K 5600-9-2:2006
(1)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本塗料工業会(JPMA)/財団法人
日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 8130-11:1997,Coating powders−Part
11:Inclined-plane flow testを基礎として用いた。
また,令和2年10月20日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本産業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
JIS K 5600-9-2には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
JIS K 5600の規格群には,次に示す部編成がある。
JIS K 5600-9-1 第9部:粉体塗料−第1節:所定温度での熱硬化性粉体塗料のゲルタイムの測定方法
JIS K 5600-9-2 第9部:粉体塗料−第2節:傾斜式溶融フロー試験方法
JIS K 5600-9-3 第9部:粉体塗料−第3節:レーザ回析による粒度分布の測定方法
K 5600-9-2:2006
(2)
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 原理 ······························································································································ 2
5. 装置 ······························································································································ 2
5.1 循環型オーブン ············································································································· 2
5.2 プレート ······················································································································ 2
5.3 プレート架台 ················································································································ 3
5.4 はかり ························································································································· 3
5.5 ペレット成形機 ············································································································· 3
5.6 金属尺 ························································································································· 3
5.7 はく離用離型剤 ············································································································· 3
6. サンプリング ·················································································································· 3
7. 操作 ······························································································································ 3
7.1 A法(予備加熱法) ······································································································· 3
7.2 B法(直接加熱法) ········································································································ 3
8. 結果の表示 ····················································································································· 4
9. 試験報告 ························································································································ 4
附属書(参考)JISと対応する国際規格との対比表 ····································································· 5
日本産業規格 JIS
K 5600-9-2:2005
塗料一般試験方法−
第9部:粉体塗料−
第2節:傾斜式溶融フロー試験方法
Testing methods for paints-
Part 9 : Coating powders-
Section 2 : Inclined-plane flow test
序文 この規格は,1997年に第1版として発行されたISO 8130-11,Coating powders−Part 11:Inclined-plane
flow testを翻訳し,技術的内容を変更して作成した日本産業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格にはない事項である。変更の一
覧表をその説明を付けて,附属書(参考)に示す。
警告 この規格の利用者は,通常の実験室の作業に精通しているものとする。この規格は,その利用に関
連して起こるすべての安全上の問題を取り扱おうとするものではない。この規格の利用者は,各自
の責任において,安全で健康な作業の確保及び関連する全ての法律を遵守しなければならない。
1. 適用範囲 この規格は,水平に対してある角度に傾斜させた面を,溶融して流れ落ちる熱硬化性粉体
塗料の溶融特性を測定する方法について規定する。
備考1. この方法は,JIS K 5600-9-1に準じた試験温度で,ゲルタイムが1分未満の塗料には,適用
しない。
2. この試験の結果は,粉体塗料の硬化時に起こる溶融フローの程度を表示する。この特性は,
塗膜表面の外観,エッジカバーリング性及び塗膜の付着性に関係する。
3. この試験は,粉体塗料のロットごとの挙動を評価でき,有用な役割をする。異なる組成の粉
体塗料間での相関性は期待できない。
4. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 8130-11:1997,Coating powders−Part 11:Inclined-plane flow test (MOD)
2
K 5600-9-2:2006
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 7516 金属製直尺
JIS G 3141 冷間圧延鋼板及び鋼帯
備考 ISO 3574:1986,Cold-reduced carbon steel sheet of commercial and drawing qualitiesからの引用事
項は,この規格の該当事項と同等である。
JIS K 5500 塗料用語
備考 ISO 4618-1:1998,Paints and varnishes−Terms and definitions for coating materials−Part 1:
General terms,ISO 4618-2:1999,Paints and varnishes−Terms and definitions for coating materials
−Part 2: Special terms relating to paint characteristics and properties及びISO 4618-3:1999,Paints
and varnishes−Terms and definitions for coating materials−Part 3: Surface preparation and methods
of applicationからの引用事項は,この規格の該当事項と同等である。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:サンプリング
備考 ISO 8130-9:1992,Coating powders−Part 9: Samplingからの引用事項は,この規格の該当事項
と同等である。
JIS K 5600-9-1,塗料一般試験方法−第9部:粉体塗料−第1節:所定温度での熱硬化性粉体塗料のゲ
ルタイムの測定方法
備考 ISO 8130-6:1992,Coating powders−Part 6: Determination of gel time of thermosetting coating
powders at a given temperatureからの引用事項は,この規格の該当事項と同等である。
JIS R 3202 フロート板ガラス及び磨き板ガラス
ISO 8130-2:1992,Coating powders−Part 2:Determination of density by gas comparison pyknometer (Referee
method)
ISO 8130-3:1992,Coating powders−Part 3:Determination of density by liquid displacement pyknometer
3. 定義 この規格で用いる主な用語の定義は,JIS K 5500による。
4. 原理 標準寸法のペレットに成形された熱硬化性粉体塗料の試料は,加熱された傾斜プレート上に置
かれたとき,溶融し流れ落ちる。この溶融フローの程度を測定する。
5. 装置
5.1
循環型オーブン 循環型オーブンは,250 ℃までの温度を維持することができるものとする。また,
循環ファンは,必要に応じて停止できるものとする。
5.2
プレート 使用した試験板の詳細は,試験報告(9.)に記載する。
a) 金属板は,JIS G 3141に規定するSPCC-SBの磨き鋼板(200×300×0.8 mm)とする。
b) ガラス板は,JIS R 3202に規定するフロート板ガラスとする。
備考 写真乾板用のガラス板が最適である。
3
K 5600-9-2:2006
5.3
プレート架台 プレート架台は,適切な金属製で,循環型オーブン(5.1)の内部の大きさに合わせ,
オーブンの側面に突き出たレバーによって移動させる。その架台には,数枚のプレート(5.2)を載せるこ
とができ,水平の位置から90度の角度まで,傾けることができるもの。
5.4
はかり はかりは,10 mgまで測定可能なもの。
5.5
ペレット成形機 ペレット成形機は,成形用ロッド及びリングで構成され,直径12.5±0.05 mm,厚
さ6.5±0.2 mmのペレットを作製できるものとする。
5.6
金属尺 スケールは,mm単位で測定できるもの,又はJIS B 7516に規定する金属製直尺による。
5.7
はく離用離型剤 ポリテトラフルオロエチレン製のはく離用エアロゾルスプレーとする。
6. サンプリング 製品の代表的なサンプルは,JIS K 5600-1-2に規定する方法によって,採取する。
7. 操作 測定は,同じ試料につき2回の繰返し操作を行う。
7.1
A法(予備加熱法)
a) ISO 8130-2又はISO 8130-3に規定する方法によって,粉体塗料の密度を測定し,密度の値とその半分
の値の間で適切な量をグラム単位ではかりとる。ペレット成形機(5.5)によって試料を圧縮し,6.5
±0.2 mm厚の試料を型から押し出す。ペレットの質量は,10 mgまで正確に測定する。
ペレット調製及び試験開始までに時間がある場合,試料は,デシケータ又は密封バッグ中に保管し,
吸湿しないようにする。
b) 特に受渡当事者間の協定がない場合は,試験の温度は180±2 ℃とする。
c) はく離用離型剤(5.7)をガラスプレート(5.2)の最上部に吹き付けて,風乾する。はく離用離型剤の
使用は,ガラスのプレートが再使用できるように,サンプルの除去を容易にし,かつ,均一な表面を
得るためである。金属板が使用された場合,この操作は,不適切とみなされることもある。はく離用
離型剤の使用は,受渡当事者間の合意で省略することができる。このはく離用離型剤の使用の場合は,
試験報告に記載する。
d) プレート架台(5.3)上にプレートを水平に置く。
e) 適切な温度b) に調整された循環型オーブン中に,プレートを載せた架台をセットし,ファンを作動
させたまま,架台を最低15分間,あらかじめ加熱する。
f)
予熱が終わったら,循環ファンを止め循環型オーブンの扉を開く。プレートを傾けたときに,プレー
トの最上部になる位置に試料ペレットを置き,循環型オーブンの扉を閉じて循環ファンを始動する。
この操作は,15秒以内とする。循環型オーブンの扉を閉じて15秒後に,プレートが水平に対し65±1
度になるように,プレート架台を操作する。この状態でプレートを15分間保持する。この後,循環型
オーブンからプレートを取り出し,水平状態で室温まで冷却する。
g) 金属尺(5.6)を用いて,溶融フローしたペレットの長さを0.5 mmまで測定し記録する。ガラスプレ
ートの裏面から観察することは,非常に便利でよく行われる。
7.2
B法(直接加熱法)
a) 7.1 a)に同じ。
b) 7.1 b)に同じ。
c) プレートは5.2 a)に規定する金属板とし,溶剤洗浄したものを使用する。
d) 金属板の最上部の位置に試料ペレットをはり付ける。ペレットのはり付方法としては,ペレット底面
の上端を両面粘着テープでとめる方法と,金属板をあらかじめ試料の融点以上に予熱しておき,ペレ
4
K 5600-9-2:2006
ットを融着させる方法のいずれかによって行う。両面テープを用いる場合には,ペレットの上端を直
径の4分の1以下の幅で接着する。ペレットを融着させる場合には,ペレットをはり付けたプレート
の温度は,一度室温に戻す。
e) 適切な温度b) に調整された循環型オーブン中にプレート架台をセットし,ファンを作動させたまま,
架台を最低15分間あらかじめ加熱する。試験ペレットを付けた金属板を素早く循環型オーブン中のプ
レート架台にしっかりと置き,特に規定がなければ金属板を65±1度の位置に確実に置くようセット
する。
f)
プレートを15分間この状態に維持する。この後,循環型オーブンから金属板を取り出し,水平状態で
室温まで冷却する。
g) 金属尺(5.6)を用いて,溶融フローしたペレットの長さを0.5 mmまで測定し記録する。
8. 結果の表示 7.1又は7.2で測定した溶融フロー値からペレットの元の直径(12.5 mm)を差し引いて,
ペレットの溶融フロー値を計算する。2回の繰返しの測定値が5 %以上のばらつきとなる場合は,7.の操
作をやり直す。5 %以内の有効な二つの値の平均値を求めて,少なくとも0.5 mmまで記録する。
9. 試験報告 試験の報告は,少なくとも次の情報を含むものとする。
a) 試験品の同定に必要な詳細事項
b) この規格番号(JIS K 5600-9-2)
c) 試験温度
d) 試料の質量
e) 操作の方法(A法,B法)
f)
試験結果(個々の値及び平均値)
g) プレートの種類及び前処理の有無[7.1 c)]
h) 規定の方法と異なる特殊試験条件
i)
試験年月日
5
K 5600-9-2:2006
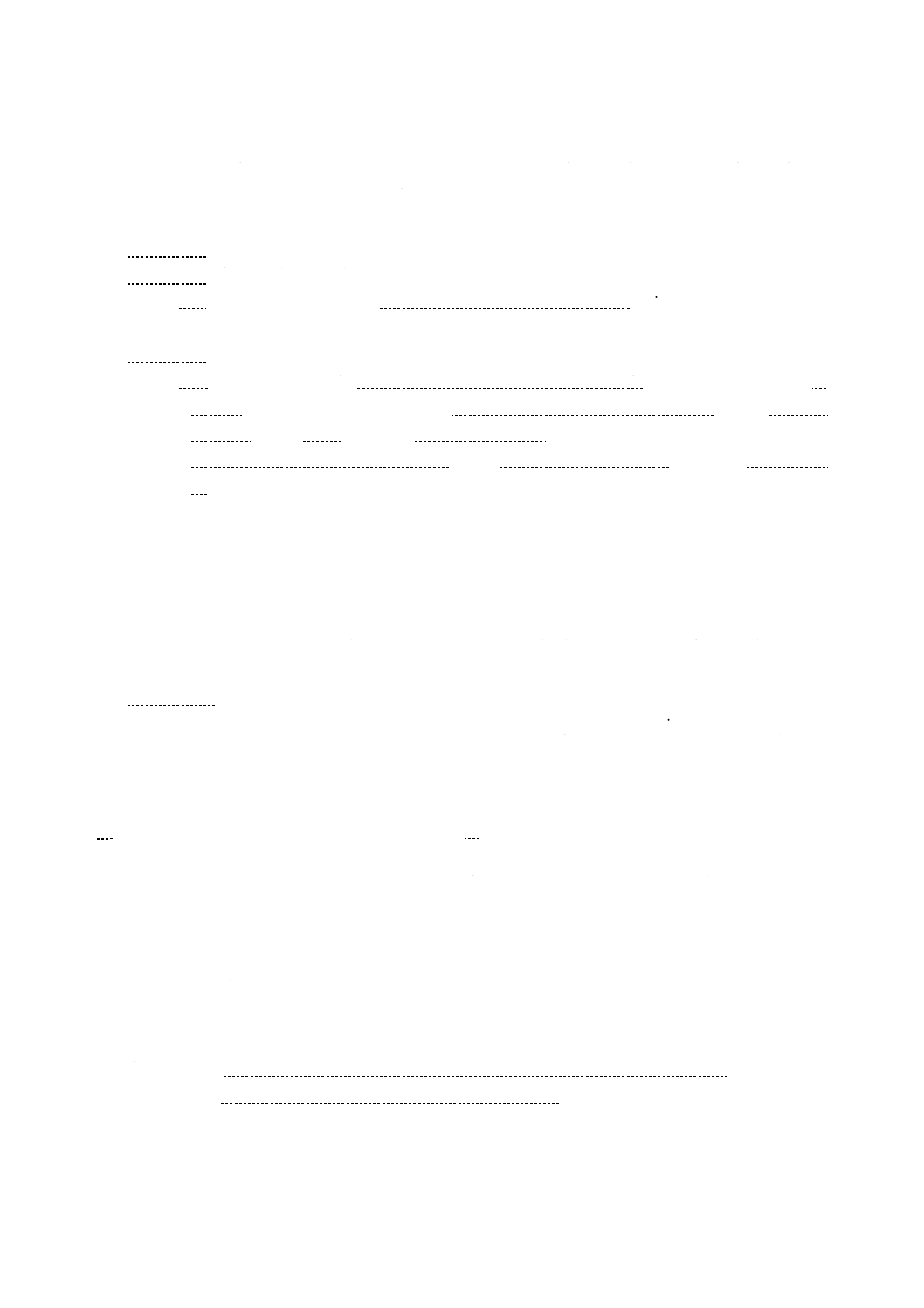
附属書(参考) JISと対応する国際規格との対比表
JIS K 5600-9-2:2005 塗料一般試験方法−第9部:粉体塗料−第2節:傾斜式溶融フロ
ー試験方法
ISO 8130-11:1997,粉体塗料−第11部:傾斜板フローテスト
(Ⅰ) JISの規定
(Ⅱ) 国際規格番号 (Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲
傾斜させた面を溶
融して流れ落ちる
熱硬化性粉体塗料
の溶融特性の測定
ISO 8130-11
1
JISに同じ
IDT
−
−
2.引用規格
JIS B 7516
JIS G 3141
JIS K 5500
JIS K 5600-1-2
JIS K 5600-9-1
JIS R 3202
ISO 8130-2
ISO 8130-3
2
金属尺
ISO 4618-1
ISO 4618-2
ISO 4618-3
ISO 8130-9
ISO 8130-6
ガラス板
ISO 8130-2
ISO 8130-3
MOD/追加
MOD/追加
MOD/追加
IDT
IDT
MOD/追加
IDT
IDT
金属尺を明確にした。
金属板を明確にした。
JIS K 5500を引用して
用語を明確にした。
−
−
ガラス板を明確にした。
−
−
見直し時期にISOに提案する。
見直し時期にISOに提案する。
見直し時期にISOに提案する。
−
−
見直し時期にISOに提案する。
−
−
3.定義
主な用語の定義。
JIS K 5500を引用
ISO 4618-1
ISO 4618-2
ISO 4618-3
MOD/追加
JIS K 5500を引用して
用語を明確にした。
JIS K 5500はISO 4618シリーズ
と整合している。
4.原理
標準サイズのペレ
ットに成形した粉
体塗料が,加熱溶融
して流れるフロー
を測定する。
3
JISに同じ
IDT
−
−
6
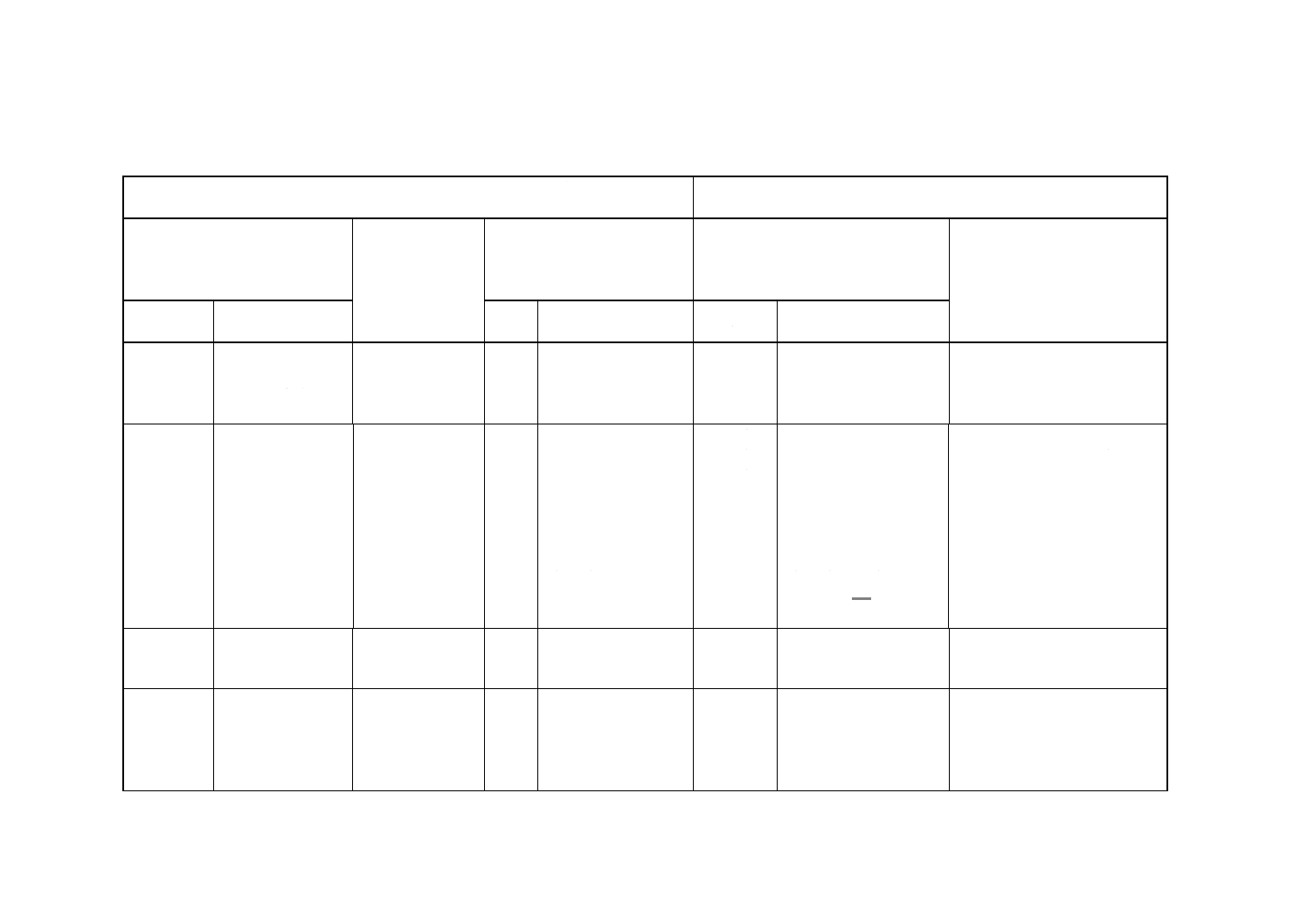
K 5600-9-2:2006
(Ⅰ) JISの規定
(Ⅱ) 国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.装置
循環型オーブン,プレ
ート,架台,成形機,
はく離剤などを規定。
4
架台は水平の位置か
ら65±1度の角度まで
傾けることができる。
MOD/変更
架台は水平の位置から
90度まで傾けることが
できる。
JISを引用し,金属板,
ガラス板及び金属尺を明
確にした。
見直し時期にISOに提案する。
6.サンプリ
ング
JIS K 5600-1-2
5
JISに同じ
IDT
−
−
7.操作
試料の調整,試験温度,
試験板の設置と角度,
溶融フローの長さの測
定法など規定。
6
JISに同じ
IDT
−
−
7.1 a)
密度の値とその半分の
間の値で適切な量をグ
ラム単位ではかりと
る。
6.1
密度の半分のグラム
数をはかりとる。
MOD/追加
ISO規格の方法では試料
ペレットが作製できない
粉体があるため。
見直し時期にISOに提案する。
7.2 B法
金属板に試料ペレット
をあらかじめ粘着又は
接着させ,室温の状態
から直接180 ℃循環型
オーブン中に設置す
る。
−
−
MOD/追加
試験板を置く架台をあら
かじめ65±1度の角度に
セットすることによっ
て,素早く操作が可能と
なる。
見直し時期にISOに提案する。
8.結果の表
示
フロー値の計算法,平
均値の求め方を規定。
7
JISに同じ
IDT
−
−
7
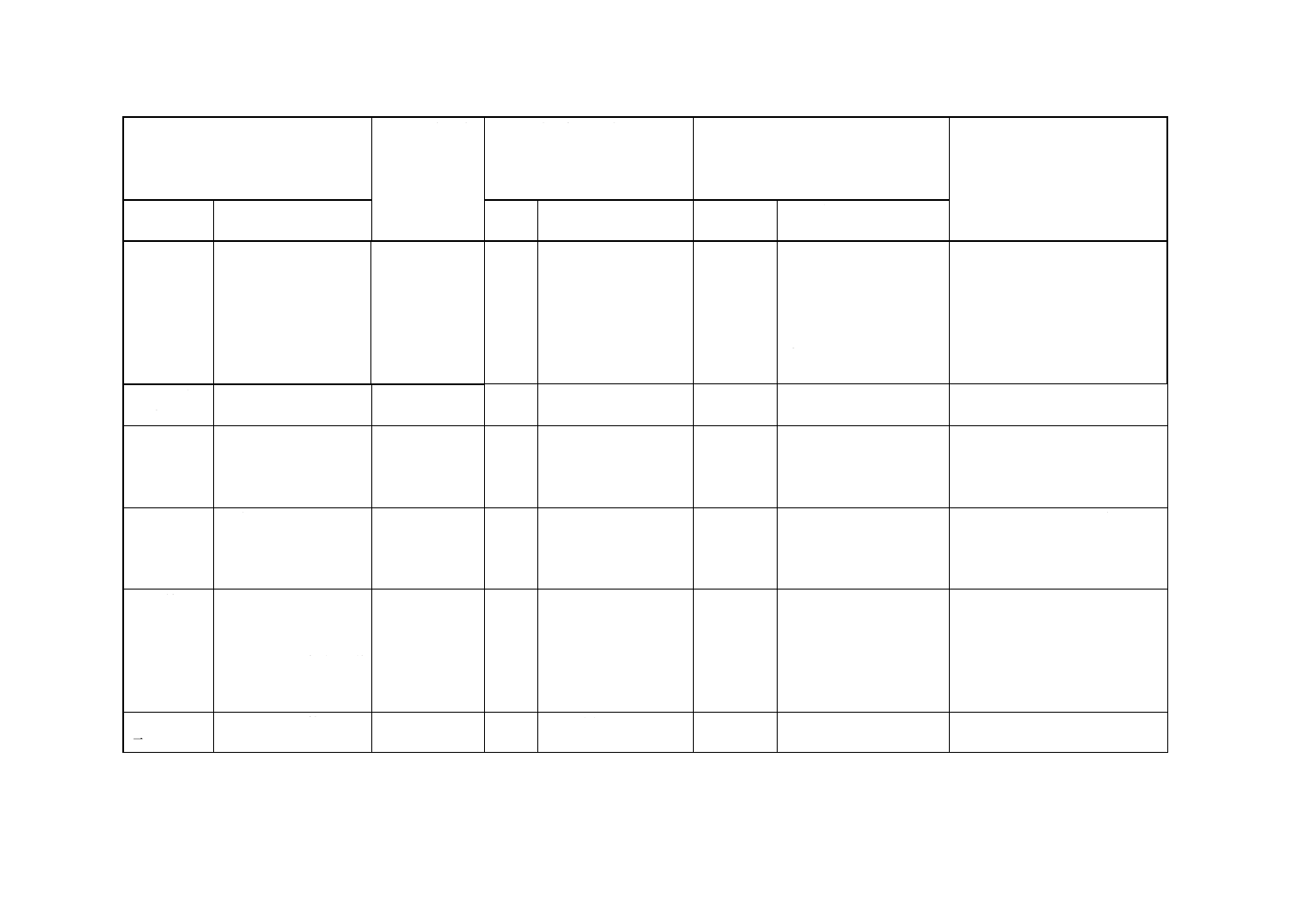
K 5600-9-2:2006
(Ⅰ) JISの規定
(Ⅱ) 国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
精度
項目を削除
8
繰返し反復精度を記
述。
MOD/削除
精度に関する参考データ
がないため,明確になっ
た時点でJIS化する。
見直し時期にISOに確認する。
9.試験報告
試験報告書に記述する
項目を規定。
9
JISに同じ
IDT
−
−
JISと国際規格との対応の程度の全体評価:MOD
備考1.
項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT………………技術的差異がない。
― MOD/削除………国際規格の規定項目又は規定内容を削除している。
― MOD/追加………国際規格にない規定項目又は規定内容を追加している。
― MOD/変更………国際規格の規定内容を変更している。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD……………国際規格を修正している。