D 3607-1:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 寸法及び許容差 ················································································································ 2
3.1 内径及び外径 ················································································································ 2
3.2 長さ ···························································································································· 2
4 管の加工工程及びその他の要求事項 ····················································································· 2
4.1 鋼材製造工程 ················································································································ 2
4.2 管の熱処理 ··················································································································· 4
4.3 表面品質 ······················································································································ 4
4.4 外表面処理 ··················································································································· 4
4.5 管の機械的性質 ············································································································· 4
4.6 清浄度 ························································································································· 4
4.7 真直度 ························································································································· 5
4.8 耐食性 ························································································································· 5
5 試験······························································································································· 5
5.1 一般 ···························································································································· 5
5.2 試験適用範囲 ················································································································ 5
5.3 寸法検査 ······················································································································ 6
5.4 機械的性質 ··················································································································· 6
5.5 曲げ試験 ······················································································································ 6
5.6 縦圧試験 ······················································································································ 6
5.7 表面品質 ······················································································································ 6
5.8 内圧試験 ······················································································································ 6
5.9 再試験 ························································································································· 6
5.10 試験成績書 ·················································································································· 6
6 呼び方···························································································································· 7
7 識別及び刻印 ··················································································································· 7
8 こん(梱)包 ··················································································································· 7
附属書A(参考)理論上の最大試験圧力 ··················································································· 8
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 9
D 3607-1:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,公益社団法人自動
車技術会(JSAE)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS D 3607-1:2002は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS D 3607の規格群には,次に示す部編成がある。
JIS D 3607-1 第1部:冷間仕上継目無単層鋼管の要求事項
JIS D 3607-2 第2部:複合鋼管の要求事項
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
D 3607-1:2014
ディーゼル機関−高圧燃料噴射管の鋼管−
第1部:冷間仕上継目無単層鋼管の要求事項
Diesel engines-Steel tubes for high-pressure fuel injection pipes-
Part 1: Requirements for seamless cold-drawn single-wall tubes
序文
この規格は,2011年に第5版として発行されたISO 8535-1を基に,対応する部分(形状及び寸法)に
ついては対応国際規格を翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応国
際規格には規定されていない規定項目(寸法及び機械的性質)を日本工業規格として追加している。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。変更の一覧表に
その説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,ディーゼル機関用(等級第2級。以下,第2級という。)及び燃料噴射ポンプの試験用(等
級第1級。以下,第1級という。)高圧燃料噴射管の冷間仕上継目無単層鋼管(以下,管という。)の寸法
及び要求事項について規定する。
この規格は,ディーゼル機関に適用する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 8535-1:2011,Diesel engines−Steel tubes for high-pressure fuel injection pipes−Part 1:
Requirements for seamless cold-drawn single-wall tubes(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS D 3639 ディーゼル機関−燃料噴射装置の清浄度評価
注記 対応国際規格:ISO 12345,Diesel engines−Cleanliness assessment of fuel injection equipment
(IDT)
JIS Z 2241 金属材料引張試験方法
注記 対応国際規格:ISO 6892-1,Metallic materials−Tensile testing−Part 1: Method of test at room
temperature(MOD)
JIS Z 2244 ビッカース硬さ試験−試験方法
注記 対応国際規格:ISO 6507-1,Metallic materials−Vickers hardness test−Part 1: Test method(MOD)
2
D 3607-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
寸法及び許容差
3.1
内径及び外径
管の内径,外径及びその組合せは,表1による。表1以外の寸法は,受渡当事者間の協定による。内径
及び外径の寸法許容差並びに内径に対する管外径の同心度は,次による。
a) 内径(d)の寸法許容差
d≦4 mm :第1級は,±0.025 mm 1)
:第2級は,±0.05 mm
d>4 mm:第1級,第2級とも±0.1 mm
注記 第1級及び第2級の区別は,箇条1による。
注1) この許容差は,ISO 4093に一致している。
b) 外径(D)の寸法許容差
第1級,第2級とも
D<8 mm:±0.06 mm
D≧8 mm:±0.10 mm
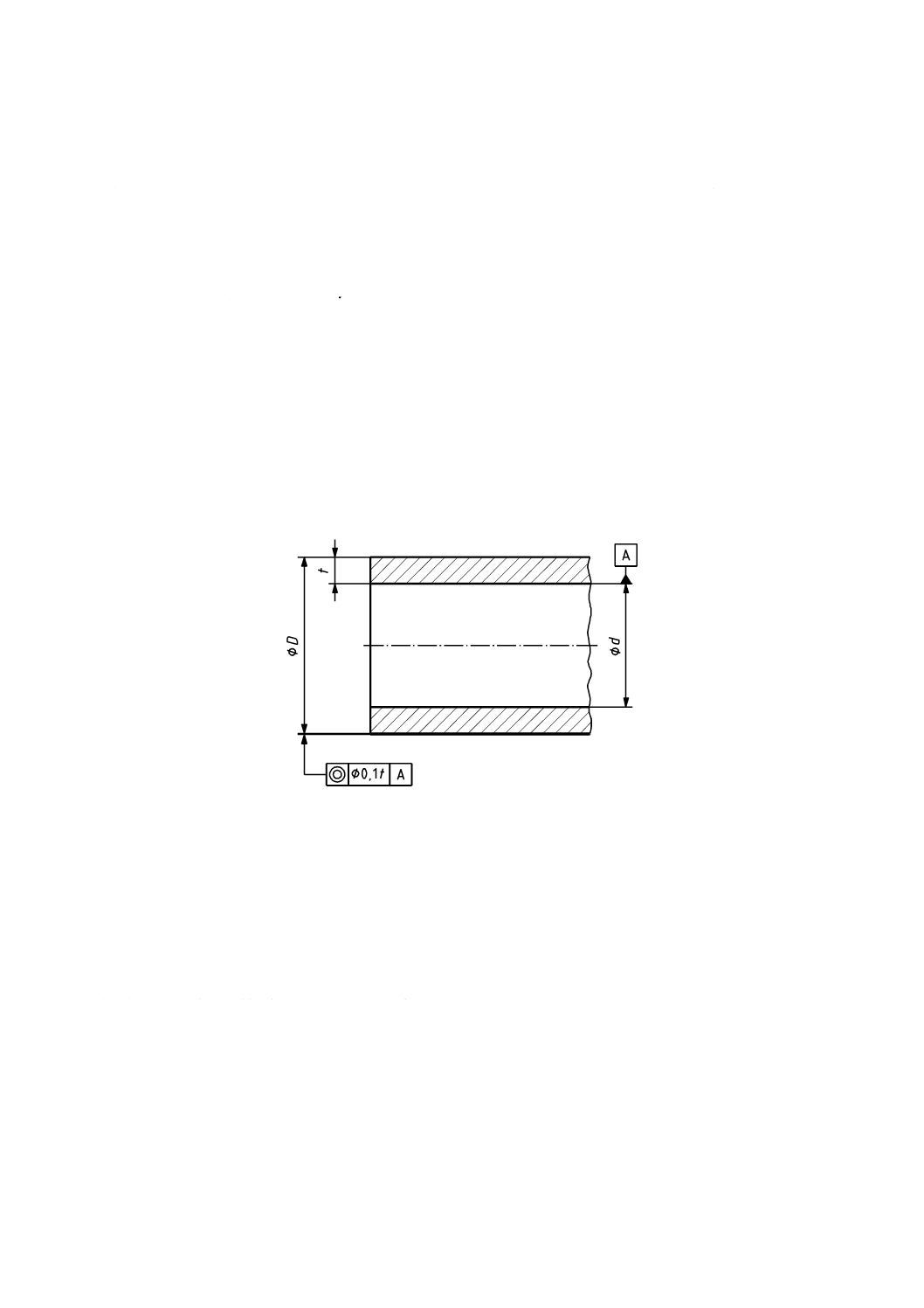
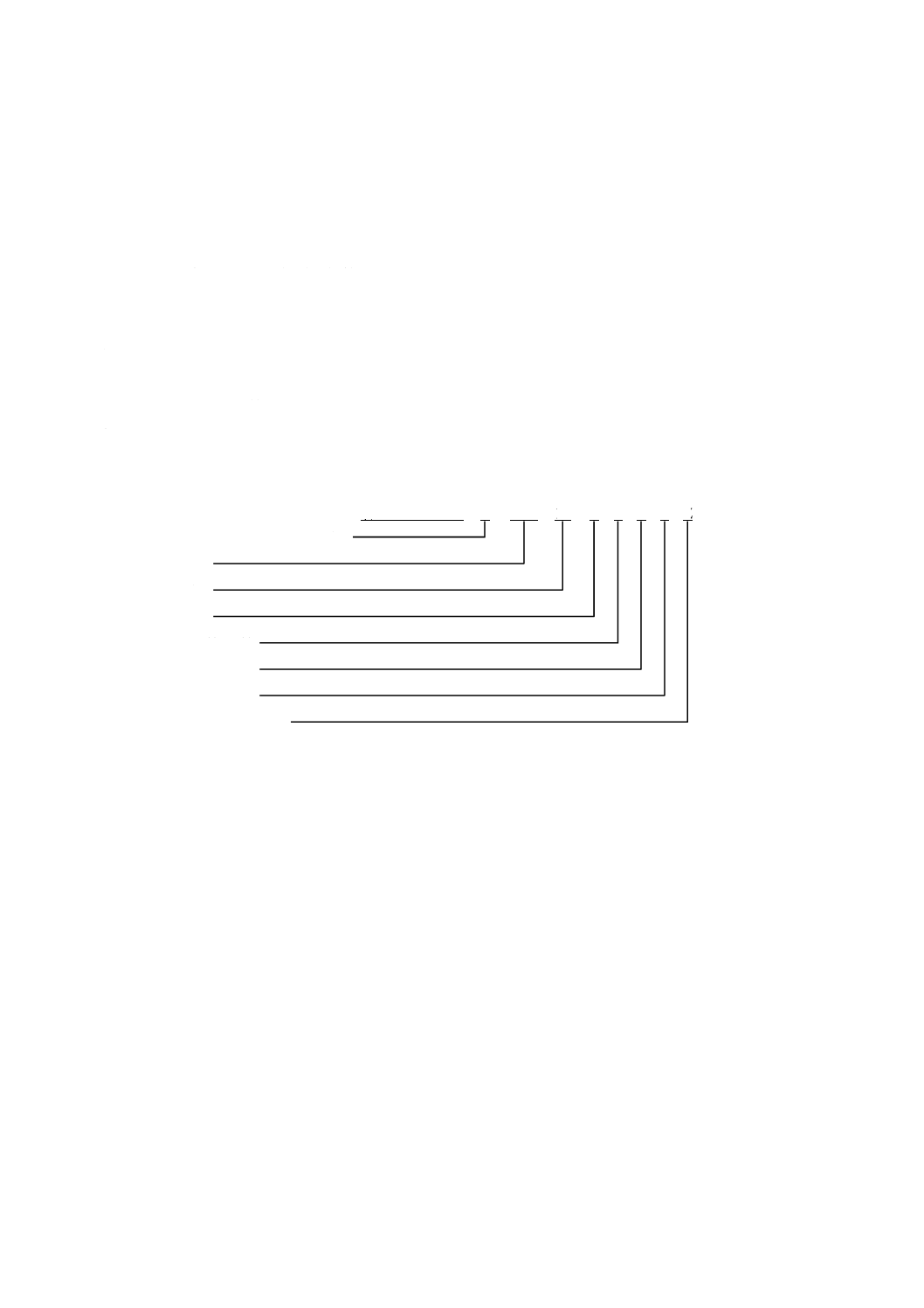
c) 同心度 管内径に対する管外径の同心度の最大値は,図1に示すように管の肉厚tに比例する。
図1−管外径の同心度
3.2
長さ
管の長さ及び長さの許容差は,受渡当事者間の協定による。
4
管の加工工程及びその他の要求事項
4.1
鋼材製造工程
管は,十分均一な組織になることが確認されている製鋼工程で造られた良質の非合金鋼(ISO 4948-1を
参照)又は同等の品質の鋼から造らなければならない。
使用者が要求する場合,供給者は,製造方法及び脱酸工程を報告しなければならない。
3
D 3607-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
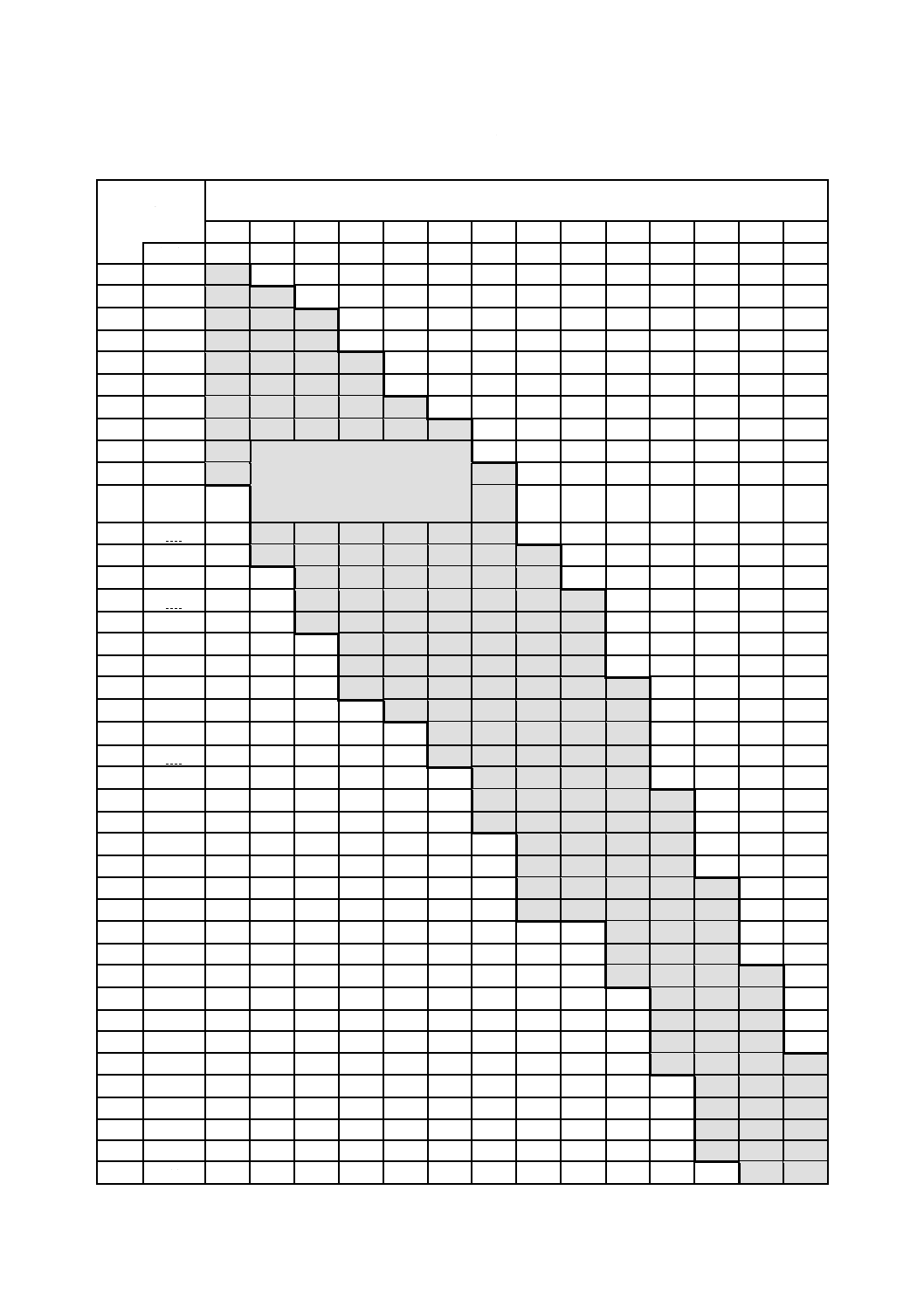
表1−内径,外径及びその組合せ
単位 mm
内径a)
d
外径
D
4
5
推奨径
4.5
6
6.35
7
8
9
10
12
15
19
24
30
1
1.12
1.25
1.4
1.5
1.6
1.7
1.8
1.9
太線の枠内(灰色表示部)は,使
用する外径と内径との組合せで
あって
D=2d〜4dの範囲を示す。
2
2.12
2.2
2.24
2.36
2.4
2.5
2.65
2.8
3
3.15
3.35
3.5
3.55
3.75
4
4.25
4.5
4.75
5
5.3
5.6
6
6.3
6.7
7.1
7.5
8
8.5
9
9.5
10
4
D 3607-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−内径,外径及びその組合せ(続き)
単位 mm
内径a)
d
外径
D
4
5
推奨径
4.5
6
6.35
7
8
9
10
12
15
19
24
30
10.6
11.2
11.8
12.5
注記 内径2.2,2.4及び3.5は,対応国際規格にはないJIS固有の寸法値である。
注a) JIS Z 8601の標準数を基にしている。
4.2
管の熱処理
管は,最終縮径のあとで,指定された機械的性質を得るために熱処理を施さなければならない。
4.3
表面品質
4.3.1
一般
管の内外面は,良好な仕上げであってスケール,さび,溝,折重なり,薄片,深い凹部及び有害な欠陥
があってはならない。
4.3.2
内径面の品質
管の内径面は,滑らかで正確な寸法を保つように仕上げられるものとし,かつ,管の横断面を表2に規
定する倍率の拡大鏡で検査したとき,それぞれの等級の許容欠陥を満たさなければならない。
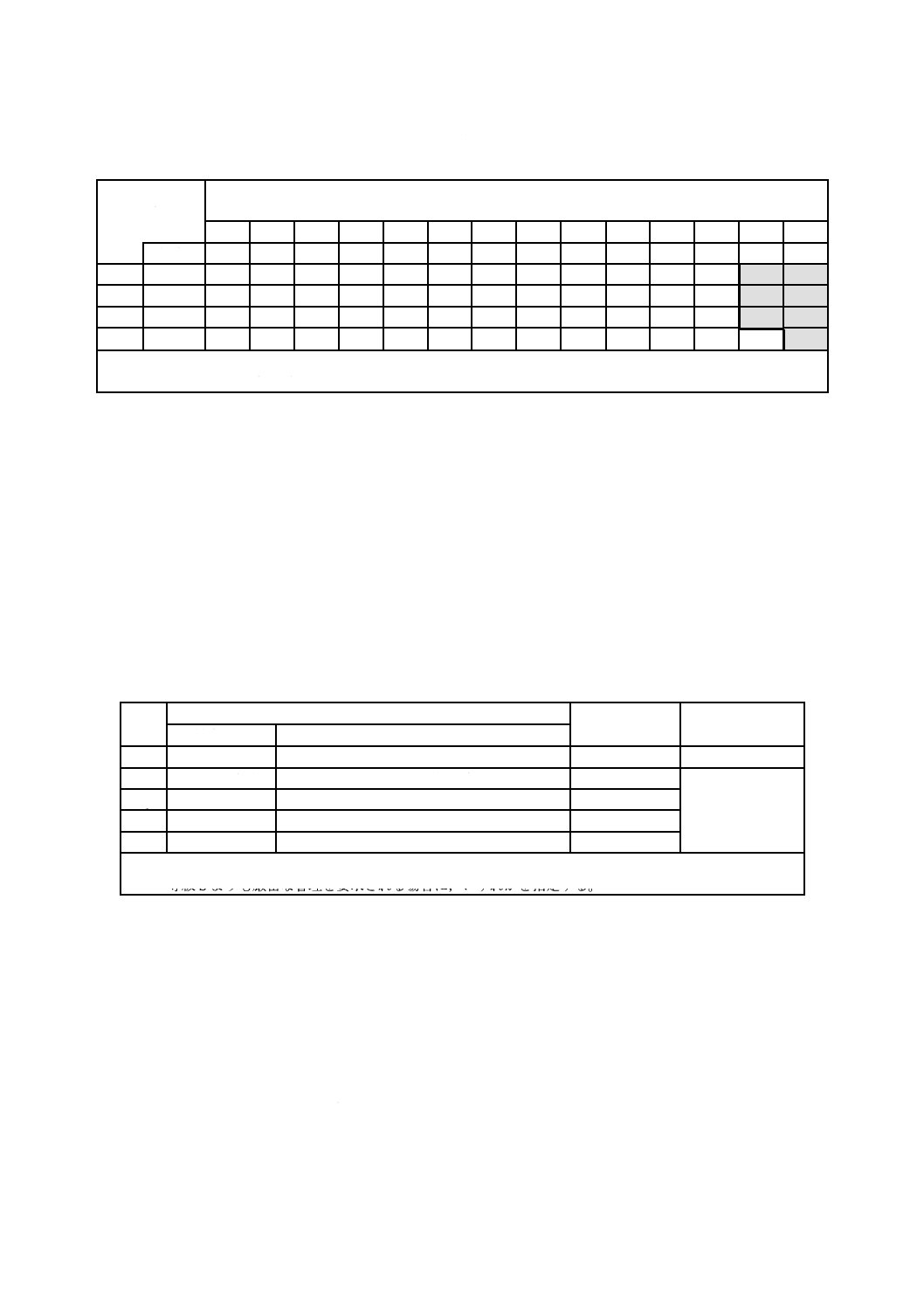
表2−内径面等級
等級
許容される欠陥a)
拡大倍率
適用
最大深さ
欠陥の数
S
0.13 mm以下
0.08 mmを超えるもの5個以内
×50
基本品質クラス
R
0.08 mm以下
0.05 mmを超えるもの5個以内
×100
高品質クラスb)
Q
0.05 mm以下
0.02 mmを超えるもの5個以内
×100
P
0.02 mm以下
0.01 mmを超えるもの5個以内
×200
O
0.01 mm以下
0.01 mmを超えるものがあってはならない
×500
注a) 欠陥は,きず,裂け目などをいう。
b) 等級Sよりも厳密な管理を要求される場合に,いずれかを指定する。
4.4
外表面処理
管の外径面は,当事者間の協定によって出荷のときに溶融めっき,電気めっき又は化学的表面処理を施
すことができる(表3参照)。管の内径面は,表面処理を施してはならない。
4.5
管の機械的性質
管の機械的性質は,表4による。
4.6
清浄度
内径面は,管の製造工程及び使用上支障を及ぼす,いかなる異物又は表面処理もなく清浄に保たれてい
なければならない。内径面の清浄度要求を規定する場合は,JIS D 3639による。
5
D 3607-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−受渡時点の外表面処理
コード
外径面処理
適用
0
規定しない(製造業者の選択による。)。
製造業者の選択によって表面処理を追加し
てもよい。
1
外径面は,加工したままの無処理とする。適切な雰囲気
中で焼なまし又は焼ならした管は,変色があってもよい
が脱落するような残さ(渣)があってはならない。
条件は,後工程の表面処理による。
2
最小8 μm厚の電気亜鉛めっき層及び光沢クロメート処
理a)。
防せい(錆)効果を要求される場合は,メ
タノールのような軽質アルコールを基材と
した燃料の使用は,しないほうがよい。
3
最小8 μm厚の電気亜鉛めっき層及び黄色クロメート処
理a)。
(4〜8)
(今後設定予定)
−
9
受渡当事者間の協定による特定の処理。
−
注a) “クロメート処理”は,JIS H 0400及びJIS H 8625を参照。
表4−機械的性質
強度区分
引張強さ
N/mm2
降伏点又は耐力
N/mm2
伸び
%
硬さ
HV
1
310以上
205以上
30以上
115以下
2
360以上
220以上
23以上
150以下
3
490以上
355以上
22以上
194以下
4
600以上
430以上
15以上
280以下
5
750以上
670以上
10以上
310以下
6
850以上
770以上
8以上
340以下
4.7
真直度
管に局部的な変形がなく1/400以内の真直度とする。これによらない場合は,受渡当事者間の協定によ
る。
4.8
耐食性
外径面及び内径面は,輸送及び閉じられた場所での保管で腐食しないように保護しなければならない。
受渡当事者間の協定によって外径面に恒久的な表面処理を施すことができる。一時的な防せい処理は,機
関の燃料噴射及び燃焼系に有害なものであってはならないし,ディーゼル燃料(JIS K 2204の軽油)で取
り除くことができなければならない。
5
試験
5.1
一般
試験は,5.2〜5.8に従って実施する。これによらない場合は,受渡当事者間の協定による。
5.2
試験適用範囲
供試材は,各ロットから5.4の試験に1本,これとは別に5.6の試験に3本採取し,これらの供試材は,
全て5.3,5.7.1及び5.8の試験も行わなければならない。この場合のロットとは,同一寸法,同一鋼種,
同一熱処理及び同一表面処理を施した管をいう。また,1ロットに管の素材である溶鋼が複数個用いられ
ている場合には,そのロットは,1溶鋼ごとに試験を行う。
5.7.3の試験では,ロットの大きさ,試料数及び合格基準は,受渡当事者間の協定による。
6
D 3607-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
寸法検査
管の寸法は,箇条3に示す寸法及び許容差に適合しなければならない。
5.4
機械的性質
管は,表4の規定に適合しなければならない。試験方法は,JIS Z 2241及びJIS Z 2244による。
5.5
曲げ試験
管の外径と同じ直径の心金に沿って,常温 (20±15 ºC)で180°曲げたときに,外径面の表層的なひび
以外の異常を生じてはならない。
5.6
縦圧試験
この試験は,外径15 mm以下の管に適用する。
管外径の2倍(2D)の長さの管が,直径(D)と等しい長さになるまで縦圧したときに,0.13 mmを超
える深さの割れを生じてはならない。
この試験は,適切な固定具に取り付けられた2枚の平行な平板間で実施する。
5.7
表面品質
5.7.1
管が4.3.1の要求事項に適合していることを保証するために,目視検査を行わなければならない。
5.7.2
受渡当事者間の協定によって,目視検査を非破壊試験,例えば電気的試験に代えることができる。
5.7.3
内径面の指定された欠陥深さの証明が必要な場合は,発注のときにAQL(合格水準)を取り決め
た特性検査を設定する。試験は,表2に記載した最小倍率で管の横断面を顕微鏡で観察する。
5.7.4
めっき又は他の方法を用いた管の表面処理は,要求があれば表面処理に応じた試験に適合しなけれ
ばならない。試験方法は,受渡当事者間の協定による。
5.8
内圧試験
管は,受渡当事者間で合意した適切な内圧(附属書A参照)によって,管に永久変形又は破裂を生じな
いで耐えなければならない。この特性は,水圧試験で確認する。受渡当事者間の協定によって,他の非破
壊試験,例えば電気的試験を実施してもよい。
5.9
再試験
5.4による試験の結果,抜き取られた管が不合格の場合は,同一ロットから更に2本の管を抜き取り,再
試験を実施する。5.6にも同じ試験手順を適用する。それぞれの管は,試験の要求事項に適合していなけれ
ばならない。いずれかの管が不合格の場合,当該ロットは全数不合格とみなされる。
供給者は不合格ロットを改良して,例えば,熱処理をやり直して採用を申請することができる。
この場合,5.4及び5.6の試験結果が,要求事項に適合しないとき,当該ロットは,全数不合格とする。
5.10 試験成績書
試験成績書の要求があった場合[箇条6 h)参照],供給された管がこの規定に適合していることを確認す
る成績書を出荷ごとに提出しなければならない。試験成績書用に次の試験に関する連続生産品の検査記録
を代用してもよい。
a) 5.3による寸法検査
b) 5.4による機械的性質
c) 5.5による曲げ試験
d) 5.6による縦圧試験
e) 5.7.1による目視検査
f)
5.7.3による顕微鏡観察
g) 5.8による内圧試験
7
D 3607-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
その他の試験成績書は,受渡当事者間の協定による。
6
呼び方
この規格の要求事項に適合する管の呼び方は,次の項目の順序に従う。
a) 始めに単語の“管”及びこの規格の規格番号
b) 2番目に冷間仕上継目無単層鋼管を表す記号“S”
c) 3番目及び4番目は,それぞれ管の内径及び外径をミリメートルで表す。
d) 5番目の記号は,内径面の許容差[3.1 a)参照]によって定まる等級を表す。
e) 6番目の記号は,表4に示された管の機械的性質を表す。
f)
7番目の記号は,表2に示された管の内径面等級を表す。
g) 8番目の記号は,管の外表面処理を表す(表3参照)。
h) 表示の最後に文字“Z”を追記して,管製造業者によるこの規格に適合を確認する成績書の要求,及
び出荷のときの追加要求事項(JIS G 0404)が必要であることを表示することができる。
例 この規格の要求事項に適合する管の呼びを示す。
管JIS D 3607-1 S
3.15 10 1 2 S 0 Z
冷間仕上継目無単層鋼管
内径
外径
等級
機械的性質
内径面等級
外表面処理
試験成績書要求
7
識別及び刻印
管は,箇条6に従った呼び方のラベルを付けて識別しなければならない。受渡当事者間の協定によって,
刻印を追加してもよい。
なお,刻印の部分を製品として使用する場合には,管表面にへこみを付けない。この場合には,例えば,
印字などを用いる。
8
こん(梱)包
管のこん包は,両端を密閉し確実に束ねて出荷・納入しなければならない。ただし,受渡当事者間の協
定がある場合はこの限りでない。
8
D 3607-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
理論上の最大試験圧力
A.1 最大試験圧力
理論上の最大試験圧力(pmax)kPaは,応力係数及び上降伏点(ReH)MPaによってvon Misesの降伏理
論が元になって次の式で求められる(5.8参照)。
eH
4
2
3
max
3
1
1
10
R
K
K
p
×
+
−
=
ここに,
d
D
K=
D: 管の外径(mm)
d: 管の内径(mm)
参考文献
[1] JIS D 3607-2 ディーゼル機関−高圧燃料噴射管の鋼管−第2部:複合鋼管の要求事項
注記 対応国際規格:ISO 8535-2,Compression-ignition engines−Steel tubes for high-pressure fuel
injection pipes−Part 2: Requirements for composite tubes(MOD)
[2] JIS D 3651 ディーゼル機関−高圧燃料噴射管アセンブリ−一般要求事項及び寸法
注記 対応国際規格:ISO 13296,Diesel engines−High-pressure fuel injection pipe assemblies−
General requirements and dimensions(MOD)
[3] JIS G 0404 鋼材の一般受渡し条件
注記 対応国際規格:ISO 404,Steel and steel products−General technical delivery requirements
(MOD)
[4] JIS H 0400 電気めっき及び関連処理用語
注記 対応国際規格:ISO 2080,Metallic and other inorganic coatings−Surface treatment, metallic and
other inorganic coatings−Vocabulary(MOD)
[5] JIS H 8625 電気亜鉛めっき及び電気カドミウムめっき上のクロメート皮膜
注記 対応国際規格:ISO 4520,Chromate conversion coatings on electroplated zinc and cadmium
coatings(MOD)
[6] JIS K 2204 軽油
[7] JIS Z 8601 標準数
注記 対応国際規格:ISO 3,Preferred numbers−Series of preferred numbers(MOD)
[8] ISO 4093,Diesel engines−Fuel injection pumps−High-pressure pipes for testing
[9] ISO 4948-1,Steels−Classification−Part 1: Classification of steels into unalloyed and alloy steels based on
chemical composition
9
D 3607-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
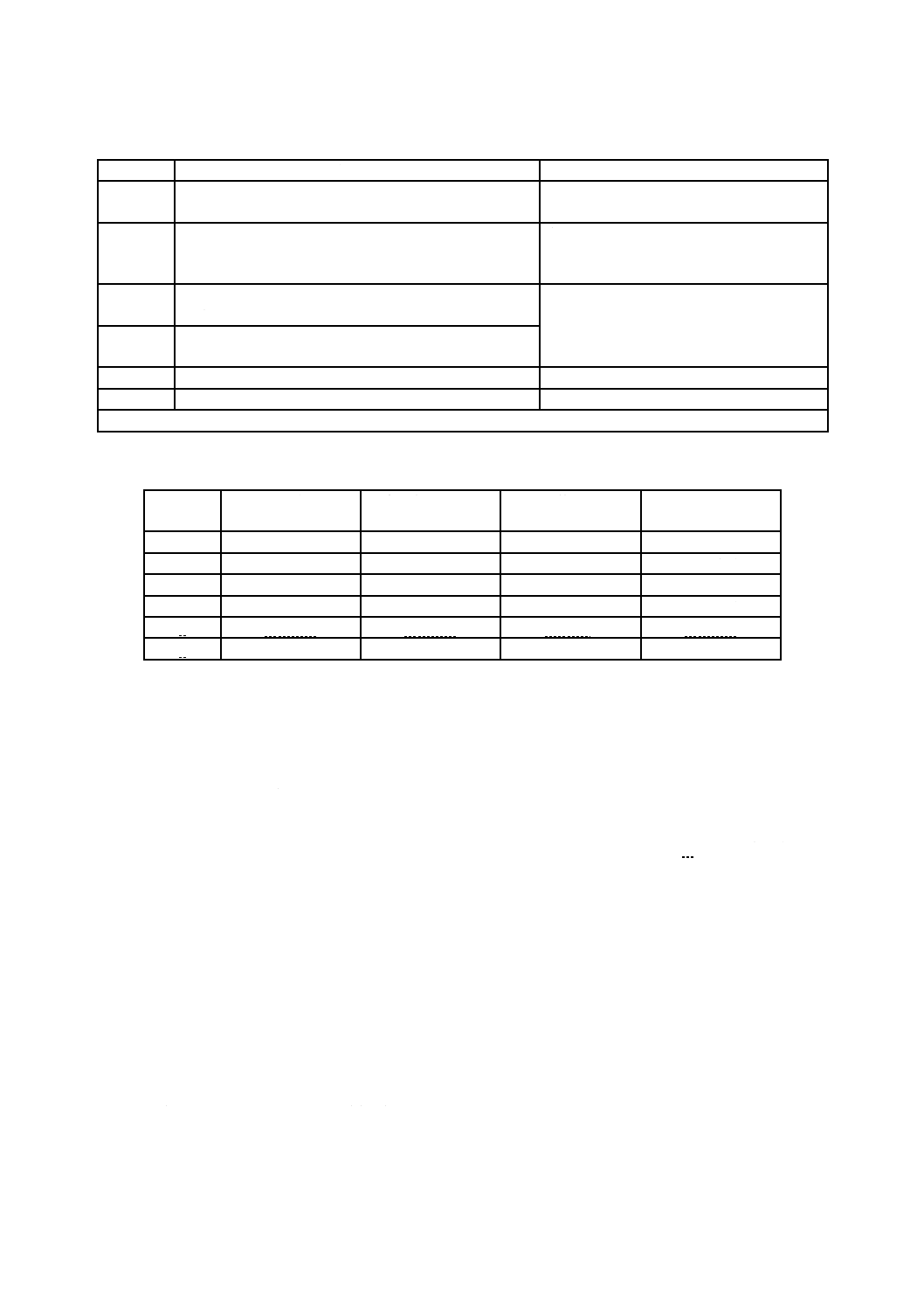
JISと対応国際規格との対比表
JIS D 3607-1:2014 ディーゼル機関−高圧燃料噴射管の鋼管−第1部:冷間仕上
継目無単層鋼管の要求事項
ISO 8535-1:2011 Diesel engines−Steel tubes for high-pressure fuel injection pipes−
Part 1: Requirements for seamless cold-drawn single-wall tubes
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 寸法及び
許容差
3.1 内径及び外径
3.1
JISとほぼ同じ
追加
JISには,管内径2.2,2.4及び3.5
を追加した。
我が国固有の管内径事情による。
今後のISO規格見直しの際,改正
を提案する。
4 管の加工
工程及びそ
の他の要求
事項
4.5 管の機械的性質
4.5
JISとほぼ同じ
追加
JISには,強度区分5〜6を追加し
た。
我が国固有の強度事情による。今
後のISO規格見直しの際,改正を
提案する。
5 試験
5.7.2
5.7.2
JISとほぼ同じ
追加
JISには,非破壊検査の例として電
気的試験を追加した。
非破壊検査の具体的な例を記載し
た。今後のISO規格見直しの際,
改正を提案する。
7 識別及び
刻印
7
JISとほぼ同じ
追加
JISには,刻印の留意点を追加した。 刻印が製品に与える影響を考慮し
て留意点を記載した。今後のISO
規格見直しの際,改正を提案する。
JISと国際規格との対応の程度の全体評価:ISO 8535-1:2011,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
D
3
6
0
7
-1
:
2
0
1
4