2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6895-1995
四ふっ化エチレン樹脂製品の
寸法測定方法
Method for determination of dimension of
polytetrafluoroethylene parts
1. 適用範囲 この規格は,四ふっ化エチレン樹脂製品の寸法測定方法について規定する。
備考1. ここでいう四ふっ化エチレン樹脂とは,慣用名でありその化学名はポリテトラフルオロエチ
レンという。
2. この規格の引用規格を,次に示す。
JIS B 7153 工具顕微鏡
JIS B 7184 投影検査器
JIS B 7420 限界ゲージ
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS B 7515 シリンダゲージ
JIS B 7516 金属製直尺
JIS B 7517 ハイトゲージ
JIS B 7518 デプスゲージ
JIS B 7519 指針測微器
JIS B 7520 指示マイクロメータ
JIS B 7524 すきまゲージ
JIS B 7533 てこ式ダイヤルゲージ
JIS B 7534 金属製角度直尺
JIS Z 8101 品質管理用語
JIS Z 8401 数値の丸め方
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) 試料 JIS Z 8101の(1)に従い,同一ロットの中から測定に供するためにとられた製品の単体をいう。
(2) 抜取方式 JIS Z 8101の(4)で定められたサンプリングの方式をいう。
(3) 抜取検査方式 JIS Z 8101の(4)で定められた抜取検査の方式をいう。
2
K 6895-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 抜取り及び抜取検査方式 試料の抜取り及び抜取検査方式は測定の目的によって2.(2)及び2.(3)若し
くはこれと同等以上の合理的な方法を受渡当事者間において決定する。
4. 一般条件
4.1
試験場所の温湿度状態 試験場所の温湿度状態は,温度25±2℃,相対湿度 (65±20) %とする。
4.2
試料の状態調節 試料は原則として測定前に少なくとも4時間以上,4.1の温湿度状態の雰囲気中に
静置しておくものとする。
なお,測定機器の温度が試料の測定に影響するおそれのある場合は,その測定機器についても試料と同
様に状態調節を行う。
4.3
数値の丸め方 規定された寸法許容差の1けた下まで求められる測定機器を使用する場合は,測定
の結果を定められた数値の1けた下まで求め,JIS Z 8401によって丸める。
また,寸法許容差のけたより下のけたの値が求められない測定機器については,そのままの測定値で表
す。
5. 測定機器の種類 使用される測定機器の種類は,付表1に示すもの又はこれと同等以上の精度を有す
るものとする。
6. 測定方法
6.1
測定機器の使用方法 測定機器の使用方法は,付表2のとおりとする。
6.2
測定項目による測定機器の選択 測定項目によって使用する測定機器は,付表3のとおりとする。
ただし,同一測定項目における使用測定機器の選択は必要とする精度によって受渡当事者間において決定
することができる。
6.3
安定した測定値が得られにくい場合の測定方法 定められた方法で測定機器を使用したとき,その
測定力によって被測定物が変形し,安定した測定値が得られにくい場合,若しくは測定前において,被測
定物が変形を生じている場合は次のように処置する。
使用する測定器を限界ゲージと同じように用いて測定したときの寸法と,その使用する測定機器を定め
られた方法で正しく用いて測定したときの寸法との差が与えられた寸法許容差の30%を超える場合は,測
定機器の測定力によって安定した測定値が得られにくいと判定し次のようにして測定する。ただし,この
判定は,5個以上の試料(5個以上の試料が得られない場合は5か所以上の測定箇所)について行う。
6.3.1
リップ形状の製品で測定箇所がリップに触れる場合
(1) 投影検査器や工具顕微鏡などによって非接触測定をする。
(2) 限界ゲージを使用して結果をその範囲で表す。
(3) 測定機器を限界ゲージのように使用する。
6.3.2
薄肉リング状の製品の内外径を測定する場合
(1) 限界ゲージを使用して結果をその範囲で表す。
(2) 削り加工時の寸法と定められた方法で正しく測定したときの寸法との差をあらかじめ求めておき,削
り加工時の寸法の結果から求める。
(3) テーパゲージによって測定する。
6.3.3
切り離されているリング状製品の内外径若しくはそのすきまを測定する場合
(1) 正しい寸法が既知のゲージなどに巻きつけ過不足分の測定値から計算によって寸法を求める。
3
K 6895-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) テーパゲージによって測定する。
6.3.4
被測定物が変形している場合 ガラス板で静かにおさえ投影検査器で測定する。
6.4
測定箇所及び測定値の表し方 測定箇所は1試料につき最低2か所とし,内径,外径については直
角2方向を,その他については任意の箇所を測定し,その算術平均をとる。
なお,測定値はすべてミリメートル (mm) の単位で表す。
7. 報告 報告には,次の事項のうち該当するものを記入する。
(1) 被測定物の名称*
(2) 測定項目及び測定値
(3) 測定年月日
(4) 測定条件(温湿度,使用測定機器の名称など)
(5) その他
注*
必要に応じて被測定物の形状及び測定箇所を示すのがよい。
4
K 6895-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
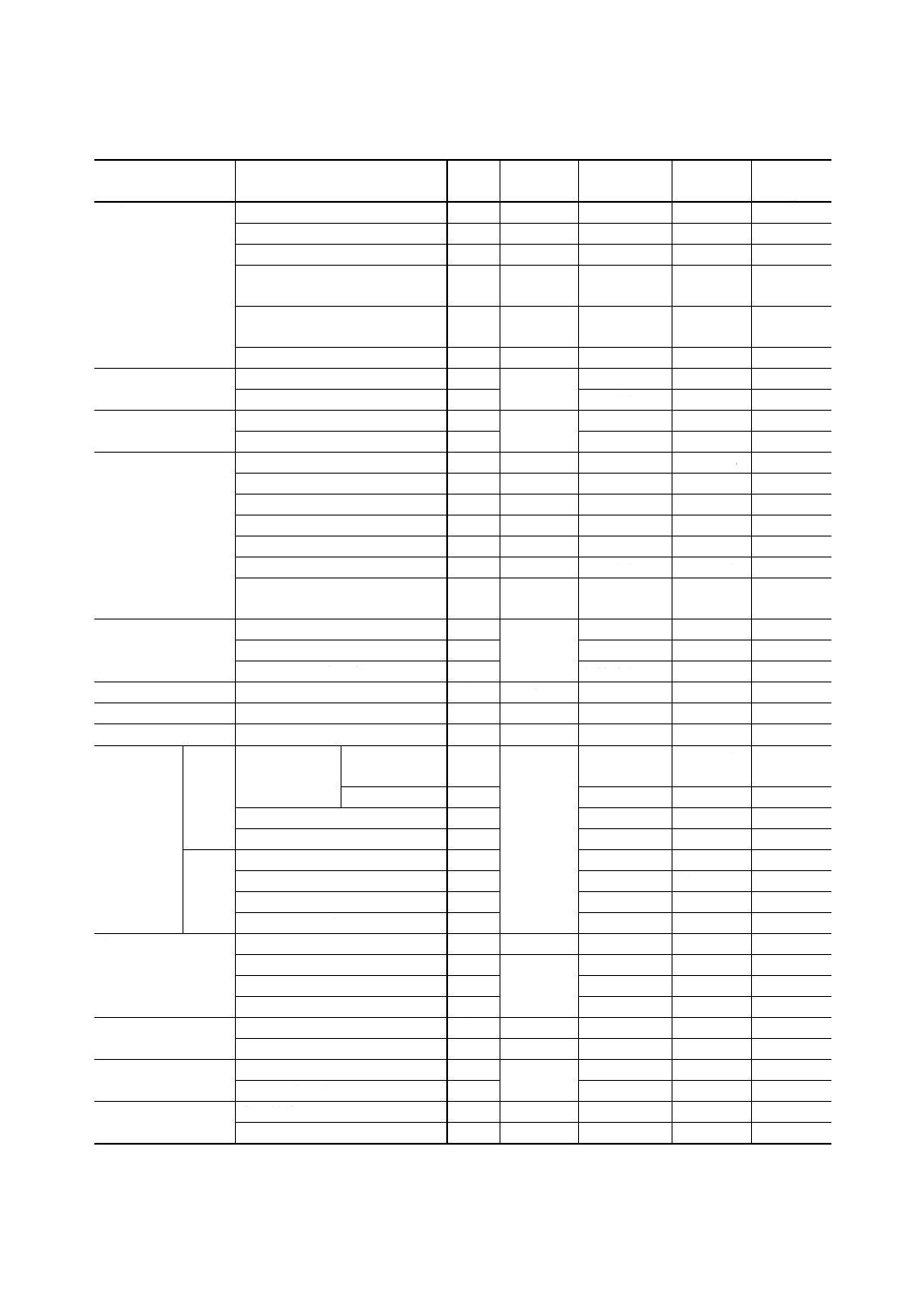
付表1 測定機器の種類
測定機器の種類
測定機器の名称
等級
JIS番号
最小目盛
(mm)
測定範囲
(mm)
測定力
(g)
マイクロメータ
外側マイクロメータ
B 7502
0.01
0〜 500
400〜1 000
指示マイクロメータ
B 7520
0.02以下
0〜 100
500〜1 000
管用マイクロメータ
0.01
棒形内側マイクロメータ(単体
形)
B 7502
0.01
50〜 500
キャリパー形内側マイクロメー
タ
0.01
デプスマイクロメータ
0.01
ノギス
M形ノギス
B 7507
0.02, 0.05
0〜1 000
CM形ノギス
0.02, 0.05
0〜1 000
デプスゲージ
DB形デプスゲージ
B 7518
0.02
0〜 300
DS形デプスゲージ
0.05
0〜 300
ダイヤルゲージ
0.01mm目盛ダイヤルゲージ
B 7503
0.01
0〜 10
最大140
0.001mm目盛ダイヤルゲージ
B 7503
0.001
0〜 5
最大150
てこ式ダイヤルゲージ
B 7533
0.01, 0.002
最大 40
ダイヤルシックネスゲージ
0.01, 0.05
0〜 35
ダイヤルデプスゲージ
0.01, 0.05
0〜 300
ダイヤルシートゲージ
0.01, 0.05
0〜 50
ダイヤルキャリパーゲージ
0.01, 0.05,
0.1
0〜 500
ハイトゲージ
HB形ハイトゲージ
B 7517
0.02, 0.05
0〜1 000
HM形ハイトゲージ
0.02, 0.05
0〜1 000
HT形ハイトゲージ
0.02, 0.05
0〜1 000
シリンダゲージ
シリンダゲージ
A級
B 7515
0.001
18〜 400
400〜600
測微器
指針測微器
B 7519
0.001以下
100又は225
テーパゲージ
テーパゲージ
限界ゲージ
穴用
円筒形プラグ
ゲージ
テーパロック
形
B 7420
1〜 50
トリロック形
50〜 120
板プラグゲージ
80〜 250
棒ゲージ
80〜 500
軸用
リングゲージ
1〜 100
両口板はさみゲージ
1〜 50
片口板はさみゲージ
3〜 50
C形板はさみゲージ
50〜 180
直尺
金属製直尺
B 7516
0.5
0〜2 000
金属製角度直尺A形
B 7534
0〜 500
金属製角度直尺B形
0〜 300
金属製角度直尺C形
0〜 500
巻尺
鋼製巻尺
1級
B 7512
π尺
0.5以下
すきまゲージ
すきまゲージA形
B 7524
すきまゲージB形
光学測定器
投影検査器
B 7184
工具顕微鏡
B 7153
5
K 6895-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
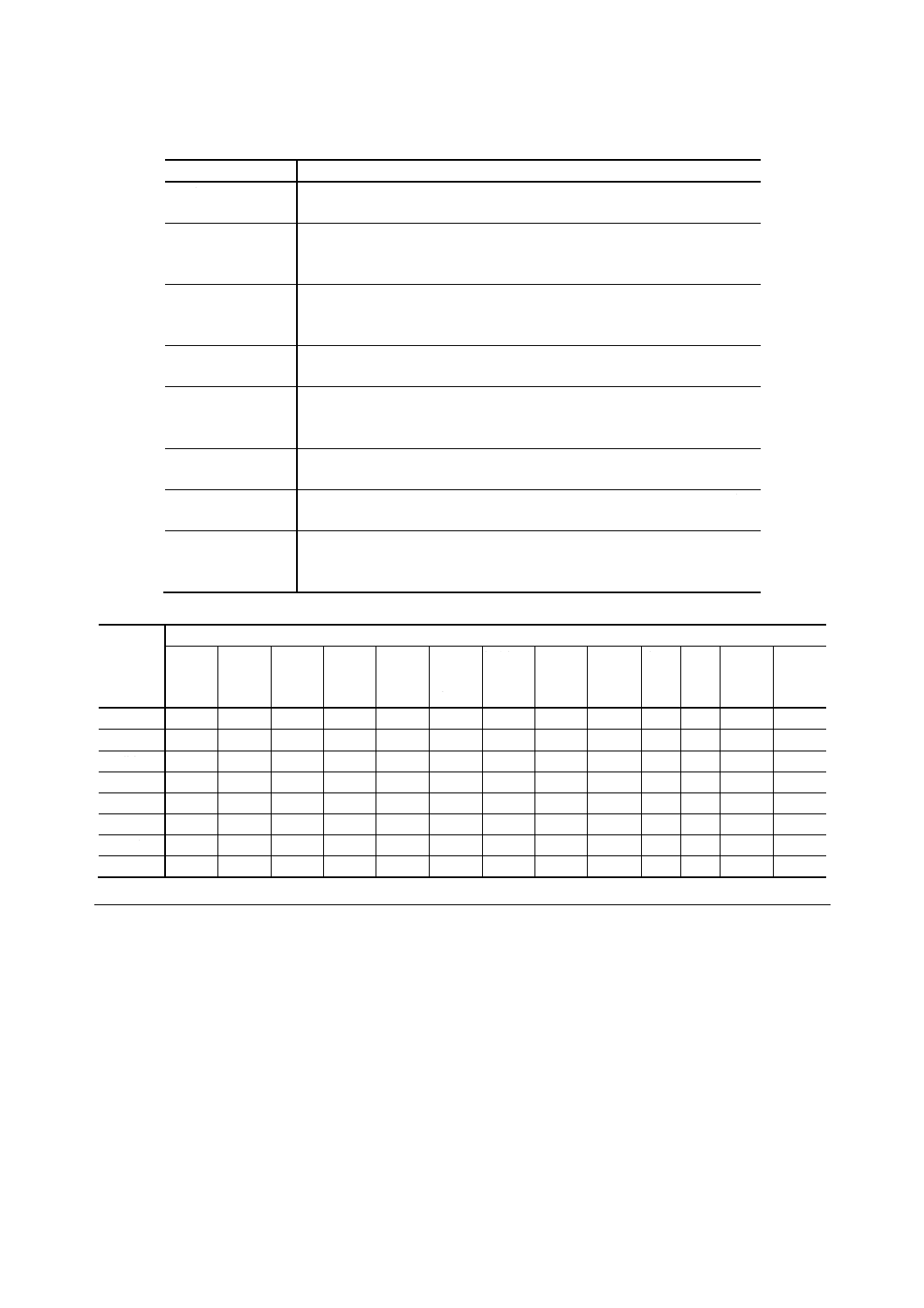
付表2 測定機器の使用方法
測定機器の種類
使用方法
マイクロメータ
測定物を平坂上に置くか,又は手で保持し原則としてラチェット3音の
位置の値を読み取る。
ノギス
デプスゲージ
ハイトゲージ
指圧によって測定面に接したときの位置の値を読み取る。
ダイヤルゲージ
シリンダゲージ
測微器
測定子が測定面に接したときの位置を読み取る。
テーパゲージ
ゲージに挿入された測定物が,原則としてその自重によって静止した位
置のゲージの値を読み取る。
限界ゲージ
通り側が測定物を変形させず,原則としてゲージの自重に相当する力で
スムースに挿入でき,止り側がゲージの自重に相当する力で挿入し得な
いときのゲージの寸法をみる。
直尺
巻尺
基点を測定物の一端に合わせ,無理なく,平らに伸ばしたときの他端の
位置の値を読み取る。
すきまゲージ
測定物とゲージとの間に余分な,すきまがなく,かつ,スムースに挿入
されたときのゲージの寸法を読み取る。
光学測定器
測定物の一端を基準線に合わせ,そのときの位置の値を読み取る。次に,
十字動テーブルを移動させて測定物の他端を基準線に合わせ,そのとき
の位置の値を読み取り,最初に読み取った値との差を求める。
付表3 測定項目による測定機器の選択
測定項目
測定機器の種類
マイク
ロメー
タ
ノギス デプス
ゲージ
ダイヤ
ルゲー
ジ
ハイト
ゲージ
シリン
ダゲー
ジ
測微器 テーパ
ゲージ
限界ゲ
ージ
直尺 巻尺 すきま
ゲージ
光学測
定器
外径
○
○
○
○
○
○
内径
○
○
○
○
○
○
○
溝幅
○
○
○
○
長さ
○
○
○
○
○
○
高さ
○
○
○
○
○
厚さ
○
○
○
○
○
深さ
○
○
○
○
すきま
○
○
○
関連規格 JIS B 7506 ブロックゲージ
JIS B 7513 精密定盤
6
K 6895-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
高分子部会 4F寸法差専門委員会 構成表(昭和48年9月1日制定のとき)
氏名
所属
(委員会長)
堀 三 陽
東邦大学
太 田 清 水
ブリヂストンタイヤ株式会社
横 山 豊
工業技術院計量研究所
小 幡 八 郎
通商産業省化学工業局
渡 部 有 造
工業技術院標準部
岩 田 周 三
防衛庁技術研究本部
近 森 徳 重
株式会社阪上製作所
中 山 貞 望
日本電気株式会社
藤 井 一 正
日本ジョン・クレーン株式会社
勝 見 進
日本ピラー工業株式会社
仁戸部 鞆 彦
日本バルカー工業株式会社
森 山 康 弘
日東電気工業株式会社
柳 瀬 昇
大日日本電線株式会社
田 中 年 男
日本アスベスト株式会社
斉 藤 領 職
日本弗素樹脂工業会
(事務局)
鎌 田 矩 夫
工業技術院標準部繊維化学規格課
安 達 孝 明
工業技術院標準部繊維化学規格課
(事務局)
小 林 勝
工業技術院標準部繊維化学規格課(平成7年4月1日改正のとき)
砂 川 輝 美
工業技術院標準部繊維化学規格課(平成7年4月1日改正のとき)