K 5600-5-11:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
4.1 耐湿潤摩耗性 ················································································································ 2
4.2 洗浄性 ························································································································· 3
5 試薬······························································································································· 3
6 装置······························································································································· 3
7 サンプリング ··················································································································· 3
8 手順······························································································································· 4
8.1 塗装 ···························································································································· 4
8.2 耐湿潤摩耗性 ················································································································ 5
8.3 洗浄性 ························································································································· 6
9 結果の表し方 ··················································································································· 6
9.1 塗膜質量の損失量の計算 ································································································· 6
9.2 塗膜厚さの平均損失量の計算···························································································· 7
9.3 耐湿潤摩耗性の評価 ······································································································· 7
9.4 洗浄性の評価 ················································································································ 7
10 試験報告 ······················································································································· 7
附属書A(規定)乾燥塗膜の密度の決定 ··················································································· 8
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 10
K 5600-5-11:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
塗料工業会(JPMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS K 5600-5-11:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 5600-5の規格群には,次に示す部編成がある。
JIS K 5600-5-1 第5部:塗膜の機械的性質−第1節:耐屈曲性(円筒形マンドレル法)
JIS K 5600-5-2 第5部:塗膜の機械的性質−第2節:耐カッピング性
JIS K 5600-5-3 第5部:塗膜の機械的性質−第3節:耐おもり落下性
JIS K 5600-5-4 第5部:塗膜の機械的性質−第4節:引っかき硬度(鉛筆法)
JIS K 5600-5-5 第5部:塗膜の機械的性質−第5節:引っかき硬度(荷重針法)
JIS K 5600-5-6 第5部:塗膜の機械的性質−第6節:付着性(クロスカット法)
JIS K 5600-5-7 第5部:塗膜の機械的性質−第7節:付着性(プルオフ法)
JIS K 5600-5-8 第5部:塗膜の機械的性質−第8節:耐摩耗性(研磨紙法)
JIS K 5600-5-9 第5部:塗膜の機械的性質−第9節:耐摩耗性(摩耗輪法)
JIS K 5600-5-10 第5部:塗膜の機械的性質−第10節:耐摩耗性(試験片往復法)
JIS K 5600-5-11 第5部:塗膜の機械的性質−第11節:耐洗浄性
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-5-11:2014
塗料一般試験方法−
第5部:塗膜の機械的性質−
第11節:耐洗浄性
Testing methods for paints-Part 5: Mechanical property of film-
Section 11: Washability
序文
この規格は,2006年に第2版として発行されたISO 11998を基とし,対応国際規格には規定されていな
い規定項目を追加し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,塗膜の耐湿潤摩耗性及び洗浄性の促進試験方法について規定する。
なお,汚染剤は,規定しない。
注記1 繰り返し行われる洗浄操作によって生じる摩耗に耐え,かつ,汚染剤によって生じる永久的
な汚れに抵抗する塗料の能力は,実用的な観点からも,この種の塗料を比較し,格付けをす
る際にも,考慮すべき重要な問題である。これらの性能は,塗膜の品質に依存するほかに,
素地,塗装方法,乾燥条件及びその他の要因にも依存するので,得られた結果は,直接,実
用性に置き換えることはできない。この規格では,塗料の評価は,限定した素地,規定の塗
装方法,規定の乾燥条件及び明確に定義した湿潤摩耗試験方法に基づいて行うことを規定し
ている。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 11998:2006,Paints and varnishes−Determination of wet-scrub resistance and cleanability of
coatings(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 0557 用水・排水の試験に用いる水
JIS K 5500 塗料用語
2
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:サンプリング
注記 対応国際規格:ISO 15528,Paints, varnishes and raw materials for paints and varnishes−Sampling
(IDT)
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
注記 対応国際規格:ISO 1513,Paints and varnishes−Examination and preparation of samples for testing
(IDT)
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
注記 対応国際規格:ISO 3270,Paints and varnishes and their raw materials−Temperatures and
humidities for conditioning and testing(IDT)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 5500によるほか,次による。
3.1
洗浄性(cleanability)
洗浄操作によって規定の塗膜厚より大きい塗膜厚が除去されずに,汚染剤の浸透に耐え,汚染剤を除去
できる,乾燥塗膜の性能。
3.2
摩耗サイクル(scrub cycle)
双方向の行程全長にわたる研磨パッドの1回の往復運動。
3.3
摩耗の長さ(scrub length)
摩耗試験装置の全長と研磨パッドの長さとを加えた長さ。
3.4
行程の長さ(stroke length)
摩耗試験装置の研磨パッドが通過する端から端までの全長。
3.5
耐湿潤摩耗性(wet-scrub resistance)
湿潤摩耗試験を行ったとき,研磨した面積全体の塗膜厚の平均損失量を規定値未満に抑える乾燥塗膜の
性能。
4
原理
4.1
耐湿潤摩耗性
耐湿潤摩耗性は,以下の方法による。
a) 規定の隙間のフィルムアプリケータを用いて,塗料を6.1に規定する試験板に塗布する。
b) 8.1のa)〜c)に規定する手順で乾燥及び養生したものを試験片とする。
c) 試験片の質量を求め,湿潤摩耗試験装置で,他に規定(製品規格)又は受渡当事者間の協定がなけれ
ば,200サイクルの湿潤摩耗試験を行う。
d) 試験後,試験片を洗浄,乾燥,ひょう(秤)量し,塗膜の損失重量を求め,次いで塗膜厚さの平均損
失量を求める。塗膜厚さの平均損失量を規定値と比較することによって,塗料の耐湿潤摩耗性の等級
を格付けすることができる。
3
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
洗浄性
洗浄性は,箇条8で作成したもう片方の試験片に汚染剤を塗布し,受渡当事者間の協定によって規定時
間放置したものを試験片とする。汚染剤を塗布した試験片は,他に規定又は協定がなければ,200サイク
ルの湿潤摩耗試験を行う。
塗布した汚染剤が除去できて,かつ,塗膜が耐湿潤摩耗性をもつとき,その塗料は用いた汚染剤に対し
て洗浄性があるとする。
5
試薬
試薬は次による。
5.1
洗浄液 2.5 g/L n-ドデシルベンゼンスルホン酸ナトリウムの蒸留水又はJIS K 0557に規定するA2
の水の溶液である。使用前に全ての気泡が消えるまで静置する。
5.2
汚染剤 汚染剤の種類及びその塗布方法は,受渡当事者間の協定による。
6
装置
装置は次による。
6.1
試験板 平らな表面を作るのに十分な硬さのある可塑化PVCフィルムで,厚さ約0.25 mm,長さ約
430 mm,幅は80 mm以上のもの。塗料がPVCフィルムを侵すおそれのある溶剤を含む場合,他の種類の
プラスチックフィルムを用いてもよい。
6.2
フィルムアプリケータ 規定した隙間及び少なくとも塗装の幅が,60 mm以上のドクターブレード
である。自動フィルムアプリケータが望ましい。これを用いて,速度10〜15 mm/sで塗装する。
6.3
湿潤摩耗試験装置 行程の長さ300±10 mm,毎分37±2の摩耗サイクルで作動するもので,摩耗サ
イクル数を記録するカウンタを備えていなければならない。
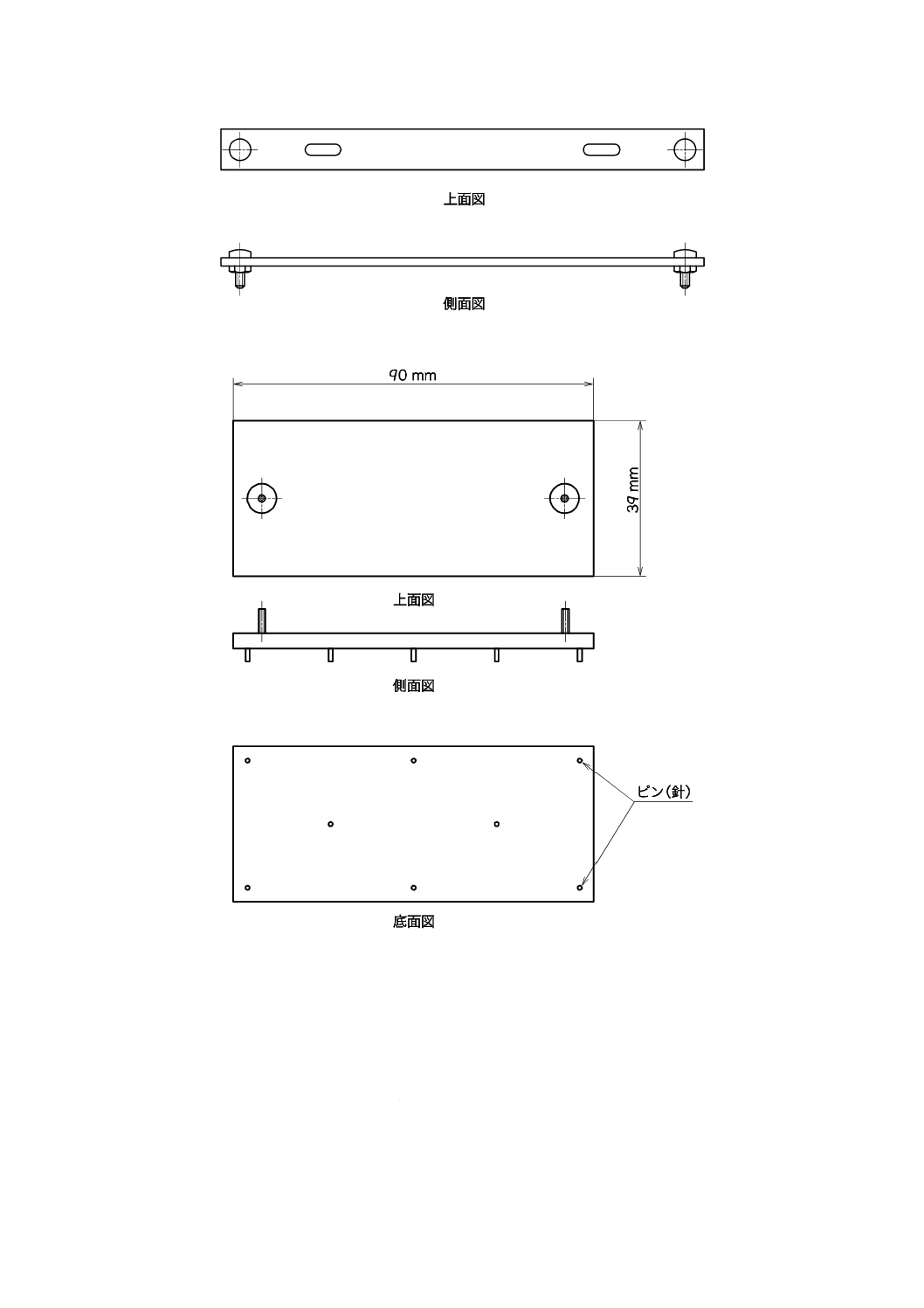
6.4
研磨パッド支持具 金属板であって研磨パッドを保持するためのピンを取り付けたもの。細長い穴
をもつ取付ジグを当該金属板の上に緩やかに取り付ける(図1及び図2参照)。試験片にかかる下向きの力
として作用する研磨パッド及び支持具の質量は,135±1 gでなければならない。
6.5
研磨パッド 研磨剤を埋め込んだ(90.0±0.5) mm×(39.0±0.5) mmの大きさをもつ不織プラスチック
材料製で,厚さは約5 mmのもの。試験ごとに新しい研磨パッドを用いなければならない。
注記 例えば,利用可能なパッドとして,“3M Scotch Brite”, handpads, No.7448, Type S, Grade UFN, grey
がある。この情報は,この規格を用いる使用者の利便性のため与えている。
6.6
はかり 分析用はかりを用いなければならない。試験片を1 mgの桁まではかれるもの。
6.7
カリパーゲージ 0.1 mmの桁まで測定できるもの。
7
サンプリング
供試塗料の代表的試料のサンプリングは,JIS K 5600-1-2による。試料の検分及び調整は,JIS K 5600-1-3
による。
4
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−取付ジグ
図2−研磨パッド支持具
8
手順
8.1
塗装
a) 耐湿潤摩耗試験装置の行程の長さより少なくとも10 mm以上長い平らな塗膜を得るように,フィルム
アプリケータを用いて,試験板の上に調製した試料を摩耗の長さ分(3.3参照)塗布する。生成する乾
燥塗膜の厚さが,200サイクルの湿潤摩耗試験後に,試験板の素地が現れない十分な厚さとなるよう
に,用いるアプリケータの隙間間隔が十分なことを確かめる。
b) 耐湿潤摩耗性測定では,塗膜は,他に規定又は受渡当事者間の協定がなければ,JIS K 5600-1-6に規
5
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定する標準養生条件の下で,規定時間乾燥する。乾燥した試験片の質量を1 mgの精確さで求める。
c) 試験片は,洗浄性測定用と耐湿潤摩耗性測定用試験片とを同時に作る方法と,1枚の試験片を洗浄性
測定用と耐湿潤摩耗試験用とで半分ずつ用いる方法との2種類があり,いずれかの方法で準備する。
他に規定又は協定がなければ,JIS K 5600-1-6に規定する標準養生条件で規定時間塗膜を乾燥する。
洗浄性測定用の試験片に汚染剤を塗布する場合には,規定時間の乾燥が終了する24時間前に,規定の
汚染剤(5.2参照)を塗布する。
注記 一対の試験片は,165 mm×430 mmの大きさの試験板を用い,約150 mmの幅のフィルムア
プリケータを用いて作るのが最適である。乾燥後,試験片は,縦に半分に切断するとよい。
8.2
耐湿潤摩耗性
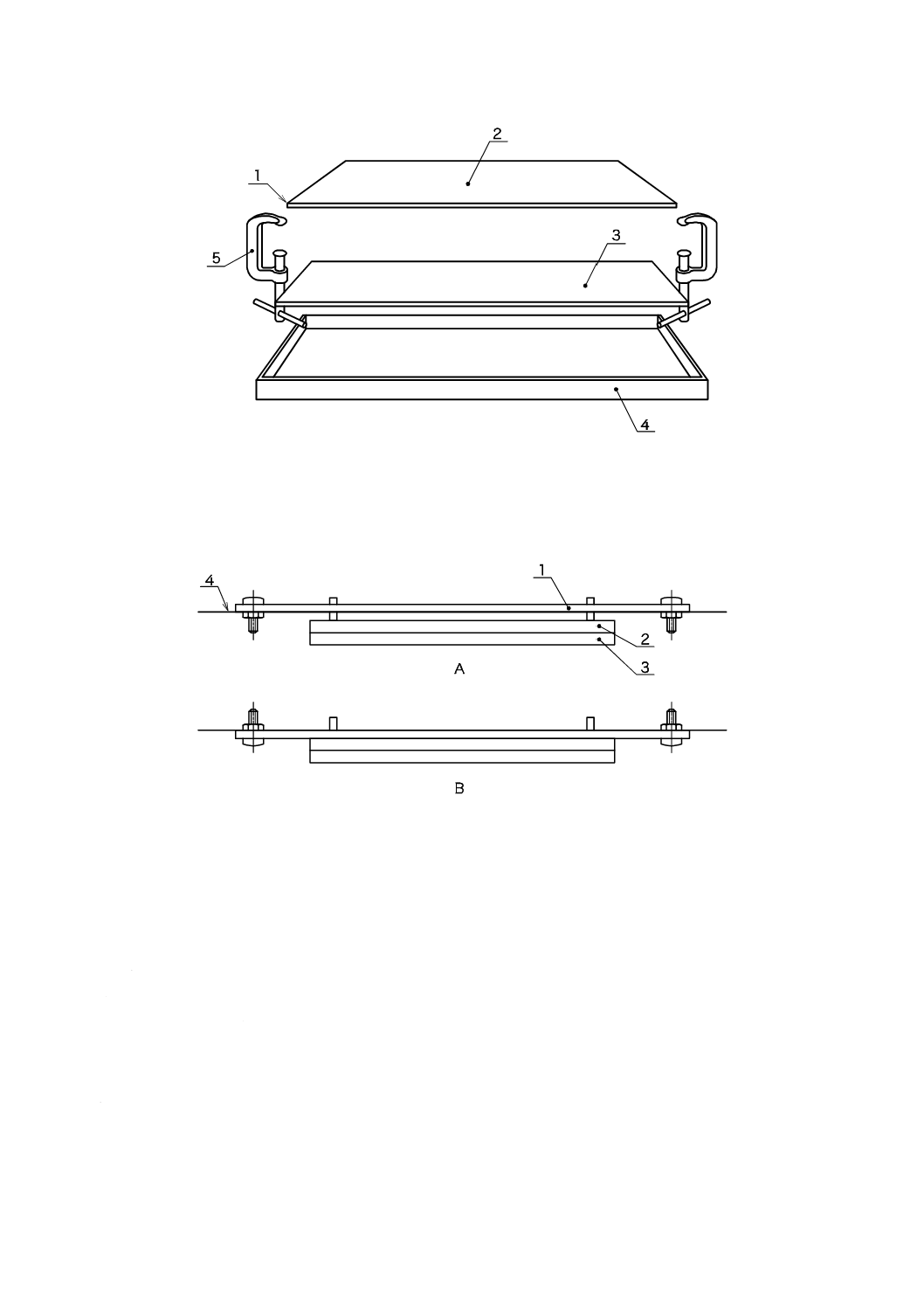
a) 8.1で調整した試験片を耐摩耗試験装置の基盤槽の中のフロートガラス支持板(又は類似の平滑表面)
の上に置き,G形クランプを締めて押さえる(図3参照)。ただし,試験片が反り返るほどきつく締め
てはならない。
b) 塗膜面に洗浄液を,柔らかい塗料用はけで塗り広げる。塗膜面に塗布した洗浄液は,60秒間静置する。
c) 研磨パッド支持具及び取付ジグが試験片の表面に平行であり,取付ジグが研磨パッド支持具に接触し
ていないことを確かめる(図4参照)。
d) 最終質量が,4.0±0.5 gになるまで,研磨パッドに洗浄液を含ませる。研磨パッドは印刷していない面
が塗面に接するように研磨パット支持具に取り付けなければならない。
e) 湿潤摩耗試験装置を始動して,正確に200サイクル作動させる。はけで塗布した過剰の洗浄液は,最
初のサイクルのうちに除く。湿潤摩耗試験装置の稼動回数は,塗料の品種別に製品規格又は受渡当事
者間の協定によって200サイクルより少ないサイクル数とすることもある。湿潤摩耗試験装置の稼動
回数は,塗料の品種別に製品規格又は受渡当事者間の協定によって200サイクルより少ないサイクル
数とすることもある。
f)
試験片を装置及びフロートガラス支持板から取り外し,直ちに水道水で洗浄し,JIS K 5600-1-6に規
定する標準雰囲気中に置いて,一定質量になるまで乾燥する。
g) 摩耗後の試験片の乾燥質量を,1 mgの精確さで求めて記録する。
h) カリパーゲージを用いて,研磨パッド又は試験片の摩耗領域の平均の幅を,0.1 mmの桁まで測定する。
研磨パッドの幅の平均と試験片の摩耗域の幅の平均とが異なる場合には,後者の幅を用いる。
6
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
試験片
2
塗膜
3
フロートガラス支持板
4
基盤槽
5
G形クランプ
図3−試験片挟み込みの調整
1
取付ジグ
2
研磨パッドホルダ
3
研磨パッド
4
ジグけん引線
A 正しい取付位置
B 間違った取付位置
図4−研磨パッドの取付方
8.3
洗浄性
a) 8.1 c)で作製した試験片について,8.2 a)〜8.2 e)の手順に従ってその操作を行う。
b) 試験片を装置及びフロートガラス支持板から取り外し,直ちに水道水で洗浄し,耐湿潤摩耗性測定用
の試験片と同じ条件で同一時間静置して乾燥する。
c) 汚染剤を塗布した摩耗領域と隣接する摩耗していない領域とを比べて,目視で外観を調べる。
9
結果の表し方
9.1
塗膜質量の損失量の計算
a) 研磨パッドの通過面積 研磨パッドの通過した面積は,次の式によって算出する。
7
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
10
W
S
A
×
=
ここに,
A: 通過した面積(m2)
S: 摩耗の長さ(mm)(3.3参照)
W: 研磨パッドの又は摩耗領域の平均幅(mm)
b) 塗膜質量の損失量 単位面積当たりの塗膜質量の平均損失量は,次の式によって算出する。
A
m
m
L
2
1−
=
ここに,
A: 通過した面積(m2)
L: 塗膜質量の平均損失量(g/m2)
m1: 試験片及び塗膜の初期の質量(g)
m2: 200サイクル摩耗後の試験片及び塗膜の質量(g)
9.2
塗膜厚さの平均損失量の計算
次いで,塗膜厚さの平均損失量は,次の式によって算出する。
df
df
2
1
dft
ρ
L
ρ
A
m
m
L
=
×
−
=
ここに,
Ldft: 乾燥塗膜厚さの損失量(μm)
ρdf: 附属書Aに従って測定した塗膜不揮発分の密度
(g/ml)
A,m1,m2及びL: 9.1 a)及び9.1 b)による。
9.3
耐湿潤摩耗性の評価
耐湿潤摩耗性の評価は,塗膜厚の平均損失量をμm単位で測定する。この値を,規定の最大塗膜厚損失
量と比較して格付けする。塗膜厚の平均損失量が規定値より小さいとき,当該塗料は,耐湿潤摩耗性等級
で格付けすることができる。耐湿潤摩耗性等級の規定値は,通常,製品規格又は受渡当事者間の協定によ
って取り決める。
9.4
洗浄性の評価
洗浄性の評価は,摩耗した領域内における汚染剤を塗布した領域と,隣接する摩耗していない領域との
間を目視によって行う。識別できる差異があってはならない。差異が生じた場合には,製品規格又は受渡
当事者間の協定によって,洗浄性等級を定めて格付けする。
10 試験報告
試験報告書には,少なくとも次の事項を含んでいなければならない。
a) この規格の番号
b) 試験した製品の種別及びその詳細
c) JIS K 5600-1-6で規定した標準の雰囲気及び規定された以外の乾燥条件
d) 附属書Aにおいて規定される乾燥塗膜の密度
e) 箇条9による評価の結果
f)
試験を実施した場所
g) 協定又はその他によって規定した手順を変更した場合,その内容
h) 試験中に気付いた特別な事項
i)
試験年月日
8
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
乾燥塗膜の密度の決定
A.1 一般的事項
この方法では試験板の互いに近接する厚さのばらつき(結果として質量,かさ)は,無視できると仮定
している。
A.2 試験用塗装板の準備
試験板の半分に試験する塗料を塗装する。試験をするときと同じ隙間をもつフイルムアプリケータを用
いる。フイルムアプリケータの最小幅は60 mmとする。湿潤摩耗試験用の塗装板と同時に乾燥塗膜密度試
験用の塗装板を塗装する。
塗装板を湿潤摩耗試験と同じ標準条件下で保存する。
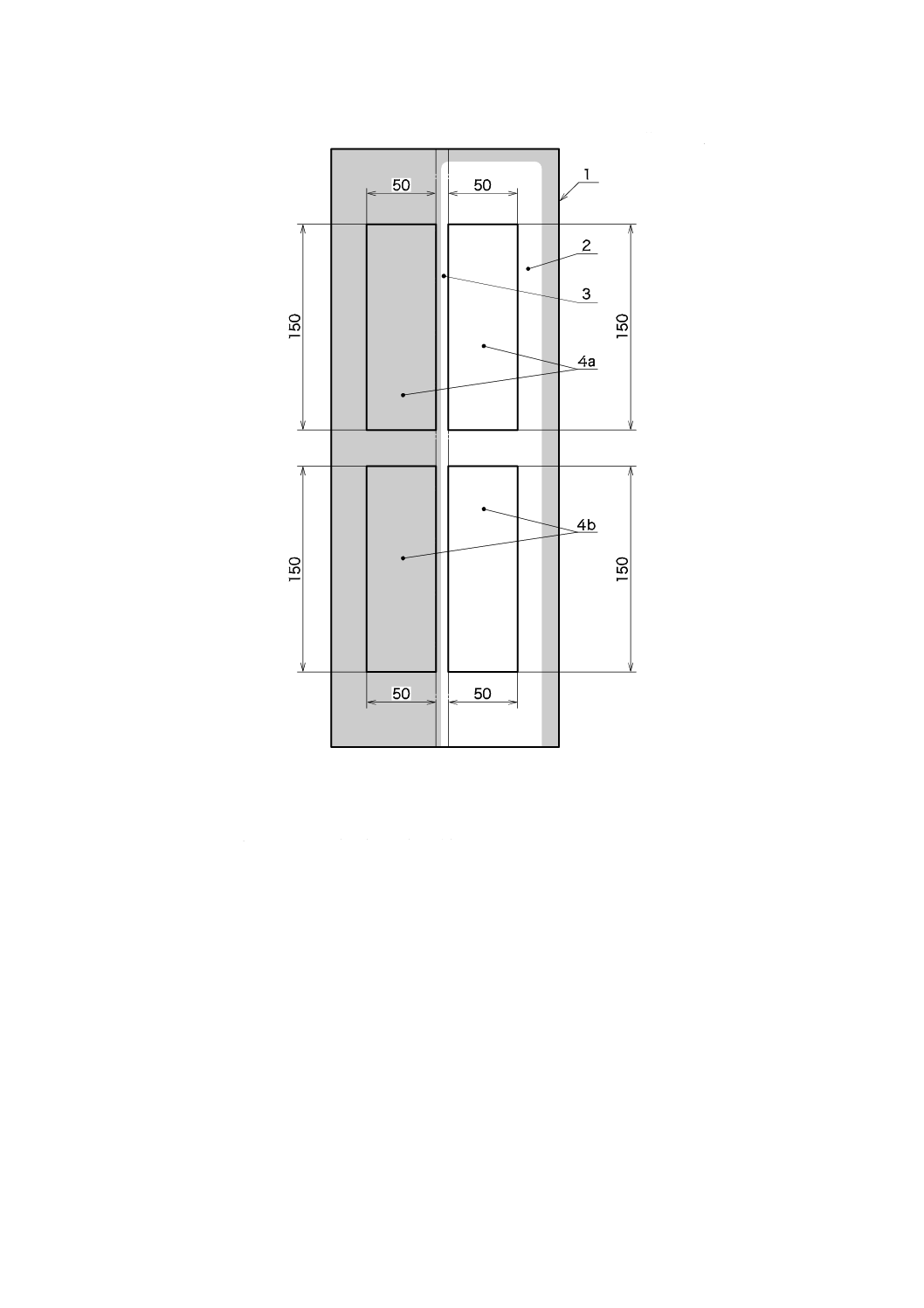
A.3 試験片の切出し
耐湿潤摩耗性試験をする1日又は2日前にA.2で準備した塗装板から2片(一つは塗装部,もう一つは
未塗装部)を切り出し,中間部分を切りそろえる(図A.1参照)。切り出した2片を,更に50 mm×150 mm
に切りだす(元の試験板及びアプリケータの幅によってはもう少し大きくする。)。
試験片の切出しには,金属製ガイド及びカッターを使用することが望ましい。
A.4 手順
試験片の一方の長辺及び短辺を0.1 mm単位で測り,面積A(mm2)を算出する。もう一片も同サイズに
切り出し同じ面積とする。
分析用はかりにて1 mg精度で未塗装試験片及び塗装試験片の重量を測定し,その差から乾燥塗膜の質
量mを算出する。
1 μm精度で渦電流式膜厚計又はマイクロメータを用い,無塗装試験片の厚さをゼロ点として塗装試験片
と未塗装試験片の厚さの差からそれぞれの塗膜厚さdを求める。
得られたm及びdから計算によって乾燥塗膜密度を得る。
A.5 乾燥塗膜密度の計算
次の式によって乾燥塗膜密度ρdf(g/cm3)を求める。
000
1
df
×
×
=
d
A
m
ρ
ここに,
m: 乾燥塗膜の質量(mg)
d: 乾燥膜厚(μm)
A: 試験片の面積(mm2)
9
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
試験板
2
塗装部分
3
中間帯
4a 試験片の未塗装/塗装一対の部分
4b もう一つの試験片の未塗装/塗装一対の部分
図A.1−試験板中の試験片の場所
10
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
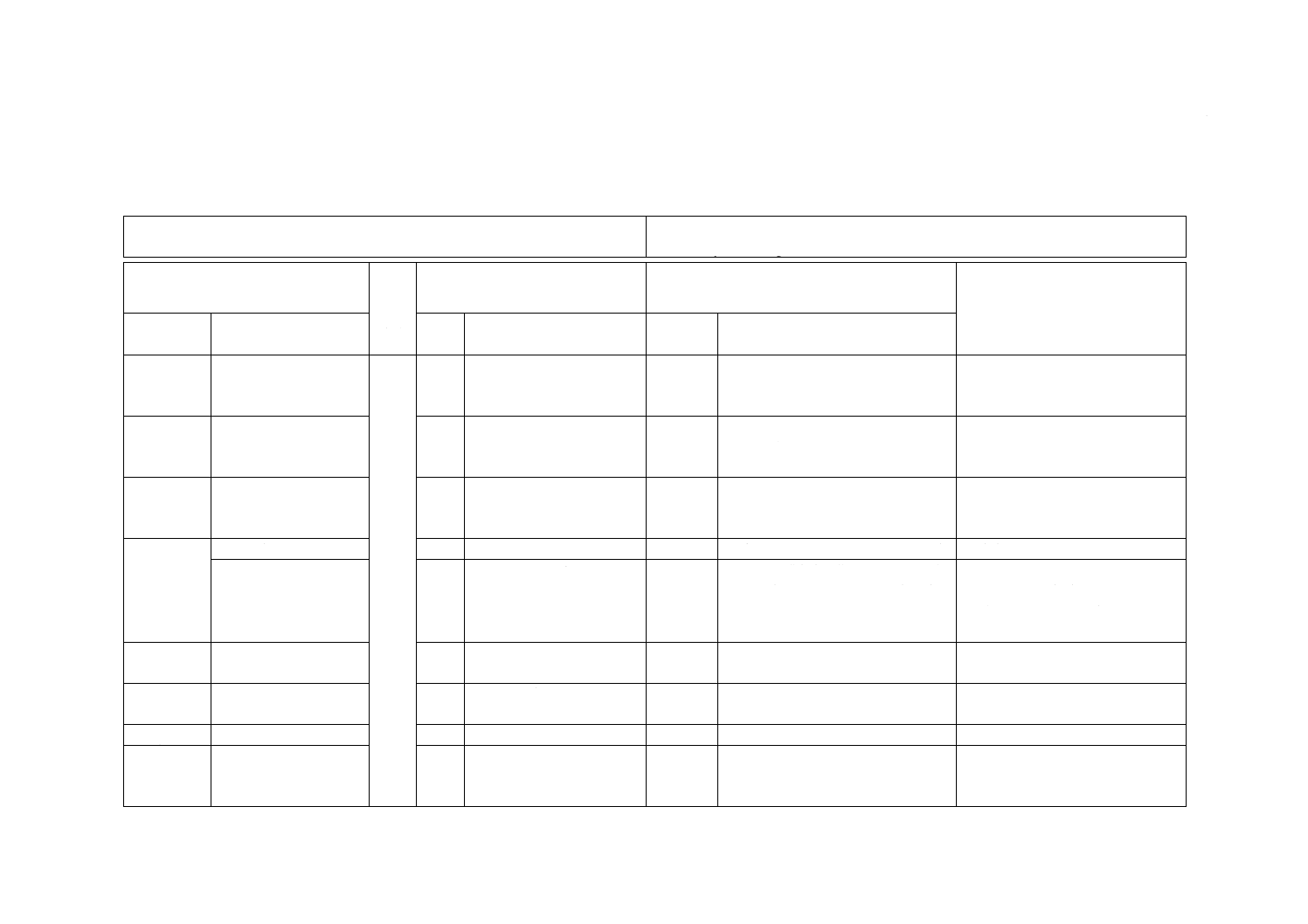
JIS K 5600-5-11:2014 塗料一般試験方法−第5部:塗膜の機械的性質−第11節:
耐洗浄性
ISO 11998:2006 Paints and varnishes−Determination of wet-scrub resistance and
cleanability of coatings
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
タイトル
耐洗浄性
wet-scrub resistance and
cleanability of coatings
washability
JIS K 5600-5-11:1999のタイトル
を変更しないことで,製品規格へ
の影響を最小限にするため。
4 原理
4.1
一部の分類規格としてEN
13300を記載
削除
他に規定又は協定がある場合には
それに準じることとした。
EN 13300はコーティングのラン
ク(クラス)付けをした一例であ
るため。
5 試薬
5.1 洗浄液
5.1
grade 3 of ISO 3696
変更
ISO 3696 grade 3の水質規定と同等
のJIS K 0557 A2グレードへ変更し
た。
6 装置
6.5 研磨パッド
6.5
JISとほぼ同じ。
追加
研磨パッドの厚さを約5 mmに規定 測定条件を明確化するため。
6.7 カリパーゲージ
6.7
Straight-edge ruler 0.5 mm 変更
和訳では“直定規”となるが,現行
JISに合わせ,“カリパーゲージ”
と訳し,測定桁を0.1 mmとした。
測定桁数が細かくなること,現行
JISの運用に合致させることで,
従前どおりの操作に変更を与えな
いこととした。
8.1 b)
8.1 c)
塗装
8.1
JISとほぼ同じ。
追加
他に規定又は協定がない場合には,
規定に従うとした。
受渡当事者間の取決めの余地を残
した。
8.2 e)
耐湿潤摩耗性
8.2
JISとほぼ同じ。
追加
試験サイクル数を減らす条件を追
加した。
受渡当事者間の取決めの余地を残
した。
8.2 h)
耐湿潤摩耗性
8.2
JISとほぼ同じ。
追加
測定部分の細かい規定を追加した。
9.3
耐湿潤摩耗性の評価
9.3
JISとほぼ同じ。
追加
ISO規格ではEN 13300を等級評価
の際の一例としているが,JISでは
受渡当事者間の取決めとした。
受渡当事者間の取決めの余地を残
した。
2
K
5
6
0
0
-5
-1
1
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
K 5600-5-11:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9.4
洗浄性の評価
9.4
JISとほぼ同じ。
追加
ISO規格では試験前後の目視観察
で差があってはならないとしてる
が,JISでは差が生じた場合の等級
評価を受渡当事者間の取決めとし
た。
受渡当事者間の取決めの余地を残
した。
−
10
10.1 精度及び10.2 繰返し
(反復),10.3 再現性
削除
ISOの箇条10の削除に伴い,箇条
10を“試験報告”とした。
データの根拠及び文献が不明であ
るため。
JISと国際規格との対応の程度の全体評価:ISO 11998:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
K
5
6
0
0
-5
-1
1
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。