G 4304:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号 ······················································································································ 2
4 製造方法························································································································· 3
5 化学成分························································································································· 3
5.1 溶鋼分析値 ··················································································································· 3
5.2 製品分析値 ··················································································································· 3
6 機械的性質 ······················································································································ 7
6.1 一般事項 ······················································································································ 7
6.2 オーステナイト系の機械的性質 ························································································ 7
6.3 オーステナイト・フェライト系の機械的性質 ······································································· 9
6.4 フェライト系の機械的性質 ······························································································ 9
6.5 マルテンサイト系の機械的性質 ······················································································· 10
6.6 析出硬化系の機械的性質 ································································································ 11
7 耐食性··························································································································· 12
8 表面仕上げ ····················································································································· 12
9 形状・寸法,質量及び許容差 ····························································································· 13
9.1 標準寸法 ····················································································································· 13
9.2 板の質量の算出 ············································································································ 13
9.3 板の厚さの許容差 ········································································································· 15
9.4 板の幅の許容差 ············································································································ 17
9.5 板の長さの許容差 ········································································································· 18
9.6 板の平たん度 ··············································································································· 19
9.7 帯の厚さの許容差 ········································································································· 19
9.8 帯の幅の許容差 ············································································································ 21
9.9 帯の横曲がり ··············································································································· 21
10 外観 ···························································································································· 22
11 試験 ···························································································································· 22
11.1 分析試験 ···················································································································· 22
11.2 機械試験 ···················································································································· 22
11.3 腐食試験 ···················································································································· 23
12 検査 ···························································································································· 23
13 表示 ···························································································································· 24
14 報告 ···························································································································· 24
G 4304:2012 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
附属書JA(参考)ステンレス鋼の熱処理 ················································································· 25
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 27
G 4304:2012
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,ステンレス協会
(JSSA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 4304:2010は改正され,この規格に置き換えられた。
なお,平成25年9月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 4304:2010によることができる。
この規格は,著作権法で保護対象となっている著作物である。
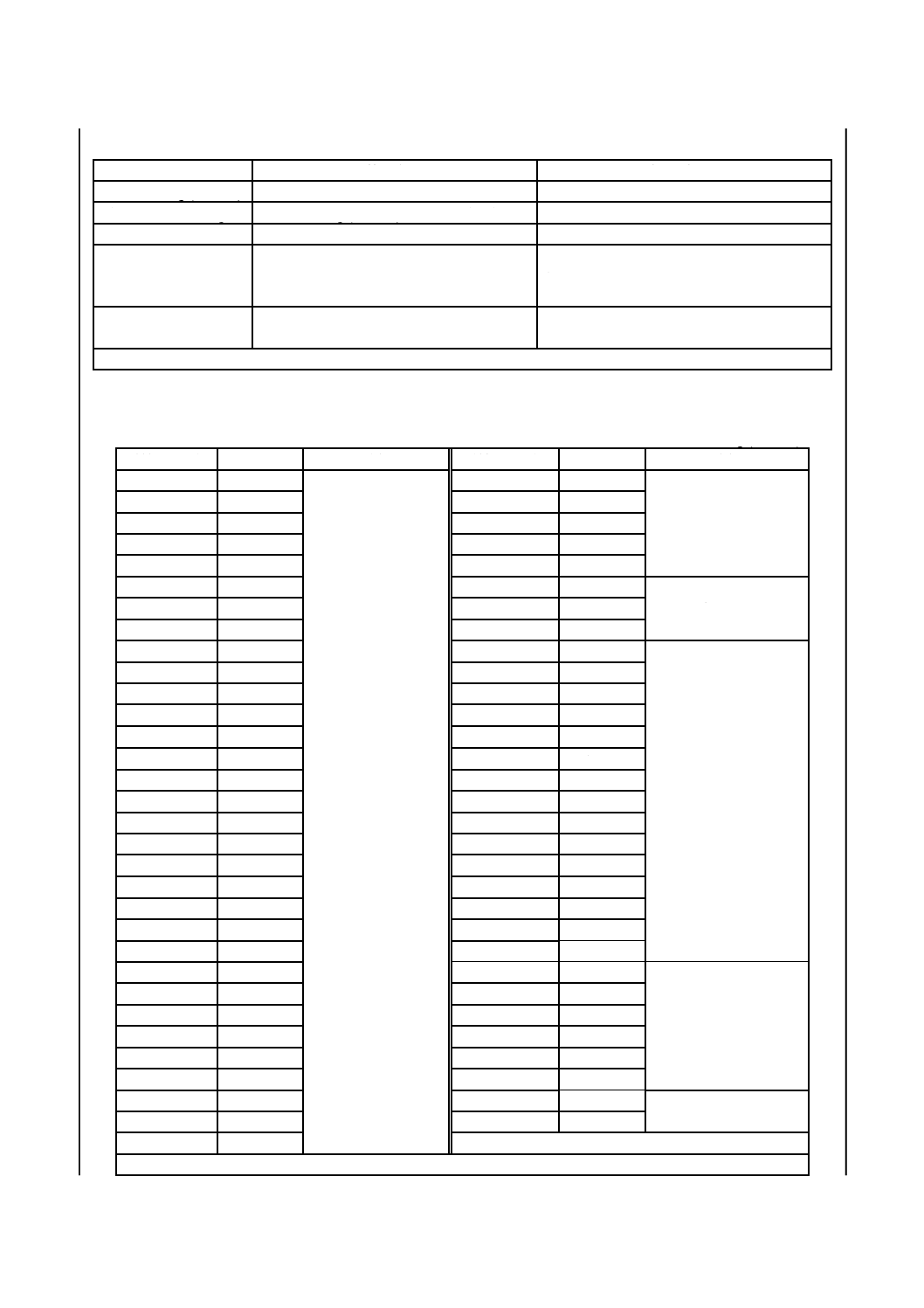
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
種類の記号
発明の名称
特許番号
設定の登録の年月日
SUS315J1
SUS315J2
熱間加工性及び温水中での耐食性に優れるオーステナイト
系ステンレス鋼
第2602411号
1997年1月29日
SUS443J1
耐食性に優れたフェライト系ステンレス鋼板およびその製
造方法
第4396676号
2009年10月30日
SUS445J1
SUS445J2
熱交換器用フェライト系ステンレス鋼
第2642056号
1997年5月2日
耐リジング性に優れるFe−Cr合金
第2737819号
1998年1月16日
耐錆性と加工性に優れたフェライト系ステンレス鋼
第3224694号
2001年8月24日
耐食性に優れた外装材用フェライトステンレス鋼
第3297696号
2002年4月19日
建材用フェライト系ステンレス鋼
第3411084号
2003年3月20日
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
G 4304:2012
熱間圧延ステンレス鋼板及び鋼帯
Hot-rolled stainless steel plate, sheet and strip
序文
この規格は,2004年に第1版として発行されたISO 16143-1,2009年に第1版として発行されたISO
9444-1及びISO 9444-2,並びに2008年に第2版として発行されたISO 18286を基とし,技術的内容を変
更して作成した日本工業規格である。
なお,この規格で側線を施してある箇所は,対応国際規格を変更している事項である。変更の一覧表に
その説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,熱間圧延ステンレス鋼板(以下,板という。)及び熱間圧延ステンレス鋼帯(以下,帯とい
う。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 16143-1:2004,Stainless steels for general purposes−Part 1: Flat products
ISO 9444-1:2009,Continuously hot-rolled stainless steel−Tolerances on dimensions and form−Part 1:
Narrow strip and cut lengths
ISO 9444-2:2009,Continuously hot-rolled stainless steel−Tolerances on dimensions and form−Part 2:
Wide strip and sheet/plate
ISO 18286:2008,Hot-rolled stainless steel plates−Tolerances on dimensions and shape(全体評価:
MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
注記 対応国際規格:ISO 10474:1991,Steel and steel products−Inspection documents(IDT)
JIS G 0571 ステンレス鋼のしゅう酸エッチング試験方法
2
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 0572 ステンレス鋼の硫酸・硫酸第二鉄腐食試験方法
JIS G 0573 ステンレス鋼の65 %硝酸腐食試験方法
JIS G 0575 ステンレス鋼の硫酸・硫酸銅腐食試験方法
JIS R 6010 研磨布紙用研磨材の粒度
JIS Z 2241 金属材料引張試験方法
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2248 金属材料曲げ試験方法
JIS Z 8401 数値の丸め方
3
種類の記号
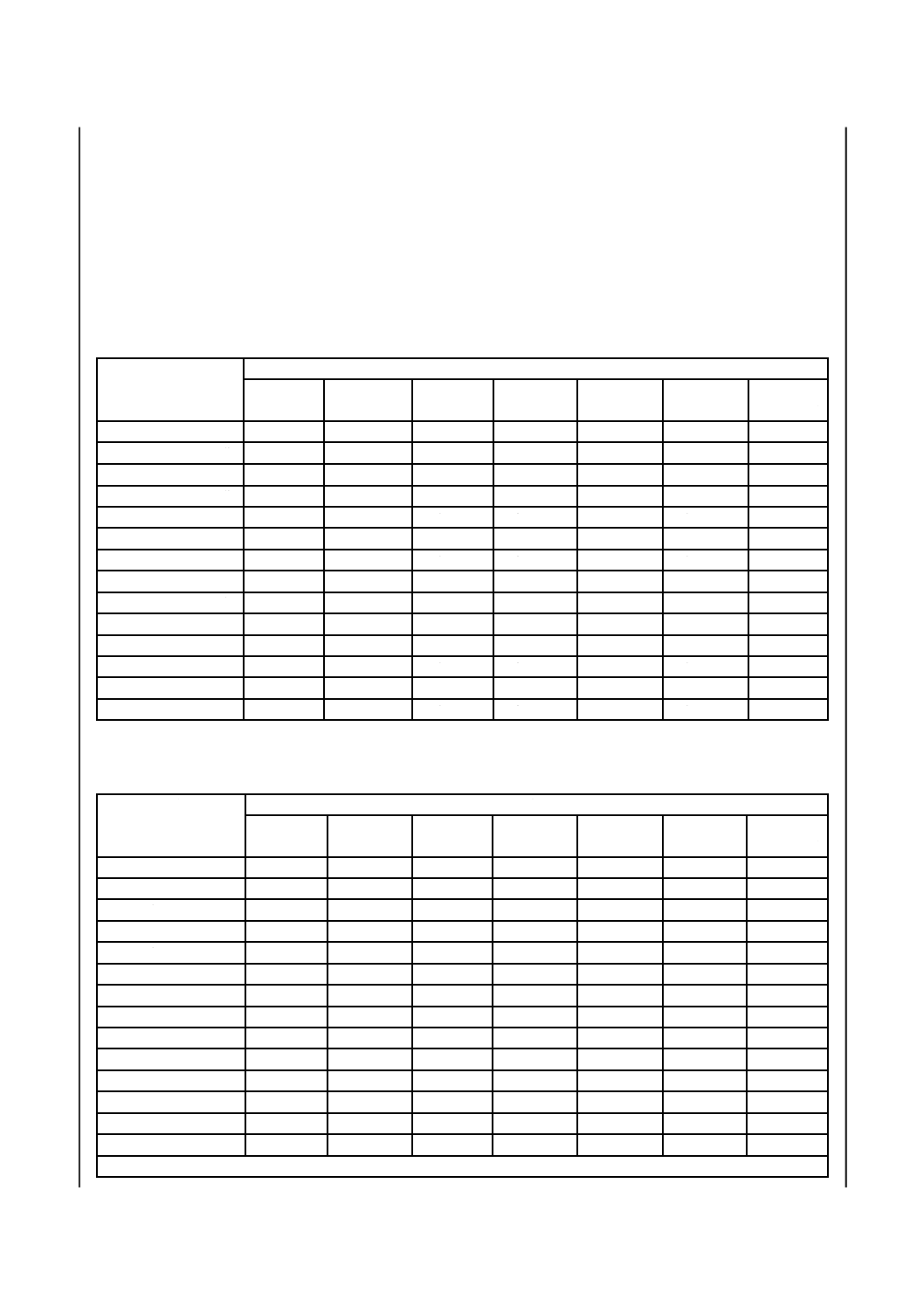
板及び帯の種類は63種類とし,その種類の記号及び分類は表1による。
表1−種類の記号及び分類
種類の記号
a),b)
分類
種類の記号
a),b)
分類
種類の記号
a),b)
分類
SUS301
SUS301L
SUS301J1
SUS302B
SUS303
SUS304
SUS304Cu
SUS304L
SUS304N1
SUS304N2
SUS304LN
SUS304J1
SUS304J2
SUS305
SUS309S
SUS310S
SUS312L
SUS315J1
SUS315J2
SUS316
SUS316L
オーステナイト系
SUS316N
SUS316LN
SUS316Ti
SUS316J1
SUS316J1L
SUS317
SUS317L
SUS317LN
SUS317J1
SUS317J2
SUS836L
SUS890L
SUS321
SUS347
SUSXM7
SUSXM15J1
オーステナイト系
SUS429
SUS430
SUS430LX
SUS430J1L
SUS434
SUS436L
SUS436J1L
SUS443J1
SUS444
SUS445J1
SUS445J2
SUS447J1
SUSXM27
フェライト系
SUS403
SUS410
SUS410S
SUS420J1
SUS420J2
SUS440A
マルテンサイト系
SUS329J1
SUS329J3L
SUS329J4L
オーステナイト・フ
ェライト系
SUS405
SUS410L
フェライト系
SUS630
SUS631
析出硬化系
注a) 板であることを記号で表す必要がある場合には,種類の記号の末尾に,−HPを付記する。
例 SUS304−HP
b) 帯であることを記号で表す必要がある場合には,種類の記号の末尾に,−HSを付記する。
例 SUS304−HS
3
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
製造方法
製造方法は,次による。
a) 板及び帯は,熱間圧延後,熱処理を行い,酸洗又はこれに準じる処理を行う。必要に応じて適切な矯
正,研磨,又はこれらの組合せによる処理を行ってもよい。ただし,受渡当事者間の協定によって熱
処理後の酸洗などの処理を省略してもよい。
注記 代表的な熱処理条件を,参考として附属書JAに示す。この条件以外の熱処理条件が用いら
れることもある。
b) 後工程で熱処理を行う管及び管継手の素材並びに再圧延用の素材として使用する場合には,受渡当事
者間の協定によって,熱処理を省略してもよい。この場合,ARの記号を付記する。
c) オーステナイト系の熱処理で,特に注文者の承認のもとに,圧延ライン上で熱処理を行い,直ちに急
冷する熱処理を行ってもよい。この場合,LSの記号を付記する。
d) SUS420J2及びSUS440Aについては,特に注文者の指定がある場合には,焼入焼戻しを行ってもよい。
この場合,Qの記号を付記する。
e) SUS630及びSUS631の熱処理については,注文者は固溶化熱処理又は析出硬化処理のいずれかを指定
する。この場合,表2による熱処理の種類の記号を付記する。
表2−析出硬化系の熱処理記号
種類の記号
熱処理の種類
記号
SUS630
固溶化熱処理
S
析出硬化処理
H900,H1025,H1075,H1150
SUS631
固溶化熱処理
S
析出硬化処理
RH950,TH1050
5
化学成分
5.1
溶鋼分析値
板及び帯は,11.1の試験を行い,その溶鋼分析値は,表3〜表7による。
5.2
製品分析値
注文者が製品分析を要求する場合,11.1によって試験を行い,その値は,表3〜表7の値に,JIS G 0321
の表5(ステンレス鋼及び耐熱鋼鋼材の製品分析の許容変動値)による許容変動値を適用する。ただし,
JIS G 0321の表5に規定されていない化学成分の許容変動値については,受渡当事者間で協定してもよい。
4
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
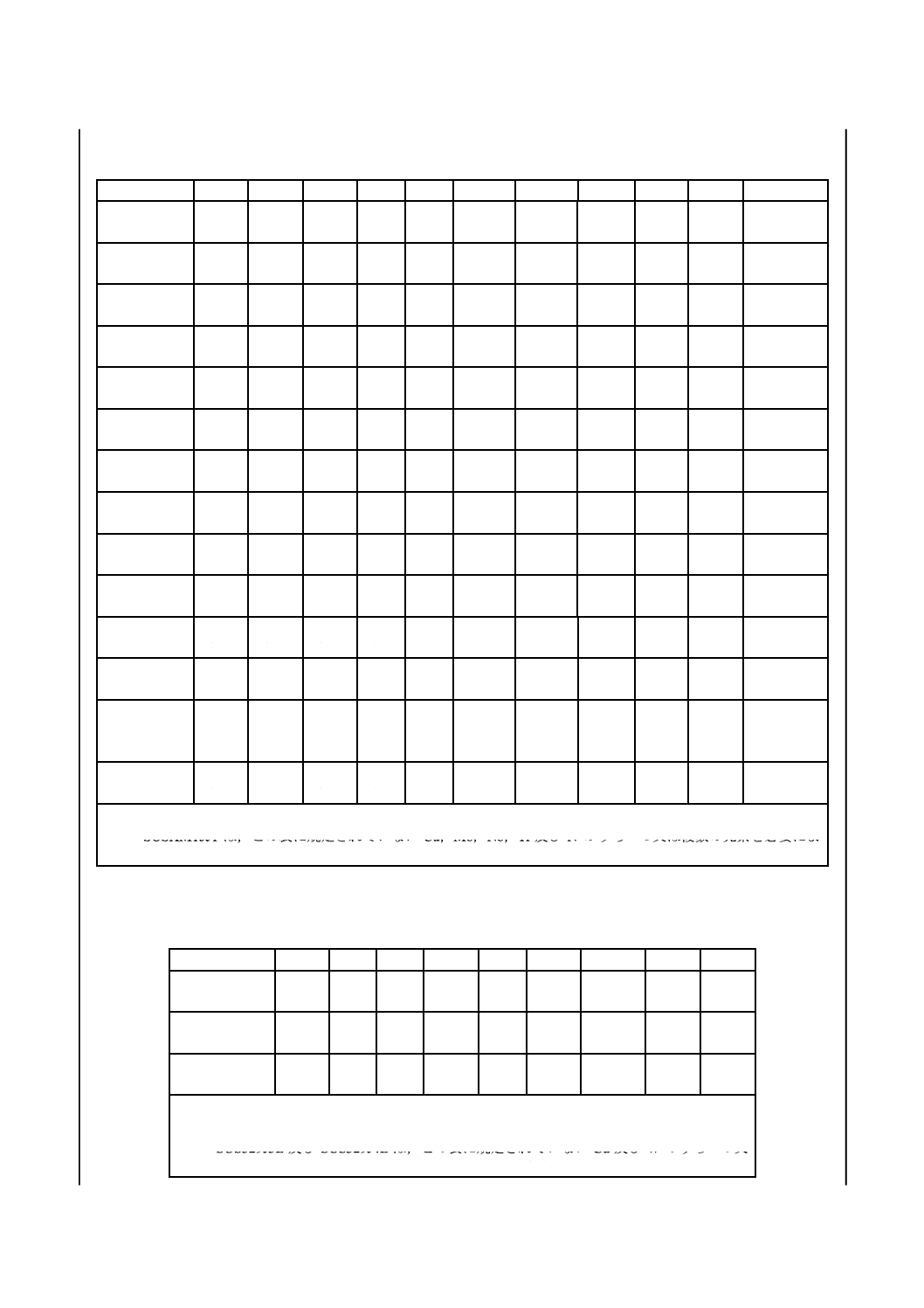
表3−オーステナイト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
その他
SUS301
0.15
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
6.00〜
8.00
16.00〜
18.00
−
−
−
−
SUS301L
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
6.00〜
8.00
16.00〜
18.00
−
−
0.20
以下
−
SUS301J1
0.08〜
0.12
1.00
以下
2.00
以下
0.045
以下
0.030
以下
7.00〜
9.00
16.00〜
18.00
−
−
−
−
SUS302B
0.15
以下
2.00〜
3.00
2.00
以下
0.045
以下
0.030
以下
8.00〜
10.00
17.00〜
19.00
−
−
−
−
SUS303
0.15
以下
1.00
以下
2.00
以下
0.20
以下
0.15
以上
8.00〜
10.00
17.00〜
19.00
−a)
−
−
−
SUS304
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
8.00〜
10.50
18.00〜
20.00
−
−
−
−
SUS304Cu
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
8.00〜
10.50
18.00〜
20.00
−
0.70〜
1.30
−
−
SUS304L
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
9.00〜
13.00
18.00〜
20.00
−
−
−
−
SUS304N1
0.08
以下
1.00
以下
2.50
以下
0.045
以下
0.030
以下
7.00〜
10.50
18.00〜
20.00
−
−
0.10〜
0.25
−
SUS304N2
0.08
以下
1.00
以下
2.50
以下
0.045
以下
0.030
以下
7.50〜
10.50
18.00〜
20.00
−
−
0.15〜
0.30
Nb 0.15
以下
SUS304LN
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
8.50〜
11.50
17.00〜
19.00
−
−
0.12〜
0.22
−
SUS304J1
0.08
以下
1.70
以下
3.00
以下
0.045
以下
0.030
以下
6.00〜
9.00
15.00〜
18.00
−
1.00〜
3.00
−
−
SUS304J2
0.08
以下
1.70
以下
3.00〜
5.00
0.045
以下
0.030
以下
6.00〜
9.00
15.00〜
18.00
−
1.00〜
3.00
−
−
SUS305
0.12
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.50〜
13.00
17.00〜
19.00
−
−
−
−
SUS309S
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
12.00〜
15.00
22.00〜
24.00
−
−
−
−
SUS310S
0.08
以下
1.50
以下
2.00
以下
0.045
以下
0.030
以下
19.00〜
22.00
24.00〜
26.00
−
−
−
−
SUS312L
0.020
以下
0.80
以下
1.00
以下
0.030
以下
0.015
以下
17.50〜
19.50
19.00〜
21.00
6.00〜
7.00
0.50〜
1.00
0.16〜
0.25
−
SUS315J1
0.08
以下
0.50〜
2.50
2.00
以下
0.045
以下
0.030
以下
8.50〜
11.50
17.00〜
20.50
0.50〜
1.50
0.50〜
3.50
−
−
SUS315J2
0.08
以下
2.50〜
4.00
2.00
以下
0.045
以下
0.030
以下
11.00〜
14.00
17.00〜
20.50
0.50〜
1.50
0.50〜
3.50
−
−
SUS316
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
16.00〜
18.00
2.00〜
3.00
−
−
−
SUS316L
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
12.00〜
15.00
16.00〜
18.00
2.00〜
3.00
−
−
−
SUS316N
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
16.00〜
18.00
2.00〜
3.00
−
0.10〜
0.22
−
SUS316LN
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.50〜
14.50
16.50〜
18.50
2.00〜
3.00
−
0.12〜
0.22
−
5
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−オーステナイト系の化学成分(続き)
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
その他
SUS316Ti
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
16.00〜
18.00
2.00〜
3.00
−
−
Ti 5×C %
以上
SUS316J1
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
17.00〜
19.00
1.20〜
2.75
1.00〜
2.50
−
−
SUS316J1L
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
12.00〜
16.00
17.00〜
19.00
1.20〜
2.75
1.00〜
2.50
−
−
SUS317
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
11.00〜
15.00
18.00〜
20.00
3.00〜
4.00
−
−
−
SUS317L
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
11.00〜
15.00
18.00〜
20.00
3.00〜
4.00
−
−
−
SUS317LN
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
11.00〜
15.00
18.00〜
20.00
3.00〜
4.00
−
0.10〜
0.22
−
SUS317J1
0.040
以下
1.00
以下
2.50
以下
0.045
以下
0.030
以下
15.00〜
17.00
16.00〜
19.00
4.00〜
6.00
−
−
SUS317J2
0.06
以下
1.50
以下
2.00
以下
0.045
以下
0.030
以下
12.00〜
16.00
23.00〜
26.00
0.50〜
1.20
−
0.25〜
0.40
−
SUS836L
0.030
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
24.00〜
26.00
19.00〜
24.00
5.00〜
7.00
−
0.25
以下
−
SUS890L
0.020
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
23.00〜
28.00
19.00〜
23.00
4.00〜
5.00
1.00〜
2.00
−
−
SUS321
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
9.00〜
13.00
17.00〜
19.00
−
−
−
Ti 5×C %
以上
SUS347
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
9.00〜
13.00
17.00〜
19.00
−
−
−
Nb 10×C %
以上
SUSXM7
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
8.50〜
10.50
17.00〜
19.00
−
3.00
〜
4.00
−
−
SUSXM15J1b) 0.08
以下
3.00〜
5.00
2.00
以下
0.045
以下
0.030
以下
11.50〜
15.00
15.00〜
20.00
−
−
−
−
注a) Moは,0.60 %を超えてはならない。
b) SUSXM15J1は,この表に規定されていないCu,Mo,Nb,Ti及びNのうち一つ又は複数の元素を必要によ
って添加した場合,その含有率を報告しなければならない。
表4−オーステナイト・フェライト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Mo
N
SUS329J1 a)
0.08
以下
1.00
以下
1.50
以下
0.040
以下
0.030
以下
3.00〜
6.00
23.00〜
28.00
1.00〜
3.00
−
SUS329J3L b)
0.030
以下
1.00
以下
2.00
以下
0.040
以下
0.030
以下
4.50〜
6.50
21.00〜
24.00
2.50〜
3.50
0.08〜
0.20
SUS329J4L b)
0.030
以下
1.00
以下
1.50
以下
0.040
以下
0.030
以下
5.50〜
7.50
24.00〜
26.00
2.50〜
3.50
0.08〜
0.30
注a) SUS329J1は,この表に規定されていないCu,W及びNのうち一つ又は複数の元素を
必要によって添加した場合,その含有率を報告しなければならない。
b) SUS329J3L及びSUS329J4Lは,この表に規定されていないCu及びWのうち一つ又
は両方の元素を必要によって添加した場合,その含有率を報告しなければならない。
6
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−フェライト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cr
Mo
N
その他
SUS405 a)
0.08
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
11.50〜
14.50
−
−
Al 0.10〜0.30
SUS410L a)
0.030
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
11.00〜
13.50
−
−
−
SUS429 a)
0.12
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
14.00〜
16.00
−
−
−
SUS430 a)
0.12
以下
0.75
以下
1.00
以下
0.040
以下
0.030
以下
16.00〜
18.00
−
−
−
SUS430LX a)
0.030
以下
0.75
以下
1.00
以下
0.040
以下
0.030
以下
16.00〜
19.00
−
−
Ti又はNb 0.10〜1.00
SUS430J1L a),b)
0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
16.00〜
20.00
−
0.025
以下
Ti,Nb,Zr又はそれらの組合せ
8×(C %+N %)〜0.80,
Cu 0.30〜0.80
SUS434 a)
0.12
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
16.00〜
18.00
0.75〜
1.25
−
−
SUS436L a)
0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
16.00〜
19.00
0.75〜
1.50
0.025
以下
Ti,Nb,Zr又はそれらの組合せ
8×(C %+N %)〜0.80
SUS436J1L a)
0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
17.00〜
20.00
0.40〜
0.80
0.025
以下
Ti,Nb,Zr又はそれらの組合せ
8×(C %+N %)〜0.80
SUS443J1 a)
0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
20.00〜
23.00
−
0.025
以下
Ti,Nb,Zr又はそれらの組合せ
8×(C %+N %)〜0.80,
Cu 0.30〜0.80
SUS444 a)
0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
17.00〜
20.00
1.75〜
2.50
0.025
以下
Ti,Nb,Zr又はそれらの組合せ
8×(C %+N %)〜0.80
SUS445J1 a),c)
0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
21.00〜
24.00
0.70〜
1.50
0.025
以下
−
SUS445J2 a),c)
0.025
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
21.00〜
24.00
1.50〜
2.50
0.025
以下
−
SUS447J1 d)
0.010
以下
0.40
以下
0.40
以下
0.030
以下
0.020
以下
28.50〜
32.00
1.50〜
2.50
0.015
以下
−
SUSXM27 d)
0.010
以下
0.40
以下
0.40
以下
0.030
以下
0.020
以下
25.00〜
27.50
0.75〜
1.50
0.015
以下
−
注a) SUS447J1及びSUSXM27の2種類以外のNiは,0.60 %を超えてはならない。
b) SUS430J1Lは,この表に規定されていないVを必要によって添加した場合,その含有率を報告しなければな
らない。
c) SUS445J1及びSUS445J2は,この表に規定されていないCu,V,Ti及びNbのうち一つ又は複数の元素を必
要によって添加した場合,その含有率を報告しなければならない。
d) SUS447J1及びSUSXM27のNiは,0.50 %を超えてはならない。また,Cuは0.20 %を,(Ni+Cu)は0.50 %
を超えてはならない。さらに,この表に規定されていないV,Ti及びNbのうち一つ又は複数の元素を必要に
よって添加した場合,その含有率を報告しなければならない。
7
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
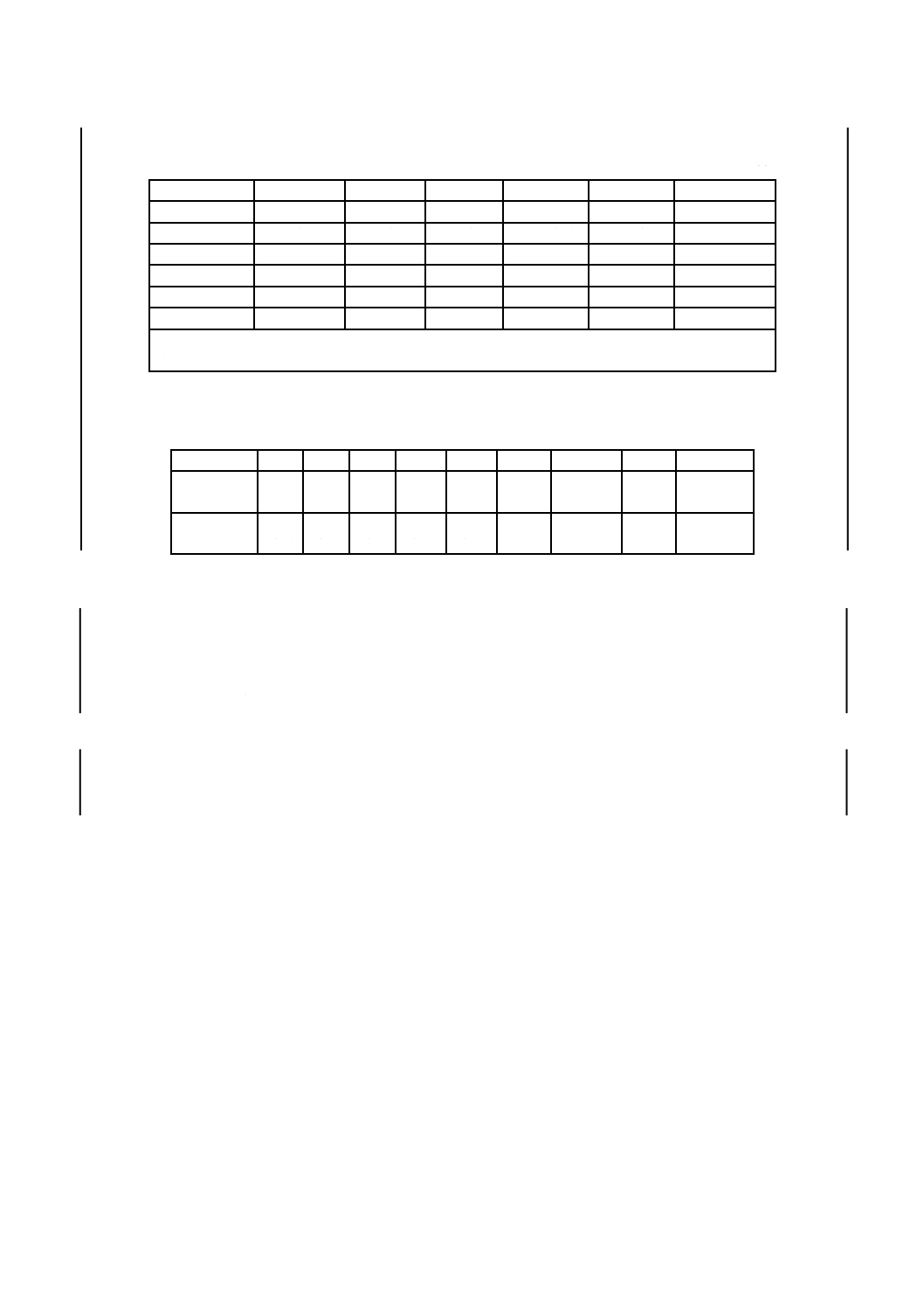
表6−マルテンサイト系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Cr
SUS403
0.15以下
0.50以下
1.00以下
0.040以下
0.030以下
11.50〜13.00
SUS410
0.15以下
1.00以下
1.00以下
0.040以下
0.030以下
11.50〜13.50
SUS410S
0.08以下
1.00以下
1.00以下
0.040以下
0.030以下
11.50〜13.50
SUS420J1
0.16〜0.25
1.00以下
1.00以下
0.040以下
0.030以下
12.00〜14.00
SUS420J2
0.26〜0.40
1.00以下
1.00以下
0.040以下
0.030以下
12.00〜14.00
SUS440A a)
0.60〜0.75
1.00以下
1.00以下
0.040以下
0.030以下
16.00〜18.00
Niは,0.60 %を超えてはならない。
注a) SUS440AのMoは,0.75 %を超えてはならない。
表7−析出硬化系の化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Cu
その他
SUS630
0.07
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
3.00〜
5.00
15.00〜
17.50
3.00〜
5.00
Nb 0.15〜
0.45
SUS631
0.09
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
6.50〜
7.75
16.00〜
18.00
−
Al 0.75〜
1.50
6
機械的性質
6.1
一般事項
熱処理を行った板及び帯は,11.2の試験を行い,その機械的性質は,6.2〜6.6による。後工程で熱処理
を行う管及び管継手の素材並びに再圧延用の素材として使用する場合には,機械試験の実施の有無を含め
て,受渡当事者間の協定による。
6.2
オーステナイト系の機械的性質
オーステナイト系の機械的性質は,次による。
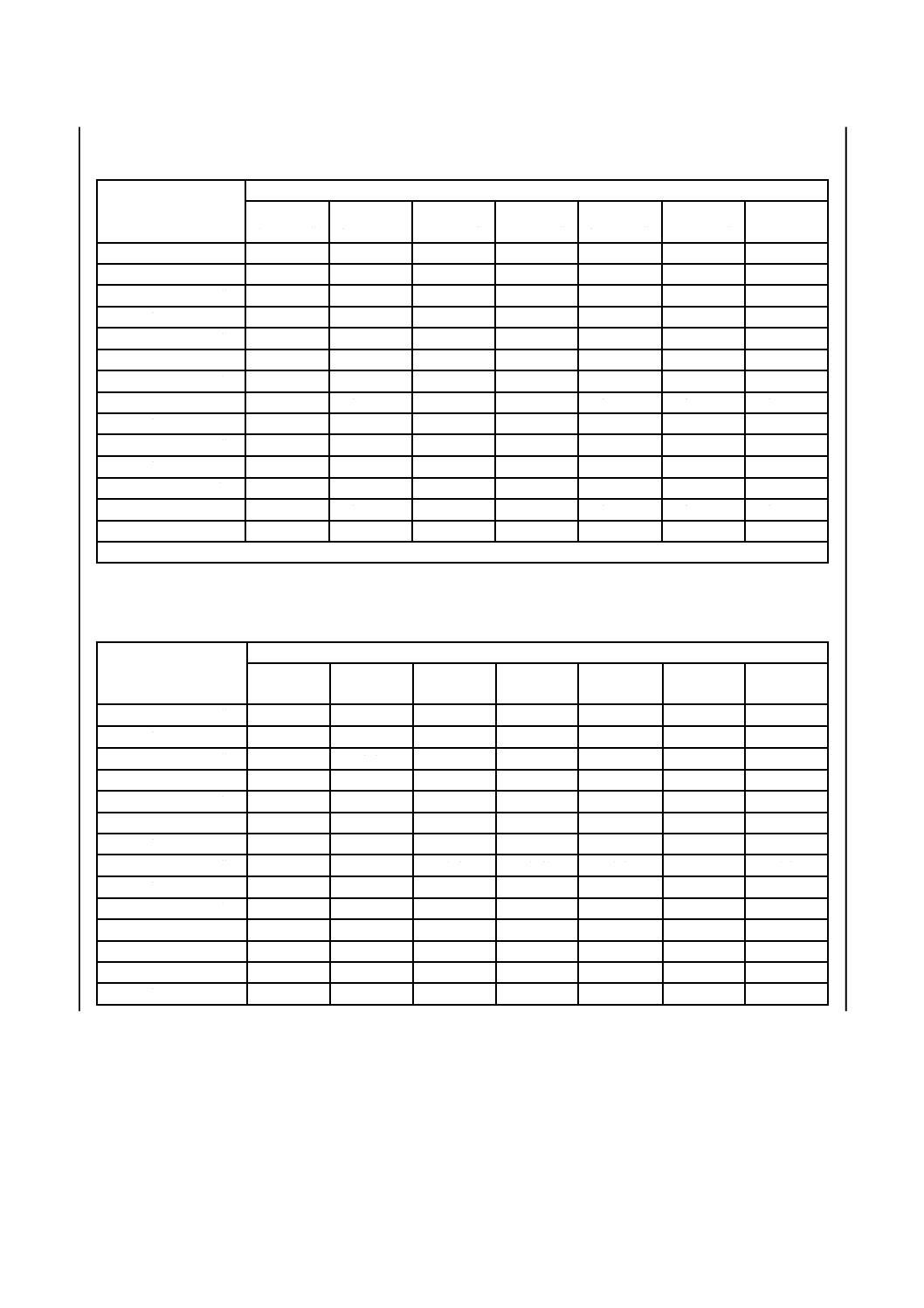
a) 固溶化熱処理を行った板及び帯の機械的性質は,表8による。この場合,供試材は,JIS G 0404の7.6
(試験片採取条件及び試験片)のA類による。ただし,耐力は,注文者の指定がある場合に適用する。
8
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
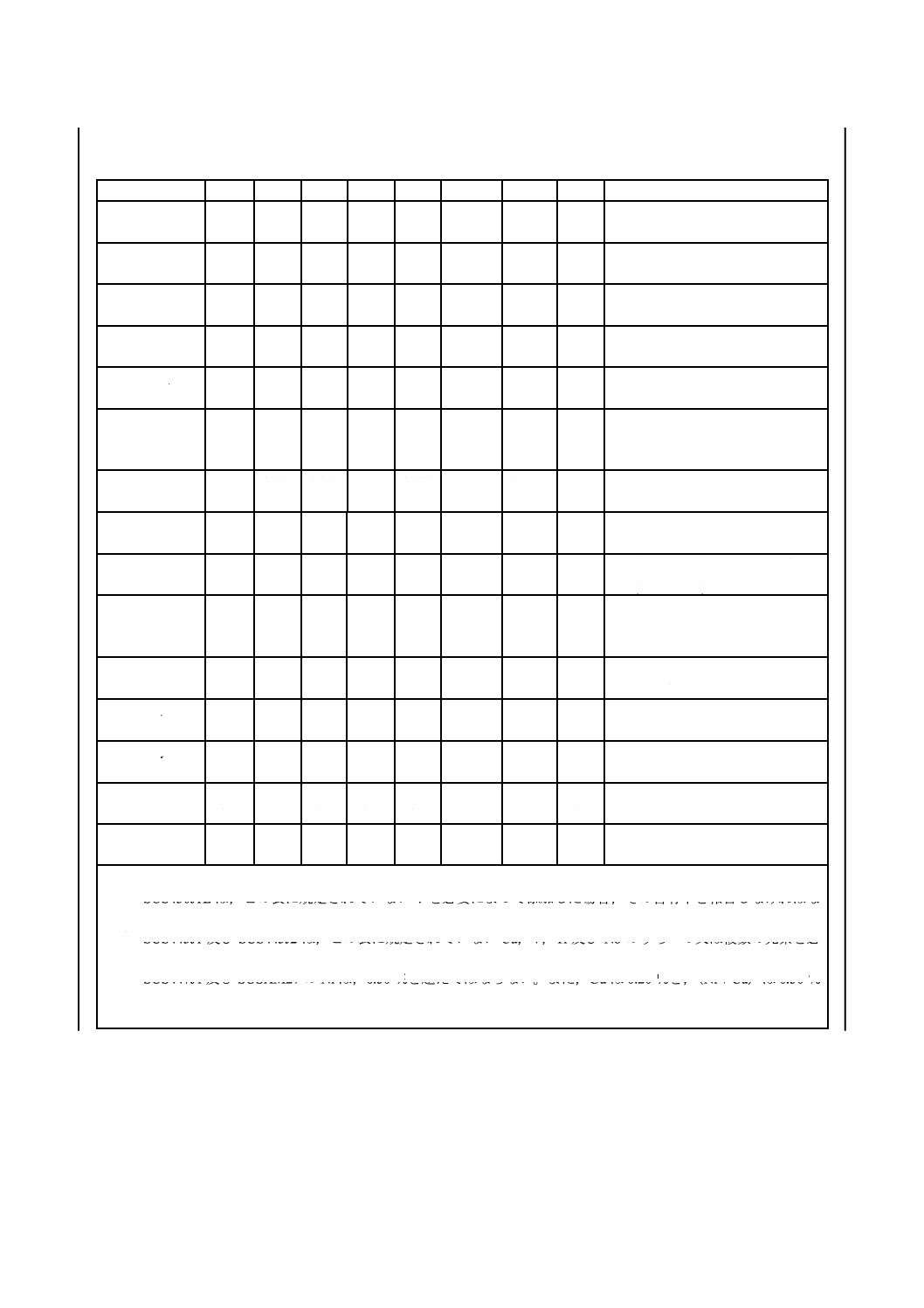
表8−オーステナイト系の機械的性質
種類の記号
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さa)
HBW
HRBS又は
HRBW b)
HV
SUS301
SUS301L
SUS301J1
SUS302B
SUS303
SUS304
SUS304Cu
SUS304L
SUS304N1
SUS304N2
SUS304LN
SUS304J1
SUS304J2
SUS305
SUS309S
SUS310S
SUS312L
SUS315J1
SUS315J2
SUS316
SUS316L
SUS316N
SUS316LN
SUS316Ti
SUS316J1
SUS316J1L
205以上
215以上
205以上
205以上
205以上
205以上
205以上
175以上
275以上
345以上
245以上
155以上
155以上
175以上
205以上
205以上
300以上
205以上
205以上
205以上
175以上
275以上
245以上
205以上
205以上
175以上
520以上
550以上
570以上
520以上
520以上
520以上
520以上
480以上
550以上
690以上
550以上
450以上
450以上
480以上
520以上
520以上
650以上
520以上
520以上
520以上
480以上
550以上
550以上
520以上
520以上
480以上
40以上
45以上
45以上
40以上
35以上
40以上
40以上
40以上
35以上
35以上
40以上
40以上
40以上
40以上
40以上
40以上
35以上
40以上
40以上
40以上
40以上
35以上
40以上
40以上
40以上
40以上
207以下
207以下
187以下
207以下
187以下
187以下
187以下
187以下
217以下
248以下
217以下
187以下
187以下
187以下
187以下
187以下
223以下
187以下
187以下
187以下
187以下
217以下
217以下
187以下
187以下
187以下
95以下
95以下
90以下
95以下
90以下
90以下
90以下
90以下
95以下
100以下
95以下
90以下
90以下
90以下
90以下
90以下
96以下
90以下
90以下
90以下
90以下
95以下
95以下
90以下
90以下
90以下
218以下
218以下
200以下
218以下
200以下
200以下
200以下
200以下
220以下
260以下
220以下
200以下
200以下
200以下
200以下
200以下
230以下
200以下
200以下
200以下
200以下
220以下
220以下
200以下
200以下
200以下
SUS317
SUS317L
SUS317LN
SUS317J1
SUS317J2
SUS836L
SUS890L
SUS321
205以上
175以上
245以上
175以上
345以上
275以上
215以上
205以上
520以上
480以上
550以上
480以上
690以上
640以上
490以上
520以上
40以上
40以上
40以上
40以上
40以上
40以上
35以上
40以上
187以下
187以下
217以下
187以下
250以下
217以下
187以下
187以下
90以下
90以下
95以下
90以下
100以下
96以下
90以下
90以下
200以下
200以下
220以下
200以下
260以下
230以下
200以下
200以下
SUS347
SUSXM7
SUSXM15J1
205以上
155以上
205以上
520以上
450以上
520以上
40以上
40以上
40以上
187以下
187以下
207以下
90以下
90以下
95以下
200以下
200以下
218以下
注記 1 N/mm2=1 MPa
注a) 硬さは,いずれか1種類とする。
b) HRBの測定は,HRBS又はHRBWのいずれかでよいものとし,測定値の表示には,HRBS又は
HRBWを明記する。ただし,疑義が生じた場合の判断は,HRBSによることとする。
b) 特に注文者の要求がある場合のSUS304N2の機械的性質は,表9による。この場合,種類の記号の末
尾に-Xを付ける。
9
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9−SUS304N2-Xの機械的性質
種類の記号
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さ
HBW
SUS304N2-X
450以上
720以上
25以上
230以上,325以下
注記 1 N/mm2=1 MPa
6.3
オーステナイト・フェライト系の機械的性質
固溶化熱処理を行った板及び帯の機械的性質は,表10による。この場合,供試材は,JIS G 0404の7.6
のA類による。ただし,耐力は,注文者の指定がある場合に適用する。
表10−オーステナイト・フェライト系の機械的性質
種類の記号
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さa)
HBW
HRC
HV
SUS329J1
SUS329J3L
SUS329J4L
390以上
450以上
450以上
590以上
620以上
620以上
18以上
18以上
18以上
277以下
302以下
302以下
29以下
32以下
32以下
292以下
320以下
320以下
注記 1 N/mm2=1 MPa
注a) 硬さは,いずれか1種類とする。
6.4
フェライト系の機械的性質
焼なましを行った板及び帯の機械的性質は,表11による。この場合,供試材は,JIS G 0404の7.6のA
類による。ただし,耐力は,注文者の指定がある場合に適用する。また,曲げ性の場合は,その外側にき
裂を生じてはならない。
10
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−フェライト系の機械的性質
種類の記号
耐力
N/mm2
引張
強さ
N/mm2
伸び
%
硬さa)
曲げ性
HBW
HRBS
又は
HRBW b)
HV
曲げ
角度
内側半径
SUS405
SUS410L
SUS429
SUS430
SUS430LX
SUS430J1L
SUS434
SUS436L
SUS436J1L
SUS443J1
SUS444
SUS445J1
SUS445J2
SUS447J1
SUSXM27
175以上
195以上
205以上
205以上
175以上
205以上
205以上
245以上
245以上
205以上
245以上
245以上
245以上
295以上
245以上
410以上
360以上
450以上
420以上
360以上
390以上
450以上
410以上
410以上
390以上
410以上
410以上
410以上
450以上
410以上
20以上
22以上
22以上
22以上
22以上
22以上
22以上
20以上
20以上
22以上
20以上
20以上
20以上
22以上
22以上
183以下
183以下
183以下
183以下
183以下
192以下
183以下
217以下
192以下
192以下
217以下
217以下
217以下
207以下
192以下
88以下
88以下
88以下
88以下
88以下
90以下
88以下
96以下
90以下
90以下
96以下
96以下
96以下
95以下
90以下
200以下
200以下
200以下
200以下
200以下
200以下
200以下
230以下
200以下
200以下
230以下
230以下
230以下
220以下
200以下
180°
180°
180°
180°
180°
180°
180°
180°
180°
180°
180°
180°
180°
180°
180°
厚さ8 mm未満 厚さの0.5倍
厚さ8 mm以上 厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
注記 1 N/mm2=1 MPa
注a) 硬さは,いずれか1種類とする。
b) HRBの測定は,HRBS又はHRBWのいずれかでよいものとし,測定値の表示には,HRBS又はHRBWを明
記する。ただし,疑義が生じた場合の判断は,HRBSによることとする。
6.5
マルテンサイト系の機械的性質
マルテンサイト系の機械的性質は,その熱処理状態に応じて,次のa) 又はb) による。
a) 焼なましを行った板及び帯の機械的性質は,表12による。この場合,供試材は,JIS G 0404の7.6の
A類による。ただし,耐力は,注文者の指定がある場合に適用する。また,曲げ性の場合は,その外
側にき裂が生じてはならない。
なお,焼なましを行った板及び帯は,通常,焼入焼戻し状態の機械試験を行わないが,特に注文者
の要求があれば,JIS G 0404の7.6のB類による供試材に焼入焼戻しを行った場合の機械試験を,そ
の規格値を含めて受渡当事者間で協定してもよい。
b) 焼入焼戻しを行ったSUS420J2及びSUS440Aの板及び帯の硬さは,表13による。この場合,供試材
は,JIS G 0404の7.6のA類による。
11
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
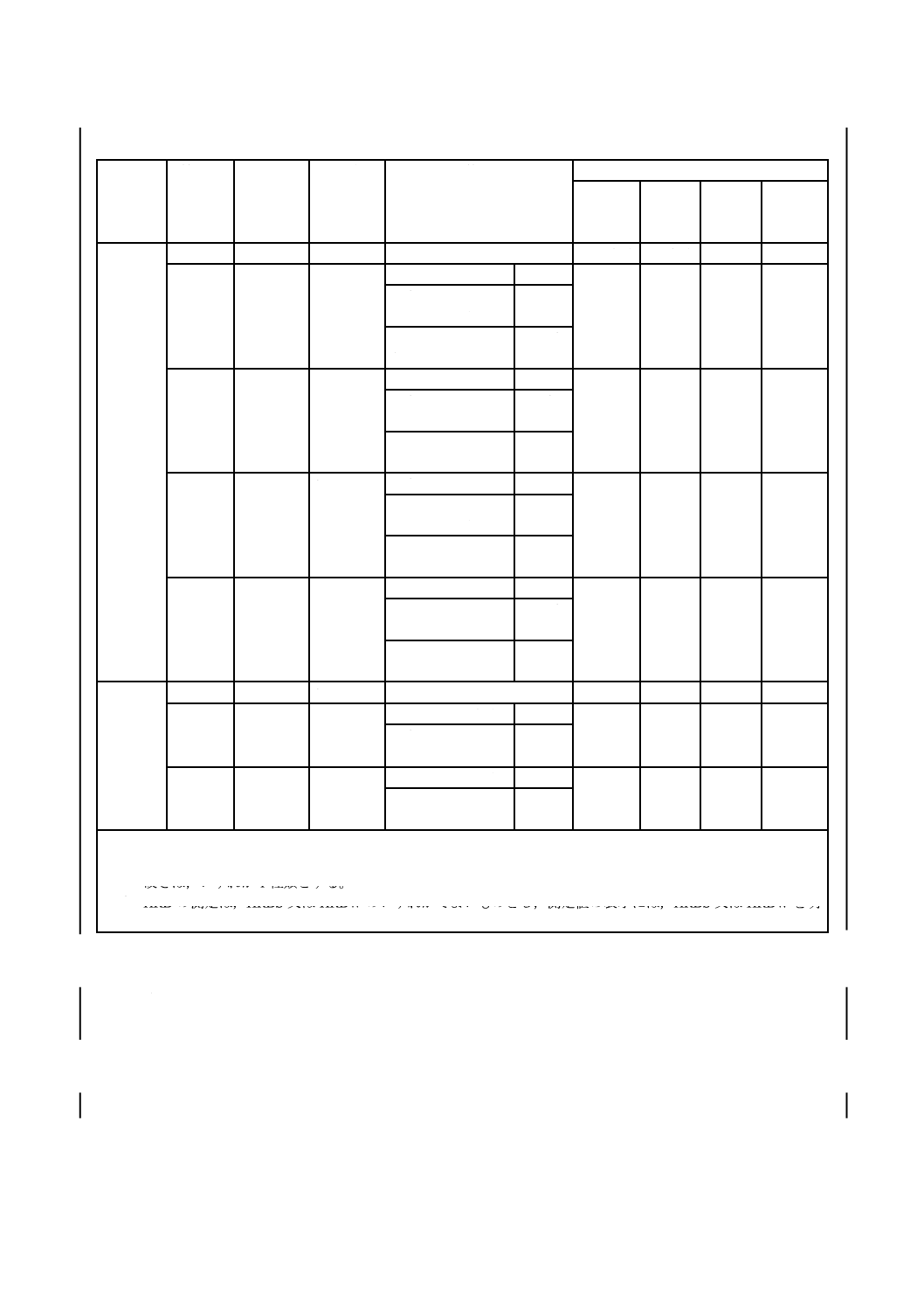
表12−マルテンサイト系の焼なまし状態の機械的性質
種類の記号
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さa)
曲げ性
HBW
HRBS又は
HRBW b)
HV
曲げ角度
内側半径
SUS403
SUS410
SUS410S
SUS420J1
SUS420J2
SUS440A
205以上
205以上
205以上
225以上
225以上
245以上
440以上
440以上
410以上
520以上
540以上
590以上
20以上
20以上
20以上
18以上
18以上
15以上
201以下
201以下
183以下
223以下
235以下
255以下
93以下
93以下
88以下
97以下
99以下
HRC 25以下
210以下
210以下
200以下
234以下
247以下
269以下
180°
180°
180°
−
−
−
厚さの1.0倍
厚さの1.0倍
厚さの1.0倍
−
−
−
注記 1 N/mm2=1 MPa
注a) 硬さは,いずれか1種類とする。
b) HRBの測定は,HRBS又はHRBWのいずれかでよいものとし,測定値の表示には,HRBS又はHRBWを明
記する。ただし,疑義が生じた場合の判断は,HRBSによることとする。
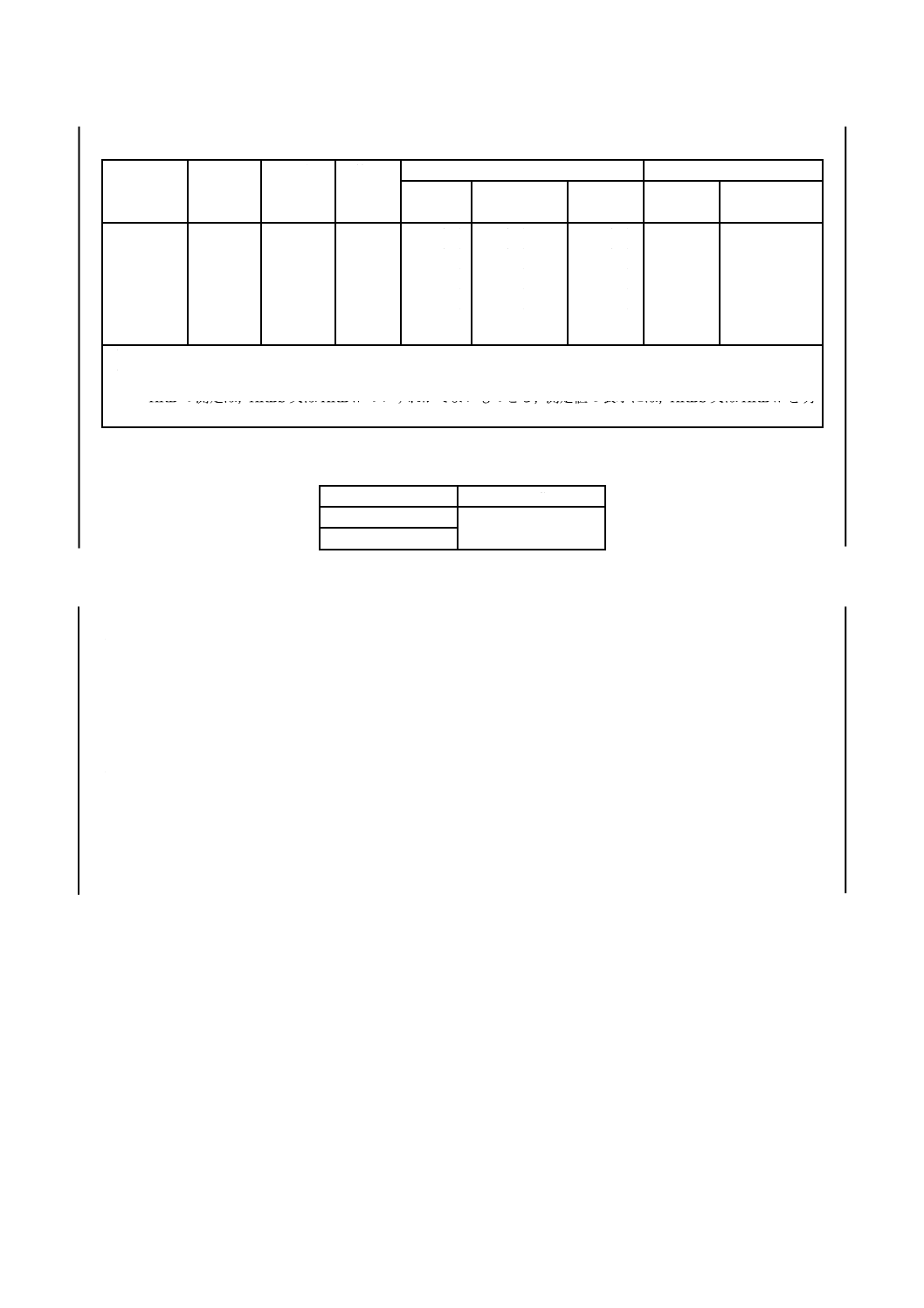
表13−マルテンサイト系の焼入焼戻し状態の硬さ
種類の記号
HRC
SUS420J2
40以上
SUS440A
6.6
析出硬化系の機械的性質
析出硬化系の機械的性質は,その熱処理状態に応じて,次のa),b)又はc)による。
a) 固溶化熱処理を行った板及び帯の機械的性質は,表14による。この場合,供試材は,JIS G 0404の
7.6のA類による。ただし,耐力は,注文者の指定がある場合に適用する。
なお,固溶化熱処理を行った板及び帯は,通常,析出硬化状態の機械試験を行わないが,特に注文
者の要求があれば,JIS G 0404の7.6のB類による供試材に析出硬化処理を行った場合の機械試験を,
その規格値を含めて受渡当事者間で協定してもよい。
b) 固溶化熱処理後析出硬化処理を行った板及び帯の機械的性質は,表14による。この場合,供試材は,
JIS G 0404の7.6のA類による。ただし,耐力は,注文者の指定がある場合に適用する。
c) SUS630の場合,固溶化熱処理及び析出硬化処理以外の熱処理を行った板及び帯の機械的性質は,そ
の規格値及び試験片を含めて,受渡当事者間の協定による。
12
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
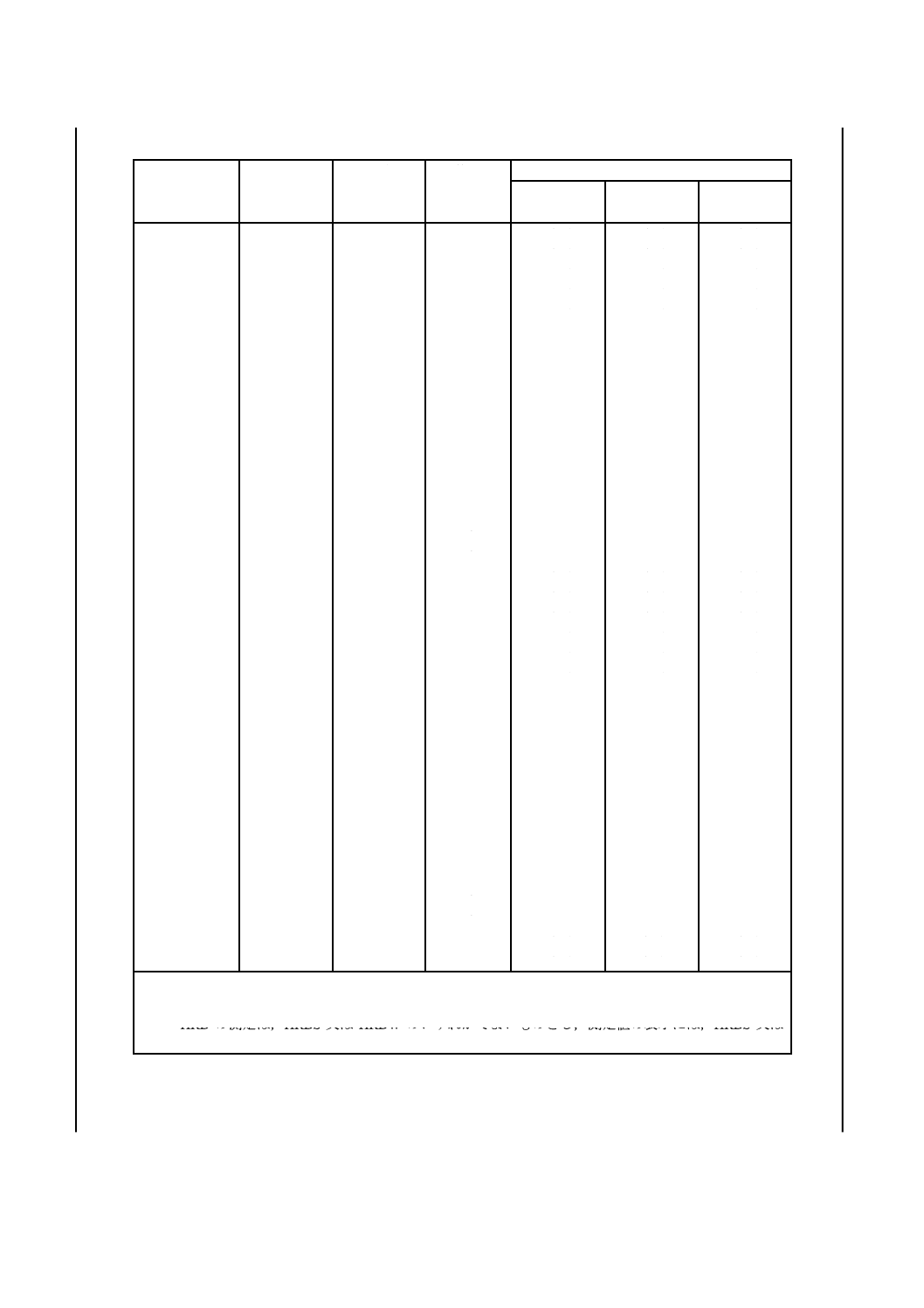
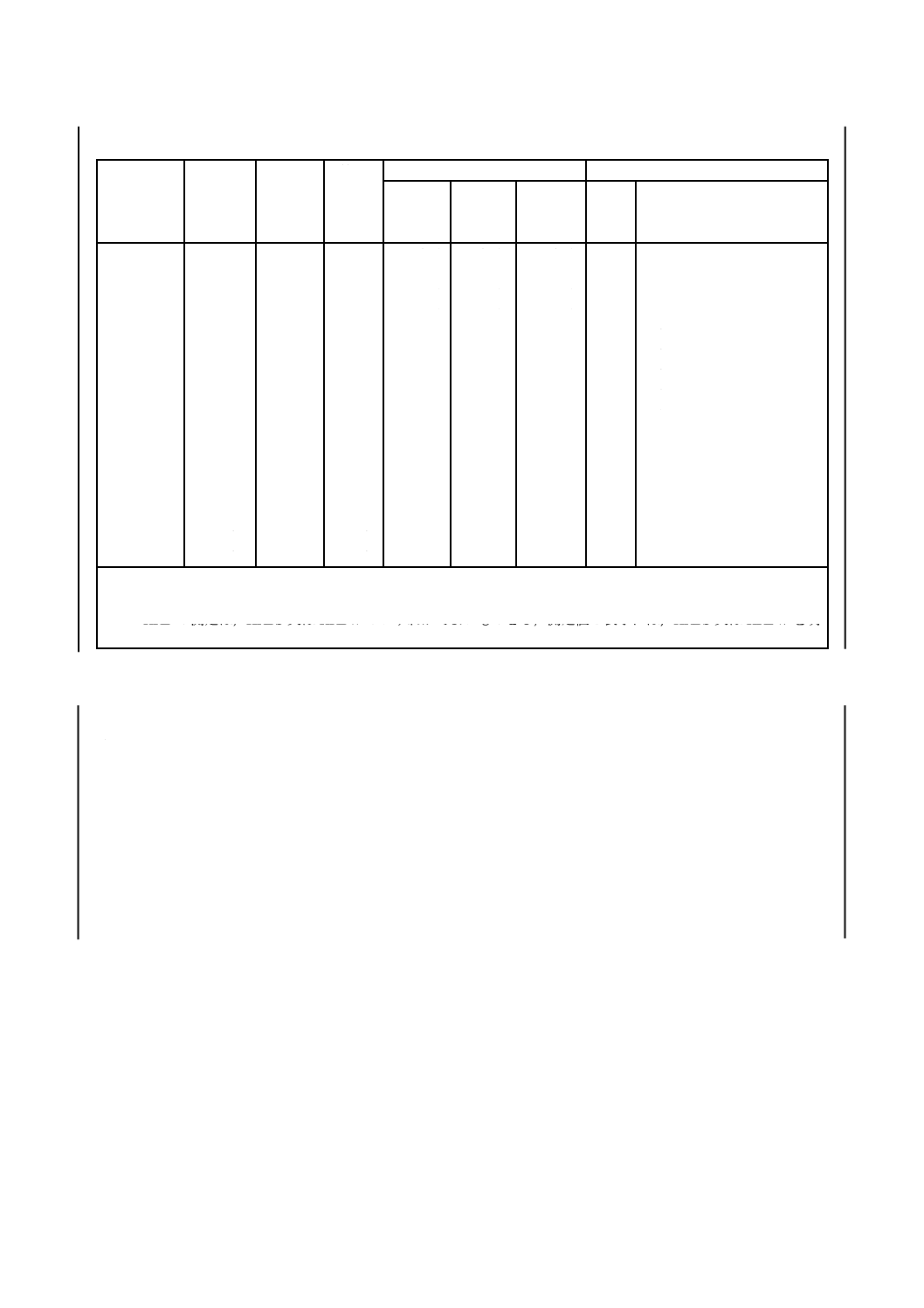
表14−析出硬化系の機械的性質
種類の
記号
熱処理
記号a)
耐力
N/mm2
引張強さ
N/mm2
伸び
%
硬さb)
HBW
HRC
HRBS
又は
HRBW c)
HV
SUS630
S
−
−
−
363以下 38以下
−
−
H900
1 175以上 1 310以上 厚さ5.0 mm以下
5以上
375以上 40以上
−
−
厚さ5.0 mmを超え
15.0 mm以下
8以上
厚さ15.0 mmを超
えるもの
10以上
H1025
1 000以上 1 070以上 厚さ5.0 mm以下
5以上
331以上 35以上
−
−
厚さ5.0 mmを超え
15.0 mm以下
8以上
厚さ15.0 mmを超
えるもの
12以上
H1075
860以上
1 000以上 厚さ5.0 mm以下
5以上
302以上 31以上
−
−
厚さ5.0 mmを超え
15.0 mm以下
9以上
厚さ15.0 mmを超
えるもの
13以上
H1150
725以上
930以上
厚さ5.0 mm以下
8以上
277以上 28以上
−
−
厚さ5.0 mmを超え
15.0 mm以下
10以上
厚さ15.0 mmを超
えるもの
16以上
SUS631
S
380以下
1 030以下 20以上
192以下
−
92以下 200以下
RH950
1 030以上 1 230以上 厚さ3.0 mm以下
−
−
40以上
−
392以上
厚さ3.0 mmを超え
るもの
4以上
TH1050
960以上
1 140以上 厚さ3.0 mm以下
3以上
−
35以上
−
345以上
厚さ3.0 mmを超え
るもの
5以上
注記 1 N/mm2=1 MPa
注a) 熱処理記号は,表2による。
b) 硬さは,いずれか1種類とする。
c) HRBの測定は,HRBS又はHRBWのいずれかでよいものとし,測定値の表示には,HRBS又はHRBWを明
記する。ただし,疑義が生じた場合の判断は,HRBSによることとする。
7
耐食性
粒界腐食試験による耐食性について,注文者の指定がある場合は,受渡当事者間で11.3から適用する試
験方法を協定し,試験を行い,耐食性は受渡当事者間の協定による。
8
表面仕上げ
板及び帯の表面仕上げは,表15による。
13
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表15−表面仕上げ
表面仕上げの記号
摘要
No.1
熱間圧延後,熱処理,酸洗又はこれに準じる処理を行って仕上げたもの。
No.3
JIS R 6010によるP100〜P120で研磨して仕上げたもの。
No.4
JIS R 6010によるP150〜P180で研磨して仕上げたもの。
♯240
JIS R 6010によるP240で研磨して仕上げたもの。
♯320
JIS R 6010によるP320で研磨して仕上げたもの。
♯400
JIS R 6010によるP400で研磨して仕上げたもの。
この表以外の表面仕上げについては,受渡当事者間の協定による。
9
形状・寸法,質量及び許容差
9.1
標準寸法
9.1.1
板の標準寸法
板の標準寸法は,表16による。
表16−板の標準寸法
単位 mm
厚さ
幅×長さ
2.0
2.5
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
12.0
15.0
20.0
25.0
30.0
35.0
1 000×2 000
1 219×2 438
1 219×3 048
1 524×3 048
この表以外の寸法については,受渡当事者間の協定による。
9.1.2
帯の標準厚さ
帯の標準厚さは,表17による。
表17−帯の標準厚さ
単位 mm
2.0
2.5
3.0
4.0
5.0
6.0
7.0
8.0
9.0
この表以外の厚さについては,受渡当事者間の協定による。
9.2
板の質量の算出
注文者の要求によって,板の質量の算定が必要な場合には,板の質量は,表示の寸法を用いて算出し,
その算出方法は,表18による。ただし,表21の許容差(記号B)の板については,表示の厚さの代わり
に,表示の厚さに表23の数値を加えたものを,表22の許容差(記号C)の板については,表示の厚さの
代わりに,表示の厚さに表24の数値を加えたものを,それぞれ用いる。
14
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18−質量の算出方法
算出順序
算出方法
結果の桁数a)
基本質量 kg/(mm・m2) 表19による
−
単位質量
kg/m2 基本質量[kg/(mm・m2)]×厚さ(mm)
有効数字4桁の数値に丸める。
面積
m2 幅(m)×長さ(m)
有効数字4桁の数値に丸める。
1枚の質量
kg 単位質量(kg/m2)×面積(m2)
有効数字3桁の数値に丸める。ただし,
1 000 kgを超えるものは,kgの整数値に丸め
る。
総質量
kg 1枚の質量(kg)×同一種類,同一寸法の枚
数
整数値に丸める。
注a) 数値の丸め方は,JIS Z 8401による。
表19−ステンレス鋼板の基本質量
単位 kg/(mm・m2)
種類の記号
基本質量
分類
種類の記号
基本質量
分類
SUS301
7.93
オーステナイト系
SUS890L
8.05
オーステナイト系
SUS301L
7.93
SUS321
7.93
SUS301J1
7.93
SUS347
7.98
SUS302B
7.93
SUSXM7
7.93
SUS303
7.93
SUSXM15J1
7.75
SUS304
7.93
SUS329J1
7.80
オーステナイト・フェ
ライト系
SUS304Cu
7.93
SUS329J3L
7.80
SUS304L
7.93
SUS329J4L
7.80
SUS304N1
7.93
SUS405
7.75
フェライト系
SUS304N2
7.93
SUS410L
7.75
SUS304LN
7.93
SUS429
7.70
SUS304J1
7.93
SUS430
7.70
SUS304J2
7.93
SUS430LX
7.70
SUS305
7.93
SUS430J1L
7.70
SUS309S
7.98
SUS434
7.70
SUS310S
7.98
SUS436L
7.70
SUS312L
8.03
SUS436J1L
7.70
SUS315J1
7.98
SUS443J1
7.74
SUS315J2
7.98
SUS444
7.75
SUS316
7.98
SUS445J1
7.69
SUS316L
7.98
SUS445J2
7.73
SUS316N
7.98
SUS447J1
7.64
SUS316LN
7.98
SUSXM27
7.67
SUS316Ti
7.98
SUS403
7.75
マルテンサイト系
SUS316J1
7.98
SUS410
7.75
SUS316J1L
7.98
SUS410S
7.75
SUS317
7.98
SUS420J1
7.75
SUS317L
7.98
SUS420J2
7.75
SUS317LN
7.97
SUS440A
7.70
SUS317J1
8.00
SUS630
a)
析出硬化系
SUS317J2
7.98
SUS631
7.93
SUS836L
8.06
注a) 受渡当事者間の協定による。
15
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.3
板の厚さの許容差
厚さの許容差(記号A)は,表20による。ただし,注文者は,表21の厚さの許容差(記号B)又は表
22の厚さの許容差(記号C)を指定することができる。
なお,厚さを測定する箇所は,カットエッジの板の場合,板の縁から15 mm以上内側の任意の点,ミル
エッジの板の場合,帯からの切板は,板の縁から25 mm以上内側の任意の点,その他の板は,幅切断予定
線から内側の任意の点とする。
表20−板の厚さの許容差(記号A)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上 2.50未満
±0.25
±0.30
−
−
−
−
−
2.50以上 3.15未満
±0.30
±0.35
±0.40
−
−
−
−
3.15以上 4.00未満
±0.35
±0.40
±0.45
−
−
−
−
4.00以上 5.00未満
±0.40
±0.45
±0.50
±0.60
±0.80
±1.0
−
5.00以上 6.00未満
±0.50
±0.55
±0.60
±0.70
±0.90
±1.1
−
6.00以上 8.00未満
±0.60
±0.65
±0.65
±0.75
±1.0
±1.2
±1.4
8.00以上 10.0未満
±0.65
±0.65
±0.65
±0.80
±1.2
±1.5
±1.6
10.0以上 16.0未満
±0.70
±0.70
±0.70
±0.85
±1.2
±1.5
±1.6
16.0以上 25.0未満
±0.80
±0.80
±0.80
±0.95
±1.3
±1.5
±1.6
25.0以上 40.0未満
±0.90
±0.90
±0.90
±1.1
±1.3
±1.5
±1.6
40.0以上 63.0未満
±1.0
±1.0
±1.2
±1.2
±1.4
±1.5
±1.6
63.0以上 100未満
±1.1
±1.2
±1.3
±1.3
±1.5
±1.6
±1.7
100 以上 160未満
±1.3
±1.3
±1.4
±1.4
±1.6
±1.7
±1.8
160 以上 200以下
±1.6
±1.6
±1.7
±1.7
±1.9
±2.0
±2.1
表21−板の厚さの許容差(記号B)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上 2.50未満
+0.25
+0.35
−
−
−
−
−
2.50以上 3.15未満
+0.35
+0.45
+0.55
−
−
−
−
3.15以上 4.00未満
+0.45
+0.55
+0.65
−
−
−
−
4.00以上 5.00未満
+0.55
+0.65
+0.75
+0.95
+1.35
+1.75
−
5.00以上 6.00未満
+0.75
+0.85
+0.95
+1.15
+1.55
+1.95
−
6.00以上 8.00未満
+0.95
+1.05
+1.05
+1.25
+1.75
+2.15
+2.55
8.00以上 10.0未満
+1.05
+1.05
+1.05
+1.35
+2.15
+2.75
+2.95
10.0以上 16.0未満
+1.15
+1.15
+1.15
+1.45
+2.15
+2.75
+2.95
16.0以上 25.0未満
+1.35
+1.35
+1.35
+1.65
+2.35
+2.75
+2.95
25.0以上 40.0未満
+1.55
+1.55
+1.55
+1.95
+2.35
+2.75
+2.95
40.0以上 63.0未満
+1.75
+1.75
+2.15
+2.15
+2.55
+2.75
+2.95
63.0以上 100未満
+1.95
+2.15
+2.35
+2.35
+2.75
+2.95
+3.15
100 以上 160未満
+2.35
+2.35
+2.55
+2.55
+2.95
+3.15
+3.35
160 以上 200以下
+2.95
+2.95
+3.15
+3.15
+3.55
+3.75
+3.95
マイナス側の許容差は,0.25 mmとする。
16
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表22−板の厚さの許容差(記号C)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上 2.50未満
+0.50
+0.60
−
−
−
−
−
2.50以上 3.15未満
+0.60
+0.70
+0.80
−
−
−
−
3.15以上 4.00未満
+0.70
+0.80
+0.90
−
−
−
−
4.00以上 5.00未満
+0.80
+0.90
+1.0
+1.2
+1.6
+2.0
−
5.00以上 6.00未満
+1.0
+1.1
+1.2
+1.4
+1.8
+2.2
−
6.00以上 8.00未満
+1.2
+1.3
+1.3
+1.5
+2.0
+2.4
+2.8
8.00以上 10.0未満
+1.3
+1.3
+1.3
+1.6
+2.4
+3.0
+3.2
10.0以上 16.0未満
+1.4
+1.4
+1.4
+1.7
+2.4
+3.0
+3.2
16.0以上 25.0未満
+1.6
+1.6
+1.6
+1.9
+2.6
+3.0
+3.2
25.0以上 40.0未満
+1.8
+1.8
+1.8
+2.2
+2.6
+3.0
+3.2
40.0以上 63.0未満
+2.0
+2.0
+2.4
+2.4
+2.8
+3.0
+3.2
63.0以上 100未満
+2.2
+2.4
+2.6
+2.6
+3.0
+3.2
+3.4
100 以上 160未満
+2.6
+2.6
+2.8
+2.8
+3.2
+3.4
+3.6
160 以上 200以下
+3.2
+3.2
+3.4
+3.4
+3.8
+4.0
+4.2
マイナス側の許容差は,0 mmとする。
表23−板の質量の算出に用いる加算値(記号Bに適用)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上 2.50未満
0
0.05
−
−
−
−
−
2.50以上 3.15未満
0.05
0.10
0.15
−
−
−
−
3.15以上 4.00未満
0.10
0.15
0.20
−
−
−
−
4.00以上 5.00未満
0.15
0.20
0.25
0.35
0.55
0.75
−
5.00以上 6.00未満
0.25
0.30
0.35
0.45
0.65
0.85
−
6.00以上 8.00未満
0.35
0.40
0.40
0.50
0.75
0.95
1.15
8.00以上 10.0未満
0.40
0.40
0.40
0.55
0.95
1.25
1.35
10.0以上 16.0未満
0.45
0.45
0.45
0.60
0.95
1.25
1.35
16.0以上 25.0未満
0.55
0.55
0.55
0.70
1.05
1.25
1.35
25.0以上 40.0未満
0.65
0.65
0.65
0.85
1.05
1.25
1.35
40.0以上 63.0未満
0.75
0.75
0.95
0.95
1.15
1.25
1.35
63.0以上 100未満
0.85
0.95
1.05
1.05
1.25
1.35
1.45
100 以上 160 未満
1.05
1.05
1.15
1.15
1.35
1.45
1.55
160 以上 200 以下
1.35
1.35
1.45
1.45
1.65
1.75
1.85
17
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表24−板の質量の算出に用いる加算値(記号Cに適用)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2 000以上
2 500未満
2 500以上
3 150未満
3 150以上
4 000以下
2.00以上 2.50未満
0.25
0.30
−
−
−
−
−
2.50以上 3.15未満
0.30
0.35
0.40
−
−
−
−
3.15以上 4.00未満
0.35
0.40
0.45
−
−
−
−
4.00以上 5.00未満
0.40
0.45
0.50
0.60
0.80
1.0
−
5.00以上 6.00未満
0.50
0.55
0.60
0.70
0.90
1.1
−
6.00以上 8.00未満
0.60
0.65
0.65
0.75
1.0
1.2
1.4
8.00以上 10.0未満
0.65
0.65
0.65
0.80
1.2
1.5
1.6
10.0以上 16.0未満
0.70
0.70
0.70
0.85
1.2
1.5
1.6
16.0以上 25.0未満
0.80
0.80
0.80
0.95
1.3
1.5
1.6
25.0以上 40.0未満
0.90
0.90
0.90
1.1
1.3
1.5
1.6
40.0以上 63.0未満
1.0
1.0
1.2
1.2
1.4
1.5
1.6
63.0以上 100未満
1.1
1.2
1.3
1.3
1.5
1.6
1.7
100 以上 160 未満
1.3
1.3
1.4
1.4
1.6
1.7
1.8
160 以上 200 以下
1.6
1.6
1.7
1.7
1.9
2.0
2.1
9.4
板の幅の許容差
板の幅の許容差は,カットエッジの板は表25,ミルエッジの板は表26による。
表25−カットエッジの板の幅の許容差
単位 mm
切断方法に
よる区分
厚さ
幅2 000未満
幅2 000以上
長さ
3 500以下
長さ
3 500を超え
6 000以下
長さ
6 000を超え
るもの
長さ
3 500以下
長さ
3 500を超え
6 000以下
長さ
6 000を超え
るもの
火炎切断
2.50以上
+5
+5
+5
+5
+5
+5
100未満
〜+30
〜+45
〜+55
〜+45
〜+50
〜+60
100以上
+5
+5
+5
+5
+5
+5
200以下
〜+60
〜+60
〜+60
〜+60
〜+60
〜+60
火炎切断
以外による
切断
10.0未満
+10
0
+15
0
+20
0
+15
0
+15
0
+25
0
10.0以上
20.0未満
+10
0
+20
0
+20
0
+20
0
+20
0
+25
0
20.0以上
28.0未満
+15
0
+20
0
+20
0
+20
0
+20
0
+25
0
28.0以上
100未満
+25
0
+40
0
+50
0
+40
0
+45
0
+55
0
100以上
200以下
+55
0
+55
0
+55
0
+55
0
+55
0
+55
0
火炎切断の幅の許容差は,長さが1 000 mm以下であれば受渡当事者間で協定してもよい。火炎切断とは粉末を使
用した切断方法をいう。火炎切断以外の切断とは,機械切断,プラズマ切断,レーザー切断,ウォータージェット
切断などを用いる切断方法をいう。
なお,マイナス側の許容差については,受渡当事者間で協議できる。
18
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表26−ミルエッジの板の幅の許容差
単位 mm
幅
ミルエッジの帯からの切断
圧延ままの板
100未満
±1
−
100以上
250未満
±2
−
250以上
400未満
±5
+規定せず
0
400以上
630未満
+20
0
+規定せず
0
630以上 1 000未満
+25
0
+規定せず
0
1 000以上
+30
0
+規定せず
0
9.5
板の長さの許容差
板の長さの許容差は,表27による。
なお,圧延ままの板の長さの許容差は,表28による。
表27−板の長さの許容差
単位 mm
切断方法に
よる区分
厚さ
長さ
3 500以下
長さ
3 500を超え6 000以下
長さ
6 000を超えるもの
幅2 000
未満
幅2 000
以上
幅2 000
未満
幅2 000
以上
幅2 000
未満
幅2 000
以上
火炎切断
2.50以上
100未満
+5
〜+30
+5
〜+45
+5
〜+45
+5
〜+50
+5
〜+60
+5
〜+60
100以上
200以下
+5
〜+60
+5
〜+60
+5
〜+60
+5
〜+60
+5
〜+60
+5
〜+60
火炎切断以外
による切断
10.0未満
+10
0
+15
0
+15
0
+20
0
+30
0
+35
0
10.0以上
20.0未満
+15
0
+20
0
+20
0
+25
0
+35
0
+40
0
20.0以上
28.0未満
+15
0
+20
0
+20
0
+25
0
+35
0
+40
0
28.0以上
100未満
+25
0
+40
0
+40
0
+45
0
+55
0
+55
0
100以上
200以下
+55
0
+55
0
+55
0
+55
0
+55
0
+55
0
火炎切断の長さ許容差は,長さが1 000 mm以下であれば受渡当事者間で協定してもよい。火炎切断とは粉末
を使用した切断方法をいう。火炎切断以外の切断とは,機械切断,プラズマ切断,レーザー切断,ウォーター
ジェット切断などを用いる切断方法をいう。
なお,マイナス側の許容差については,受渡当事者間で協議できる。
表28−圧延ままの板の長さの許容差
単位 mm
厚さ
長さの許容差
2.50以上
200 未満
+規定せず
0
19
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.6
板の平たん度
板の平たん度は,注文者の要求がある場合に測定し,板の平たん度の最大値は,表29による。
なお,注文者は,平たん度の最大値(記号EF)を別に指定することができる。
板の平たん度の測定は,板を水平面に自重だけで置き,板の下面と水平面との距離を測定し,板長さ
3 500 mm当たりの最大距離を平たん度とする。
表29−板の平たん度の最大値
単位 mm
幅
長さ
平たん度の最大値
平たん度の最大値(記号EF)
1 000以下
2 000以下
2 000を超えるもの
15
20
3
6
1 000を超え 1 600以下
2 000以下
2 000を超えるもの
20
20
6
6
1 600を超え 2 000以下
2 000以下
2 000を超えるもの
25
35
−
−
2 000を超え 2 500以下
2 000を超えるもの
40
−
2 500を超え 3 150以下
2 500を超えるもの
45
−
3 150を超えるもの
3 150を超えるもの
50
−
この表は,任意の長さ3 500 mmについて適用し,長さ3 500 mm未満の場合は,全長に対して適用する。
9.7
帯の厚さの許容差
帯の厚さの許容差は,次による。
a) 帯の厚さの許容差は,表30による。ただし,注文者は,表31の厚さの許容差(記号ET)を指定する
ことができる。
帯の厚さを測定する箇所は,ミルエッジにおいては,幅50 mm以上の場合,帯の縁から25 mm以
上内側の任意の点,また幅50 mm未満の場合,幅の中央とする。カットエッジにおいては,幅30 mm
以上の場合,帯の縁から15 mm以上内側の任意の点,また幅30 mm未満の場合,幅の中央とする。
なお,この場合,帯の先頭及び末端の正常でない部分には適用しない。
b) 幅600 mm以上の帯について,表30又は表31に代えて,表32の厚さの許容差(記号ST)を適用す
ることができる。その場合の厚さの測定位置は,ミルエッジの場合,帯の縁から40 mm以上内側の任
意の点,カットエッジの場合,帯の縁から25 mm以上内側の任意の点とする。
なお,幅600 mm以上の再圧延用の帯について,注文者は表33の同一帯内の厚さ変動許容差を指定
することができる。この場合の板厚変動の測定は,ミルエッジの場合,帯の縁から40 mm以上内側,
カットエッジの場合,帯の縁から25 mm以上内側で,帯の縁から等距離の任意の線上で実施する。
20
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表30−帯の厚さの許容差
単位 mm
厚さ
幅
1 000未満
1 000以上 1 250未満
1 250以上 1 600以下
2.00以上 2.50未満
±0.25
±0.30
−
2.50以上 3.15未満
±0.30
±0.35
±0.40
3.15以上 4.00未満
±0.35
±0.40
±0.45
4.00以上 5.00未満
±0.40
±0.45
±0.50
5.00以上 6.00未満
±0.50
±0.55
±0.60
6.00以上 8.00未満
±0.60
±0.65
±0.65
8.00以上 10.00以下
±0.65
±0.65
±0.65
表31−帯の厚さの許容差(記号ET)
単位 mm
厚さ
幅
250未満
250以上
400未満
400以上
630未満
630以上
800未満
800以上
1 000未満
1 000以上
1 250未満
1 250以上
1 600以下
2.00以上 2.50未満
±0.16
±0.17
±0.18
±0.20
−
−
−
2.50以上 3.15未満
±0.18
±0.19
±0.20
±0.23
±0.25
±0.30
±0.35
3.15以上 4.00未満
±0.20
±0.21
±0.23
±0.26
±0.30
±0.35
±0.40
4.00以上 5.00未満
±0.22
±0.24
±0.26
±0.29
±0.38
±0.40
±0.45
5.00以上 6.00未満
±0.25
±0.27
±0.29
±0.32
±0.45
±0.45
±0.50
6.00以上 8.00以下
−
−
−
−
±0.55
±0.60
±0.60
表32−帯の厚さの許容差(記号ST)
単位 mm
厚さ
幅
1 200以下
1 200を超え1 500以下
1 500を超え1 800以下
A分類a)
B分類b)
A分類a)
B分類b)
A分類a)
B分類b)
2.0未満
±0.22
±0.24
±0.25
±0.27
±0.27
±0.29
2.0以上 2.5未満
±0.23
±0.25
±0.27
±0.29
±0.30
±0.32
2.5以上 3.0未満
±0.26
±0.28
±0.29
±0.31
±0.31
±0.34
3.0以上 4.0未満
±0.29
±0.31
±0.31
±0.34
±0.34
±0.36
4.0以上 5.0未満
±0.31
±0.34
±0.34
±0.36
±0.36
±0.39
5.0以上 6.0未満
±0.34
±0.36
±0.36
±0.39
±0.38
±0.41
6.0以上 8.0未満
±0.38
±0.41
±0.39
±0.42
±0.40
±0.43
8.0以上 10.0未満
±0.42
±0.45
±0.43
±0.46
±0.44
±0.48
10.0以上 13.0未満
±0.46
±0.49
±0.47
±0.50
±0.48
±0.52
13.0以上
受渡当事者間の合意による。
端末を切り捨てないコイルの場合,両端末の合計長さ,L (m)=
)
(mm
90
t
には,適用しない。
ただし,コイル当たり20 mを超えてはならない。tは厚さを表す。
注a) A分類:B分類以外の鋼種。
b) B分類:Niを20 %以上,Moを2 %以上,又はNを0.11 %以上含有する鋼種。
21
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表33−再圧延用の帯の同一帯内の厚さ変動許容差
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600以下
2.00以上 3.00以下
0.20以内
0.27以内
0.33以内
3.00を超え 8.00以下
0.28以内
0.32以内
0.40以内
同一帯内の板厚の変動はなだらかなものとし,視認できるような不連続な変動があってはならな
い。
9.8
帯の幅の許容差
帯の幅の許容差は,表34による。ただし,カットエッジの帯の場合,注文者は,表35の幅の許容差(記
号EW)を指定することができる。
なお,帯の先頭部及び末端部の正常でない部分には適用しない。
表34−帯の幅の許容差
単位 mm
エッジの区分
厚さ
幅
100未満
100以上
160未満
160以上
250未満
250以上
400未満
400以上
630未満
630以上
1 000未満
1 000以上
ミルエッジa)
−
±1
±2
±2
±5
+20
0
+25
0
+30
0
カットエッジb) 6.00未満
+5
0
+5
0
+5
0
+5
0
+10
0
+10
0
+10
0
6.00以上
+10
0
+10
0
+10
0
+10
0
+10
0
+10
0
+10
0
注a) この表以外の値を,受渡当事者間で協定してもよい。
b) 受渡当事者間の協定によって,この表に規定する幅の全許容差範囲と同一の範囲以下でマイナス側に移動し
てもよい。ただし,協定した許容差の上限値は,ゼロより下回ってはならない。
表35−帯の幅の許容差(記号EW)
単位 mm
厚さ
幅
160未満
160以上
250未満
250以上
630以下
3.15未満
±0.3
±0.4
±0.5
3.15以上 6.00以下
±0.5
±0.5
±0.5
9.9
帯の横曲がり
帯の横曲がりは,次による。
a) 帯の横曲がりは,注文者の要求がある場合に測定し,帯の横曲がりの最大値は,表36による。ただし,
帯の先頭部及び末端部の正常でない部分には適用しない。
b) 帯の横曲がりは,ミルエッジの帯には適用しない。
22
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
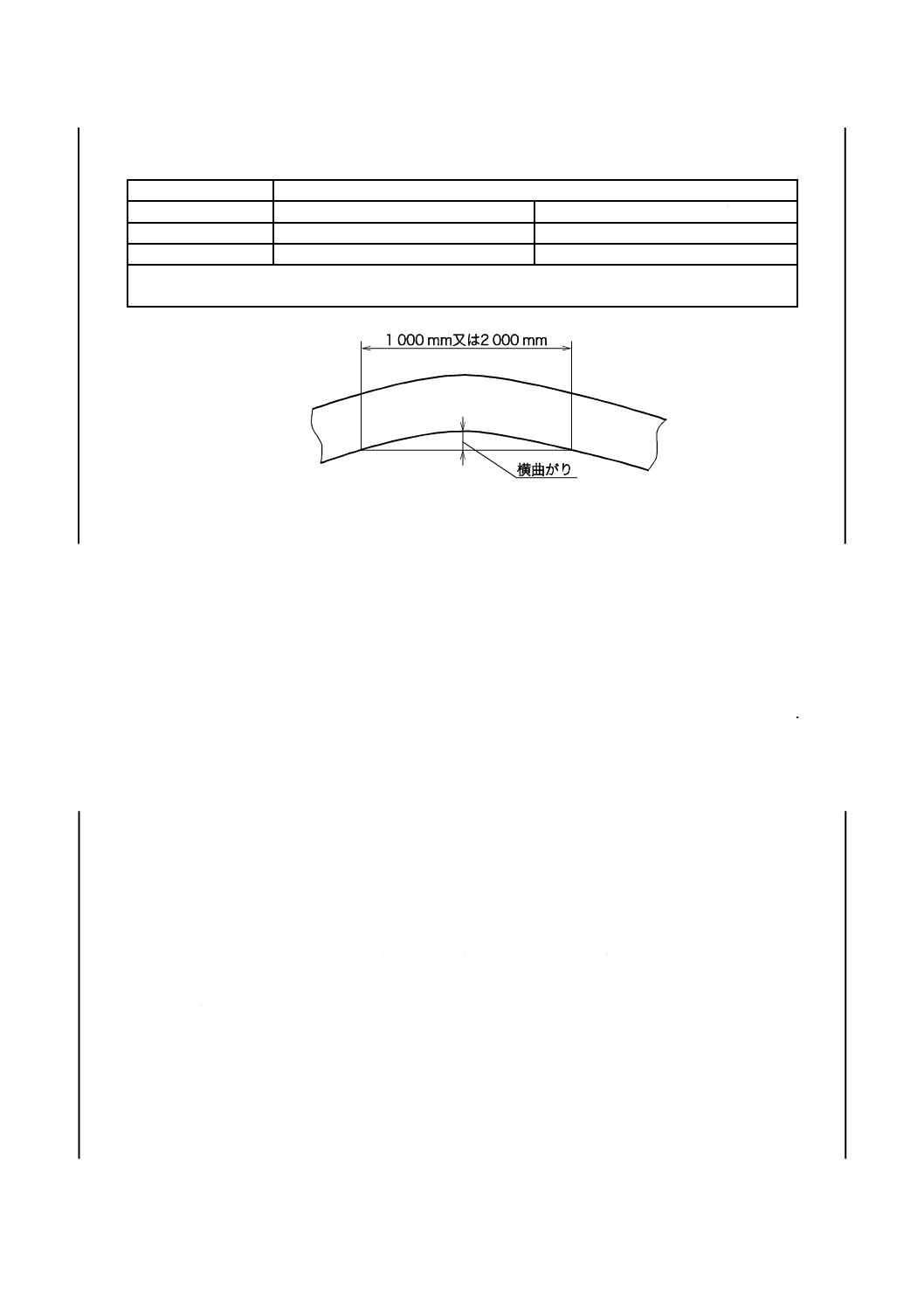
表36−帯の横曲がりの最大値
単位 mm
幅
横曲がりの最大値
40未満
任意の位置の長さ1 000につき2.5
任意の位置の長さ2 000につき10
40以上 630未満
任意の位置の長さ1 000につき2
任意の位置の長さ2 000につき8
630以上
任意の位置の長さ1 000につき1.25
任意の位置の長さ2 000につき5
帯の横曲がりは,図1による。
なお,この表のどちらの数値を適用するかは,製造業者の判断による。
図1−帯の横曲がり
10 外観
外観は,次による。
a) 板及び帯には,使用上有害な欠点があってはならない。ただし,帯の場合は,一般に,欠点を除去す
る機会がないため,若干の正常でない部分を含むことができる。
b) 帯の形状は,一般にきつく巻かれており,その外観は可能な限り円柱状でなければならない。
c) 帯の巻きずれは,片方の端面当たり,ミルエッジの場合は70 mm以内,カットエッジの場合は35 mm
以内とする。ただし,帯の先頭部及び末端部の正常でない部分には適用しない。
11 試験
11.1 分析試験
11.1.1 分析試験の一般事項及び分析試料の採り方
分析試験の一般事項及び分析試料の採り方は,JIS G 0404の箇条8(化学成分)による。注文者が製品
分析を要求した場合の試料の採り方は,JIS G 0321の箇条4(分析用試料採取方法)による。
11.1.2 分析方法
溶鋼分析の方法はJIS G 0320による。製品分析の方法はJIS G 0321による。
11.2 機械試験
11.2.1 試験一般
機械試験の一般事項は,JIS G 0404による。
11.2.2 供試材の採り方
供試材は,同一溶鋼及び同一熱処理条件の板又は帯ごとに1個を採取する。
11.2.3 試験片の数
引張試験,硬さ試験及び曲げ試験の各試験片の数は,供試材1個から各試験片1個とする。

23
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.2.4 試験片
引張試験片,硬さ試験片及び曲げ試験片は,次による。
a) 引張試験片は,JIS Z 2241の4号試験片,10号試験片又は13B号試験片のいずれかを用いる。
なお,14A号試験片,14B号試験片又は5号試験片を用いてもよい。
b) 硬さ試験片は,引張試験片又は曲げ試験片の一部を用いることができる。
c) 曲げ試験片は,JIS Z 2248の1号試験片又は3号試験片を用いる。
11.2.5 試験方法
引張試験,硬さ試験及び曲げ試験の方法は,次による。
a) 引張試験方法は,JIS Z 2241による。ただし,試験温度は23±5 ℃とし,マルテンサイト系以外の引
張強さの測定については,試験片平行部のひずみ増加率が40〜80 %/minになるような引張速度を用い
る。
b) 硬さ試験方法は,次のいずれかによる。ただし,試験温度は23±5 ℃で行う。
1) JIS Z 2243
2) JIS Z 2244
3) JIS Z 2245
c) 曲げ試験方法は,JIS Z 2248による。ただし,試験温度は23±5 ℃で行う。
11.3 腐食試験
11.3.1 供試材の採り方
供試材は,同一溶鋼及び同一熱処理条件の板又は帯ごとに1個を採取する。
11.3.2 試験片の数
試験片の数は,供試材1個から各試験片1個とする。
11.3.3 試験方法
試験方法は,次のいずれかによる。
a) JIS G 0571
b) JIS G 0572
c) JIS G 0573
d) JIS G 0575
12 検査
板及び帯の検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 機械的性質は,箇条6に適合しなければならない。ただし,引張試験,硬さ試験及び曲げ試験は,受
渡当事者間の協定によって,その一部又は全部を省略することができる。
d) 耐食性は,注文者の指定がある場合に適用し,箇条7に適合しなければならない。
e) 表面仕上げは,箇条8に適合しなければならない。
f)
形状及び寸法は,箇条9に適合しなければならない。
g) 外観は,箇条10に適合しなければならない。
24
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13 表示
検査に合格した板及び帯には,板については1枚ごと又は1結束ごとのいずれかに,帯については1結
束ごとに次の事項を表示する。ただし,受渡当事者間の協定によって,項目の一部を省略することができ
る。
a) 種類の記号
b) 寸法
c) 許容差及び板の平たん度の最大値の記号(許容差の記号B,C,ET,ST又はEW,及び板の平たん度
の最大値の記号EFによったものについては,これを表示する。)
d) 表面仕上げの記号
e) 熱処理の記号(固溶化熱処理を省略した場合,圧延ライン上で固溶化熱処理を行った場合,析出硬化
系の場合並びにマルテンサイト系のうちで特に注文者から指定されたSUS420J2及びSUS440Aの焼入
焼戻しの場合に限る。)
f)
製造業者名又はその略号
g) 溶鋼番号又は検査番号
14 報告
製造業者は,注文者の要求があれば,この規格に規定又は指定された試験の成績表,及び寸法,数量,
納入状態などを記載した報告書を注文者に提出しなければならない。報告書には電送などの電子媒体も含
める。ただし,検査文書の種類は,JIS G 0415の表1(検査文書の総括表)の2.3(受渡試験報告書)又は
3.1.B(検査証明書3.1.B)とする。
25
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
ステンレス鋼の熱処理
序文
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
板及び帯の熱処理条件を参考として以下に示す。
JA.1 熱処理条件
表JA.1〜表JA.5に熱処理条件を示す。
表JA.1−オーステナイト系の熱処理条件
単位 ℃
種類の記号
固溶化熱処理
種類の記号
固溶化熱処理
SUS301
SUS301L
SUS301J1
SUS302B
SUS303
SUS304
SUS304Cu
SUS304L
SUS304N1
SUS304N2
SUS304LN
SUS304J1
SUS304J2
SUS305
SUS309S
SUS310S
SUS312L
SUS315J1
SUS315J2
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 030〜1 150急冷
1 030〜1 180急冷
1 030〜1 180急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
SUS316
SUS316L
SUS316N
SUS316LN
SUS316Ti a)
SUS316J1
SUS316J1L
SUS317
SUS317L
SUS317LN
SUS317J1
SUS317J2
SUS836L
SUS890L
SUS321 a)
SUS347 a)
SUSXM7
SUSXM15J1
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
920〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
1 030〜1 180急冷
1 030〜1 180急冷
1 030〜1 180急冷
1 030〜1 180急冷
920〜1 150急冷
980〜1 150急冷
1 010〜1 150急冷
1 010〜1 150急冷
注a) SUS316Ti,SUS321及びSUS347については,注文者が安定化熱処理を指定す
ることがある。この場合の熱処理温度は,850〜930 ℃が用いられる。
表JA.2−オーステナイト・フェライト系の熱処理条件
単位 ℃
種類の記号
固溶化熱処理
SUS329J1
SUS329J3L
SUS329J4L
950〜1 100急冷
950〜1 100急冷
950〜1 100急冷
26
G 4304:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.3−フェライト系の熱処理条件
単位 ℃
種類の記号
焼なまし
種類の記号
焼なまし
SUS405
SUS410L
SUS429
SUS430
SUS430LX
SUS430J1L
SUS434
SUS436L
780〜830急冷又は徐冷
700〜820急冷又は徐冷
780〜850急冷又は徐冷
780〜850急冷又は徐冷
780〜950急冷又は徐冷
800〜1 050急冷
780〜850急冷又は徐冷
800〜1 050急冷
SUS436J1L
SUS443J1
SUS444
SUS445J1
SUS445J2
SUS447J1
SUSXM27
800〜1 050急冷
800〜1 050急冷
800〜1 050急冷
850〜1 050急冷
850〜1 050急冷
900〜1 050急冷
900〜1 050急冷
表JA.4−マルテンサイト系の熱処理条件
単位 ℃
種類の記号
熱処理
焼なまし
焼入れ
焼戻し
SUS403
SUS410
SUS410S
SUS420J1
SUS420J2
SUS440A
約750急冷又は800〜900徐冷
約750急冷又は800〜900徐冷
約750急冷又は800〜900徐冷
約750急冷又は800〜900徐冷
約750急冷又は800〜900徐冷
約750急冷又は800〜900徐冷
−
−
−
−
980〜1 040急冷
1 010〜1 070急冷
−
−
−
−
150〜400空冷
150〜400空冷
表JA.5−析出硬化系の熱処理条件
種類の記号
熱処理
種類
記号
条件
SUS630 a)
固溶化熱処理
S
1 020〜1 060 ℃急冷
析出硬化処理
H900
470〜490 ℃空冷
H1025
540〜560 ℃空冷
H1075
570〜590 ℃空冷
H1150
610〜630 ℃空冷
SUS631
固溶化熱処理
S
1 000〜1 100 ℃急冷
析出硬化処理
RH950
955±10 ℃に10分間保持,室温まで空冷,24時間以内に
−73±6 ℃に冷却し8時間保持,510±10 ℃に60分間保持後
空冷
TH1050
760±15 ℃に90分間保持,1時間以内に15 ℃以下に冷却し
30分間保持,565±10 ℃に90分間保持後空冷
注a) SUS630については,固溶化熱処理及び析出硬化処理以外の熱処理を受渡当事者間で協定されること
がある。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS G 4304:2012 熱間圧延ステンレス鋼板及び鋼帯
ISO 16143-1:2004 Stainless steels for general purposes−Part 1: Flat products
ISO 9444-1:2009 Continuously hot-rolled stainless steel−Tolerances on dimensions
and form−Part 1: Narrow strip and cut lengths
ISO 9444-2:2009 Continuously hot-rolled stainless steel−Tolerances on dimensions
and form−Part 2: Wide strip and sheet/plate
ISO 18286:2008 Hot-rolled stainless steel plates−Tolerances on dimensions and
shape
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
熱間圧延の,ステンレス
鋼板(以下,板という)
及びステンレス鋼帯(以
下,帯という)について
規定。
ISO
16143-1
1
一般用途向け熱間圧延及
び冷間圧延ステンレス薄
板,厚板/及び鋼帯につ
いて規定。
削除
JISでは,熱間圧延ステンレス
鋼板及び鋼帯について規定。
JISは,冷間圧延ステンレス鋼板
及び鋼帯についてJIS G 4305で規
定しており,実質的な差異はな
い。
2 引用規
格
3 種類の
記号
オーステナイト系,オー
ステナイト・フェライト
系,フェライト系,マル
テンサイト系及び析出
硬化系の63種類の記号
及び分類を規定。
ISO
16143-1
4,6
ISO規格の記号体系によ
る。
オーステナイト系,オー
ステナイト・フェライト
系,フェライト系,マル
テンサイト系及び析出硬
化系の41種類の記号及び
分類を規定。
変更
JISとISO規格の記号体系が異
なる。
各国は,それぞれの記号体系をも
ち,それらはその市場に定着して
いる。2003年に制定されたISO/TS
4949は,各国それぞれの記号体系
に従うことを認めている。
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 製造方
法
熱間圧延後の板及び帯
の処理方法を規定。
ISO
16143-1
7.1
7.2
注文時に特に合意されて
いなければ,製鋼方法は
製造業者の自由裁量。
製造方法と表面仕上げの
種類を規定。
削除
JISでは,熱間圧延ステンレス
鋼板及び鋼帯の製造方法につい
て規定。
JISは,冷間圧延ステンレス鋼板
及び鋼帯についてJIS G 4305で規
定しており,実質的な差異はな
い。
5 化学成
分
オーステナイト系37種
類,オーステナイト・フ
ェライト系3種類,フェ
ライト系15種類,マル
テンサイト系6種類及び
析出硬化系2種類の,計
63種類の化学成分値を
規定。
7.3
オーステナイト系26種
類,オーステナイト・フ
ェライト系5種類,フェ
ライト系5種類,マルテ
ンサイト系4種類,析出
硬化系1種類の,計41種
類の化学成分値を規定。
変更
JISで規定されている63種類の
うち,20種類がISO規格にも規
定されており,ISO規格にない
鋼種は43種類。また,ISO規格
で規定されている41種類のう
ち,23種類がJISにも規定され
ており,JISにない鋼種は18種
類(共通鋼種数が,JISでは20
種類,ISO規格では23種類と不
整合な理由:JISの1鋼種がISO
規格の2鋼種に対応している種
類が3種類あるため。)。
JISは,ISO規格で規定されてい
る鋼種から国内ニーズのない鋼
種を削除し,国内に定着している
JIS固有鋼種を規定していること
から,JIS規定内容のままとする。
次回ISO規格見直し時,改正提案
の要否を検討する。
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 機械的
性質
オーステナイト系,オー
ステナイト・フェライト
系については,耐力,引
張強さ,伸び及び硬さを
規定。フェライト系につ
いては,耐力,引張強さ,
伸び,硬さ及び曲げ性を
規定。マルテンサイト系
については,焼なまし状
態の耐力,引張強さ,伸
び,硬さ及び曲げ性を規
定し,焼入焼戻し状態の
硬さを規定。析出硬化系
については,固溶化熱処
理状態,及び析出硬化処
理状態の耐力,引張強
さ,伸び及び硬さを規
定。
ISO
16143-1
7.5
オーステナイト系につい
ては0.2 %耐力,1.0 %耐
力,引張強さ及び伸びに
ついて規定。オーステナ
イト・フェライト系及び
フェライト系について
は,0.2 %耐力,引張強さ
及び伸びについて規定。
マルテンサイト系につい
ては,焼なまし状態の引
張強さ,曲げ及び焼入焼
戻し状態の0.2 %耐力,引
張強さ,伸び及び硬さを
規定。
変更
JISでは,全ての種類について,
硬さを規定している。ISO規格
では,オーステナイト系につい
て,硬さ規定がなく,1.0 %耐力
を規定している。また,焼入焼
戻し状態のマルテンサイト系に
ついて,硬さだけでなく0.2 %
耐力,引張強さ,伸びを規定し
ている。ISO規格は,析出硬化
系の熱間圧延材の機械的性質を
規定していない。
製品規格として必要な規定項目
及び規定内容を定めている。JIS
は,全ての種類の機械的性質につ
いて,硬さを共通規定項目として
おり一貫性があることから,JIS
規定内容のままとする。
次回ISO規格見直し時,改正提案
の要否を検討する。
7 耐食性
粒界腐食試験による耐
食性について規定。粒界
腐食試験方法として,し
ゅう酸エッチング試験,
硫酸・硫酸第二鉄腐食試
験,65 %硝酸腐食試験,
硫酸・硫酸銅腐食試験の
4種類を規定。
7.4
オーステナイト系,オー
ステナイト・フェライト
系及びフェライト系に適
用する粒界腐食試験によ
る耐食性を規定。粒界腐
食試験方法として,16 %
硫酸−硫酸銅腐食試験,
35 %硫酸−硫酸銅腐食試
験,40 %硫酸−硫酸第二
鉄腐食試験の3種類を規
定。
変更
腐食試験方法が異なる。
JISは,国内に定着しているJIS
腐食試験方法を規定しているこ
とから,JIS規定内容のままとす
る。
次回ISO規格見直し時,改正提案
の要否を検討する。
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 耐食性
(続き)
腐食試験の実施有無及
び判定値は,受渡当事者
間協定。
ISO
16143-1
8
腐食試験の実施有無は,
受渡当事者間協定だが,
実施した場合は,ISO
3651-2を満足することが
求められる。
変更
8 表面仕
上げ
表面仕上げについて規
定(表15)。
7.2
製造方法と表面状態につ
いて規定。
変更
JISでは,熱間圧延ステンレス
鋼板及び鋼帯について規定。
JISは,冷間圧延ステンレス鋼板
及び鋼帯についてJIS G 4305で規
定しており,実質的な差異はな
い。
JISとISO規格の記号体系が異
なる。
各国は,それぞれの記号体系をも
ち,それらはその市場に定着して
いる。2003年に制定されたISO/TS
4949は,各国それぞれの記号体系
に従うことを認めている。
9 形状・寸
法,質量及
び許容差
9.1 標準寸法
板の標準寸法(表16)及
び帯の標準厚さ(表17)
を規定。
−
−
追加
JISでは,標準寸法を規定し,
ISO規格では受渡当事者間協
定。
JISは,共通化が可能な範囲で規
格化していることから,JIS規定
内容のままとする。
次回ISO規格見直し時,改正提案
の要否を検討する。
9.2 板の質量の算出
板の質量及びその算出
方法を規定(表18,表
19)。
7.9
ISO/TS 15510の密度(JIS
で規定する基本質量)を
引用。
変更
基本質量が異なる。
JISは,国内に定着している基本
質量を規定していることから,JIS
規定内容のままとする。
次回ISO規格見直し時,改正提案
の要否を検討する。
ISO
18286
8
ISO/TS 15510の密度(JIS
で規定する基本質量)を
引用。
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 形状・寸
法,質量及
び許容差
(続き)
9.3 板の厚さの許容差
許容差を表20(記号A)
に規定。ただし,注文者
は,表21(記号B)又は
表22(記号C)の許容差
を指定することもでき
る。カットエッジ又はミ
ルエッジごとに,測定位
置を規定。
ISO
9444-1
6
14
鋼帯及び鋼板の,一般許
容差及びFine許容差を規
定。
カットエッジ又はミルエ
ッジごとに,測定位置を
規定。
変更
厚さ,幅の区分及び厚さの許容
差が異なる
厚さ測定位置が異なる。
JISは,国内に定着している形
状・寸法許容差を規定しているこ
とから,JIS規定内容のままとす
る。
次回ISO規格見直し時,改正提案
の要否を検討する。
ISO
9444-2
6
14
鋼帯及び鋼板の,許容差
を規定。
カットエッジ又はミルエ
ッジごとに,測定位置を
規定。
ISO
18286
6.1
9.2
鋼板の厚さの許容差を規
定。
厚さの測定位置を規定。
9.4 板の幅の許容差
切断方法に分け許容差
を規定(表25)。また,
ミルエッジの許容差を
規定(表26)。
ISO
9444-1
7
鋼帯及び鋼板の,カット
エッジ及びミルエッジの
幅の許容差を規定。
変更
厚さ,幅の区分及び幅の許容差
が異なる。
ISO規格には,切断方法による
区分がない。
ISO
9444-2
7
鋼帯及び鋼板の,カット
エッジ及びミルエッジの
幅の許容差を規定。
ISO
18286
6.2
切断方法に分け,鋼板の
幅及び長さ許容差を規
定。
変更
厚さ,幅の区分及び幅の許容差
が異なる。
9.5 板の長さの許容差
切断方法に分け許容差
を規定(表27)。また,
圧延ままの長さ許容差
を規定(表28)。
ISO
9444-1
8
鋼板の長さ許容差を規
定。
変更
厚さ,長さ区分及び長さの許容
差が異なる。
ISO規格には,切断方法による
区分がない。
ISO
9444-2
8
鋼板の長さ許容差を規
定。
ISO
18286
6.2
切断方法に分け,鋼板の
幅及び長さ許容差を規
定。
変更
厚さ,長さ区分及び長さの許容
差が異なる。
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 形状・寸
法,質量及
び許容差
(続き)
9.6 板の平たん度
平たん度を規定(表29)。
なお,注文者は,記号EF
の平たん度を指定でき
る。
ISO
9444-1
11
鋼板の平たん度の許容差
を規定。
変更
平たん度の許容差が異なる。
JISは,国内に定着している形
状・寸法許容差を規定しているこ
とから,JIS規定内容のままとす
る。
次回ISO規格見直し時,改正提案
の要否を検討する。
ISO
9444-2
11
鋼板の平たん度の許容差
を規定。
変更
ISO
18286
7.2
鋼板の平たん度の一般許
容差,及びS Class許容差
を規定。
変更
平たん度の測定方法を
規定。
ISO
9444-1
19
一致
−
ISO
9444-2
19
ISO
18286
9.7
9.7 帯の厚さの許容差
a) 帯の厚さの許容差を
表30に規定。ただ
し,注文者は,表31
(記号ET)の許容差
を指定することもで
きる。
ISO
9444-1
6
鋼帯及び鋼板の,一般許
容差,及びFine許容差を
規定。
変更
厚さ,幅の区分及び厚さの許容
差が異なる。
JISは,国内に定着している形
状・寸法許容差を規定しているこ
とから,JIS規定内容のままとす
る。
次回ISO規格見直し時,改正提案
の要否を検討する。
ISO
9444-2
6
鋼帯及び鋼板の,許容差
を規定。
9.7 帯の厚さの許容差
b) 広幅の帯(再圧延用
を含む)の厚さの測
定をISO規格の測定
位置で行う場合の,
許容差を規定(表32
及び表33)。
ISO
9444-1
6
再圧延用の帯の同一帯内
の厚さの変動許容差を規
定。
変更
幅区分及び厚さの許容差が異な
る。
ISO
9444-2
6
再圧延用の帯の同一帯内
の厚さの変動許容差を規
定。
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 形状・寸
法,質量及
び許容差
(続き)
カットエッジ又はミル
エッジごとに,測定位置
を規定。
ISO
9444-1
14
カットエッジ又はミルエ
ッジごとに,測定位置を
規定。
変更
厚さ測定位置が異なる。
JISは,国内に定着している形
状・寸法許容差を規定しているこ
とから,JIS規定内容のままとす
る。
次回ISO規格見直し時,改正提案
の要否を検討する。
ISO
9444-2
14
カットエッジ又はミルエ
ッジごとに,測定位置を
規定。
9.8 帯の幅の許容差
許容差を表34に規定。
ただし,カットエッジの
場合,注文者は,表35
(記号EW)の許容差を
指定できる。
ISO
9444-1
7
鋼帯及び鋼板の,カット
エッジ及びミルエッジの
幅の許容差を規定。
変更
厚さ,幅の区分及び幅の許容差
が異なる。
ISO
9444-2
7
鋼帯及び鋼板の,カット
エッジ及びミルエッジの
幅の許容差を規定。
9.9 帯の横曲がり
任意の位置の長さ
1 000 mm又は2 000 mm
に対する,横曲がりの最
大値を規定(表36)。
ISO
9444-1
9
厚さ2 mm未満の鋼板及
び全ての鋼帯は,発注時
の合意によるとし,厚さ
2 mm以上の鋼板の長さ
2 500 mm当たりの許容差
を規定。
変更
横曲がり測定の基準長さが異な
る。許容差,適用サイズなどが
異なる。
JISには,板の横曲がりの規定
がない。
ISO
9444-2
9
鋼板及び鋼帯の長さ
5 000 mmを基準とし,許
容差を規定。
帯の横曲がり測定方法
を図示(図1)。
ISO
9444-1
17
横曲がりの測定方法を規
定
変更
JISでは,図を変更している。
ISO
9444-2
17
横曲がりの測定方法を規
定
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 形状・寸
法,質量及
び許容差
(続き)
−
ISO
9444-1
15
幅の測定方法を規定。
削除
JISには,幅の測定方法に関す
る規定がない。
JISは,国内に定着している形
状・寸法許容差を規定しているこ
とから,JIS規定内容のままとす
る。
次回ISO規格見直し時,改正提案
の要否を検討する。
ISO
9444-2
15
幅の測定方法を規定。
ISO
18286
9.3
幅の測定方法を規定。
−
ISO
9444-1
16
長さの測定方法を規定。
削除
JISには,長さの測定方法に関
する規定がない。
ISO
9444-2
16
長さの測定方法を規定。
ISO
18286
9.4
長さの測定方法を規定。
−
ISO
18286
7.1
9.5
鋼板の横曲がりを規定
横曲がりの測定方法を規
定
削除
JISには,板の横曲がりの規定
がない。
−
ISO
9444-1
10
18
鋼板の直角度
直角度測定方法
削除
JISには,板の直角度の規定が
ない
ISO
9444-2
10
18
鋼板の直角度
直角度測定方法
ISO
18286
7.1
9.6
鋼板の直角度
直角度測定方法
10 外観
板及び帯は,使用上有害
な欠点がないこと,
ISO
16143-1
7.6
一致
−
及び帯の形状と巻きず
れの限度を規定。
ISO
9444-1
12
ISO
9444-2
12
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
11 試験
分析試験,機械試験及び
腐食試験方法を規定。機
械試験は,製品状態を供
試材として実施。
ISO
16143-1
8
分析試験,機械試験及び
腐食試験方法を規定。機
械試験は,基本的に製品
状態を供試材とするが,
マルテンサイト系につい
ては,焼入焼戻し状態で
も実施。
変更
機械的性質項目が異なり,腐食
試験方法も異なる。
JISは,国内に定着している機械
的性質項目及び腐食試験方法を
規定していることから,JIS規定
内容のままとする。
次回ISO規格見直し時,改正提案
の要否を検討する。
12 検査
化学成分,機械的性質,
耐食性,表面仕上げ,形
状及び寸法,外観の検査
適合基準を規定。
8
化学成分,機械的性質,
耐食性,形状,寸法及び
外観の検査適合基準を規
定。
変更
検査基準及び頻度が異なる。
JISは,国内に定着している検査
基準及び頻度を規定しているこ
とから,JIS規定内容のままとす
る。
次回ISO規格見直し時,改正提案
の要否を検討する。
13 表示
種類の記号,寸法,熱処
理記号,表面仕上げの記
号,製造業者名又はその
略号,及び溶鋼番号又は
検査番号の表示を規定。
9
種類の記号,製造業者,
溶鋼番号,認識番号及び
検査者の表示を規定。
変更
表示項目が異なる。
JISは,国内に定着している表示
項目を規定していることから,JIS
規定内容のままとする。
次回ISO規格見直し時,改正提案
の要否を検討する。
14 報告
注文者の要求があれば,
製造業者はJIS G 0415に
よる報告書を提出しな
ければならない。
8.2
一致
−
附属書JA
(参考)
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:(ISO 16143-1:2004,ISO 9444-1:2009,ISO 9444-2:2009,ISO 18286:2008,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
1
0
G
4
3
0
4
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。