3
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
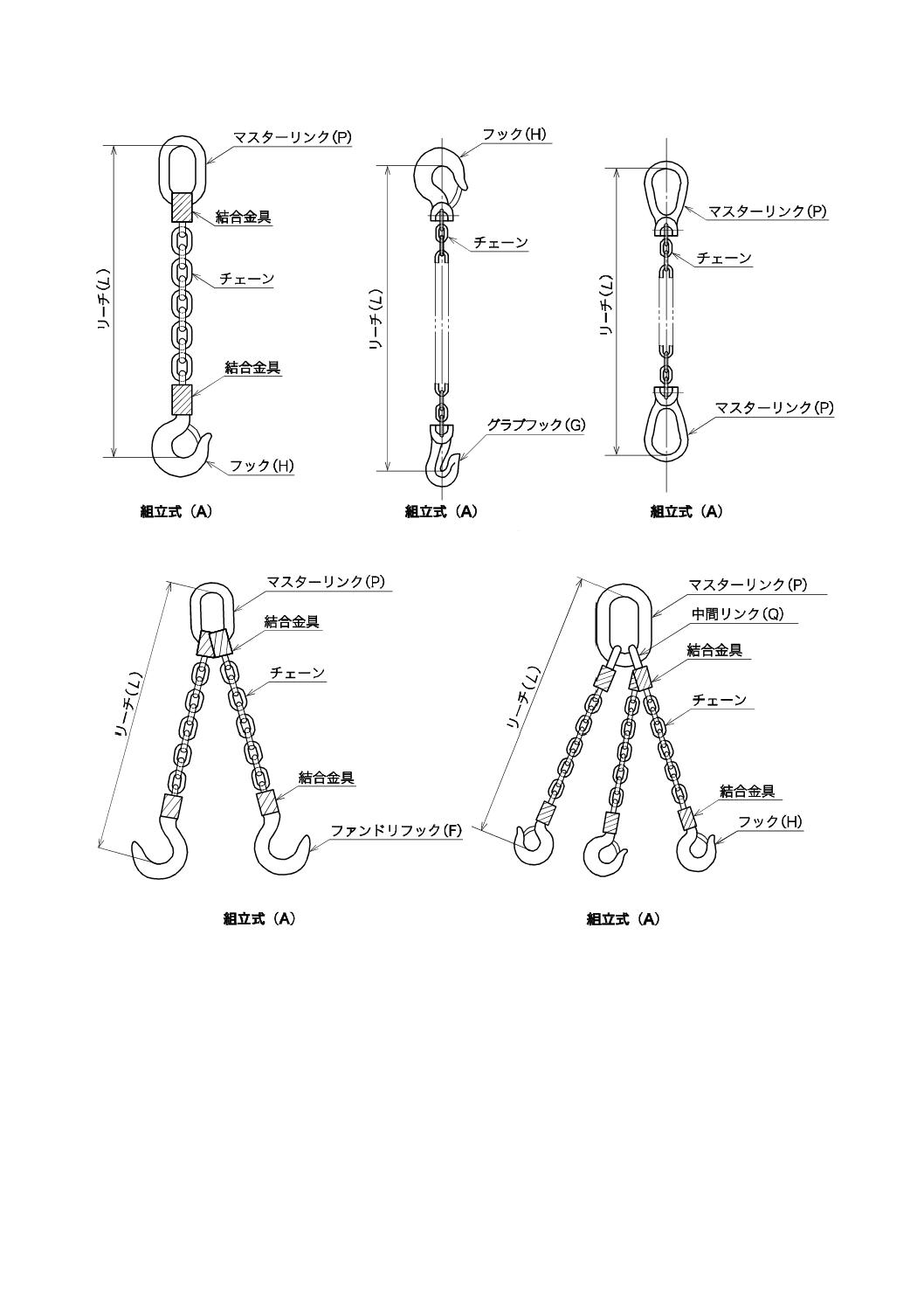
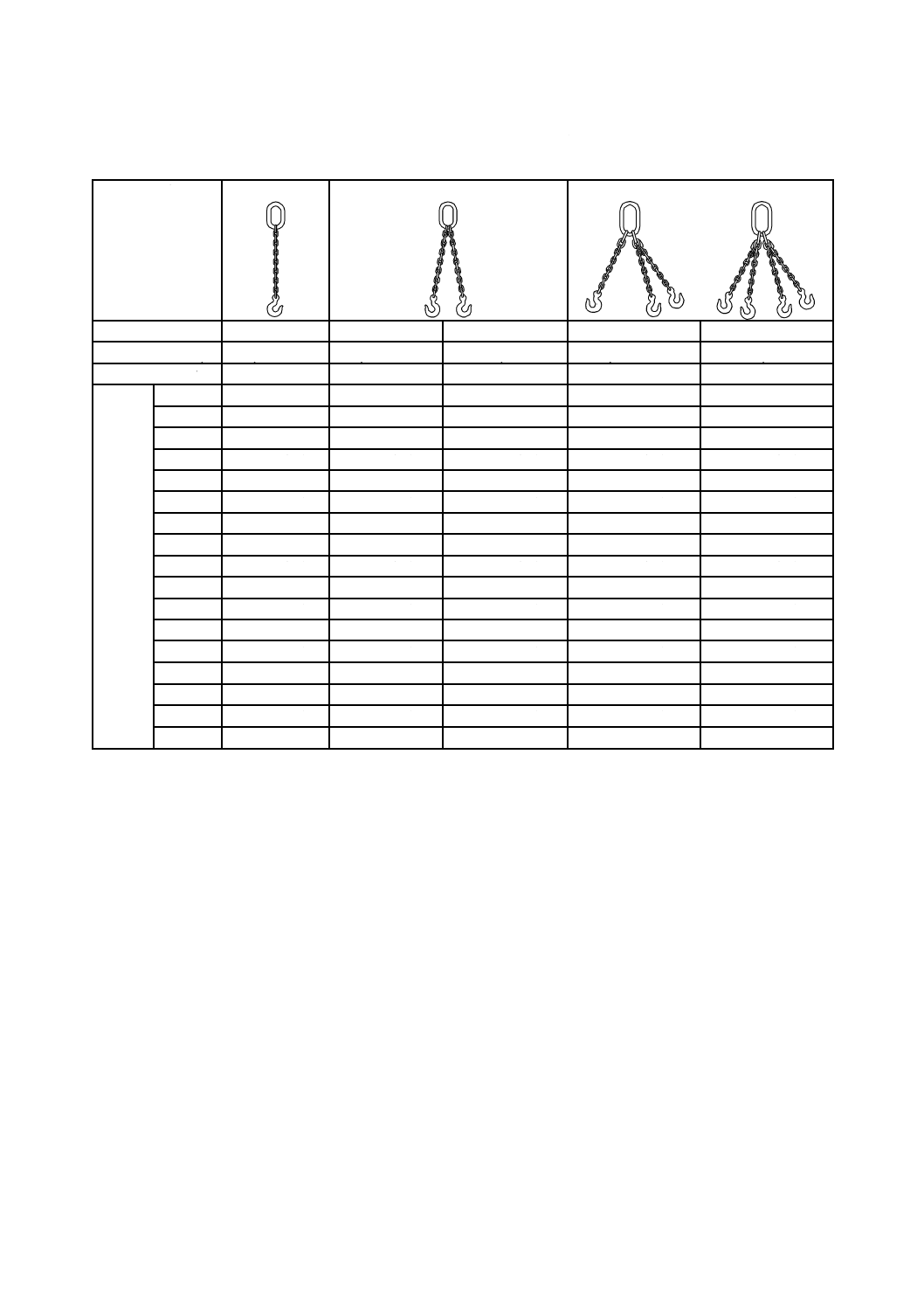
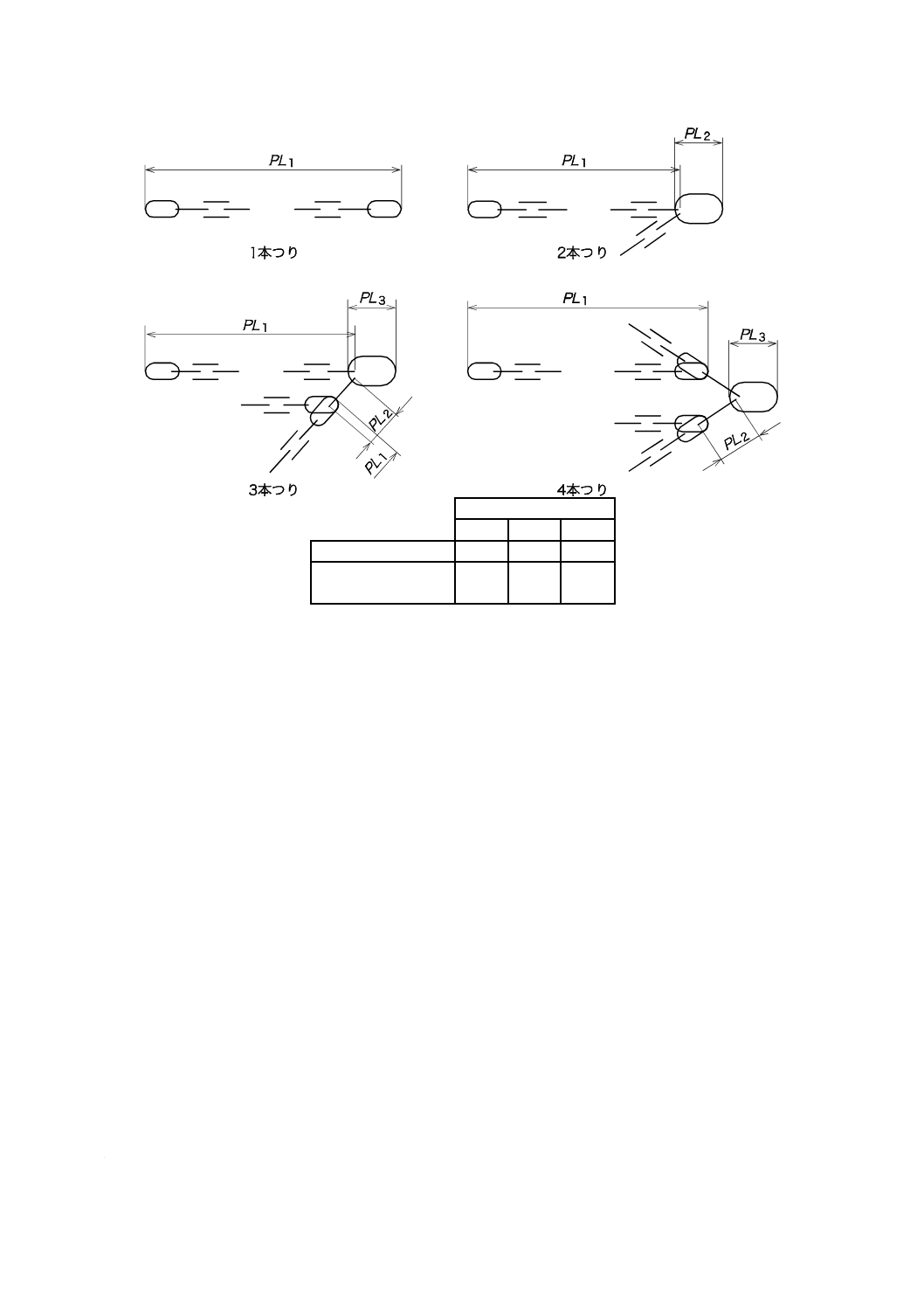
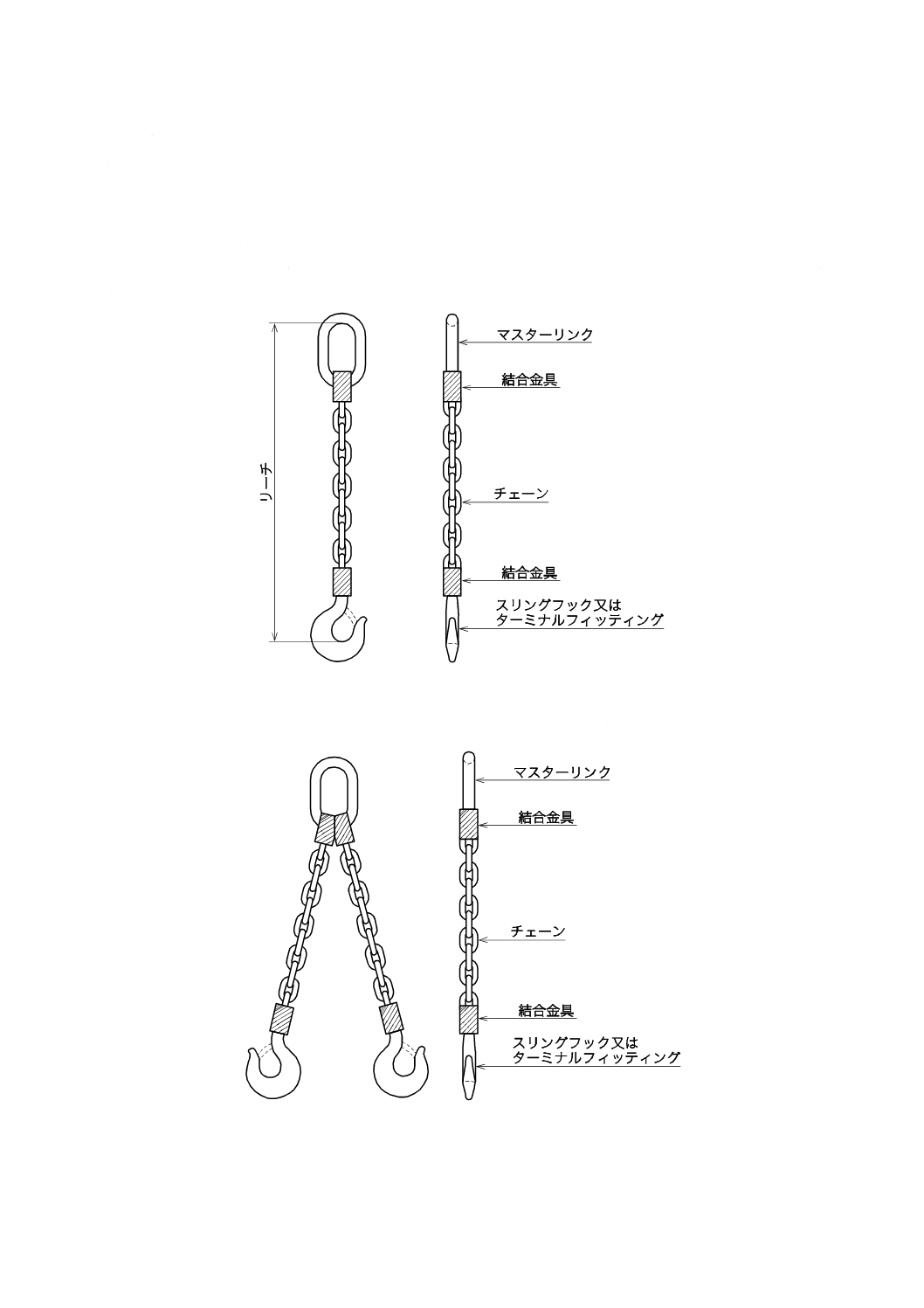
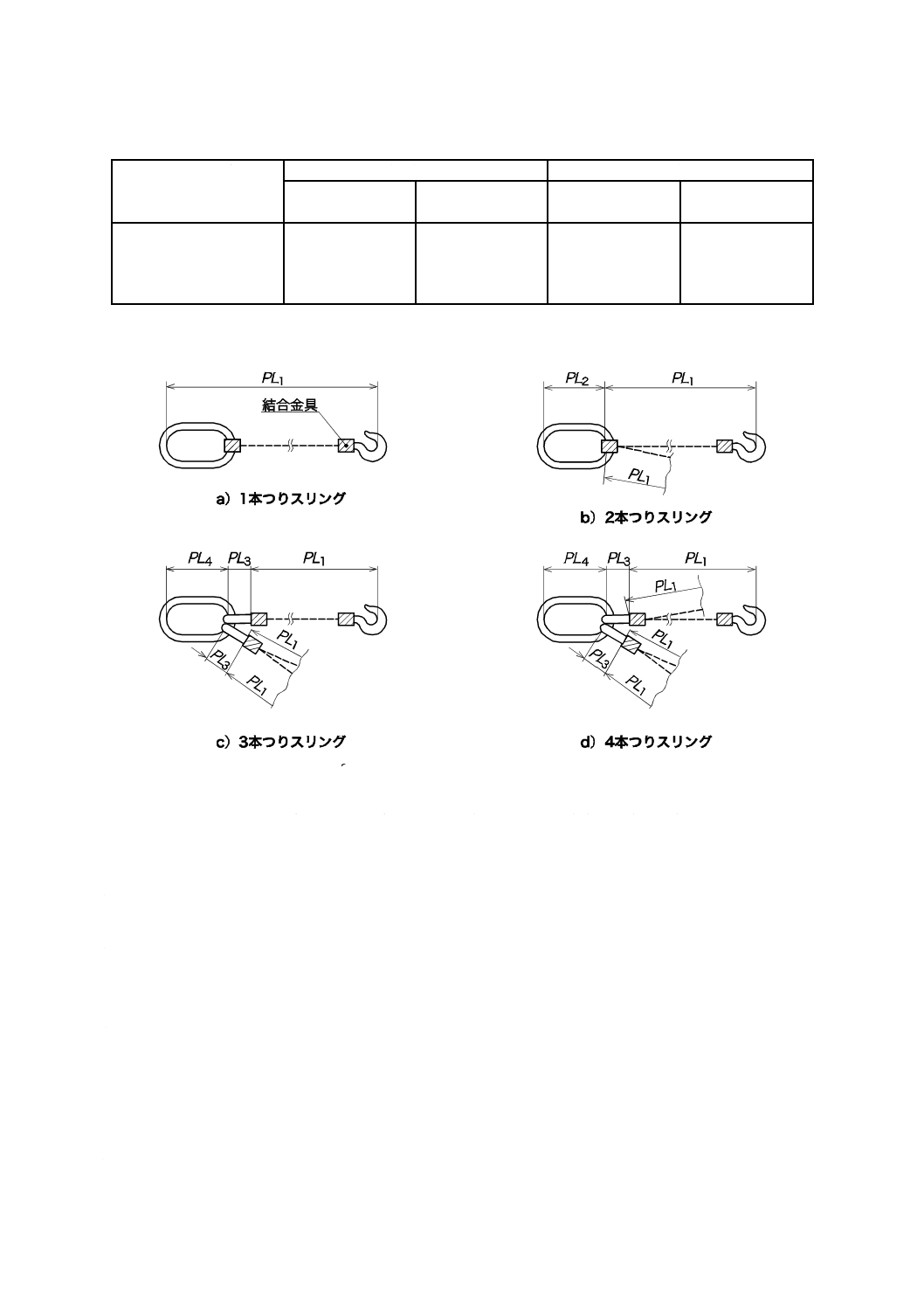
図 1 1本つりの例
図 2 2本つりの例
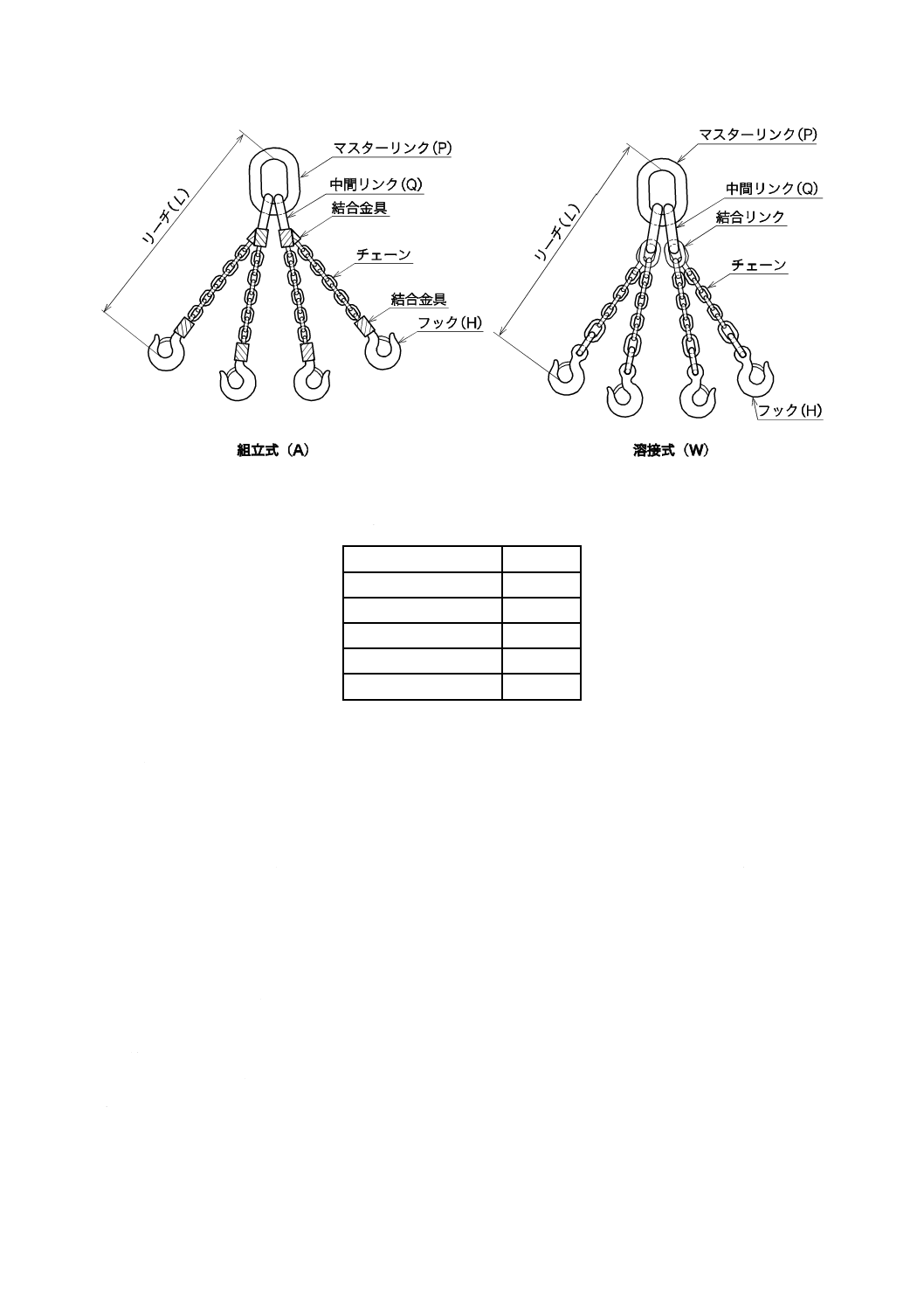
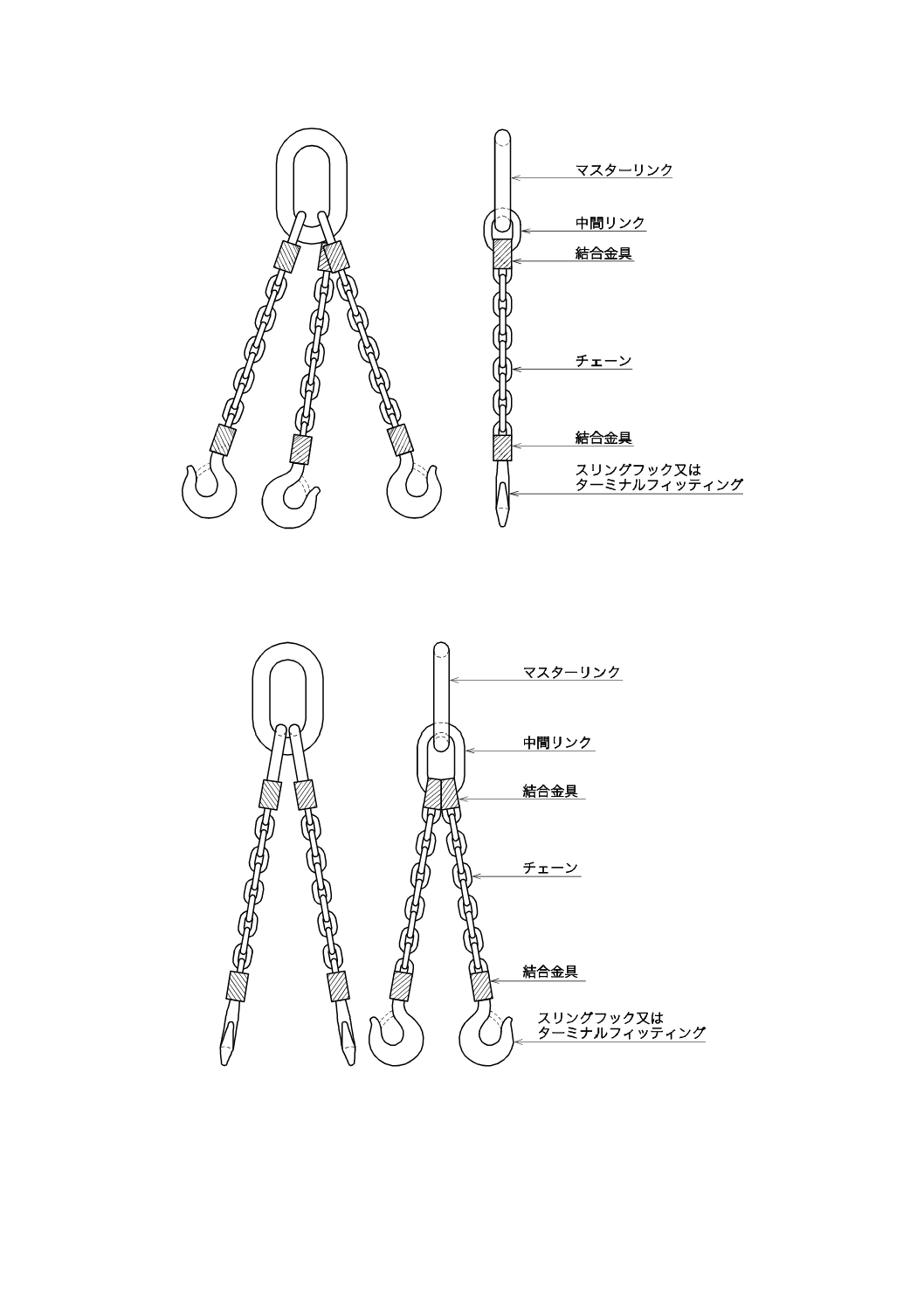
図 3 3本つりの例
B 8816:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本産業
機械工業会 (JSIM)/財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 8816 : 1998は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 8816には,次に示す附属書がある。
附属書1(規定) マスターリンク
附属書2(規定) チェーンスリングの使用荷重
附属書3(規定) チェーンスリングの使用基準
附属書4(規定) チェーンスリングの点検基準
附属書5(参考) ISO 4778溶接式チェーンスリング−等級M (4),等級S (6)及び等級T (8)
附属書6(参考) ISO 7593溶接以外で組み立てられたチェーンスリング−等級T (8)
附属書7(参考) ISO 8539等級T (8)チェーンとともに用いる鍛造巻上装置の構成部品
附属書8(参考) ISO 3056非調整の巻上用リンクチェーン及びチェーンスリング−使用及び保守
附属書9(参考) ISO 1835巻上用リンクチェーン−チェーンスリング用等級M (4)非調整チェーン
附属書10(参考) ISO 3075巻上用リンクチェーン−チェーンスリング用等級S (6)非調整チェーン
附属書11(参考) ISO 3076巻上用リンクチェーン−チェーンスリング用等級T (8)非調整チェーン
附属書12(参考) JISと対応する国際規格との対比表
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 種類 ······························································································································ 2
4.1 チェーンスリングの種類 ································································································· 2
4.2 チェーンの種類及び等級 ································································································· 4
4.3 マスターリンクの種類及び等級························································································· 4
4.4 中間リンクの等級 ·········································································································· 4
4.5 フックの種類及び等級 ···································································································· 4
4.6 ファンドリフック及びグラブフックの等級 ·········································································· 4
4.7 結合リンク及び結合金具の等級························································································· 4
5. 性能 ······························································································································ 5
5.1 最大使用荷重 ················································································································ 5
5.2 プルーフロード ············································································································· 5
5.3 チェーンスリングの破断荷重···························································································· 5
5.4 チェーンの静的強さ ······································································································· 5
5.5 チェーンリンクの衝撃値 ································································································· 6
5.6 チェーンの曲げ強さ ······································································································· 6
5.7 マスターリンク,中間リンク,フック,ファンドリフック,グラブフック,結合リンク及び
結合金具の破断荷重 ······································································································· 6
6. 形状・寸法 ····················································································································· 7
6.1 チェーンスリングの形状・寸法························································································· 7
6.2 チェーンの形状・寸法 ···································································································· 7
6.3 マスターリンクの形状・寸法···························································································· 7
6.4 フックの形状・寸法 ······································································································· 7
6.5 中間リンク,ファンドリフック,グラブフック,結合リンク及び結合金具の形状・寸法 ·············· 7
7. 外観 ······························································································································ 8
8. 材料 ······························································································································ 8
8.1 チェーン ······················································································································ 8
8.2 フック ························································································································· 9
8.3 マスターリンク,中間リンク,ファンドリフック,グラブフック,結合リンク及び結合金具 ········ 9
9. 製造方法 ························································································································ 9
9.1 チェーン ······················································································································ 9
9.2 マスターリンク及び中間リンク························································································· 9
B 8816:2004 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
9.3 フック ························································································································· 9
9.4 ファンドリフック及びグラブフック ··················································································· 9
9.5 結合リンク ··················································································································· 9
9.6 結合金具 ····················································································································· 10
9.7 結合方法 ····················································································································· 10
10. 試験方法 ····················································································································· 10
10.1 プルーフロード試験 ····································································································· 10
10.2 静的強さ試験 ·············································································································· 10
10.3 オーステナイト結晶粒度測定 ························································································· 10
10.4 衝撃試験 ···················································································································· 10
10.5 曲げ試験 ···················································································································· 11
11. 製品の呼び方················································································································ 12
12. 表示 ··························································································································· 12
附属書1(規定)マスターリンク ···························································································· 14
附属書2(規定)チェーンスリングの使用荷重 ·········································································· 15
附属書3(規定)チェーンスリングの使用基準 ·········································································· 19
附属書4(規定)チェーンスリングの点検基準 ·········································································· 20
附属書5(参考)ISO 4778 溶接式チェーンスリング− 等級M (4),S (6)及びT (8) ··························· 21
附属書6(参考)ISO 7593 溶接以外で組み立てられたチェーンスリング−等級T (8) ························ 35
附属書7(参考)ISO 8539 等級T (8)チェーンとともに用いる 鍛造巻上装置の構成部品 ···················· 48
附属書8(参考)ISO 3056 非調整の巻上用リンクチェーン及び チェーンスリング−使用及び保守 ······ 55
附属書9(参考)ISO 1835 巻上用リンクチェーン− チェーンスリング用等級M (4)非調整チェーン ···· 66
附属書10(参考)ISO 3075 巻上用リンクチェーン− チェーンスリング用等級S (6)非調整チェーン ··· 74
附属書11(参考)ISO 3076 巻上用リンクチェーン− チェーンスリング用等級T (8)非調整チェーン ··· 82
附属書12(参考)JISと対応する国際規格との対比表 ································································· 90
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8816:2004
巻上用チェーンスリング
Chain slings for lifting purposes
序文 この規格は,1980年に第1版として発行されたISO 1835,Short link chain for lifting purposes−Grade
M (4), non-calibrated, for chain slings etc.,1986年に第1版として発行されたISO 3056,Non-calibrated round
steel link lifting chain and chain slings−Use and maintenance,1980年に第1版として発行されたISO 3075,
Short link chain for lifting purposes−Grade S (6), non-calibrated,for chain slings etc.,1984年に第1版として発
行されたISO 3076,Short link chain for lifting purposes−Grade T (8), non-calibrated, for chain slings etc.,1981
年に第1版として発行されたISO 4778,Chain slings of welded construction−Grades M (4), S (6) and T (8),
1986年に第1版として発行されたISO 7593,Chain slings assembled by methods other than welding−Grade T
(8) 及び1986年に第1版として発行されたISO 8539,Forged steel lifting components for use with grade T (8)
chainが対応国際規格であるが,規格の技術的相違によって,対応国際規格を基礎としてJIS化を図ること
に合理性がないため,これら対応国際規格を翻訳し,附属書5(参考)〜附属書11(参考)として記載し
た。また,変更の一覧表をその説明を付けて附属書12(参考)に示す。
1. 適用範囲 この規格は,巻上機などに使用する,溶接などの方法によって組み立てられたチェーンス
リング(以下,チェーンスリングという。)について規定する。
備考1. マスターリンクは,附属書1に規定する。
2. チェーンスリングの使用荷重は,附属書2に規定する。
3. チェーンスリングの使用基準は,附属書3に規定する。
4. チェーンスリングの点検基準は,附属書4に規定する。
5. この規格は,チェーンブロックなどに使用するロードチェーンには,適用しない。
6. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 1835 : 1980,Short link chain for lifting purposes−Grade M (4), non-calibrated, for chain slings etc.
(NEQ)
ISO 3056 : 1986,Non-calibrated round steel link lifting chain and chain slings−Use and maintenance
(NEQ)
ISO 3075 : 1980, Short link chain for lifting purposes−Grade S (6), non-calibrated, for chain slings
etc. (NEQ)
ISO 3076 : 1984,Short link chain for lifting purposes−Grade T (8), non-calibrated, for chain slings etc.
(NEQ)
ISO 4778 : 1981,Chain slings of welded construction−Grades M (4), S (6) and T (8) (NEQ)
2
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 7593 : 1986,Chain slings of assembled by methods other than welding−Grade T (8) (NEQ)
ISO 8539 : 1986,Forged steel lifting components for use with grade T(8) chain (NEQ)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0148 巻上機−用語
JIS B 2803 フック
JIS B 8812 チェーンブロック用リンクチェーン
JIS B 8841 リンクチェーンの靭性試験−チェーンリンク衝撃試験方法
JIS G 0551 鋼のオーステナイト結晶粒度試験方法
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
JIS Z 2343-2 非破壊試験−浸透探傷試験−第2部:浸透探傷剤の試験
JIS Z 2343-3 非破壊試験−浸透探傷試験−第3部:対比試験片
JIS Z 2343-4 非破壊試験−浸透探傷試験−第4部:装置
JIS Z 8601 標準数
3. 定義 この規格で用いる主な用語の定義は,JIS B 0148及びJIS B 8841によるほか,次による。
a) グラブフック リンクチェーン(以下,チェーンという。)に直接掛けられるような構造のフック。
b) ファンドリフック 口の開きが大きいフック。
c) 最大使用荷重 1本のチェーンスリングに使用上負荷することができる最大質量。
d) 使用荷重 各種のつり方において,チェーンスリングに使用上負荷することができる最大質量。
e) モード係数 つり本数及びつり角度によるチェーンスリングの使用荷重と最大使用荷重との比。
f)
破断荷重 1本のチェーンスリングが引張試験において耐えた最大荷重。
g) 溶接式 チェーンとマスターリンクなどとの結合に,溶接した結合リンクを使用したチェーンスリン
グ。
h) 組立式 チェーンとマスターリングなどとの結合に,特殊な結合金具を使用したチェーンスリング。
i)
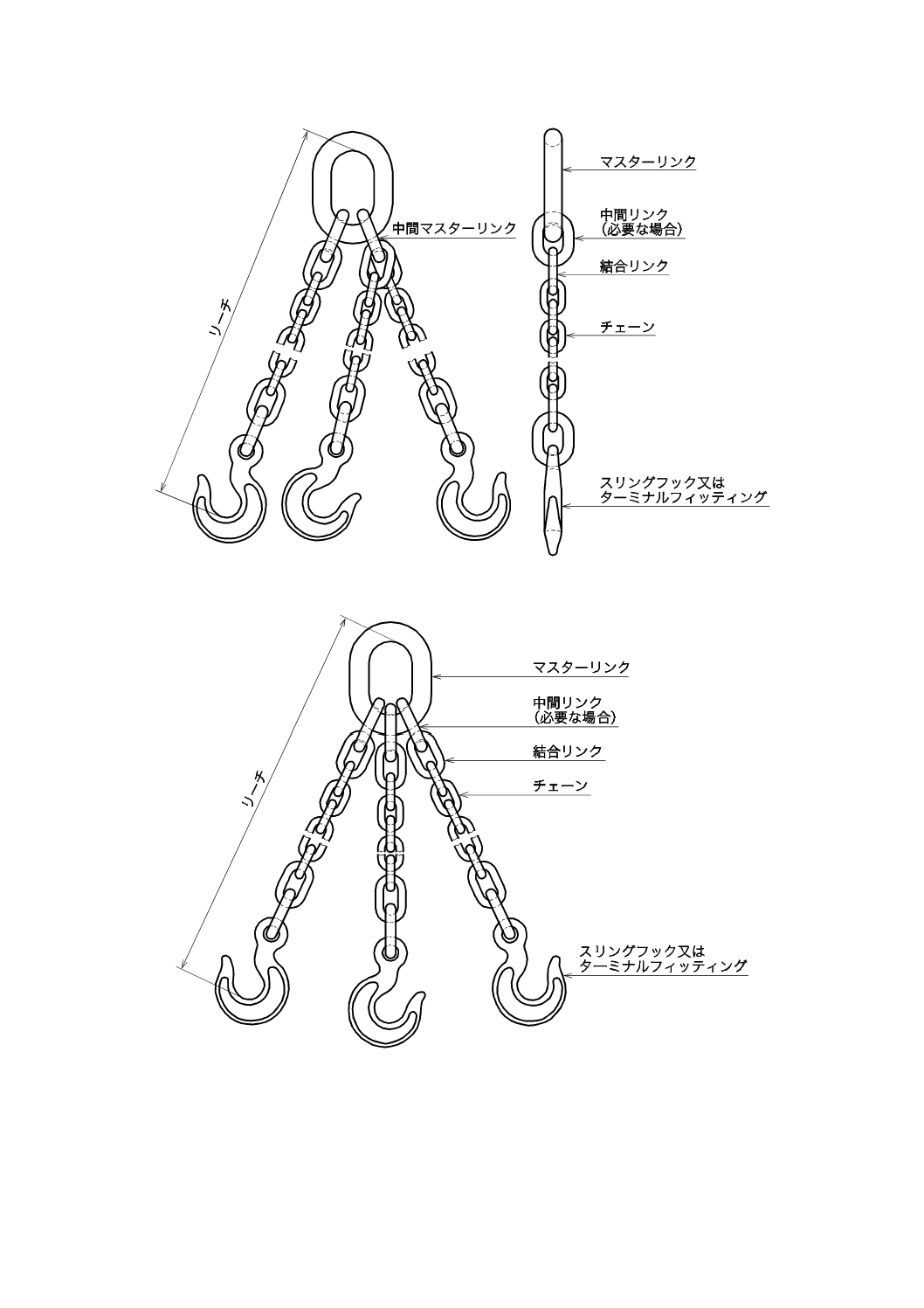
リーチ チェーンスリングの有効長さ(図1〜4参照)。
4. 種類
4.1
チェーンスリングの種類 チェーンスリングの種類は,チェーン,マスターリンク,フック,ファ
ンドリフック及びグラブフックの組合せと等級によるものとし,次による。
a) チェーンスリングは,チェーン両端にマスターリンク,フック,ファンドリフック又はグラブフック
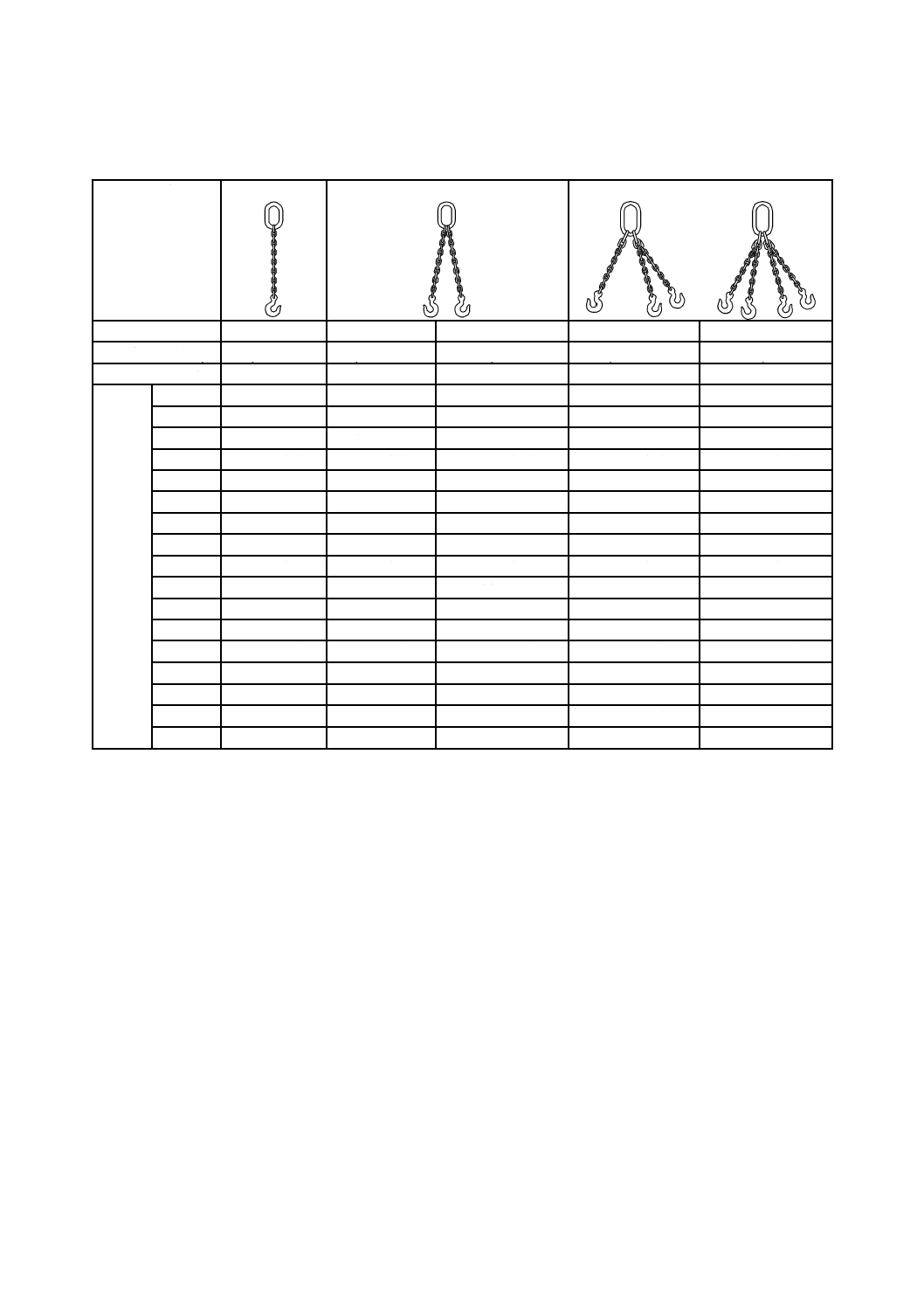
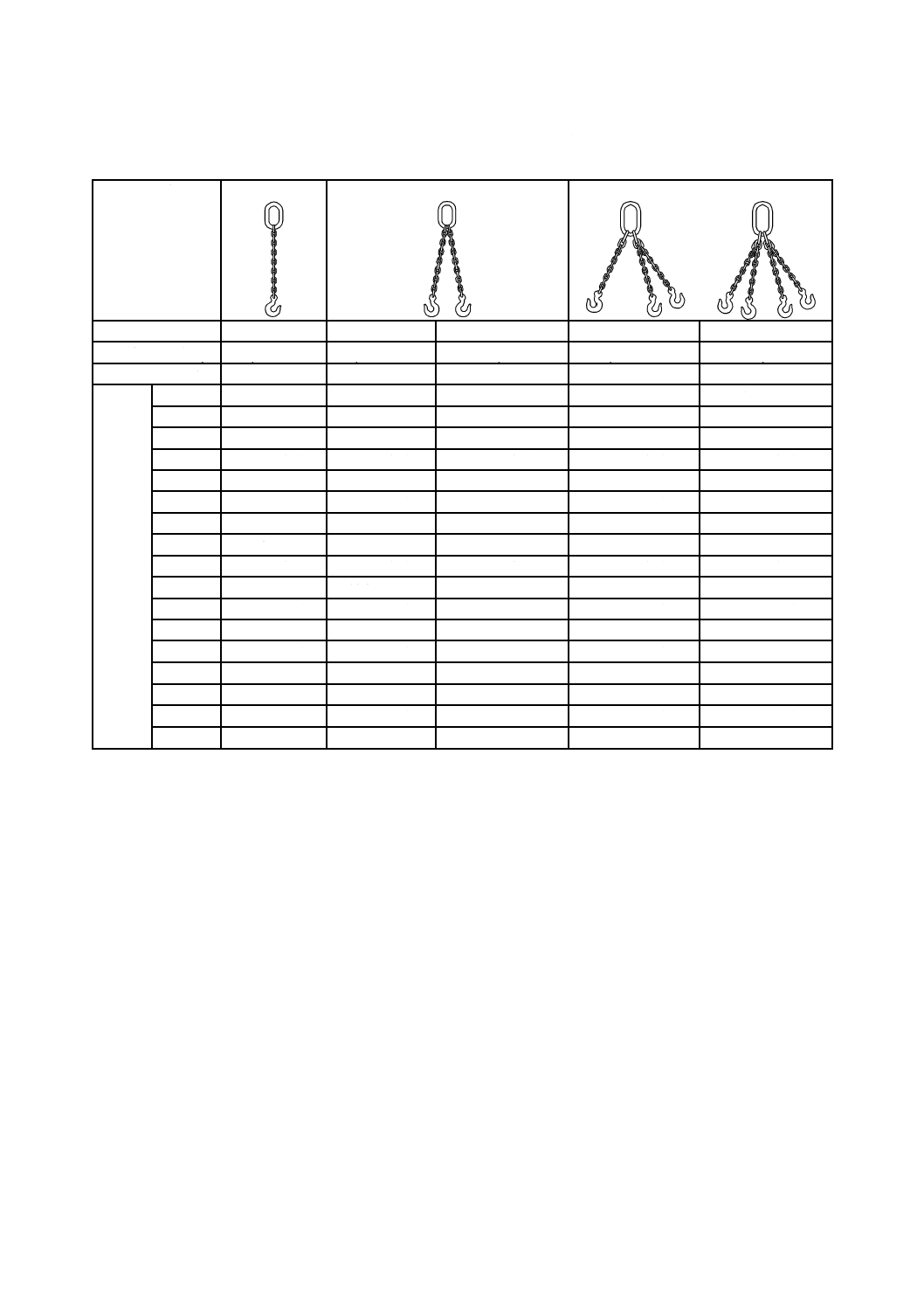
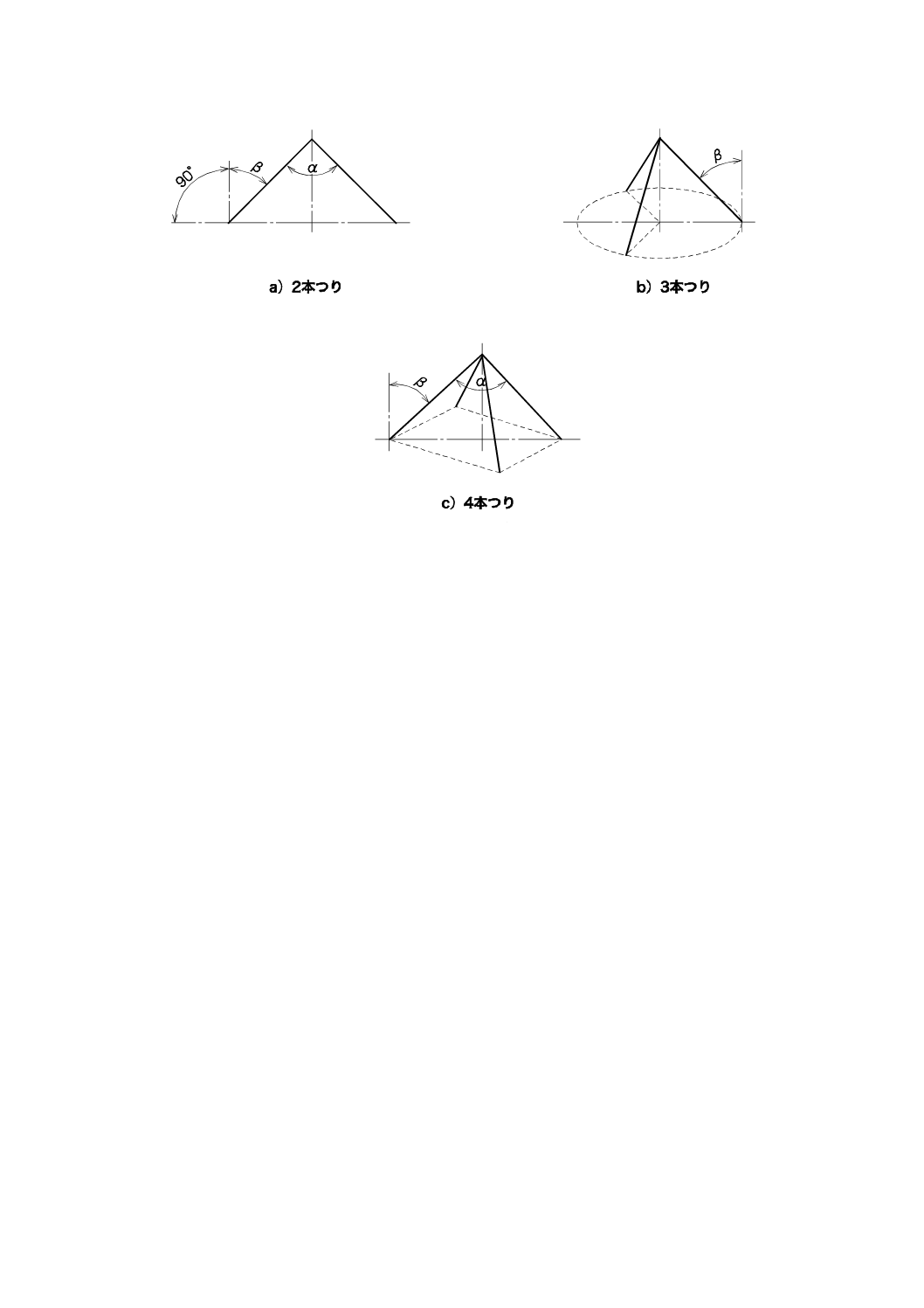
を結合したもので,チェーンの本数によって,1本,2本,3本及び4本つりとする(図1〜4参照)。
なお,マスターリンク,中間リンク,フック,ファンドリフック及びグラブフックの記号は,表1
による。
3
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 1本つりの例
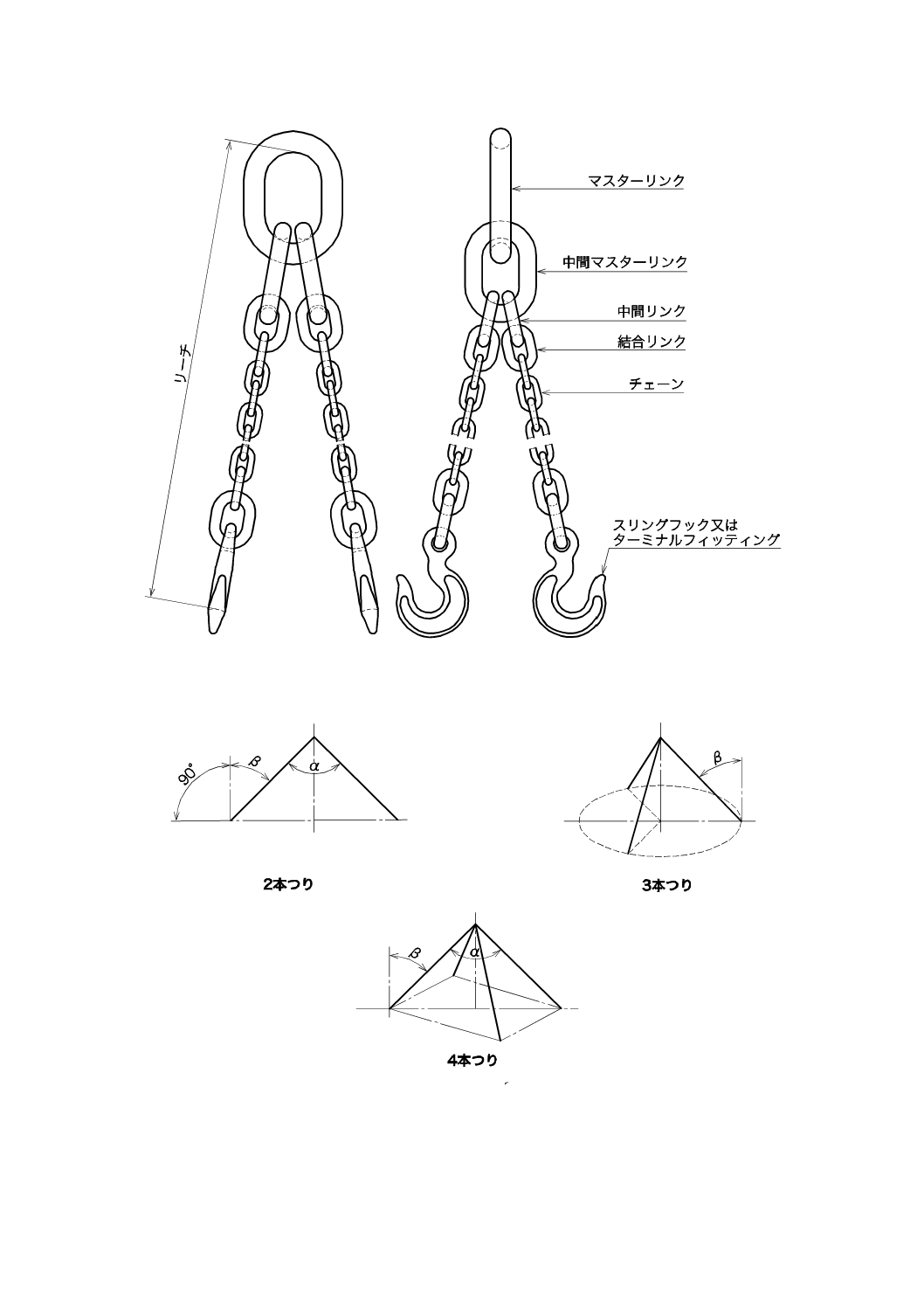
図 2 2本つりの例
図 3 3本つりの例
4
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 4 4本つりの例
表 1 マスターリンクなどの記号
名称
記号
マスターリンク
P
中間リンク
Q
フック
H
ファンドリフック
F
グラブフック
G
b) チェーンとマスターリンク,中間リンク,フック,ファンドリフック又はグラブフックとの結合方法
は,溶接式 (W) 及び組立式 (A) とする。
c) 溶接式は等級4とし,組立式は等級8及び等級10とする。
d) チェーン,マスターリンク,中間リンク,フック,ファンドリフック,グラブフック,結合リン
ク及び結合金具は,それぞれ異なる等級のものを組み合わせることができる。この場合のチェー
ンスリングの等級は,チェーンの等級とする。
4.2
チェーンの種類及び等級 チェーンスリングに使用するチェーンの種類及び等級は,線径及び等級
によって区分し,表2に示すとおりとする。
4.3
マスターリンクの種類及び等級 チェーンスリングに使用するマスターリンクの種類及び等級は,
附属書1による。
4.4
中間リンクの等級 チェーンスリングに使用する中間リンクは,等級4,等級8及び等級10とする。
4.5
フックの種類及び等級 チェーンスリングに使用するフックの種類及び等級は,JIS B 2803による。
4.6
ファンドリフック及びグラブフックの等級 ファンドリフック及びグラブフックは,等級4,等級8
及び等級10とする。
4.7
結合リンク及び結合金具の等級 結合リンクは,等級4とし,結合金具は,等級8及び等級10とす
る。
5
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 チェーンの種類
分類
非調質チェーン
調質チェーン
等級
4
8
10
タイプ
C4
C8
C10
線径(1)
mm
5
C4-5
C8-5
C10-5
5.6
C4-5.6
C8-5.6
C10-5.6
6.3
C4-6.3
C8-6.3
C10-6.3
7.1
C4-7.1
C8-7.1
C10-7.1
8
C4-8
C8-8
C10-8
9
C4-9
C8-9
C10-9
10
C4-10
C8-10
C10-10
11.2
C4-11.2
C8-11.2
C10-11.2
12.5
C4-12.5
C8-12.5
C10-12.5
14
C4-14
C8-14
C10-14
16
C4-16
C8-16
C10-16
18
C4-18
C8-18
C10-18
20
C4-20
C8-20
C10-20
22.4
C4-22.4
C8-22.4
C10-22.4
25
C4-25
C8-25
C10-25
28
C4-28
C8-28
C10-28
32
C4-32
C8-32
C10-32
注(1) JIS Z 8601による。
5. 性能
5.1
最大使用荷重 チェーンスリングの最大使用荷重は,表3による。
5.2
プルーフロード チェーンスリングは,10.1の規定によってプルーフロード試験を行い,各部に次
の値を超える永久伸び又は永久変形量があってはならない。
a) チェーンの永久伸び 0.5 %
b) マスターリンク,中間リンク,フック,ファンドリフック,グラブフック,結合リンク及び結合金具
の永久変形量 0.25 %
5.3
チェーンスリングの破断荷重 チェーンスリングの破断荷重は,10.2によって試験を行い,表3の
規定に適合しなければならない。
5.4
チェーンの静的強さ チェーンの破断荷重及び破断全伸びは,10.2によって試験を行い,表3の規
定に適合しなければならない。
6
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
チェーンリンクの衝撃値 チェーンリンクの衝撃値は,10.4に規定する方法によって試験を行い,
表4の規定に適合しなければならない。ただし,等級4については適用しない。
5.6
チェーンの曲げ強さ チェーンの曲げ強さは,10.5に規定する方法によって試験を行い,表4に規
定する値以上の変形に耐え,目視で確認できる欠陥が生じてはならない。
5.7
マスターリンク,中間リンク,フック,ファンドリフック,グラブフック,結合リンク及び結合金
具の破断荷重 マスターリンク,中間リンク,フック,ファンドリフック,グラブフック,結合リンク及
び結合金具の破断荷重は,10.2によって試験を行い,表3の規定に適合しなければならない。
表 3 チェーンスリング及びチェーンの機械的性質 (1)
機械的性質
最大使用荷重
t
プルーフロード
kN
破断荷重
kN
チェーンの破断
全伸び %
等級
4
8
10
4
8
10
4
8
10
4
8
10
線径
mm
5
0.4
以下
0.8
以下
1.0
以下
8
16
20
16
以上
31.5
以上
40
以上
20
以上
17
以上
20
以上
5.6
0.5
以下
1.0
以下
1.25
以下
10
20
25
20
以上
40
以上
50
以上
6.3
0.63
以下
1.25
以下
1.6
以下
12.5 25
31.5 25
以上
50
以上
63
以上
7.1
0.8
以下
1.6
以下
2.0
以下
16
31.5 40
31.5
以上
63
以上
80
以上
8
1.0
以下
2.0
以下
2.5
以下
20
40
50
40
以上
80
以上
100
以上
9
1.25
以下
2.5
以下
3.2
以下
25
50
63
50
以上
100
以上
128
以上
10
1.6
以下
3.2
以下
4.0
以下
31.5 63
80
63
以上
128
以上
160
以上
11.2
2.0
以下
4.0
以下
5.0
以下
40
80
100
80
以上
160
以上
200
以上
12.5
2.5
以下
5.0
以下
6.3
以下
50
100
125
100
以上
200
以上
250
以上
14
3.2
以下
6.3
以下
8.0
以下
63
125
160
128
以上
250
以上
315
以上
16
4.0
以下
8.0
以下
10
以下
80
160
200
160
以上
315
以上
400
以上
18
5.0
以下
10
以下
12.5
以下
100
200
250
200
以上
400
以上
500
以上
20
6.3
以下
12.5
以下
16
以下
125
250
315
250
以上
500
以上
630
以上
22.4
8.0
以下
16
以下
20
以下
160
315
400
315
以上
630
以上
800
以上
25
10
以下
20
以下
25
以下
200
400
500
400
以上
800
以上
1 000
以上
28
12.5
以下
25
以下
31.5
以下
250
500
630
500
以上
1 000
以上
1 250
以上
32
16
以下
31.5
以下
40
以下
315
630
800
630
以上
1 250
以上
1 600
以上
7
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 4 チェーンの機械的性質 (2)
機械的性質
チェーンリンク
衝撃値 Tc J/mm3
曲げ強さ
変形量 f mm
最小破断応力
N/mm2
等級
8
10
4
8
10
4
8
10
タイプ
C8
C10
C4
C8
C10
C4
C8
C10
0.08以上
0.8 d
400
800
1 000
6. 形状・寸法
6.1
チェーンスリングの形状・寸法 チェーンスリングの形状・寸法は,次による。
a) 形状は,図1〜4に例示する。
b) リーチ (L) は,1.5 m,2 m及び3 mを基準とする。ただし,リーチは,受渡当事者間の協定によって
もよい。
c) リーチの許容差は,リンク数
20
+個とする。
d) 複数つりチェーンスリングの各リーチについて最長と最短との差は,2 m以下のリーチに対しては10
mmを超えないものとする。また,2 mを超えるリーチに対しては,1 m増すごとに5 mm増加させる。
6.2
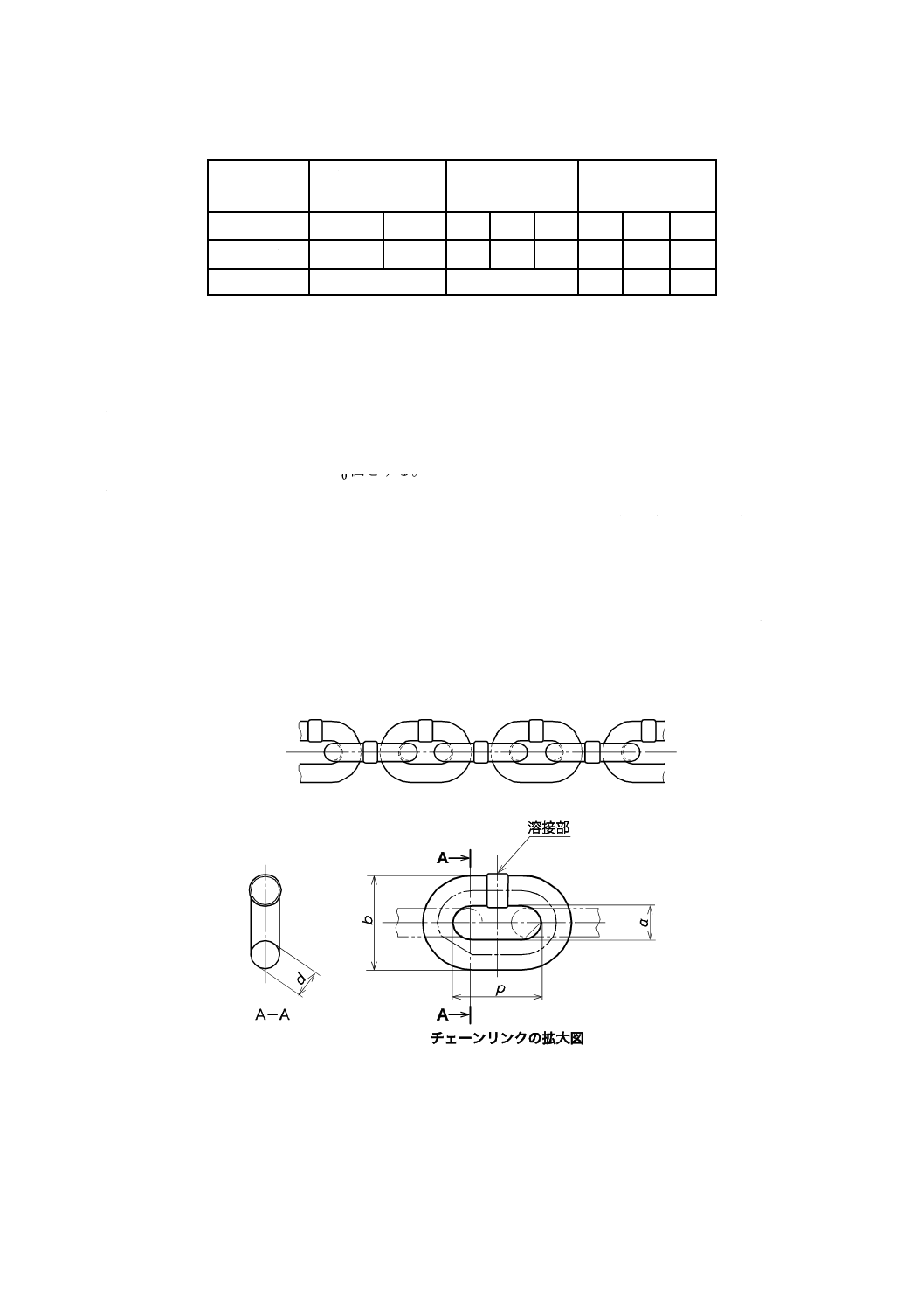
チェーンの形状・寸法 チェーンの形状・寸法は,図5及び表5による。
6.3
マスターリンクの形状・寸法 マスターリンクの形状・寸法は,附属書1による。
6.4
フックの形状・寸法 フックの形状・寸法は,JIS B 2803による。
6.5
中間リンク,ファンドリフック,グラブフック,結合リンク及び結合金具の形状・寸法 中間リン
ク,ファンドリフック,グラブフック,結合リンク及び結合金具の形状・寸法は,5.の性能を満足する
ために必要な形状・寸法のものとし,受渡当事者間の協定による。
図 5 チェーンの形状の例
8
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
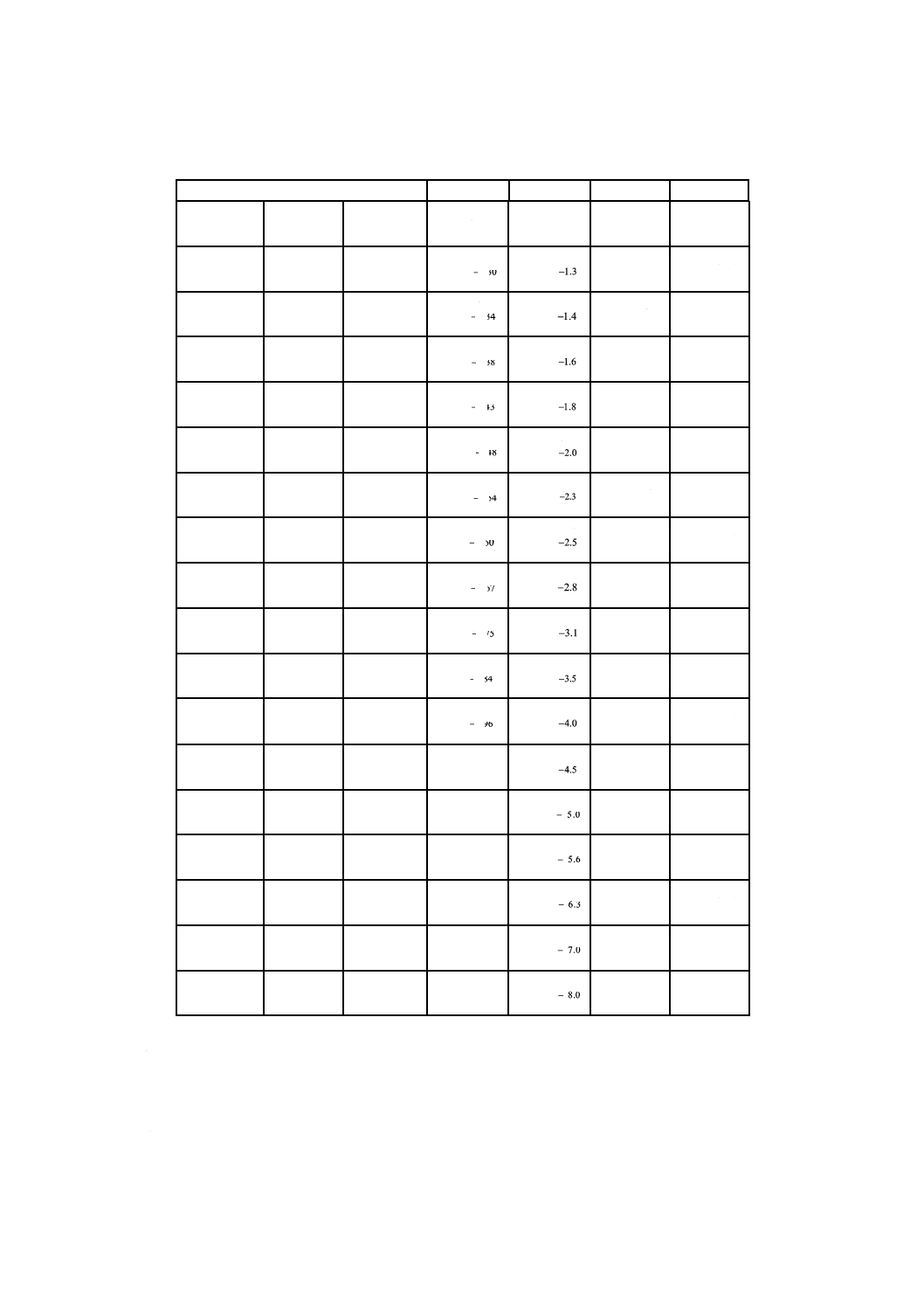
表 5 チェーンの寸法
単位 mm
等級
線径
ピッチ
内面幅
外面幅
4
8
10
d
P
A
b
C4-5
C8-5
C10-5
5
10
.030
.0
+−
15.0
5.23.1
+−
6.3以上
17.5以下
C4-5.6
C8-5.6
C10-5.6
5.6
11
.034
.0
+−
16.8
8.24.1
+−
7.0以上
19.6以下
C4-6.3
C8-6.3
C10-6.3
6.3
13
.038
.0
+−
18.9
2.36.1
+−
7.9以上
22.1以下
C4-7.1
C8-7.1
C10-7.1
7.1
14
.043
.0
+−
21.3
6.38.1
+−
8.9以上
24.9以下
C4-8
C8-8
C10-8
8
16
.048
.0
+−
24.0
0.40.2
+−
10.0以上
28.0以下
C4-9
C8-9
C10-9
9
18
.054
.0
+−
27.0
5.43.2
+−
11.3以上
31.5以下
C4-10
C8-10
C10-10
10
20
.060
.0
+−
30.0
0.55.2
+−
12.5以上
35.0以下
C4-11.2
C8-11.2
C10-11.2
11.2
22
.067
.0
+−
33.6
6.58.2
+−
14.0以上
39.2以下
C4-12.5
C8-12.5
C10-12.5
12.5
25
.075
.0
+−
37.5
3.61.3
+−
15.6以上
43.8以下
C4-14
C8-14
C10-14
14
28
.084
.1
+−
42.0
0.75.3
+−
17.5以上
49.0以下
C4-16
C8-16
C10-16
16
32
.096
.0
+−
48.0
0.80.4
+−
20.0以上
56.0以下
C4-18
C8-18
C10-18
18±0.90
54.0
0.95.4
+−
22.5以上
63.0以下
C4-20
C8-20
C10-20
20±1.00
60.0
0.
100.5
+−
25.0以上
70.0以下
C4-22.4
C8-22.4
C10-22.4
22.4±1.10
67.2
2.
116.5
+−
28.0以上
78.4以下
C4-25
C8-25
C10-25
25±1.25
75.0
5.
123.6
+−
31.2以上
87.5以下
C4-28
C8-28
C10-28
28±1.40
84.0
0.
140.7
+−
35.0以上
98.0以下
C4-32
C8-32
C10-32
32±1.60
96.0
0.
160.8
+−
40.0以上
112.0以下
7. 外観 チェーンスリングには,き裂,著しいさびなど使用上有害な欠点があってはならない。
8. 材料
8.1
チェーン チェーンの材料は,次による。
a) チェーンの材料は,表6に規定する化学成分のキルド鋼とし,溶接性に優れたものとする。
9
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) チェーンの材料のオーステナイト結晶粒度は,等級4及び等級8では結晶粒度番号が5以上,等級10
では結晶粒度番号が6以上のものでなければならない。
表 6 チェーンの硫黄及びりんの含有量
化学成分
最大含有量 %
溶解分析
製品分析
等級4
等級8及び等級10
等級4
等級8及び等級10
S
0.030
0.020
0.035
0.025
P
0.030
0.020
0.035
0.025
S+P
0.055
0.035
0.065
0.045
8.2
フック フックの材料は,JIS B 2803による。
備考 フックの材料は,製品分析によってもよい。
8.3
マスターリンク,中間リンク,ファンドリフック,グラブフック,結合リンク及び結合金具 マス
ターリンク,中間リンク,ファンドリフック,グラブフック,結合リンク及び結合金具の材料は,表7に
規定する化学成分のキルド鋼で5.の性能を満足するものでなければならない。
表 7 材料の硫黄及びりんの含有量
化学成分
最大含有量 %
溶解分析
製品分析
等級4
等級8及び等級10
等級4
等級8及び等級10
S
0.035
0.030
0.040
0.035
P
0.030
0.030
0.035
0.035
S+P
0.060
0.055
0.070
0.065
9. 製造方法
9.1
チェーン チェーンの製造方法は,次による。
a) チェーンは,図5のようにリンク平行部中央で溶接する。
b) チェーンは,溶接後,適切な熱処理を施さなければならない。ただし,等級4については熱処理を省
略してもよい。
c) チェーンは,熱処理後,表3に定める破断荷重の63 %以上の製造者試験荷重を加えて,プリセット処
理を行わなければならない(2)。
注(2) 熱処理を施さないチェーンでは,溶接後プリセット処理を行う。
9.2
マスターリンク及び中間リンク マスターリンク及び中間リンクは,鍛造又は溶接によって成形す
る。成形後は,適切な熱処理及び必要に応じて機械加工を施さなければならない。溶接の場合は,直線部
中央で溶接しなければならない。
9.3
フック フックの製造方法は,JIS B 2803による。
9.4
ファンドリフック及びグラブフック ファンドリフック及びグラブフックは,鍛造によって成形す
る。鍛造後は,適切な熱処理及び必要に応じて機械加工を施さなければならない。
9.5
結合リンク 結合リンクは,溶接によって成形する。溶接後は,適切な熱処理及び必要に応じて機
械加工を施さなければならない。ただし,チェーンの等級4に使用するものは,熱処理を施さなくてもよ
い。
10
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.6
結合金具 結合金具は,鍛造又は機械加工によって成形する。成形後は,適切な熱処理及び必要に
応じて機械加工を施さなければならない。
9.7
結合方法 チェーンとマスターリンク,中間リンク,フック,ファンドリフック又はグラブフック
との結合方法は,結合リンクを使用する溶接式又は結合金具を使用する組立式とする。
10. 試験方法
10.1 プルーフロード試験 プルーフロード試験は,チェーンスリングを引張試験機の取付具に両端を固
定し,表3のプルーフロードの5 %の初荷重を加え,チェーン,マスターリンク,中間リンク,フック,
ファンドリフック,グラブフック,結合リンク及び結合金具の標点間距離を測定し,これを初標点間距離
とする。
次に,表3のプルーフロードを加え更に初荷重に戻したときのそれぞれの標点間距離を測定し,永久伸
び又は永久変形量を求める。ただし,チェーン(3),マスターリンク,中間リンク,フック,ファンドリフ
ック,グラブフック,結合リンク及び結合金具をそれぞれ単独でプルーフロード試験を行う場合は,チェ
ーンスリングとしてのプルーフロード試験は省略してもよい(4)。
なお,試料は,一連のリンク数を線径5.6 mm以下は9リンク,線径6.3 mm以上16 mm以下は7リンク,
線径18 mm以上は5リンクとする。
注(3) チェーンの試験方法は,JIS B 8812による。
(4) それぞれ単独で行う試験方法は,JIS B 2803に準じる。この場合,中間リンク,ファンドリフ
ック,グラブフック,結合リンク及び結合金具に対する引張方向は,使用荷重方向に荷重を加
える。ただし,マスターリンクは,附属書1図1の中心線方向とする。
10.2 静的強さ試験 チェーンスリングの引張試験は,プルーフロード試験後の試料について,引張試験
機で静的引張荷重を加え破断するまでの最大荷重(破断荷重)及びチェーンの破断全伸びを測定する。
チェーン(3),マスターリンク,中間リンク,フック,ファンドリフック,グラブフック,結合リンク及
び結合金具をそれぞれ単独で引張試験を行う場合は,チェーンスリングとして引張試験は省略してもよい
(4)。
10.3 オーステナイト結晶粒度測定 チェーンの材料のオーステナイト結晶粒度は,JIS G 0551に規定す
る方法で測定する。
10.4 衝撃試験 チェーンリンクの衝撃試験は,JIS B 8841の規定によって行うものとし,試料は一本の
チェーンから,3個のチェーンリンクをサンプリングする。試験温度は,表8による。
表 8 衝撃試験の試験温度
単位 ℃
分類
調質チェーン
等級
8
10
タイプ
C8
C10
試験温度
−40
備考 チェーンの線径が大きいために,衝撃試験が困難な場合には,次の試験片を使用して,試験を
してもよい。
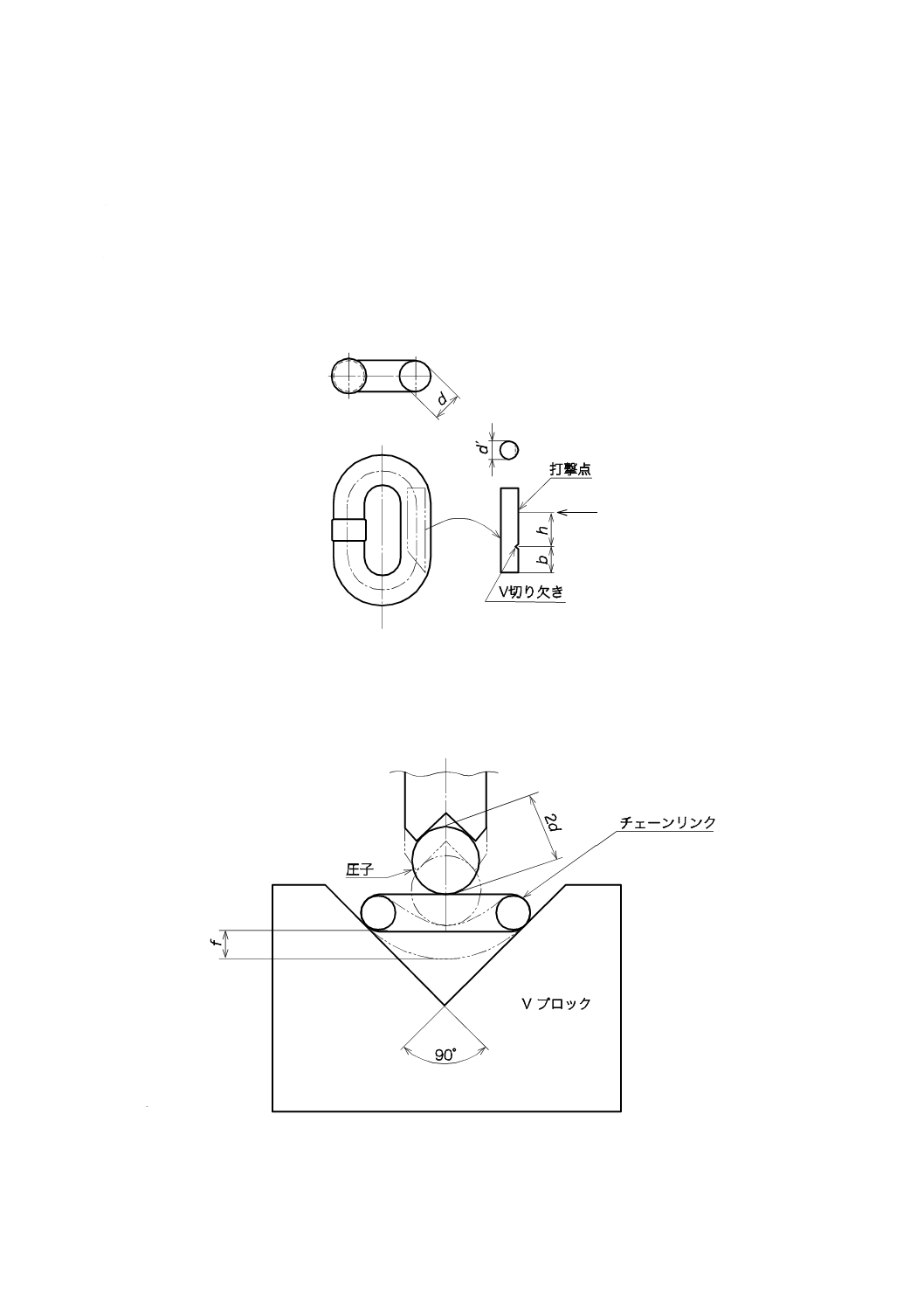
a) 製品のチェーンより,サンプリングしたチェーンリンクから,図6に示す試験片(以下,I形試験片
という。)を,切削加工などによって作成する。
11
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d′< d
ここに,
d: チェーンリンクの線径 (mm)
d′: I形試験片の直径 (mm)
b) I形試験片の寸法は,JIS B 8841の表1の規定による。
ただし,dはd′とする。
c) 衝撃試験方法は,JIS B 8841による。
ただし,dはd′とする。
d) 試験結果には,I形試験片によることを明示しなければならない。
図 6 I形試験片
10.5 曲げ試験 チェーンの曲げ試験は,図7のように90°Vブロックにチェーンリンクを水平に置き,
リンク平行部の中心に圧子で衝撃力を伴わずに曲げ荷重を加える。
図 7 チェーンの曲げ試験方法
f:変形量
12
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11. 製品の呼び方 チェーンスリングの呼び方は,規格の名称 (5) 又は規格番号,種類 (6),等級 (7),最
大使用荷重 (8) 及びリーチによる。
例1. 1本つり,構成部品がチェーン,マスターリンク及びフックでチェーンとの結合方法が組立式,
構成部品の等級がすべて同一等級,最大使用荷重が2.0 t,リーチが1.5 mの場合
巻上用チェーンスリング又はJIS B 8816,1本つり,マスターリンク,フック,等級8,2.0 t,
1.5 m
2. 2本つり,構成部品がチェーン,マスターリンク,結合金具及びフックでチェーンとの結合方
法が組立式,構成部品の等級が異なる等級,つり角度が90°以下,使用荷重が1.4 t,つり角度
が90°を超え120°以下,使用荷重1.0 t,リーチが1.5 mの場合
巻上用チェーンスリング又はJIS B 8816,2本つり,チェーン等級8,マスターリンク,結合
金具及びフック等級10,つり角度90°以下,1.4 t,つり角度90°を超え120°以下,1.0 t,1.5
m
注(5) 巻上用チェーンスリングは,チェーンスリングと呼んでもよい。
(6) 種類は,チェーンの本数,チェーンスリングを構成する部品名とする。
(7) 等級は,チェーン,マスターリンク,中間リンク,フック,ファンドリフック,グラブフック,
結合リンク及び結合金具の,それぞれの等級で呼ぶこととする。
なお,チェーンの等級は,線径を含めたもので呼んでもよい(表2参照)。
(8) 2本つり以上の場合は,つり角度によるそれぞれの使用荷重で呼ぶ(附属書2表1〜3参照)。
12. 表示 表示は,次によって行う。
a) マスターリンク又はフックに機械的強さを減じるおそれがないような方法で,マスターリンク又はフ
ックに次の事項を表示する (9)。
1) 等級 (10)
2) 最大使用荷重
3) 製造業者名又はその略号
4) その他必要な事項(受渡当事者間の協定による。)
例 等級10,最大使用荷重2.0 tの場合
10 - 2.0 t 製造業者名
b) チェーンには,強さを減じるおそれがなく,また容易に消えない方法で約50 cmおきに次の事項を表
示する。
1) タイプ
2) 製造業者名又はその略号
3) 製造ロット番号又はその略号
c) 2本つり以上の場合は,つり角度などによる使用荷重(附属書2参照)をメタルタグ又はラベルに表
示する。
注(9) メタルタグ又はラベルに表示してもよい。
(10) チェーン,マスターリンク,中間リンク,フック,ファンドリフック,グラブフック,結合リ
ンク及び結合金具の等級がそれぞれ異なる場合のチェーンスリングの等級は,チェーンの等級
を表示する。
13
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 ISO 1835 : 1980 Short link chain for lifting purposes−Grade M (4), non-calibrated, for chain slings
etc.
ISO 3056 : 1986 Non-calibrated round steel link lifting chain and chain slings−Use and maintenance
ISO 3075 : 1980 Short link chain for lifting purposes−Grade S (6), non-calibrated, for chain slings
etc.
ISO 3076 : 1984 Short link chain for lifting purposes−Grade T (8), non-calibrated, for chain slings
etc.
ISO 4778 : 1981 Chain slings of welded construction−Grades M (4), S (6) and T (8)
ISO 7593 : 1986 Chain slings assembled by methods other than welding−Grade T (8)
ISO 8539 : 1986 Forged steel lifting components for use with grade T (8) chain
14
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定)マスターリンク
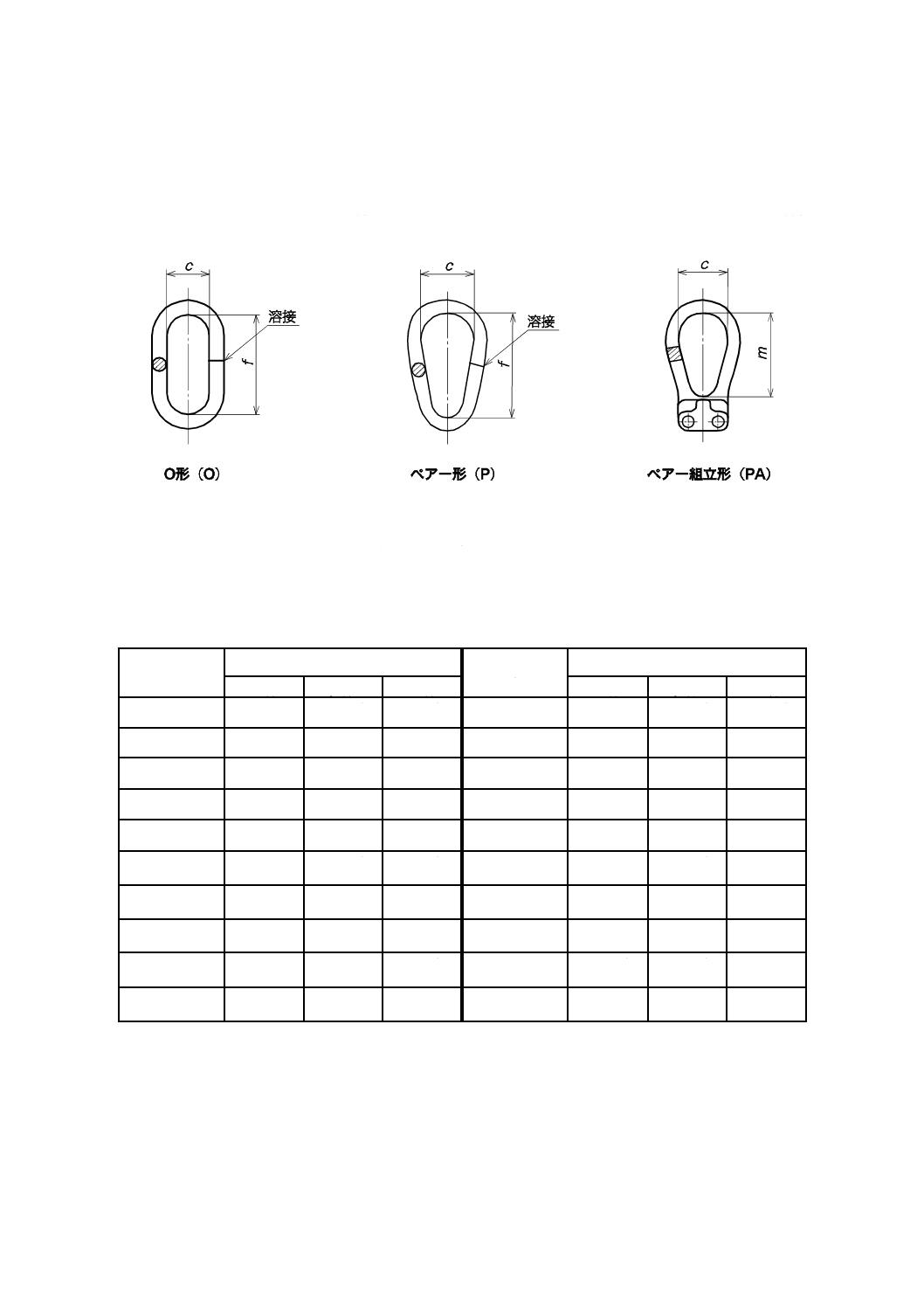
1. 種類・形状 マスターリンクの種類は,O形 (O),ペアー形 (P) 及びペアー組立形 (PA) の3種類と
し,その形状は,附属書1図1による。
附属書1図 1 マスターリンクの形状(例)
2. 等級 マスターリンクの等級は,本体表2に規定する等級4,等級8及び等級10とする。
3. 寸法 マスターリンクの最大使用荷重に対する寸法は,附属書1表1による。
附属書1表 1 寸法
最大使用荷重
t
寸法mm
最大使用荷重
t
寸法mm
C (1)
f (1)
m (1)
c (1)
f (1)
m (1)
0.4
33.5以上
67以上
54以上
4.0
60以上
120以上
96以上
0.5
35.5以上
71以上
57以上
5.0
63以上
126以上
101以上
0.63
37.5以上
75以上
60以上
6.3
67以上
134以上
108以上
0.8
40 以上
80以上
64以上
8.0
75以上
150以上
120以上
1.0
42.5以上
85以上
68以上
10.0
80以上
160以上
128以上
1.25
45 以上
90以上
72以上
12.5
90以上
180以上
144以上
1.6
47.5以上
95以上
76以上
16.0
100以上
200以上
160以上
2.0
50 以上
100以上
80以上
20.0
112以上
224以上
180以上
2.5
53 以上
106以上
85以上
31.5
140以上
280以上
224以上
3.2
56 以上
112以上
90以上
40.0
160以上
320以上
256以上
注(1) c,f,mは,附属書1図1による。
備考 c,f,m以外の寸法は,チェーンスリングの性能を満足するものでなければならない。
15
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定)チェーンスリングの使用荷重
チェーンスリングの使用荷重は,つり方,本数及びつり角度を確認し,1本つりの使用荷重にモード係
数(1)を乗じた範囲内で使用することとし,各等級の線径別使用荷重を附属書2表1〜3に示す。
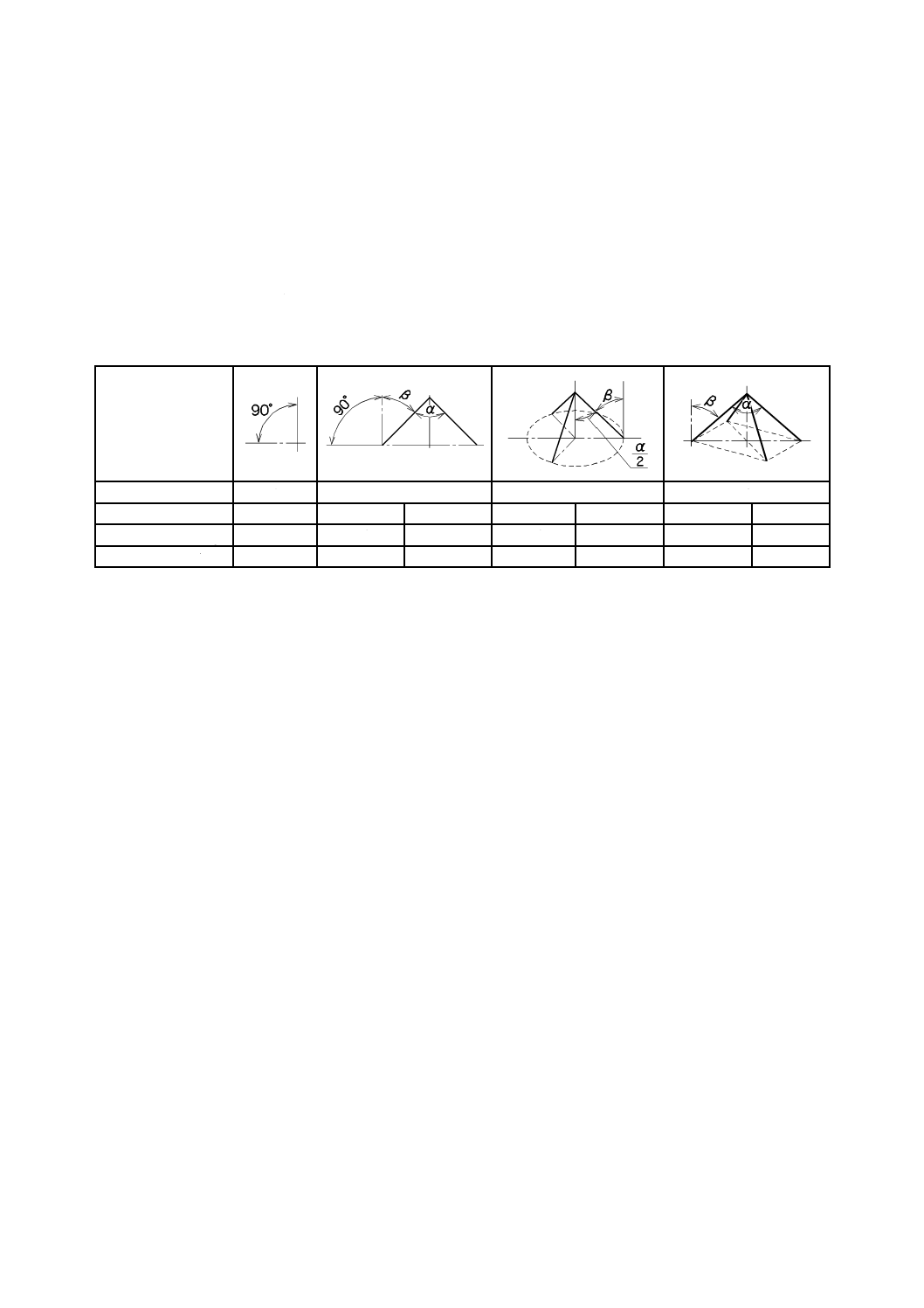
注(1) モード係数 (M) は,次による。
2本つりの場合 M=2×cosβ
3本つり及び4本つりの場合 M=3×cosβ
モード係数
つり方
チェーンの本数
1
2
3
4
つり角度 α
−
90°
120°
−
−
90°
120°
垂直線との角度 β
−
45°
60°
45°
60°
45°
60°
モード係数 M
1
1.4
1
2.1
1.5
2.1
1.5
16
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表 1 等級4のチェーンスリングの使用荷重
単位 t
つり方
1本つり
2本つり
3本つり及び4本つり
つり角度 α
α=0°
α≦90°
90°<α≦120°
α≦90°
90°<α≦120°
垂直線との角度 β
β=0°
β≦45°
45°<β≦60°
β≦45°
45°<β≦60°
モード係数 M
1
1.4
1
2.1
1.5
線径
(mm)
5
0.4 以下
0.56 以下
0.4 以下
0.84 以下
0.6 以下
5.6
0.5 以下
0.7 以下
0.5 以下
1.05 以下
0.75 以下
6.3
0.63 以下
0.88 以下
0.63 以下
1.32 以下
0.94 以下
7.1
0.8 以下
1.12 以下
0.8 以下
1.68 以下
1.2 以下
8
1.0 以下
1.4 以下
1.0 以下
2.1 以下
1.5 以下
9
1.25 以下
1.75 以下
1.25 以下
2.62 以下
1.87 以下
10
1.6 以下
2.24 以下
1.6 以下
3.36 以下
2.4 以下
11.2
2.0 以下
2.8 以下
2.0 以下
4.2 以下
3.0 以下
12.5
2.5 以下
3.5 以下
2.5 以下
5.25 以下
3.75 以下
14
3.2 以下
4.48 以下
3.2 以下
6.72 以下
4.8 以下
16
4.0 以下
5.6 以下
4.0 以下
8.4 以下
6.0 以下
18
5.0 以下
7.0 以下
5.0 以下
10.5 以下
7.5 以下
20
6.3 以下
8.82 以下
6.3 以下
13.23 以下
9.45 以下
22.4
8.0 以下
11.2 以下
8.0 以下
16.8 以下
12.0 以下
25
10.0 以下
14.0 以下
10.0 以下
21.0 以下
15.0 以下
28
12.5 以下
17.5 以下
12.5 以下
26.25 以下
18.75 以下
32
16.0 以下
22.4 以下
16.0 以下
33.6 以下
24.0 以下
17
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表 2 等級8のチェーンスリングの使用荷重
単位 t
つり方
1本つり
2本つり
3本つり及び4本つり
つり角度 α
α=0°
α≦90°
90°<α≦120°
α≦90°
90°<α≦120°
垂直線との角度 β
β=0°
β≦45°
45°β≦60°
β≦45°
45°<β≦60°
モード係数 M
1
1.4
1
2.1
1.5
線径
(mm)
5
0.8 以下
1.12 以下
0.8 以下
1.68 以下
1.2 以下
5.6
1.0 以下
1.4 以下
1.0 以下
2.1 以下
1.5 以下
6.3
1.25 以下
1.75 以下
1.25 以下
2.62 以下
1.87 以下
7.1
1.6 以下
2.24 以下
1.6 以下
3.36 以下
2.4 以下
8
2.0 以下
2.8 以下
2.0 以下
4.2 以下
3.0 以下
9
2.5 以下
3.5 以下
2.5 以下
5.25 以下
3.75 以下
10
3.2 以下
4.48 以下
3.2 以下
6.72 以下
4.8 以下
11.2
4.0 以下
5.6 以下
4.0 以下
8.4 以下
6.0 以下
12.5
5.0 以下
7.0 以下
5.0 以下
10.5 以下
7.5 以下
14
6.3 以下
8.82 以下
6.3 以下
13.23 以下
9.45 以下
16
8.0 以下
11.2 以下
8.0 以下
16.8 以下
12.0 以下
18
10.0 以下
14.0 以下
10.0 以下
21.0 以下
15.0 以下
20
12.5 以下
17.5 以下
12.5 以下
26.25 以下
18.75 以下
22.4
16.0 以下
22.4 以下
16.0 以下
33.6 以下
24.0 以下
25
20.0 以下
28.0 以下
20.0 以下
42.0 以下
30.0 以下
28
25.0 以下
35.0 以下
25.0 以下
52.5 以下
37.5 以下
32
31.5 以下
44.1 以下
31.5 以下
66.15 以下
47.25 以下
18
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表 3 等級10のチェーンスリングの使用荷重
単位 t
つり方
1本つり
2本つり
3本つり及び4本つり
つり角度 α
α=0°
α≦90°
90°<α≦120°
α≦90°
90°<α≦120°
垂直線との角度 β
β=0°
β≦45°
45°<β≦60°
β≦45°
45°<β≦60°
モード係数 M
1
1.4
1
2.1
1.5
線径
(mm)
5
1.0 以下
1.4 以下
1.0 以下
2.1 以下
1.5 以下
5.6
1.25 以下
1.75 以下
1.25 以下
2.62 以下
1.87 以下
6.3
1.6 以下
2.24 以下
1.6 以下
3.36 以下
2.4 以下
7.1
2.0 以下
2.8 以下
2.0 以下
4.2 以下
3.0 以下
8
2.5 以下
3.5 以下
2.5 以下
5.25 以下
3.75 以下
9
3.2 以下
4.48 以下
3.2 以下
6.72 以下
4.8 以下
10
4.0 以下
5.6 以下
4.0 以下
8.4 以下
6.0 以下
11.2
5.0 以下
7.0 以下
5.0 以下
10.5 以下
7.5 以下
12.5
6.3 以下
8.82 以下
6.3 以下
13.23 以下
9.45 以下
14
8.0 以下
11.2 以下
8.0 以下
16.8 以下
12.0 以下
16
10.0 以下
14.0 以下
10.0 以下
21.0 以下
15.0 以下
18
12.5 以下
17.5 以下
12.5 以下
26.25 以下
18.75 以下
20
16.0 以下
22.4 以下
16.0 以下
33.6 以下
24.0 以下
22.4
20.0 以下
28.0 以下
20.0 以下
42.0 以下
30.0 以下
25
25.0 以下
35.0 以下
25.0 以下
52.5 以下
37.5 以下
28
31.5 以下
44.1 以下
31.5 以下
66.15 以下
47.25 以下
32
40.0 以下
56.0 以下
40.0 以下
84.0 以下
60.0 以下
19
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(規定)チェーンスリングの使用基準
チェーンスリングの使用に際しては,次の事項に注意しなければならない。
a) メタルタグ又はラベルに表示してある使用荷重は,その範囲内で使用する。
b) つり角度を確かめ,角度に応じた使用荷重のチェーンスリングを使用する。
c) チェーンがねじれたり,もつれたりしたまま使用しない。
d) 荷の角にチェーンが当たるときは,パッドを当て,品物を保護すると同時に,チェーンも保護する。
e) 荷は必ずフックの中央でつるし,フック先端でつらない。
f)
チェーンの摩耗及び伸びによる使用限界を守り,変形及びき裂が生じているものは使用しない。
g) 高温の雰囲気の下で使用する場合,又は一度高温状態で使った後再び常温で使用する場合は,その温
度に応じて使用荷重を減少させて使用する。
使用荷重は,附属書3表1による。
附属書3表 1 各使用温度における使用荷重
単位 %
使用温度
−40 ℃を超え
100 ℃以下
100 ℃を超え
200 ℃以下
200 ℃を超え
300 ℃以下
300 ℃を超え
350 ℃以下
350 ℃を超え
400 ℃以下
400 ℃を超え
475 ℃以下
475 ℃を超え
等級
4
100
100
100
85
75
50
使用不可
8
100
100
90
75
75
使用不可
10
100
90
75
65
60
使用不可
h) 荷をつり上げるときはゆっくり,下ろすときには静かに行う。
i)
常時,振動を受ける用途に使用する場合は,使用荷重を軽減させて使用する。
j)
荷をつり下げたままで,長時間放置しない。
k) 荷はバランスよくつる。
l)
欠陥の生じたチェーンを溶接,肉盛又は熱処理を施すなどして再使用しない。
m) チェーンスリングを使用しないときは,環境のよい適切な場所に,つり下げ装置を設けた格納場所を
定め,つり下げてさびないように保管する。
20
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(規定)チェーンスリングの点検基準
チェーンスリングの点検は,日常点検 (1) 及び定期点検 (2) とし,附属書4表1による。
注(1) 使用前の点検をいう。
(2) 定期的に行う点検で,使用頻度によって異なるが,通常1か月ごとに行う。
附属書4表 1 点検基準
点検項目
点検の種類
点検方法
点検基準
日常 定期
チェーンスリング全体
使用荷重
○
○
目視
タグ又はラベルによって使用荷重を確認する。
組付状態
○
○
目視
すべての部品が正しく組み込まれており,締結部の緩みがない。
チェーン
チェーンの
5リンクの伸び
○
測定
元の値の5 %以上伸びているものは使用しない(使用前に寸法
表を作成しておくこと。)。
リンクの摩耗
○
目視
線径の摩耗が10 %以上のものは使用しない。
○
測定
リンクの曲がり
○
目視
線径の10 %以上のものは使用しない。
○
測定
リンクのねじれ
○
○
目視
ねじれがない。
きず,その他
有害な欠陥
○
○
目視,磁粉探傷(4)
又は,浸透探傷(5)
きず,き裂その他有害な欠陥がない。
腐食
○
○
目視
著しいさびが発生していない。
マスターリンク,中間リンク
変形
○
目視
水平,垂直方向変形が5 %以上のものは使用しない(使用前に
寸法表を作成しておくこと。)。
○
測定
摩耗
○
目視
元の値の10 %以上摩耗しているものは使用しない。
○
測定
きず,その他
有害な欠陥
○
○
目視,磁粉探傷(4)
又は,浸透探傷(5)
きず,き裂その他有害な欠陥がない。
腐食
○
○
目視
著しいさびが発生していない。
フック,ファンドリフック,グラブフック
フックの開き
○
目視
元の寸法と比較し変形がない(使用前に寸法表を作成しておく
こと。)。
○
測定
変形
○
○
目視
曲がり及びねじれがない。
外れ止め(3)
○
○
目視
著しい摩耗,変形がなく正しく作動する。
摩耗,腐食
○
○
目視
著しい摩耗及び腐食がない。
きず,その他
有害な欠陥
○
○
目視,磁粉探傷(4)
又は,浸透探傷(5)
きず,き裂その他有害な欠陥がない。
結合金具
変形
○
○
目視
変形がない。
摩耗,腐食
○
○
目視
著しい摩耗及び腐食がない。
きず,その他
有害な欠陥
○
○
目視,磁粉探傷(4)
又は,浸透探傷(5)
きず,き裂その他有害な欠陥がない。
ピンの緩み
○
○
目視
緩みがない。
注(3) フックに外れ止めのないものについては,この項目を削除する。
(4) JIS G 0565による。
(5) JIS Z 2343-1〜-4による。
21
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5(参考)ISO 4778 溶接式チェーンスリング−
等級M (4),S (6)及びT (8)
序文 この附属書(参考)は,1981年に第1版として発行されたISO 4778,Chain slings of welded construction
−Grades M (4), S (6) and T (8)を翻訳し,技術的内容及び規格票の様式を変更することなく作成したもので
ある。
なお,この附属書(参考)は,本体及び附属書の規定に関連する事柄を補足するもので,規定の一部で
はない。
1. 適用範囲 この附属書は,適切な構成部品範囲とともに,附属書9,附属書10,附属書11及びISO 1834
に基づくチェーンを用いる等級M (4), S (6) 及びT (8) の1本つり,2本つり,3本つり及び4本つり溶接
式のチェーンスリングの規定条件,使用荷重の決め方 (methods of rating) 及び試験方法について規定する。
この附属書は,公称リーチが均一でない複数のつりチェーンをもつ溶接式チェーンスリング又は機械的
接続チェーンスリングには適用しない。
2. 引用規格
ISO 1834 : 1980 Short link chain for lifting purposes−General conditions of acceptance
ISO 1835 : 1980 Short link chain for lifting purposes−Grade M (4), non-calibrated, for chain slings etc.
ISO 2766 : 1973 Single lifting hooks with shank-capacity up to 25 tonnes−Grades M, P, S (T, V)−Hammer
and drop forged hooks
ISO 3075 : 1980 Short link chain for lifting purposes−Grade S (6), non-calibrated, for chain slings etc.
ISO 3076 : 1984 Short link chain for lifting purposes−Grade T (8), non-calibrated, for chain slings etc.
3. 定義
3.1
チェーンスリング 荷をクレーン又は他の巻上機のフックに掛けるため,この附属書に準じ適切な
上部及び下部ターミナルに結合したチェーン又はチェーン群からなる組立品(附属書5図2〜5参照)。
3.2
マスターリンク クレーン又は他の巻上機のフックに取り付けるのに用いるチェーンスリングの上
部ターミナルフィッティング (terminal fitting) を形成するパラレルサイドリンク (parallel-sided link)(附属
書5図2〜5参照)。
3.3
中間マスターリンク マスターリンクに2個又はそれ以上のつりチェーンを結合するのに使うリン
ク(附属書5図2〜5参照)。
3.4
結合リンク 上部又は下部ターミナルフィッティングに直接又は中間リンクを通して結合するため
のチェーン端末の取付けリンク(附属書5図2〜5参照)。
3.5
中間リンク ターミナルフィッティングとチェーン取付けリンク間の結合を形成するのに使うリン
ク(附属書5図2〜5参照)。
3.6
下部ターミナル マスターリンク又は上部ターミナルから離れているつりチェーン端末に取り付け
られるリンク,フック又は他の部品。
22
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.7
プルーフロード チェーンスリング全体の試験としてかけられる力又はスリングの一部品の試験と
してかけられる力(10.参照)。
3.8
最大使用荷重 一般の用途でチェーンスリングが保持できるように定められている最大質量。
3.9
使用荷重 特定の用途で保持するのにチェーンスリングが使用されている最大質量。
4. 識別 この附属書に対しチェーンスリングを特定するのに使用される識別は,次による。
4.1
公称寸法 チェーンスリングの公称寸法は,その製造で使われたリンクチェーンの公称寸法とする。
各個々のマスターリンク,結合リンク又は中間リンクの公称寸法は,断面が丸い場合は,その鋼材の公
称直径とする。
4.2
チェーンスリングの公称リーチ チェーンスリングの公称リーチは,下部ターミナルフィッティン
グの内側から上部ターミナルフィッティングの内側までの有効長である(附属書5図2〜5参照)。
4.3
チェーンスリングの等級 この附属書による表示を目的としたチェーンスリングの公称の等級は,
使用するチェーンの等級と同じである,すなわち等級M(4),S(6)及びT(8)(1.参照)。
4.4
定格 チェーンスリングの定格は,9.に規定する。
5. 構造 この附属書によるチェーンスリングの例を附属書5図2〜5に示す。
結合リンクと中間リンクは,次による。
a) パラレルサイドリンク
b) 卵形リンク(各端で半径の異なるリンクすなわちペアー形)
卵形リンク又はペアー形リンクは,リンクを反転し,くさび止め作用が生じたり,又はそれによっ
てリンクに変形が生じたりする場合には,下部ターミナルとして,又はマスターリンクとして使用し
てはならない。
6. 寸法及び許容差 附属書5に適合するチェーンスリングに用いられるチェーン,マスターリンク,結
合リンク及び中間リンクの寸法と許容差は,次のとおりとする。
6.1
チェーン チェーンの寸法と許容差は,1.に示す各チェーンの規定に適合すること。
6.2
マスターリンク及び中間マスターリンク
6.2.1
マスターリンクの内幅と断面は,次による。
a) マスターリンクは,スリングの定格より2段階大きい等級Mフックに適合しなければならない(附属
書5表1及び表2参照)。
b) マスターリンクの内幅がa) に定めたフック断面の最大幅 (Lh) の1.2倍以上でなければならない。
c) 無負荷状態でフックを固定する他の手段がない場合,下部ターミナルとしてのフック付スリングにつ
いては,内幅寸法と断面は,a) に定めたフックの場合,マスターリンクに下部ターミナルをはめ込め
るようになっている。
6.2.2
マスターリンクと中間マスターリンクは円形断面か又は他の適切な断面としてよい。ただし,断面
は,次のように選定する。
a) プルーフロード試験後(10.参照)マスターリンクと中間マスターリンクは,いかなる永久変形もあっ
てはならない(8.1参照)。
b) 最小破断伸びは,少なくともチェーンの対応する等級のものと同等でなければならない。
6.3
下部ターミナルリンク,結合リンク及び中間リンク
23
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3.1
下部ターミナルリンク,結合リンク及び中間リンクの数と内幅寸法は,リンクの自由結合ができる
ものであること。
6.3.2
断面は,次による。
a) プルーフロード試験後(10.参照)下部ターミナルリンク,結合リンク及び中間リンクは,著しい永久
変形があってはならない(8.1参照)。
b) 最小破断伸びは,少なくともチェーンの対応する等級のものと同等でなければならない。
備考 マスターリンクと中間リンクの断面計算方法は,附属書5附属書Aに示す。
6.4
アイフック アイフックは,チェーンとの適応性がなければならない(6.1参照)。
6.5
許容差 チェーンスリングを製造する場合,購入者が指示する公称リーチにおいて,許容差内のリ
ンク数の変動が許される。プルーフロード試験後,マルチ形つりチェーンスリングの最大長リーチと最小
長リーチの差は(最大使用荷重の51の引張力で試験)最大長リーチに対し6 mm以上であってはならない。
2 m以上のチェーンスリングでは,最大長リーチと最小長リーチとの差は,3 mm/m増加できる。
7. 材料 構成部品の製造に用いる材料は,チェーンの所定の等級に対し,この附属書に定められている
条件に適合しなければならない。
8. 製造方法
8.1
マスターリンク及び中間マスターリンク マスターリンクの溶接方法(適用する場合),製造方法,
材料,形状及び熱処理は,破断荷重と適切なプルーフロードとの比が最大使用荷重25 t以下で2 : 1以下に
なってはならない(附属書5図1参照)。
8.2
下部ターミナルリンク,結合リンク及び中間リンク リンクの溶接方法(適用する場合),製造方法,
材料,形状及び熱処理は,破断荷重がチェーンの最小破断荷重以下になってはならない。
8.3
熱処理 すべてのマスターリンク,中間マスターリンク,結合リンク,中間リンク,下部ターミナ
ル及びチェーンは,プルーフロードを加える前に,規定の機械的性能と金属学的特性とをもつように熱処
理しなければならない。
備考 チェーン製造業者又は所定当局から許可された機関だけが,この附属書に定められているチェ
ーンスリングを,溶接又は熱処理することができる。また,チェーンスリングの組立品を変更
又は修理する場合は,製造業者又は所定当局から許可された製造業者だけによって実施されな
ければならない。
8.4
試験データ 構造設計を実証するため要求があれば,チェーンスリング製造業者は,納入リンクと
同等の寸法,形状,材料及び熱処理をもつマスターリンク,中間マスターリンク又は結合リンク若しくは
下部ターミナルリンク又は中間リンクを代表する試験データを提出しなければならない。
9. 定格
9.1
1本つりチェーンスリング 1本つりチェーンスリングは,チェーンと同等の最大使用荷重とする。
9.2
マルチ形つりチェーンスリング マルチ形つりチェーンスリングの定格の決め方は二種類ある,す
なわち
a) 均一負荷方法 0〜90°(垂直線に対して0〜45°)の任意のつり角度で均一使用荷重について,チェ
ーンスリングの定格を定める。又は,90〜120°(垂直線に対し45〜60°)任意のつりチェーン間角
度で補足的に均一使用荷重について,チェーンスリングの定格を定める。
24
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 三角法 チェーンスリングを使用するときの特定のつり角度に従い使用荷重でチェーンスリング定格
を決める。
この目的のために通常三角関数表を参照する。
9.2.1
均一負荷法
a) 2本つりチェーンスリング 0〜90°(垂直に対し,0〜45°)のすべてのつり角度について,
最大使用荷重=1.4×(同じようなチェーンで形成する1本つりの最大使用荷重)
90〜120°(垂直線に対し45〜60°)のつり角度に対し補足的に表示する場合,
最大使用荷重=1×(同じようなチェーンで形成する1本つりの最大使用荷重)
b) 3本つり及び4本つりチェーンスリング 0〜90°(垂直線に対し0〜45°)のすべてのつり角度につ
いて,
最大使用荷重=2.1×(同じようなチェーンで形成する1本つりの最大使用荷重)
90〜120°(垂直線に対し45〜60°)のつり角度に対し補足的に表示する場合,
最大使用荷重=1.5×(同じようなチェーンで形成する1本つりの最大使用荷重)
備考 3本つりチェーンスリングの場合は,つり角度は,垂直線に対する角度の2倍とする。すなわ
ち2×β(附属書5図6参照)。
4本つりチェーンスリングの場合は,つり角度は,対角線方向で対抗するチェーンのつり角度
と同じであること(附属書5図6参照)。
9.2.2
三角法
a) 2本つりチェーンスリング
最大使用荷重=2×1本つり最大使用荷重×cosβ
b) 3本つり及び4本つりチェーンスリング
最大使用荷重=3×1本つり最大使用荷重×cosβ
9.3
公称定格 均一負荷法又は,三角法のいずれによって定格を定めるかには関係なく,任意のマルチ
形つりチェーンスリングの公称定格は,つり角度90°(垂直線に対し45°)で使用するときのチェーンス
リングの使用荷重とする。
10. プルーフロード 最終熱処理後,附属品付きチェーンスリングは,組立品試験をしなければならない。
マルチ形つりチェーンスリングは,各つりチェーンごとに,試験しなければならない。
チェーンスリングの各つりチェーンには,次の平面図のように使用荷重が組立品に作用するとき,チェ
ーンの規定の使用荷重に相当する2倍の力をかけなければならない。
10.1 均一負荷定格法を用いるプルーフロード試験法(附属書5図1参照)
10.2 三角定格法を用いるプルーフロード試験法
25
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
係数
PL1
PL2
PL3
最大使用荷重
1.0
1.4
2.1
プルーフロード
(2×最大使用荷重)
2.0
2.8
4.2
備考 最大使用荷重が25 t以上の場合は,ILO
の推奨に従って減少させられたPL2及び
PL3に対し2プルーフロードが適用でき
る。
附属書5図 1 プルーフロードの係数
10.2.1 2本つりチェーンスリング 2本つりチェーンスリングの各つりチェーンのプルーフロードは,チ
ェーンの最大使用荷重の2倍とする。マスターリンクのプルーフロードは,チェーンの最大使用荷重の4
倍とする。
10.2.2 3本つり及び4本つりチェーンスリング 3本つり又は4本つりチェーンスリングの各つりチェー
ンのプルーフロードは,チェーンの最大使用荷重の2倍とする。マスターリンクのプルーフロードは,チ
ェーンの最大使用荷重の6倍とする。また,中間マスターリンクのプルーフロードは,チェーンの最大使
用荷重の4倍とする。
10.3 プルーフロード試験後の無負荷のチェーンスリングは,有資格者が注意深く点検し,不良部品は取
り替えること。
11. 表示 マスターリンク又はそれに隣接するリンクに永久的に取り付けたラベル又はメタルタグに,次
の事項を表示する。これとは別にすべての項目又は一部の項目を,マスターリンクに表示できる。ただし,
リンクの機械的性能を著しく損なってはならない。
11.1 1本つりチェーンスリング
a) 最大使用荷重(kg又はt)
b) 個々の識別番号又は記号
c) 等級M(4),S(6)又はT(8)
26
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 製造業者名又はその略号
e) チェーン線径(任意)
f)
使用者と製造業者とが協議した他の情報
11.2 角度0〜90°(垂直線に対し0〜45°)で使用する均一定格チェーンスリング
a) 最大使用荷重(kg又はt)
最大使用荷重(kg又はt)0〜90°(垂直線に対し0〜45°)
b) 個々の識別番号又は記号
c) 等級M(4),S(6)又は及びT(8)
d) 製造業者名又はその略号
e) チェーン線径(任意)
f)
つり本数
g) 使用者と製造業者とが合意した他の情報
h) 更に90〜120°(垂直線に対し45〜60°)での使用に適用できる使用荷重をタグ又はラベル上又は同
様な方法で取り付けた別個のタグ又はラベル上に補足的に表示できる。
最大使用荷重(kg又はt)90〜120°(垂直線に対し45〜60°)
11.3 三角関数表で使用荷重を定めるチェーンスリング
a) つり角度90°(垂直線に対し45°)の最大使用荷重
最大使用荷重(kg又はt)90°(垂直線に対し45°)
b) 個々の識別番号又は記号
c) 等級M (4),S (6)又はT (8)
d) 製造業者名又はその略号
e) チェーン線径(任意)
f)
つり本数
g) 使用者と製造業者とが協議した他の情報
11.4 11.1,11.2又は11.3に規定されているタグ又はラベルが外れた場合,チェーンスリングは残ってい
るタグ又はラベルに示されている項目に準じて使用できる。タグ又はラベルが全く残っていない場合は,
必要な情報がマスターリンク自体に表示されていなければチェーンスリングは使用してはならない。
12. 証明 各チェーンスリングには,次の事項を示す日付を明記した試験証明書を添付しなければならな
い。
a) 製造業者名又は納入者名
b) チェーンスリングのプルーフロード試験の施設
c) 識別マーク又は記号(11.参照)
d) チェーンスリングの種類(5.参照)
e) チェーンの寸法と等級
f)
公称リーチ
g) 規定のプルーフロード又は負荷したプルーフロードなど
h) 最大使用荷重
i)
所定用途に対する使用荷重
j)
チェーンスリングがプルーフロード試験され,その後有資格者によって審査されたことの証明
27
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13. 最大使用荷重
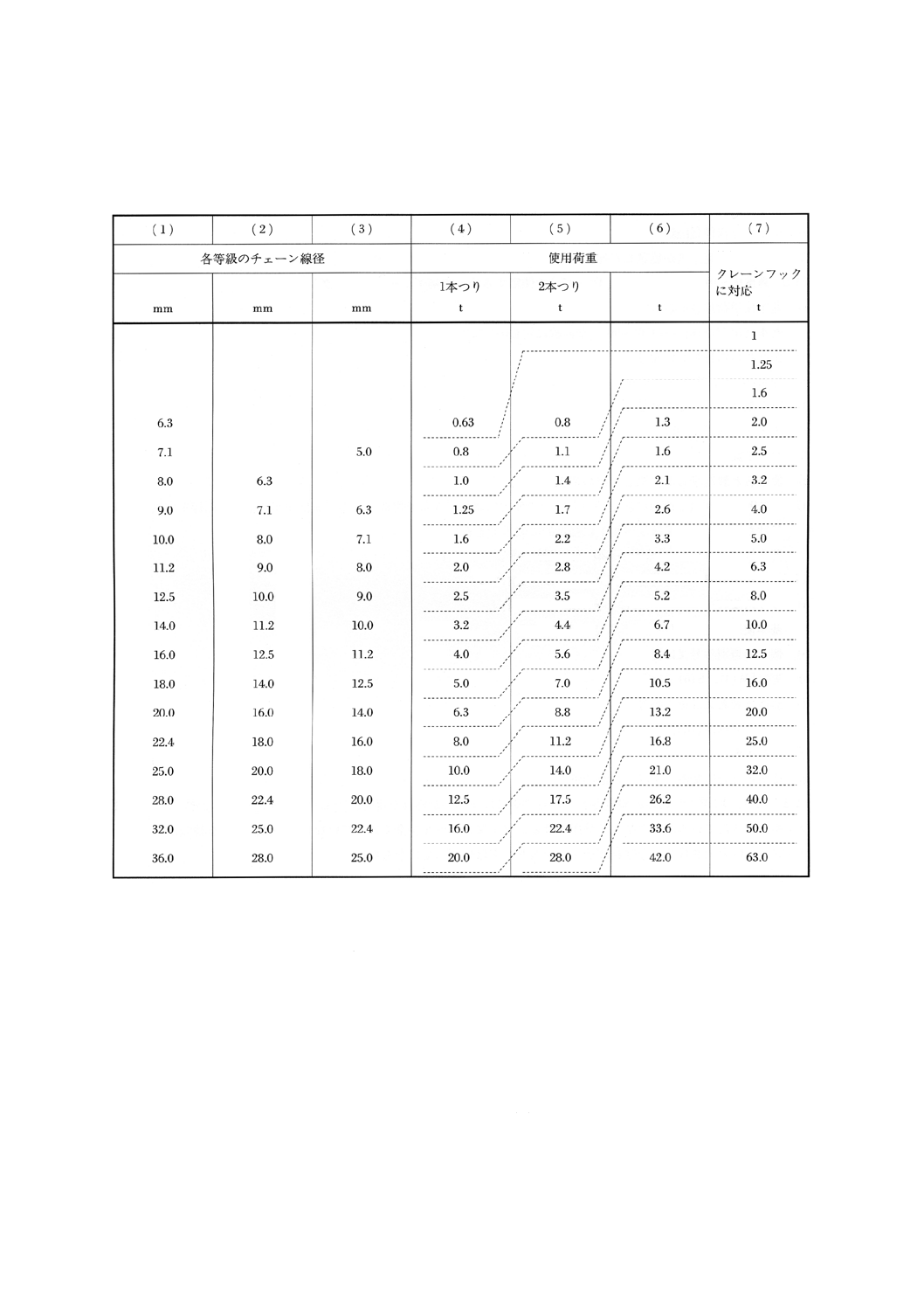
附属書5表 1 つり角度0〜90°の定格をもつチェーンスリングに対する最大使用荷重:
マスターリンクに適合するフック
備考1. ここに示した数値は,均一負荷法による定格設定による(9.2.1参照)。
2. 欄(1),欄(2)及び欄(3)は,欄(4),欄(5)及び欄(6)に示した定格0〜90°(垂直線に対し0〜45°)の1本つ
り,2本つり,3本つり及び4本つりチェーンスリングを製造するのに必要な各等級のチェーン線径を示
す。1本つりチェーンスリングはR10シリーズである。2本つり,3本つり及び4本つりチェーンスリン
グの定格は,それぞれ1.4及び2.1を乗じることによって1本つりの形式から求められる。これらの数値
は,R10シリーズにはない。
2本つり,3本つり及び4本つりは,標準数では近似値である。
点線は,同一の等級M(4)フックに適合するために必要となるマスターリンクに対するチェーンスリン
グの定格を関連づけたものである(6.2.1参照)。
例えば,5.6 t 2本つりチェーンスリング[欄(5)]を左に見ていくと線径11.2 mmの等級T(8)のチェー
ン,線径12.5 mm等級S(6)のチェーン,線径16 mmの等級M(4)チェーンがあり,点線を右にたどってい
くとマスターリンクは,8 t等級M(4)クレーンフックに適合しなければならないことになる。
等級M(4)
等級S(6)
等級T(8)
最大
3本つり及び4本つり
等級M(4)の
28
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5表 2 暫定的補足線径のチェーンでチェーンスリングを構成する場合のマスターリンクが
適合しなければならないフックとつり角度90°のときの(垂直線に対し45°)
最大使用荷重 (ISO 1835, ISO 3075,ISO 3076)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
等級M(4) (ISO 1835)
等級S(6) (ISO 3075)
等級T(8) (ISO 3076)
1本つり
2本つり
3本つり
及び
4本つり
1本つり
2本つり
3本つり
及び
4本つり
1本つり
2本つり
3本つり
及び
4本つり
チ
ェ
ー
ン
線
径
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
90°
の
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
90°
の
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
90°
の
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
90°
の
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
90°
の
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
90°
の
最
大
使
用
荷
重
等
級
4
の
適
合
フ
ッ
ク
mm
6.0
0.57
1.0
0.8
1.25
1.2
2.0
0.9
1.6
1.2
2.0
1.9
3.2
1.1
2.0
1.5
2.5
2.3
4.0
7.0
0.78 1.25
1.1
2.0
1.6
2.5
1.2
2.0
1.6
2.5
2.5
4.0
1.5
2.5
2.1
4.0
3.1
5.0
8.7
1.2
2.0
1.6
2.5
2.5
4.0
1.9
3.2
2.6
5.0
4.0
6.3
2.4
4.0
3.3
6.3
5.0
8.0
9.5
1.4
2.5
1.9
3.2
2.9
5.0
2.2
4.0
3.1
5.0
4.6
8.0
2.8
5.0
3.9
6.3
5.9
10.0
10.3
1.7
3.2
2.4
4.0
3.6
6.3
2.6
5.0
3.6
6.3
5.5
10.0
3.3
6.3
4.6
8.0
7.0
12.5
11.0
1.9
3.2
2.6
5.0
4.0
6.3
3.0
5.0
4.2
8.0
6.3
10.0
3.8
6.3
5.3
10.0
8.0
12.5
12.0
2.3
4.0
3.2
5.0
4.8
8.0
3.6
6.3
5.0
8.0
7.6
12.5
4.6
8.0
6.5
12.5
9.7
16.0
13.0
2.7
5.0
3.8
6.3
5.7
10.0
4.2
8.0
5.9
10.0
8.9
16.0
5.4
10.0
7.6
12.5
11.4
20.0
13.5
2.9
5.0
4.1
8.0
6.1
10.0
4.5
8.0
6.3
10.0
9.5
16.0
5.8
10.0
8.2
16.0
12.3 20.0
16.7
4.4
8.0
6.2
10.0
9.3
16.0
7.0
12.5
9.8
16.0 14.8 25.0
8.9
16.0 12.5 20.0
18.8 32.0
19.0
5.7
10.0
8.0
12.5
12.0 20.0
9.1
16.0
12.8 25.0 19.3 32.0 11.5
20.0 16.2 32.0
24.3 40.0
20.6
6.8
12.5
9.6
16.0
14.4 25.0 10.7 20.0
15.1 25.0 22.6 40.0 13.5
25.0 19.0 32.0
28.6 50.0
25.4 10.3 20.0 14.5 25.0
21.8 40.0 16.2 32.0
22.9 40.0 34.3 63.0 *15.5 *25.0 *21.9 *40.0 *32.8 *63.0
30.0 14.4 25.0 20.2 40.0
30.5 50.0
*
等級T(8)のチェーンの線径22.0 mmのチェーン
備考 これらの値は,定格の三角法による(9.2.2参照)。
29
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
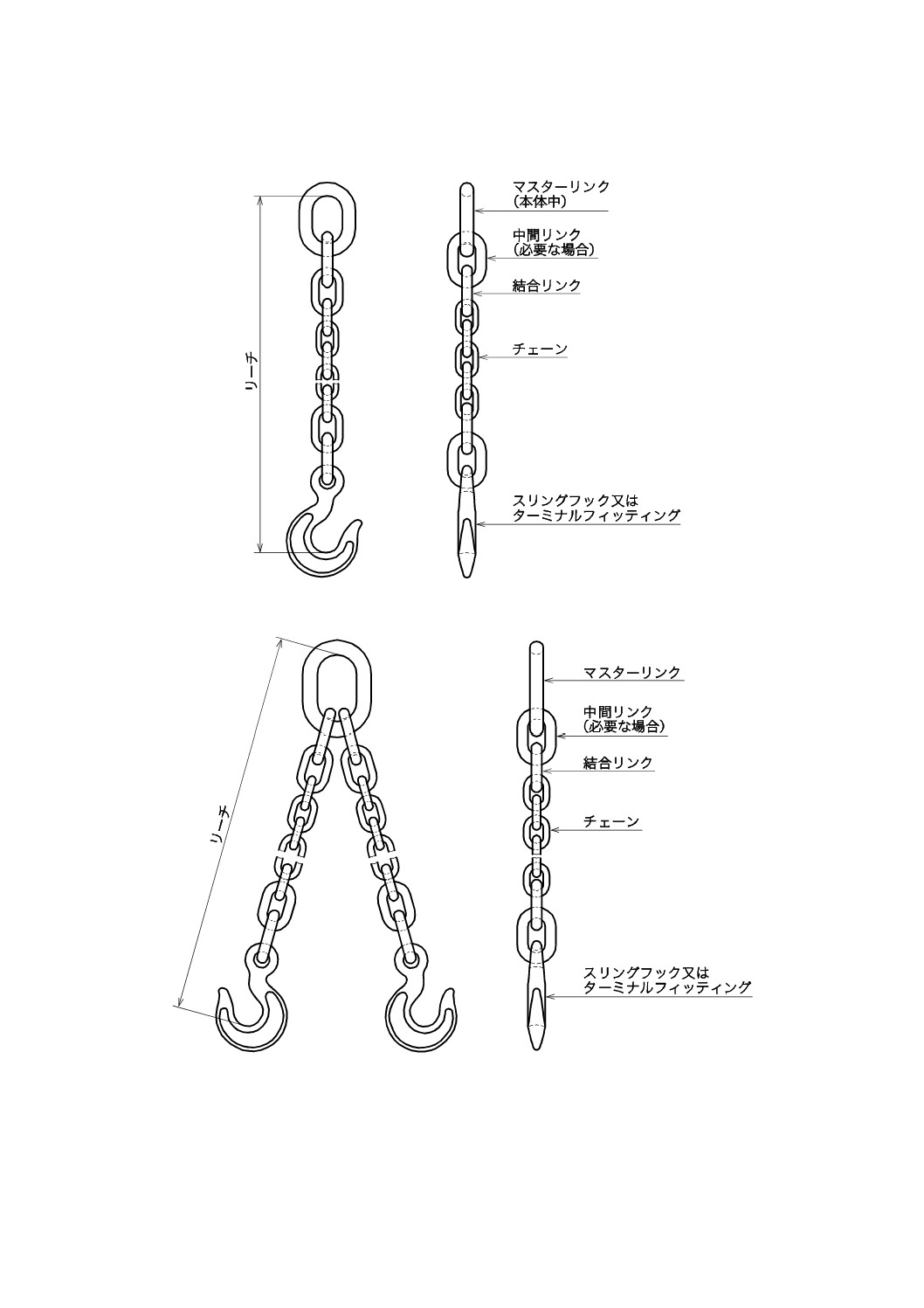
14. チェーンスリングの例 附属書5図2〜5は,代表的なチェーンスリングの形状の例と用語を示す。こ
れは,チェーンスリングの構造を限定するものではない。
附属書5図 2 1本つりチェーンスリング
附属書5図 3 2本つりチェーンスリング
30
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5図 4a 3本つりチェーンスリング
附属書5図 4b 3本つりチェーンスリング
31
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5図 5 4本つりチェーンスリング
15. つりチェーンのつり角度
附属書5図 6
32
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5附属書A マスターリンクの構造
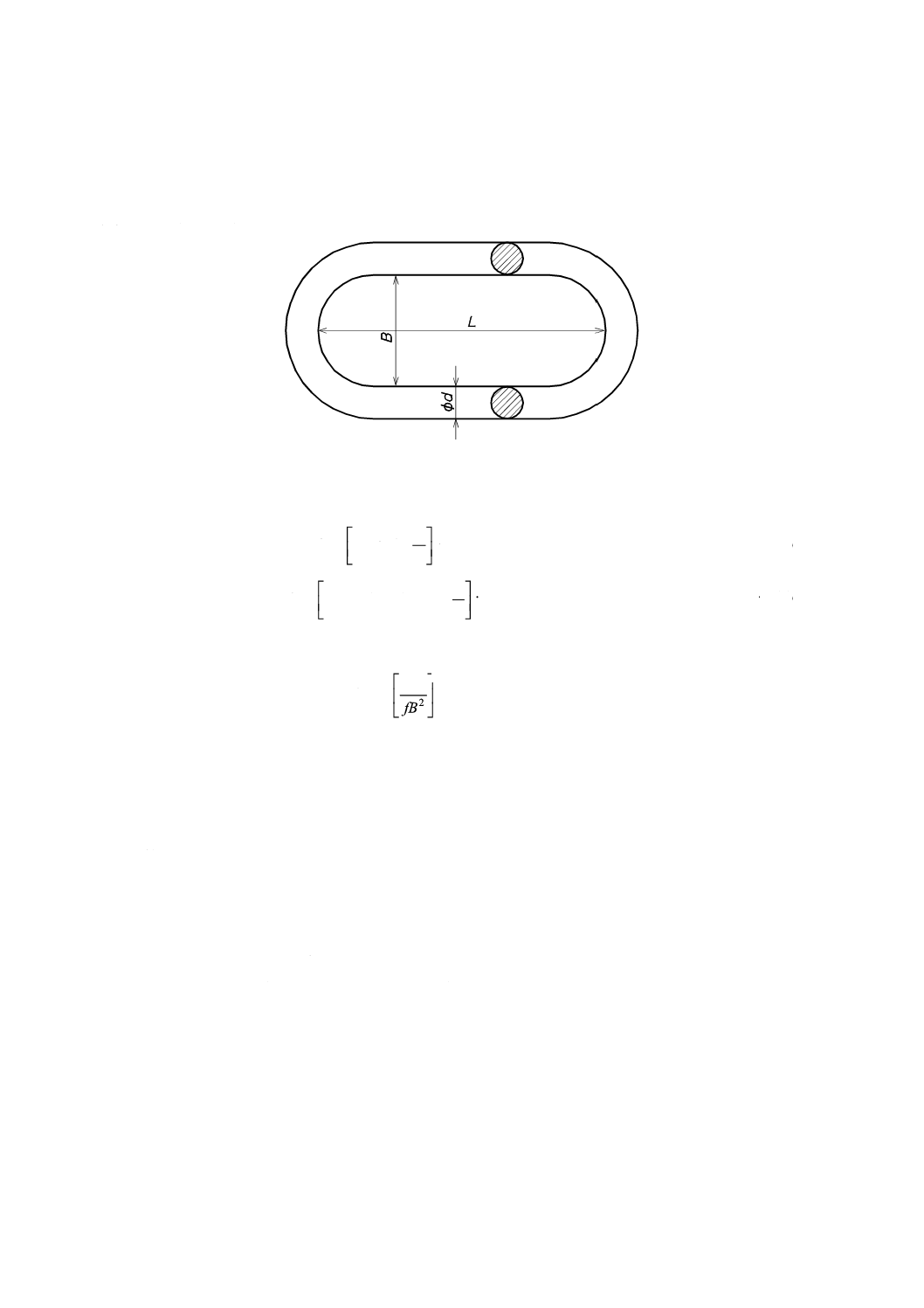
A.1 円形断面リンク
円形断面のマスターリンクを設計する際に簡単な次の式が使える。リンク材の直径 “d” は,次の式で得
られる二つの値より大きい方の値とする。
−
+
L
B
A
AB
d
7.6
2.0
=
································································ (1)
−
+
+
B
L
A
A
B
d
12
.0
)
1(
1.0
=
························································· (2)
ここに,
L: リンクの長内径
B: リンクの短内径
A:
3
/1
2
fB
W
W: リンクの使用荷重
f: 使用荷重におけるリンク内の最大引張応力
d,L,B,W,及びfの単位は両立すること。
各種のマスターリンクの等級に対するSI単位のfの推奨値は,次による。
等級M(4) :315 N/mm2
等級5
:400 N/mm2
等級S(6) :500 N/mm2
等級T(8) :630 N/mm2
等級10
:800 N/mm2
L,B及びdは,mm単位とし,Wは,fの上記単位に対しニュートンとする。
上記の方法は,あらゆる実際に生じ得るケースについて2.5 %以内で正確にマスターリンクを分析でき,
差が1.5 %以上になることはほとんどない。また,次の表は,Aの立方根を求めるのに役立つ。
33
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
x
x1/3
0.000 343
0.07
0.001 000
0.10
0.008 000
0.20
0.027 000
0.30
0.064 000
0.40
0.125 000
0.50
0.216 000
0.60
0.343 000
0.70
0.512 000
0.80
0.729 000
0.90
1.000 000
1.00
上式の使用例を次に示す。ここでは次の数値を用いる。
f: 315 N/mm2
W: 126 500 N
L: 203 mm
B: 130 mm
2
fB
W: 0.02 376
3
/
1
2
fB
W
: 0.287 5
以上のように,
d:47.44 mm,式(1)から
d:36.76 mm,式(2)から
dに対して用いる最小値は,上記のうちの大きい方すなわち47.44 mmである。多くの場合,式(1)は,d
に対し式(2)によって大きい値を与える。しかし,いかなる場合においても正しい数式を予知する簡単な法
則はない。そのため,その都度,両式を検討することが推奨される。
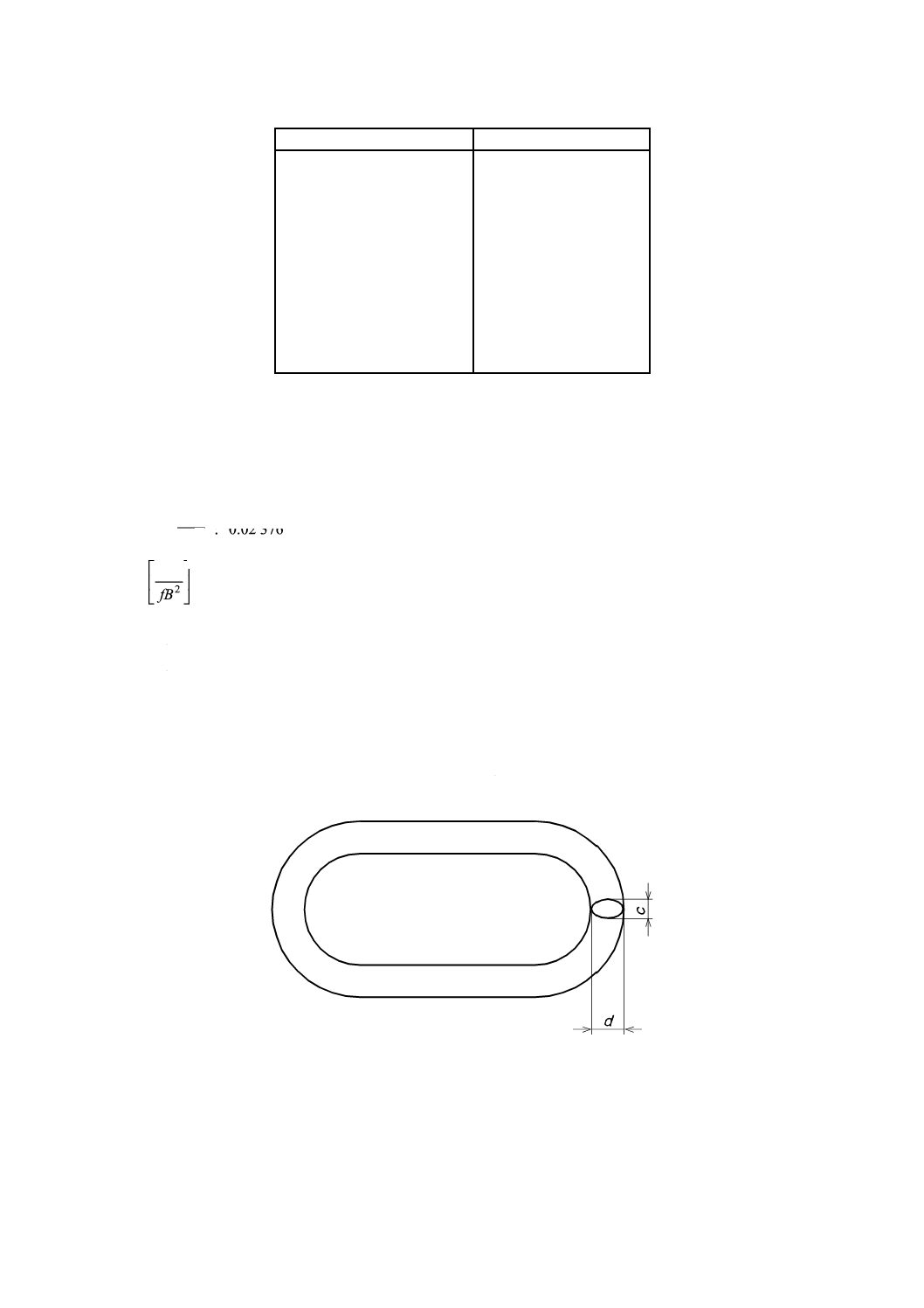
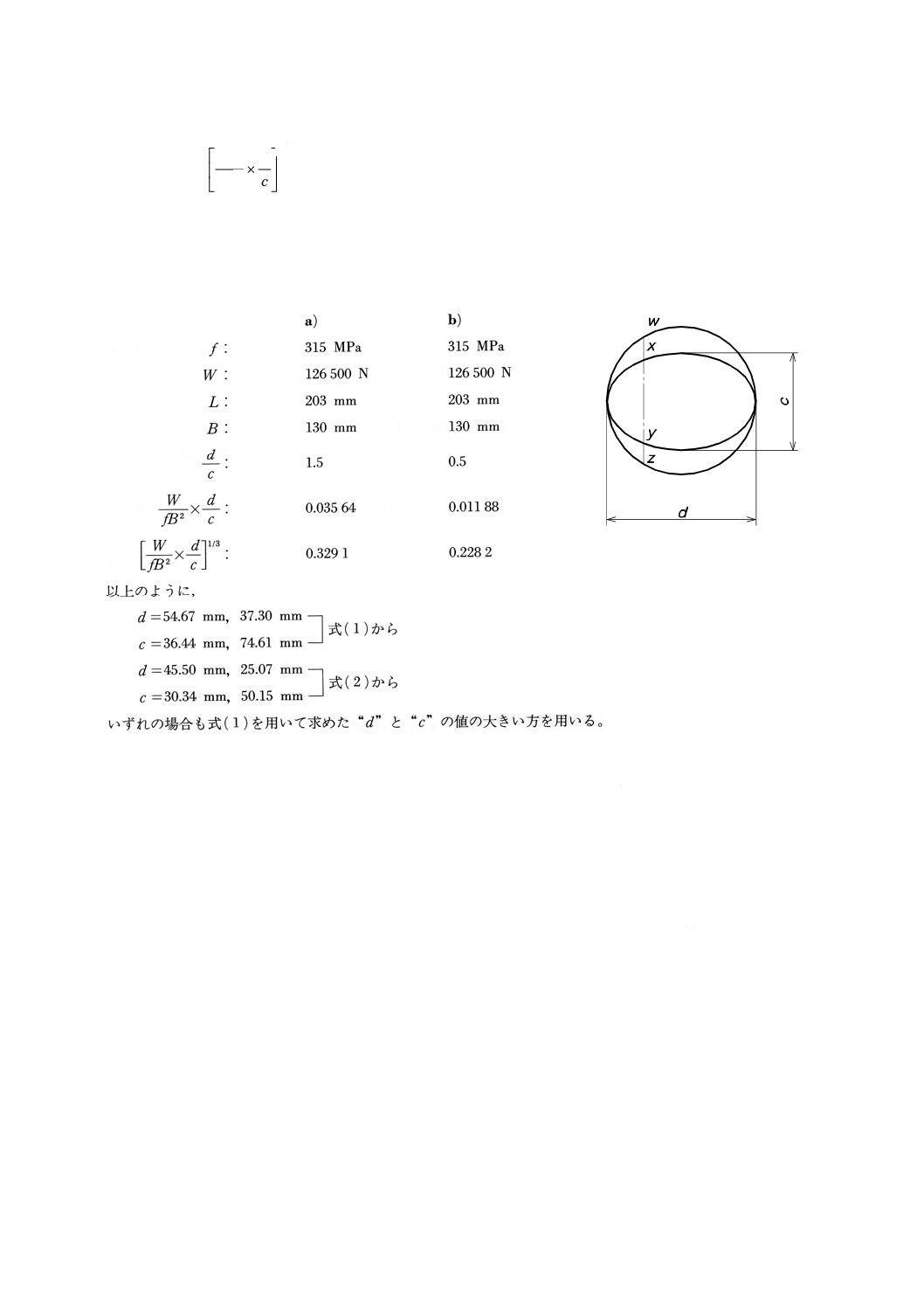
A.2 だ(楕)円断面のマスターリンク A.1に示した数式は,だ円断面のマスターリンクの設計にも使用
できる。
だ円の軸は,図に示したように, “c” と “d” で示す。(“c” は “d” より大又は小となる)。W,f,L及
びBは,A.1と同じ。
設計手順は,次による。
a) 比d/cの値を選ぶ。
34
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) だ円につき
3
/1
2
×cd
fB
W
に等しいAを求める。
c) b)で求められたAの数値を用い円形断面に対し“d”を計算する。
d) d/cの設定値から“c”を求める。
e) “c”及び“d”の数値が不適当であれば,別のd/c比の数値を選ぶ。
例
備考1. “d”に対する数式は,マスターリンクの応力分析によって得たデータに数式を適応して導いた。
2. マスターリンク内の最大引張応力は,二つの場所のうちの一つで生じる(直線部分と円形部分が交わるintrados
又は幅高部のextrados)。式(1)の“d”は,前者に対するデータを示し,式(2)の“d”は,後者に対するデータ
を示す。正しい最大応力を考慮してマスターリンクを設計するためには,式(1)と式(2)から得た“d”の値の
うちの大きい方を選ばなければならない。
3. だ円断面に対する数式の利用は,円形断面内の任意の点における応力は,だ円断面内の応力点における応力
のc/d倍に等しいという事実に基づいている。軸“c”と“d”は,A.2に定められている。“d”は,比較が成
り立つためにはだ円断面と円形断面とで同一数値でなければならない。
円形断面の応力wzは,だ円断面の応力xyのc/d倍である。ただし,両応力は,曲げ軸からの距離は同一と
する。
(N/mm2)
(N/mm2)
35
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6(参考)ISO 7593 溶接以外で組み立てられたチェーンスリング−
等級T(8)
序文 この附属書(参考)は,1986年に第1版として発行されたISO 7593,Chain slings assembled by methods
other than welding−Grade T (8) を翻訳し,技術的内容及び規格票の様式を変更することなく作成したもの
である。
なお,この附属書(参考)は,本体及び附属書の規定に関連する事柄を補足するもので,規定の一部で
はない。
1. 適用範囲 この附属書は,適切な構成部品範囲とともに附属書11及びISO 1834に基づく等級T(8)チ
ェーンを用い溶接以外の方法で組み立てられた1本つり,2本つり,3本つり及び4本つりチェーンスリン
グの規定条件,定格荷重の決め方及び試験方法について規定する。
この附属書は,溶接によって組み立てられたチェーンスリング(附属書5参照),公称リーチが均一でな
い複数のつりチェーンスリング,エンドレススリング又は特別用のチェーンスリングには適用しない。
2. 引用規格
ISO 643 : 1983 Steels−Micrographic determination of the ferritic or austenitic grain size
ISO 1834 : 1980 Short link chain for lifting purposes−General conditions of acceptance
ISO 3056 : 1986 Non-calibrated round steel link lifting chain and chain slings−Use and maintenance
ISO 3076 : 1984 Short link chain for lifting purposes−Grade T (8), non-calibrated, for chain slings etc.
ISO 7597 : 1987 Forged steel lifting hooks with point and eye for use with steel chains of grade T (8)
ISO 8539 : 1986 Forged steel lifting components for use with grade T (8) chain
3. 定義
3.1
チェーンスリング 荷をクレーン又は他の巻上機のフックに掛けるため,この附属書に準拠して,
適切な上部及び下部ターミナルに結合したチェーン又はチェーン群からなる組立品(附属書6図1〜4参
照)。
3.2
マスターリンク クレーン又は他の巻上機のフックに掛けるのに用いるチェーンスリングの上部タ
ーミナルフィッティング (Terminal fitting) を形成するパラレルサイドリンク (Parallel-sided link)(附属書6
図1〜4参照)。
3.3
中間マスターリンク マスターリンクに二つ以上のスリングをつなぐために用いるリンク(附属書6
図3,附属書6図4参照)。
3.4
組立式結合方法 チェーンと他のターミナルフィッティングとの間で溶接式によらない結合方法。
その方法はターミナルフィッティングと一体化を形成するものや,又は単独の結合金具のこともある。
3.5
下部ターミナルフィッティング マスターリンク若しくは上部ターミナルから離れているつりチェ
ーン端末に取り付けられるリンク,フック又は他の部品。
36
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6
プルーフロード (Fe) チェーンスリング全体の試験としてかけられる力,又はスリングの一部品の
試験としてかけられる力。
3.7
最大使用荷重 (WLL) 一般の用途でチェーンスリングが保持できるように設計されている荷の最
大質量。
3.8
使用荷重 (WL) 特定の用途で保持するのにチェーンスリングが使用される荷の最大質量。
3.9
有資格者 知識や実務経験をもち,そして必要な指示で要求された試験が実行できる専任された者
(9.参照)。
備考 附属書6図1は,代表的なチェーンスリングの形状の例と用語を示す。
これは,チェーンスリングの構造を限定するものではない。
附属書6図 1 1本つりチェーンスリング
備考 附属書6図2は代表的なチェーンスリングの形状の例と用語を示す。
これは,チェーンスリングの構造を限定するものではない。
附属書6図 2 2本つりチェーンスリング
37
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 附属書6図3は代表的なチェーンスリングの形状の例と用語を示す。
これは,チェーンスリングの構造を限定するものではない。
附属書6図 3 3本つりチェーンスリング
備考 附属書6図4は代表的なチェーンスリングの形状の例と用語を示す。
これは,チェーンスリングの構造を限定するものではない。
附属書6図 4 4本つりチェーンスリング
38
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 附属書6図5は,代表的な組立式チェーンスリングの形状の例を示す。
これは,組立式チェーンスリングの構造を限定するものではない。
附属書6図 5 組立式チェーンスリング
4. 識別
4.1
概要 この附属書のチェーンスリングは,4.2〜4.5による。
4.2
公称寸法 チェーンスリングの公称寸法は,その製造で使われたリンクチェーンの公称寸法とする。
4.3
チェーンスリングの公称リーチ チェーンスリングの公称リーチは,下部ターミナルフィッティン
グの内側から上部ターミナルフィッティングの内側までの有効長さとする(附属書6図1参照)。
4.4
チェーンスリングの等級 この附属書による識別を目的とし,チェーンスリングの公称等級は,使
用するチェーンの等級T(8)と同じでなければならない(附属書6図1参照)。
4.5
定格 チェーンスリングの定格は,10.と附属書6表2又は附属書6表3に規定する。
5. 形状と構造
5.1
この附属書によるチェーンスリングの例を附属書6図1〜4に示す。
5.2
卵形リンク,又はペアー形リンクは,リンクを反転し,くさび止め作用が生じたり,又はそれによ
ってリンクに変形が生じたりする場合には,下部ターミナルとして,又はマスターリンクとして使用して
はならない。
下部用溶接マスターリンクは,くさび止め作用を防ぐため,安全ガードが導入されない限り,両サイド
は平行でなければならない。
5.3
このチェーンスリングが製造者の指示によって組み立てられるとき,構成部品に異常が発生しない
ようにスリングが設計され,製造されなければならない。
6. 寸法,許容差及び機械的性質
39
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1
チェーン チェーンの寸法と許容差は,附属書11に適合しなければならない。
6.2
マスターリンク及び中間マスターリンク
6.2.1
材料の内幅と断面は,次による。
a) マスターリンクは,スリングの定格より1.25倍の使用荷重をもったクレーンのフックに掛けられなけ
ればならない。
b) マスターリンクの内幅がa)に定めたクレーンのフックの最大幅の1.2倍以下になってはならない。
c) 無負荷状態でフックを固定するほかの手段がない場合,下部ターミナルとしてのフック付きスリング
については,内幅寸法と断面は,a)に定めたフックの場合,マスターリンクに下部ターミナルをはめ
込めるようになっている。
6.2.2
マスターリンクと中間マスターリンクは,円形断面又はほかの適切な断面でよい。ただし,材料断
面は,次のように選定する。
a) プルーフロード試験後(11.参照),マスターリンクと中間マスターリンクは,いかなる永久変形も生
じてはならない。
b) 最小破断伸びは,少なくとも17 %でなければならない。
c) 最小破断荷重は,プルーフロード(11.参照)の2倍でなければならない。
6.3
下部ターミナルリンク
6.3.1
下部ターミナルリンクの内幅寸法は,リンクの自由な結合ができるものでなければならない。
6.3.2
材料断面は,次による。
a) プルーフロード試験後(11.参照),下部ターミナルはいかなる永久変形も生じてはならない。
b) 最小破断伸びは,少なくとも17 %でなければならない1)。
c) 最小破断荷重は,チェーンに規定されているもの以下であってはならない。
備考 両サイド平行なマスターリンク及び中間マスターリンクの断面の計算方法は,附属書5に示さ
れている。
6.4
結合方法 結合方法は,組み立てられたチェーンスリングに結合されているチェーンの最大使用荷
重より低いものであってはならない。
6.5
許容差
6.5.1
チェーンスリングを製造する場合,マルチつりチェーンスリングの実際長さは,購入者の指示する
公称リーチにおいて,許容差は20
+チェーンスリングピッチでなければならない。
6.5.2
マルチつりチェーンスリングの最大長リーチと最小長リーチとの差は,引張力で試験後,2 m以下
の長さに対して,10 mm以上であってはならない。
7. 材料と熱処理
7.1
概要 構成部品の生産で用いられる材料と熱処理は,次の要求を満たさなければならない。
a) チェーンは,附属書11で規定されている要求を満足しなければならない。
b) 関連ISO規格,例えばISO 7597に含まれる構成部品は,これらのISO規格に規定されている要求を
満足しなければならない。
c) ISO規格に含まれない等級T(8)チェーンと一緒に用いられた構成部品は,7.2に規定された材料要求を
1) この値は完全な結合方法をもった鍛造リンクに適用するものではない。しかしながら,このような場合
においてもリンクのじん(靭)性を示すように,十分な伸びを確立しなければならない。
40
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
満足しなければならない。
7.2
ISO規格に含まれない構成部品の材料要求
7.2.1
材料
7.2.1.1
概要 使用する鋼は,平炉製鋼法,電気炉製鋼法又は酸素上吹き転炉製鋼法によって,製造した
ものとする。
そして,信頼できる鍛造品質をもたなければならない。鋼は構成部品製造者に供給された仕上状態で鋼
塊,丸棒又は完成構成部品の製品分析による判定に従って7.2.1.2の要件を満足しなければならない。
7.2.1.2
仕様 鋼は,すべてキルド鋼でなければならない。そして,十分な量の合金元素を含有して,適
切な熱処理後,構成部品の機械的性質を保証するものとする。使用する合金鋼は,次の合金元素を最低二
つ含まなければならない。
− ニッケル
− クロム
− モリブデン
硫黄及びりんの含有量は,附属書6表1の規定を満足しなければならない。
附属書6表 1 硫黄及びりんの含有量
化学成分
最大含有量 %
溶鋼分析
製品分析
S
P
0.035
0.035
0.04
0.04
鋼は,細粒法に従って製造され,ISO 643に従って試験した場合のオーステナイト結晶粒度が5以上の
粒度となるようにする。
この目的は例えば,鋼が十分なアルミニウム又は同等の元素を含有して,構成部品の製造が使用時にお
けるひずみ時効ぜい化に対して安定するようにすることで達成できる。したがって,金属アルミニウムの
最小値0.02 %を指針として示す。
上記の限度内で,鋼の選択を行い,適切に熱処理した完成品の構成部品が,このISO規格で規定する機
械的性質に適合するようにすることは,構成部品製造者の責任である。
7.2.2
熱処理 プルーフロード試験前に構成部品は,要求された機械的及び金属学的特性に近づくような
方法で熱処理を行わなければならない。
常温に戻ったとき,構成部品は金属学上の変化又は損傷を受けることなく,最大400 ℃まで使用できる
ことが望ましい(附属書8参照)。
これを確かめる必要があるときは,サンプルの構成部品を400 ℃に再加熱して,1時間保持して常温ま
で冷却した後,試験しなければならない。
8. 製造方法
8.1
マスターリンク,中間リンク及び下部ターミナル これらの構成部品は鍛造形成され,そして溶接
されなければならない。
溶接式(実施の場合)製造及び形成は,6.の機械的性質を満足しなければならない。
8.2
製造者試験荷重 製造過程で,チェーン以外の熱処理された部品は,最小でも11.で規定されたプル
ーフロードと同じ荷重で試験を行わなければならない。
附属書11によるチェーンは,最小でも最低破断荷重の60 %の荷重で試験を行わなければならない。
41
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3
組立 チェーンスリングの組立は,チェーン及び構成部品製造業者の指示に従って行う作業者によ
ってだけ実施されなければならない。
8.4
試験データ 構造設計を実証するため,要求があればチェーン又は構成部品製造業者は,納入時と
同等の構成部品を代表する試験データを提出しなければならない。
9. 完成検査 スリング組立の完成に続いて
a) 購入者と納入者との合意による要求があった場合,又は国家規則による要求があった場合には,スリ
ングは11.に従ったプルーフロード試験と,続いて資格者(11.2参照)などによる試験を行わなければ
ならない。
b) このほかの場合には,構成部品が少なくとも製造者試験荷重(8.2参照)と同等な荷重で保証されてい
ることから欠陥のないことを保証するために,資格者によって目視検査されなければならない。
10. 定格
10.1 1本つりチェーンスリング 1本つりチェーンスリングは,チェーンと同等の最大使用荷重である。
10.2 マルチつりチェーンスリング
備考 この項は,均一負荷に適用される。
10.2.1 概要 マルチつりチェーンスリングの定格の決め方は二種類ある。
− 均一負荷法(10.2.2及び附属書6表2参照) 0〜90°(垂直線に対して0〜45°)の任意のつり角度
で均一使用荷重についてチェーンスリングの定格を定める。又は90〜120°(垂直線に対し45〜60°)
の任意のつり角度で補足的に均一使用荷重についてチェーンスリングの定格を定める。
− 三角法(10.2.3及び附属書6表3参照) チェーンスリングを使用するときの特定のつり角度に従い,
最大使用荷重でチェーンスリングの定格を定める。この目的のために通常三角関数表を参照する。
10.2.2 均一負荷法
10.2.2.1 2本つりチェーンスリング 0〜90°(垂直に対し0〜45°)のすべてのつり角度について,
最大使用荷重=1.4×(同じようなチェーンで形成する1本つりの最大使用荷重)
90〜120°(垂直に対し45〜60°)のつり角度に対し補足的に表示する場合
最大使用荷重=1×(同じようなチェーンで形成する1本つりの最大使用荷重)
10.2.2.2 3本つり及び4本つりチェーンスリング 0〜90°(垂直に対し0〜45°)のすべてのつり角度に
ついて,
最大使用荷重=2.1×(同じようなチェーンで形成する1本つりの最大使用荷重)
90〜120°(垂直線に対し45〜60°)のつり角度に対し補足的に表示する場合
最大使用荷重=1.5×(同じようなチェーンで形成する1本つりの最大使用荷重)
備考 3本つりチェーンスリングの場合は,つり角度は垂直線に対する角度の2倍とする。すなわち,
2×β。
4本つりチェーンスリングの場合は,つり角度は対角線方向で対抗するチェーンのつり角度と
同じであること。
10.2.3 三角法
10.2.3.1 2本つりチェーンスリング
最大使用荷重=2×1本つりの最大使用荷重×cosβ
10.2.3.2 3本つり及び4本つりチェーンスリング
42
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
最大使用荷重=3×1本つりの最大使用荷重×cosβ
備考 4本つりの場合,特別の方法でチェーンスリング間が均一な荷重となるならば,すべての四つ
のチェーンスリングが荷重を受けると考えられる。
このような状態では,4本つりチェーンスリングの定格は次の式で与えられる。
最大使用荷重=4×1本つりの最大使用荷重×cosβ
10.3 公称定格 均一負荷法又は三角法のいずれによって定格を定めるかには関係なく,任意のマルチつ
りチェーンスリングの公称定格は,つり角度90°(垂直線に対し45°)で使用するときのチェーンスリン
グの最大使用荷重とする。
備考 均一負荷法によるスリングに用いられるマスターリンクは,三角法によって換算されたスリン
グに用いられるには,適切ではない。
附属書6表 2 均一負荷法による定格設定に基づく最大使用荷重(附属書6図7参照)
使用荷重 t
チェーン公称線径1)
最大使用荷重 (WLL)
1本つりスリング
2本つりスリング
3本つりスリング及び
4本つりスリング
0°<α≦90°
0°<β≦45°
90°<α≦120°
45°<β≦60°
0°<α≦90°
0°<β≦45°
90°<α≦120°
45°<β≦60°
6
1.1
1.5
1.1
2.3
1.6
7
1.5
2.1
1.5
3.1
2.2
8
2
2.8
2
4.2
3
10
3.2
4.4
3.2
6.7
4.8
13
5.4
7.5
5.4
11.3
8.1
16
8
11.2
8
16.8
12
18
10
14
10
21
15
19
11.5
16.1
11.5
24.1
17.2
20
12.5
17.5
12.5
26.2
18.7
22
15.5
21.7
15.5
32.5
23.2
23
16.9
23.6
16.9
35.4
25.3
25
20
28
20
42
30
26
21.6
30.2
21.6
45.3
32.4
28
25
35
25
52.5
37.5
32
32
44.8
32
67.2
48
36
40
56
40
84
60
40
50
70
50
105
75
45
63
88.2
63
132.3
94.5
注1) 公称線径dnはmmで表示
備考1. 1本つりスリングのWLLの値は計算値(附属書6表5参照)に基づいている。
2. マルチつりスリングのWLL値は1本つりの値に10.2.2に規定されている特別の係数を掛け小数点2位以下切
り捨てたものから計算されたものである。
43
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6表 3 三角法による定格設定に基づく最大使用荷重(附属書6図7参照)
使用荷重 t
チェーン公称線径1)
最大使用荷重 (WLL)
1本つりスリング
2本つりスリング
3本つりスリング又は4本つりスリング
α=30°
β=15°
α=60°
β=30°
α=90°
β=45°
α=120°
β=60°
α=30°
β=15°
α=60°
β=30°
α=90°
β=45°
α=120°
β=60°
6
1.1
2.1
1.9
1.5
1.1
3.1
2.8
2.3
1.6
7
1.5
2.8
2.5
2.1
1.5
4.3
3.8
3.1
2.2
8
2
3.8
3.4
2.8
2
5.7
5.1
4.2
3
10
3.2
6.1
5.5
4.5
3.2
9.2
8.3
6.7
4.8
13
5.4
10.4
9.3
7.6
5.4
15.6
14
11.4
8.1
16
8
15.4
13.8
11.3
8
23.1
20.7
16.9
12
18
10
19.3
17.3
14.1
10
28.9
25.9
21.2
15
19
11.5
22.2
19.9
16.2
11.5
33.3
29.8
24.3
17.2
20
12.5
24.1
21.6
17.6
12.5
36.2
32.4
26.5
18.7
22
15.5
29.9
26.8
21.9
15.5
44.9
40.2
32.8
23.2
23
16.9
32.6
29.2
23.9
16.9
48.9
43.9
35.8
25.3
25
20
38.6
34.6
28.2
20
57.9
51.9
42.4
30
26
21.6
41.7
37.4
30.5
21.6
62.5
56.1
45.8
32.4
28
25
48.2
43.3
35.3
25
72.4
64.9
53
37.5
32
32
61.8
55.4
45.2
32
92.7
83.1
67.8
48
36
40
77.2
69.2
56.5
40
115.9
103.9
84.8
60
40
50
96.5
86.6
70.7
50
144.8
129.9
106
75
45
63
121.7
109.1
89.6
63
182.5
163.6
133.6
94.5
注1) 公称線径dnはmmで表示
備考1. 1本つりスリングのWLLの値は計算値(附属書6表5参照)に基づいている。
2. マルチつりスリングのWLLの値は1本つりの値に10.2.3に規定されている特別の係数を掛け小数点2位以下
切り捨てたものから計算されたものである。
3. ある状態での4本つりスリングの高い定格設定には10.2.3.2の備考に注意を払うことである。これらの値は附
属書6表3には含まれていない。
11. プルーフロード
11.1 概要 購入者と納入者との合意又は国家規則によって要求されたとき[9.a)参照],附属品付組立ス
リングはプルーフロード試験を行わなければならない。
マルチつりスリングは,構成部品ごとに試験されなければならない。
各独立の構成部品は,11.2に従ってその使用荷重の2倍に相当する荷重で行わなければならない。
11.2 プルーフロード要素 スリング組立の構成部品は,附属書6表4で与えられた要素によって関連チ
ェーン寸法の最大使用荷重に掛け算された相当荷重キロニュートンでプルーフロード試験がされなければ
ならない。
11.3 プルーフロード試験検査 9.a)の要求がありプルーフロードをかけ,そして負荷を除去した後,スリ
ングは資格者によって注意深く点検されなければならない。欠陥のあるチェーン及び構成部品は取り替え
られ,再試験されなければならない。
44
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6表 4 プルーフロード要素
プルーフロードが適用され
るべきスリングの部分
(附属書6図6参照)
均一負荷法
三角法
最大使用荷重
(WLL)
プルーフロード要素
(2×WLL)
最大使用荷重
(WLL)
プルーフロード要素
(2×WLL)
PL1
1
2
1
2
PL2
1.4
2.8
2
4
PL3
2
4
2
4
PL4
2.1
4.2
3*
6**
*
4本つりスリングが,10.2.3.2の備考によって定格設定される場合は,PL4のファクターは4である。
** 4本つりスリングが,10.2.3.2の備考によって定格設定される場合は,PL4のファクターは8である。
附属書6図 6 プルーフロードが適用されるスリングの部分
12. 証明 チェーンスリングには,次の事項を示す日付を明記した試験証明書を添付する。
a) 製造業者名,又は納入者名
b) 認識番号又は記号(13.参照)
c) チェーンスリングの種類(5.参照)
d) チェーンの寸法と等級マークT(8)
e) 公称リーチ
f)
最大使用荷重
g) 所定の用途に対する使用荷重
h) チェーンスリング部品について,製造者試験荷重を行った報告書(8.2参照)。
i)
チェーンスリングがプルーフロード試験された場合[9.a)参照],証明は次の情報を含まなければなら
ない。
1) プルーフロード試験及び最終検査を行った者又は機関の名前
2) 適用したプルーフロードの値
j)
組立後,プルーフロード試験を行っていないチェーンスリングの場合には[9.b)参照],証明は目視検
45
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
査を行った人又は機関の名前を含まなければならない。
13. 表示
13.1 概要 13.2から13.4による規定事項は,マスターリンク又はそれに隣接するリンクに永久的に取り
付けたラベル又はメタルタグに次の事項を表示しなければならない。これとは別に,すべての項目又は一
部の項目をマスターリンクに表示することもできる。ただし,リンクの機械的性質が著しく損なわれては
ならない。
13.2 1本つりスリング 表示は,次によって行う。
a) 最大使用荷重(kg又はt)
b) 個々の認識番号又は記号
c) 等級T(8)
d) 製造業者名又はその略号
e) チェーン線径(任意)
13.3 角度0〜90°(垂直線に対し0〜45°)で使用する均一定格チェーンスリング
a) 最大使用荷重(kg又はt)
最大使用荷重(kg又はt)0〜90°(垂直線に対し0〜45°)
b) 個々の識別番号又は記号
c) 等級T(8)
d) 製造業者名又はその略号
e) チェーン線径(任意)
f)
つり本数
g) 更に90〜120°(垂直線に対し45〜60°)での使用に適用できる最大使用荷重を,タグ若しくはラベ
ル上又は同様な方法で取り付けた別個のタグ又はラベル上に補足的に表示できる。
最大使用荷重(kg又はt)90〜120°(垂直線に対し45〜60°)
13.4 三角関数表で使用荷重を定める
a) つり角度90°(垂直線に対し45°)の最大使用荷重
最大使用荷重(kg又はt)90°(垂直線に対し45°)
b) 個々の識別番号又は記号
c) 等級[M(4),S(6)又はT(8)]
d) 製造業者名又はその略号
e) チェーン線径(任意)
f)
つり本数
13.5 タグ又はラベルの紛失又ははがれ 13.2から13.4に記された情報を含むタグ又はラベルがはがれた
場合,チェーンスリングは残されたタグ又はラベルに示された定格によってだけ使用され得る。タグ又は
ラベルが残っていないときに,チェーンスリングは必要な情報がマスターリンクに表示されていない限り
使用してはならない。
46
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6図 7 スリングのつり角度
47
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6表 5 1本つりスリングの最大使用荷重(WLL)の計算値
使用荷重 t
チェーン公称線径1)
計算値による最大使
用荷重 (WLL)
附属書6表2と附属書6表3に
設定された最大使用荷重 (WLL)
6
1.153 27
1.1
7
1.569 73
1.5
8
2.050 26
2
10
3.203 53
3.2
13
5.413 97
5.4
16
8.201 04
8*
18
10.379 45
10*
19
11.564 75
11.5
20
12.814 13
12.5*
22
15.505 1
15.5
23
16.946 69
16.9
25
20.022 08
20
26
21.655 88
21.6
28
25.115 7
25*
32
32.804 18
32*
36
41.517 79
40*
40
51.256 53
50*
45
64.871 54
63*
注1) 公称線径dnはmmで表示
備考1. WLLの完全計算値は,次の計算式を用いて決定される
(1行目はニュートン値そして2行目はトン値である)。
2
200
2n
d
π
×
0.032 035 33
2n
d
2. 附属書6表2,附属書6表3及び附属書6表5に規定されたWLL
の値は*でマークされたものを除いて完全計算値から小数点2位
以下を除いたものである。
*はチェーンの公称寸法もまた特定された数であるため,最も
近い特定数に低く丸めてある。
48
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書7(参考)ISO 8539 等級T(8)チェーンとともに用いる
鍛造巻上装置の構成部品
序文 この附属書(参考)は,1986年に第1版として発行されたISO 8539,Forged steel lifting components
for use with grade T (8) chainを翻訳し,技術的内容及び規格票の様式を変更することなく作成したものであ
る。
なお,この附属書(参考)は,本体及び附属書の規定に関連する事柄を補足するもので,規定の一部で
はない。
1. 適用範囲 この附属書は,附属書11に定める等級T(8)チェーンの公称寸法で,つり上げできる範囲の
チェーンスリングの組立に用いる鍛造つり構成部品の要件について規定する。
つり上げ能力は,構成部品強度と,必要な物理的寸法を含む。
この附属書に含まれる構成部品は,通常のスリング組立の部品として供給されるが,他の適用に対して
も供給されるときには,附属書6に規定された要件が適用される。
この附属書は附属書5に規定する溶接式チェーンスリングの部分から,溶接式マスターリンク,溶接式
中間リンク及び溶接式結合リンクには適用されない。またFS,ほかの溶接式構成部品にも適用されない。
備考 等級T(8)チェーンとともに用いられる,つり具用鍛造アイフック及び鍛造シャックルは,ISO
7597及びISO 2415で規定する。
2. 引用規格
ISO 643 : 1983 Steels−Micrographic determination of the ferritic or austenitic grain size
ISO 1834 : 1980 Short link chain for lifting purposes−General conditions of acceptance
ISO 2415 : 1987 Forged shackles for general lifting purposes−Dee shackles and bow shackles
ISO 3076 : 1984 Short link chain for lifting purposes−Grade T (8), non-calibrated, for chain slings etc.
ISO 4778 : 1981 Chain slings of welded construction−Grades M (4), S (6) and T (8)
ISO 7593 : 1986 Chain slings assembled by methods other than welding−Grade T (8)
ISO 7597 : 1987 Forged steel lifting hooks with point and eye for use with steel chains of grade T (8)
3. 定義
3.1
最大使用荷重 (WLL) 一般の用途でチェーンスリングが保持できるように設計されている荷の最
大質量。
3.2
使用荷重 (WL) 特定の用途で保持するのにチェーンスリングが使用される荷の最大質量。
3.3
プルーフロード (Fe) 9.に定義されている試験としてかけられる力。
3.4
破断荷重 両端荷重による引張試験において耐えた最大荷重。
3.5
チェーンスリング 負荷をクレーン又は,他の巻上機のフックに掛けるため,この附属書に準拠し
て,適切な上部及び下部ターミナルに結合したチェーン又はチェーン群からなる組立品。
49
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6
マスターリンク クレーン又は他の巻上機のフックに掛けるのに用いるチェーンスリングの上部タ
ーミナルフィッティング (Terminal fitting) を形成するパラレルサイドリンク (Parallel-sided link)。
3.7
中間マスターリンク マスターリンクに2個又はそれ以上のつりチェーンを結合するのに使うリン
ク。
3.8
結合金具 上部又は下部ターミナルフィッティングに直接又は中間リンクを通して結合するための
チェーン端末結合金具。
3.9 中間リンク ターミナルフィッティングとチェーン取付リンク間の結合を形成するのに使うリンク。
3.10 下部ターミナル マスターリンク又は上部ターミナルから離れているつりチェーンの端末に取り付
けられるリンク,フック又は他の部品。
4. 寸法
4.1
マスターリンク及び中間マスターリンクの内幅及び断面は次のとおりとする。
a) マスターリンクは,その1.25倍の使用荷重のクレーンフックに掛ける。
b) マスターリンクの内幅は,a)に定めたクレーンフック断面の最大幅の1.2倍以下になってはならない。
c) 無負荷状態でフックを固定するほかの手段がない場合,下部ターミナルとしてのフック付きスリング
については,内幅寸法と断面は,a)に定めたフックの場合マスターリンクに下部ターミナルをはめ込
めるようになっている。
4.2
下部ターミナルリンク 下部ターミナルリンクの内幅寸法は,リンクの自由結合ができるものであ
ること。
4.3
他の構成部品 他の構成部品の寸法は荷重の軸移動に際しても十分な関節結合に耐えるようなもの
でなければならない。
5. 機械的性質
5.1
概要 つり上げ構成部品の機械的性質は,その性能がチェーンの公称線径に関連するように附属書7
表1に規定されている。
5.2
プルーフロード ロードベアリングピンを含む各構成部品は,8.2によって試験されたとき,明らか
な永久変形なしに附属書7表1に規定されたプルーフロードに耐えなければならない。
5.3
破断荷重 負荷されるピンを含む各構成部品は8.3によって試験されたときは,最低附属書7表1
に規定されたと同じ最大破断力をもたなければならない。
5.4
疲れ試験 10 t以下の使用荷重のロードベアリングピンを含む各構成部品は,8.4によって疲れ試験
を行い,最低10 000サイクルの後,その試験荷重を保たなければならない。
50
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書7表 1 構成部品の機械的性質
チェーン公称線径1)
最大使用荷重 (WLL)
プルーフロード (Fe)
最小破断荷重
t
kN
kN
6
1.1
22.7
45.4
7
1.5
30.8
61.6
8
2
40.3
80.6
10
3.2
63
126
13
5.4
107
214
16
8
161
322
18
10
204
408
19
11.5
227
454
20
12.5
252
504
22
15.5
305
610
23
16.9
333
666
25
20
393
786
26
21.6
425
850
28
25
493
986
32
32
644
1 288
36
40
815
1 630
40
50
1 006
2 012
45
63
1 273
2 546
注1) 公称線径dnはmmで表示。
基礎計算式
1. WLL値はチェーン計算値である(附属書7表3参照)。
2. プルーフロードは,静的強さ値の半分である。
3. 破断荷重は,次の式から求められる(1行目はニュートン,そして2行目はキロニュートン値である)。
2
800
2n
d
π
×
0.4
2n
d
π
値は100 kN以下は近くの0.2単位に切り上げ,そして100 kN以上は近くの整数値に切り上げられてい
る。
4. 表の数値は1 : 2 : 4の比率である。WLLにおける平均応力は,すべてが理論値ではない。
そして,プルーフロードと破断荷重の平均応力はやや大きめである。
マスターリンク及び中間マスターリンクに対する追加ファクター
1. マスターリンク(2本つりスリング)に対しては,附属書7表1で与えられた値は1.4(均一負荷)又
は2(三角法)の係数を掛けられなければならない(附属書5及び附属書6参照)。
2. マスターリンク(3本つり及び4本つりスリング)に対しては,附属書7表1で与えられた値は2.1(均
一負荷)又は3(三角法)の係数を掛けられなければならない(附属書5及び附属書6参照)。
51
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4本つりの場合,各スリング間の負荷を等分とする独自の方法がとれれば,すべての4本のスリングが
負荷を受けることができる。
このような状態では,附属書7表1で与えられた値は,4(三角法)の係数を掛けられなければならない
(附属書6参照)。
3. 中間マスターリンク(3本つり及び4本つりスリング)に対しては,附属書7表1で与えられた値は,
1.6(均一負荷)又は2(三角法)の係数を掛けられなければならない(附属書5及び附属書6参照)。
6. 材料及び熱処理
6.1
概要 別のISO規格でカバーされない等級T(8)チェーンに使用され,負荷される構成部品は,6.2
及び6.3に規定されている材料を満足しなければならない。
6.2
材料
6.2.1
概要 使用する鋼は,平炉製鋼法,電気炉製鋼法又は,酸素上吹き転炉製鋼法によって製造したも
のとする。
そして信頼できる鍛造品質をもたなければならない。鋼は,構成部品製造業者に供給された仕上状態で
鋼塊,丸棒又は完成構成部品の製品分析による判定に従って6.2.2の要件を満足しなければならない。
6.2.2
要求仕様 鋼は,すべてキルド鋼でなければならない。そして,十分な量の合金元素を含有して,
適切な熱処理後,構成部品の機械的性質を保証するものとする。
使用する合金鋼は,次の合金元素を最低二つ含まなければならない。
− ニッケル
− クロム
− モリブデン
マンガン及びシリコンは,いずれも合金元素とはみなされない。
硫黄及びりんの含有量は,附属書7表2の規定を満足しなければならない。
附属書7表 2 硫黄及びりんの含有量
化学成分
最大含有量 %
溶鋼分析
製品分析
S
0.035
0.04
P
0.035
0.04
鋼は,細粒法に従って製造されISO 643に従って試験した場合のオーステナイト結晶粒度が5以上の粒
度となるようにする。
この目的は例えば,鋼が十分なアルミニウム又は同等の元素を含有して,構成部品の製造が使用時にお
けるひずみ時効ぜい化に対して安定するようにすることで達成できる。したがって,金属アルミニウムの
最小値0.02 %を指針として示す。
上記の限度内で,鋼の選択を行い,適切に熱処理した完成品の構成部品が,この附属書で規定した機械
的性質に適合するようにすることは,部品製造業者の責任である。
6.3
熱処理 プルーフロード試験前に構成部品は,要求された機械的及び金属学的性質に近づくような
方法で熱処理を行わなければならない。
常温に戻ったとき,構成部品は金属学上の変化又は損傷を受けることなく最大400 ℃まで使用できるこ
とが望ましい(附属書8参照)。
52
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
これを確かめる必要があるときは,サンプル部品を,400 ℃に再加熱して1時間保持して常温まで冷却
した後,試験しなければならない。
7. 製造方法 構成部品は熱間鍛造によって形成する。構成部品は,有害な表面欠陥及び割れがあっては
ならない。製造中どの工程でも溶接施工の使用は許されない。
8. 形式試験
8.1
概要 形式試験は,製造業者がこの附属書の規定に適合していることを証明した構成部品が,この
規格に規定した機械的性質を満足することを示すものである。この試験の目的は,種々の大きさの構成部
品の完成品について設計,材料,熱処理及び製造方法を分析することにある。5.に規定した機械的性質の
変更を招く可能性のある設計,材料の仕様,熱処理,製造方法の変更又は正常の製作公差の範囲を超える
寸法の変更があった場合は,その変更後の構成部品について8.2〜8.4に規定した形式試験が必要である。
形式試験を行う構成部品は,すべてこの附属書に規定するほかのあらゆる項目をも遵守していかなけれ
ばならない。寸法の異なる構成部品についてその設計,材料,熱処理及び製造方法ごとに8.2〜8.4に規定
する試験を実施しなければならない。
8.2〜8.4に規定する試験では,構成部品に衝動力を与えることなく軸方向の力を加えなければならない。
8.2
変形試験 3個の試料を試験する。各々の試料は永久変形を生じることなく附属書7表1に規定する
プルーフロードに耐えなければならない。
備考 必要であれば,すべての構成部品の保証試験について,9.を参照のこと。
8.3
静的強さの試験
備考 この試験は変形試験を行ったものと同一の構成部品について実施する場合がある。
3個の試料を試験する。各試料は附属書7表1に規定する構成部品の破断荷重の最低値に相当する極限
強さを満足しなければならない。
試験することが規定されている機械的性質について,構成部品をその実際の破断するまで試験する必要
はない。規定した最低静的強さを上回っており,かつ,フックが最大の試験した引張力で,著しく変形す
ることが分かればよい。
8.4
疲れ試験 10 t以下の使用荷重の構成部品は,疲れ試験を行わなければならない。疲れ試験は,3個
の試料で試験をする。
疲れ試験サイクル中に加わる引張力の範囲は,附属書7表1に規定するプルーフーロドの0.75倍相当と
する。サイクルの最小引張力は3 kN以下とする。周波数は5〜25 Hzの間とする。試験を行った試料は,
上記の規定範囲の引張力を10 000サイクル加えた後も,荷重の保持不能に陥ることなく,それに耐えなけ
ればならない。
8.5
形式試験についての受入れ基準
8.5.1
変形試験(8.2を参照) 形式試験を行った寸法の部品がこの附属書に適合するためには,試験を
行った3個の試料のいずれもが変形試験に合格しなければならない。
8.5.2
静的強さ試験及び疲れ試験(8.3及び8.4参照) 3個の試料すべてが試験に合格すれば,形式試験
を行った寸法の構成部品はこの附属書に適合している。
試料の中の1個が不合格となった場合,さらに2個の試料を試験して,形式試験を行った寸法の構成部
品がこの附属書に適合するためには,この2個の試料が試験に合格しなければならない。
3個の試料のうち2個又は3個とも試験に不合格となった場合は,形式試験を行った寸法の構成部品は
53
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この附属書に不適合である。
9. 保証試験 完成品の各構成部品について,附属書7表1に規定するプルーフロード試験を行わなけれ
ばならない。
プルーフロードは,衝撃力を与えることなく軸方向の力を加えなければならない。
備考 附属書5又は附属書6に適合する等級T(8)のチェーンスリングの一部として構成部品を使用す
る場合は,それらの国際規格に規定するプルーフロード試験項目を適用する。
10. 製造業者の証明書 8.に規定する形式試験で満足のいく結果を得た場合は,製造業者は試験を行った
構成部品と同一の公称諸元寸法,材料,熱処理及び製造方法の適合証明書を発行してもよい。
製造業者は,形式検査に合格した構成部品について最新の適合証明書を発効後,少なくとも10年間は材
料,仕様書,熱処理,寸法,試験結果及び構成部品に関連するあらゆるデータに関する記録を保管しなけ
ればならない。この記録には,後続の生産に適用しなければならない製造仕様書も含まれるものとする。
5.に規定した機械的性質の変更を招く可能性のある材料の仕様,熱処理,製造方法の変更又は正常の製
作交差の範囲を超える寸法の変更は,設計変更とみなす設計変更について適合証明書を発効する許可を得
る前に,8.に規定した試験を行わなければならない。
11. 表示
11.1 鍛造品 表示は構成部品の機械的性質を低下させないように部品本体の適切な箇所に次の項目を表
示しなければならない。
a) 構成部品に対応するチェーンの線径
b) 等級T(8)
c) 製造業者名又はその略号
d) 国家規格,又は使用者と製造業者とが協議した他の情報
備考 表示は,構成部品の使用荷重についての誤認が起こらないように,十分に注意しなければなら
ない。
11.2 ロードベアリングピン ロードベアリングピンは,大文字又は数字 (8) で表示しなければならない。
54
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書7表 3 最大使用荷重 (WLL) の計算値
使用荷重 t
チェーン公称線径1)
計算値による最大使用荷重 (WLL)
附属書7表1に規定された最大使用荷重 (WLL)
6
1.153 27
1.1
7
1.569 73
1.5
8
2.050 26
2
10
3.203 53
3.2
13
5.413 97
5.4
16
8.201 04
8*
18
10.379 45
10*
19
11.564 75
11.5
20
12.814 13
12.5*
22
15.505 1
15.5
23
16.946 69
16.9
25
20.022 08
20
26
21.655 88
21.6
28
25.115 7
25*
32
32.804 18
32*
36
41.517 79
40*
40
51.256 53
50*
45
64.871 54
63*
注1) 公称線径dnはmmで表示。
備考1. WLLの完全計算値は,次の式を用いて決定される(1行目はニュートン値,そして2行目はトン値である)。
2
200
2n
d
π
×
0.032 035 33
2n
d
2. 附属書7表1及び上の表に規定されたWLLの値は*でマークされたものを除いて,完全計算値から小数点
2位以下を除いたものである。
*はチェーンの公称寸法もまた特定された数であるため,最も近い特定数に低く丸めてある。
55
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8(参考)ISO 3056 非調整の巻上用リンクチェーン及び
チェーンスリング−使用及び保守
序文 この附属書(参考)は,1986年に第1版として発行されたISO 3056,Non-calibrated round steel link
lifting chain and chain slings−Use and maintenance を翻訳し,技術的内容及び規格票の様式を変更すること
なく作成したものである。
なお,この附属書(参考)は,本体及び附属書の規定に関連する事柄を補足するもので,規定の一部で
はない。
1. 適用範囲 この附属書は,附属書5,附属書6,附属書9,附属書10,附属書11及びISO 1834によっ
て製造された寸法非調整,巻上用リンクチェーンとチェーンスリングの選択,使用,検査,試験,点検及
び修理に対する指針となるものである。
備考 巻上用のチェーンとチェーンスリングは,それらを使用する国や地域の法律や規制に準拠しな
ければならない場合もある。
2. 引用規格
ISO 1834 : 1980 Short link chain for lifting purposes−General conditions of acceptance
ISO 1835 : 1980 Short link chain for lifting purposes−Grade M (4), non-calibrated, for chain slings etc.
ISO 3075 : 1980 Short link chain for lifting purposes−Grade S (6), non-calibrated, for chain slings etc.
ISO 3076 : 1984 Short link chain for lifting purposes−Grade T (8), non-calibrated, for chain slings etc.
ISO 4778 : 1981 Chain slings of welded construction−Grades M (4), S (6) and T (8)
ISO 7593 : 1986 Chain slings assembled by methods other than welding−Grade T (8)
ISO 8539 : 1986 Forged steel lifting components for use with grade T (8) chain
3. 定義
3.1
最大使用荷重 (WLL) 各種のチェーンスリングが,一般的な用途において使用上負荷することが
できる荷の最大質量。
3.2
使用荷重 (WL) 各種のつり方において,チェーンスリングに使用上負荷することができる荷の最
大質量。
3.3
正式な資格と能力をもつ者 知識と実際的な経験によって正式に資格の認定を受け,指定された者
で,所定の検査の遂行を可能にするのに必要な事情を熟知している者(6.を参照)。
3.4
日常点検 オペレータ又はそれ以外の指定された担当者が日常的に行う目視検査。
3.5
定期点検 正式な資格と能力をもつ者が行う十分な検査のことで,その記録は必ず残し,連続的評
価を行う際の基礎を提供しなければならない。
4. チェーンスリングの選択
4.1
通則 4.2〜4.4でその要点が記述された原則は,一般用途用のチェーンスリング,すなわちリーチが
等しいつり本数で構成されたチェーンスリングの選択に関連したものである。
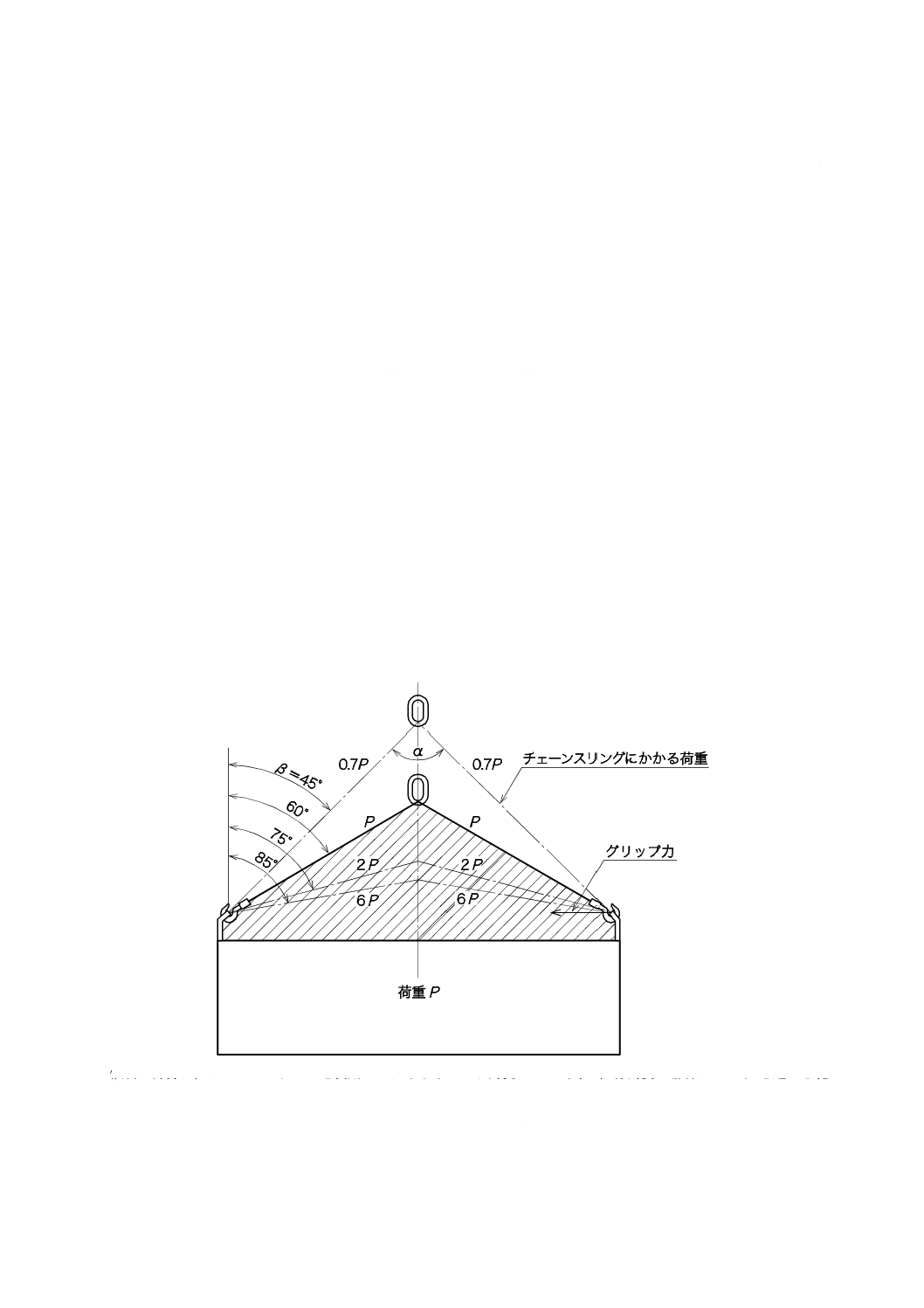
56
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
使用荷重 (WL) 選択したチェーンスリングの使用荷重は,つり上げようとする荷の最大値以上で
なければならない。この使用荷重は,通常の状況の下では最大使用荷重 (WLL) と同じであり,ある特定
の条件の下では,最大使用荷重の値を下回ることになる。
4.3
最大使用荷重 (WLL)
4.3.1
通則 最大使用荷重は,チェーンスリングに表示するものとし,以下の条件によって求めるものと
する。
a) 選択したチェーンの寸法と等級(4.3.2参照)
b) チェーンスリングのつり方条件(モード係数)
c) 定格使用荷重計算法
4.3.2
使用するチェーンの線径と等級 使用するチェーンの等級がM(4)→S(6)→T(8)へ上がるにつれて,
それとは逆に徐々に小さくなっていく公称線径のチェーンスリングを使用しても,同等の強度を達成する
ことができる。例えば,等級T(8)のチェーンスリングの最大使用荷重は,同一線径の等級M(4)のチェーン
スリングのそれの2倍である。
4.3.3
チェーンスリングのつり方条件(モード係数) チェーンスリングのつり方条件(モード係数)と
は,チェーンスリングの本数,2本つり以上のチェーンスリングの場合,つり角度又は対垂直線角度など
を指している。附属書5の規定に従い,附属書8表2に示したように,つり角度や対垂直線角度を調査す
る。つり角度が大きくなればなるほど,特定のチェーンスリングがそのつりチェーンにおける許容荷重を
超すことなくつり下げることのできる荷重は小さくなる(附属書8図1参照)。個々の状況をチェックし,
どのつりチェーンも許容荷重を超えていないことを確認しなければならない。対垂直線角度が60°を超え
る(すなわち,2本つり又は4本つりのチェーンスリングの場合にはつり角度が120°を超える。)ような
スリングチェーンの使い方はすすめられない。
傾斜の部分は,チェーンスリングを使用してはならないつり角度120°(対垂直線角度の場合は60°)を超える範
囲を示している。
附属書8図 1 加えられた荷重Pに対してつり角度を様々に変化させた玉掛け
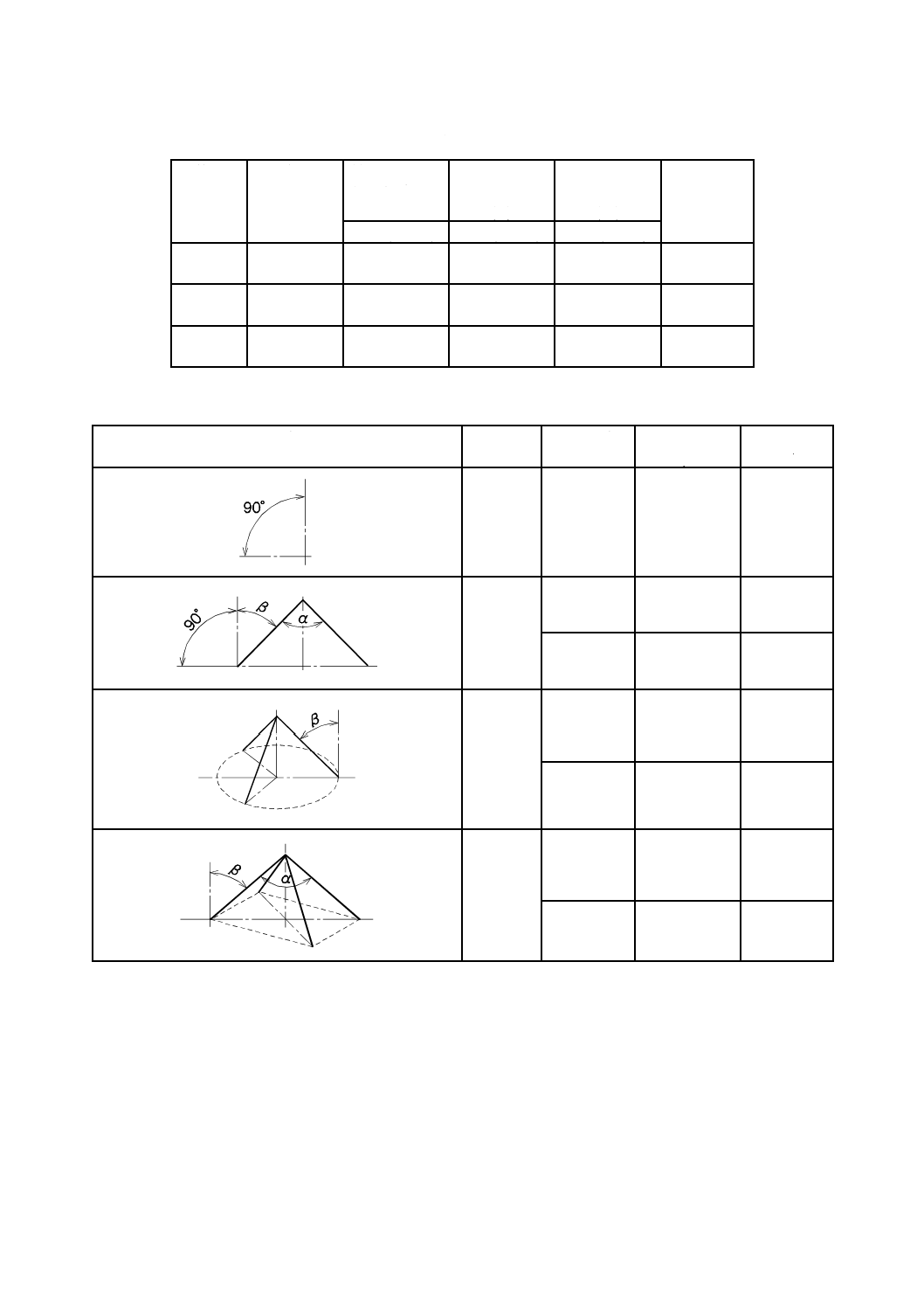
57
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8表 1 チェーンスリング用に設計されたリンクチェーンの等級
等級
関連する
ISO規格
最大使用荷重
(WLL) 時の
平均応力
プルーフロー
ドの平均応力
(Fe)
最小破断荷重
の平均応力
(Fm)
Fm : WLL
比
MPa (N/mm2)
MPa (N/mm2)
MPa (N/mm2)
4
ISO 1835
(附属書9)
100
200
400
4 : 1
6
ISO 3075
(附属書10)
157.5
315
630
4 : 1
8
ISO 3076
(附属書11)
200
400
800
4 : 1
附属書8表 2 均一荷重法を用いて算出した最大使用荷重係数(モード係数)
つり方
チェーンの
つり本数
つり角度
α
対垂直線角度
β
モード係数
M
1
−
−
1
2
0〜90°
0〜45°
1.4
90〜120°
45〜60°
1
3
−
0〜45°
2.1
−
45〜60°
1.5
4
0〜90°
0〜45°
2.1
90〜120°
45〜60°
1.5
4.3.4
定格使用荷重計算法
4.3.4.1
荷重の分散が対称なときの使用荷重 使用荷重を求めるには二つの定格使用荷重計算法がある。
すなわち,均一荷重法と三角法との二つである。これら二つの方法の詳細は,附属書5と附属書6に記載
されている。
備考 チェーンスリングを使用中の対象となる施設で採用する方法は,これらの二つの方法の中のど
ちらか一方だけに限定することを強くすすめる。
2本つり以上の最大使用荷重を均一荷重法を用いて計算する際に適用する係数を附属書8表2に示す。
三角法の場合,最大使用荷重は次の式を用いて計算する。
58
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
・2本つりのチェーンスリングの場合:最大使用荷重=2×1本つりの最大使用荷重×cosβ
・3本つり及び4本つりのチェーンスリングの場合:最大使用荷重=3×1本つりの最大使用荷重×cosβ
備考 4本つりのチェーンスリングの場合,個々のつりチェーン間に荷重が等しく分散されるような
適切な方法が講じられていれば,それら4本のつりチェーンのすべてが荷重を支えていると考
えることができる。そのような状況の下では,4本つりのチェーンスリングの定格使用荷重は,
次の式に基づいて計算することができる。
・4×1本つりの最大使用荷重×cosβ
特定の角度に対する最大使用荷重の表は,附属書5及び附属書6に記載されている。
4.3.4.2
荷重の分散が非対称なときの使用荷重 つり上げたときに荷重が傾く可能性があることが分か
っている場合は,その荷重の重心に最も近いつりチェーン,すなわち,対垂直線角度βが最小になるつり
チェーンにはほかより高い張力が発生している(附属書8図2参照)。
このような状況の下でチェーンスリングを使用しなければならない場合(5.参照),定格使用荷重の算出
には次の係数を適用しなければならない。
均一荷重法
βmax≦45°の場合
・2本つりの最大使用荷重=1本つりの最大使用荷重
・3本つり及び4本つりの最大使用荷重=1.4×1本つりのチェーンスリングの最大使用荷重
45°<βmax≦60°の場合
・2本つりの最大使用荷重=1本つりの最大使用荷重
・3本つり及び4本つりの最大使用荷重=1本つりの最大使用荷重
三角法
βmax≦60°の場合
・2本つりの最大使用荷重=1本つりの最大使用荷重×2cosβmax
・3本つり及び4本つりの最大使用荷重=1本つりの最大使用荷重×3cosβmax
備考 いずれかの角度βが60°を超えるようなチェーンスリングの使用法は,望ましくない。
上記の式は,複数ある対垂直線角度の間にあまり大きな差がない場合にだけ関係するものであって,対
垂直線角度の間に極端な差があるような場合に関係するものではない。極端な差がある場合には,正式な
資格と能力をもつ者に相談しなければならない。
4.4
不利な環境条件下における最大使用荷重
4.4.1
通則 最大使用荷重は,4.4.2及び4.4.4で述べた推奨事項に基づき使用荷重に一致させなければな
らない。
4.4.2
高温度条件及び低温度条件 チェーンスリングが使用中に到達する温度が高くなるにつれて,その
強度は低くなる。使用中のチェーンスリングが到達できる最高温度のことを必ず考慮に入れるように注意
しなければならない。
このことは,実際的には難しいが,関係する温度を低目に推定することだけは避けなければならない。
温度上昇が種々の等級のチェーンスリングの使用荷重に及ぼす影響を附属書8表3に示す。
等級M(4),等級S(6)及び等級T(8)のチェーンスリングは,温度を−40 ℃まで下げても悪い影響を受け
ないので,そのために最大使用荷重を低くする必要もない。
チェーンスリングを−40 ℃を下回る温度で使用することになる場合は,製造業者に相談しなければなら
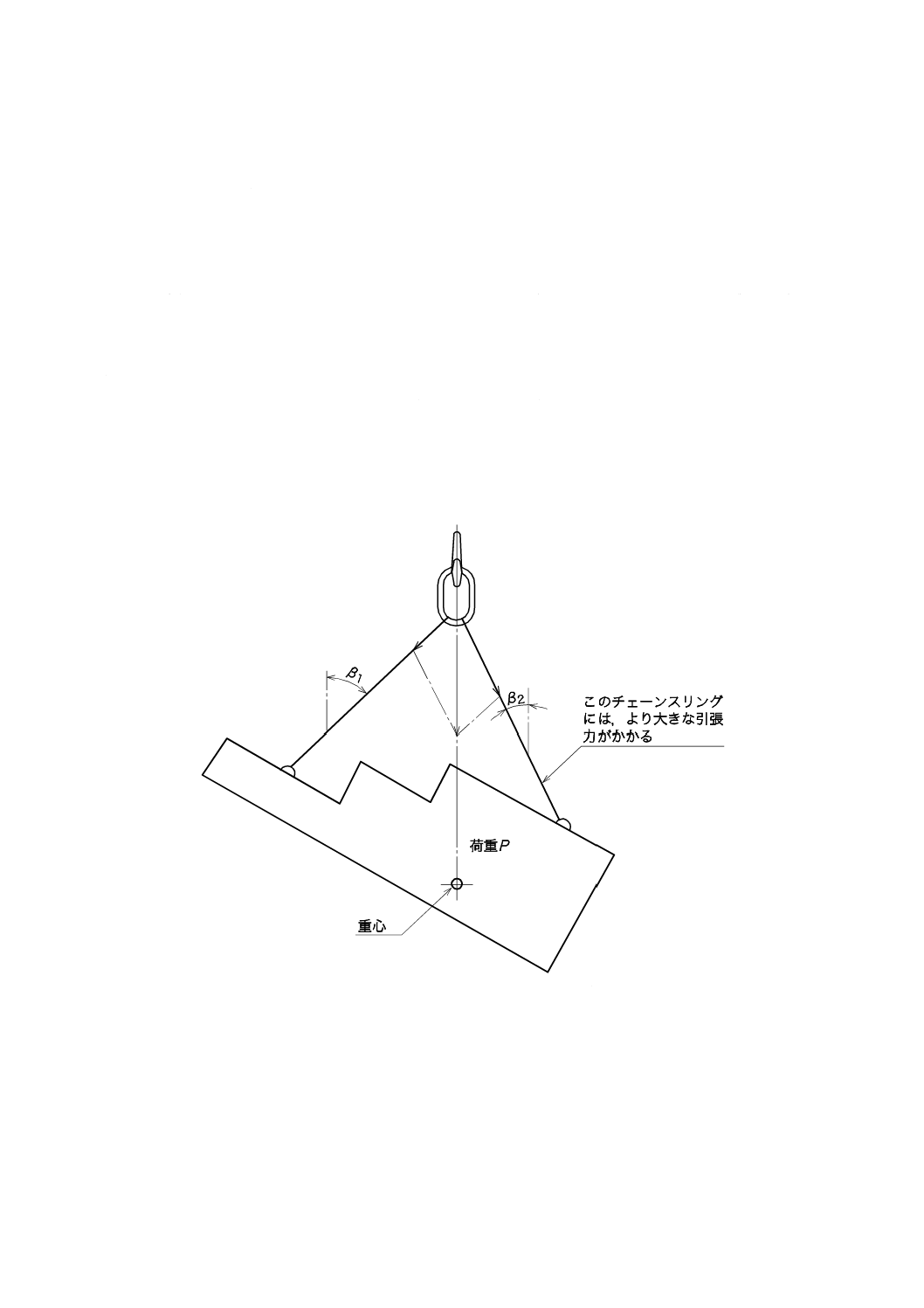
59
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ない。
4.4.3
酸性条件
4.4.3.1
等級S(6)及び等級T(8) 等級S(6)又は等級T(8)に基づいて製造されたチェーンスリングを,酸性
溶液に浸せきしたり,酸性の蒸発気にさらしたりして,使用してはならない。生産工程の中には酸性の溶
液や蒸発気が含まれている工程もあるということに気を付けて,そのような状況下でのつり下げ作業には
等級S(6)又は等級T(8)を使用しないようにしなければならない。
4.4.3.2
等級M(4) 等級M(4)のチェーンスリングは,酸性の条件の下でも使用できるが,製造業者から
特にそれをすすめているということがない限り,次の注意事項を遵守しなければならない。
a) そのようなチェーンスリングの使用荷重は,最大使用荷重の50 %を超えてはならない。
b) チェーンスリングは,使用後直ちに,きれいな水で十分に洗浄しなければならない。
c) チェーンスリングに対しては,使用する前に,必ず正式な資格と能力をもつ者による十分な検査を行
わなければならない。
4.4.4
チェーンスリングが薬品や研磨用品などにさらされる可能性のあるその他の条件 上述のような
条件が適用される場合には,チェーンスリングの製造業者と相談しなければならない。
附属書8図 2 非対称型荷重つり上げ
60
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8表 3 各使用温度における使用荷重1)
単位 %
等級
温度
−40 ℃を超え
200 ℃以下
200 ℃を超え
300 ℃以下
300℃ を超え
350 ℃以下
350 ℃を超え
400 ℃以下
400 ℃を超え
475 ℃以下
475 ℃を超え
最大使用荷重に対するパーセンテージで表された使用荷重
M (4)
100
100
85
75
50
使用不可
S (6)
100
90
75
75
使用不可
T (8)
100
90
75
75
使用不可
注1)
表に示した温度範囲内でチェーンスリングを使用しても,そのチェーンが通常の温度に復帰した場合に
は,最大使用荷重が低下したままの状態で永久に戻らないことを意味しているわけではない。チェーンス
リングが表に示した最大許容温度を超えた温度に偶然にでもさらされることがあった場合,それらのチェ
ーンスリングは使用することを止めなければならない。
5. 荷重の取扱い 巻上用チェーンは,通常,フックや端末リンクなどの端末金具を用いて,荷重及び巻
上機に取り付けられる。チェーンは,ねじれやノット(結び目)やキンク(たるんで輪を生じた際に引張
荷重がかかってできた異常変形)のない真っ直ぐなものでなければならない。荷重は,フックの先端にで
はなく[附属書8図3b)参照],フックの真ん中にしっかり掛けられた状態で安定しているか,開口部に
動かないようにしっかりと止められていなければならない。そしてフックは,曲がりが生じないようにど
の方向にでも自由に傾くことができる状態でなければならない。同じ理由で,マスターリンクもつり上げ
装置のフックに対して自由にどの方向にも傾くことができなければならない。
卵形又はペアー形 (P) のチェーンリンクは,逆さまになればチェーンリンク自体が無理に押し込まれた形
で動けなくなりやがて変形してしまうような可能性のある場合,マスターリンクや下側端末金具として決
して使用してはならない。
バスケット掛け(附属書8図4参照)やチョーク掛け(附属書8図5参照)の場合には,チェーンは荷
重の下側を通ることもある。荷重が傾く危険性のあるバスケット掛けの場合には,荷重に少なくとも2本
以上のチェーンスリングを使用するものとするが,できれば,スプレッダビーム(附属書8図6参照)と
の併用が望ましい。
荷重の下側にあるチェーンスリングを引っ張ったり,チェーンスリングの上で荷重を転がしたりするこ
とは,チェーンに損傷を与える原因になることがあるため,このような作業はしてはならない。
チョーク掛けを使用している場合は,非常に大きな引張力が加わるため,対象となる荷重に適した寸法
のチェーンより大きめの寸法のチェーンを使用することが必要になる場合もある。また,製造業者,その
国の法律,又は規格で推奨されている内容に従って,チェーンスリングの使用荷重を下げて使用しなけれ
ばならない。そのような推奨事項や要求事項がない場合,使用荷重は,その最大使用荷重の80 %を超えな
いようにしなければならない。
同じチェーンリンクにその端末金具を繰り返し使用すると,最終的には損傷の原因となるため,そのよ
うなことをしないように注意しなければならない。
2本つり以上のチェーンスリングはすべて,荷重にはグリップ力を作用させているが(附属書8図1参
照),それはチェーンスリング間の角度が大きくなるにつれて,増すようになっている。例えば,ケースス
リングやドラムスリングのようにループ状になったチェーンにフックやその他の金具がねじ込まれて固定
されている場合,グリップ力ははるかに大きいため,チェーンスリング間の角度は60°(垂直との角度は
30°)を超えないようにしなければならない。どんな場合でも必ず,移動させようとする荷重が,損傷を
61
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
受けることなく,このグリップ力に対抗できるようにするよう注意しなければならない。
チェーンが荷重と接触する箇所には,チェーン又は荷重又はその両方を保護するために,パッドが必要
とされる場合もある。硬い物質の鋭利な角や縁の部分によってチェーンリンクが曲げられたり損傷を受け
たりする可能性もある。逆に,接触圧力が大きいため,チェーンが荷重をきずつける場合もある。そのよ
うな損傷を防止するために,木製ブロックなどのようなパッドを使用してもよい。手やその他の体の部分
とチェーンとの間には十分な距離をおき,緩みが生じたときに,損傷を受けないよう未然に防止しなけれ
ばならない。
荷重の揺れや回転の防止や,着地用の位置決めには,タグラインの使用が望ましい。
つり上げ作業準備が整ったら,緩みを徐々に取り去りながら,チェーンをぴんと張り,荷重を少し持ち
上げ,荷重が安定し水平が保たれるようにしなければならない。このやり方は,荷重が摩擦によって保持
されているバスケット掛けやその他の緩めのピッチの場合には,特に重要である。荷重が傾いた場合は,
高さを下げて,巻上機のフックの位置を低い方に移動しなければならない。このことは,つり上げポイン
トの位置を変えたり,一つ又はそれ以上のチェーン長さ調整金具を使用したりすることによって達成でき
る。すべてが正常に戻ったら,つり上げ作業を進めてもよい。
荷重は,慎重に着地させなければならない。チェーンを緩める前に荷重が適切に支持されていることを
確認する。これは,複数のばらばらの物体がバスケット掛けやチョーク掛けでつり上げられていた場合に
は,特に重要である。
荷重の速度が加速されたりした場合は,大きな動的な力が発生し,それによってチェーン内の応力は大
きくなる。そのような状況は避けるべきであるが,急激な動作や衝撃を与えるような動作,例えば,つり
上げを開始する前に緩みを取り去らなかったり,落下する荷重をつかまえるような衝撃を与えたりすると
いった方法で荷重を取り扱ったりすることが原因で大きな動的な力が発生する。
どこででも見られる次のような作業ミスは決しておかしてはならない。
a) チェーンスリングに荷重をかけ過ぎること,及び過荷重によって伸びたチェーンを使用し続ける。
b) つり上げに(ピッチが直径の3倍より長い)長リンクチェーンを使用する。
c) ホイストチェーンをスリングチェーンとして使用する。
d) チェーンより等級の低い部品(マスターリンク,中間リンク,フック,ファンドリフック,グラブフ
ック,結合リンク及び結合金具類)を使用する。
e) 破損又は変形したチェーンリンクが附属しているチェーンスリングを使用する。
f)
チェーンリンクをボルトやワイヤで結合する[附属書8図3a)参照]。
g) フックの先の部分でチェーンスリングに荷重をかける[附属書8図3b)参照]。
h) フックの周りに何回もチェーンスリングを巻き付ける[附属書8図3c)参照]。
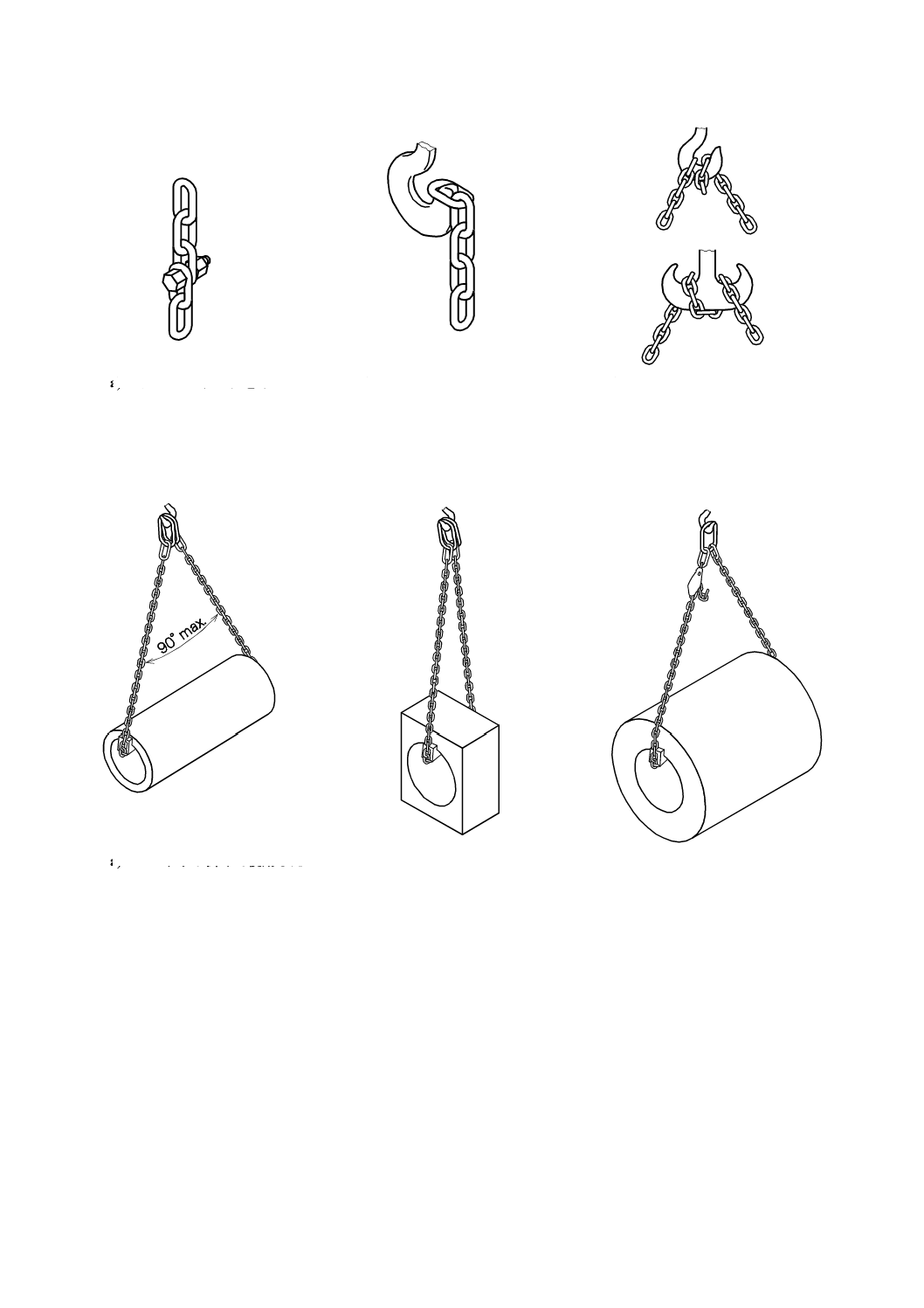
62
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) チェーンリンクをボルトや
ワイヤロープで接続する
b) チェーンをフックの先端部
分に引っ掛ける
c) チェーンをフックの周りに何
回も巻き付ける
附属書8図 3 避けなくてはならないよく見られる作業ミスの例
a) バスケット掛けで使用した
1本のチェーンスリング
(上部チェーンリンクに
戻して引っ掛けている)
b) バスケット掛けで使用した
貫通可能つば形チェーン
スリング
c) 調節可能な単一
バスケットスリング
附属書8図 4 バスケット掛け
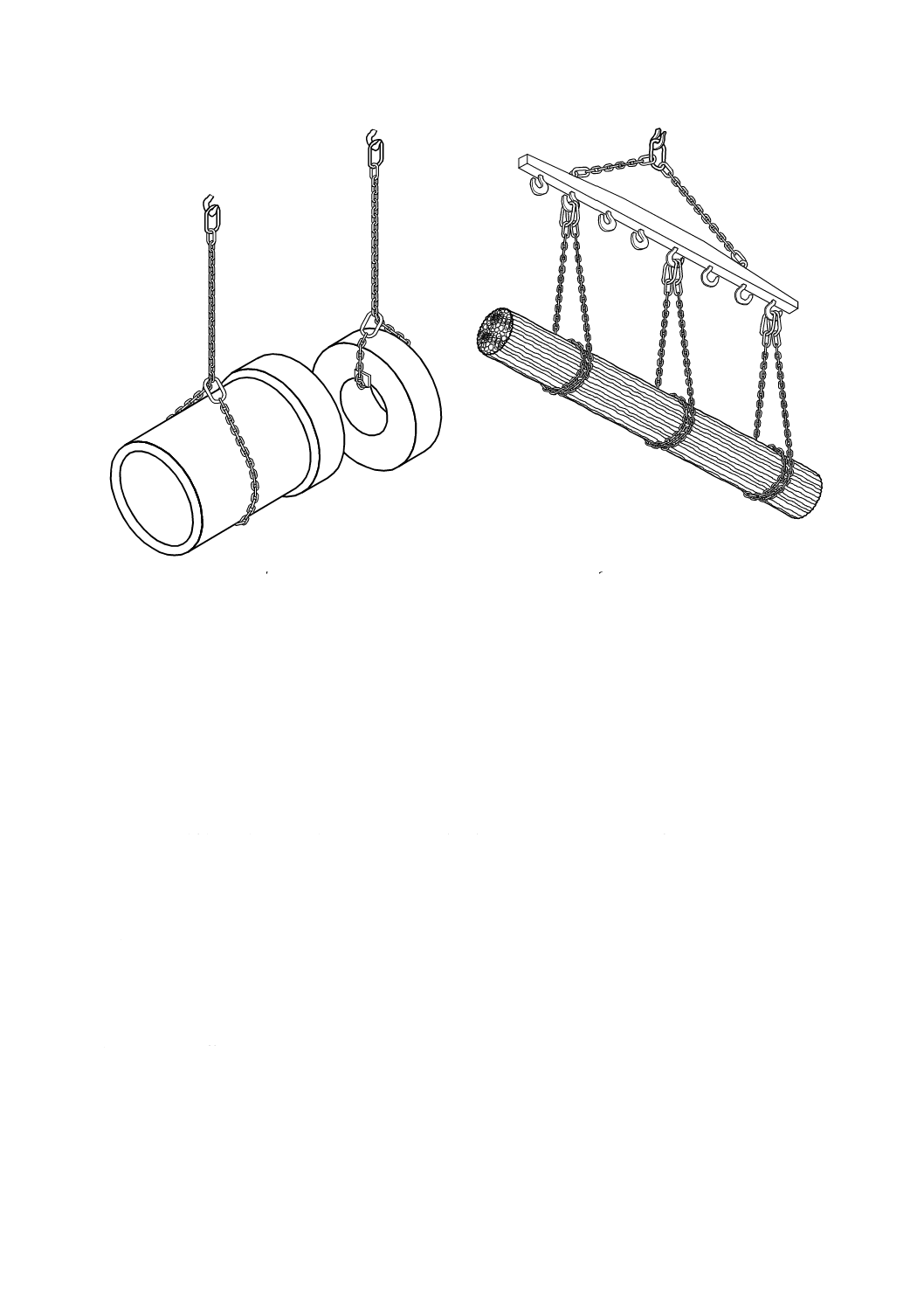
63
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図 5 チョーク掛け
附属書8図 6 スプレッダビームの使用
6. 点検
6.1
日常点検(3.4も併せて参照) 日常点検については記録を残しておく必要はない。チェーンスリン
グは,すべての附属品を含むその使用長全体にわたって点検し,摩耗やひずみや外部損傷を示すものの有
無を検査しなければならない。これらの点検の頻度は,使用の頻度に関連させるものとする。
この点検を行っているときに欠陥が見つかった場合には,6.2に定めた手順に従わなければならない。
6.2
定期点検(3.5も併せて参照) 定期点検の場合は,事前に,チェーンスリングを完全に洗浄し,油
分や汚れが付着していない状態にしておかなければならない。母材金属を傷めないような洗浄法ならどの
ようなものでもよい。用いてはいけない方法とは,水素ぜい(脆)性や過熱を引き起こしたり,き裂や表
面の圧こん(痕)を覆い隠す可能性のある金属の除去や移動の原因となるような方法である。
陰影ができないような十分な照明を用意して,チェーンスリングをその使用長全体にわたって検査し,
摩耗やひずみや外部損傷を示すものの有無を検出しなければならない。
次の欠陥の中のいずれかが認められた場合は,そのチェーンスリングの使用を直ちに止めて保守点検及
び修理に回さなければならない。
a) チェーンスリングの表示内容,すなわち,チェーンスリングの識別記号,最大使用荷重又はその両方
に関する情報が読み取れない。
b) 上部又は下部の端末金具のひずみ
c) チェーンの伸び チェーンリンクが伸びていたり,チェーンリンクとチェーンリンクの間の自由な可
動結合状態が損なわれていたり,2本つり以上のチェーンスリングの長さに一目で分かるような差異
が見られたりした場合,そのチェーンは伸びている可能性がある。できる限り,最初の検査手段とし
て,そのチェーンスリングの実際のリーチを測定し記録しておくことをすすめる。こうしておくこと
で,当初の製品と大きく異なる部分を早く見付けることが可能になる。
64
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 摩耗 他の物体との接触による摩耗は,チェーンリンクの直線部分の外側,つまり見やすく測定しや
すい場所で発生するのが普通であるが,隣接するチェーンリンク間の摩耗は隠れている(7.と附属書8
図7を参照)。
チェーンを緩め,隣接するチェーンリンクを回転させて個々のチェーンリンクの内側を露出させる。
e) チェーンや金具における切りきず,刻みきず,えぐれ,き裂,過度の腐食,熱変色,曲がったりひず
んだりしているチェーンリンク,又はそれ以外の欠陥。
小さな引張応力しかかからない部分であれば,浅くて丸みのある凹みがあっても,それほど重要で
はないが,大きな引張力がかかる部分における深めの刻みきずや,横方向に鋭く切れ込んだ刻み目は
不可である。
f)
フックの“開き過ぎ”を示すもの,すなわち,開口部の開きが目に見えて広くなっていることや,下
部端末金具におけるそれ以外の形のひずみ。
開口部の開きは,開きの変形量が公称値の10 %を超えていないか,取付時には,フックの外れ止め
は正常な状態で作動しなければならない。
g) 非溶接型構造のチェーンスリングにおける機械的結合部分の組立が不適切である場合(製造業者の指
示事項を参照のこと)。
附属書8図 7 チェーンリンクにおけるチェーンリンク間摩耗
7. 保守と修理 個々のチェーンリンク,金具及び様々な長さのチェーンスリングの修理や交換は,製造
業者,又は必要な知識と機器(例えば,溶接,熱処理,プルーフロード試験,き裂検出を行う設備)をも
つ団体が実行するものとする。
き裂があったり,目に見えるような曲がりやねじれがあったり,ひどく腐食していたり,除去できない
ような付着物があったりするチェーンリンクは,一目でひずんでいることがわかる部分と同じように,廃
棄し正常なものと交換しなければならない。
接触点(附属書8図7参照)における材料の厚みが薄くなって呼び径の80 % (0.8dn) に到達するまでは,
チェーンリンク間の摩耗は許容される。同じ断面の複数の箇所において摩耗が発生するような場合は,直
径の平均値を求め,その値が呼び径の90 % (0.9dn) になるまで,その摩耗は許容される。該当する場合,
すなわち,大型のフックとチェーンスリング金具などの場合には,刻みきずやえぐれなどの軽微な欠陥は,
慎重に研磨したりやすりをかけることで除去できる。修理をした後,表面は隣接する材料との区切り目が
目立つことのないように滑らかに仕上がっていなければならない。欠陥を完全に除去する場合でも,その
除去した箇所が含まれる部分の厚みが10 %を超えて薄くなるようなことがあってはならない。
65
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
修理作業に溶接が含まれるチェーンスリングの場合は,再度使用する前に,修理されたすべてのチェー
ンスリングのプルーフロード試験と検査を行うものとするが,機械的に組み立てられた部品を挿入するこ
とによって修理が行われている場合は,プルーフロード試験は不要である。ただし,以下のことを条件と
する。
a) その部品が製造業者によって既にプルーフロード試験を済ませたものであること(附属書6参照)。
b) 国又は地方の法律や規制で許可されていること。
チェーンスリングについてはその寸法と等級に応じてプルーフロード(保証荷重)が定められてい
る。その値は,関連のある国家規格及び国際規格(2.参照)に示されているので,それを参考のこと。
チェーンスリングとその最大使用荷重を識別表示したタグやラベルが外れ,必要な情報がマスター
リンクそのものに又はそのほかの方法で表示されていない場合,そのチェーンスリングの使用は取り
止めなければならない。
8. チェーンスリングの保管と手入れ チェーンスリングは,通常の場合,適切に設計された棚に保管さ
れていなければならない。チェーンスリングは使用後,損傷を受ける可能性のある地面に放置しておかな
いようにしなければならない。
チェーンスリングをクレーンのフックからぶら下げたまま放置しておかなければならないときは,スリ
ングフックを上部マスターリンクにはめ込んでおかなければならない。
チェーンスリングは,一定の期間使用されないことが予想される場合,洗浄を行い,乾燥させ,油を薄
く塗布するなどの防せい(錆)処置を施しておかなければならない。
備考 チェーンスリングには,製造業者の承認を受けずに,亜鉛めっきやその他のめっきを行っては
ならない。
9. 記録 巻上機などを正しく使用し保守していくためには,適切な記録をとっておくことが必要不可欠
である。多くの場合,国際規格は記録の保持に関する方法が定められている。記録は当該チェーンスリン
グの継続的履歴であり,それには点検,試験及び保守の実施年月日が記録されていなければならない。ま
ず記録すべきことは,チェーンスリングの明細とその識別記号である。点検周期や試験の頻度を決定し,
記録に書き込んでおかなければならない。定期点検終了後は,必ず,当該チェーンスリングの状態を記録
に書き留めておかなければならない。個々のプルーフロード試験の結果は記録しておかなければならない。
チェーンスリングが修理された場合には,必ず,その修理の理由と,詳細を記録に書き込んでおかなけ
ればならない。
66
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書9(参考)ISO 1835 巻上用リンクチェーン−
チェーンスリング用等級M(4)非調整チェーン
序文 この附属書(参考)は,1980年に第1版として発行されたISO 1835,Short link chain for lifting purposes
−Grade M (4) , non-calibrated, for chain slings etc. を翻訳し,技術的内容及び規格票の様式を変更することな
く作成したものである。
なお,この附属書(参考)は,本体及び附属書の規定に関連する事柄を補足するもので,規定の一部で
はない。
1. 適用範囲 この附属書は,等級M(4)の寸法非調整チェーンで,クレーン,チェーンスリング及び,一
般巻上装置に使用するチェーンスリングの要件について規定する。このチェーンは,電気溶接によって製
造したリンクチェーンで,熱処理と試験を行い,ISO 1834の規格に適合しているチェーンである。
この附属書が,対象とする線径の範囲は,5 mmから45 mmである。また,附属書9附属書Aには,暫
定的に追加する6 mmから46 mmまでの線径を示す。
2. 引用規格
ISO 643 : 1983 Steels−Micrographic determination of the ferritic or austenitic grain size
ISO 1834 : 1980 Short link chain for lifting purposes−General conditions of acceptance
3. 定義 この附属書では,ISO 1834の定義を適用する。
4. 通則 チェーンは,附属書だけでなく,ISO 1834の規定にも適合しなければならない。
5. 寸法
5.1
線径(ISO 1834, 4.参照) チェーンの線径は,チェーンを製造する鋼線又は棒鋼の寸法に対応し
た,附属書9表2の欄(1)に記載する数値のものとする。
備考 チェーン製造前の材料(棒又は線)の寸法管理は重要である。しかし,附属書は完成したチェ
ーンに関するものであり,したがって,検査員が原材料にさかのぼって測定する機会はないで
あろうと想定しなければならない。チェーン製造業者は,この材料の寸法を承認された許容差
内に保つ必要性が理解できるはずである。
5.2
材料の直径(材料の直径及び測定方法の定義については,ISO 1834を参照)
5.2.1
材料の直径の許容差 完成したリンクにおいて,材料の線径dが18 mm未満の場合,溶接部を除
いて呼び径との差が
62
−
+ %以下でなければならない。また,完成したリンクにおいて,材料の線径dが18 mm
以上の場合,溶接部を除いて呼び径との差が±5 %以内でなければならない。
5.2.2
溶接部の許容差 溶接部の鋼の寸法は,溶接に隣接する線径dより小さいか,又は,大きくても次
の許容差以内でなければならない(附属書9図1及び附属書9表2参照)。
タイプ1:すべての方向で,呼び径の10 %
67
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
タイプ2:リンクの面に垂直な方向で呼び径の20 %,その他の方向で20 %
タイプ3:リンクの面に垂直な方向で呼び径の20 %,その他の方向で35 %
備考 タイプ1は,溶接の過大部を呼び径の10 %以内と厳しく限定しているので,キンクやロックの
ような機能に影響することはない。タイプ2とタイプ3は,タイプ1で許されている10 %を超
える過大部を,リンク特定部分に限定し(附属書9図1参照),それによって必要な箇所にすき
まを作り,キンクやロックの危険を生じさせないようにしている。
5.2.3
溶接によって影響を受ける範囲 溶接によって影響を受ける範囲は,リンクの中央からどちらの側
にも,線径の0.6倍を超えてはならない。
5.3
長さ及び幅 リンクの長さ及び幅は,附属書9表2及び附属書9図2に規定する。
6. 材料及び製造業者
6.1
材料の品質 鋼は,平炉製鋼法,電気炉製鋼法又は酸素上吹き転炉製鋼法によって製造したものと
する。鋼は,チェーン製造業者に供給された仕上げ状態で,棒,線又は完成リンクの製品分析によって,
次の要求事項に適合しなければならない。
鋼は,完全キルド鋼で信頼性のある溶接品質をもち,適切な熱処理後,チェーンの機械的性質を保証す
るものとする。
鋼の硫黄及びりんの含有量は,附属書9表1の規定を満足しなければならない。
附属書9表 1 鋼の硫黄及びりんの含有量
化学成分
最大含有量 %
溶鋼分析
製品分析
S
0.045
0.050
P
0.040
0.045
鋼は,適切な脱酸処理を行い,ISO 643によって試験をしたとき,オーステナイト結晶粒度が5以上で
なければならない。
このことは,例えば,使用中に生じるひずみ時効ぜい化に対して安定したチェーンを作るのに十分なア
ルミニウム又は同等の元素を,鋼が含有していることによって達成できる。この場合の指標として,金属
アルミニウムの最小値は0.02 %である。
上記の制限内で,適当に熱処理した完成チェーンが,この附属書で規定した機械的性質を満足するよう
に鋼を選ぶことは,チェーン製造業者の責任である。
6.2
熱処理 すべてのチェーンは,プルーフロードをかける前に,焼ならし又は焼入れ,焼戻しを行わ
なければならない。
6.3
プルーフロード プルーフロードは,附属書9表4欄(2)又は附属書9附属書A表2欄(2)に規定する
値とし,ISO 1834の規定に従って加えなければならない。
7. 試験条件
7.1
機械的性質及び試験荷重 機械的性質は,附属書9表3に規定する。また,チェーンの線径別に加
える試験荷重は,附属書9表4及び附属書9附属書A表2に規定する。
7.2
試料の選択 試料は,ISO 1834の規定に従って選択する。検査員が試料を選び出すロットの長さは,
200 m以下とする。
7.3
静的引張試験
68
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.1
試験機及び試験方法 試験機及び試験方法は,ISO 1834の規定によらなければならない。
7.3.2
引張試験 破断荷重は,附属書9表4欄(3)又は附属書9附属書A表2欄(3)に規定する値より小さ
くなってはならない。
7.3.3
破断全伸び ISO 1834に規定する破断全伸びは,20 %以上でなければならない。
8. 検査
8.1
検査の規定 検査の規定は,ISO 1834による。
8.2
承認 承認の手順は,ISO 1834による。
9. 表示
9.1
品質表示 チェーンの品質表示は,4とし,ISO 1834の規定によって表示しなければならない。
9.2
識別表示 識別表示は,ISO 1834による。
9.3
検査表示 検査表示は,ISO 1834による。
10. 試験証明書 チェーン製造業者は,要求があればチェーン供給時に,ISO 1834の詳細項目を含んだ試
験及び検査証明書を発行しなければならない。
その例を,ISO 1834附属書Cに示す。
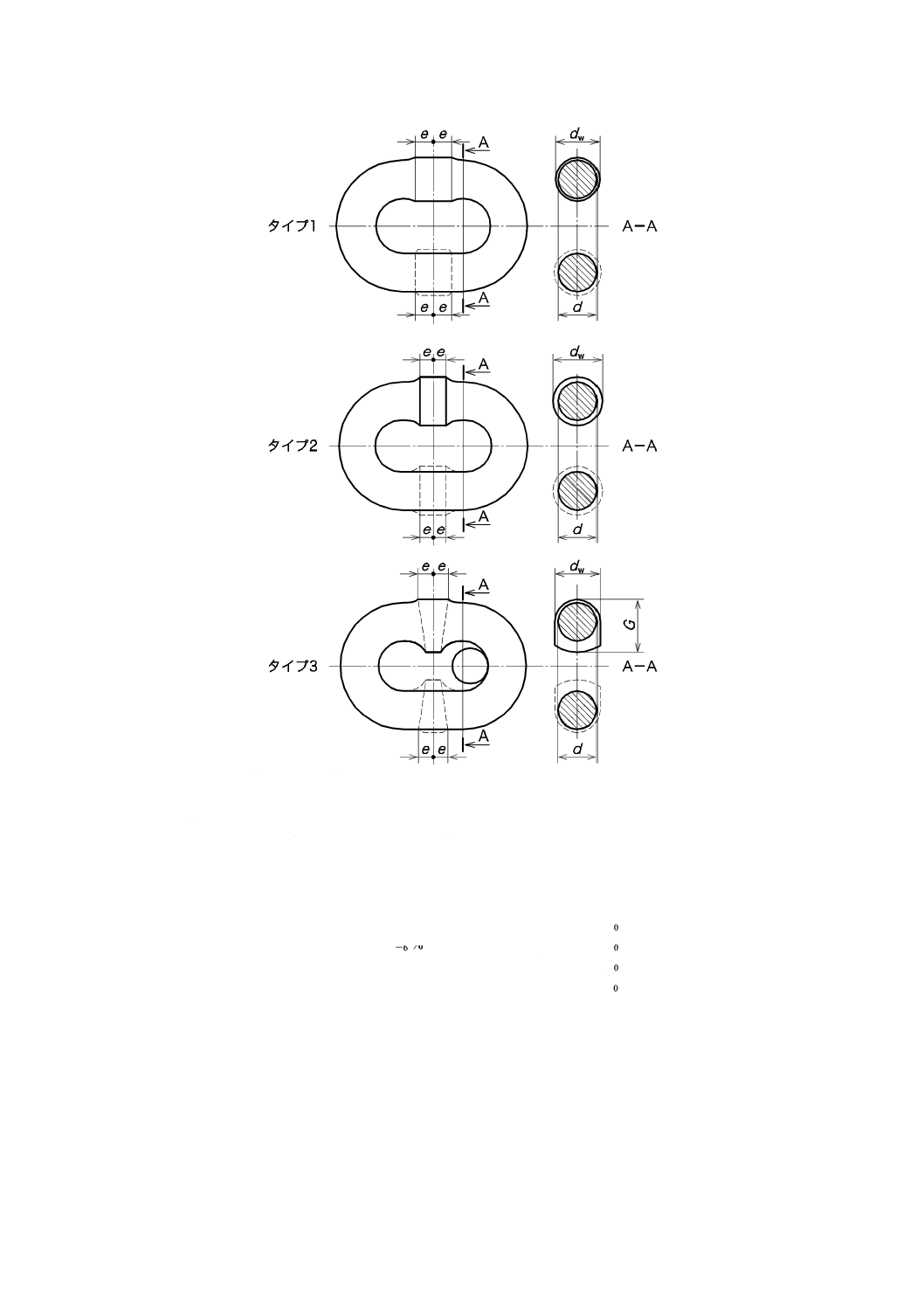
69
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
dn: 寸法(材料の呼び径)
d: 溶接部を除いて測定した材料の線径
dw: 溶接部で測定した材料の線径(タイプ1及びタイプ2の溶接チェーン)又はリンクの
面と垂直な溶接の寸法(タイプ3の溶接チェーン)
G: その他の画内の寸法(タイプ3の溶接チェーン)
e: 溶接の影響を受ける長さで,リンクの中心から片側の寸法
すべての溶接部で 溶接部許容差:
e≦ 0.6 dn
タイプ1:dw=d
10
.00
+
dn
dn< 18 mmの場合,d=dn
26
+−%
タイプ2:dw=d
20
.00
+
dn
dn≧ 18 mmの場合,d=dn±5 %
タイプ3:dw=d
20
.00
+
dn
G=d
35
.00
+
dn
附属書9図 1 材料及び溶接部許容差
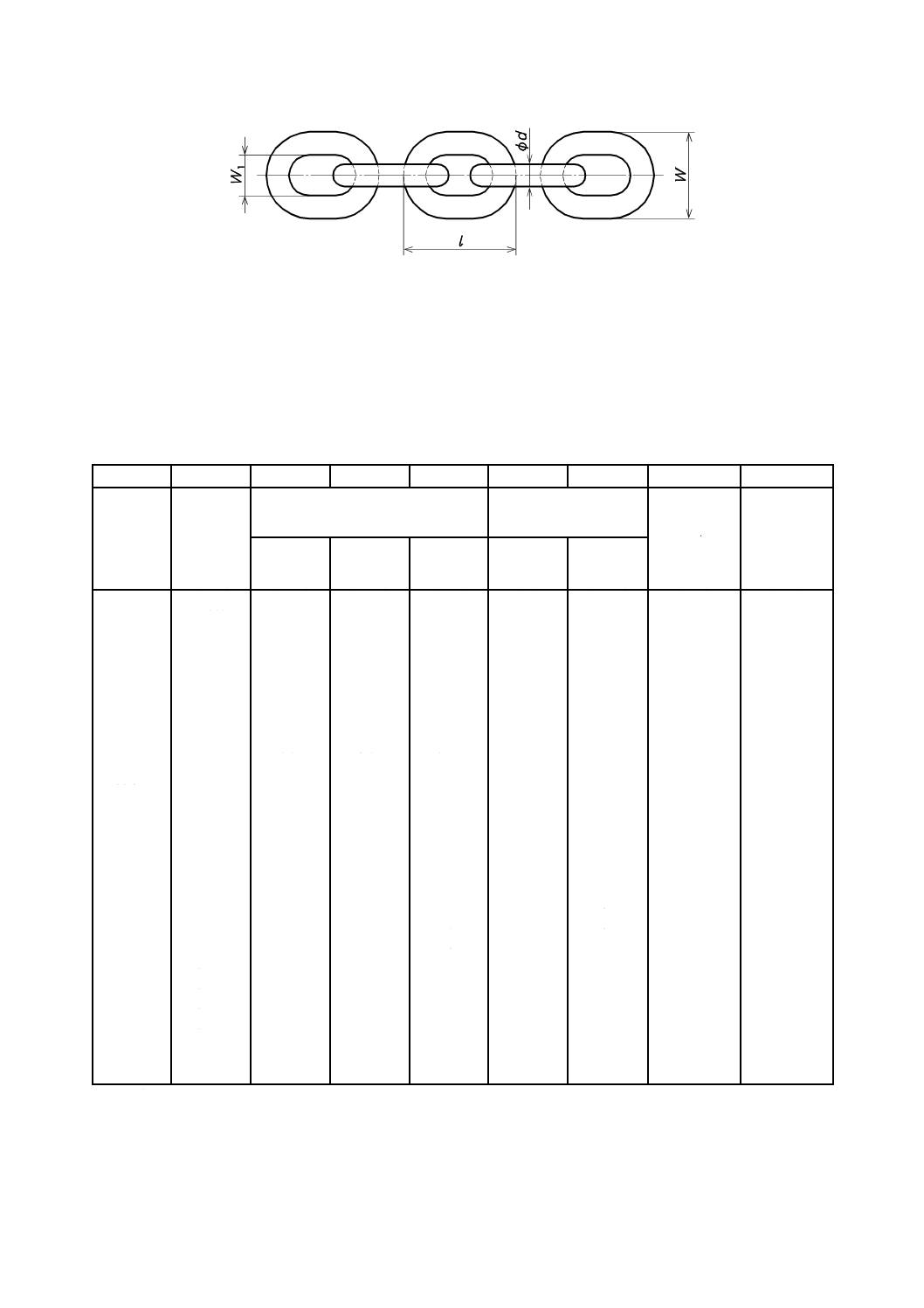
70
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l: リンクの全長(最小4.75 dn,最大5 dn)
W: リンクの外面幅(最大3.5 dn,ただし溶接部を除く)
W1: リンクの内面幅(最小1.25 dn,ただし溶接部を除く)
附属書9図 2 チェーン及びリンクの寸法
附属書9表 2 等級M(4),寸法非調整チェーンの寸法
(記号は,附属書9図1及び附属書9図2参照)
単位 mm
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
寸法
dn
直径の
許容差
(d−dn)
溶接部の最大許容差
(附属書9図1参照)
リンクの全長
溶接部を除く
外面幅
W
最大
(3.5dn)
溶接部を除く
内面幅
W1
最小
(1.25dn)
タイプ1
(dw−d)
タイプ2,3
(dw−d)
タイプ3
(G−d)
最大
(5dn)
最小
(4.75dn)
5
+0.10
−0.30
0.5
1.0
1.75
25
24
18
6.3
6.3
+0.13
−0.38
0.63
1.26
2.2
32
30
22
7.9
7.1
+0.14
−0.43
0.71
1.42
2.5
36
34
25
8.9
8
+0.16
−0.48
0.8
1.6
2.8
40
38
28
10
9
+0.18
−0.54
0.9
1.8
3.15
45
43
32
11.3
10
+0.20
−0.60
1.0
2.0
3.5
50
47
35
12.5
11.2
+0.22
−0.67
1.12
2.24
3.9
56
53
39
14
12.5
+0.25
−0.75
1.25
2.5
4.4
63
59
44
15.7
14
+0.28
−0.84
1.4
2.8
4.9
70
66
49
18
16
+0.32
−0.96
1.6
3.2
5.6
80
76
56
20
18
±0.90
1.8
3.6
6.3
90
85
63
23
20
±1.0
2.0
4.0
7.0
100
95
70
25
22.4
±1.1
2.24
4.48
7.85
112
106
78
28
25
±1.25
2.5
5.0
8.75
125
119
88
32
28
±1.4
2.8
5.6
9.8
140
133
98
35
32
±1.6
3.2
6.4
11.2
160
152
112
40
36
±1.8
3.6
7.2
12.6
180
171
126
45
40
±2.0
4.0
8.0
14.0
200
190
140
50
45
±2.25
4.5
9.0
15.75
225
214
158
57
備考 暫定的に追加する寸法については,附属書9附属書Aを参照のこと。
71
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書9表 3 機械的性質
機械的性質
条件
規定最小破断荷重における平均応力
2
n
m
)
(
2
d
F
π
最小
400 MPa (N/mm2)
プルーフロードにおける平均応力
2
n
e
2
d
F
π
200 MPa (N/mm2)
プルーフロードと規定最小破断荷重との比
50 %
破断全伸び最小規定値
20 %
最大使用荷重における平均応力
100 MPa (N/mm2)
備考1. 附属書9表3に示す応力値は,力をリンク両端の合計断面積で割っ
た値,すなわち,平均応力である。実際には,応力は均一ではなく,
特にチェーンの肩部における最大応力は大きくなる。
2. 使用荷重は,国家規則に従って選ぶことになるが,いずれの場合で
も,附属書9表4欄(4)又は附属書9附属書A表2欄(4)に示す荷重
を超えてはならない。
附属書9表 4 等級M(4) 寸法非調整チェーン,試験条件及び最大使用荷重
(1)
(2)
(3)
(4)
寸法
dn
mm
チェーン全体に
加える
プルーフロード
kN
破断荷重
kN
最大使用荷重
t
5
7.9
15.8
0.4
6.3
12.5
25
0.63
7.1
15.9
31.8
0.8
8
20.2
40.4
1.0
9
25.5
51
1.25
10
31.5
63
1.6
11.2
39.5
79
2.0
12.5
49.1
98.2
2.5
14
63
126
3.2
16
81
162
4.0
18
102
204
5.0
20
126
252
6.3
22.4
158
316
8.0
25
197
394
10
28
247
494
12.5
32
322
644
16
36
408
816
20
40
503
1 006
25
45
637
1 274
32
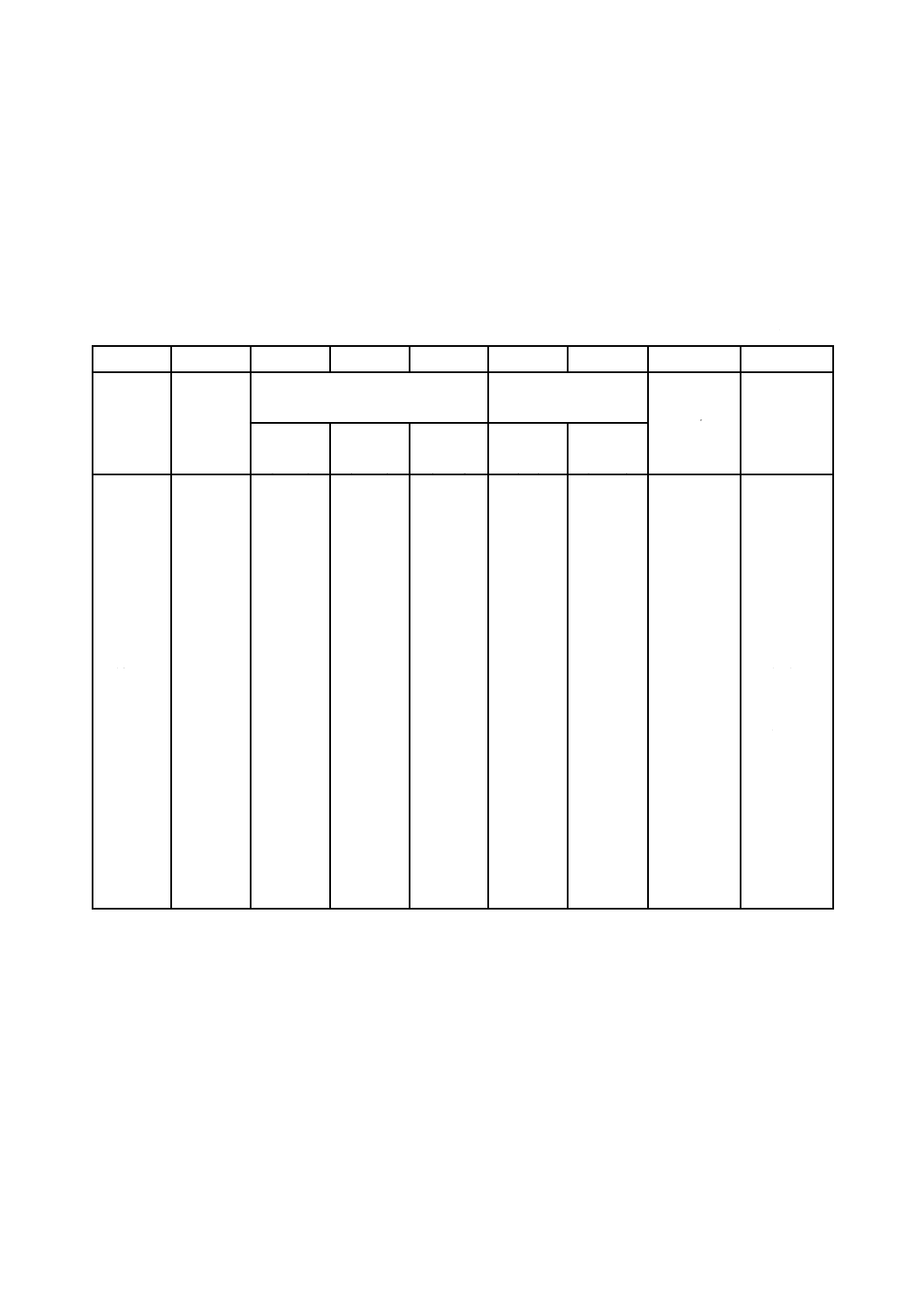
72
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書9附属書A 暫定的に追加する寸法[等級M(4),寸法非調整チェーン]
ここに示す寸法は,標準寸法(附属書9表2)が国際的に広く使用されるまで,チェーン選択の暫定的
措置として追加したものである。
附属書9附属書A表 1 寸法
(記号は,附属書9図1及び附属書9図2参照)
単位 mm
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
寸法
dn
直径の
許容差
(d−dn)
溶接部の最大許容差
(附属書9図1参照)
リンクの全長
溶接部を除く
外面幅
W
最大
(3.5dn)
溶接部を除く
内面幅
W1
最小
(1.25dn)
タイプ1
(dw−d)
タイプ2,3
(dw−d)
タイプ3
(G−d)
最大
(5dn)
最小
(4.75dn)
6
+0.12
−0.36
0.6
1.2
2.1
30
28
21
7.5
7
+0.14
−0.42
0.7
1.4
2.45
35
33
25
8.8
8.7
+0.17
−0.52
0.87
1.74
3.05
44
41
30
10.9
9.5
+0.19
−0.57
0.95
1.9
3.35
48
45
33
11.9
10.3
+0.21
−0.62
1.03
2.06
3.6
52
49
36
12.9
11
+0.22
−0.66
1.1
2.2
3.85
55
52
39
13.8
12
+0.24
−0.72
1.2
2.4
4.2
60
57
42
15.0
13
+0.26
−0.78
1.3
2.6
4.55
65
62
46
16.3
13.5
+0.27
−0.81
1.35
2.7
4.75
68
64
47
17
16.7
+0.33
−1.0
1.67
3.34
5.85
84
79
58
21
19
±0.95
1.9
3.8
6.65
95
90
67
24
20.6
±1.0
2.06
4.1
7.2
103
98
72
26
25.4
±1.3
2.54
5.1
8.9
127
121
89
32
30
±1.5
3.0
6.0
10.5
150
142
105
38
41.3
±2.1
4.13
8.26
14.45
207
196
145
52
46
±2.3
4.6
9.2
16.1
230
218
161
58
備考 欄 (9) に示す測定値は溶接部から離れた箇所のものであるが,タイプ1溶接チェーンの場合は,慣習上,溶接
部でも条件を満足している。
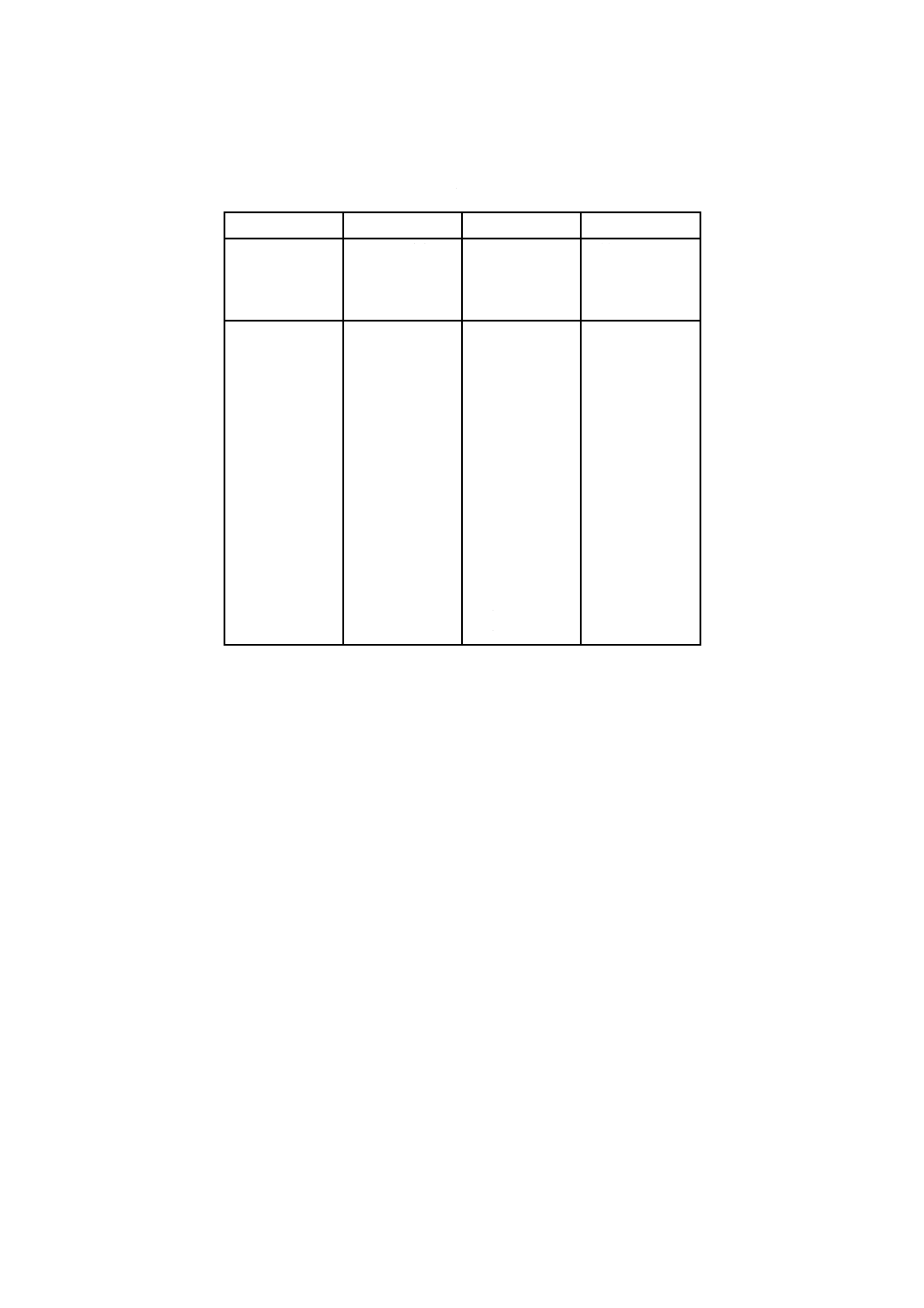
73
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書9附属書A表 2 試験条件及び最大使用荷重
附属書9附属書A表1に示す等級M(4)寸法非調整チェーン
(暫定的に追加する方法)
(1)
(2)
(3)
(4)
寸法
dn
mm
チェーン全体に
加える
プルーフロード
kN
破断荷重
kN
最大使用荷重
t
6
11.4
22.8
0.57
7
15.4
30.8
0.78
8.7
23.8
47.6
1.2
9.5
28.4
56.8
1.4
10.3
33.4
66.8
1.7
11
38.1
76.2
1.9
12
45.3
90.6
2.3
13
54
108
2.7
13.5
58
116
2.9
16.7
88
176
4.4
19
114
228
5.7
20.6
134
268
6.8
25.4
203
406
10.3
30
283
566
14.4
41.3
536
1 072
27.3
46
665
1 330
33.9
74
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書10(参考)ISO 3075 巻上用リンクチェーン−
チェーンスリング用等級S(6)非調整チェーン
序文 この附属書(参考)は,1980年に第1版として発行されたISO 3075,Short link chain for lifting purposes
−Grade S (6) , non-calibrated, for chain slings etc. を翻訳し,技術的内容及び規格票の様式を変更することな
く作成したものである。
なお,この附属書(参考)は,本体及び附属書の規定に関連する事柄を補足するもので,規定の一部で
はない。
1. 適用範囲 この附属書は,等級S(6)の寸法非調整チェーンで,クレーン及び一般巻上用に使用するチ
ェーンスリング用のリンクチェーンの要件について規定する。
このチェーンは,電気溶接によって製造したチェーンで,熱処理と試験を行い,ISO 1834の規定に適合
しているリンクチェーンである。
この附属書が対象とする寸法の範囲は,5 mmから45 mmである。また,附属書10附属書Aには,暫
定的に追加する6 mmから30 mmまでの線径を示す。
2. 引用規格
ISO 643 : 1983 Steels−Micrographic determination of the ferritic or austenitic grain size
ISO 1834 : 1980 Short link chain for lifting purposes−General conditions of acceptance
3. 定義 この附属書では,ISO 1834の定義を適用する。
4. 通則 チェーンは,この附属書だけでなく,ISO 1834の規定にも適合しなければならない。
5. 寸法
5.1
線径(ISO 1834, 4.参照) チェーンの線径は,チェーンを製造する鋼線又は棒鋼の寸法に対応し
た,附属書10表2欄(1)に示した寸法の一つとする。
備考 チェーン製造前の材料(棒又は線)寸法管理は重要である。しかし,この附属書は完成したチ
ェーンを対象としており,したがって,検査員が原材料にさかのぼって測定する機会はないと
想定しなければならない。チェーン製造業者は,この材料の寸法を承認された許容差内に保つ
必要性を理解できるはずである。
5.2
材料の直径(材料の直径及び測定方法の定義については,ISO 1834を参照)
5.2.1
材料の直径の許容差 完成したリンクにおいて,材料の線径dが18 mm未満の場合,溶接部を除
いて呼び径との差が26
+− %以下でなければならない。また,完成したリンクにおいて,材料の線径dが18 mm
以上の場合,溶接部を除いて呼び径との差が±5 %以下でなければならない。
5.2.2
溶接部の許容差 溶接部の線径は,その溶接部に隣接する線径dより小さいか,又は大きくても次
の許容以内でなければならない(附属書10図1及び附属書10表2参照)。
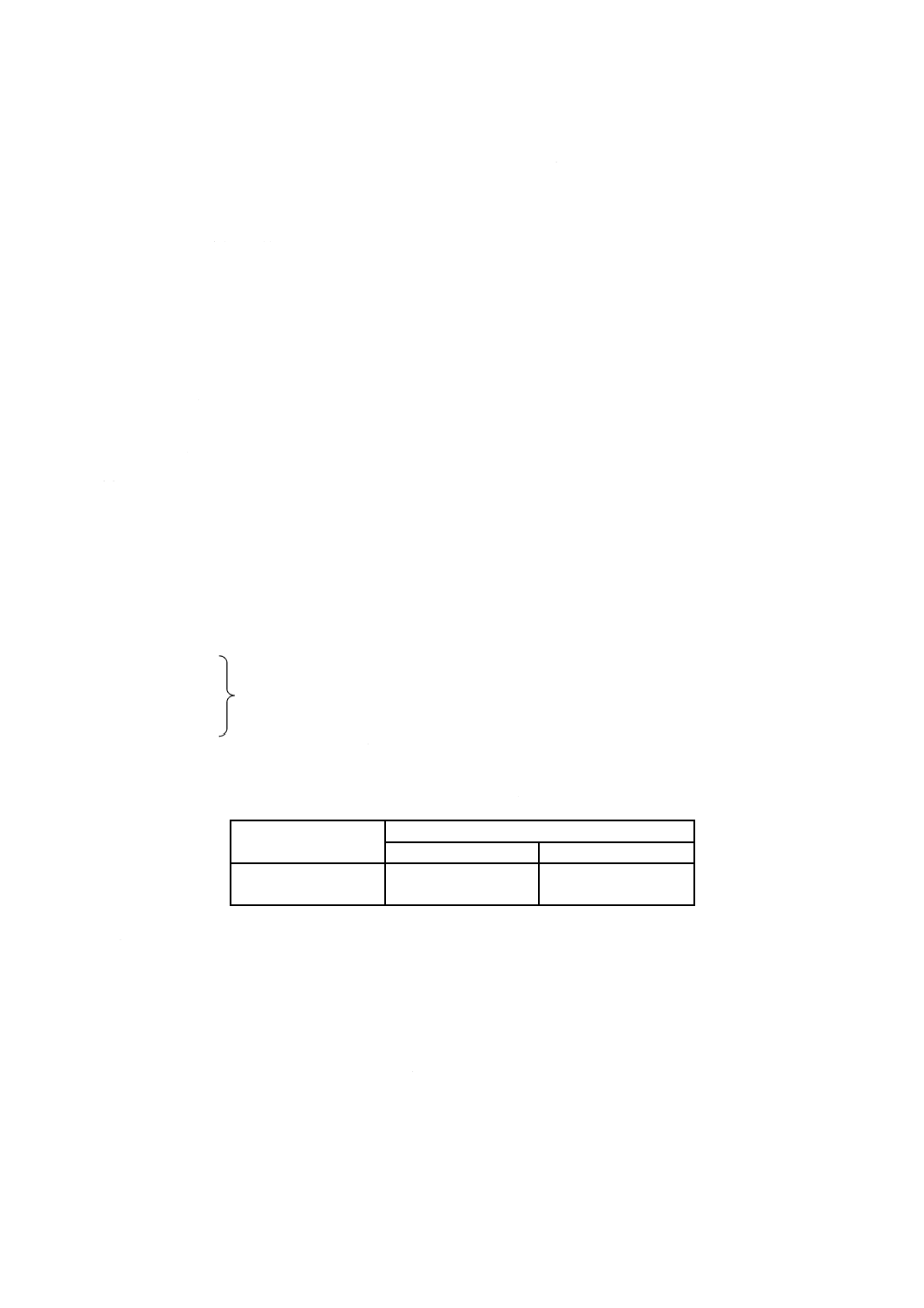
75
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
タイプ1:すべての方向で呼び径の10 %
タイプ2:リンクの面に垂直な方向で呼び径の20 %,その他の方向で20 %
タイプ3:リンクの面に垂直な方向で呼び径の20 %,その他の方向で35 %
備考 タイプ1は溶接の過大部を呼び径の10 %以内と厳しく限定しているので,キンクやロックのよ
うな機能に影響することはない。
タイプ2とタイプ3は,タイプ1で許されている10 %を超える過大部を,リンクの特定部分
に限定し(附属書10図1参照),それによって必要な箇所にすきまを作り,キンクやロックの
危険を生じさせないようにしている。
5.2.3
溶接によって影響を受ける範囲 溶接によって影響を受ける範囲は,リンクの中心のいずれの側に
対しても,材料の直径の0.6を超えてはならない。
5.3
長さ及び幅 リンクの長さ及び幅は,附属書10表2,附属書10図2に規定する。
6. 材料及び製造者
6.1
材料の品質 鋼は,平炉製鋼法若しくは電気炉製鋼法又は酸素上吹き転炉製鋼法によって製造した
ものとする。
鋼は,チェーン製造業者に供給された仕上げ状態で,棒,線又は完成リンクの製品分析によって,次の
要求事項に適合しなければならない。
鋼は十分に脱酸処理され,信頼性のある溶接品質をもち,そして十分な量の合金元素を包含して,適切
な熱処理後,チェーンの機械的特性を保証するものとする。例えば,等級S(6)の鋼では,少なくとも次の
元素の一つを含有するものとする。
ニッケル
クロム
又はこれらの同等の元素
モリブデン
マンガン及びシリコンはいずれも,合金元素とはみなされない。
鋼の硫黄及びりんの含有量は,附属書10表1の規定を満足しなければならない。
附属書10表 1 鋼の硫黄及びりんの含有量
化学成分
最大含有量 %
溶鋼分析
製品分析
S
0.035
0.040
P
0.035
0.040
鋼は,細粒法に従って製造され,ISO 643に従って試験した場合のオーステナイト結晶粒度が5以上の
粒度となるようにする。
この目的は,例えば,鋼が十分なアルミニウム又は同等の元素を含有して,チェーンの製造が,使用時
におけるひずみ時効ぜい化に対して安定するようにすることで達成できる。したがって,金属アルミニウ
ムの最小値0.02 %を指針として示す。
上記の制限内で,鋼の選択を行い,適切に熱処理した完成品のチェーンがこの附属書で規定した機械的
性質に適合するようにすることは,チェーン製造業者の責任である。
6.2
熱処理 すべてのチェーンは,焼入れ及び焼戻しを行ってから,プルーフロードを加えなければな
らない。
76
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
プルーフロード プルーフロードは,附属書10表4欄(2),又は附属書10附属書A表2欄(2)に規定
する値とし,ISO 1834の規定に従って加えなければならない。
7. 試験条件
7.1
機械的性質及び試験荷重 機械的性質は附属書10表3に規定する。また,チェーンの線径別に加え
る試験荷重は,附属書10表4及び附属書10附属書A表2に規定する。
7.2
試料の選択 試料は,ISO 1834の規定に従って選択する。検査員が試料を選び出すロットの長さは,
200 m以下とする。
7.3
静的引張試験
7.3.1
試験機及び試験方法 試験機及び試験方法は,ISO 1834の規定によらなければならない。
7.3.2
引張試験 破断荷重は,附属書10表4欄(3)又は附属書10附属書A表2欄(3)に規定する値より小
さくてはならない。
7.3.3
破断全伸び ISO 1834に規定する破断全伸びは,17 %以上でなければならない。
8. 検査
8.1
検査の規定 検査の規定は,ISO 1834による。
8.2
承認 承認の手順は,ISO 1834による。
9. 表示
9.1
品質表示 チェーン品質表示は6とし,ISO 1834の規定によって表示しなければならない。
9.2
識別表示 識別表示は,ISO 1834による。
9.3
検査表示 検査表示は,ISO 1834による。
10. 試験証明書 チェーン製造業者は,要求があればチェーン供給時に,ISO 1834の詳細項目を含んだ試
験及び検査証明書を発行しなければならない。
その例を,ISO 1834附属書Cに示す。
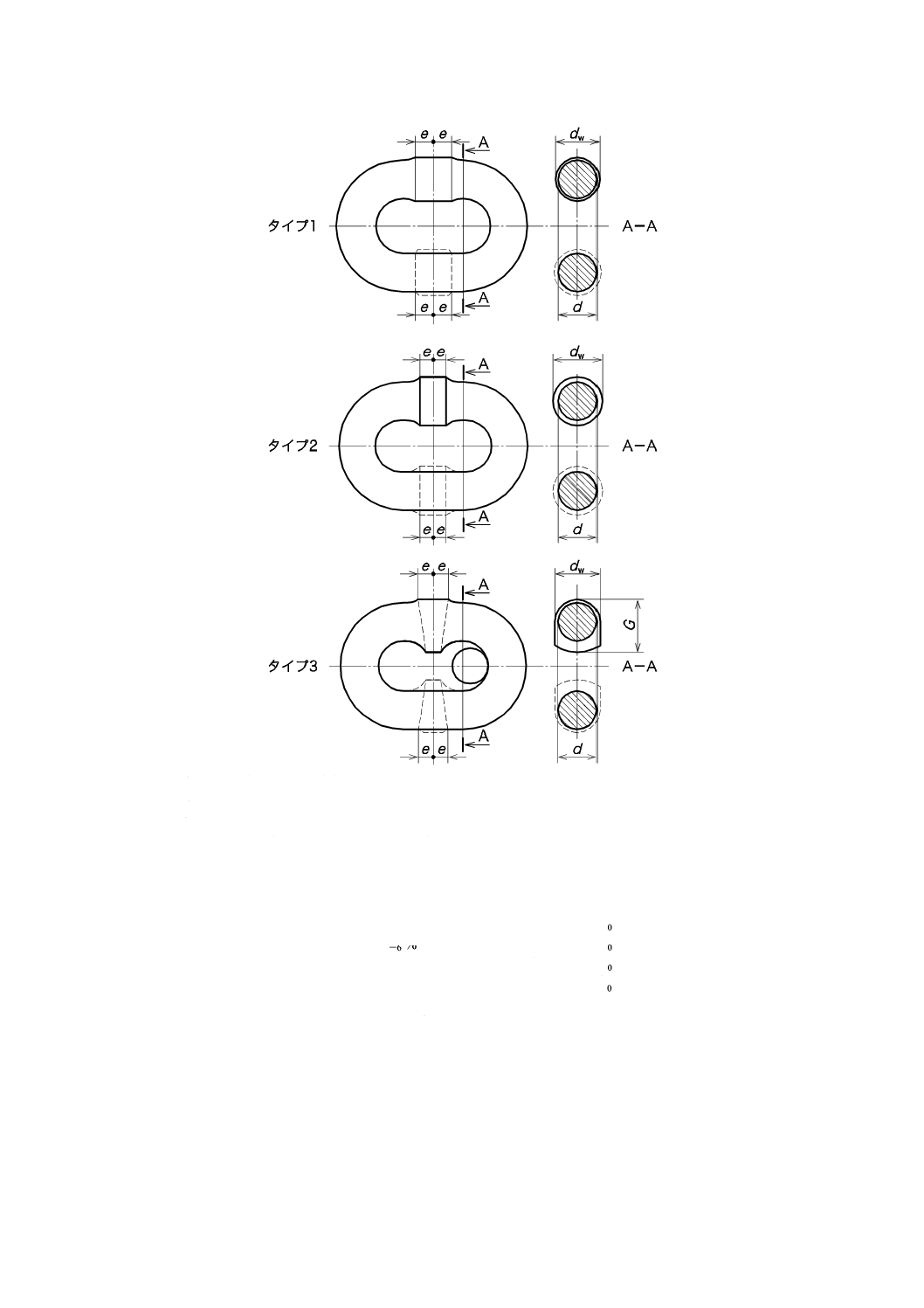
77
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
dn: 寸法(材料の呼び径)
d: 溶接部を避けて測定した材料の線径
dw: 溶接部で測定した材料の線径(タイプ1及びタイプ2の溶接チェーン)又はリンクの面
と垂直な溶接の寸法(タイプ3の溶接チェーン)
G: その他の内面の寸法(タイプ3の溶接チェーン)
e: 溶接の影響を受ける長さで,リンクの中心から片側の寸法
すべての溶接部で 溶接部許容差:
e≦ 0.6 dn
タイプ1:dw=d
10
.00
+
dn
dn< 18 mmの場合,d=dn
26
+−%
タイプ2:dw=d
20
.00
+
dn
dn≧ 18 mmの場合,d=dn±5 %
タイプ3:dw=d
20
.00
+
dn
G=d
35
.00
+
dn
附属書10図 1 材料及び溶接部許容差
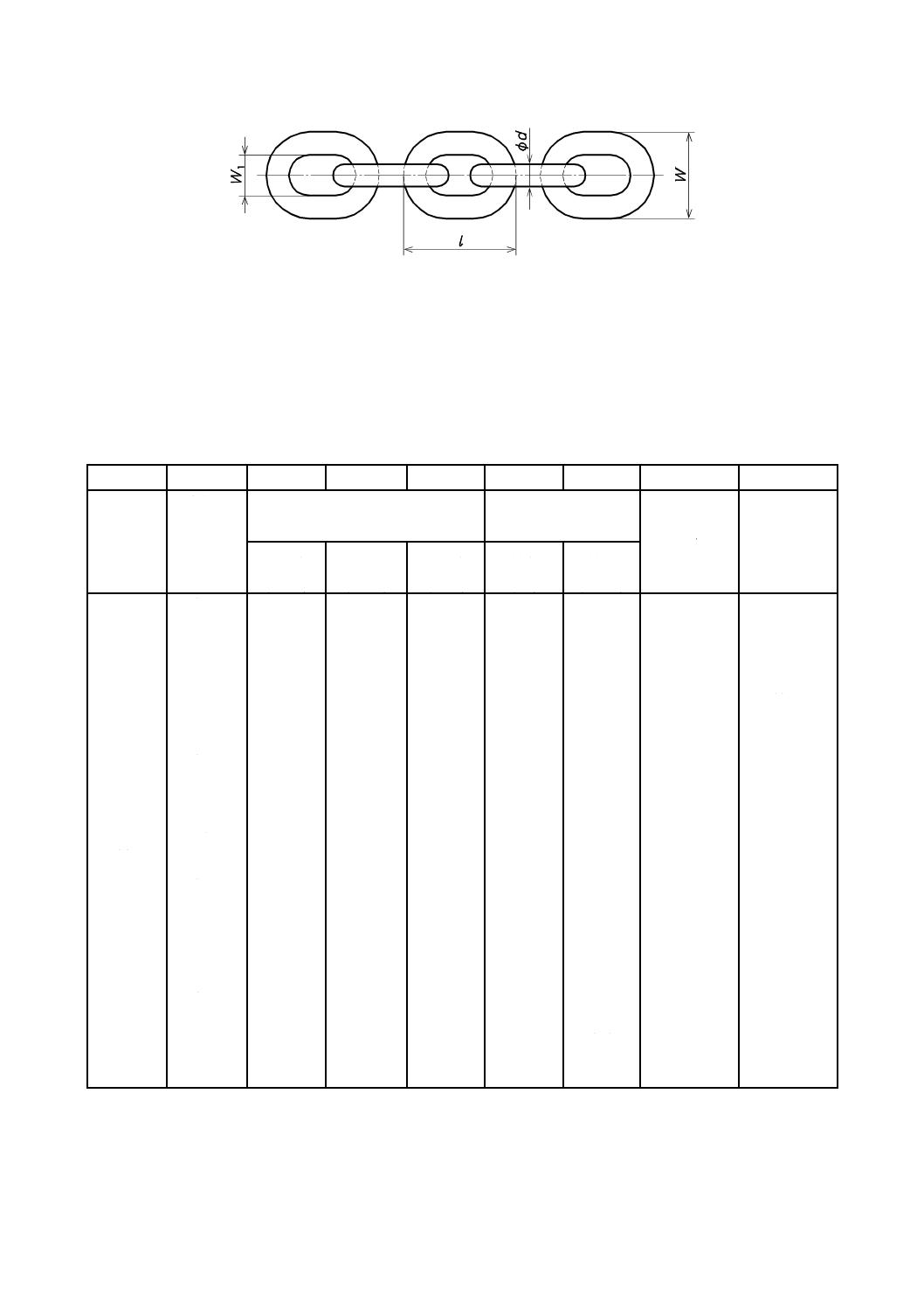
78
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l: リンクの外側長さ(最小4.75 dn,最大5 dn)
W: リンクの外面幅(最大3.5 dn,ただし溶接部を除く)
W1: リンクの内面幅(最小1.25 dn,ただし溶接部を除く)
附属書10図 2 チェーン及びリンクの寸法
附属書10表 2 等級S(6)寸法非調整チェーンの寸法
(記号は,附属書10図1及び附属書10図2参照)
単位 mm
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
寸法
dn
直径の
許容差
(d−dn)
溶接部の最大許容差
(附属書10図1参照)
リンクの外側長さ限度 溶接部を除く
外面幅
W
最大
(3.5dn)
溶接部を除く
内面幅
W1
最小
(1.25dn)
タイプ1
(dw−d)
タイプ2,3
(dw−d)
タイプ3
(G−d)
最大
(5dn)
最小
(4.75dn)
5
+0.10
−0.30
0.5
1.0
1.75
25
24
18
6.3
6.3
+0.13
−0.38
0.63
1.26
2.2
32
30
22
7.9
7.1
+0.14
−0.43
0.71
1.42
2.5
36
34
25
8.9
8
+0.16
−0.48
0.8
1.6
2.8
40
38
28
10
9
+0.18
−0.54
0.9
1.8
3.15
45
43
32
11.3
10
+0.20
−0.60
1.0
2.0
3.5
50
47
35
12.5
11.2
+0.22
−0.67
1.12
2.24
3.9
56
53
39
14
12.5
+0.25
−0.75
1.25
2.5
4.4
63
59
44
15.7
14
+0.28
−0.84
1.4
2.8
4.9
70
66
49
18
16
+0.32
−0.96
1.6
3.2
5.6
80
76
56
20
18
±0.9
1.8
3.6
6.3
90
85
63
23
20
±1.0
2.0
4.0
7.0
100
95
70
25
22.4
±1.1
2.24
4.48
7.85
112
106
78
28
25
±1.25
2.5
5.0
8.75
125
119
88
32
28
±1.4
2.8
5.6
9.8
140
133
98
35
32
±1.6
3.2
6.4
11.2
160
152
112
40
36
±1.8
3.6
7.2
12.6
180
171
126
45
40
±2.0
4.0
8.0
14.0
200
190
140
50
45
±2.25
4.5
9.0
15.75
225
214
158
57
備考 暫定的追加寸法については,附属書10附属書Aを参照。
79
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書10表 3 機械的性質
機械的性質
要件
指定内最小破断荷重における平均応力
2
n
)
(
2
m
d
F
π
最小
630 MPa (N/mm2)
プルーフロードにおける平均応力
2
n
e
2
d
F
π
315 MPa (N/mm2)
プルーフロードと規定最小破断荷重との比
50 %
破断全伸びの最小規定値
17 %
最大使用荷重における平均応力
157.5 MPa (N/mm2)
備考1. 附属書10表3に示す応力値は,力をリンク両端の合計断面積で割っ
た値,すなわち,平均応力である。実際には,応力は均一ではなく,
特にチェーンの肩部における最大応力は大きくなる。
2. 使用荷重は,国家規則に従って選ぶことになるが,いずれの場合でも
附属書10表4欄(4)又は附属書10附属書A表2欄(4)に示す荷重を超
えてはならない。
附属書10表 4 等級S(6),寸法非調整,試験条件及び最大使用荷重
(1)
(2)
(3)
(4)
寸法
dn
mm
チェーン全体に
かかる
プルーフロード
kN
最小破断荷重
kN
最大使用荷重
T
5
12.4
24.8
0.63
6.3
19.7
39.4
1.0
7.1
25
50
1.25
8
31.7
63.4
1.6
9
40.1
80.2
2.0
10
49.5
99
2.5
11.2
63
126
3.2
12.5
79
158
4.0
14
99
198
5.0
16
127
254
6.3
18
161
322
8.0
20
198
396
10
22.4
249
498
12.5
25
309
618
16
28
388
715
20
32
507
1 014
25
36
642
1 284
32
40
792
1 584
40
45
1 002
2 004
50
80
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書10附属書A 暫定的に追加する寸法[等級6(S),寸法非調整チェーン]
これらの寸法は,標準寸法(附属書10表2)が国際的に広く使用されるまで,チェーン選択の暫定的措
置として追加したものである。
附属書10附属書A表 1 寸法
(記号は,附属書10図1及び附属書10図2参照)
単位 mm
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
寸法
dn
直径の
許容差
(d−dn)
溶接部の最大許容差
(附属書10図1参照)
リンクの外側長さ限度 溶接部を除く
外面幅
W
最大
(3.5dn)
溶接部を除く
内面幅
W1
最小
(1.25dn)
タイプ1
(dw−d)
タイプ2,3
(dw−d)
タイプ3
(G−d)
最大
(5dn)
最小
(4.75dn)
6
+0.12
−0.36
0.6
1.2
2.1
30
28
21
7.5
7
+0.14
−0.42
0.7
1.4
2.45
35
33
25
8.8
8.7
+0.17
−0.52
0.87
1.74
3.05
44
41
30
10.9
9.5
+0.19
−0.57
0.95
1.9
3.35
48
45
33
11.9
10.3
+0.21
−0.62
1.03
2.06
3.6
52
49
36
12.9
11
+0.20
−0.66
1.1
2.2
3.85
55
52
39
13.8
12
+0.24
−0.72
1.2
2.4
4.2
60
57
42
15
13
+0.26
−0.78
1.3
2.6
4.55
65
62
46
16.3
13.5
+0.27
−0.81
1.35
2.7
4.75
68
64
47
17
16.7
+0.33
−1.00
1.67
3.34
5.85
84
79
58
21
19
±1.0
1.9
3.8
6.65
95
90
67
24
20.6
±1.0
2.06
4.1
7.2
103
98
72
26
25.4
±1.3
2.54
5.08
8.9
127
121
89
32
30
±1.5
3.0
6.0
10.5
150
142
105
38
81
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書10附属書A表2 附属書10附属書A表1記載チェーンの等級S(6),寸法
非調整,試験条件及び最大使用荷重(暫定的追加寸法)
(1)
(2)
(3)
(4)
寸法
dn
mm
チェーン全体に
かかる
プルーフロード
kN
最小破断荷重
kN
最大使用荷重
t
6
17.9
35.8
0.9
7
24.3
48.6
1.2
8.7
37.5
75
1.9
9.5
44.7
89.4
2.2
10.3
53
106
2.6
11
60
120
3.0
12
72
144
3.6
13
84
168
4.2
13.5
91
182
4.5
16.7
138
276
7.0
19
179
358
9.1
20.6
210
420
10.7
25.4
320
640
16.2
30
446
892
22.7
82
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書11(参考)ISO 3076 巻上用リンクチェーン−
チェーンスリング用等級T(8)非調整チェーン
序文 この附属書(参考)は,1984年に第1版として発行されたISO 3076,Short link chain for lifting purposes
−Grade T (8), non-calibrated, for chain slings etc. を翻訳し,技術的内容及び規格票の様式を変更することな
く作成したものである。
なお,この附属書(参考)は,本体及び附属書の規定に関連する事柄を補足するもので,規定の一部で
はない。
1. 適用範囲 この附属書は,等級T(8)の寸法非調整チェーンで,クレーン用として使用するチェーンス
リング及び,一般巻上用に使用するチェーンスリングの要件について規定する。このチェーンは,電気溶
接によって製造したリンクチェーンで,熱処理と試験を行い,ISO 1834の規定に適合しているチェーンで
ある。
この附属書が対象とするサイズの範囲は5 mmから45 mmである。また,附属書11附属書Aには,暫
定的に追加する6 mmから35 mmまでの線径を示す。
2. 引用規格
ISO 643 : 1983 Steels−Micrographic determination of the ferritic or austenitic grain size
ISO 1834 : 1980 Short link chain for lifting puposes−General conditions of acceptance
3. 定義 この附属書では,ISO 1834の定義を適用する。
4. 通則 チェーンは,この附属書だけでなく,ISO 1834の規定にも適合しなければならない。
5. 寸法
5.1
線径(ISO 1834,4.参照)このチェーンの線径は,チェーンを製造する鋼線又は棒鋼の寸法に対応し
た附属書11表2欄(1)に記載する数値のものとする。
備考 チェーン製造前の材料(棒又は線)の寸法管理は重要である。しかし,この附属書は完成した
チェーンに適用するものであり,検査員は原材料にさかのぼって測定する機会はないであろう
と想定しなければならない。チェーン製造業者は,この材料の寸法を承認された許容差内に保
つ必要性を理解できるはずである。
5.2
材料の直径(材料の直径及び測定方法の定義については,ISO 1834を参照)
5.2.1
材料の直径の許容差 完成したリンクにおいて,材料の直径dが18 mm未満の場合,溶接部を除
いて呼び径との差が26
+− %以下でなければならない。
また,完成したリンクにおいて,材料の直径dが18 mm以上の場合,溶接部を除いて呼び径との差が±
5 %以下でなければならない。
83
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.2
溶接部の許容差 溶接部の寸法は,溶接に隣接する線径dより小さいか,又は大きくても次の許容
差以内でなければならない(附属書11図1及び附属書11表2参照)。
タイプ1:すべての方向で呼び径の10 %
タイプ2:リンクの面に垂直な方向で呼び径の20 %,その他の方向で20 %
タイプ3:リンクの面に垂直な方向で呼び径の20 %,その他の方向で35 %
備考 タイプ1は,溶接の過大部を呼び径の10 %以内と厳しく限定しているので,キンクやロックの
ような機能に影響することはない。タイプ2とタイプ3はともに,タイプ1で許される10 %を
超える過大部分を,リンクの特定部分に限定し(附属書11図1参照),それによって必要な箇
所にすきまを作り,キンクやロックの危険を生じさせないようにしている。
5.2.3
溶接によって影響を受ける範囲 溶接によって影響を受ける範囲は,リンクの中央からどちらの側
にも材料の直径の0.6倍を超えてはならない。
5.3
長さ及び幅 リンクの長さ及び幅は,附属書11表2及び附属書11図2に規定する。
6. 材料及び製造者
6.1
材料の品質 鋼は,平炉製鋼法,電気炉製鋼法又は酸素上吹き転炉製鋼法によって製造したものと
する。鋼は,チェーン製造業者に供給された仕上げ状態で,棒,線又は完成したリンクの製品分析によっ
て,次の要求事項に適合しなければならない。
鋼は,完全キルド鋼で確実な溶接品質をもたなければならない。また,鋼は,適切な熱処理を施したチ
ェーンの機械的性質を保証するために,合金元素を含んでいなければならない。
その合金鋼は,ニッケルを含み,かつ次の合金元素のうち少なくとも一つを含んでいなければならない。
クロム
モリブデン
鋼の硫黄及びりんの含有量は,附属書11表1の規定を満足しなければならない。
附属書11表 1 鋼の硫黄及びりんの含有量
化学成分
最大含有量 %
溶鋼分析
製品分析
S
0.035
0.040
P
0.035
0.040
鋼は,細粒法に適合し,ISO 643による試験において,オーステナイト結晶粒度番号が5若しくは,そ
れより細かくなるように製造しなければならない。このことは,例えば使用中に生じるひずみ時効ぜい化
に対して安定したチェーンを作るのに十分なアルミニウム又は同等の元素を,鋼が含有していることによ
って達成できる。この場合の指標として金属アルミニウムの最小値は0.02 %である。
上記の制限内で,適切に熱処理した完成チェーンが,この附属書で規定した機械的性質を満足するよう
に鋼を選ぶことは,チェーン製造業者の義務である。
6.2
熱処理 すべてのチェーンは,プルーフロードをかける前に,焼入れ,焼戻しを行わなければなら
ない。また,焼戻し温度は400 ℃未満であってはならない。
備考 焼戻し温度が400 ℃未満であってはならないとする必要条件は,チェーン製造業者の義務であ
る。チェーン購入者は,チェーン製造業者との協議の中で型式試験によって承認のための最終
仕上り品のチェーンのチェックを行う。
84
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
製造者試験荷重 製造の過程で熱処理したチェーンは,附属書11表4欄(5)又は,附属書11附属書
A表2欄(5)に示す最小破断荷重の60 %の引張力を加えなければならない。
6.4
プルーフロード(受入れのため) プルーフロードは,附属書11表4欄(2)又は,附属書11附属書
A表2欄(2)に規定する値とし,受入れのための試験及び検査以後,必要な場合は実施しなければならない。
この等級のチェーンの場合,製造者試験荷重(6.3参照)は,ISO 1834の6.5で規定するプルーフロードと
する。
7. 試験条件
7.1
機械的性質及び試験荷重 機械的性質は,附属書11表3に規定する。また,チェーンの線径別に加
える試験荷重は,附属書11表4及び附属書11附属書A表2に規定する。
7.2
試料の選択 試料は,ISO 1834の規定に従って選択する。検査員が試料を選び出すロットの長さは,
200 m以下とする。
7.3
静的引張試験
7.3.1
試験機及び試験方法 試験機及び試験方法は,ISO 1834の規定によらなければならない。
7.3.2
引張試験 破断荷重は,附属書11表4欄(3)又は附属書11附属書A表2欄(3)に規定する値より小
さくてはならない。
7.3.3
破断全伸び ISO 1834に規定する破断全伸びは,17 %以上でなければならない。
8. 検査
8.1
検査の規定 検査の規定は,ISO 1834による。
8.2
受入れ 受入れの手順は,ISO 1834による。
9. 表示
9.1
品質表示 チェーンの品質表示は,T又は8とし,ISO 1834の規定によって表示しなければならな
い。
9.2
識別表示 識別の表示は,ISO 1834による。
9.3
検査表示 検査表示は,ISO 1834による。
10. 試験証明書 チェーン製造業者は,要求があればチェーン供給時に,ISO 1834の詳細項目を含んだ試
験及び検査証明書を発行しなければならない。
その例を,ISO 1834附属書Cに示す。
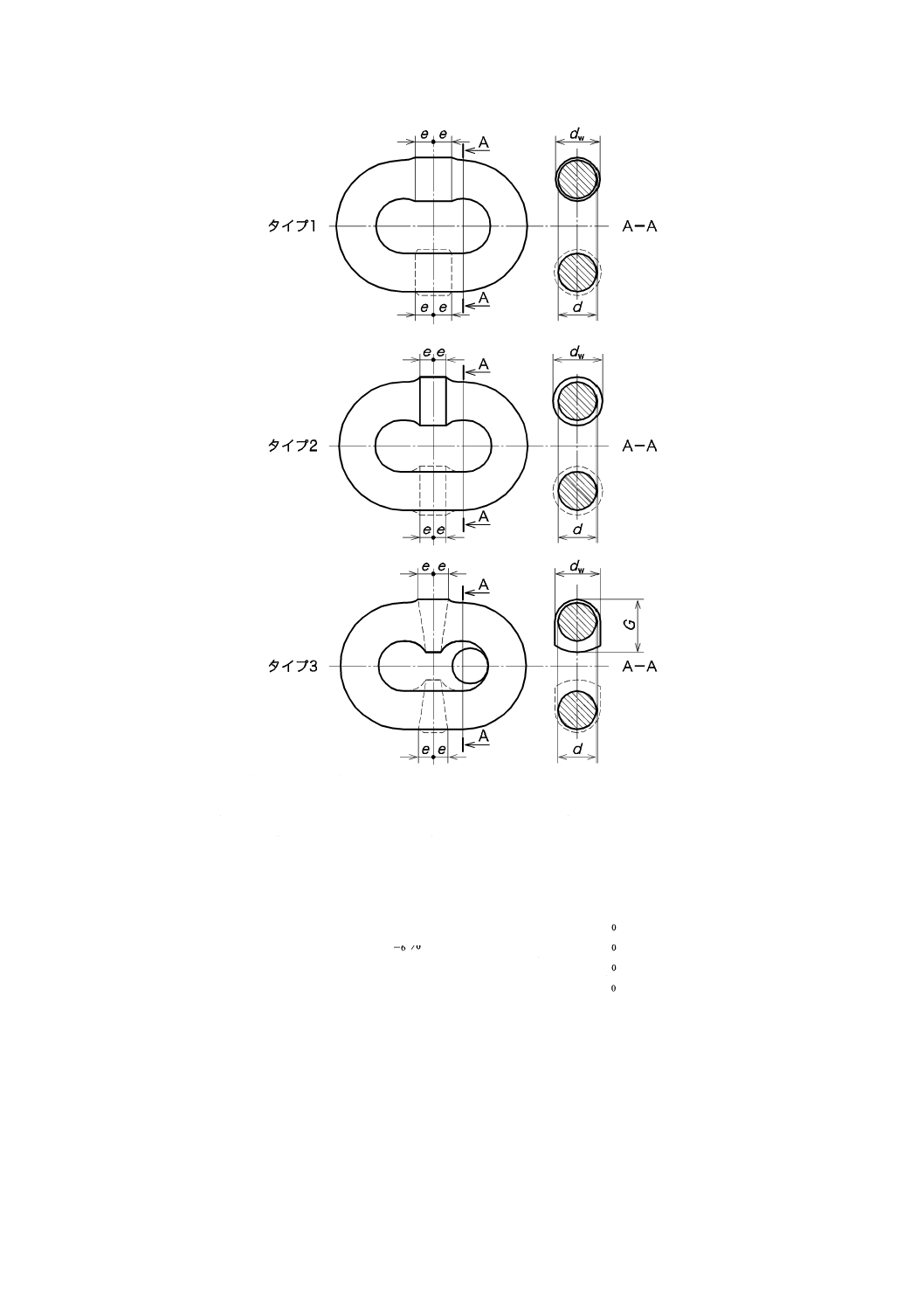
85
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
dn: 寸法(材料の呼び径)
d: 溶接部を避けて測定した材料の線径
dw: 溶接部で測定した材料の直径(タイプ1及びタイプ2の溶接チェーン)又はリンクの面
と垂直な溶接の寸法(タイプ3の溶接チェーン)
G: その他の面内の寸法(タイプ3の溶接チェーン)
e: 溶接の影響を受ける長さで,リンクの中心から片側の寸法
すべての溶接部で 溶接部許容差:
e≦ 0.6 dn
タイプ1:dw=d
10
.00
+
dn
dn< 18 mmの場合,d=dn
26
+−%
タイプ2:dw=d
20
.00
+
dn
dn≧ 18 mmの場合,d=dn±5 %
タイプ3:dw=d
20
.00
+
dn
G=d
35
.00
+
dn
附属書11図 1 材料及び溶接部許容差
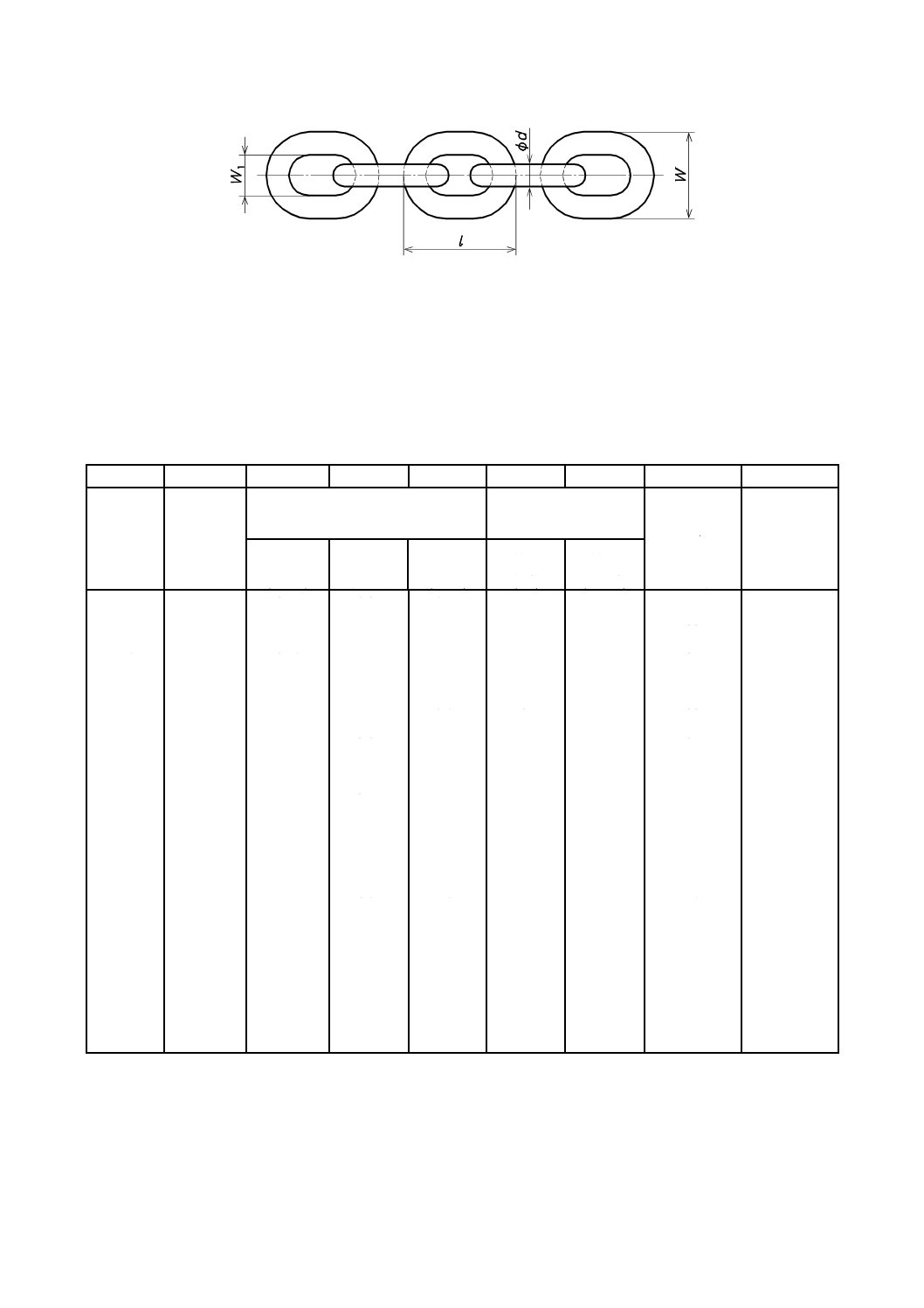
86
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l: リンクの長手方向の外側長さ(最小4.75 dn,最大5 dn)
W: リンクの外面幅(最大3.5 dn,ただし溶接部を除く)
W1: リンクの内面幅(最小1.25 dn,ただし溶接部を除く)
附属書11図 2 チェーン及びリンクの寸法
附属書11表 2 等級T(8)寸法非調整チェーンの寸法
(記号は,附属書11図1及び附属書11図2参照)
単位 mm
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
寸法
dn
直径の
許容差
(d−dn)
溶接部の最大許容差
(附属書11図1参照)
リンクの外側長さの
限度
溶接部を除く
外面幅
W
最大
(3.5dn)
溶接部を除く
内面幅
W1
最小
(1.25dn)
タイプ1
(dw−d)
タイプ2,3
(dw−d)
タイプ3
(G−d)
最大
(5dn)
最小
(4.75dn)
5
+0.10
−0.30
0.5
1.0
1.75
25
24
18
6.3
6.3
+0.13
−0.38
0.63
1.26
2.2
32
30
22
7.9
7.1
+0.14
−0.43
0.71
1.42
2.5
36
34
25
8.9
8
+0.16
−0.48
0.8
1.6
2.8
40
38
28
10
9
+0.18
−0.54
0.9
1.8
3.15
45
43
32
11.3
10
+0.20
−0.60
1.0
2.0
3.5
50
47
35
12.5
11.2
+0.22
−0.67
1.12
2.24
3.9
56
53
39
14
12.5
+0.25
−0.75
1.25
2.5
4.4
63
59
44
15.7
14
+0.28
−0.84
1.4
2.8
4.9
70
66
49
18
16
+0.32
−0.96
1.6
3.2
5.6
80
76
56
20
18
±0.90
1.8
3.6
6.3
90
85
63
23
20
±1.0
2.0
4.0
7.0
100
95
70
25
22.4
±1.1
2.24
4.48
7.85
112
106
78
28
25
±1.25
2.5
5.0
8.75
125
119
88
32
28
±1.4
2.8
5.6
9.8
140
133
98
35
32
±1.6
3.2
6.4
11.2
160
152
112
40
36
±1.8
3.6
7.2
12.6
180
171
126
45
40
±2.0
4.0
8.0
14.0
200
190
140
50
45
±2.25
4.5
9.0
15.75
225
214
158
57
備考 当面の間追加する寸法のものは,附属書11附属書Aを参照。
87
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書11表 3 機械的性質
機械的性質
条件
規定内最小破断荷重における平均応力
2
n
m
)
(
2
d
F
π
最小
800 MPa (N/mm2)
プルーフロードにおける平均応力
2
n
e
2
d
F
π
400 MPa (N/mm2)
プルーフロード(受入れのため)と規定内最小破断荷
重との比
50 %
破断全伸びの最小規定値
17 %
最大使用荷重における平均応力
200 MPa (N/mm2)
備考1. 附属書11表3に示す応力値は,力をリンク両端の合計断面積で割っ
た値,すなわち,平均応力である。実際には,応力は均一ではなく,
特にチェーン肩部における最大応力は大きくなる。
2. 使用荷重は,国家規則に従って選ぶことになるが,附属書11表4欄
(4)又は附属書11附属書A表2欄(4)に示す荷重を超えてはならない。
附属書11表 4 等級T(8)寸法非調整チェーンの試験条件及び最大使用荷重
(1)
(2)
(3)
(4)
(5)
寸法
dn
mm
プルーフロード
(受入れのため)
kN
最小破断荷重
kN
最大使用荷重
t
製造者試験荷重
kN
5
15.8
31.6
0.8
19
6.3
25
50
1.25
30
7.1
31.7
63.4
1.6
38
8
40.3
80.6
2.0
48
9
51
102
2.5
61
10
63
126
3.2
76
11.2
79
158
4.0
94
12.5
99
198
5.0
119
14
124
248
6.3
149
16
161
322
8.0
193
18
204
408
10
245
20
252
504
12.5
302
22.4
316
632
16
379
25
393
786
20
472
28
493
986
25
592
32
644
1 288
32
773
36
815
1 630
40
978
40
1 006
2 012
50
1 207
45
1 273
2 546
63
1 528
88
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書11附属書A 暫定的に追加する寸法[等級8(T),寸法非調整チェーン]
これらの寸法は,標準寸法(附属書11表2)が国際的に広く使用されるまで,チェーン選択の暫定的措
置として追加したものである。
附属書11附属書A表 1 寸法
(記号は,附属書11図1及び附属書11図2参照)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
寸法
dn
直径の
許容差
(d−dn)
溶接部の最大許容差
(附属書11図1参照)
リンクの外側長さの
限度
溶接部を除く
外面幅
W
最大
(3.5dn)
溶接部を除く
内面幅
W1
最小
(1.25dn)
タイプ1
(dw−d)
タイプ2,3
(dw−d)
タイプ3
(G−d)
最大
(5dn)
最小
(4.75dn)
6
+0.12
−0.36
0.6
1.2
2.1
30
28
21
7.5
7
+0.14
−0.42
0.7
1.4
2.45
35
33
25
8.8
8.7
+0.17
−0.52
0.87
1.74
3.05
44
41
30
10.9
9.5
+0.19
−0.57
0.95
1.9
3.35
48
45
33
11.9
10.3
+0.21
−0.62
1.03
2.06
3.6
52
49
36
12.9
11
+0.22
−0.66
1.1
2.2
3.85
55
52
39
13.8
12
+0.24
−0.72
1.2
2.4
4.2
60
57
42
15
13
+0.26
−0.78
1.3
2.6
4.55
65
62
46
16.3
13.5
+0.27
−0.81
1.35
2.7
4.75
68
64
47
17
16.7
+0.33
−1.00
1.67
3.34
5.85
84
79
58
21
19
±0.95
1.9
3.8
6.65
95
90
67
24
20.6
±1.0
2.06
4.12
7.2
103
98
72
26
22
±1.1
2.2
4.4
7.7
110
104
77
28
23
±1.15
2.3
4.6
8.05
115
109
81
29
26
±1.3
2.6
5.2
9.1
130
123
91
33
30
±1.5
3.0
6.0
10.5
150
142
105
38
35
±1.75
3.5
7.0
12.25
175
166
123
44
89
B 8816:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書11附属書A表 2 附属書11附属書A表1に示す等級T(8)寸法非調整チェーン
の試験条件及び最大使用荷重(当面の間追加する寸法)
(1)
(2)
(3)
(4)
(5)
寸法
dn
mm
プルーフロード
(受入れのため)
kN
最小破断荷重
kN
最大使用荷重
t
製造者試験荷重
kN
6
22.7
45.4
1.1
27
7
30.8
61.6
1.5
37
8.7
47.6
95.2
2.4
57
9.5
57
114
2.8
68
10.3
67
134
3.3
80
11
77
154
3.8
92
12
91
182
4.6
109
13
107
214
5.4
128
13.5
115
230
5.8
138
16.7
176
352
8.9
211
19
227
454
11.5
272
20.6
267
534
13.5
320
221)
305
610
15.5
366
23
333
666
16.9
400
261)
425
850
21.6
510
30
566
1 132
28.8
679
351)
770
1 540
39.2
924
注1)
これらのサイズのチェーンは,寸法非調整チェーンに関するほかの規格の中
では使用しない。
25.4 mmのチェーンは,寸法非調整チェーンに関するほかの規格の中に含
んでいるが,この規格の中では使用しない。