,再び
タングステン光源で検査,又
はJIS C 7601の光源で検査
し,標準と比較して顕著な差
がない。
6
6.1
太陽光又はD65規格の光源
で検査し,再びタングステ
ン光源で見て,標準と比較
して顕著な差がない。
追加
安定した光源で入手容易な光源
(蛍光ランプ)を追加規定した。
次回ISOに提案を検討する。
6.2 表面
仕上げ
表面仕上げの合一性は,試験
片を異なる角度から見て顕
著な差がロット内で比較し
てないこと。
6.2
表面仕上げの合一性は,試
験片を異なる角度から見て
顕著な差が比較してないこ
と。
追加
JISではロット内で比較して顕著
な差がないこととした。技術的差
異はない。
6.3 厚さ
の許容差
水平面用及び垂直面用の呼
び厚さの上限下限を変更し
た。
6.3
変更
呼び厚さの範囲と許容差を変更
した。受渡当事者間の協定によ
る。技術的差異はない。
6.4 外観
6.4.1
6.4.2
外観の欠点の評価基準
タイプ及び性能区分による
外観
用途及びグレード区分によ
る外観
6.4
外観の欠点の評価基準
タイプ及び性能区分による
外観
追加
JISはISO規格と識別距離と異物
基準とが異なる。かつ,具体的に
規定するためJIS K 6902:1995の
識別距離と異物基準とを用途及
びグレード区分による外観とし
て規定した。
技術的差異はない。
8
K
6
9
0
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6.5 その
他の品質
a) 耐摩耗性B法を規定。
b) 耐熱性B法を規定。
c) 寸法安定性(高温)B法
を規定。
d) 耐衝撃性(大球)B法を
規定。
e) 引っかき硬さB法を規
定。
f) 耐汚染性B法を規定。
g) 耐光性D法を規定。
h) 耐シガレット性B法を
規定。
i) 曲げ成形性C法を規定。
j) 耐火膨れ性C法を規定。
k) 耐熱水性B法を規定。
l) 屈曲性(車両用高圧化粧
板)を規定。
6.5
a) 耐摩耗性A法。
b) 耐熱性A法。
c) 寸法安定性(高温)A
法。
d) 耐衝撃性(大球)A法。
e) 引っかき硬さA法。
f) 耐汚染性A法,C法。
g) 耐光性A法,B法,C
法。
h) 耐シガレット性A法。
i) 曲げ成形性A法,B法。
j) 耐火膨れ性A法,B法。
k) 耐熱水性A法。
ISO規格には規定していな
い。
追加
追加
追加
追加
追加
追加
追加
追加
追加
追加
追加
追加
a) 研磨紙の検定方法が異なる。
終点の判定方法が異なる。
b) 試験片条件(木製断熱板固
定,パーティクルボードはり
合わせ)が異なる。
c) 試験装置,試験片サイズが異
なる。
d) 球のサイズが異なる。
e) 試験装置,針,判定方法が異
なる。
f) 汚染材料,操作方法が異な
る。
g) 試験装置,判定方法が異な
る。
h) 試験装置が異なる。
i) 試験装置が異なる。
j) 試験装置が異なる。
k) 試験片条件(木製断熱板固
定,パーティクルボードはり
合わせ)が異なる。
l) 車両用独自の方法として規
定した。
顧客の要求仕様が,欧米と日
本,アジア地区で異なる。2003
年度年次大会にてISOへ提案
したが受け入れられず。
b)k) はり合わせ,養生につい
ては,日本の提案は各国とも
運用で実施しており規格は変
更しない。
d) アメリカ以外は興味示さ
ず。
g) 色差計はすべての色柄に
は適用できない。
l) 日本固有の用途と試験法
であり,時期を見てISO
へ提案する。
7 試験方
法
試験方法は,JIS K 6902によ
る。
追加
ISO規格には規定されていない。 一般の利用者のため箇条を起
こした。
8 表示
表示を規定。
追加
ISO規格には規定されていない。 適合性評価のため必要な項
目。ISOに提案を検討する。
8
K
6
9
0
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 試料の
採取
試料の取り方を規定。
追加
ISO規格には規定されていない。 抜取検査は必要であり規定し
た。ISOに提案を検討する。
附属書A
(規定)
Annex
A
一致
附属書B
(規定)
Annex
B
一致
JISと国際規格との対応の程度の全体評価:ISO 4586-1:2004,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ··············· 技術的差異がない。
− 追加 ··············· 国際規格にない規定項目又は規定内容を追加している。
− 変更 ··············· 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD··············· 国際規格を修正している。
8
K
6
9
0
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。