H 4040:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 3
4 合金番号,製品区分,等級及び記号 ····················································································· 3
5 品質······························································································································· 5
5.1 外観 ···························································································································· 5
5.2 化学成分 ······················································································································ 6
5.3 機械的性質 ··················································································································· 9
5.4 曲げ特性及び圧縮特性 ··································································································· 18
5.5 導電率 ························································································································ 18
5.6 応力腐食割れ性 ············································································································ 18
6 寸法の許容差及び形状 ······································································································ 19
6.1 一般事項 ····················································································································· 19
6.2 押出棒(長方形断面)の寸法の許容差及び形状 ··································································· 19
6.3 押出棒(円形・正方形・正六角形断面)の寸法の許容差及び形状 ··········································· 25
6.4 引抜棒(長方形断面)及び引抜線(長方形断面)の寸法の許容差及び形状 ······························· 29
6.5 引抜棒(円形断面)及び引抜線(円形断面)の寸法の許容差及び形状 ····································· 32
6.6 引抜棒(正方形・正六角形断面)及び引抜線(正方形・正六角形断面)の寸法の許容差及び形状 · 34
7 試験······························································································································ 37
7.1 分析試験 ····················································································································· 37
7.2 引張試験 ····················································································································· 37
7.3 曲げ試験 ····················································································································· 37
7.4 圧縮試験 ····················································································································· 38
7.5 導電率試験 ·················································································································· 38
7.6 応力腐食割れ試験 ········································································································· 38
7.7 試験試料の採取数 ········································································································· 38
8 検査······························································································································ 38
9 表示······························································································································ 38
附属書A(規定)引張試験片の採取位置 ·················································································· 40
附属書JA(参考)製品区分と断面形状との組合せによる寸法の許容差及び形状 ······························ 42
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 43
H 4040:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
アルミニウム協会(JAA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規
格である。
これによって,JIS H 4040:2006は改正され,この規格に置き換えられた。
なお,平成28年11月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJIS
マーク表示認証において,JIS H 4040:2006によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 4040:2015
アルミニウム及びアルミニウム合金の棒及び線
Aluminium and aluminium alloy bars and wires
序文
この規格は,2007年に第1版として発行されたISO 209,2012年に第2版として発行されたISO 6362-1,
2014年に第4版として発行されたISO 6362-2,2012年に第3版として発行されたISO 6362-3及びISO
6362-5,2014年に第2版として発行されたISO 6362-7,2012年に第2版として発行されたISO 6363-1及
びISO 6363-2,2012年に第1版として発行されたISO 6363-3並びに2012年に第2版として発行されたISO
6363-4及びISO 6363-5を基とし,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,押出加工したアルミニウム及びアルミニウム合金の棒(以下,押出棒という。),引抜加工
したアルミニウム及びアルミニウム合金の棒(以下,引抜棒という。),並びに引抜加工したアルミニウム
及びアルミニウム合金の線(以下,引抜線という。)について規定する。この規格は,断面形状が円形,正
方形,長方形(短辺の長さが長辺の長さの1/10を超える形状)及び正六角形の棒及び線に適用する。断面
形状が正方形,長方形及び正六角形の場合には,角の半径が指定されている形状には適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 209:2007,Aluminium and aluminium alloys−Chemical composition
ISO 6362-1:2012,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles
−Part 1: Technical conditions for inspection and delivery
ISO 6362-2:2014,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles
−Part 2: Mechanical properties
ISO 6362-3:2012,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles
−Part 3: Extruded rectangular bars−Tolerances on shape and dimensions
ISO 6362-5:2012,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles
−Part 5: Round, square and hexagonal bars−Tolerances on shape and dimensions
ISO 6362-7:2014,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles
−Part 7: Chemical composition
ISO 6363-1:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars, tubes and wires
−Part 1: Technical conditions for inspection and delivery
ISO 6363-2:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars and tubes and
wires−Part 2: Mechanical properties
2
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 6363-3:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars, tubes and wires
−Part 3: Drawn round bars and wires−Tolerances on form and dimensions (symmetric plus and
minus tolerances on diameter)
ISO 6363-4:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars, tubes and wires
−Part 4: Drawn rectangular bars and wires−Tolerances on form and dimensions
ISO 6363-5:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars, tubes and wires
−Part 5: Drawn square and hexagonal bars and wires−Tolerances on form and dimensions(全体
評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0001 アルミニウム,マグネシウム及びそれらの合金−質別記号
注記 対応国際規格:ISO 2107,Aluminium and aluminium alloys−Wrought products−Temper
designations(MOD)
JIS H 0321 非鉄金属材料の検査通則
JIS H 0505 非鉄金属材料の体積抵抗率及び導電率測定方法
JIS H 1305 アルミニウム及びアルミニウム合金の発光分光分析方法
JIS H 1306 アルミニウム及びアルミニウム合金の原子吸光分析方法
JIS H 1307 アルミニウム及びアルミニウム合金の誘導結合プラズマ発光分光分析方法
JIS H 1351 アルミニウム及びアルミニウム合金の分析方法通則
JIS H 1352 アルミニウム及びアルミニウム合金中のけい素定量方法
JIS H 1353 アルミニウム及びアルミニウム合金中の鉄定量方法
JIS H 1354 アルミニウム及びアルミニウム合金中の銅定量方法
JIS H 1355 アルミニウム及びアルミニウム合金中のマンガン定量方法
JIS H 1356 アルミニウム及びアルミニウム合金中の亜鉛定量方法
JIS H 1357 アルミニウム及びアルミニウム合金中のマグネシウム定量方法
JIS H 1358 アルミニウム及びアルミニウム合金中のクロム定量方法
JIS H 1359 アルミニウム及びアルミニウム合金中のチタン定量方法
JIS H 1360 アルミニウム及びアルミニウム合金中のニッケル定量方法
JIS H 1361 アルミニウム及びアルミニウム合金中のすず定量方法
JIS H 1362 アルミニウム及びアルミニウム合金中のバナジウム定量方法
JIS H 1363 アルミニウム合金中のジルコニウム定量方法
JIS H 1364 アルミニウム及びアルミニウム合金中のビスマス定量方法
JIS H 1365 アルミニウム及びアルミニウム合金中のほう素定量方法
JIS H 1366 アルミニウム及びアルミニウム合金中の鉛定量方法
JIS H 1367 アルミニウム及びアルミニウム合金中のベリリウム定量方法
JIS H 1368 アルミニウム及びアルミニウム合金中のガリウム定量方法
3
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS H 8711 アルミニウム合金の応力腐食割れ試験方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2248 金属材料曲げ試験方法
EN 754-1,Aluminium and aluminium alloys−Cold drawn rod/bar and tube−Part 1: Technical conditions for
inspection and delivery
EN 755-1,Aluminium and aluminium alloys−Extruded rod/bar, tube and profiles−Part 1: Technical
conditions for inspection and delivery
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
押出棒(extruded bar)
全長にわたって中空部のない均一な断面をもち,直線形状で供給される押出展伸材。
3.2
引抜棒(cold-drawn bar)
全長にわたって中空部のない均一な断面をもち,直線形状で供給される引抜展伸材。
3.3
引抜線(cold-drawn wire)
全長にわたって中空部のない均一な断面をもち,コイル形状で供給される引抜展伸材。
4
合金番号,製品区分,等級及び記号
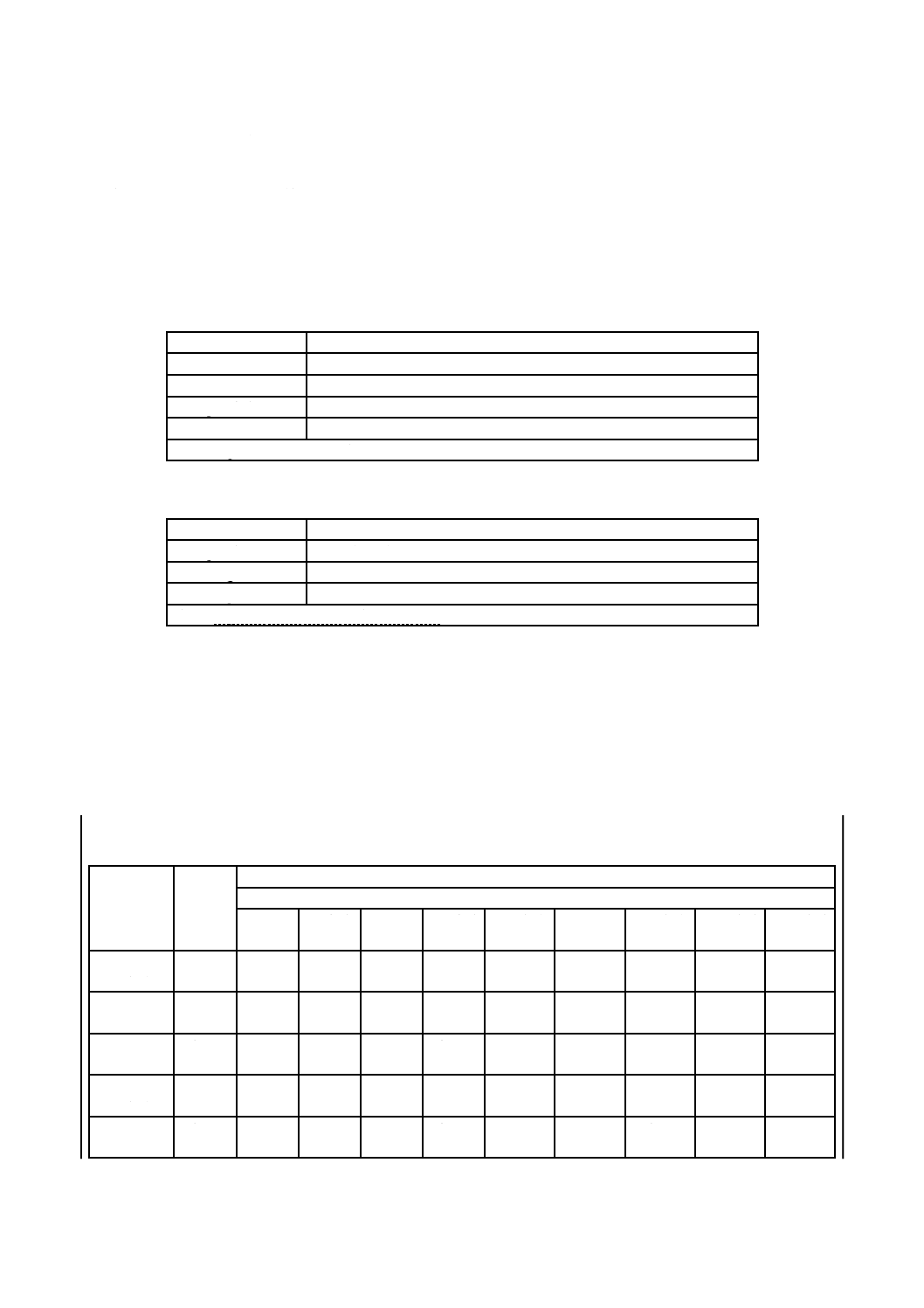
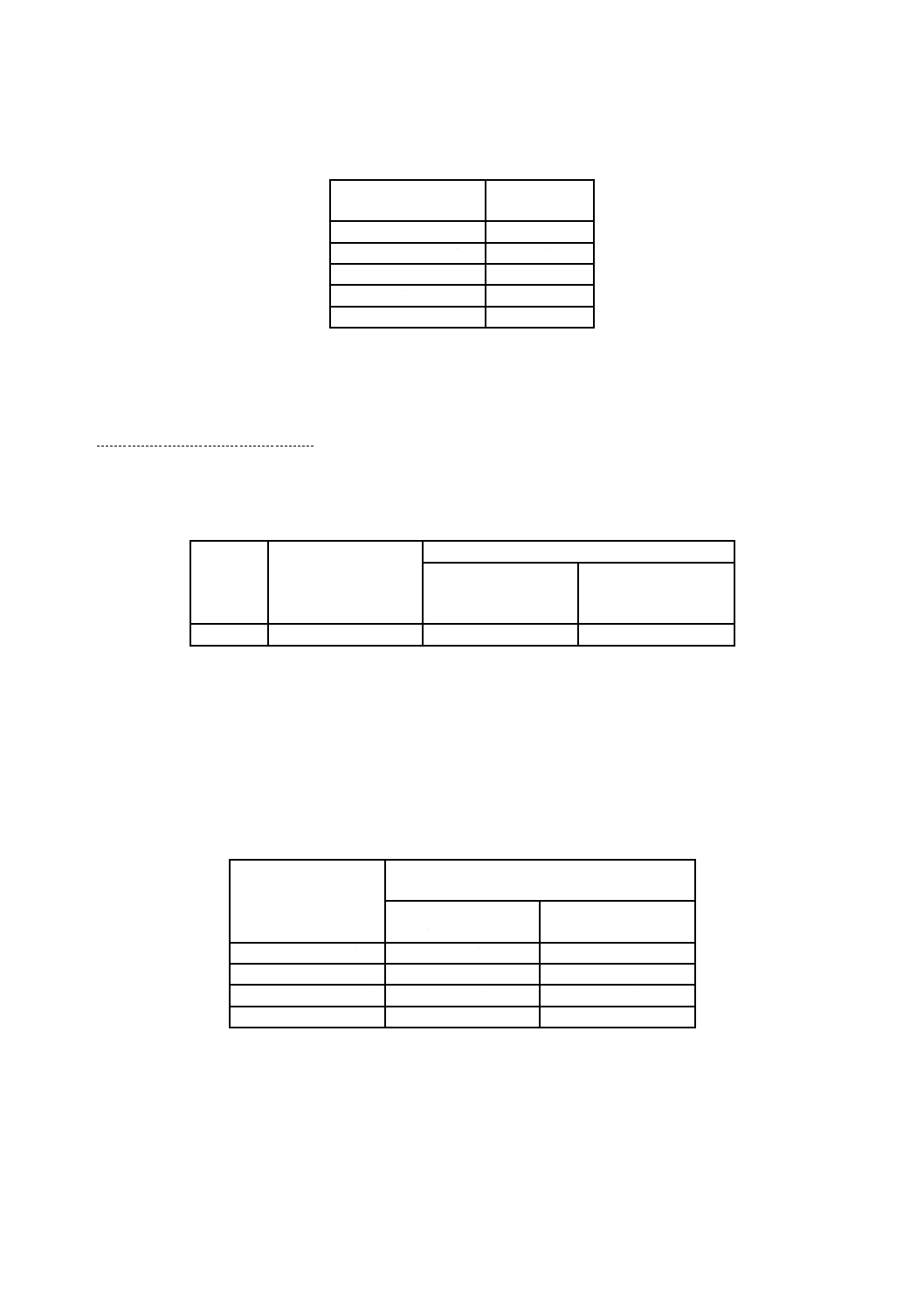
合金番号,製品区分,等級及び記号は,表1による。等級は,寸法の許容差及び形状によって,普通級
と特殊級とに分類する。表1の記号の後に質別を示す記号を付けて製品記号とする。
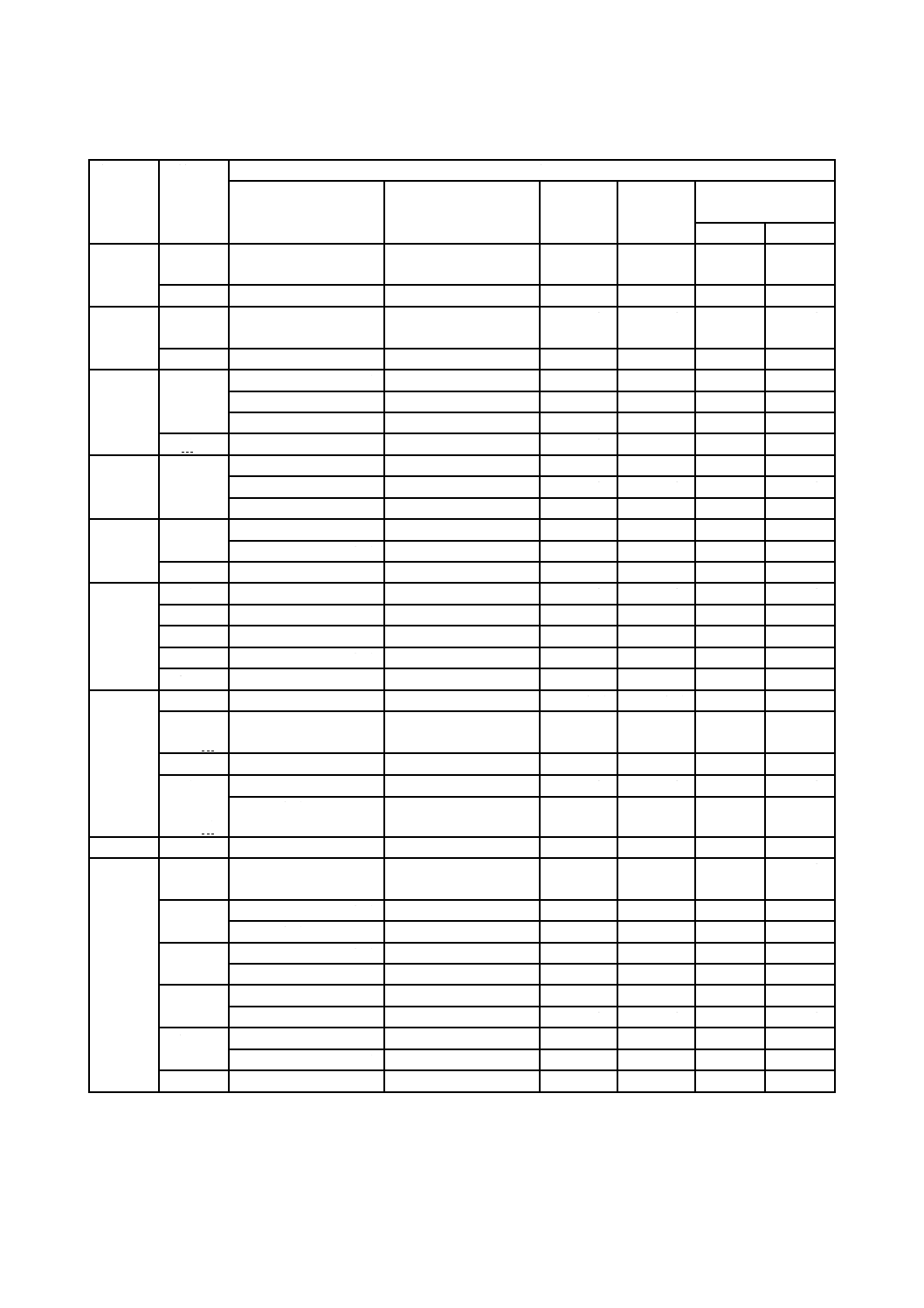
表1−合金番号,製品区分,等級及び記号
合金
番号
製品
区分
等級及び記号
特性及び用途例
(参考)
普通級
特殊級
1070
押出棒
A1070BE
A1070BES
強度は低いが,熱伝導度及び電気伝導度は高く,溶接性及
び耐食性がよい。
装飾品,導体,溶接線など。
引抜棒
A1070BD
A1070BDS
引抜線
A1070W
A1070WS
1060
押出棒
A1060BE
A1060BES
強度は低いが,熱伝導度及び電気伝導度は高い。導体用で
は導電率保証。バスバーなど。
1050
押出棒
A1050BE
A1050BES
強度は低いが,熱伝導度及び電気伝導度は高く,溶接性及
び耐食性がよい。
装飾品,溶接線など。
引抜棒
A1050BD
A1050BDS
引抜線
A1050W
A1050WS
1050A
押出棒
A1050ABE
A1050ABES
引抜棒
A1050ABD
A1050ABDS
1100
押出棒
A1100BE
A1100BES
強度は比較的低いが,溶接性及び耐食性がよい。
建築用材,電気器具,熱交換器部品など。
引抜棒
A1100BD
A1100BDS
引抜線
A1100W
A1100WS
1200
押出棒
A1200BE
A1200BES
引抜棒
A1200BD
A1200BDS
引抜線
A1200W
A1200WS
4
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
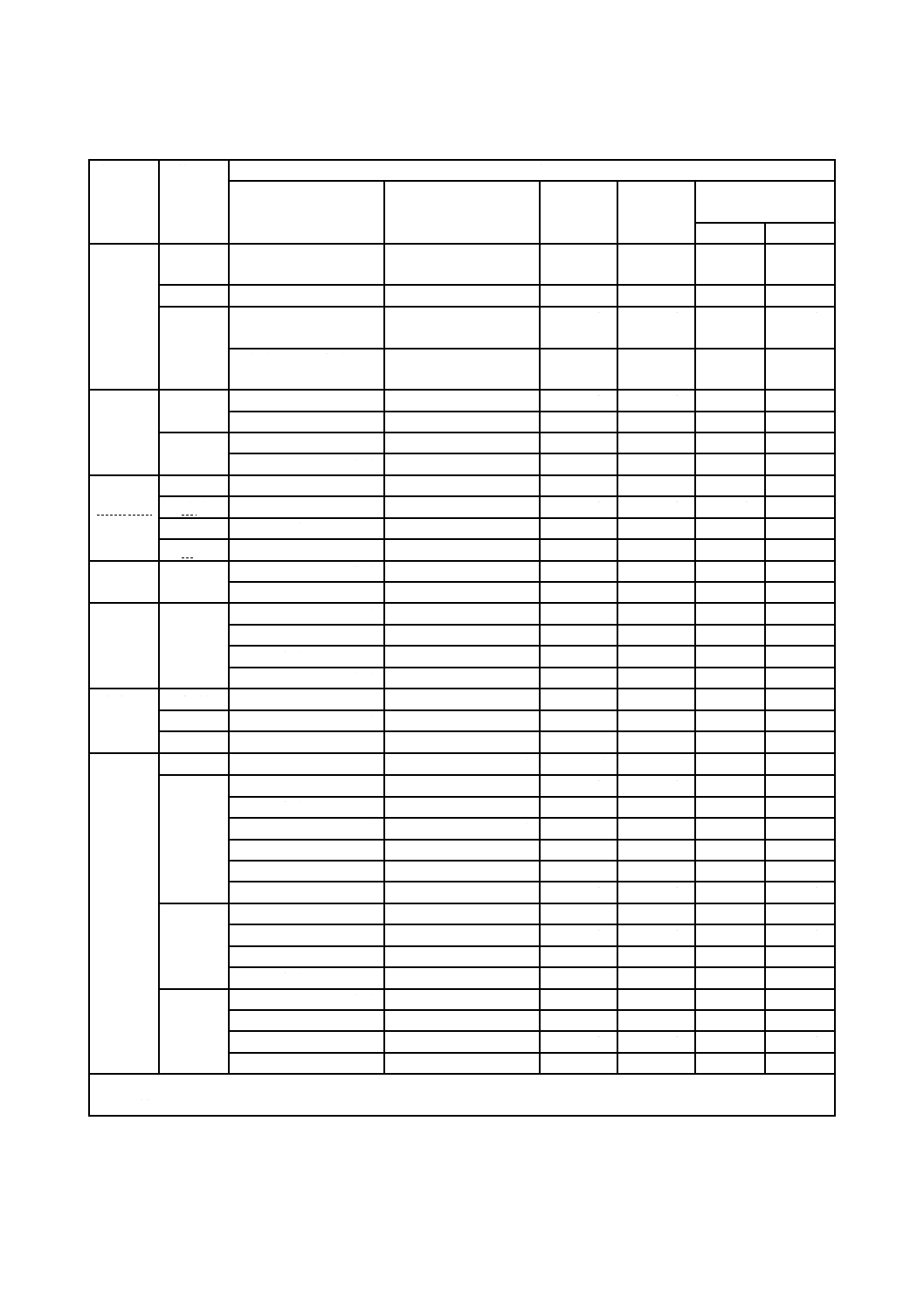
表1−合金番号,製品区分,等級及び記号(続き)
合金
番号
製品
区分
等級及び記号
特性及び用途例
(参考)
普通級
特殊級
2011
押出棒
A2011BE
A2011BES
2017と同等の強度であり,切削加工性が非常によいが,
耐食性に劣る。
ボリューム軸,光学部品,ねじ類など。
引抜棒
A2011BD
A2011BDS
引抜線
A2011W
A2011WS
2014
押出棒
A2014BE
A2014BES
強度が高く,熱間加工性も比較的よく,鍛造品にも適用で
きる。ボルト材,航空機部品,油圧部品など。
引抜棒
A2014BD
A2014BDS
2014A
押出棒
A2014ABE
A2014ABES
2014より若干強度の低い合金。
リベット用材など。
引抜棒
A2014ABD
A2014ABDS
2017
押出棒
A2017BE
A2017BES
常温時効によって高い強度が得られる。切削加工性はよい
が,耐食性及び溶接性は劣る。
機械部品,リベット用材,航空機用材,自動車用部材など。
引抜捧
A2017BD
A2017BDS
引抜線
A2017W
A2017WS
2017A
押出棒
A2017ABE
A2017ABES
2017より強度の高い合金。
リベット用材など。
引抜棒
A2017ABD
A2017ABDS
2117
引抜線
A2117W
A2117WS
溶体化処理後,かしめを行うリベット用材として常温時効
速度を遅くした合金である。リベット用材など。
2219
引抜棒
A2219BD
A2219BDS
2024より若干強度は低いが,低温及び高温での強度が優
れた耐熱性合金で,溶接性もよい。
高温用の構造材など。
2024
押出棒
A2024BE
A2024BES
2017より常温時効性を向上させた合金であり,強度が高
く,切削加工性がよい。
航空機用材,スピンドル,ボルト材,リベット用材など。
引抜捧
A2024BD
A2024BDS
引抜線
A2024W
A2024WS
2030
押出棒
A2030BE
A2030BES
切削加工性の優れた快削合金で,強度も高い。
機械部品など。
引抜棒
A2030BD
A2030BDS
3003
押出棒
A3003BE
A3003BES
1100より若干強度が高く,溶接性及び耐食性がよい。
熱交換器部品,一般機械部品など。
引抜棒
A3003BD
A3003BDS
引抜線
A3003W
A3003WS
3103
押出棒
A3103BE
A3103BES
1100より若干強度が高く,溶接性及び耐食性がよい。
引抜棒
A3103BD
A3103BDS
5041
(5N02)a)
引抜棒
A5041BD
(A5N02BD)a)
A5041BDS
(A5N02BDS)a)
リベット用合金で耐食性がよい。
リベット用材など。
引抜線
A5041W
(A5N02W)a)
A5041WS
(A5N02WS)a)
5052より強度の低い合金。
建築用材,冷凍機材など。
5050
引抜棒
A5050BD
A5050BDS
5052より強度の低い合金。
建築用材,冷凍機材など。
5052
押出棒
A5052BE
A5052BES
中程度の強度をもった合金で,耐食性及び溶接性がよい。
船舶,車両,建築用材など。
引抜棒
A5052BD
A5052BDS
引抜線
A5052W
A5052WS
5154
引抜棒
A5154BD
A5154BDS
5052と5083との中間程度の強度をもった合金で,耐食性
及び溶接性がよい。船舶用材など。
5454
押出棒
A5454BE
A5454BES
5052より強度の高い合金。
自動車用部品など。
5754
押出棒
A5754BE
A5754BES
引抜棒
A5754BD
A5754BDS
5056
押出棒
A5056BE
A5056BES
強度,延性に優れ,耐食性,切削加工性及び陽極酸化処理
性がよい。
光学機器,通信機器部品,ファスナーなど。
引抜棒
A5056BD
A5056BDS
引抜線
A5056W
A5056WS
5
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−合金番号,製品区分,等級及び記号(続き)
合金
番号
製品
区分
等級及び記号
特性及び用途例
(参考)
普通級
特殊級
5083
押出棒
A5083BE
A5083BES
非熱処理合金中で最高の強度があり,耐食性及び溶接性が
よい。
一般機械部品など。
引抜棒
A5083BD
A5083BDS
引抜線
A5083W
A5083WS
5086
押出棒
A5086BE
A5086BES
5154より強度が高く,耐海水性の優れた非熱処理系溶接
構造用合金。船舶用部品など。
引抜棒
A5086BD
A5086BDS
6101
押出棒
A6101BE
A6101BES
高強度導体用材で導電率保証。バスバーなど。
6005A
押出棒
A6005ABE
A6005ABES
6061と6063との中間の強度をもった合金で,押出加工性,
焼入れ性も優れる。耐食性もよく,溶接も可能。
構造用材など。
6005C
(6N01)a)
押出棒
A6005CBE
(A6N01BE)a)
A6005CBES
(A6N01BES)a)
6060
押出棒
A6060BE
A6060BES
6063より強度は若干低いが,押出性がよく,耐食性及び
表面処理性もよい。
建築用材,家具,家電製品など。
引抜棒
A6060BD
A6060BDS
6061
押出棒
A6061BE
A6061BES
熱処理型の耐食性合金。時効によってかなり高い耐力値が
得られるが,溶接性が劣る。
リベット用材,ボルト材,自動車用部品など。
引抜棒
A6061BD
A6061BDS
引抜線
A6061W
A6061WS
6262
押出棒
A6262BE
A6262BES
耐食性快削合金。
カメラ鏡胴,気化器部品など。
引抜棒
A6262BD
A6262BDS
6063
押出棒
A6063BE
A6063BES
代表的な押出合金。6061より強度は低いが,押出性に優
れ,耐食性及び表面処理性もよい。
建築用材,土木用材,家具,家電製品,車両用材など。
引抜棒
A6063BD
A6063BDS
6181
引抜棒
A6181BD
A6181BDS
6061より若干強度が低い合金。耐食性がよい。
6082
押出棒
A6082BE
A6082BES
6061より若干強度が高い合金。耐食性もよい。
構造用材など。
引抜棒
A6082BD
A6082BDS
7003
押出棒
A7003BE
A7003BES
溶接構造用合金。7204より強度は若干低いが,押出性が
よい。溶接構造用材料など。
7204
(7N01)a)
押出棒
A7204BE
(A7N01BE)a)
A7204BES
(A7N01BES)a)
溶接構造用合金。強度が高く,溶接部の強度が常温放置に
て母材強度に近いところまで回復する。耐食性も良好。
一般機械部品など。
7020
押出棒
A7020BE
A7020BES
7204より若干強度が高い合金。
自転車フレーム,一般機械用部品など。
引抜棒
A7020BD
A7020BDS
7049A
押出棒
A7049ABE
A7049ABES
7075より強度の高い合金。
引抜棒
A7049ABD
A7049ABDS
7050
押出棒
A7050BE
A7050BES
7075の焼入れ性を改善した合金。耐応力腐食割れ性に優
れる。航空機用部品など。
7075
押出棒
A7075BE
A7075BES
アルミニウム合金中高い強度をもつ合金の一つである。
航空機用部品,リベット用材など。
引抜棒
A7075BD
A7075BDS
注a) ( )内は,旧合金番号を示す。合金番号は,旧合金番号以外のものを優先して使用するのが望ましい。
なお,旧合金番号は次回改正で削除する。
5
品質
5.1
外観
押出棒及び引抜棒(併せて,以下,棒という。)並びに引抜線(以下,線という。)は,表面仕上げが良
好・均一で,使用上有害な膨れ,きずなどの欠陥があってはならない。表面欠陥の除去は,滑らかに仕上
げなければならない。
6
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
化学成分
棒及び線の化学成分は,7.1によって試験を行い,表2による。
7
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−化学成分
単位 %
合金
番号
Si
Fe
Cu
Mn
Mg
Cr
Zn
V,Bi,Pb,Zr,Niなど
Ti
その他a)
Al
個々
合計
1070
0.20以下 0.25以下 0.04以下 0.03以下 0.03以下
−
0.04以下
V 0.05以下
0.03以下 0.03以下
−
99.70以上
1060
0.25以下 0.35以下 0.05以下 0.03以下 0.03以下
−
0.05以下
V 0.05以下
0.03以下 0.03以下
−
99.60以上
1050
0.25以下 0.40以下 0.05以下 0.05以下 0.05以下
−
0.05以下
V 0.05以下
0.03以下 0.03以下
−
99.50以上
1050A
0.25以下 0.40以下 0.05以下 0.05以下 0.05以下
−
0.07以下
−
0.05以下 0.03以下
−
99.50以上
1100
Si+Fe 0.95以下
0.05〜0.20 0.05以下
−
−
0.10以下
b)
−
0.05以下 0.15以下 99.00以上
1200
Si+Fe 1.00以下
0.05以下 0.05以下
−
−
0.10以下
−
0.05以下 0.05以下 0.15以下 99.00以上
2011
0.40以下
0.7以下
5.0〜6.0
−
−
−
0.30以下
Bi 0.20〜0.6,Pb 0.20〜0.6
−
0.05以下 0.15以下
残部
2014
0.50〜1.2
0.7以下
3.9〜5.0
0.40〜1.2 0.20〜0.8 0.10以下 0.25以下
b)
0.15以下 0.05以下 0.15以下
残部
2014A
0.50〜0.9 0.50以下
3.9〜5.0
0.40〜1.2 0.20〜0.8 0.10以下 0.25以下
Zr+Ti 0.25以下,Ni 0.10以下
0.15以下 0.05以下 0.15以下
残部
2017
0.20〜0.8
0.7以下
3.5〜4.5
0.40〜1.0 0.40〜0.8 0.10以下 0.25以下
c)
0.15以下 0.05以下 0.15以下
残部
2017A
0.20〜0.8
0.7以下
3.5〜4.5
0.40〜1.0 0.40〜1.0 0.10以下 0.25以下
Zr+Ti 0.20以下
−
0.05以下 0.15以下
残部
2117
0.8以下
0.7以下
2.2〜3.0
0.10以下 0.20〜0.50
−
0.25以下
c)
−
0.05以下 0.15以下
残部
2219
0.20以下 0.30以下
5.8〜6.8 0.20〜0.40 0.02以下
−
0.10以下
V 0.05〜0.15,Zr 0.10〜0.25
0.02〜0.10 0.05以下 0.15以下
残部
2024
0.50以下 0.50以下
3.8〜4.9
0.30〜0.9
1.2〜1.8
0.10以下 0.25以下
c)
0.15以下 0.05以下 0.15以下
残部
2030
0.8以下
0.7以下
3.3〜4.5
0.20〜1.0 0.50〜1.3 0.10以下 0.50以下
Bi 0.20以下,Pb 0.8〜1.5
0.20以下 0.10以下 0.30以下
残部
3003
0.6以下
0.7以下 0.05〜0.20 1.0〜1.5
−
−
0.10以下
−
−
0.05以下 0.15以下
残部
3103
0.50以下
0.7以下
0.10以下
0.9〜1.5
0.30以下 0.10以下 0.20以下
Zr+Ti 0.10以下
−
0.05以下 0.15以下
残部
5041
(5N02)
0.40以下 0.40以下 0.10以下 0.30〜1.0
3.0〜4.0
0.50以下 0.10以下
−
0.20以下 0.05以下 0.15以下
残部
5050
0.40以下
0.7以下
0.20以下 0.10以下
1.1〜1.8
0.10以下 0.25以下
−
−
0.05以下 0.15以下
残部
5052
0.25以下 0.40以下 0.10以下 0.10以下
2.2〜2.8 0.15〜0.35 0.10以下
−
−
0.05以下 0.15以下
残部
5154
0.25以下 0.40以下 0.10以下 0.10以下
3.1〜3.9 0.15〜0.35 0.20以下
b)
0.20以下 0.05以下 0.15以下
残部
5454
0.25以下 0.40以下 0.10以下 0.50〜1.0
2.4〜3.0 0.05〜0.20 0.25以下
−
0.20以下 0.05以下 0.15以下
残部
5754
0.40以下 0.40以下 0.10以下 0.50以下
2.6〜3.6
0.30以下 0.20以下
Mn+Cr 0.10〜0.6
0.15以下 0.05以下 0.15以下
残部
5056
0.30以下 0.40以下 0.10以下 0.05〜0.20 4.5〜5.6 0.05〜0.20 0.10以下
−
−
0.05以下 0.15以下
残部
5083
0.40以下 0.40以下 0.10以下 0.40〜1.0
4.0〜4.9 0.05〜0.25 0.25以下
−
0.15以下 0.05以下 0.15以下
残部
5086
0.40以下 0.50以下 0.10以下 0.20〜0.7
3.5〜4.5 0.05〜0.25 0.25以下
−
0.15以下 0.05以下 0.15以下
残部
6101
0.30〜0.7 0.50以下 0.10以下 0.03以下 0.35〜0.8 0.03以下 0.10以下
B 0.06以下
−
0.03以下 0.10以下
残部
6005A
0.50〜0.9 0.35以下 0.30以下 0.50以下 0.40〜0.7 0.30以下 0.20以下
Mn+Cr 0.12〜0.50
0.10以下 0.05以下 0.15以下
残部
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
H 4040:2015
表2−化学成分(続き)
単位 %
合金
番号
Si
Fe
Cu
Mn
Mg
Cr
Zn
V,Bi,Pb,Zr,Niなど
Ti
その他a)
Al
個々
合計
6005C
(6N01)
0.40〜0.9 0.35以下 0.35以下 0.50以下 0.40〜0.8 0.30以下 0.25以下
Mn+Cr 0.50以下
0.10以下 0.05以下 0.15以下
残部
6060
0.30〜0.6 0.10〜0.30 0.10以下 0.10以下 0.35〜0.6 0.05以下 0.15以下
−
0.10以下 0.05以下 0.15以下
残部
6061
0.40〜0.8
0.7以下 0.15〜0.40 0.15以下
0.8〜1.2 0.04〜0.35 0.25以下
−
0.15以下 0.05以下 0.15以下
残部
6262
0.40〜0.8
0.7以下 0.15〜0.40 0.15以下
0.8〜1.2 0.04〜0.14 0.25以下
Bi 0.40〜0.7,Pb 0.40〜0.7
0.15以下 0.05以下 0.15以下
残部
6063
0.20〜0.6 0.35以下 0.10以下 0.10以下 0.45〜0.9 0.10以下 0.10以下
−
0.10以下 0.05以下 0.15以下
残部
6181
0.8〜1.2
0.45以下 0.10以下 0.15以下
0.6〜1.0
0.10以下 0.20以下
−
0.10以下 0.05以下 0.15以下
残部
6082
0.7〜1.3
0.50以下 0.10以下 0.40〜1.0
0.6〜1.2
0.25以下 0.20以下
−
0.10以下 0.05以下 0.15以下
残部
7003
0.30以下 0.35以下 0.20以下 0.30以下 0.50〜1.0 0.20以下
5.0〜6.5
Zr 0.05〜0.25
0.20以下 0.05以下 0.15以下
残部
7204
(7N01)
0.30以下 0.35以下 0.20以下 0.20〜0.7
1.0〜2.0
0.30以下
4.0〜5.0
V 0.10以下,Zr 0.25以下
0.20以下 0.05以下 0.15以下
残部
7020
0.35以下 0.40以下 0.20以下 0.05〜0.50 1.0〜1.4 0.10〜0.35 4.0〜5.0
Zr 0.08〜0.20
Zr+Ti 0.08〜0.25
−
0.05以下 0.15以下
残部
7049A
0.40以下 0.50以下
1.2〜1.9
0.50以下
2.1〜3.1 0.05〜0.25 7.2〜8.4
Zr+Ti 0.25以下
0.06以下 0.05以下 0.15以下
残部
7050
0.12以下 0.15以下
2.0〜2.6
0.10以下
1.9〜2.6
0.04以下
5.7〜6.7
Zr 0.08〜0.15
0.06以下 0.05以下 0.15以下
残部
7075
0.40以下 0.50以下
1.2〜2.0
0.30以下
2.1〜2.9 0.18〜0.28 5.1〜6.1
d)
0.20以下 0.05以下 0.15以下
残部
注a) その他の元素とは,この表で示されていないが存在の予知される場合又は通常の分析過程において,規定の値を超えるおそれがある場合に,製造業者の判断に
よって分析する元素である。“個々”の値は,表で示されている元素以外の個々の成分値であり,“合計”の値は,個々の成分値を合計したものである。
b) 溶加棒及び溶接ワイヤに使用する場合は,Be:0.000 3 %以下とする。
c) 受渡当事者間の協定によって,Zr+Tiは0.20 %以下としてもよい。
d) 受渡当事者間の協定によって,Zr+Tiは0.25 %以下としてもよい。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
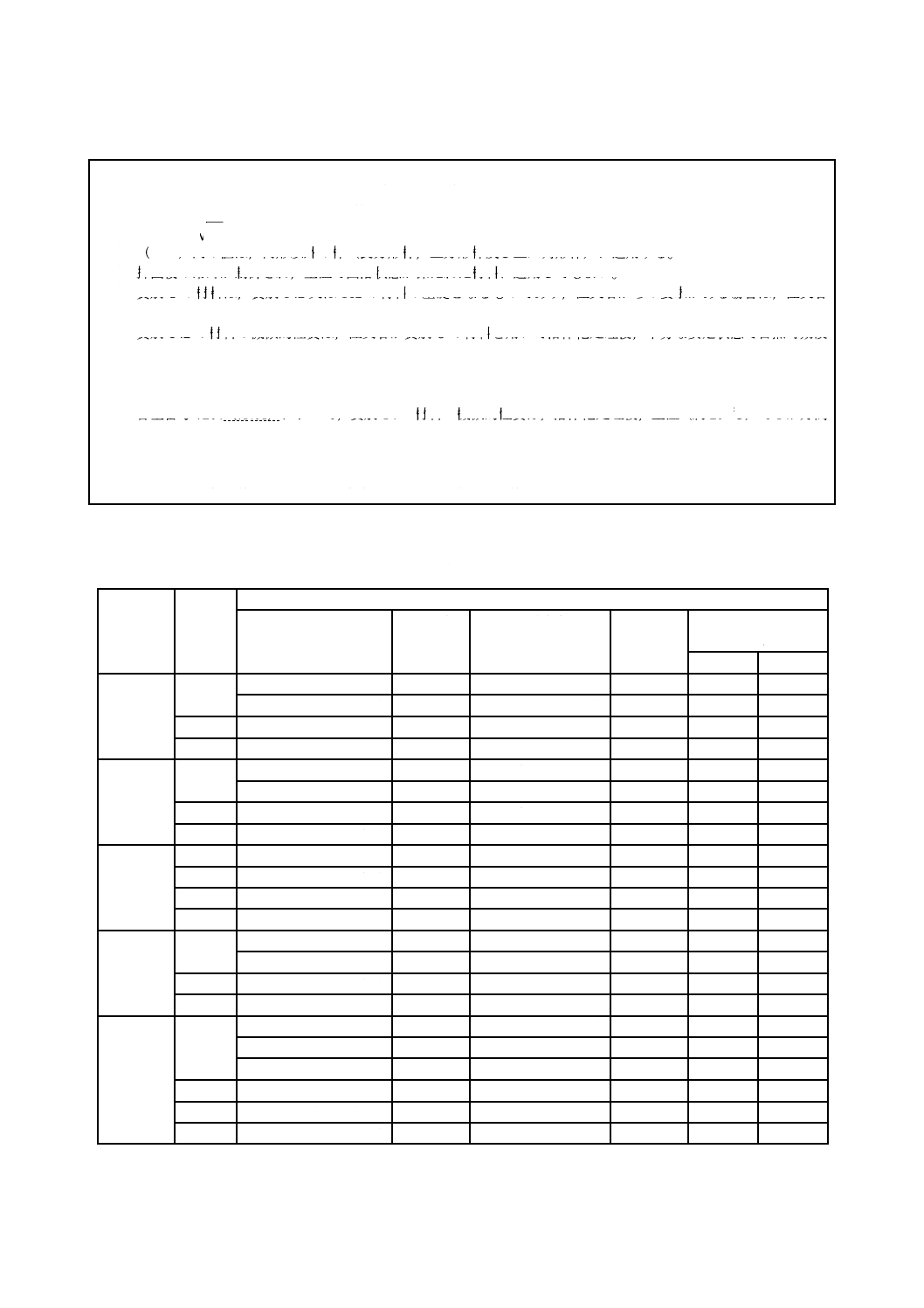
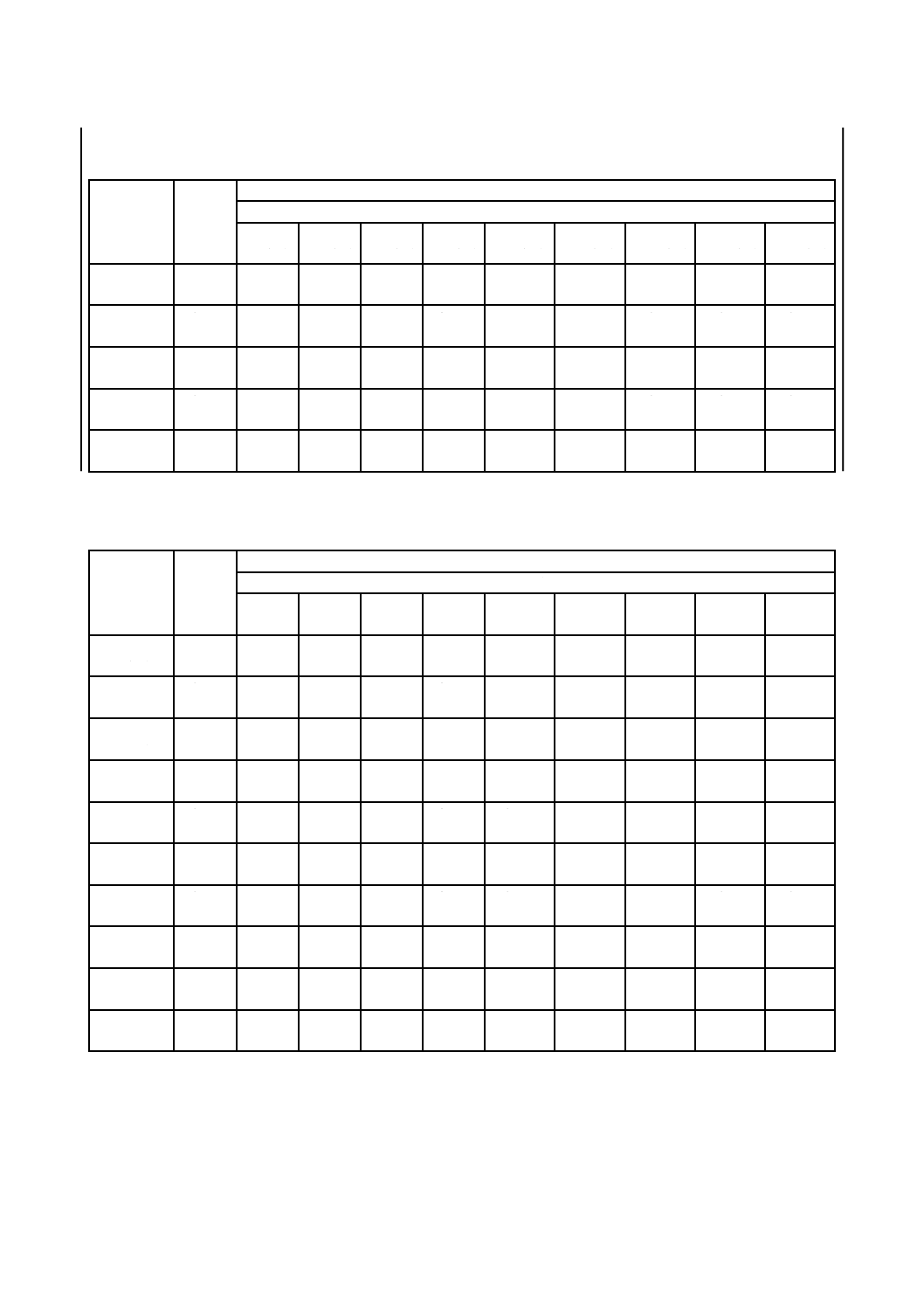
5.3
機械的性質
棒及び線の機械的性質(引張強さ,耐力及び伸び)は,7.2によって試験を行い,押出棒は表3,引抜棒
及び引抜線は表4による。
表3及び表4に規定の径,厚さ,対辺距離及び断面積以外の寸法の機械的性質は,受渡当事者間の協定
による。
表3−押出棒の機械的性質
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
1070
H112
全て
−
55以上
15以上
−
−
1060
H112
3以上
30以下
−
60以上
30以上
25以上
−
1050
H112
全て
−
65以上
20以上
−
−
1050A
O
H111
全て
−
60以上
95以下
20以上
23以上
25以上
H112
35以下 (30以下)c)
−
65以上
20以上
23以上
25以上
1100
H112
35未満 (30未満)c)
−
75以上
20以上
18以上
18以上
35以上 (30以上)c)
−
75以上
20以上
−
−
1200
H112
35未満 (30未満)c)
−
75以上
25以上
18以上
20以上
35以上 (30以上)c)
−
75以上
20以上
−
−
2011
T4 d)
3以上
200以下
−
275以上
125以上
16以上
14以上
T6 d)
3以上
75以下
−
310以上
230以上
10以上
8以上
75を超え 160以下
−
295以上
195以上
8以上
6以上
2014
O e)
全て
−
250以下
135以下
12以上
10以上
T4
T4510
T4511
全て
−
345以上
240以上
12以上
10以上
T42 f)
全て
−
345以上
205以上
12以上
−
T6
T6510
T6511
12以下
−
410以上
365以上
7以上
−
12を超え
19以下
−
440以上
400以上
7以上
6以上
19を超え
160以下
470以上
410以上
7以上
6以上
19を超え
160を超え
200以下
470以上
400以上
6以上
6以上
19を超え
200を超え
250以下
450以上
380以上
6以上
6以上
19を超え
250を超え
300以下
430以上
365以上
6以上
6以上
T62 f)
19以下
−
410以上
365以上
7以上
−
19を超え
160以下
410以上
365以上
7以上
−
19を超え
160を超え
200以下
410以上
365以上
6以上
−
2014A
O
10以上
200以下
−
250以下
135以下
12以上
10以上
T4
T4510
T4511
10以上
200以下
−
345以上
240以上
12以上
10以上
T6
T6510
T6511
12.5以上 100以下
−
440以上
400以上
−
6以上
100を超え 120以下
−
430以上
350以上
−
6以上
120を超え 200以下
−
430以上
350以上
−
6以上
10
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
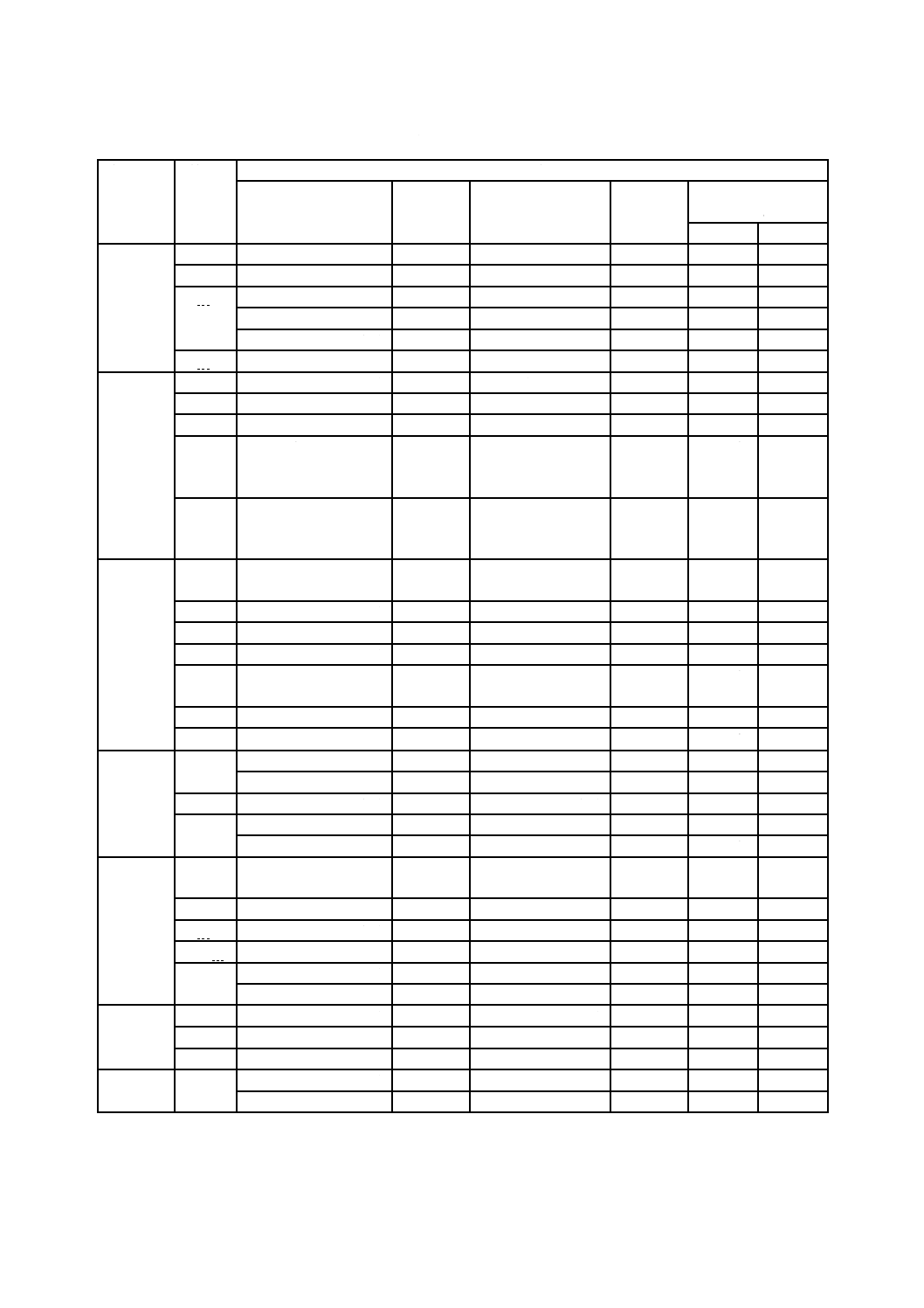
表3−押出棒の機械的性質(続き)
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
2017
O e)
全て
−
245以下
125以下
16以上
−
T4 d)
T42 f)
全て
700以下
345以上
215以上
12以上
−
全て
700を超え 1000以下
335以上
195以上
12以上
−
2017A
O
10以上
100以下
−
250以下
150以下
−
10以上
T4 d)
T4510 d)
T4511 d)
10以上
80以下
−
390以上
265以上
−
10以上
80を超え 200以下
−
360以上
220以上
−
7以上
2024
O e)
全て
−
245以下
125以下
12以上
10以上
T4
6以下
−
390以上
295以上
12以上
−
6を超え
19以下
−
410以上
305以上
12以上
−
19を超え
38以下
−
450以上
315以上
10以上
−
38を超え 100以下
160以下
480以上
365以上
10以上
8以上
160を超え
200以下
470以上
335以上
8以上
8以上
200を超え
300以下
460以上
315以上
8以上
8以上
100を超え 200以下
160以下
480以上
365以上
10以上
6以上
160を超え
200以下
470以上
335以上
8以上
6以上
200を超え
300以下
460以上
315以上
8以上
6以上
T42 f)
19以下
−
390以上
265以上
12以上
−
19を超え
38以下
−
390以上
265以上
10以上
−
38を超え
160以下
390以上
265以上
10以上
−
160を超え
200以下
390以上
265以上
8以上
−
2030
T4
T4510
T4511
80以下
−
370以上
250以上
6以上
8以上
80を超え 200以下
−
340以上
220以上
−
8以上
200を超え 250以下
−
330以上
210以上
−
7以上
3003
O
H111
全て
−
95以上
135以下
35以上
20以上
25以上
H112
全て
−
95以上
35以上
−
−
3103
O
H111
全て
−
95以上
135以下
35以上
20以上
25以上
H112
全て
−
95以上
35以上
20以上
25以上
5052
O
全て
−
175以上
245以下
70以上
20以上
−
H112
全て
−
175以上
70以上
−
−
5454
O
H111
200以下
−
200以上
275以下
85以上
16以上
18以上
H112
全て
−
215以上
100以上
12以上
−
5754
O
H111
150以下
−
180以上
250以下
80以上
15以上
17以上
H112
150以下
−
180以上
80以上
12以上
14以上
150を超え 250以下
−
180以上
70以上
−
13以上
5056
H112
全て
300以下
245以上
100以上
−
−
全て
300を超え
700以下
225以上
80以上
−
−
全て
700を超え 1000以下
215以上
70以上
−
−
11
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−押出棒の機械的性質(続き)
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
5083
O
130以下
200以下
275以上
355以下
110以上
14以上
−
H112
130以下
200以下
275以上
110以上
12以上
12以上
5086
O
200以下
−
240以上
320以下
95以上
15以上
18以上
H112
250以下
−
240以上
95以上
10以上
12以上
6101
T6 d)
3以上
7以下
−
195以上
165以上
10以上
−
7を超え
17以下
−
195以上
165以上
12以上
−
17を超え
30以下
−
175以上
145以上
14以上
−
T7 d)
3以上
17以下
−
135以上
110以上
10以上
−
6005A
T6 d)
25以下
−
270以上
225以上
8以上
10以上
25を超え
50以下
−
270以上
225以上
−
8以上
50を超え 100以下
−
260以上
215以上
−
8以上
6005C
(6N01)
T5
6以下
−
245以上
205以上
8以上
−
6を超え
12以下
−
225以上
175以上
8以上
−
T6 d)
6以下
−
265以上
235以上
8以上
−
6060
T4 d)
150以下
−
120以上
60以上
14以上
16以上
T5
150以下
−
160以上
120以上
6以上
8以上
T6 d)
100以下
−
190以上
150以上
8以上
10以上
T64 d)
50以下
−
180以上
120以上
10以上
12以上
T66 d)
150以下
−
215以上
160以上
6以上
8以上
6061
O e)
全て
−
145以下
110以下
16以上
−
T4 d)
T4511 d)
全て
−
180以上
110以上
16以上
14以上
T42 f)
全て
−
175以上
85以上
16以上
−
T6 d)
T62 f)
T6511 d)
6以下
−
260以上
240以上
8以上
7以上
6を超え
−
260以上
240以上
10以上
9以上
6262
T6 d)
200以下
−
260以上
240以上
8以上
10以上
6063
O
H111
200以下
−
130以下
−
16以上
18以上
T1
12以下
−
120以上
60以上
12以上
−
12を超え
25以下
−
110以上
55以上
12以上
−
T4 d)
150以下
−
130以上
65以上
12以上
14以上
150を超え 200以下
−
120以上
65以上
−
12以上
T5
12以下
−
150以上
110以上
8以上
7以上
12を超え
25以下
−
145以上
105以上
8以上
7以上
T6 d)
3以下
−
205以上
170以上
8以上
−
3を超え
25以下
−
205以上
170以上
10以上
9以上
T66 d)
200以下
−
245以上
200以上
8以上
10以上
12
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−押出棒の機械的性質(続き)
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
6082
O
H111
200以下
−
160以下
110以下
12以上
14以上
T4 d)
10以上
80以下
−
205以上
110以上
14以上
14以上
T6 d)
10以上
60(50)c)以下
−
310以上
260以上
7以上
8以上
(50)c) 60を超え
150以下
−
300以上
240以上
−
8以上
7003
T5
12以下
−
285以上
245以上
10以上
−
12を超え
25以下
−
275以上
235以上
10以上
−
T6 d)
50以下
−
350以上
290以上
8以上
10以上
50を超え 150以下
−
340以上
280以上
8以上
10以上
7204
(7N01)
O
全て
−
245以下
145以下
12以上
−
T4 d), g)
全て
−
315以上
195以上
11以上
−
T5
全て
−
325以上
245以上
10以上
−
T6 d)
全て
−
335以上
275以上
10以上
−
7020
T6 d)
50以下
−
350以上
290以上
8以上
10以上
50を超え 200以下
−
340以上
275以上
−
10以上
7049A
T6
T6510
T6511
100以下
−
610以上
530以上
4以上
5以上
100を超え 125以下
−
560以上
500以上
−
5以上
125を超え 150以下
−
520以上
430以上
−
5以上
150を超え 180以下
−
450以上
400以上
−
3以上
7050
T73511
125以下
200以下
485以上
415以上
8以上
7以上
T74511
76以下
−
505以上
435以上
7以上
−
T76510
127以下
−
545以上
475以上
7以上
−
7075
O e)
全て
200以下
275以下
165以下
10以上
9以上
T6
T62 f)
T6510
T6511
6以下
−
540以上
480以上
7以上
−
6を超え
75以下
−
560以上
500以上
7以上
6以上
75を超え 110以下
130以下
560以上
490以上
7以上
5以上
75を超え 110以下
130を超え
200以下
540以上
480以上
7以上
5以上
110を超え 130以下
200以下
540以上
470以上
6以上
5以上
130を超え 150以下
−
500以上
440以上
−
5以上
T73
10以上
25以下
−
485以上
420以上
−
7以上
25を超え
50以下
−
475以上
405以上
−
7以上
50を超え
70以下
−
475以上
405以上
−
7以上
70を超え 100以下
−
470以上
390以上
−
6以上
T73510
T73511
25以下
−
485以上
420以上
5以上
7以上
25を超え
75以下
−
475以上
405以上
−
7以上
75を超え 100以下
−
470以上
390以上
−
6以上
100を超え 150以下
−
440以上
360以上
−
6以上
注記 1 N/mm2=1 MPa
注a) 質別は,JIS H 0001による。
13
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−押出棒の機械的性質(続き)
注b) 伸びの測定は,標点距離の異なる次の二つの方法のいずれかを採用する。特に,注文者からの指定がない場合
は,A50 mmによる。ただし,A50 mmの規定がない場合は,Aによる。
A50 mm:50 mm標点距離における伸び
A:5.65
0
Sの標点距離における伸び(S0:試験片の平行部の断面積,mm2)
c) ( )内の値は,円形以外の棒(長方形棒,正方形棒及び正六角形棒)に適用する。
d) 押出後の冷却が制御され,室温で固溶状態が保たれた材料に適用してもよい。
e) 質別Oの材料は,質別T42又はT62の材料の基礎となるものであり,注文者からの要求がある場合は,注文者
において適切な熱処理をした場合に,質別T42又はT62の材料の性能を保証しなければならない。
f) 質別T42の材料の機械的性質は,注文者が質別Oの材料を用いて溶体化処理後,十分な安定状態で自然時効硬
化処理した場合に適用する。また,質別T62の材料の機械的性質は,注文者が質別Oの材料を用いて溶体化処
理後,人工時効硬化処理した場合に適用する。ただし,注文者において溶体化処理する前に何らかの冷間加工
又は熱間加工をした場合には,規格値より低くなることがある。
g) 合金番号7204(7N01)において,質別T4の材料の機械的性質は,溶体化処理後,室温(約20 ℃)で1か月間
自然時効させたときの値を基準として規定したものである。
なお,1か月間自然時効前に引張試験を行う場合は,溶体化処理後人工時効させた試験片を用いて試験し,質
別T6の材料の引張特性を満たすことを確認することによって,質別T4の材料の引張特性の保証に代えてもよ
い。その場合,質別T6の材料で試験したことを報告書に記載する。
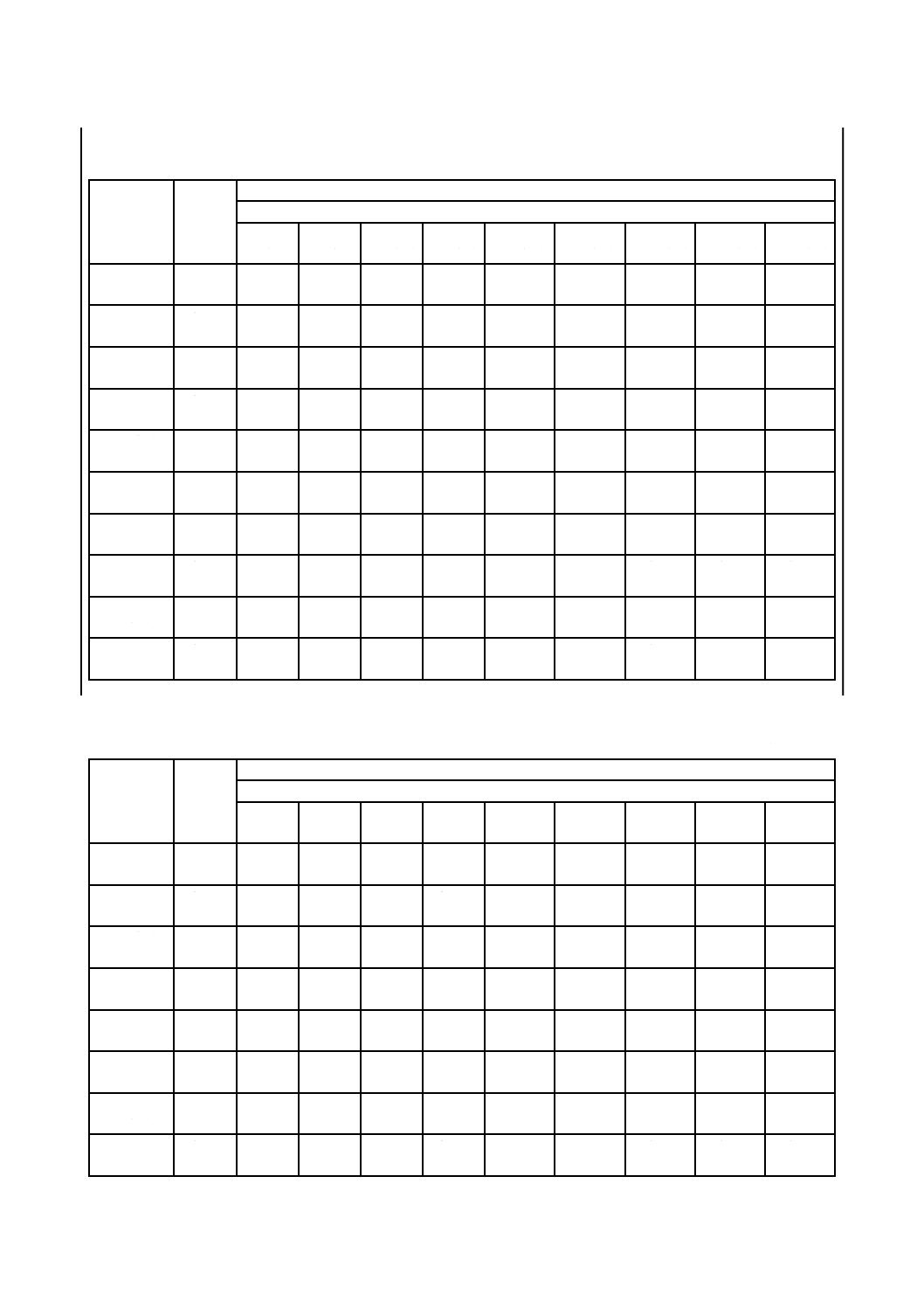
表4−引抜棒及び引抜線の機械的性質
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
1070
O
3以下
−
55以上
95以下
−
−
−
3を超え 100以下
−
55以上
95以下
15以上
25以上
−
H14
10以下
−
85以上
−
−
−
H18
10以下
−
120以上
−
−
−
1050
O
3以下
−
60以上 100以下
−
−
−
3を超え 100以下
−
60以上 100以下
20以上
25以上
−
H14
10以下
−
95以上
−
−
−
H18
10以下
−
125以上
−
−
−
1050A
O
30以下
−
60以上
20以上
−
25以上
H14
30以下
−
100以上
70以上
5以上
6以上
H16
15以下(5以下)c)
−
120以上 160以下
105以上
3以上
4以上
H18
10以下
−
130以上
110以上
−
3以上
1100
O
3以下
−
75以上 110以下
−
−
−
3を超え 100以下
−
75以上 110以下
20以上
25以上
22以上
H14
30以下
−
110以上
80以上
−
5以上
H18
10以下
−
150以上
130以上
−
3以上
1200
O
3以下
−
75以上 110以下
−
−
−
3を超え
30以下
−
75以上 110以下
30以上
25以上
20以上
30を超え 100以下
−
75以上 110以下
20以上
25以上
−
H14
30以下
−
110以上
80以上
−
5以上
H16
15以下(5以下)c)
−
135以上 170以下
115以上
3以上
3以上
H18
10以下
−
140以上
120以上
−
3以上
14
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−引抜棒及び引抜線の機械的性質(続き)
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
2011
H13
18以下
−
155以上 225以下
−
−
−
H18
10以下
−
240以上
−
−
−
T3 d)
3以上
38以下
−
310以上
260以上
10以上
9以上
38を超え
50以下
−
295以上
235以上
12以上
10以上
50を超え
80以下
−
280以上
205以上
14以上
10以上
T8 d)
3以上
80以下
−
370以上
270以上
10以上
8以上
2014
O e)
3以上
100以下
−
245以下
−
12以上
−
T3
80以下
−
380以上
290以上
6以上
8以上
T351
80以下
−
380以上
290以上
4以上
6以上
T4
T42 f)
T451
3以上
100以下
230以下
380以上
220以上
16以上
10以上
T6
T62 f)
T651
3以上
100以下
230以下
450以上
380以上
8以上
7以上
2014A
O
H111
80以下
−
240以下
125以下
10以上
12以上
H18
10以下
−
295以上
−
−
−
T3
80以下
−
380以上
290以上
6以上
8以上
T351
80以下
−
380以上
290以上
4以上
6以上
T4
T451
100以下
−
380以上
220以上
10以上
10以上
T6
50以下
−
440以上
360以上
8以上
7以上
T651
100以下
−
450以上
380以上
8以上
7以上
2017
O e)
3以下
−
245以下
−
−
−
3を超え 100以下
−
245以下
−
16以上
−
H13
3以上
10以下
−
205以上 275以下
−
−
−
T4
T42 f)
3以下
−
380以上
−
−
−
3を超え 100以下
300以下
380以上
225以上
12以上
−
2017A
O
H111
80以下
−
240以下
125以下
10以上
12以上
H18
10以下
−
315以上
−
−
−
T3 d)
80以下
−
400以上
250以上
8以上
10以上
T351 d)
80以下
−
400以上
250以上
6以上
8以上
T4
T451
50以下
−
380以上
220以上
−
10以上
50を超え 100以下
−
390以上
235以上
−
10以上
2117
H15
3以上
10以下
−
195以上 245以下
−
−
−
H18
18以下
−
260以上
−
−
−
T4
3以上
10以下
−
265以上
125以上
18以上
−
2219
T851
10以上
50以下
−
400以上
275以上
−
3以上
50を超え 100以下
−
395以上
270以上
−
3以上
15
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−引抜棒及び引抜線の機械的性質(続き)
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
2024
O e)
H111
3以下
−
245以下
−
−
−
3を超え 100以下
−
245以下
−
16以上
−
H18
10以下
−
320以上
−
−
−
T3
10以下
−
425以上
310以上
8以上
10以上
10を超え
80以下
−
425以上
290以上
7以上
9以上
T351
12.5以上 100以下
−
425以上
310以上
−
9以上
T4
T451
3以下
−
425以上
−
−
−
3を超え
12以下
−
425以上
310以上
10以上
10以上
12を超え 100以下
−
425以上
290以上
10以上
9以上
T42 f)
3以下
−
430以上
−
−
−
3を超え 100以下
230以下
430以上
275以上
10以上
−
T6
80以下
−
425以上
315以上
4以上
5以上
T651
80以下
−
425以上
315以上
3以上
4以上
T62 f)
3以下
−
410以上
−
−
−
3を超え 100以下
230以下
410以上
315以上
5以上
−
T8
80以下
−
455以上
400以上
3以上
4以上
T851
80以下
−
455以上
400以上
2以上
3以上
2030
T3
50以下
−
370以上
250以上
−
7以上
50を超え 100以下
−
340以上
210以上
−
7以上
T351
80以下
−
370以上
240以上
3以上
5以上
3003
O
3以下
−
95以上 125以下
−
−
−
3を超え 100以下
−
95以上 125以下
35以上
25以上
22以上
H12
10以下
−
115以上
80以上
−
7以上
H14
10以下
−
135以上
110以上
−
6以上
H16
10以下
−
160以上
130以上
−
3以上
H18
10以下
−
180以上
145以上
−
2以上
3103
O
50以下
−
95以上
35以上
19以上
22以上
H14
30以下
−
130以上
90以上
4以上
6以上
H16
15以下(5以下)c)
−
160以上 195以下
130以上
3以上
4以上
H18
10以下
−
160以上
130以上
3以上
4以上
5041
(5N02)
O
25以下
−
225以上
−
20以上
−
5050
O
10以下
−
125以上 180以下
−
22以上
25以上
H32
10以下
−
150以上
−
−
−
H34
10以下
−
170以上
−
−
−
H36
10以下
−
185以上
−
−
−
H38
10以下
−
200以上
−
−
−
16
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−引抜棒及び引抜線の機械的性質(続き)
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
5052
O
H111
3以下
−
170以上 220以下
−
−
−
3を超え 100以下
−
170以上 220以下
65以上
25以上
22以上
H32
3以上
10以下
−
215以上 255以下
−
−
−
H14
3以下
−
235以上
−
−
−
3を超え
30以下
−
235以上
180以上
−
5以上
H34
3以下
−
235以上
−
−
−
3を超え
30以下
−
235以上
180以上
−
6以上
H16
H26
H36
15以下
−
250以上 290以下
200以上
3以上
3以上
H18
10以下
−
270以上
220以上
−
2以上
H38
10以下
−
270以上
220以上
−
2以上
5154
O
10以下
−
205以上 285以下
75以上
16以上
20以上
H32
10以下
−
250以上
−
−
−
H34
10以下
−
270以上
−
−
−
H36
10以下
−
290以上
−
−
−
H38
10以下
−
310以上
−
−
−
5754
O
50以下
−
180以上
80以上
−
16以上
H14
30以下
−
250以上
180以上
−
4以上
H34
30以下
−
250以上
180以上
−
5以上
H18
10以下
−
280以上
240以上
−
2以上
H38
10以下
−
280以上
240以上
−
3以上
5056
O
3以下
−
315以下
−
−
−
3を超え 100以下
−
250以上 320以下
110以上
20以上
16以上
H12
H32
10以下
−
300以上
−
−
−
H34
10以下
−
345以上
−
−
−
H38
10以下
−
380以上
−
−
−
5083
O
3以下
−
275以上 355以下
−
−
−
3を超え 100以下
−
275以上 355以下
110以上
14以上
14以上
H111
10以下
−
270以上
140以上
−
12以上
H12
10以下
−
300以上
200以上
−
4以上
5086
O
50以下
−
240以上
95以上
−
16以上
H12
25以下
−
270以上
190以上
−
4以上
H32
25以下
−
270以上
190以上
−
5以上
6060
T39 d)
6以下
−
270以上
−
−
−
6を超え
−
220以上
−
−
−
T4
80以下
−
130以上
65以上
13以上
15以上
T6
80以下
−
215以上
160以上
10以上
12以上
T89 d)
6以下
−
260以上
−
−
−
17
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−引抜棒及び引抜線の機械的性質(続き)
合金番号
質別a)
引張試験
径,厚さ又は対辺距離
mm
断面積
cm2
引張強さ
N/mm2
耐力
N/mm2
伸びb)
%
A50 mm
A
6061
O e)
3以下
−
145以下
−
−
−
3を超え 100以下
−
145以下
−
18以上
−
H13
3以上
10以下
−
155以上 205以下
−
−
−
H18
10以下
−
210以上
−
−
−
T39 d)
6以下
−
310以上
−
−
−
6を超え
−
260以上
−
−
−
T4
3以下
−
205以上
−
−
−
3を超え 100以下
300以下
205以上
110以上
18以上
16以上
T42 f)
3以下
−
205以上
−
−
−
3を超え 100以下
300以下
205以上
95以上
18以上
−
T6
T62 f)
3以下
−
290以上
−
−
−
3を超え 100以下
300以下
290以上
240以上
10以上
9以上
T89 d)
6以下
−
300以上
−
−
−
6262
T6
100以下
−
290以上
240以上
7以上
8以上
T8 d)
50以下
−
345以上
315以上
3以上
4以上
T9 d)
50以下
−
360以上
330以上
5以上
4以上
50を超え
80以下
−
345以上
315以上
−
4以上
6063
T39 d)
6以下
−
280以上
−
−
−
6を超え
−
230以上
−
−
−
T4
80以下
−
150以上
75以上
13以上
15以上
T6
80以下
−
220以上
190以上
8以上
10以上
T66
80以下
−
230以上
195以上
8以上
10以上
T89 d)
6以下
−
270以上
−
−
−
6181
T4
50以下
−
200以上
100以上
−
15以上
T6
50以下
−
280以上
240以上
−
8以上
6082
O
80以下
−
160以下
110以下
−
15以上
H18
10以下
−
220以上
−
−
−
T39 d)
6未満
−
360以上
−
−
−
6以上
−
310以上
−
−
−
T4
80以下
−
205以上
110以上
−
14以上
T6
80以下
−
310以上
255以上
−
10以上
T8 d)
80以下
−
310以上
260以上
−
8以上
T89 d)
6以下
−
340以上
−
−
−
7020
T5
T6
50以下
−
350以上
280以上
−
10以上
7049A
T6
80以下
−
590以上
500以上
−
7以上
7075
O e)
3以上
100以下
−
275以下
−
10以上
−
H18
10以下
−
285以上
−
−
−
T6
T62 f)
T651
3以上
100以下
−
520以上
460以上
7以上
6以上
T73
100以下
−
470以上
385以上
7以上
9以上
注記 1 N/mm2=1 MPa
注a) 表3の注a)による。
18
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−引抜棒及び引抜線の機械的性質(続き)
注b) 表3の注b)による。
c) 表3の注c)による。
d) 表3の注d)による。
e) 表3の注e)による。
f) 表3の注f)による。
5.4
曲げ特性及び圧縮特性
5.4.1
リベット材
合金番号5041(5N02),5052及び6061の質別Oの材料をリベット材として用いる場合で,注文者から
の要求がある場合は,次による。
a) 曲げ特性は,7.3.1によって試験を行い,曲げた部分の外側に割れを生じてはならない。
b) 圧縮特性は,7.4によって試験を行い,圧縮した部分の外側に割れを生じてはならない。
5.4.2
導体
導体の曲げ特性は,注文者からの要求がある場合,7.3.2によって試験を行い,曲げた部分の外側に割れ
を生じてはならない。
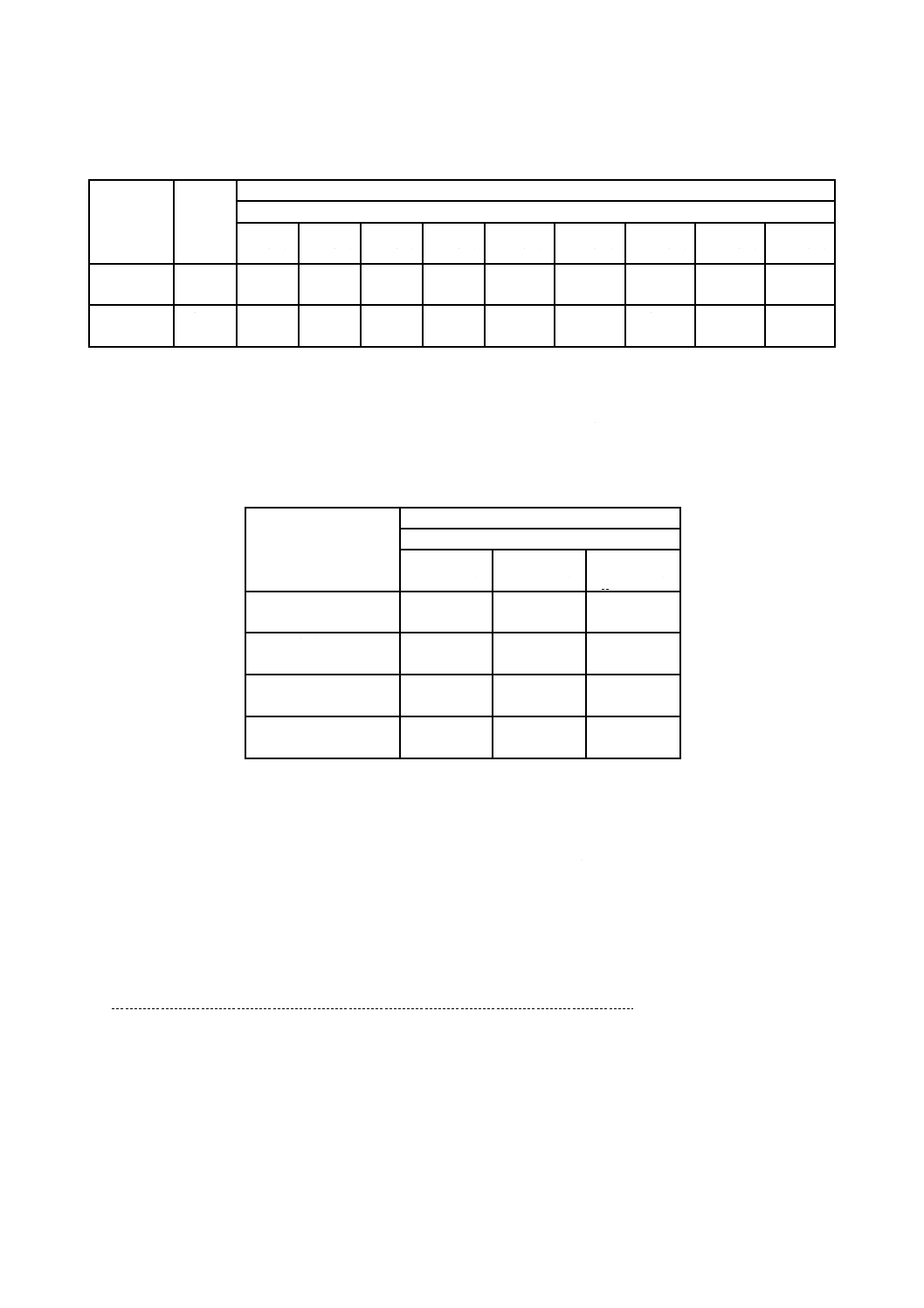
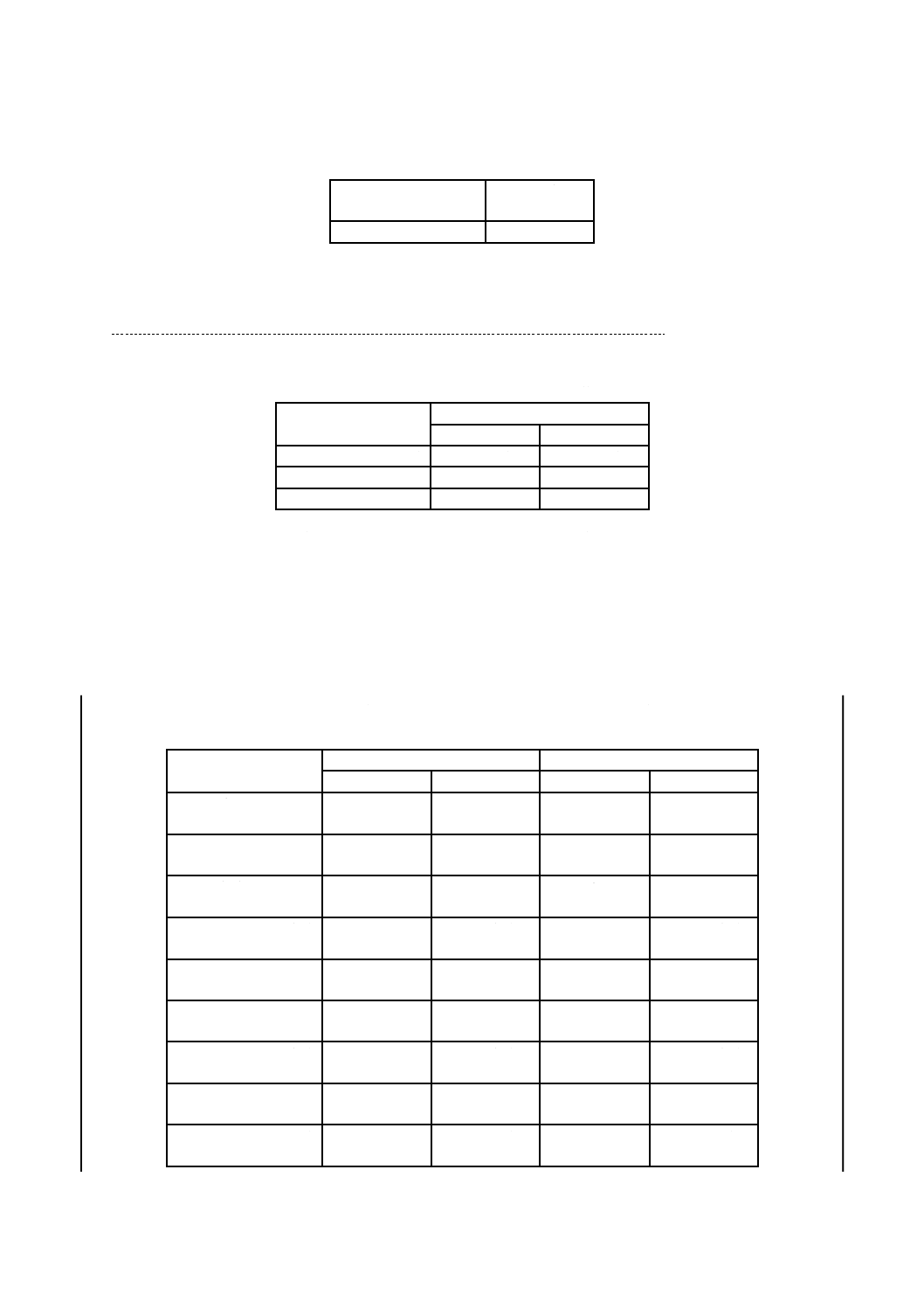
5.5
導電率
合金番号1060及び6101の材料を導体として使用する場合の導電率は,7.5によって試験を行い,表5
による。
表5−導電率
等級及び記号
質別
導電率
IACS% a)
A1060BE,A1060BES
H112
61.0以上
A6101BE,A6101BES
T6
55.0以上
T7
57.0以上
注a) IACS%は,IEC 60028に規定された国際標準軟銅の導電率
(20 ℃において5.8×107 S/m)を100としたときの相対比率
を百分率で表したもの。
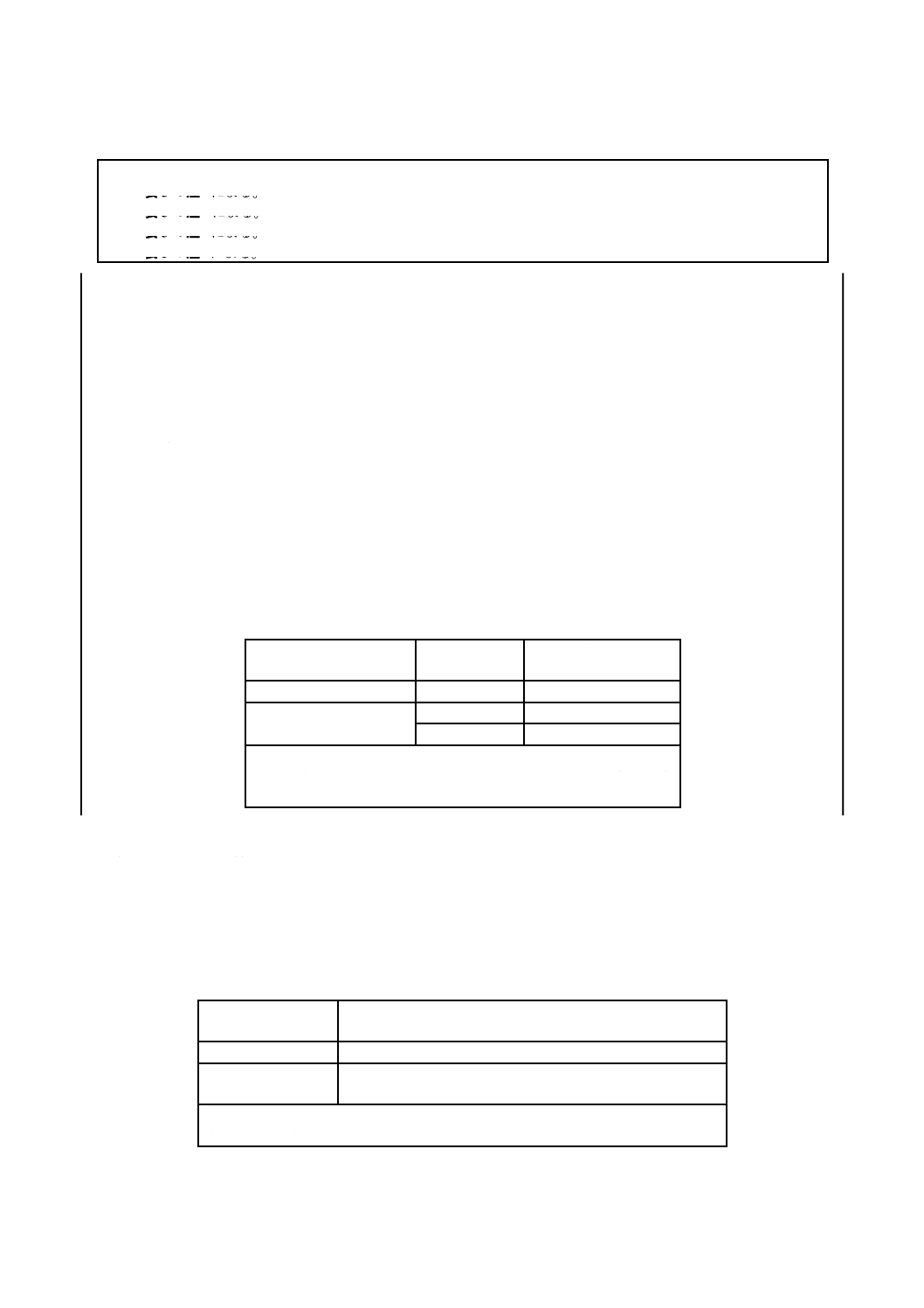
5.6
応力腐食割れ性
合金番号7075の質別T73,T73510及びT73511の厚さ20 mm以上の材料について,注文者から応力腐
食割れ性の要求がある場合は,次による。
a) 導電率及び機械的性質は,7.5及び7.2によって試験を行い,表6による。
b) 応力腐食割れ性は,7.6によって試験を行い,応力腐食割れを生じてはならない。
表6−導電率及び機械的性質
導電率
IACS% a)
機械的性質
39.7以上
表3又は表4による。
37.9以上 39.7未満 表3又は表4による。ただし,耐力は,表3又は表4に規定
された下限値に,85 N/mm2を加えた値を上限値とする。
注記 1 N/mm2=1 MPa
注a) 表5の注a)による。
19
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
寸法の許容差及び形状
6.1
一般事項
押出棒,引抜棒及び引抜線の寸法の許容差及び形状は,製品区分,断面形状,等級並びに表7及び表8
の合金グループによって区分し,6.2〜6.6による。
なお,製品区分と断面形状との組合せによる寸法の許容差及び形状について,適用する表番号の一覧を,
附属書JAに示す。
表7−合金グループ1
合金系
合金番号
純アルミニウム
1070,1060,1050,1050A,1100,1200
Al-Mn系合金
3003,3103
Al-Mg系合金a)
5050,5052
Al-Mg-Si系合金
6101,6005A,6005C(6N01),6060,6061,6262,6063,6181,6082
注a) Mg量が2.8 %以下の合金とする。
表8−合金グループ2
合金系
合金番号
Al-Mg系合金a)
5041(5N02),5154,5454,5754,5056,5083,5086
Al-Cu-Mg系合金
2011,2014,2014A,2017,2017A,2117,2219,2024,2030
Al-Zn-Mg系合金
7003,7204(7N01),7020,7049A,7050,7075
注a) Mg量が2.8 %を超える合金とする。
6.2
押出棒(長方形断面)の寸法の許容差及び形状
6.2.1
押出棒(長方形断面)の寸法の許容差
6.2.1.1
押出棒(長方形断面)の幅及び厚さの許容差
押出棒(長方形断面)の幅及び厚さの許容差は,表9,表10,表11及び表12による。この許容差は,
全許容範囲と同一の範囲で(+)側だけ又は(−)側だけとしてもよい。
なお,表9〜表12に規定する寸法以外の許容差は,受渡当事者間の協定による。
表9−押出棒(長方形断面)の幅及び厚さの許容差(合金グループ1,普通級)
単位 mm
幅
幅の
許容差
厚さの許容差
厚さ
2以上
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
50以下
50を超え
80以下
80を超え
120以下
120を超え
180以下
180を超え
240以下
10以上
18以下
±0.33
±0.26
±0.33
±0.33
−
−
−
−
−
−
18を超え
30以下
±0.39
±0.26
±0.33
±0.39
±0.39
−
−
−
−
−
30を超え
50以下
±0.52
±0.33
±0.33
±0.39
±0.46
±0.52
−
−
−
−
50を超え
80以下
±0.78
±0.33
±0.39
±0.46
±0.52
±0.65
±0.78
−
−
−
80を超え
120以下
±1.0
−
±0.46
±0.52
±0.59
±0.78
±0.91
±1.0
−
−
20
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9−押出棒(長方形断面)の幅及び厚さの許容差(合金グループ1,普通級)(続き)
単位 mm
幅
幅の
許容差
厚さの許容差
厚さ
2以上
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
50以下
50を超え
80以下
80を超え
120以下
120を超え
180以下
180を超え
240以下
120を超え
180以下
±1.3
−
−
±0.65
±0.72
±0.78
±0.91
±1.2
±1.3
−
180を超え
240以下
±1.8
−
−
−
±0.85
±0.91
±1.0
±1.3
±1.6
±1.8
240を超え
350以下
±2.3
−
−
−
±0.98
±1.0
±1.2
±1.4
±1.7
±2.0
350を超え
450以下
±2.9
−
−
−
−
±1.2
±1.3
±1.6
±1.8
±2.1
450を超え
600以下
±3.9
−
−
−
−
±1.2
±1.3
±1.8
−
−
表10−押出棒(長方形断面)の幅及び厚さの許容差(合金グループ1,特殊級)
単位 mm
幅
幅の
許容差
厚さの許容差
厚さ
2以上
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
50以下
50を超え
80以下
80を超え
120以下
120を超え
180以下
180を超え
240以下
10以上
18以下
±0.25
±0.20
±0.25
±0.25
−
−
−
−
−
−
18を超え
30以下
±0.30
±0.20
±0.25
±0.30
±0.30
−
−
−
−
−
30を超え
50以下
±0.40
±0.25
±0.25
±0.30
±0.35
±0.40
−
−
−
−
50を超え
80以下
±0.60
±0.25
±0.30
±0.35
±0.40
±0.50
±0.60
−
−
−
80を超え
120以下
±0.80
−
±0.35
±0.40
±0.45
±0.60
±0.70
±0.80
−
−
120を超え
180以下
±1.0
−
−
±0.50
±0.55
±0.60
±0.70
±0.90
±1.0
−
180を超え
240以下
±1.4
−
−
−
±0.65
±0.70
±0.80
±1.0
±1.2
±1.4
240を超え
350以下
±1.8
−
−
−
±0.75
±0.80
±0.90
±1.1
±1.3
±1.5
350を超え
450以下
±2.2
−
−
−
−
±0.90
±1.0
±1.2
±1.4
±1.6
450を超え
600以下
±3.0
−
−
−
−
±0.90
±1.0
±1.4
−
−
21
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−押出棒(長方形断面)の幅及び厚さの許容差(合金グループ2,普通級)
単位 mm
幅
幅の
許容差
厚さの許容差
厚さ
2以上
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
50以下
50を超え
80以下
80を超え
120以下
120を超え
180以下
180を超え
240以下
10以上
18以下
±0.46
±0.33
±0.39
±0.46
−
−
−
−
−
−
18を超え
30以下
±0.52
±0.33
±0.39
±0.52
±0.52
−
−
−
−
−
30を超え
50以下
±0.65
±0.39
±0.39
±0.52
±0.65
±0.65
−
−
−
−
50を超え
80以下
±0.91
±0.39
±0.46
±0.59
±0.72
±0.91
±0.91
−
−
−
80を超え
120以下
±1.3
−
±0.52
±0.65
±0.78
±0.91
±1.0
±1.3
−
−
120を超え
180以下
±1.8
−
−
±0.72
±0.91
±1.0
±1.3
±1.4
±1.8
−
180を超え
240以下
±2.3
−
−
−
±0.91
±1.2
±1.4
±1.7
±2.1
±2.3
240を超え
350以下
±2.9
−
−
−
±1.0
±1.2
±1.6
±1.8
±2.2
±2.5
350を超え
450以下
±3.6
−
−
−
−
±1.4
±1.8
±2.3
±2.7
±3.0
450を超え
600以下
±4.6
−
−
−
−
±1.6
±1.8
±2.3
−
−
表12−押出棒(長方形断面)の幅及び厚さの許容差(合金グループ2,特殊級)
単位 mm
幅
幅の
許容差
厚さの許容差
厚さ
2以上
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
50以下
50を超え
80以下
80を超え
120以下
120を超え
180以下
180を超え
240以下
10以上
18以下
±0.35
±0.25
±0.30
±0.35
−
−
−
−
−
−
18を超え
30以下
±0.40
±0.25
±0.30
±0.40
±0.40
−
−
−
−
−
30を超え
50以下
±0.50
±0.30
±0.30
±0.40
±0.50
±0.50
−
−
−
−
50を超え
80以下
±0.70
±0.30
±0.35
±0.45
±0.60
±0.70
±0.70
−
−
−
80を超え
120以下
±1.0
−
±0.40
±0.50
±0.60
±0.70
±0.80
±1.0
−
−
120を超え
180以下
±1.4
−
−
±0.55
±0.70
±0.80
±1.0
±1.1
±1.4
−
180を超え
240以下
±1.8
−
−
−
±0.70
±0.90
±1.1
±1.3
±1.6
±1.8
240を超え
350以下
±2.2
−
−
−
±0.80
±0.90
±1.2
±1.4
±1.7
±1.9
22
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−押出棒(長方形断面)の幅及び厚さの許容差(合金グループ2,特殊級)(続き)
単位 mm
幅
幅の
許容差
厚さの許容差
厚さ
2以上
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
50以下
50を超え
80以下
80を超え
120以下
120を超え
180以下
180を超え
240以下
350を超え
450以下
±2.8
−
−
−
−
±1.1
±1.4
±1.8
±2.1
±2.3
450を超え
600以下
±3.5
−
−
−
−
±1.2
±1.4
±1.8
−
−
6.2.1.2
押出棒(長方形断面)の長さの許容差
押出棒(長方形断面)の長さの許容差は,表13による。
なお,表13に規定する寸法以外の長さの許容差は,受渡当事者間の協定による。
表13−押出棒(長方形断面)の長さの許容差
単位 mm
幅
長さの許容差
長さ
2 000以下
2 000を超え
5 000以下
5 000を超え
8 000以下
100以下
+5
0
+7
0
+10
0
100を超え 200以下
+7
0
+9
0
+12
0
200を超え 450以下
+8
0
+11
0
+14
0
450を超え 600以下
+9
0
+12
0
+16
0
6.2.2
押出棒(長方形断面)の形状
6.2.2.1
一般事項
平らさ,曲がり及びねじれは,押出棒を定盤などの基準平面上に置き,その押出棒自体の質量によって
変形が最小になった状態で測定した値とする。このとき,曲がりは,押出棒の曲がりが最も大きい方向を
上下にして測定する。
6.2.2.2
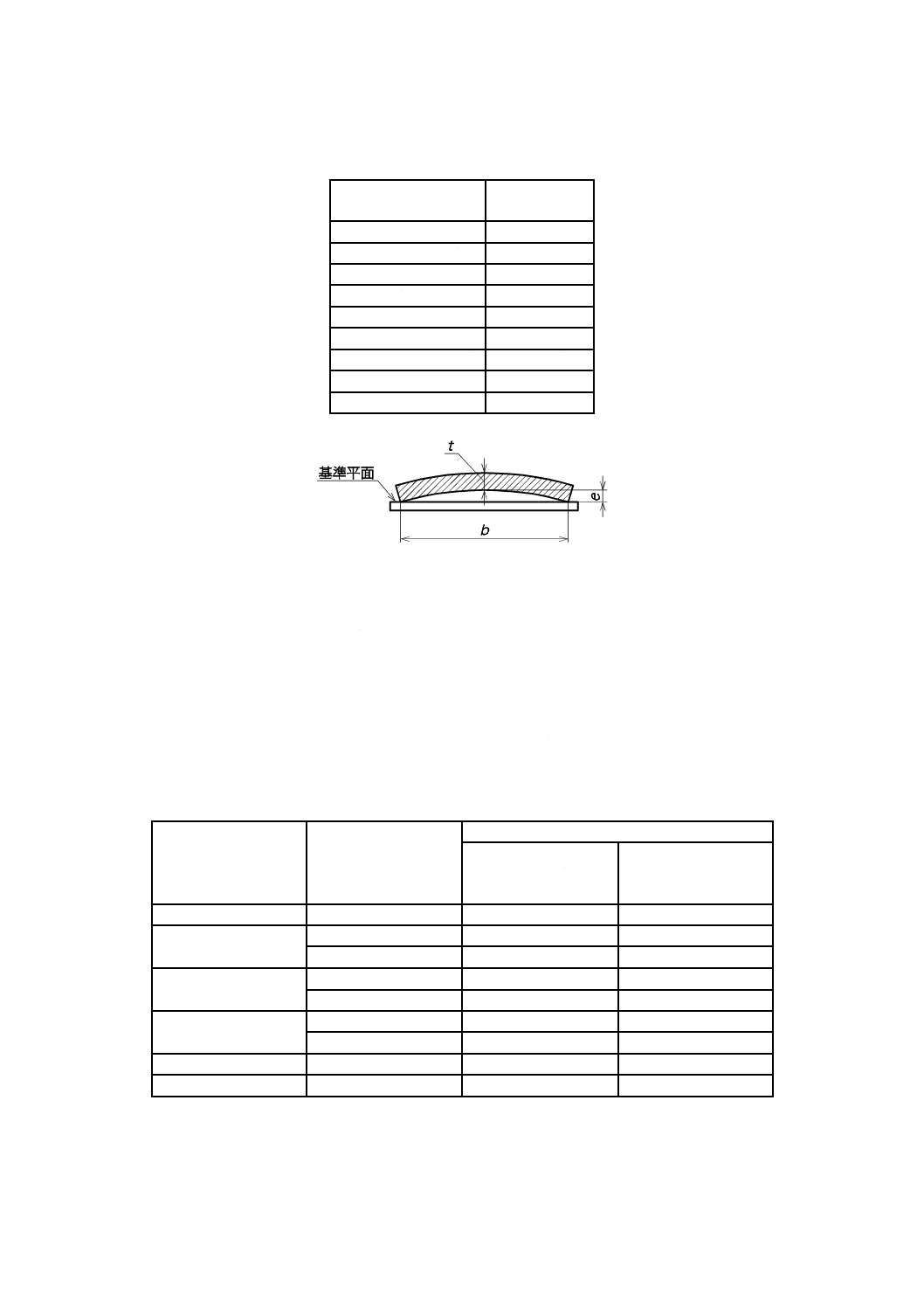
押出棒(長方形断面)の平らさ
押出棒(長方形断面)の平らさは,表14による。平らさeは,図1による。ただし,平らさは,質別O,
H111,H112及びTX510の材料には適用しない。
なお,表14に規定する寸法以外の平らさは,受渡当事者間の協定による。
23
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表14−押出棒(長方形断面)の平らさ
単位 mm
幅
平らさ
e
10以上
30以下
0.2以下
30を超え
50以下
0.3以下
50を超え
80以下
0.4以下
80を超え 120以下
0.6以下
120を超え 180以下
0.9以下
180を超え 240以下
1.2以下
240を超え 350以下
1.5以下
350を超え 450以下
2.0以下
450を超え 600以下
2.5以下
e
平らさ
t
厚さ
b
幅
図1−平らさ
6.2.2.3
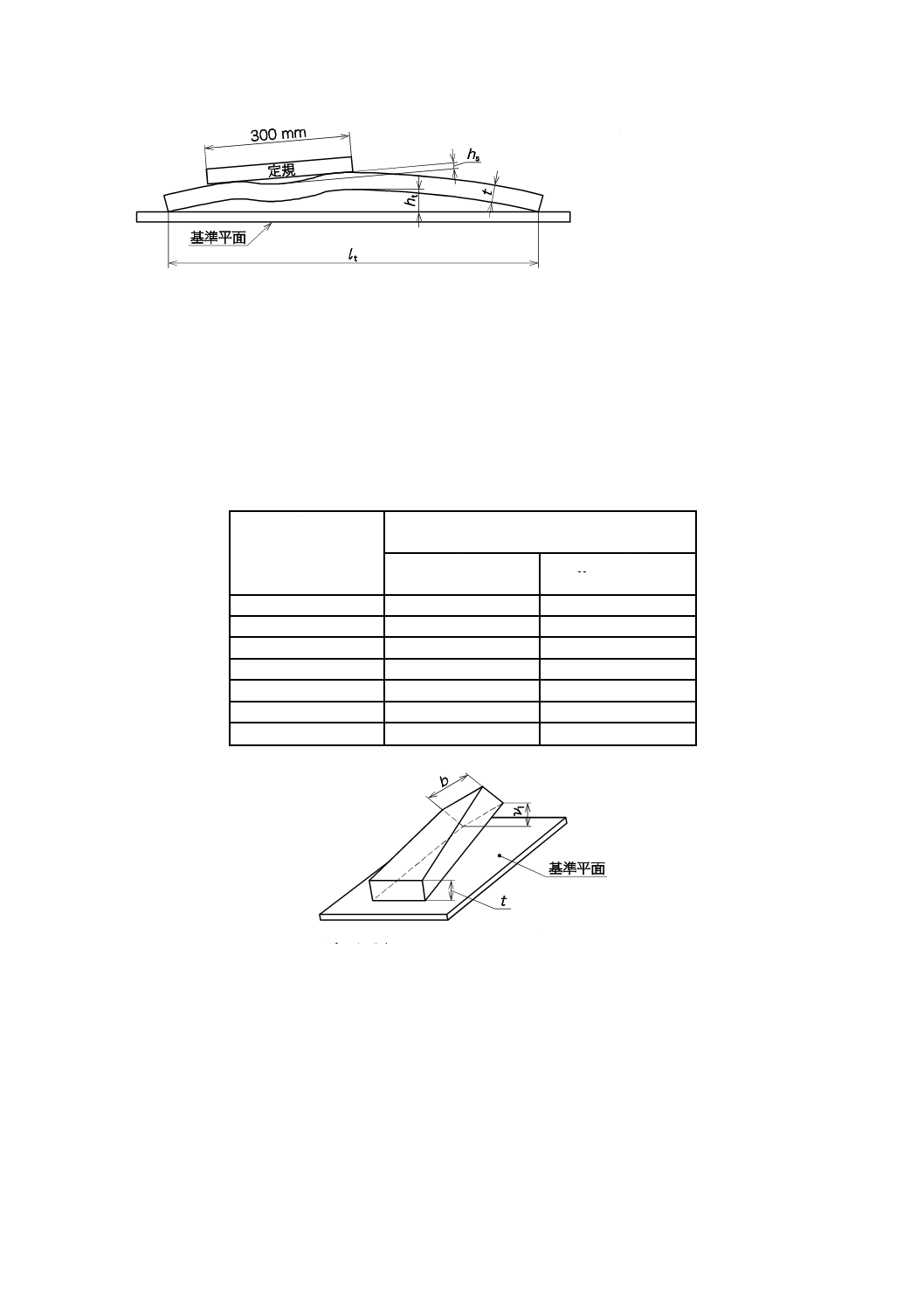
押出棒(長方形断面)の曲がり
押出棒(長方形断面)の曲がりは,表15による。曲がりhs及びhtは,図2による。ただし,曲がりは,
質別O,H111,H112及びTX510の材料には適用しない。また,任意の箇所の長さの曲がりは,注文者か
らの要求がある場合だけに適用する。
なお,表15に規定する寸法以外の曲がりは,受渡当事者間の協定による。
表15−押出棒(長方形断面)の曲がり
単位 mm
幅
厚さ
曲がり
任意の箇所の長さ
300につき
hs
全長(lt)につき
ht
10以上
80以下
10以上
80以下
1 以下
2×lt/1 000以下
80を超え 120以下
10以上
50以下
1 以下
2×lt/1 000以下
50を超え 120以下
1.5 以下
3×lt/1 000以下
120を超え 180以下
10以上
50以下
1.5 以下
3×lt/1 000以下
50を超え 180以下
2 以下
4×lt/1 000以下
180を超え 350以下
10以上
50以下
2 以下
4×lt/1 000以下
50を超え 240以下
4 以下
6×lt/1 000以下
350を超え 450以下
30以上
240以下
4 以下
6×lt/1 000以下
450を超え 600以下
30を超え 120以下
4 以下
6×lt/1 000以下
24
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
lt
全長
ht 全長に対する曲がり
hs 任意の箇所の長さ300 mm
に対する曲がり
t
厚さ
図2−曲がり(長さ方向の断面図)
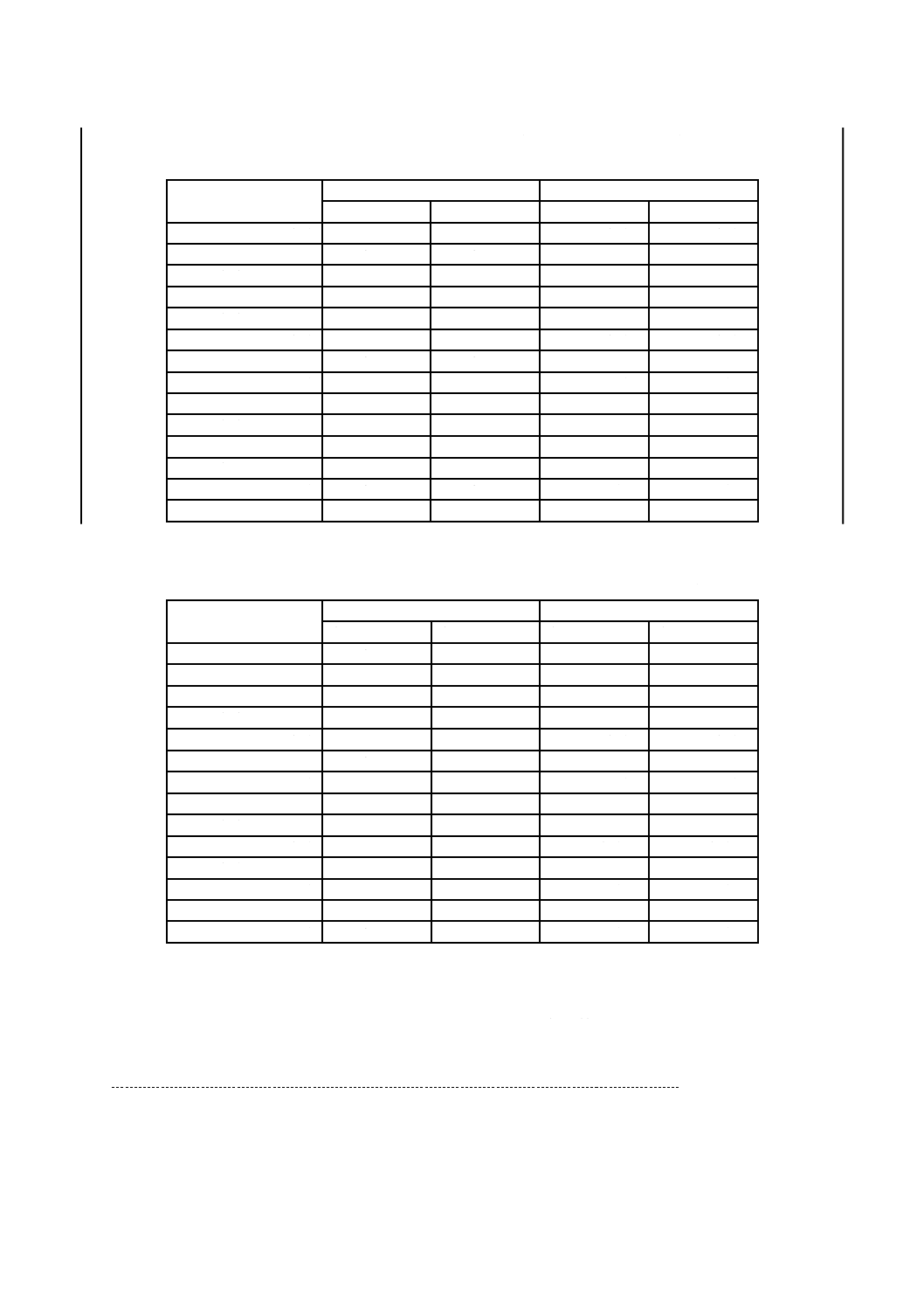
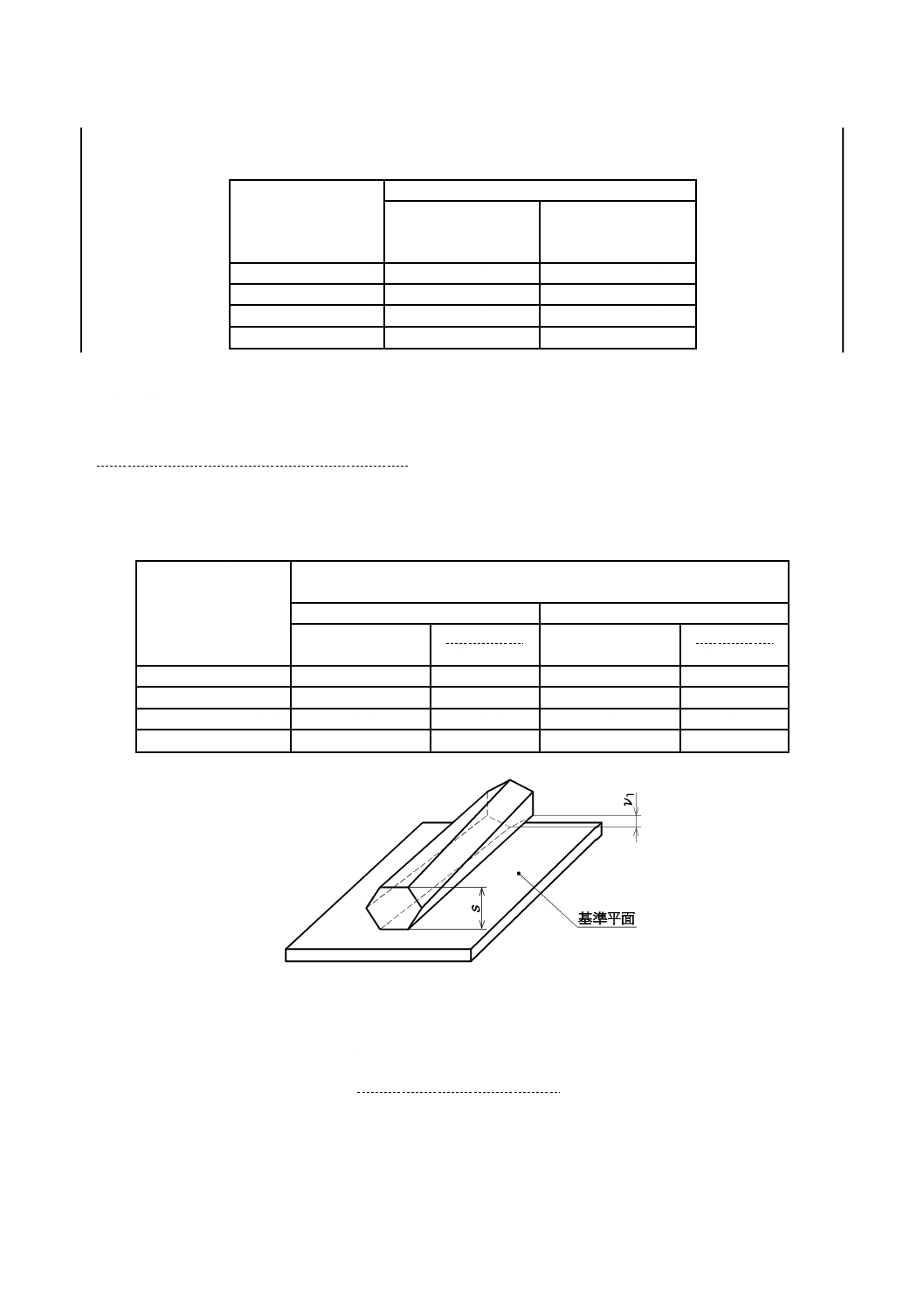
6.2.2.4
押出棒(長方形断面)のねじれ
押出棒(長方形断面)のねじれは,表16による。ねじれν1は,図3による。ただし,ねじれは,質別
O,H111,H112及びTX510の材料には適用しない。また,任意の箇所の長さのねじれは,注文者からの
要求がある場合だけに適用する。
なお,表16に規定する寸法以外のねじれは,受渡当事者間の協定による。
表16−押出棒(長方形断面)のねじれ
単位 mm
幅
ねじれ
ν1
任意の箇所の長さ
1 000につき
5 000以下の
全長につき
10以上
30以下
1 以下
3以下
30を超え
50以下
1.5 以下
4以下
50を超え 120以下
2 以下
5以下
120を超え 240以下
3 以下
8以下
240を超え 350以下
4 以下
10以下
350を超え 450以下
5 以下
12以下
450を超え 600以下
6 以下
14以下
ν1 ねじれ
b
幅
t
厚さ
図3−ねじれ(長方形断面)
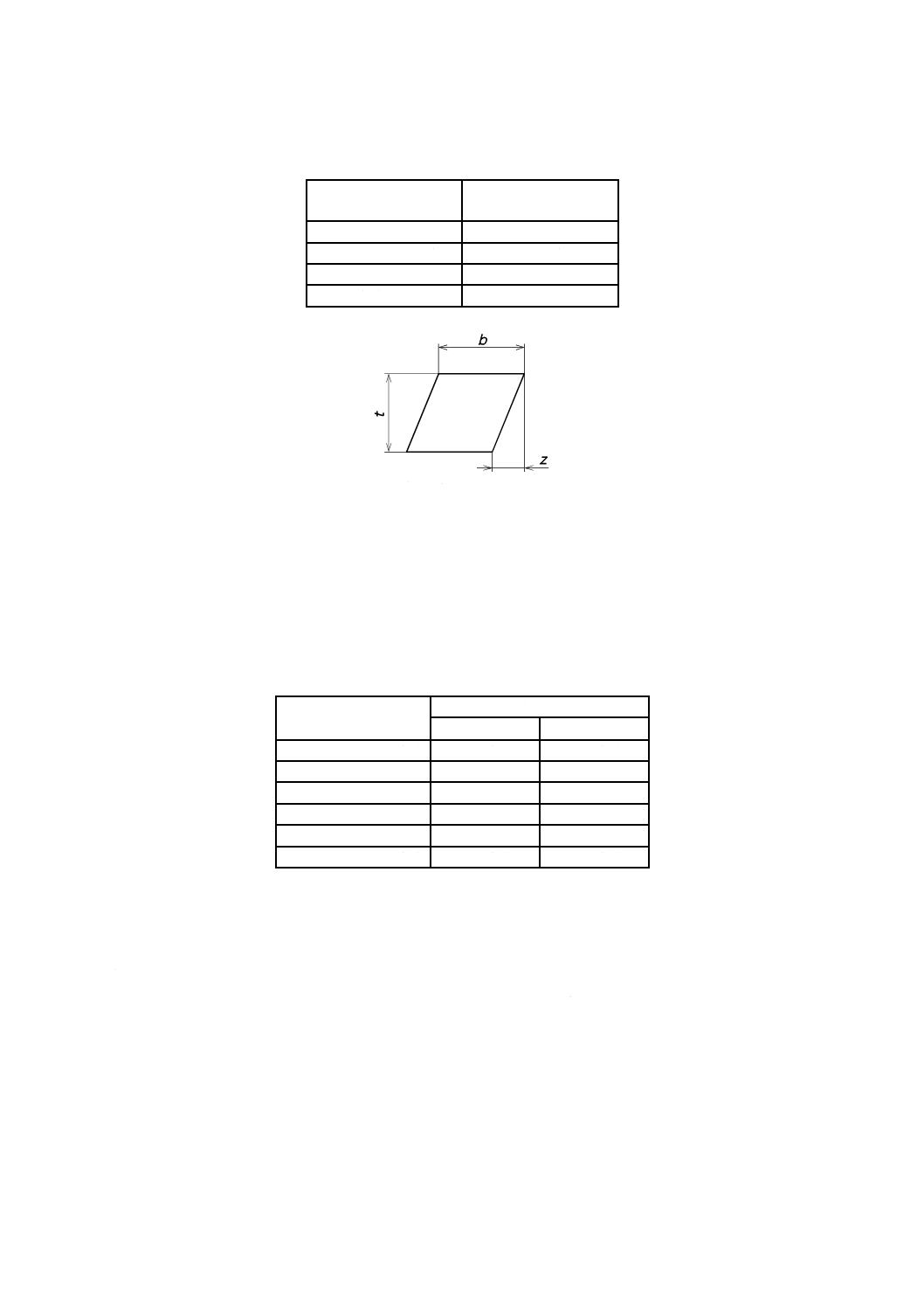
6.2.2.5
押出棒(長方形断面)の直角度
押出棒(長方形断面)の直角度は,注文者からの要求がある場合,表17による。直角度zは,図4によ
る。
25
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表17−押出棒(長方形断面)の直角度
単位 mm
厚さ
t
直角度
z
2以上
10以下
0.1以下
10を超え 100以下
0.01×t以下
100を超え 180以下
1.0以下
180を超え 240以下
1.5以下
z
直角度
b
幅
t
厚さ
図4−直角度(断面図)
6.2.2.6
押出棒(長方形断面)の隅角の半径
押出棒(長方形断面)の隅角の半径は,表18による。
なお,表18に規定する寸法以外の隅角の半径は,受渡当事者間の協定による。
表18−押出棒(長方形断面)の隅角の半径
単位 mm
厚さ
隅角の半径
合金グループ1 合金グループ2
2以上
10以下
0.6以下
1.0以下
10を超え
30以下
1.0以下
1.5以下
30を超え
80以下
1.8以下
2.5以下
80を超え 120以下
2.0以下
3.0以下
120を超え 180以下
2.5以下
4.0以下
180を超え 240以下
3.5以下
5.0以下
6.3
押出棒(円形・正方形・正六角形断面)の寸法の許容差及び形状
6.3.1
押出棒(円形・正方形・正六角形断面)の寸法の許容差
6.3.1.1
押出棒(円形・正方形・正六角形断面)の直径及び対辺距離の許容差
押出棒(円形・正方形・正六角形断面)の直径及び対辺距離の許容差は,表19及び表20による。ただ
し,表19及び表20において,押出棒(円形断面)は直径8 mm以上350 mm以下の寸法範囲を,押出棒
(正方形・正六角形断面)は対辺距離10 mm以上220 mm以下の寸法範囲を適用する。また,この許容差
は,全許容範囲と同一の範囲で(+)側だけ又は(−)側だけとしてもよい。
なお,表19及び表20に規定する寸法以外の許容差は,受渡当事者間の協定による。
26
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表19−押出棒(円形・正方形・正六角形断面)の直径及び対辺距離の許容差及び真円度(普通級)
単位 mm
直径又は対辺距離
直径又は対辺距離の許容差
真円度
合金グループ1 合金グループ2 合金グループ1 合金グループ2
8以上
18以下
±0.29
±0.39
0.29以下
0.39以下
18を超え
25以下
±0.33
±0.46
0.33以下
0.46以下
25を超え
40以下
±0.39
±0.52
0.39以下
0.52以下
40を超え
50以下
±0.46
±0.59
0.46以下
0.59以下
50を超え
65以下
±0.52
±0.65
0.52以下
0.65以下
65を超え
80以下
±0.59
±0.91
0.59以下
0.91以下
80を超え 100以下
±0.72
±1.2
0.72以下
1.2以下
100を超え 120以下
±0.85
±1.3
0.85以下
1.3以下
120を超え 150以下
±1.0
±1.6
1.0以下
1.6以下
150を超え 180以下
±1.3
±1.8
1.3以下
1.8以下
180を超え 220以下
±1.4
±2.2
1.4以下
2.2以下
220を超え 270以下
±1.7
±2.6
1.7以下
2.6以下
270を超え 320以下
±2.1
±3.3
2.1以下
3.3以下
320を超え 350以下
±2.7
±3.9
2.7以下
3.9以下
表20−押出棒(円形・正方形・正六角形断面)の直径及び対辺距離の許容差及び真円度(特殊級)
単位 mm
直径又は対辺距離
直径又は対辺距離の許容差
真円度
合金グループ1 合金グループ2 合金グループ1 合金グループ2
8以上
18以下
±0.22
±0.30
0.22以下
0.30以下
18を超え
25以下
±0.25
±0.35
0.25以下
0.35以下
25を超え
40以下
±0.30
±0.40
0.30以下
0.40以下
40を超え
50以下
±0.35
±0.45
0.35以下
0.45以下
50を超え
65以下
±0.40
±0.50
0.40以下
0.50以下
65を超え
80以下
±0.50
±0.70
0.50以下
0.70以下
80を超え 100以下
±0.55
±0.90
0.55以下
0.90以下
100を超え 120以下
±0.65
±1.0
0.65以下
1.0以下
120を超え 150以下
±0.80
±1.2
0.80以下
1.2以下
150を超え 180以下
±1.0
±1.4
1.0以下
1.4以下
180を超え 220以下
±1.15
±1.7
1.15以下
1.7以下
220を超え 270以下
±1.3
±2.0
1.3以下
2.0以下
270を超え 320以下
±1.6
±2.5
1.6以下
2.5以下
320を超え 350以下
±2.1
±3.0
2.1以下
3.0以下
6.3.1.2
押出棒(円形・正方形・正六角形断面)の長さの許容差
押出棒(円形・正方形・正六角形断面)の長さの許容差は,表21による。ただし,表21において,押
出棒(円形断面)は直径8 mm以上350 mm以下の寸法範囲を,押出棒(正方形・正六角形断面)は対辺
距離10 mm以上220 mm以下の寸法範囲を適用する。
なお,表21に規定する寸法以外の長さの許容差は,受渡当事者間の協定による。
27
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表21−押出棒(円形・正方形・正六角形断面)の長さの許容差
単位 mm
直径又は対辺距離
長さの許容差
長さ
2 000以下
2 000を超え
5 000以下
5 000を超え
8 000以下
8以上
100以下
+5
0
+7
0
+10
0
100を超え 200以下
+7
0
+9
0
+12
0
200を超え 350以下
+8
0
+11
0
+14
0
6.3.2
押出棒(円形・正方形・正六角形断面)の形状
6.3.2.1
一般事項
押出棒(円形断面)の真円度は,任意の1か所の測定断面における最大直径と最小直径との差とする。
曲がり及びねじれは,押出棒を定盤などの基準平面上に置き,その押出棒自体の質量によって変形が最
小になった状態で測定した値とする。このとき,曲がりは,押出棒の曲がりが最も大きい方向を上下にし
て測定する。
6.3.2.2
押出棒(円形断面)の真円度
押出棒(円形断面)の真円度は,表19及び表20による。ただし,真円度は,直径の許容差に含まれる。
6.3.2.3
押出棒(円形・正方形・正六角形断面)の曲がり
押出棒(円形・正方形・正六角形断面)の曲がりは,表22及び表23による。ただし,表22及び表23
において,押出棒(円形断面)は直径8 mm以上350 mm以下の寸法範囲を,押出棒(正方形・正六角形
断面)は対辺距離10 mm以上220 mm以下の寸法範囲を適用する。曲がりhs及びhtは,図2による。図2
において,厚さは,直径又は対辺距離と読み替える。曲がりは,質別O,H111,H112,及びTX510の材
料には適用しない。また,任意の箇所の長さの曲がりは,注文者からの要求がある場合だけに適用する。
なお,表22及び表23に規定する寸法以外の曲がりは,受渡当事者間の協定による。
表22−押出棒(円形・正方形・正六角形断面)の曲がり(普通級)
単位 mm
直径又は対辺距離
曲がり
任意の箇所の長さ
300につき
hs
全長(lt)につき
ht
8以上
80以下
0.8以下
2×lt/1 000以下
80を超え 120以下
1.0以下
2×lt/1 000以下
120を超え 220以下
1.5以下
3×lt/1 000以下
220を超え 350以下
3 以下
6×lt/1 000以下
28
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表23−押出棒(円形・正方形・正六角形断面)の曲がり(特殊級)
単位 mm
直径又は対辺距離
曲がり
任意の箇所の長さ
300につき
hs
全長(lt)につき
ht
8以上
80以下
0.3以下
1×lt/1 000以下
80を超え 120以下
0.3以下
1×lt/1 000以下
120を超え 220以下
0.5以下
2×lt/1 000以下
220を超え 350以下
0.8以下
3×lt/1 000以下
6.3.2.4
押出棒(正方形・正六角形断面)のねじれ
押出棒(正方形・正六角形断面)のねじれは,表24による。ねじれν1は,図5による。ただし,ねじ
れは,質別O,H111,H112及びTX510の材料には適用しない。また,任意の箇所の長さのねじれは,注
文者からの要求がある場合だけに適用する。
なお,表24に規定する寸法以外のねじれは,受渡当事者間の協定による。
表24−押出棒(正方形・正六角形断面)のねじれ
単位 mm
対辺距離
ねじれ
ν1
正方形断面
正六角形断面
任意の箇所の長さ
1 000につき
5 000以下の
全長につき
任意の箇所の長さ
1 000につき
5 000以下の
全長につき
10以上
30以下
1 以下
3以下
1 以下
1.5以下
30を超え
50以下
1.5以下
4以下
1.5以下
2.5以下
50を超え 120以下
2 以下
5以下
2 以下
3 以下
120を超え 220以下
3 以下
6以下
2.5以下
4 以下
s
対辺距離
ν1 ねじれ
図5−ねじれ(正方形,正六角形断面)
6.3.2.5
押出棒(正方形断面)の直角度
押出棒(正方形断面)の直角度は,注文者からの要求がある場合,表25による。直角度zは,図4によ
る。ただし,図4において,厚さは,対辺距離と読み替える。
29
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表25−押出棒(正方形断面)の直角度
単位 mm
対辺距離
s
直角度
z
10以上
100以下
0.01×s以下
100を超え 180以下
1.0以下
180を超え 220以下
1.5以下
6.3.2.6
押出棒(正方形・正六角形断面)の隅角の半径
押出棒(正方形・正六角形断面)の隅角の半径は,表26による。
なお,表26に規定する寸法以外の隅角の半径は,受渡当事者間の協定による。
表26−押出棒(正方形・正六角形断面)の隅角の半径
単位 mm
対辺距離
隅角の半径
正方形断面
正六角形断面
合金グループ1
合金グループ2
10以上
25以下
1.0以下
1.5以下
1.5以下
25を超え
50以下
1.5以下
2.0以下
2.0以下
50を超え
80以下
2.0以下
3.0以下
3.0以下
80を超え 120以下
2.5以下
3.0以下
3.0以下
120を超え 180以下
2.5以下
4.0以下
4.0以下
180を超え 220以下
3.5以下
5.0以下
5.0以下
6.4
引抜棒(長方形断面)及び引抜線(長方形断面)の寸法の許容差及び形状
6.4.1
引抜棒(長方形断面)及び引抜線(長方形断面)の寸法の許容差
6.4.1.1
引抜棒(長方形断面)及び引抜線(長方形断面)の幅及び厚さの許容差
引抜棒(長方形断面)及び引抜線(長方形断面)の幅及び厚さの許容差は,表27及び表28による。寸
法は,隅角に影響されないように測定する。この許容差は,全許容範囲と同一の範囲で(+)側だけ又は
(−)側だけとしてもよい。
なお,表27及び表28に規定する寸法以外の許容差は,受渡当事者間の協定による。
表27−引抜棒(長方形断面)及び引抜線(長方形断面)の幅及び厚さの許容差(普通級)
単位 mm
幅
幅の
許容差
厚さの許容差
厚さ
2以上
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
40以下
40を超え
60以下
10以下
±0.12
±0.09
±0.12
−
−
−
−
10を超え
18以下
±0.15
±0.09
±0.12
±0.15
−
−
−
18を超え
30以下
±0.23
±0.09
±0.12
±0.15
±0.23
−
−
30を超え
50以下
±0.30
±0.12
±0.15
±0.18
±0.23
±0.30
−
50を超え
80以下
±0.38
±0.15
±0.15
±0.18
±0.23
±0.30
±0.38
80を超え 120以下
±0.42
−
±0.18
±0.23
±0.30
±0.38
±0.45
120を超え 160以下
±0.48
−
−
±0.23
±0.30
±0.45
±0.53
160を超え 200以下
±0.53
−
−
±0.30
±0.38
±0.53
±0.60
30
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表28−引抜棒(長方形断面)及び引抜線(長方形断面)の幅及び厚さの許容差(特殊級)
単位 mm
幅
幅の
許容差
厚さの許容差
厚さ
2以上
6以下
6を超え
10以下
10を超え
18以下
18を超え
30以下
30を超え
40以下
40を超え
60以下
10以下
±0.08
±0.06
±0.08
−
−
−
−
10を超え
18以下
±0.10
±0.06
±0.08
±0.10
−
−
−
18を超え
30以下
±0.15
±0.06
±0.08
±0.10
±0.15
−
−
30を超え
50以下
±0.20
±0.08
±0.10
±0.12
±0.15
±0.20
−
50を超え
80以下
±0.25
±0.10
±0.10
±0.12
±0.15
±0.20
±0.25
80を超え 120以下
±0.28
−
±0.12
±0.15
±0.20
±0.25
±0.30
120を超え 160以下
±0.32
−
−
±0.15
±0.20
±0.30
±0.35
160を超え 200以下
±0.35
−
−
±0.20
±0.25
±0.35
±0.40
6.4.1.2
引抜棒(長方形断面)の長さの許容差
引抜棒(長方形断面)の長さの許容差は,表29による。
なお,表29に規定する寸法以外の長さの許容差は,受渡当事者間の協定による。
表29−引抜棒(長方形断面)の長さの許容差
単位 mm
幅
長さの許容差
長さ
250以下
250を超え
1 000以下
1 000を超え
2 000以下
2 000を超え
5 000以下
30以下
+1
0
+2
0
+3
0
+5
0
30を超え
50以下
+2
0
+3
0
+4
0
+6
0
50を超え 120以下
+2.5
0
+4
0
+5
0
+7
0
120を超え 200以下
+3
0
+5
0
+6
0
+8
0
6.4.2
引抜棒(長方形断面)の形状
6.4.2.1
一般事項
平らさ,曲がり及びねじれは,引抜棒を定盤などの基準平面上に置き,その引抜棒自体の質量によって
変形が最小になった状態で測定した値とする。このとき,曲がりは,引抜棒の曲がりが最も大きい方向を
上下にして測定する。
6.4.2.2
引抜棒(長方形断面)の平らさ
引抜棒(長方形断面)の平らさは,表30による。平らさeは,図1による。ただし,平らさは,質別O,
H111及びTX510の材料には適用しない。
なお,表30に規定する寸法以外の平らさは,受渡当事者間の協定による。
31
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表30−引抜棒(長方形断面)の平らさ
単位 mm
幅
平らさ
e
30以下
0.2以下
30を超え
50以下
0.3以下
50を超え
80以下
0.4以下
80を超え 120以下
0.6以下
120を超え 200以下
0.9以下
6.4.2.3
引抜棒(長方形断面)の曲がり
引抜棒(長方形断面)の曲がりは,表31による。曲がりhs及びhtは,図2による。ただし,曲がりは,
質別O,H111及びTX510の材料には適用しない。また,任意の箇所の長さの曲がりは,注文者からの要
求がある場合だけに適用する。
なお,表31に規定する寸法以外の曲がりは,受渡当事者間の協定による。
表31−引抜棒(長方形断面)の曲がり
単位 mm
幅
厚さ
曲がり
任意の箇所の長さ
300につき
hs
全長(lt)につき
ht
200以下
2以上
60以下
0.6以下
2×lt/1 000以下
6.4.2.4
引抜棒(長方形断面)のねじれ
引抜棒(長方形断面)のねじれは,表32による。ねじれν1は,図3による。ただし,ねじれは,質別
O,H111及びTX510の材料には適用しない。また,任意の箇所の長さのねじれは,注文者からの要求があ
る場合だけに適用する。
なお,表32に規定する寸法以外のねじれは,受渡当事者間の協定による。
表32−引抜棒(長方形断面)のねじれ
単位 mm
幅
ねじれ
ν1
任意の箇所の長さ
1 000につき
5 000以下の
全長につき
30以下
1.5以下
3以下
30を超え
50以下
2 以下
5以下
50を超え 120以下
3 以下
7以下
120を超え 200以下
4 以下
10以下
6.4.2.5
引抜棒(長方形断面)の直角度
引抜棒(長方形断面)の直角度は,注文者からの要求がある場合,表33による。直角度zは,図4によ
る。
32
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表33−引抜棒(長方形断面)の直角度
単位 mm
厚さ
t
直角度
z
2以上
60以下
0.005×t以下
6.4.2.6
引抜棒(長方形断面)の隅角の半径
引抜棒(長方形断面)の隅角の半径は,表34による。
なお,表34に規定する寸法以外の隅角の半径は,受渡当事者間の協定による。
表34−引抜棒(長方形断面)の隅角の半径
単位 mm
厚さ
隅角の半径
合金グループ1 合金グループ2
10以下
0.4以下
0.6以下
10を超え
40以下
0.8以下
1.0以下
40を超え
60以下
1.5以下
2.0以下
6.5
引抜棒(円形断面)及び引抜線(円形断面)の寸法の許容差及び形状
6.5.1
引抜棒(円形断面)及び引抜線(円形断面)の寸法の許容差
6.5.1.1
引抜棒(円形断面)及び引抜線(円形断面)の直径の許容差
引抜棒(円形断面)及び引抜線(円形断面)の直径の許容差は,表35及び表36による。両側許容差又
は片側許容差のいずれを選択するかは,受渡当事者間の協定による。
なお,表35及び表36に規定する寸法以外の許容差は,受渡当事者間の協定による。
表35−引抜棒(円形断面)及び引抜線(円形断面)の直径の許容差及び真円度(普通級)
単位 mm
直径
両側許容差を適用する場合
片側許容差を適用する場合
直径の許容差
真円度
直径の許容差
真円度
1以上
3以下
±0.05
0.05以下
0
−0.09
0.045以下
3を超え
6以下
±0.06
0.06以下
0
−0.12
0.06以下
6を超え
10以下
±0.08
0.08以下
0
−0.14
0.07以下
10を超え
18以下
±0.09
0.09以下
0
−0.17
0.085以下
18を超え
30以下
±0.11
0.11以下
0
−0.20
0.10以下
30を超え
50以下
±0.15
0.15以下
0
−0.24
0.12以下
50を超え
65以下
±0.23
0.23以下
0
−0.29
0.145以下
65を超え
80以下
±0.27
0.27以下
0
−0.45
0.23以下
80を超え 100以下
±0.30
0.30以下
0
−0.53
0.27以下
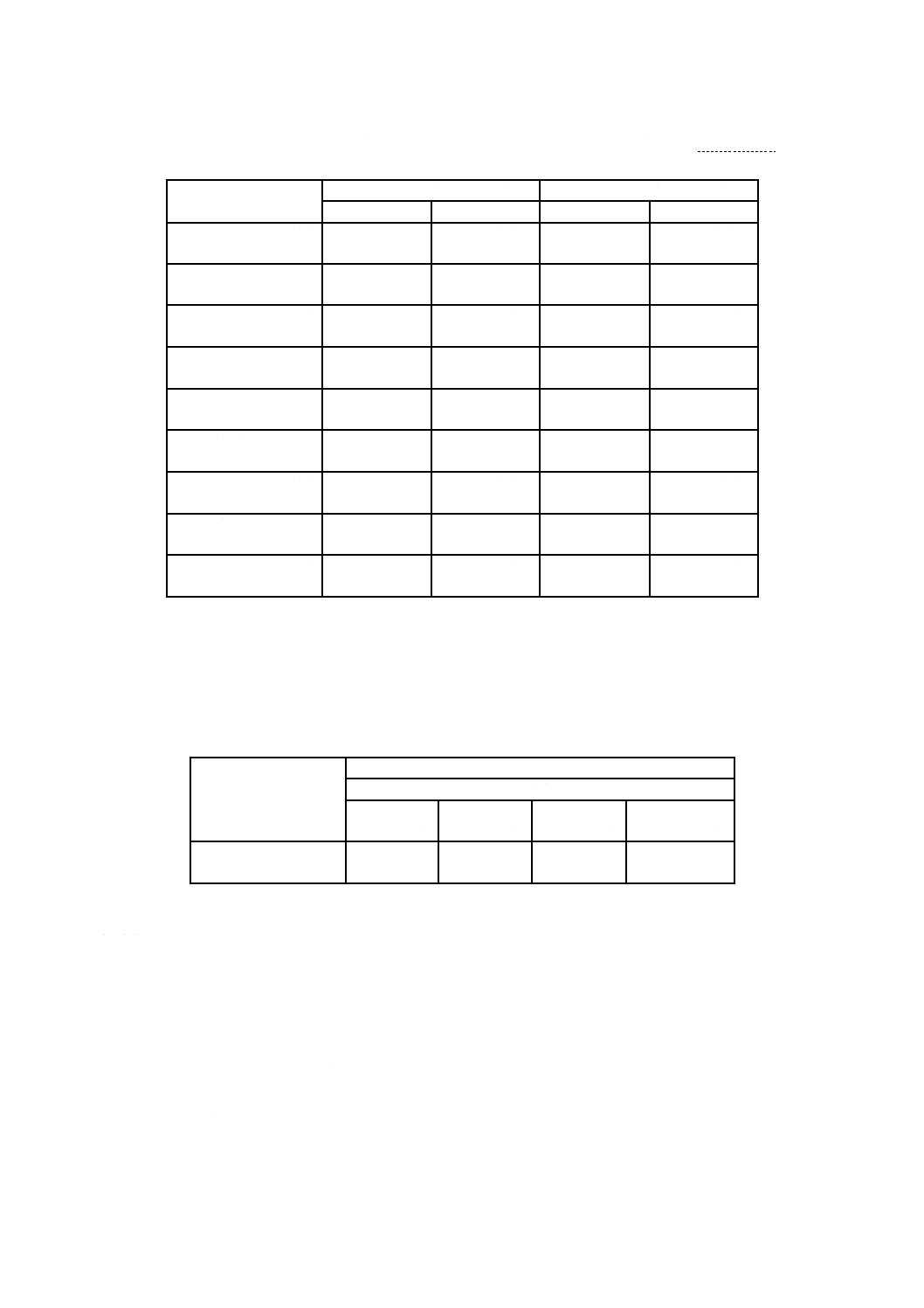
33
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表36−引抜棒(円形断面)及び引抜線(円形断面)の直径の許容差及び真円度(特殊級)
単位 mm
直径
両側許容差を適用する場合
片側許容差を適用する場合
直径の許容差
真円度
直径の許容差
真円度
1以上
3以下
±0.03
0.03以下
0
−0.06
0.03以下
3を超え
6以下
±0.04
0.04以下
0
−0.08
0.04以下
6を超え
10以下
±0.05
0.05以下
0
−0.09
0.045以下
10を超え
18以下
±0.06
0.06以下
0
−0.11
0.055以下
18を超え
30以下
±0.07
0.07以下
0
−0.13
0.065以下
30を超え
50以下
±0.10
0.10以下
0
−0.16
0.08以下
50を超え
65以下
±0.15
0.15以下
0
−0.19
0.095以下
65を超え
80以下
±0.18
0.18以下
0
−0.30
0.150以下
80を超え 100以下
±0.20
0.20以下
0
−0.35
0.180以下
6.5.1.2
引抜棒(円形断面)の長さの許容差
引抜棒(円形断面)の長さの許容差は,表37による。
なお,表37に規定する寸法以外の長さの許容差は,受渡当事者間の協定による。
表37−引抜棒(円形断面)の長さの許容差
単位 mm
直径
長さの許容差
長さ
2 000以下
2 000を超え
5 000以下
5 000を超え
10 000以下
10 000を超え
15 000以下
10以上
100以下
+4
0
+6
0
+9
0
+12
0
6.5.2
引抜棒(円形断面)及び引抜線(円形断面)の形状
6.5.2.1
一般事項
引抜棒(円形断面)及び引抜線(円形断面)の真円度は,任意の1か所の測定断面における最大直径と
最小直径との差とする。
曲がりは,引抜棒の曲がりが最も大きい方向を上下にして定盤などの基準平面上に置き,その引抜棒自
体の質量によって曲がりが最小になった状態で測定した値とする。
6.5.2.2
引抜棒(円形断面)及び引抜線(円形断面)の真円度
引抜棒(円形断面)及び引抜線(円形断面)の真円度は,表35及び表36による。ただし,真円度は,
直径の許容差に含まれる。
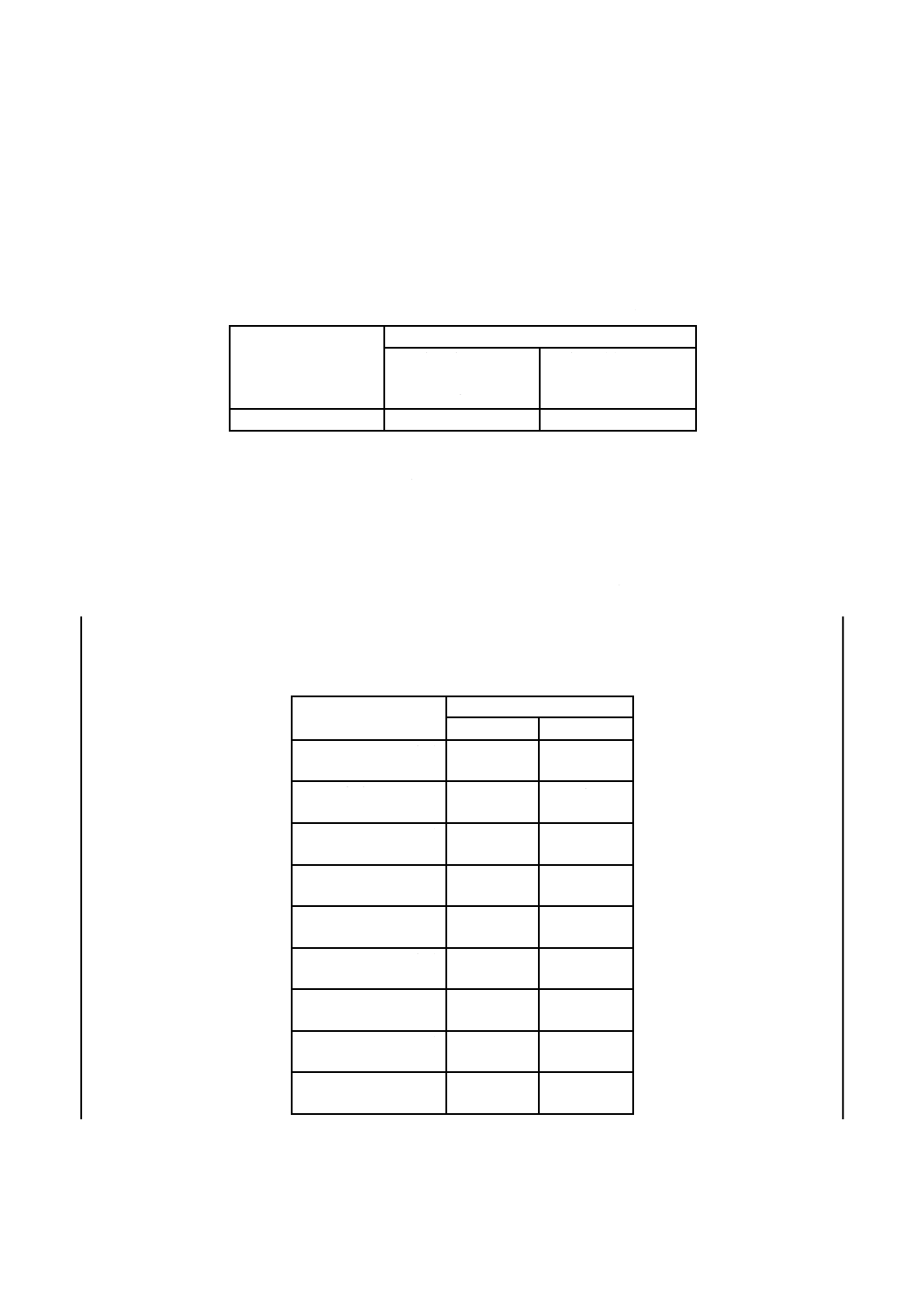
34
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5.2.3
引抜棒(円形断面)の曲がり
引抜棒(円形断面)の曲がりは,表38による。曲がりhs及びhtは,図2による。ただし,図2におい
て,厚さは,直径と読み替える。また,曲がりは,質別O,H111及びTX510の材料には適用しない。ま
た,任意の箇所の長さの曲がりは,注文者からの要求がある場合だけに適用する。
なお,表38に規定する寸法以外の曲がりは,受渡当事者間の協定による。
表38−引抜棒(円形断面)の曲がり
単位 mm
直径
曲がり
任意の箇所の長さ
300につき
hs
全長(lt)につき
ht
10以上
100以下
0.6以下
2×lt/1 000以下
6.6
引抜棒(正方形・正六角形断面)及び引抜線(正方形・正六角形断面)の寸法の許容差及び形状
6.6.1
引抜棒(正方形・正六角形断面)及び引抜線(正方形・正六角形断面)の寸法の許容差
6.6.1.1
引抜棒(正方形・正六角形断面)及び引抜線(正方形・正六角形断面)の対辺距離の許容差
引抜棒(正方形・正六角形断面)及び引抜線(正方形・正六角形断面)の対辺距離の許容差は,表39
及び表40による。両側許容差又は片側許容差のいずれを選択するかは,受渡当事者間の協定による。
なお,表39及び表40に規定する寸法以外の許容差は,受渡当事者間の協定による。
表39−引抜棒(正方形・正六角形断面)及び引抜線(正方形・正六角形断面)の
対辺距離の許容差(普通級)
単位 mm
対辺距離
対辺距離の許容差
両側許容差
片側許容差
3以下
±0.08
0
−0.09
3を超え
6以下
±0.08
0
−0.12
6を超え
10以下
±0.08
0
−0.14
10を超え
18以下
±0.10
0
−0.17
18を超え
30以下
±0.12
0
−0.20
30を超え
50以下
±0.20
0
−0.24
50を超え
65以下
±0.23
0
−0.30
65を超え
80以下
±0.30
0
−0.45
80を超え 100以下
±0.45
0
−0.53
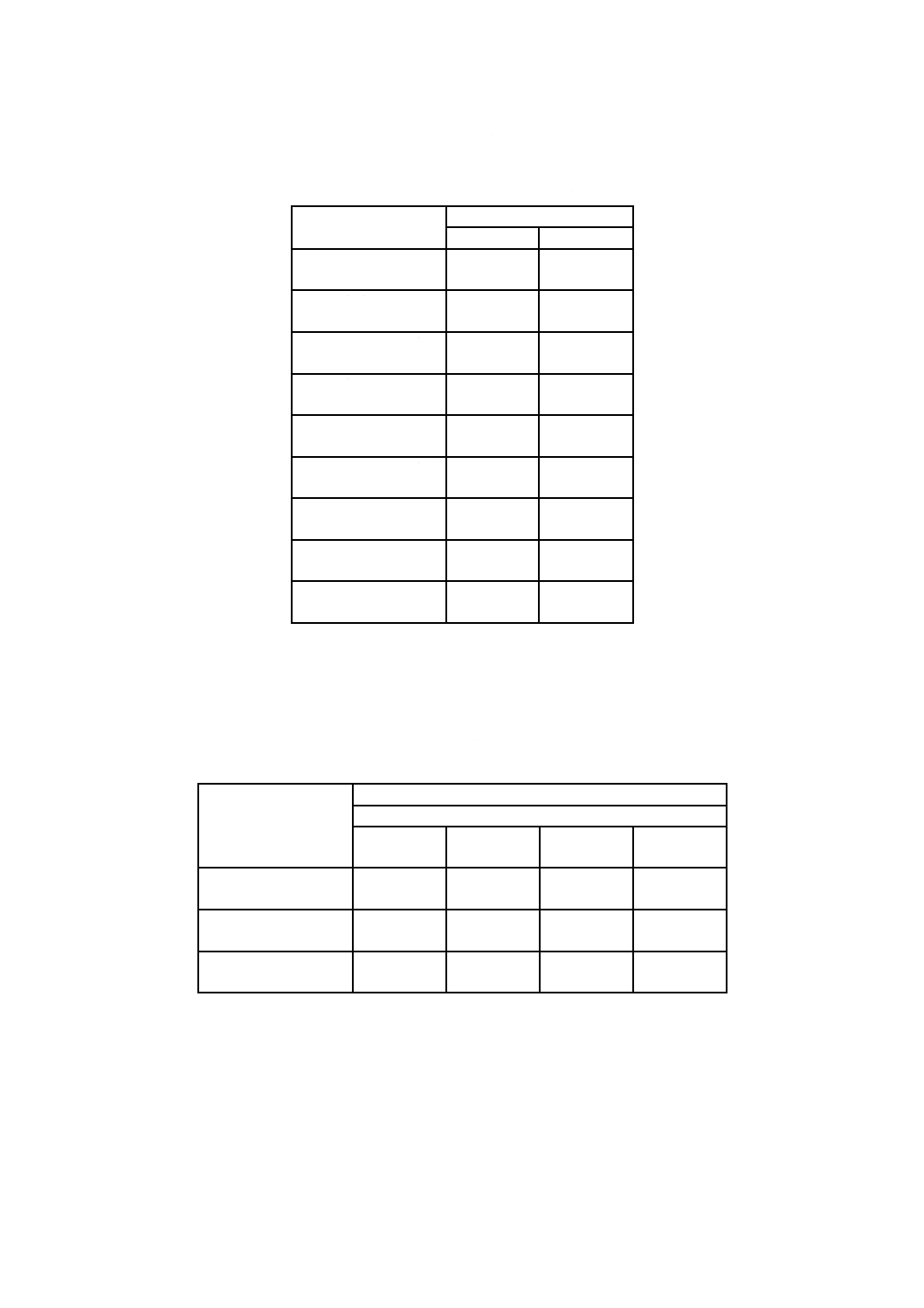
35
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表40−引抜棒(正方形・正六角形断面)及び引抜線(正方形・正六角形断面)の
対辺距離の許容差(特殊級)
単位 mm
対辺距離
対辺距離の許容差
両側許容差
片側許容差
3以下
±0.05
0
−0.06
3を超え
6以下
±0.05
0
−0.08
6を超え
10以下
±0.05
0
−0.09
10を超え
18以下
±0.06
0
−0.11
18を超え
30以下
±0.08
0
−0.13
30を超え
50以下
±0.13
0
−0.16
50を超え
65以下
±0.16
0
−0.20
65を超え
80以下
±0.20
0
−0.30
80を超え 100以下
±0.30
0
−0.35
6.6.1.2
引抜棒(正方形・正六角形断面)の長さの許容差
引抜棒(正方形・正六角形断面)の長さの許容差は,表41による。
なお,表41に規定する寸法以外の長さの許容差は,受渡当事者間の協定による。
表41−引抜棒(正方形・正六角形断面)の長さの許容差
単位 mm
対辺距離
長さの許容差
長さ
250以下
250を超え
1 000以下
1 000を超え
2 000以下
2 000を超え
5 000以下
30以下
+1
0
+2
0
+3
0
+5
0
30を超え
50以下
+2
0
+3
0
+4
0
+6
0
50を超え 100以下
+2.5
0
+4
0
+5
0
+7
0
6.6.2
引抜棒(正方形・正六角形断面)の形状
6.6.2.1
一般事項
曲がり及びねじれは,引抜棒を定盤などの基準平面上に置き,その引抜棒自体の質量によって変形が最
小になった状態で測定した値とする。このとき,曲がりは,引抜棒の曲がりが最も大きい方向を上下にし
て測定する。
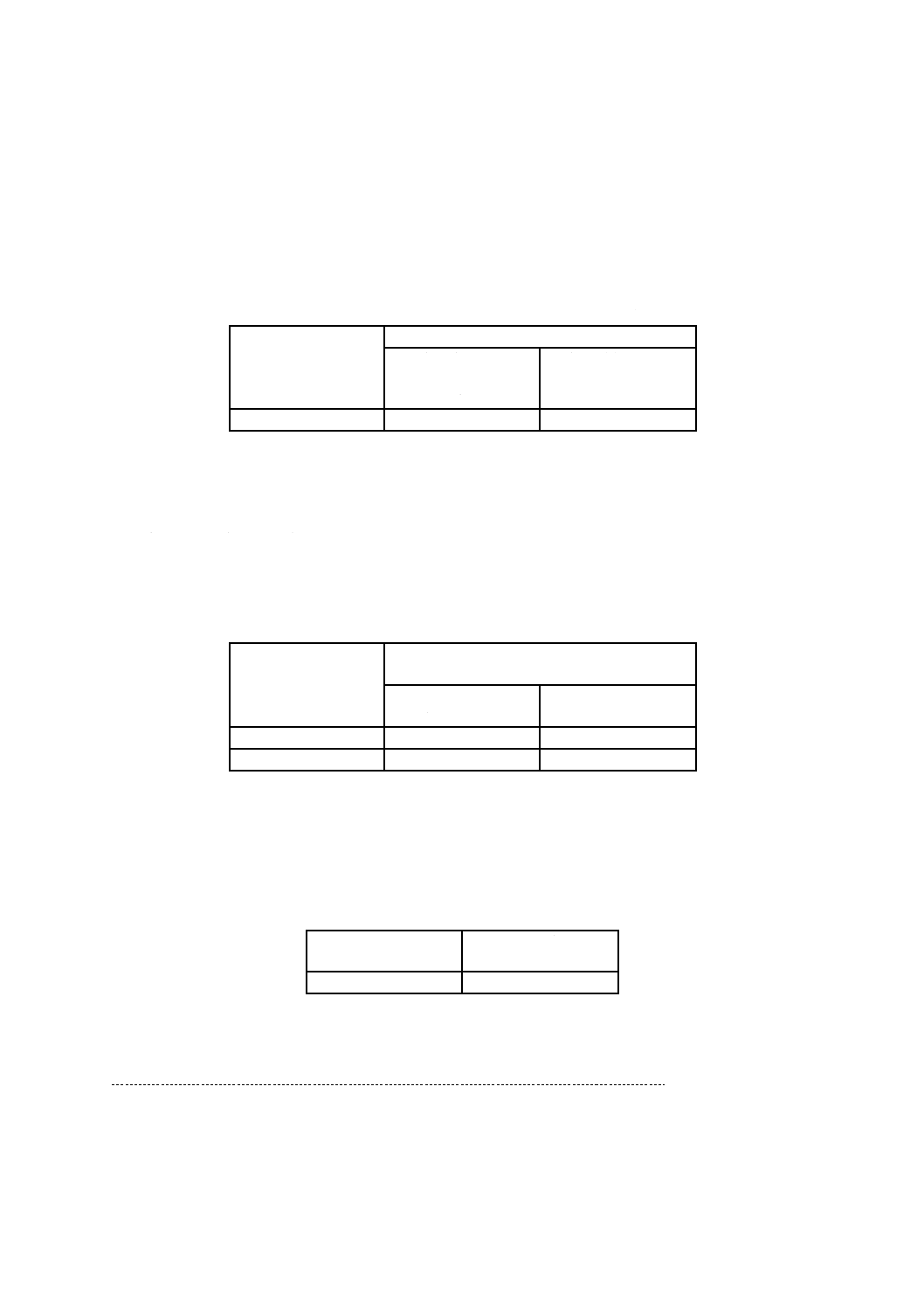
36
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6.2.2
引抜棒(正方形・正六角形断面)の曲がり
引抜棒(正方形・正六角形断面)の曲がりは,表42による。曲がりhs及びhtは,図2による。ただし,
図2において,厚さは,対辺距離と読み替える。曲がりは,質別O,H111及びTX510の材料には適用し
ない。また,任意の箇所の長さの曲がりは,注文者からの要求がある場合だけに適用する。
なお,表42に規定する寸法以外の曲がりは,受渡当事者間の協定による。
表42−引抜棒(正方形・正六角形断面)の曲がり
単位 mm
対辺距離
曲がり
任意の箇所の長さ
300につき
hs
全長(lt)につき
ht
100以下
0.6以下
2×lt/1 000以下
6.6.2.3
引抜棒(正方形・正六角形断面)のねじれ
引抜棒(正方形・正六角形断面)のねじれは,表43による。ねじれν1は,図5による。ただし,ねじ
れは,質別O,H111及びTX510の材料には適用しない。また,任意の箇所の長さのねじれは,注文者か
らの要求がある場合だけに適用する。
なお,表43に規定する寸法以外のねじれは,受渡当事者間の協定による。
表43−引抜棒(正方形・正六角形断面)のねじれ
単位 mm
対辺距離
ねじれ
ν1
任意の箇所の長さ
1 000につき
5 000以下の
全長につき
50以下
1.5以下
3以下
50を超え 100以下
2以下
5以下
6.6.2.4
引抜棒(正方形断面)の直角度
引抜棒(正方形断面)の直角度は,注文者からの要求がある場合,表44による。直角度zは,図4によ
る。ただし,図4において,厚さは対辺距離と読み替える。
表44−引抜棒(正方形断面)の直角度
単位 mm
対辺距離
s
直角度
z
2以上
100以下
0.005×s以下
6.6.2.5
引抜棒(正方形・正六角形断面)の隅角の半径
引抜棒(正方形・正六角形断面)の隅角の半径は,表45による。
なお,表45に規定する寸法以外の隅角の半径は,受渡当事者間の協定による。
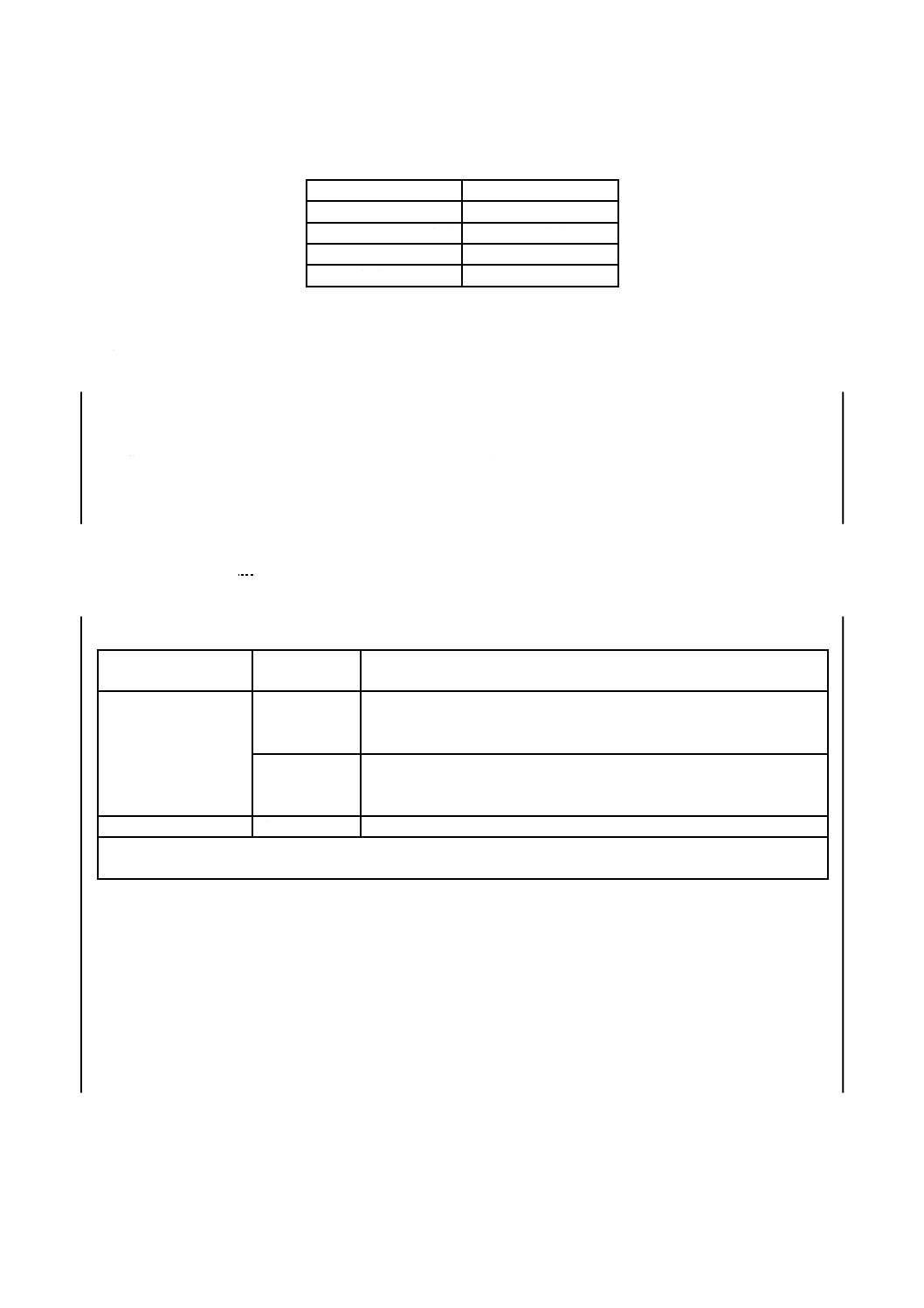
37
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表45−引抜棒(正方形・正六角形断面)の隅角の半径
単位 mm
対辺距離
隅角の半径
10以下
0.4以下
10を超え
40以下
0.8以下
40を超え
80以下
1.2以下
80を超え 100以下
2.0以下
7
試験
7.1
分析試験
化学成分の分析試験は,次に示すJISによる。
JIS H 1305,JIS H 1306,JIS H 1307,JIS H 1351,JIS H 1352,JIS H 1353,JIS H 1354,JIS H 1355,
JIS H 1356,JIS H 1357,JIS H 1358,JIS H 1359,JIS H 1360,JIS H 1361,JIS H 1362,JIS H 1363,
JIS H 1364,JIS H 1365,JIS H 1366,JIS H 1367,JIS H 1368
また,アルミニウム純度99.00 %以上の成分値の表し方は,JIS H 1351による。
なお,その他の元素の分析試験において,該当するJISがない場合は,受渡当事者間の協定による。
7.2
引張試験
引張試験は,JIS Z 2241に基づき,試験片の種類は,表46による。試験片の採取位置は,附属書Aに
よる。また,試験片の採取方向は,受渡当事者間での協定がない限り,展伸加工方向に採取する。
表46−試験片の種類
径,厚さ又は対辺距離
mm
断面形状
試験片の種類
20以下
長方形
5号試験片又は13B号試験片。
なお,5号試験片又は13B号試験片がとれない場合は,14B号試験片
とする。
円形,正方形,
正六角形
4号試験片a)又は10号試験片。
なお,4号試験片又は10号試験片がとれない場合は,2号試験片又は
14A号試験片とする。
20を超え
全断面形状
4号試験片又は10号試験片。
注a) JIS Z 2241に規定の寸法によることができない場合には,L0=
0
4S(S0:試験片の平行部の断面積)によっ
て平行部の径及び標点距離を定めてもよい。
7.3
曲げ試験
7.3.1
リベット材
リベット材の曲げ試験は,長さ方向に,JIS Z 2241の2号試験片を採取し,JIS Z 2248によって密着曲
げを行う。
7.3.2
導体
導体の曲げ試験は,長さ方向に,JIS Z 2241の1A号試験片又は1B号試験片を採取し,JIS Z 2248に従
い,表47によって90°曲げを行う。
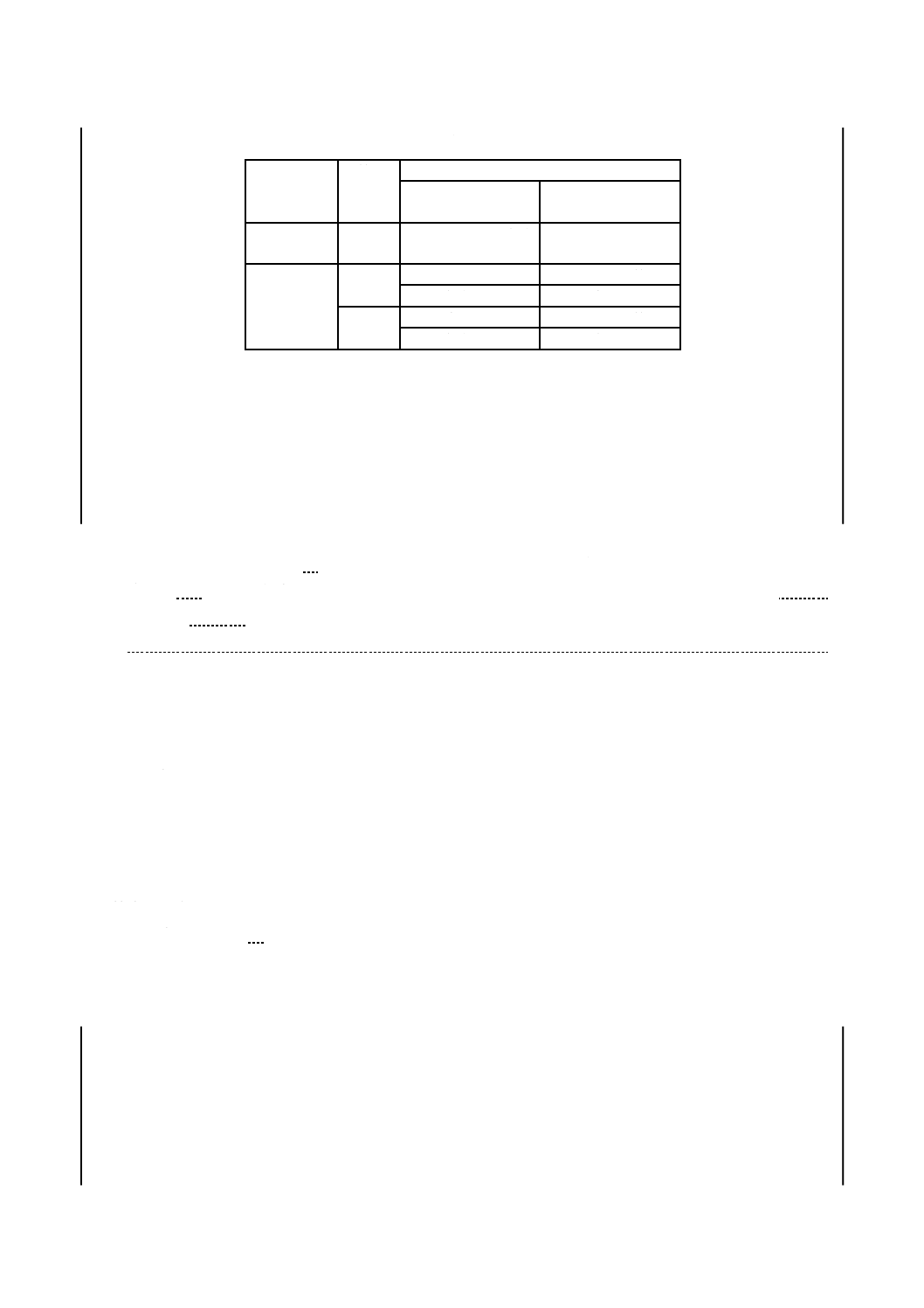
38
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表47−曲げ試験内側半径
記号
質別
曲げ試験
厚さ
mm
内側半径
A1060BE
A1060BES
H112
3以上
16以下
厚さの1 倍
A6101BE
A6101BES
T6
3以上
9以下
厚さの2 倍
9を超え 16以下
厚さの2.5 倍
T7
3以上
13以下
厚さの1 倍
13を超え 17以下
厚さの2 倍
7.4
圧縮試験
圧縮試験は,長さ方向に,径の2倍の長さの試験片を採取し,試験前の試験片長さの1/3の長さになる
まで圧縮したとき,試験片の外側の割れの有無を調べる。
7.5
導電率試験
導電率試験は,JIS H 0505によって行う。
なお,JIS H 0505に規定された条件で,渦電流式導電率計を用いて測定してもよい。
7.6
応力腐食割れ試験
応力腐食割れ試験は,JIS H 8711,EN 754-1又はEN 755-1によって行う。
注記1 EN 754-1及びEN 755-1には,ASTM G47が引用されているため,ASTM G47は,EN 754-1
及びEN 755-1と同等である。
注記2 EN 754-1は,対応国際規格であるISO 6363-2に記載がないが,記載漏れであるため追加した。
7.7
試験試料の採取数
引張試験,曲げ試験,圧縮試験及び導電率試験は,特に注文者の指定がない限り,合金番号,製品区分,
等級,質別及び断面寸法の同じ棒又は線につき,通常,次を一組の検査ロットとし,各組から任意に1本
以上を採取し,試験片を作る。
− 1 m当たり1 kg以下のものは,1 000 kg及びその端数
− 1 m当たり1 kgを超え5 kg以下のものは,2 000 kg及びその端数
− 1 m当たり5 kgを超えるものは,3 000 kg及びその端数
8
検査
検査は,次による。
a) 一般事項は,JIS H 0321による。
b) 製品は,外観・寸法を検査するとともに箇条7によって試験を行い,箇条5及び箇条6の規定に適合
したものを合格とする。
9
表示
この規格の全ての要求事項に適合した押出棒,引抜棒及び引抜線は,特に指定がない限り,1包装ごと,
一束ごと,又は1製品ごとに貼付ラベルなど適切な方法によって,次の事項を表示しなければならない。
a) 規格番号及び製品記号(記号及び質別)
例1 JIS H 4040 A5083BES-O
b) 寸法
39
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例2 棒の場合 断面寸法及び長さ
例2.1
長方形棒の場合
20×60×2 000 (厚さ×幅×長さ)
例2.2
円形棒の場合
20×2 000
(径×長さ)
例2.3
正方形及び正六角形棒の場合
20×2 000
(対辺距離×長さ)
例3 線の場合 断面寸法
例3.1
長方形線の場合
20×60
(厚さ×幅)
例3.2
円形線の場合
20
(径)
例3.3
正方形及び正六角形線の場合
20
(対辺距離)
c) 製造番号,製造年月又はその略号
d) 製造業者名又はその略号
40
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
引張試験片の採取位置
A.1 長方形断面
A.1.1 厚さ20 mm以下
長方形試験片をとる。展伸加工のままの表面を含んでよい。
A.1.2 厚さ20 mmを超え40 mm以下
試験片は,図A.1の斜線部からとる。幅方向の位置は,どちらの図を適用してもよい。
b 幅 t 厚さ
図A.1−試験片採取位置(長方形断面,20 mm<t≦40 mm)
A.1.3 厚さ40 mmを超えるもの
試験片は,図A.2の斜線部からとる。
b 幅 t 厚さ
図A.2−試験片採取位置(長方形断面,40 mm<t)
A.2 円形,正方形及び正六角形断面
A.2.1 径又は対辺距離40 mm以下
試験片は,図A.3の斜線部からとる。
41
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d 直径 s 対辺距離
図A.3−試験片採取位置(円形,正方形及び正六角形断面,d又はs≦40 mm)
A.2.2 径又は対辺距離40 mmを超えるもの
試験片は,図A.4の斜線部からとる。
d 直径 s 対辺距離
図A.4−試験片採取位置(円形,正方形及び正六角形断面,40 mm<d又はs)
42
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
製品区分と断面形状との組合せによる寸法の許容差及び形状
JA.1 製品区分と断面形状との組合せによる寸法の許容差及び形状
製品区分と断面形状との組合せによる寸法の許容差及び形状について,適用する表番号の一覧を,表
JA.1に示す。
表JA.1−製品区分と断面形状との組合せによる寸法の許容差及び形状の適用表
適用する寸法
又は
適用する形状
製品区分
押出棒
引抜棒
引抜線
断面形状
長方形
円形a)
正方形b)
正六角形
長方形
円形
正方形
正六角形
長方形
円形
正方形
正六角形
適
用
す
る
寸
法
幅及び
厚さ
表9〜
表12の
いずれか
−
−
表27
又は
表28
−
−
表27
又は
表28
−
−
直径又は
対辺距離
−
表19
又は
表20
表19
又は
表20
−
表35
又は
表36
表39
又は
表40
−
表35
又は
表36
表39
又は
表40
長さ
表13
表21
表21
表29
表37
表41
−
−
−
適
用
す
る
形
状
真円度
−
表19
又は
表20
−
−
表35
又は
表36
−
−
表35
又は
表36
−
平らさc)
表14
−
−
表30
−
−
−
−
−
曲がりc), d)
表15
表22
又は
表23
表22
又は
表23
表31
表38
表42
−
−
−
ねじれc), e)
表16
−
表24
表32
−
表43
−
−
−
直角度f)
表17
−
表25 g)
表33
−
表44 g)
−
−
−
隅角の半径
表18
−
表26
表34
−
表45
−
−
−
注a) 直径8 mm以上350 mm以下の押出棒(円形断面)に適用する。
b) 対辺距離10 mm以上220 mm以下の押出棒(正方形・正六角形断面)に適用する。
c) 押出棒では,質別O,H111,H112及びTX510の材料には適用しない。また,引抜棒及び引抜線では,質別O,
H111及びTX510の材料には適用しない。
d) 任意の箇所の長さの曲がりは,注文者の要求がある場合だけに適用する。
e) 任意の箇所の長さのねじれは,注文者の要求がある場合だけに適用する。
f) 注文者の要求がある場合だけに適用する。
g) 正方形の断面形状だけに適用する。
参考文献 IEC 60028,International standard of resistance for copper
ASTM G47,Standard Test Method for Determining Susceptibility to Stress-Corrosion Cracking of
2XXX and 7XXX Aluminum Alloy Products
附属書JB
(参考)
JISと対応国際規格との対比表
JIS H 4040:2015 アルミニウム及びアルミニウム合金の棒及び
線
ISO 209:2007,Aluminium and aluminium alloys−Chemical composition
ISO 6362-1:2012,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles−
Part 1: Technical conditions for inspection and delivery
ISO 6362-2:2014,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles−
Part 2: Mechanical properties
ISO 6362-3:2012,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles−
Part 3: Extruded rectangular bars−Tolerances on shape and dimensions
ISO 6362-5:2012,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles−
Part 5: Round, square and hexagonal bars−Tolerances on shape and dimensions
ISO 6362-7:2014,Wrought aluminium and aluminium alloys−Extruded rods/bars, tubes and profiles−
Part 7: Chemical composition
ISO 6363-1:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars, tubes and wires−
Part 1: Technical conditions for inspection and delivery
ISO 6363-2:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars and tubes and wires
−Part 2: Mechanical properties
ISO 6363-3:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars, tubes and wires−
Part 3: Drawn round bars and wires−Tolerances on form and dimensions (symmetric plus and minus
tolerances on diameter)
ISO 6363-4:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars, tubes and wires−
Part 4: Drawn rectangular bars and wires−Tolerances on form and dimensions
ISO 6363-5:2012,Wrought aluminium and aluminium alloys−Cold-drawn rods/bars, tubes and wires−
Part 5: Drawn square and hexagonal bars and wires−Tolerances on form and dimensions
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
44
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
押出加工又は引抜
加工したアルミニ
ウム及びアルミニ
ウム合金の棒,並び
に引抜加工したア
ルミニウム及びア
ルミニウム合金の
線について規定
ISO 6362-1
ISO 6362-2
ISO 6362-3
ISO 6362-5
ISO 6362-7
1
押出加工した棒,管及び
形材について,化学成分,
機械的性質,寸法の許容
差,検査及び引渡しの技
術的条件などを,パート
ごとに規定
変更
JISは,規格体系を変更し,棒及び
線だけについて,押出加工したもの
及び引抜加工したものを一つの規
格として規定した。
国内の商取引に使用されている
ため,JISは製品ごとに規定す
る。
変更
規格を適用する断面形状を,箇条1
に規定した。
適用範囲を明確とするため,JIS
として規定する。
ISO 6363-1
ISO 6363-2
ISO 6363-3
ISO 6363-4
ISO 6363-5
1
引抜加工した棒及び線,
並びに管について,化学
成分,機械的性質,寸法
の許容差,検査及び引渡
しの技術的条件などを,
パートごとに規定
追加
“断面形状が正方形,長方形及び正
六角形の場合には,角の半径が指定
されている形状には適用しない。”
と規定した。
JIS H 4100の適用範囲との違い
を明確にするため,JISとして規
定する。
2 引用規
格
3 用語及
び定義
押出棒,引抜棒及び
引抜線を規定
ISO 6362-1
3
押出加工した,棒,管及
び形材について規定
変更
押出加工では,棒に限定した。
国内の使用実績に合わせて,JIS
として規定する。
ISO 6363-1
3
引抜加工した,棒,線及
び管について規定
変更
引抜加工では,棒及び線に限定し
た。
4 合金番
号,製品区
分,等級
及び記号
合金番号を41種類
に分類し,合金番号,
製品区分,等級,記
号及び参考を規定
−
−
−
追加
合金番号,製品区分,等級,記号及
び参考を追加した。
国内の商取引に使用されている
ため,JISとして規定する。
5 品質
5.2 化学成分
ISO 209
ISO 6362-7
3
4
76種類の合金について規
定
変更
ISO規格合金のうち,35種類は国
内での製造及び使用の実績がなく,
JISへの追加を見送った。
JISへの追加を見送った35種類
の合金は,国内での製造及び使用
の実績がなく,今後の商取引など
によって製造実績が確認された
場合,JISへの追加を検討する。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 品質
(続き)
5.3 機械的性質
押出棒の機械的性
質を規定(表3)
ISO 6362-2
5
押出加工した棒,管及び
形材の機械的性質を規定
削除
棒に限定して規定し,管及び形材を
削除した。
国内の使用実績に合わせて,JIS
として規定する。
変更
押出後の溶体化状態保持のための
冷却条件の適用対象として,2011
など5合金を追加した。
国内製造の実情に合わせて,JIS
として規定する。
追加
7204-T4の機械的性質の確認をT6
で行った場合に,報告書に記載する
こととした。
T4又はT6のどちらの質別で評
価したのかが分かるようにする
ため,JISとして規定する。
5.3 機械的性質
引抜棒及び引抜線
の機械的性質を規
定(表4)
ISO 6363-2
5
引抜加工した棒及び線,
並びに管の機械的性質を
規定
削除
棒及び線に限定して規定し,管を削
除した。
国内での使用実績に合わせて,
JISとして規定する。
変更
押出後の溶体化状態保持のための
冷却条件の適用対象を,引抜による
加工を伴うT3,T8及びT9を基と
した質別をもつ合金とし,2011な
ど6合金を追加した。引抜加工を伴
わない質別T4及びT6について規
定した6060など2合金については
適用を削除した。
国内製造の実情に合わせて,JIS
として規定する。
削除
T4などでの追加試験を規定した質
別H13の機械的性質を削除した。
T4などで機械的性質は規定され
ており,H13での規定は不要なた
め削除する。
3003-H12などの耐力及
び伸びに,受渡当事者間
で取り決められる保証値
であることを注記で記載
削除
近年の技術水準において,これらの
数値の保証は可能であり,削除し
た。
国内製造の実情に合わせて,JIS
として規定する。
5.4 曲げ特性及び圧
縮特性
−
−
−
追加
リベット材の曲げ特性及び圧縮特
性を追加した。
リベット材として適用する製品
の品質評価に必要なため,JISと
して規定する。
導体に用いる材料の曲げ特性を追
加した。
導体として適用する製品の品質
評価に必要なため,JISとして規
定する。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
46
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 品質
(続き)
5.5 導電率
−
−
−
追加
合金番号1060及び6101に限定して
導電率を規定した。
国内の使用実績に合わせて,JIS
として規定する。
5.6 応力腐食割れ性
ISO 6362-1
ISO 6363-1
5.7
6.2.6
5.7
6.2.5
合金番号7075の応力腐
食割れ性を規定
変更
試験方法に関する記載を変更した。 技術的差異はない。
6 寸法の
許容差及
び形状
6.2.1.1 押出棒(長方
形断面)の幅及び厚
さの許容差
ISO 6362-3
5.1.1
幅及び厚さの許容差につ
いて規定
追加
“普通級”を追加した。
“普通級”は,国内の商取引で使
用されているため,JISとして規
定する。
“表9〜表12に規定する寸法以外
の許容差は,受渡当事者間の協定に
よる。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
削除
表10及び表12の幅及び厚さの許容
差の表中で,厚さが幅の1/10以下
の材料の規格値を削除した。
国内の商取引には使用されてい
ないため,削除する。
6.2.1.2 押出棒(長方
形断面)の長さの許
容差
ISO 6362-3
5.1.3
長さの許容差について規
定
削除
“特定長さでの供給の場合,その寸
法を注文時に指定する。”を削除し
た。
長さ指定は,個別商取引となるた
め,JISとして規定する必要はな
く,削除する。
削除
“注文時に特定長さ又は最小長さ
の指定がない場合は,任意長さで供
給してもよい。任意長さにおける寸
法及びその許容差は,受渡当事者間
の協定による。”を削除した。
任意長さにおける商取引をJIS
として規定する必要はなく,削除
した。
変更
表13の長さ範囲の上限にて,
“5 000を超え”を,“5 000を超え
8 000以下”に変更した。
国内の商取引などで使用されて
いるため,JISとして規定する。
追加
“表13に規定する寸法以外の長さ
の許容差は,受渡当事者間の協定に
よる。”を追加した。
−
ISO 6362-3
5.1.4
端面の直角度
削除
端面の直角度の規定を削除した。
国内の商取引には使用されてい
ないため,削除する。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 寸法の
許容差及
び形状
(続き)
6.2.2.2 押出棒(長方
形断面)の平らさ
ISO 6362-3
5.2.2
平らさについて規定
追加
質別H111及びH112の材料には適
用しないことを追加した。
“表14に規定する寸法以外の平ら
さは,受渡当事者間の協定による。”
を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
6.2.2.3 押出棒(長方
形断面)の曲がり
ISO 6362-3
5.2.3
曲がりについて規定
追加
質別H111及びH112の材料には適
用しないことを追加した。
“任意の箇所の長さの曲がりは,注
文者からの要求がある場合だけに
適用する。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
変更
“10 mm未満の厚さの曲がりは,受
渡当事者間の協定による。”を“表
15に規定する寸法以外の曲がりは,
受渡当事者間の協定による。”に変
更した。
6.2.2.4 押出棒(長方
形断面)のねじれ
ISO 6362-3
5.2.4
ねじれについて規定
変更
表16の長さ範囲を“全長につき”
を“5 000以下の全長につき”に変
更した。
国内の商取引などで使用されて
いるため,JISとして規定する。
追加
質別H111及びH112の材料には適
用しないことを追加した。
“任意の箇所の長さのねじれは,注
文者からの要求がある場合だけに
適用する。”を追加した。
“表16に規定する寸法以外のねじ
れは,受渡当事者間の協定による。”
を追加した。
6.2.2.5 押出棒(長方
形断面)の直角度
ISO 6362-3
5.2.5
直角度について規定
追加
直角度は,注文者からの要求がある
場合に適用することを追加した。
6.2.2.6 押出棒(長方
形断面)の隅角の半
径
ISO 6362-3
5.1.2
隅角の半径について規定 追加
“表18に規定する寸法以外の隅角
の半径は,受渡当事者間の協定によ
る。”を追加した。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
48
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 寸法の
許容差及
び形状
(続き)
6.3.1.1 押出棒(円
形・正方形・正六角
形断面)の直径及び
対辺距離の許容差
ISO 6362-5
5.1
直径及び対辺距離の許容
差について規定
追加
“普通級”を追加した。
“普通級”は,国内の商取引で使
用されているため,JISとして規
定する。
“表19及び表20に規定する寸法以
外の許容差は,受渡当事者間の協定
による。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
6.3.1.2 押出棒(円
形・正方形・正六角
形断面)の長さの許
容差
ISO 6362-5
5.4
長さについて規定
削除
“特定長さでの供給の場合,その寸
法は受渡当事者間の協定による。”
を削除した。
長さ指定は,個別商取引となるた
め,JISとして規定する必要はな
く,削除する。
追加
“表21に規定する寸法以外の長さ
の許容差は,受渡当事者間の協定に
よる。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
6.3.2.2 押出棒(円形
断面)の真円度
ISO 6362-5
5.2
真円度について規定
追加
“普通級”を追加した。
“普通級”は,国内の商取引で使
用されているため,JISとして規
定する。
−
ISO 6362-5
5.5
端面の直角度
削除
端面の直角度の規定を削除した。
国内の商取引には使用されてい
ないため,削除する。
6.3.2.3 押出棒(円
形・正方形・正六角
形断面)の曲がり
ISO 6362-5
6.2
曲がりについて規定
追加
“特殊級”を追加した。
“特殊級”は,国内の商取引で使
用されているため,JISとして規
定する。
質別H111の材料には適用しないこ
とを追加した。
“任意の箇所の長さの曲がりは,注
文者からの要求がある場合だけに
適用する。”を追加した。
“表22及び表23に規定する寸法以
外の曲がりは,受渡当事者間の協定
による。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
−
ISO 6362-5
6.3
表面の凹凸について規定 削除
表面の凹凸についての規定を削除
した。
国内の商取引には使用されてい
ないため,削除する。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 寸法の
許容差及
び形状
(続き)
6.3.2.4 押出棒(正方
形・正六角形断面)
のねじれ
ISO 6362-5
6.4
ねじれについて規定
変更
表24の長さ範囲を“全長につき”
を“5 000以下の全長につき”に変
更した。
国内の商取引などで使用されて
いるため,JISとして規定する。
追加
質別H111の材料には適用しないこ
とを追加した。
“任意の箇所の長さのねじれは,注
文者からの要求がある場合だけに
適用する。”を追加した。
“表24に規定する寸法以外のねじ
れは,受渡当事者間の協定による。”
を追加した。
6.3.2.5 押出棒(正方
形断面)の直角度
ISO 6362-5
6.5
直角度について規定
追加
直角度は,注文者からの要求がある
場合に適用することを追加した。
変更
表25の対辺距離において“240 mm
以下”を“220 mm以下”に変更し
た。
6.3.2.6 押出棒(正方
形・正六角形断面)
の隅角の半径
ISO 6362-5
5.3
隅角の半径について規定 追加
“表26に規定する寸法以外の隅角
の半径は,受渡当事者間の協定によ
る。”を追加した。
6.4.1.1 引抜棒(長方
形断面)及び引抜線
(長方形断面)の幅
及び厚さの許容差
ISO 6363-4
5.1
幅及び厚さの許容差につ
いて規定
追加
“普通級”を追加した。
“普通級”は,国内の商取引で使
用されているため,JISとして規
定する。
変更
“幅/厚さが10を超える場合の許
容差は,受渡当事者間の協定によ
る。”を“表27及び表28に規定す
る寸法以外の許容差は,受渡当事者
間の協定による。”に変更した。
国内の商取引などで使用されて
いるため,JISとして規定する。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
50
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 寸法の
許容差及
び形状
(続き)
6.4.1.2 引抜棒(長方
形断面)の長さの許
容差
ISO 6363-4
5.2
長さについて規定
削除
表29の見出し欄から“5 000 mmを
超え”の列を削除した。
国内の商取引などで使用されて
いるため,JISとして規定する。
変更
“長さが5 000 mmを超える場合の
許容差は,受渡当事者間の協定によ
る。”を“表29に規定する寸法以外
の長さの許容差は,受渡当事者間の
協定による。”に変更した。
−
ISO 6363-4
5.3
端面の直角度
削除
端面の直角度の規定を削除した。
国内の商取引には使用されてい
ないため,削除する。
6.4.2.2 引抜棒(長方
形断面)の平らさ
ISO 6363-4
5.5.2
平らさについて規定
追加
質別H111及びTX510の材料には適
用しないことを追加した。
“表30に規定する寸法以外の平ら
さは,受渡当事者間の協定による。”
を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
6.4.2.3 引抜棒(長方
形断面)の曲がり
ISO 6363-4
1
5.5.3
曲がりについて規定
追加
質別H111及びTX510の材料には適
用しないことを追加した。
“任意の箇所の長さの曲がりは,注
文者からの要求がある場合だけに
適用する。”を追加した。
“表31に規定する寸法以外の曲が
りは,受渡当事者間の協定による。”
を追加した。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 寸法の
許容差及
び形状
(続き)
6.4.2.4 引抜棒(長方
形断面)のねじれ
ISO 6363-4
5.5.4
ねじれについて規定
削除
表32の見出し欄から“5 000 mmを
超え”の列を削除した。
表32で,幅が“10 mm以上30 mm
以下”から“10 mm以上”を削除し
た。
国内の商取引などで使用されて
いるため,JISとして規定する。
追加
質別H111及びTX510の材料には適
用しないことを追加した。
“任意の箇所の長さのねじれは,注
文者からの要求がある場合だけに
適用する。”に変更した。
変更
“長さが5 000 mmを超える場合の
許容差は,受渡当事者間の協定によ
る。”及び“幅が10 mm未満のねじ
れは,受渡当事者間の協定による。”
を“表32に規定する寸法以外のね
じれは,受渡当事者間の協定によ
る。”に変更した。
6.4.2.5 引抜棒(長方
形断面)の直角度
ISO 6363-4
5.5.5
直角度について規定
追加
直角度は,注文者からの要求がある
場合に適用することを追加した。
6.4.2.6 引抜棒(長方
形断面)の隅角の半
径
ISO 6363-4
5.4
隅角の半径について規定 追加
“表34に規定する寸法以外の隅角
の半径は,受渡当事者間の協定によ
る。”を追加した。
6.5.1.1 引抜棒(円形
断面)及び引抜線
(円形断面)の直径
の許容差
ISO 6363-3
4.1
直径の許容差について規
定
追加
“普通級”を追加した。
“普通級”は,国内の商取引で使
用されているため,JISとして規
定する。
“表35及び表36に規定する寸法以
外の許容差は,受渡当事者間の協定
による。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
52
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 寸法の
許容差及
び形状
(続き)
6.5.1.2 引抜棒(円形
断面)の長さの許容
差
ISO 6363-3
4.4
長さの許容差について規
定
削除
“特定の長さは,受渡当事者間の協
定による。”を削除した。
長さ指定は,個別商取引となるた
め,JISとして規定する必要はな
く,削除する。
追加
“表37に規定する寸法以外の長さ
の許容差は,受渡当事者間の協定に
よる。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
−
ISO 6363-3
4.5
端面の直角度
削除
端面の直角度の規定を削除した。
国内の商取引には使用されてい
ないため,削除する。
6.5.2.2 引抜棒(円形
断面)及び引抜線
(円形断面)の真円
度
ISO 6363-3
4.2
真円度について規定
追加
“普通級”を追加した。
“普通級”は,国内の商取引で使
用されているため,JISとして規
定する。
削除
“真円度は,直径の許容差の半分を
超えてはならない。”を削除した。
国内の商取引などで使用されて
いるため,JISとして規定する。
6.5.2.3 引抜棒(円形
断面)の曲がり
ISO 6363-3
4.3
曲がりの最大値につき,
“任意の長さ300 mmに
つき2 mm/m”及び“全長
につき2 mm/m”と規定
変更
最大値の表現を,“任意の箇所の長
さ300 mmにつき0.6 mm以下”及
び“全長(lt mm)につき2×lt/1 000
mm以下”と変更した。
国内の商取引などで使用されて
いるため,JISとして規定する。
規格値に差異はない。
追加
質別H111の材料には適用しないこ
とを追加した。
“任意の箇所の長さの曲がりは,注
文者からの要求がある場合だけに
適用する。”を追加した。
“表38に規定する寸法以外の曲が
りは,受渡当事者間の協定による。”
を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
6.6.1.1 引抜棒(正方
形・正六角形断面)
及び引抜線(正方
形・正六角形断面)
の対辺距離の許容
差
ISO 6363-5
4.1
対辺距離の許容差につい
て規定
追加
“普通級”を追加した。
“普通級”は,国内の商取引で使
用されているため,JISとして規
定する。
“表39及び表40に規定する寸法以
外の許容差は,受渡当事者間の協定
による。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 寸法の
許容差及
び形状
(続き)
6.6.1.2 引抜棒(正方
形・正六角形断面)
の長さの許容差
ISO 6363-5
4.3
端面の直角度
削除
端面の直角度の規定を削除した。
国内の商取引には使用されてい
ないため,削除する。
6.6.2.2 引抜棒(正方
形・正六角形断面)
の曲がり
ISO 6363-5
1
4.5.2
曲がりについて規定
追加
質別H111及びTX510の材料には適
用しないことを追加した。
“任意の箇所の長さの曲がりは,注
文者からの要求がある場合だけに
適用する。”を追加した。
“表42に規定する寸法以外の曲が
りは,受渡当事者間の協定による。”
を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
−
ISO 6363-5
4.5.3
表面の凹凸について規定 削除
表面の凹凸についての規定を削除
した。
国内の商取引には使用されてい
ないため,削除する。
6.6.2.3 引抜棒(正方
形・正六角形断面)
のねじれ
ISO 6363-5
4.5.4
ねじれについて規定
削除
表43の見出し欄から“5 000 mmを
超え”の列を削除した。
国内の商取引などで使用されて
いるため,JISとして規定する。
追加
質別H111及びTX510の材料には適
用しないことを追加した。
“任意の箇所の長さのねじれは,注
文者からの要求がある場合だけに
適用する。”を追加した。
変更
“長さが5 000 mmを超える場合の
許容差は,受渡当事者間の協定によ
る。”を“表43に規定する寸法以外
のねじれは,受渡当事者間の協定に
よる。”に変更した。
6.6.2.4 引抜棒(正方
形断面)の直角度
ISO 6363-5
4.5.5
直角度について規定
追加
直角度は,注文者からの要求がある
場合に適用することを追加した。
6.6.2.5 引抜棒(正方
形・正六角形断面)
の隅角の半径
ISO 6363-5
4.4
隅角の半径について規定 追加
“表45に規定する寸法以外の隅角
の半径は,受渡当事者間の協定によ
る。”を追加した。
国内の商取引などで使用されて
いるため,JISとして規定する。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
54
H 4040:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験
7.1 分析試験
ISO 6362-1
ISO 6363-1
6.2.1
6.2.1
分析方法は供給者が決め
ると規定
変更
JISの分析試験方法に変更した。
国内で使用されている試験方法
をJISとして規定する。
7.2 引張試験
ISO 6362-1
ISO 6363-1
6.2.2
6.2.2
ISO 6892-1又はASTM
B557Mによる試験を規
定
変更
JIS Z 2241に変更した。
追加
試験片の種類を追加した。
7.3 曲げ試験
ISO 6362-1
6.2.5
ISO 7438による試験を規
定
変更
JIS Z 2248の曲げ試験方法に変更
した。
7.4 圧縮試験
−
−
−
追加
圧縮試験を追加した。
7.5 導電率試験
−
−
−
追加
JIS H 0505の導電率試験を追加し
た。また,渦電流式導電率計を用い
てもよいとした。
7.6 応力腐食割れ試
験
ISO 6362-1
ISO 6362-2
ISO 6363-1
ISO 6363-2
6.2.6
5
6.2.5
5
ISO 9591又はEN 755-1
による試験を規定
変更
ISO 9591をJIS H 8711に変更した。
国際規格では,EN 754-1が記載漏
れのため,追加した。
JIS H 8711はISO 9591を基にし
て規定されたものであり,JISと
して規定する。
7.7 試験試料の採取
数
ISO 6362-1
ISO 6363-1
6.1.2
6.1.2
引張試験片の採取数を規
定
追加
曲げ試験,圧縮試験及び導電率試験
における試験片採取数を追加した。
国内で使用されている試験方法
の試験片数をJISとして規定す
る。
9 表示
押出棒,引抜棒及び
引抜線に表示する
項目を規定
ISO 6362-1
ISO 6363-1
8
8
製品への表示は,受渡当
事者間の協定によるか,
注文書で指示された場合
に限り行うことを規定
変更
JISとして必要な表示項目に変更し
た。
国内の商取引などで使用されて
いる表示項目を,JISとして規定
する。
附属書A
(規定)
引張試験片の採取
位置
ISO 6362-1
ISO 6363-1
附属
書
断面形状及び板厚によっ
て引張試験片の採取位置
を規定
変更
採取基準板厚の12.5 mmを20 mm
へ変更した。
JIS Z 2241での試験片寸法に準
じ,JISとして規定する。
附属書JA
(参考)
−
−
−
−
−
−
−
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:(ISO 209:2007,ISO 6362-1:2012,ISO 6362-2:2014,ISO 6362-3:2012,ISO 6362-5:2012,ISO 6362-7:2014,ISO 6363-1:2012,
ISO 6363-2:2012,ISO 6363-3:2012,ISO 6363-4:2012,ISO 6363-5:2012,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
4
H
4
0
4
0
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。