B 7616:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 記号······························································································································· 3
5 使用環境························································································································· 4
6 使用上必要な設備及び測定器 ······························································································ 4
6.1 一般 ···························································································································· 4
6.2 配管 ···························································································································· 4
6.3 継手 ···························································································································· 4
6.4 バルブ ························································································································· 5
6.5 圧力媒体 ······················································································································ 5
6.6 圧力調整器 ··················································································································· 5
6.7 モニタ圧力計 ················································································································ 5
6.8 環境測定器 ··················································································································· 5
6.9 温度計 ························································································································· 5
6.10 水準器 ························································································································ 5
6.11 回転計,時計 ··············································································································· 5
6.12 ピストンの高さ位置計 ··································································································· 5
6.13 高さ測定器 ·················································································································· 5
6.14 真空ポンプ ·················································································································· 5
6.15 真空計 ························································································································ 5
6.16 ベルジャー ·················································································································· 6
6.17 真空配管 ····················································································································· 6
7 使用準備························································································································· 6
7.1 設置 ···························································································································· 6
7.2 準備及び作動確認 ·········································································································· 6
8 使用方法························································································································· 7
8.1 一般 ···························································································································· 7
8.2 記録 ···························································································································· 7
9 管理・保管 ······················································································································ 7
10 発生圧力値の計算 ··········································································································· 8
10.1 一般 ··························································································································· 8
10.2 重錘形圧力天びんの圧力基準高さにおける発生圧力値 ························································· 8
10.3 圧力基準高さの補正 ······································································································ 9
11 発生圧力値の不確かさ ····································································································· 9
B 7616:2013 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
11.1 一般 ··························································································································· 9
11.2 重錘形圧力天びんの発生圧力値の不確かさ ········································································ 9
11.3 圧力基準高さの補正の不確かさ ······················································································ 12
11.4 その他の使用上の不確かさ ···························································································· 12
11.5 不確かさの合成 ··········································································································· 12
12 重錘形圧力天びんの校正方法 ··························································································· 13
12.1 一般 ·························································································································· 13
12.2 参照標準器 ················································································································· 13
12.3 校正環境 ···················································································································· 13
12.4 校正作業 ···················································································································· 13
12.5 特性試験 ···················································································································· 16
12.6 記録 ·························································································································· 17
12.7 不確かさ評価 ·············································································································· 17
12.8 校正結果の表現 ··········································································································· 18
附属書A(参考)重錘形圧力天びんの発生圧力値の計算に必要な特性値 ········································· 19
附属書B(参考)重錘形圧力天びんの発生圧力値の不確かさ要因 ·················································· 20
B 7616:2013
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,独立行政法人産業技術総合研究所(AIST)
及び一般社団法人日本計量機器工業連合会(JMIF)から,工業標準原案を具して日本工業規格を制定すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS B 7610-3:2000は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7616:2013
重錘形圧力天びんの使用方法及び校正方法
Operation and calibration procedures of pressure balances
1
適用範囲
この規格は,単純型構造及びそれに準じるピストン・シリンダを装備し,直接荷重式で,圧力範囲の上
限が100 kPa〜500 MPaのゲージ圧力及び絶対圧力計測に対して用いる重錘形圧力天びんの,性能を確保す
るための使用方法及び校正方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7610 重錘形圧力天びん
JIS Z 8103 計測用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8103によるほか,次による。
3.1
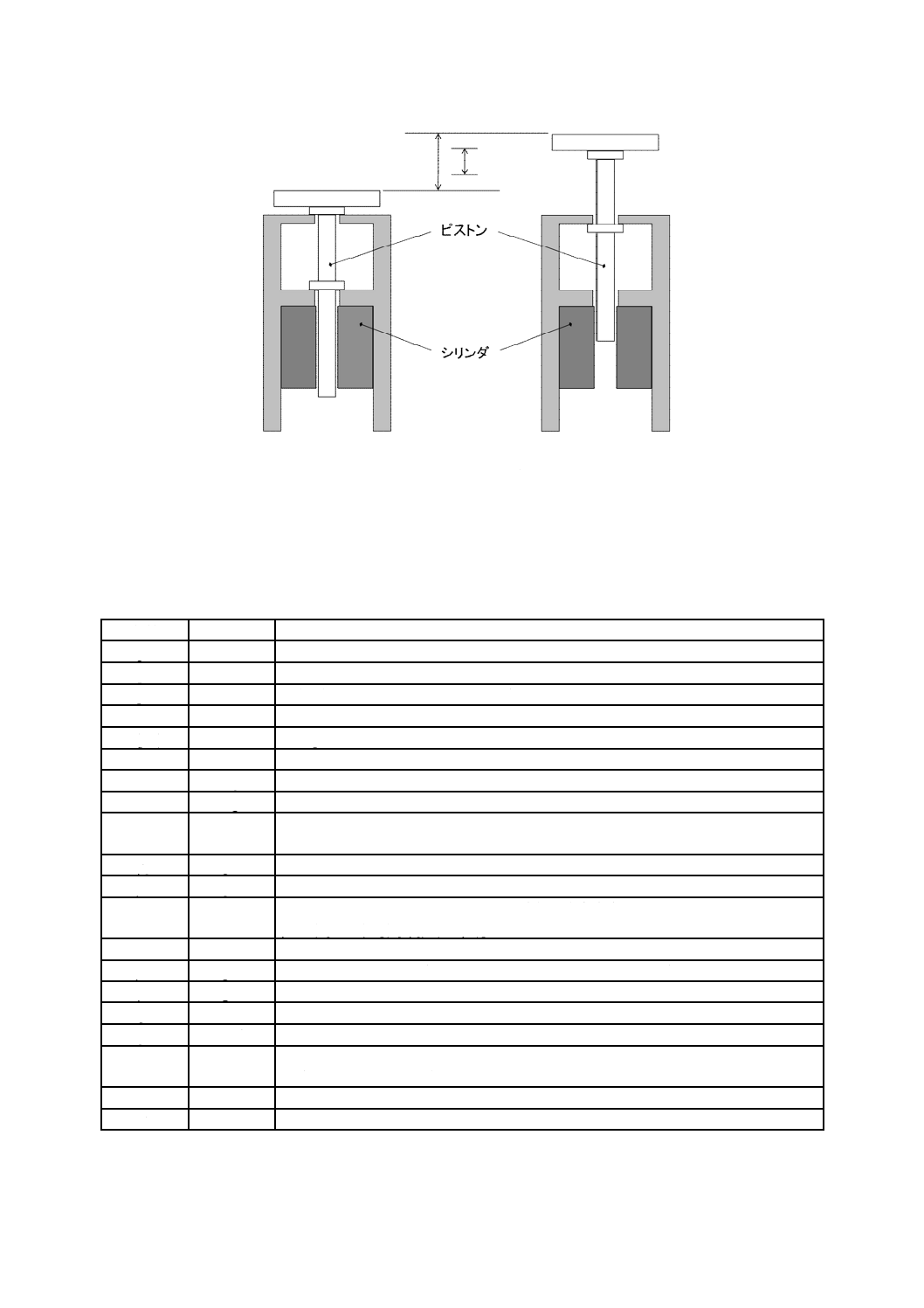
ピストン・シリンダ(piston-cylinder assembly)
シリンダ内に円筒状のピストンを挿入した組合せ部品(図1参照)。
注記 通常,ピストンの片方の端に重錘皿が取り付けられている。
3.2
重錘(weights)
重力によって安定した任意の力を得るためピストンに載せるおもり。
注記 精密に質量が調整及び値付けされている。
3.3
有効断面積(effective area)
重錘形圧力天びんの発生圧力値の計算に用いる,一組のピストン・シリンダに対して決められた実効的
な断面積。
3.4
参照標準器(standard pressure device)
重錘形圧力天びんの校正において標準として参照し,校正対象の重錘形圧力天びんよりも計量特性が優
れた圧力標準器。
注記 参照標準器の不確かさと計量トレーサビリティについては,12.2を参照。
2
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5
ピストンの高さ位置(floating position of piston)
ピストンが作動している浮上高さの位置。
3.6
ピストンの作動範囲(stroke of piston)
ピストンが作動できる高さ位置の範囲(図1参照)。
3.7
ピストンの使用範囲(working stroke of piston)
ピストンの作動範囲の中で,重錘形圧力天びんとしての性能が維持されている範囲(図1参照)。
3.8
ピストン降下速度(fall-rate of piston)
シリンダ内で浮上しているピストンが降下する速度。
3.9
ピストン自由回転時間(free rotation time of piston)
ピストンを定められた回転速度に回転させてから,外部から何も力を加えないときにピストンの回転が
止まるまでの時間。
3.10
圧力基準高さ(pressure reference level)
圧力値が得られる重錘形圧力天びんの基体,又は支柱に対して明確に示された基準となる高さ位置。
3.11
ゲージ圧力(gauge pressure)
大気圧を基準とした圧力。
注記 正のゲージ圧力及び負のゲージ圧力がある。
3.12
絶対圧力(absolute pressure)
完全真空を基準とした圧力。
3.13
温度係数(thermal expansion coefficient)
ピストン・シリンダの温度による有効断面積の相対変化量。
注記 通常,1 K当たりの相対変化量で表す。
3.14
圧力変形係数(pressure distortion coefficient)
圧力による有効断面積の相対変化量。
注記 通常,1 MPa当たりの相対変化量で表す。
3.15
周囲圧力(surrounding pressure)
重錘周囲の圧力。ベルジャーを利用する場合は,ベルジャー内部の圧力。
3.16
ベルジャー(bell jar)
周囲圧力を大気圧から隔離する容器。
3
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−ピストン・シリンダの概略図
4
記号
この規格で用いる記号は,表1による。
表1−記号
記号
単位
記号の意味
ps
Pa
校正証明書又は製造業者によって与えられた,重錘形圧力天びんの発生圧力値
pl
Pa
使用場所での,重錘形圧力天びんの圧力基準高さにおける発生圧力値
pn
Pa
重錘形圧力天びんの発生圧力の呼称値
p
Pa
測定点での圧力値
A(p, t)
m2
圧力p及び温度tにおけるピストン・シリンダの有効断面積
λ
Pa−1
ピストン・シリンダの有効断面積の圧力変形係数
mp
kg
ピストン及び重錘皿の質量
mw
kg
使用する重錘の質量(ピストン及び重錘皿の質量は除く。)
m
kg
ピストン,重錘皿及び使用する重錘の合計質量
m = mp + mw
ρp
kg/m3
ピストン及び重錘皿の密度
ρw
kg/m3
使用する重錘の密度
ρm
kg/m3
ピストン,重錘皿及び使用する重錘の全体の推定密度
ρm = (mp + mw) / [(mp /ρp)+(mw /ρw)]
ρf
kg/m3
圧力媒体の密度
ρbs
kg/m3
標準状態,校正時又は製造業者指定の状態での周囲空気の密度
ρb
kg/m3
使用場所の周囲空気の密度
gs
m/s2
標準重力加速度(9.806 65 m/s2),又は,製造業者指定の重力加速度
g1
m/s2
使用場所の重力加速度
H
m
重錘形圧力天びんの圧力基準高さと測定点との差(重錘形圧力天びんの圧力基準高さ
が高いときを正とする。)
β
K−1
ピストン・シリンダの有効断面積の温度係数
t
℃
ピストン・シリンダの温度
ピストンの作動範囲
ピストンの使用範囲
4
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−記号(続き)
記号
単位
記号の意味
ts
℃
校正証明書に記載されたピストン・シリンダの温度,又は,製造業者指定のピストン・
シリンダの温度
tr
℃
標準状態の温度。通常,20 ℃又は23 ℃とする。
γ
N/m
圧力媒体の表面張力
C
m
ピストンの円周
p0
Pa
周囲圧力
5
使用環境
重錘形圧力天びんの使用に際しては,次の環境条件に注意するとともに,性能を得るために十分安定し
た環境で使用する。
a) 重錘形圧力天びんの使用環境条件は,次による。ただし,製造業者によって使用環境条件が特定され
ている場合には,それによる。
1) 周囲温度 15 ℃〜35 ℃
2) 相対湿度 30 %〜80 %
b) 周囲温度の1時間当たりの変化及び測定時間内における変化は,表2の値を超えないことが望ましい。
表2−周囲温度の変化
精度等級 1時間当たりの周囲温度変化 ℃/h
測定時間内の周囲温度変化 ℃
0.01級
0.5
1
0.02級
1
2
0.05級
2
4
0.1級
3
5
0.2級
3
5
注記 重錘形圧力天びんの精度等級は,JIS B 7610を参照。
c) 気流(風)が性能に影響を与えないような環境で使用する。
d) ほこり,ちりなどが性能に影響を与えないように注意する。
e) 性能に影響を与える静電気が発生しない環境で使用する。
f)
トランス,高圧電線などの付近を避け,性能に影響を与えるような電界・磁界がない環境で使用する。
g) 性能に影響を与える振動がない環境で使用する。
h) 性能に影響を与える大気圧変動がない環境で使用する。
6
使用上必要な設備及び測定器
6.1
一般
使用する設備は,安全が確認されたものを使用し,関連法規を遵守しなければならない。
6.2〜6.4の設備については,最大使用圧力に対して十分な耐圧があるものを用いなければならない。
6.2
配管
きず,変形などがない配管を用いなければならない。
なお,圧力媒体が液体の場合には,途中に空気が滞留しないように十分空気抜きを行ってから接続する。
6.3
継手
機器への接続は,適切な継手を用いる。また,接続が緩んだ場合のために圧力媒体の逃げ穴を開けた継
5
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手を用いることが望ましい。
6.4
バルブ
開閉の際に体積の変化が少なく,最大使用圧力に対して十分な締切能力があるバルブを用いなければな
らない。
6.5
圧力媒体
圧力媒体は,次による。
a) 圧力媒体が液体の場合には,製造業者が指定した媒体又は同等の媒体を使用する。使用圧力媒体の種
類が異なるときは,混合を避けることが必要である。
b) 圧力媒体が気体の場合には,製造業者が指定した乾燥した媒体又は同等の媒体で,ほこり,ちりなど
が混入していない媒体を使用する。圧力源から圧力調整器への配管には,ろ過精度の高いフィルタを
使用することが望ましい。
注記 圧力媒体によっては,安全衛生上,環境保護上の汚染を生じるので取扱いに注意する。
6.6
圧力調整器
十分な加圧・減圧ができ,漏れのないことを確認した圧力調整器を用いる。
6.7
モニタ圧力計
必要な場合には,印加圧力を確認するために,圧力計を用いる。
6.8
環境測定器
環境測定器は,次による。
a) 室内の適切な場所に,周囲温度を使用範囲内に管理するための温度計を設置する。
b) 室内の適切な場所に,相対湿度を使用範囲内に管理するための湿度計を設置する。
c) 大気圧の実測を行う必要がある場合には,室内の適切な場所に,大気圧計を設置する。
6.9
温度計
重錘形圧力天びんに温度計が備えられていない場合には,ピストン・シリンダの温度変化による有効断
面積の変化を知るために,可能な限りピストン・シリンダに近い場所に,応答性が十分によい温度計を設
置する。
6.10 水準器
重錘形圧力天びんに水準器が備えられていない場合には,ピストンの鉛直度を確認するために,気泡式
水準器などを用いる。
6.11 回転計,時計
回転計,時計などを用いて製造業者の指定するピストンの回転速度の確認を行う。
6.12 ピストンの高さ位置計
ピストンの高さ位置を検出する必要がある場合には,カセトメータ,渦電流式変位計,レーザトランジ
ットなど非接触式の検出手段を用いて計測する。
6.13 高さ測定器
重錘形圧力天びんの圧力基準高さと測定点の高さとの差を,ノギス,ハイトゲージ,カセトメータなど
を用いて計測する。
6.14 真空ポンプ
ベルジャー内の空気を排気し,絶対圧力10 Pa以下を維持できる真空ポンプを用いることが望ましい。
6.15 真空計
ベルジャー内の絶対圧力を測定するための真空計を,ベルジャーに直接又は近接した箇所に設置する。
6
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.16 ベルジャー
絶対圧力10 Pa以下を維持できるベルジャーを用いることが望ましい。通常は,重錘形圧力天びんに附
属したベルジャーを用いる。
6.17 真空配管
配管抵抗が小さく,また内壁に油分などの汚れが付着していない真空配管を用いる。
注記 6.14〜6.17については,絶対圧力計測時に用いる。
7
使用準備
7.1
設置
重錘形圧力天びんを設置するときは,次の事項に注意する。
a) 重錘形圧力天びんは,製造業者の仕様に基づいて設置する。
b) 重錘形圧力天びんは,少なくとも6時間前に使用場所に設置し,十分に温度慣らしを行う。
c) 最大使用圧力を発生する重錘を載せても,ピストンの鉛直度に変化のない場所に設置する。
d) 電気計器などが組み込まれている場合には,電位及び静電気の影響を避けるためのアースを取る。
e) 操作上の安全に考慮して設置する。特に,使用圧力が高い場合,安全装置を設置する。また,配管系
統の破裂及び外れがないように注意する。
7.2
準備及び作動確認
重錘形圧力天びんの準備及び確認は,次による。
a) ピストン・シリンダ,重錘形圧力天びんなどに触れる際は,清潔な手袋などを装着して,脂分などが
付着しないようにすることが望ましい。
b) 使用する前には,次の項目について点検及び確認を行う。また,使用後にも,汚れ及び破損がないか
点検及び確認を行う。
1) ピストン・シリンダの汚れ,きず,さび及び破損
2) 重錘の汚れ,きず,さび及び破損
3) 圧力媒体の状態及び汚れ
4) 接続配管及び継手の状態
5) 配管内の汚れ
c) 圧力調整器によって最大圧力を加え,放置後,圧力の漏れなどがないことを確認する。
d) ピストン・シリンダを取り付けた後,ピストン軸が鉛直になるように水準器を使用して調整する。ピ
ストンの鉛直度は,精度等級0.01級は1.5 mrad以内,精度等級0.02級〜0.2級は3 mrad以内に調整す
ることが望ましい。
e) 重錘を載せない状態で,加圧・減圧に対してピストンがなめらかに上昇・下降することを確認する。
f)
ピストン自由回転時間を測定する。ピストン自由回転時間が,JIS B 7610の5.7の規定を満たしてい
ることが望ましい。
注記 購入時又は前回使用時の自由回転時間に対し変化していないことが望ましい。
g) ピストン降下速度を測定する。ピストン降下速度が,JIS B 7610の5.8の規定を満たしていることが
望ましい。
注記 購入時又は前回使用時のピストン降下速度に対し変化していないことが望ましい。
h) 絶対圧力計測で使用する場合には,真空ポンプを用いてベルジャー内を排気し,ベルジャー内の絶対
圧力が維持できることを確認する。絶対圧力 10 Pa 以下を維持できることが望ましい。
7
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8 使用方法
8.1
一般
使用に当たっての一般事項は,次による。
a) 測定圧力の発生に必要な重錘を載せる。その組合せについて製造業者の指定がある場合には,それに
従う。指定がない場合には,発生圧力に対応した合理的,かつ,再現性のある組合せで,できるだけ
重心が安定な位置となるように組み合わせる。
b) 圧力源,及び圧力調整器によって重錘形圧力天びんに圧力を加える。
c) 圧力を調整して,製造業者指定のピストンの使用範囲内でピストンを浮上させる。通常,ピストンの
使用範囲の中央付近に浮上させて使用する。ピストンを,製造業者指定の回転速度で回転させる。
d) 測定圧力を変更するときは,一旦ピストンを最下位置まで下げ,安定した状態で必要な重錘の交換を
行う。加圧・減圧の際に,ピストンが急に上下することのないように注意する。
8.2
記録
重錘形圧力天びんを使用する際は,共通項目と,測定ごとに個別に記録する個別項目とに分け,次の項
目を記録する。
a) 共通項目
1) 使用年月日
2) 使用場所
3) 使用者
4) 重錘形圧力天びんの製造業者,型式及び製造番号
5) ピストン・シリンダの製造業者,型式及び製造番号
6) ピストン・シリンダの温度計の製造業者,型式及び製造番号
7) 使用する重錘の製造業者,型式及び製造番号
8) 使用場所の重力加速度
9) 圧力基準高さ
10) 使用圧力媒体
11) 必要な場合,その他の測定器の製造業者,型式及び製造番号
注記 製造業者,型式及び製造番号については,機器を特定できるよう必要な範囲で記載する。
b) 個別項目
1) 測定日時
2) 周囲温度
3) 相対湿度
4) 大気圧
5) 使用する重錘の組合せ
6) ピストン・シリンダの温度
7) 周囲圧力(絶対圧力計測の場合)
9
管理・保管
次の項目に注意し,性能を維持できるように管理・保管する。
a) 管理・保管については,製造業者の指示に従う。
b) 温度・湿度の急激な変化,結露,振動,ほこり,ちり,電界,磁界,腐食性雰囲気及び圧力媒体の変
8
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
質による性能変化などに注意する。特に,測定圧力値及びその不確かさに直接影響があるピストン・
シリンダの有効断面積,重錘質量,温度計の性能変化については,注意が必要である。絶対圧力を測
定する場合には,真空計の性能変化にも注意する。
c) 保管中は,重錘形圧力天びんのピストン・シリンダ及び重錘などに汚れ,さびなどが見られないか,
圧力媒体が変質していないか点検するほか,保管環境が変化しないように管理する。必要に応じて,
製造業者の指示に従い,ピストン・シリンダの保守(洗浄,拭き取りなど)を行う。
d) 重錘形圧力天びんを定期的に校正し,性能を維持・管理する。
10 発生圧力値の計算
10.1 一般
重錘形圧力天びんによる発生圧力値は,重錘形圧力天びんの圧力基準高さにおける発生圧力値に,重錘
形圧力天びんと測定点との高さの違いによる圧力差の補正を行って求める。
10.2 重錘形圧力天びんの圧力基準高さにおける発生圧力値
10.2.1 与えられた発生圧力値を補正して計算する場合
通常,重錘形圧力天びんは,標準状態での値及びその不確かさが,校正証明書又は製造業者によって与
えられる。標準状態で使用すれば圧力を正しく測定できる。しかし,重錘形圧力天びんを使用する場所に
よって条件は異なるので,圧力を正しく測定するには要求精度によって発生圧力値を補正する必要がある。
重錘形圧力天びんの発生圧力値は,次のa)〜d)の4項目を考慮し,次の式(1)によって求める。
(
)
[
]
0
m
b
bs
s
s
l
s
l
1
1
1
p
t
t
p
p
+
−
−
×
−
+
×
×
=
ρ
ρ
ρ
β
g
g
······································ (1)
a) 重力加速度補正 重力加速度の異なる場所で重錘形圧力天びんを使用するときは,同じ重錘を載せて
も発生圧力は異なる。重力加速度値は,緯度,経度,標高及び地核の性質によって異なるため,要求
精度によってこの補正が必要である。使用場所における重力加速度は,実測値又は各種データベース
から推定した値を用いる(A.1参照)。
b) 温度補正 ピストン・シリンダの有効断面積は温度に依存するため,校正証明書又は製造業者指定の
温度と異なる温度で使用する場合には,補正が必要である。ピストン・シリンダの温度係数(β)は,
ピストン・シリンダの材質によって異なる。通常は,製造業者の技術資料から得ることができる。
c) 浮力補正 ゲージ圧力を測定する場合には,重錘形圧力天びんに載せる重錘は大気中にあるので,浮
力の影響を受ける。浮力補正は,周囲空気の密度,及びピストン,重錘皿及び使用する重錘の全体の
推定密度を用いて求める。周囲空気の密度は,温度,相対湿度及び大気圧から求める。
注記 周囲空気の密度の算出は,A.2を参照。
d) 周囲圧力の補正 絶対圧力を測定する場合には,周囲圧力を測定し,補正する。
10.2.2 ピストン・シリンダの有効断面積から計算する場合
重錘形圧力天びんの作動原理に従って次の式(2)によって求める。
0
r
n
r
m
b
1
0
r
n
r
w
b
1
w
p
b
1
p
l
)]
(
1
)[
1
)(
,0(
1
)]
(
1
)[
1
)(
,0(
1
1
p
t
t
p
t
A
C
m
p
t
t
p
t
A
C
m
m
p
+
−
+
+
+
−
=
+
−
+
+
+
−
+
−
=
β
λ
γ
ρ
ρ
β
λ
γ
ρ
ρ
ρ
ρ
g
g
g
········································ (2)
A(0, tr) 及びλは製造業者の技術資料から得る。校正証明書に記載された圧力の校正値からA(0, tr)及びλ
9
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を求めるときは,JIS B 7610を参照する。
注記1 計算に用いるpnと求めるplとの差の絶対値がpnの0.2 %を超えないようにする。
注記2 圧力媒体が液体の場合には,必要に応じて液体の表面張力を考慮する。圧力媒体の表面張力
の具体的な値は,製造業者から得る。圧力媒体が気体の場合には,考慮しない。
10.3 圧力基準高さの補正
重錘形圧力天びんの圧力基準高さと測定点の高さとが異なる場合,測定点の高さでの圧力値は,高さの
違いによる圧力差を補正し,次の式(3)によって求める。
H
p
p
1
b
f
l
)
(
g
ρ
ρ−
+
=
··································································· (3)
ここで,測定点が重錘形圧力天びんの圧力基準高さより高い場合,Hは負とし,重錘形圧力天びんの圧
力基準高さより低い場合,Hは正とする。
11 発生圧力値の不確かさ
11.1 一般
重錘形圧力天びんによる発生圧力値の不確かさの算出に当たっては,次に示す各要因を評価する。合成
標準不確かさへの寄与率が小さい要因は省略することができる(参考文献[1]参照)。
なお,発生圧力値の不確かさ評価において考慮する不確かさ要因の一例を,附属書Bに記載する。
11.2 重錘形圧力天びんの発生圧力値の不確かさ
11.2.1 与えられた発生圧力値を補正して計算する場合
式(1)によって重錘形圧力天びんの発生圧力値を計算する場合,その不確かさ(upl)は,次のa)〜f)の6
項目を考慮し,次の式(4)によって求める。
()
()
()(
)
[
]
()
[
]
()
()2
0
2
m
b
2
2
s
2
l
l
2
s
2
pl
+
+
+
−
+
+
=
p
p
u
u
t
u
t
t
u
u
p
p
u
p
u
ρ
ρ
β
β
g
g
······ (4)
ここに,
upl: 重錘形圧力天びんの発生圧力値の不確かさ
u(ps): 与えられた発生圧力値psの不確かさ
u(gl): 使用場所の重力加速度の不確かさ
u(β): ピストン・シリンダの温度係数の不確かさ
u(t): ピストン・シリンダの温度の不確かさ
u(ρb): 空気密度の不確かさ
u(p0): 周囲圧力の不確かさ
a) 与えられた発生圧力値の不確かさ u(ps) 製造業者から提供された値,又は校正証明書から得られる。
重錘形圧力天びんの発生圧力値の標準不確かさは,次の式によって求める。
()
k
U
p
u
/
ps
s=
ここに,
Ups: 発生圧力値の拡張不確かさ
k: 包含係数
b) 使用場所の重力加速度の不確かさ u(gl) 使用場所における重力加速度として実測値を用いる場合に
は,標準不確かさは,測定報告書,又は校正証明書に記載された不確かさを用いて次の式によって求
める。
()
k
U
u
l,
l
g
g=
10
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Ug,l: 重力加速度の拡張不確かさ
許容差(±0.000 2 m/s2など)で提供されている場合の標準不確かさは,次の式によって求める。
()(
)
3
2
l
l
l
−
++
=
g
g
g
u
ここに,
gl+: 重力加速度の正側への許容差
gl-: 重力加速度の負側への許容差
c) ピストン・シリンダの温度係数の不確かさ u(β) 製造業者の技術資料などによって不確かさ(又は許
容差)を入手し,その値から標準不確かさを推定する。不明な場合,ピストン・シリンダの材質などの
情報から不確かさを推定してもよい。
d) ピストン・シリンダの温度の不確かさ u(t) ピストン・シリンダの温度の不確かさは,使用する温度計
の測定値の不確かさと,ピストン・シリンダ位置と温度測定位置が違うことによる温度測定の不確か
さとを考慮して,次の式で求める。位置の違いによる温度測定の不確かさは,重錘形圧力天びんの構
造などを考慮して推定してもよい。
()
()
2
t
m
2
δ
u
t
u
t
u
+
=
ここに,
u(tm): 温度計の測定値の不確かさ
uδt: ピストン・シリンダ位置と温度測定位置が違うことによる
温度測定の不確かさ
温度計の測定値の不確かさは,使用する温度計の校正証明書に記載された不確かさを用いて,次の
式によって求める。
()
k
U
t
u
t
m=
ここに,
Ut: 温度計の校正値の拡張不確かさ
e) 周囲空気の密度の不確かさ u(ρb) 周囲空気の密度の不確かさは,周囲空気の圧力,相対湿度,温度,
及び算出式の不確かさを考慮して求める。
注記 周囲空気の密度の算出式の不確かさは,A.2を参照。
f)
周囲圧力の不確かさ u(p0) 周囲圧力の不確かさは,次による。
1) ベルジャー内を真空排気して絶対圧力を測定する場合 ベルジャーで覆われた周囲圧力の不確かさ
を考慮する。周囲圧力の不確かさは,真空計の測定値の不確かさと,実際に測定すべきベルジャー
内と真空計を接続する位置が違うことによる圧力測定の不確かさとを考慮して,次の式で求める。
位置の違いによる圧力測定の不確かさは,配管抵抗などを考慮して推定してもよい。
()
()
2
pv
v
2
0
δ
u
p
u
p
u
+
=
ここに,
u(pv): 真空計の測定値の不確かさ
uδpv: 実際に測定すべきベルジャー内と真空計を接続する
位置が違うことによる圧力測定の不確かさ
真空計の測定値の不確かさは,使用する真空計の校正証明書に記載された不確かさを用いて,次
の式によって求める。
()
k
U
p
u
pv
v=
ここに,
Upv: 真空計の校正値の拡張不確かさ
11
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
許容差で提供されている場合の標準不確かさは,次の式によって求める。
()(
)
3
2
v
v
v
−
++
=
p
p
p
u
ここに,
pv+: 真空計の測定値の正側への許容差
pv-: 真空計の測定値の負側への許容差
2) 重錘形圧力天びんと大気圧計を組み合わせて絶対圧力を測定する場合 周囲圧力の不確かさは,使
用する大気圧計の校正証明書に記載された不確かさを用いて,次の式によって求める。
()
k
U
p
u
ap
0=
ここに,
Uap: 大気圧計の校正証明書に記載された拡張不確かさ
許容差で提供されている場合の標準不確かさは,次の式によって求める。
()(
)
3
2
0
0
0
−
++
=
p
p
p
u
ここに,
p0+: 大気圧計の測定値の正側への許容差
p0-: 大気圧計の測定値の負側への許容差
11.2.2 ピストン・シリンダの有効断面積から計算する場合
式(2)によって重錘形圧力天びんの発生圧力値を計算する場合,その不確かさ(upl)は,11.2.1のb)〜f)
で求められる不確かさに加え,次のa)〜f)の6項目を考慮して,次の式(5)によって求める。
()
()
[
]
()
()
2
2m
b
m
2
2
2
0
0
2
pl
+
+
+
=
ρ
ρ
ρ
λ
u
m
m
u
p
u
A
A
u
p
u
()
()(
)
[
]
()
[
]
()
()
()
()2
0
2
l
2
l
2
m
b
2
2
r
2
l
l
+
+
+
+
+
−
+
+
p
p
u
m
C
u
m
C
u
u
t
u
t
t
u
u
g
g
g
g
γ
γ
ρ
ρ
β
β
····· (5)
ここに,
u(A0): ピストン・シリンダの標準状態での有効断面積
の不確かさA0 = A(0, ts)
u(λ): ピストン・シリンダの圧力変形係数の不確かさ
u(m): ピストン,重錘皿及び使用する重錘の合計質量
の不確かさ
u(ρm): ピストン,重錘皿及び使用する重錘の全体の推
定密度の不確かさ
u(γ): 表面張力の不確かさ
u(C): ピストンの円周の不確かさ
a) ピストン・シリンダの標準状態での有効断面積の不確かさ u(A0) 製造業者の技術資料から得る。校
正証明書に記載された圧力の校正値から有効断面積を求めるときの不確かさ評価は,JIS B 7610を参
照する。
b) ピストン・シリンダの圧力変形係数の不確かさ u(λ) 製造業者の技術資料から得る。校正証明書に記
載された圧力の校正値から圧力変形係数を求めるときの不確かさ評価は,JIS B 7610を参照する。
c) ピストン,重錘皿及び使用する重錘の合計質量の不確かさ u(m) ピストン,重錘皿及び使用する重
錘の質量校正の不確かさから求める。
d) ピストン,重錘皿及び使用する重錘の全体の推定密度の不確かさ u(ρm) 製造業者の技術資料などか
ら不確かさ(又は許容差)を入手し,全体の推定密度の標準不確かさを推定する。
e) 表面張力の不確かさ u(γ) 製造業者の技術資料などから不確かさ(又は許容差)を入手し,その値か
ら標準不確かさを推定する。
12
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
ピストンの円周の不確かさ u(C) ピストン・シリンダの有効断面積から推定する。通常,この項は無
視できるほど小さい。
11.3 圧力基準高さの補正の不確かさ
式(3)によって計算した圧力基準高さの補正の標準不確かさ(uph)は,次のa)〜d)の4項目を考慮し,次
の式(6)によって求める。
()
()
()(
)
()(
)
2
l
b
f
2
b
f
l
2
l
b
2
l
f
2
ph
−
+
−
+
+
=
p
H
u
p
H
u
p
H
u
p
H
u
p
u
g
g
g
g
ρ
ρ
ρ
ρ
ρ
ρ
····· (6)
ここに,
uph: 圧力基準高さの補正の不確かさ
u(ρf): 圧力媒体の密度の不確かさ
u(H): 圧力基準高さの差の不確かさ
a) 圧力媒体の密度の不確かさ u(ρf) 製造業者の技術資料などから不確かさ(又は許容差)を入手し,そ
の値から不確かさを推定する。
b) 周囲空気の密度の不確かさ u(ρb) 11.2.1 e)による。
c) 使用場所の重力加速度の不確かさ u(gl) 11.2.1 b)による。
d) 圧力基準高さの差の不確かさ u(H) 圧力基準高さの差は,ハイトゲージなどによって実測するか,製
造業者の取扱説明書から評価する。実測の場合には,測定器具の不確かさ及び測定値のばらつきから
不確かさを推定する。取扱説明書から評価する場合には,製造業者から提示された不確かさ又は許容
差から不確かさを推定する。
11.4 その他の使用上の不確かさ
次に示す項目について,発生圧力値に影響を与える場合には,その影響量を評価し不確かさ(uother)に
算入する。
a) 重錘形圧力天びんの動作感度による不確かさ
b) ピストンの鉛直度の不確かさ
注記 ピストンの鉛直度を,7.2 d)に従い調整する場合,この不確かさは,JIS B 7610の5.11.1 b)に
示す精度等級に対する発生圧力値の不確かさの最大値に比較して十分小さい。
c) ピストンの回転状態依存性による不確かさ
d) ピストンの高さ位置依存性による不確かさ
e) ヒステリシス差による不確かさ
f)
その他の不確かさ 次に示すような項目について影響があるとされる場合には,適宜,不確かさとし
て考慮する。
− ピストン・シリンダの磁化による不確かさ
− ピストンに加わる振動の影響による不確かさ
− 重錘に当たる風の影響による不確かさ
11.5 不確かさの合成
重錘形圧力天びんによる発生圧力値の合成標準不確かさ(uc)は,11.2〜11.4で求めた不確かさの二乗和
の平方根で,次の式(7)によって求める。
2
other
2
ph
2
pl
c
+
+
=
p
u
p
u
p
u
p
u
···················································· (7)
13
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
拡張不確かさは,合成標準不確かさに包含係数kを乗じて得る。包含係数は,拡張不確かさが信頼の水
準約95 %に対応する区間となるように決定する。
なお,有効自由度が十分に大きい場合には,k=2を採用する。
注記 包含係数kの算出については,ISO/IEC Guide 98-3の附属書G参照。
12 重錘形圧力天びんの校正方法
12.1 一般
重錘形圧力天びんの発生圧力値の校正は,12.2及び12.3に規定する条件のもとで,参照標準器との比較
によって行う。
12.2 参照標準器
参照標準器として,一般的には重錘形圧力天びんを用いるが,その他の圧力標準器を用いることも可能
である。参照標準器は,次の条件を満足しなければならない。
a) 参照標準器を含めた校正システムの拡張不確かさは,被校正器の要求精度より小さくなければならな
い。一般的には,1/3以下が望ましい。
b) 国家標準又は国際単位系(SI)に対する計量トレーサビリティが確保されていなければならない。
12.3 校正環境
校正は,空調された校正室で行い,次の条件を満たしていなければならない。
a) 周囲温度:18 ℃〜25 ℃
b) 相対湿度:30 %〜80 %
c) 校正中の機器周囲の温度変化:1時間当たり1 ℃以内
d) 校正中の機器周囲の風速:1 m/s以内
12.4 校正作業
12.4.1 校正手順
校正圧力点及び測定回数は,次による。
a) 校正圧力点は,特性評価上十分な圧力点とする。
注記 JIS B 7610の表A.1(試験圧力の値及び分割数)を参照。
b) 測定回数(昇圧・降圧の繰返し回数)は,3回以上(ヒステリシスの影響が十分小さい場合には,3
片道以上)とする。
12.4.2 校正準備
校正準備として,次に挙げる項目を行う。
a) 校正に使用する全ての設備及び測定器を,前もって校正室に設置し,十分に温度慣らしを行う。
b) 被校正器は,7.1に従って設置し,7.2に従って準備及び作動確認を行う。
c) 参照標準器として重錘形圧力天びんを用いる場合には,7.1に従って設置し,7.2に従って準備及び作
動確認を行う。その他の圧力標準器を使用する場合には,製造業者の指定する方法に従って設置し,
準備及び作動確認を行う。
注記 被校正器の圧力基準高さは,参照標準器の圧力基準高さとそろえて設置することが望ましい。
d) 校正圧力範囲において,校正に影響する漏れがないことを確認する。
e) 被校正器と参照標準器との圧力基準高さの差を,6.13の計測器を用いて測定し,記録する。
12.4.3 校正方法
比較校正は,使用する参照標準器に応じて,次の校正方法によって行う。
14
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 参照標準器に重錘形圧力天びんを使用する場合 比較校正においては,校正圧力ごとに参照標準器及
び被校正器の双方に,その圧力に相当する重錘を載せ,発生圧力を比較する。圧力が平衡するように,
通常,参照標準器に微小分銅を加える。圧力が平衡状態にあるかどうかの判断には,次に示す圧力計
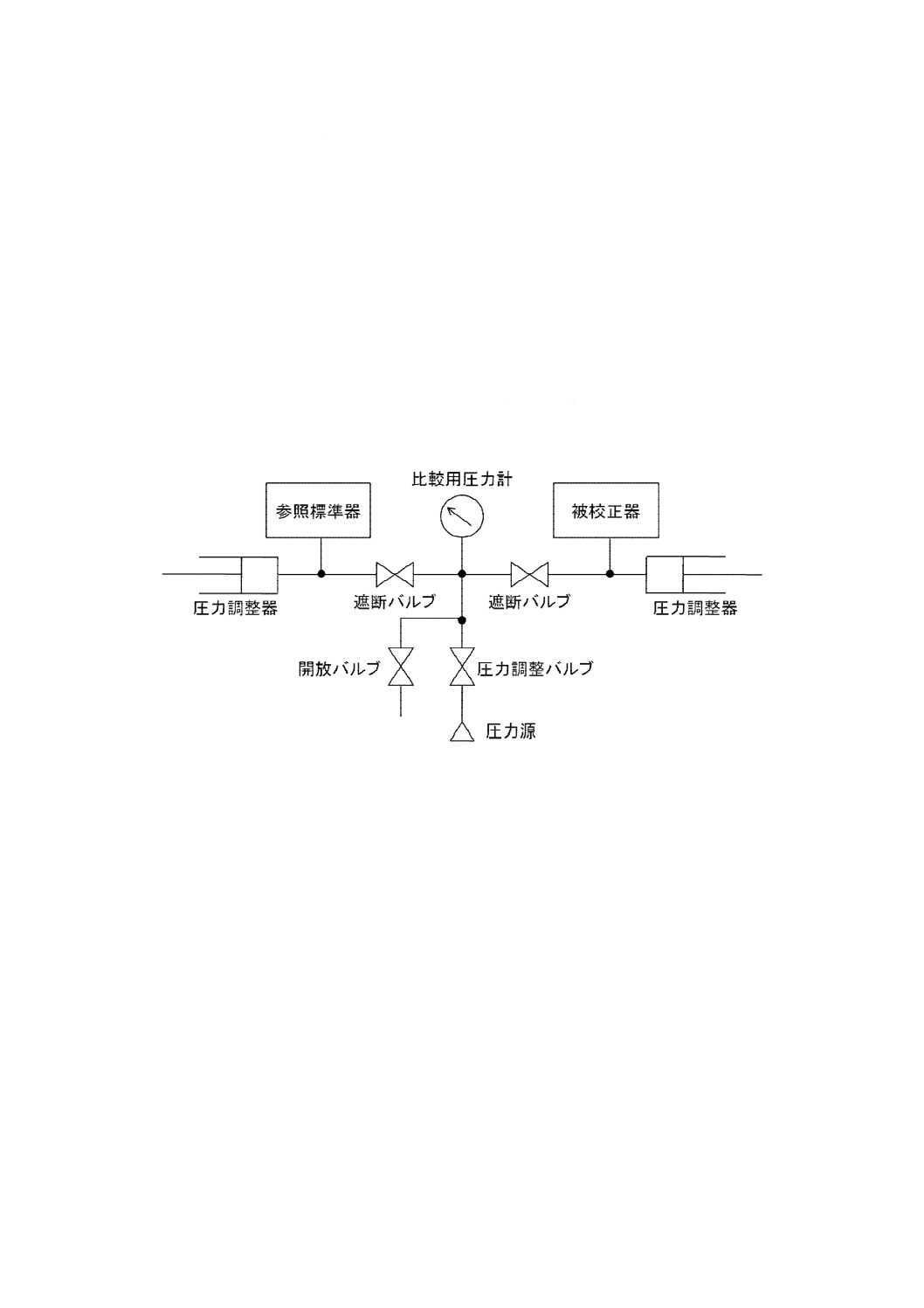
置換比較法,差圧計比較法及び降下速度法が利用できる。具体的な圧力平衡点の求め方を次に示す。
1) 圧力計置換比較法 参照標準器と被校正器との発生圧力を比較する方法の装置の例を図2及び図3
に示す。参照標準器と被校正器との接続配管途中に2個の遮断バルブ及び1個の比較用圧力計を,
バルブ−圧力計−バルブの順に取り付ける。はじめに,参照標準器側のバルブを開,被校正器側の
バルブを閉の状態として,圧力計で参照標準器の発生圧力値を測定する。次に,両方のバルブの開
閉を切り替えることによって,被校正器の発生圧力値を圧力計で測定する。以上,二つの測定圧力
値が一致するように,通常,参照標準器に微小分銅を加え双方の発生圧力を平衡させる。
なお,この方法では,装置構成の工夫によって,複数個の被校正器を同時に比較することも容易
である。
図2−圧力計置換比較法の装置例(ゲージ圧力)
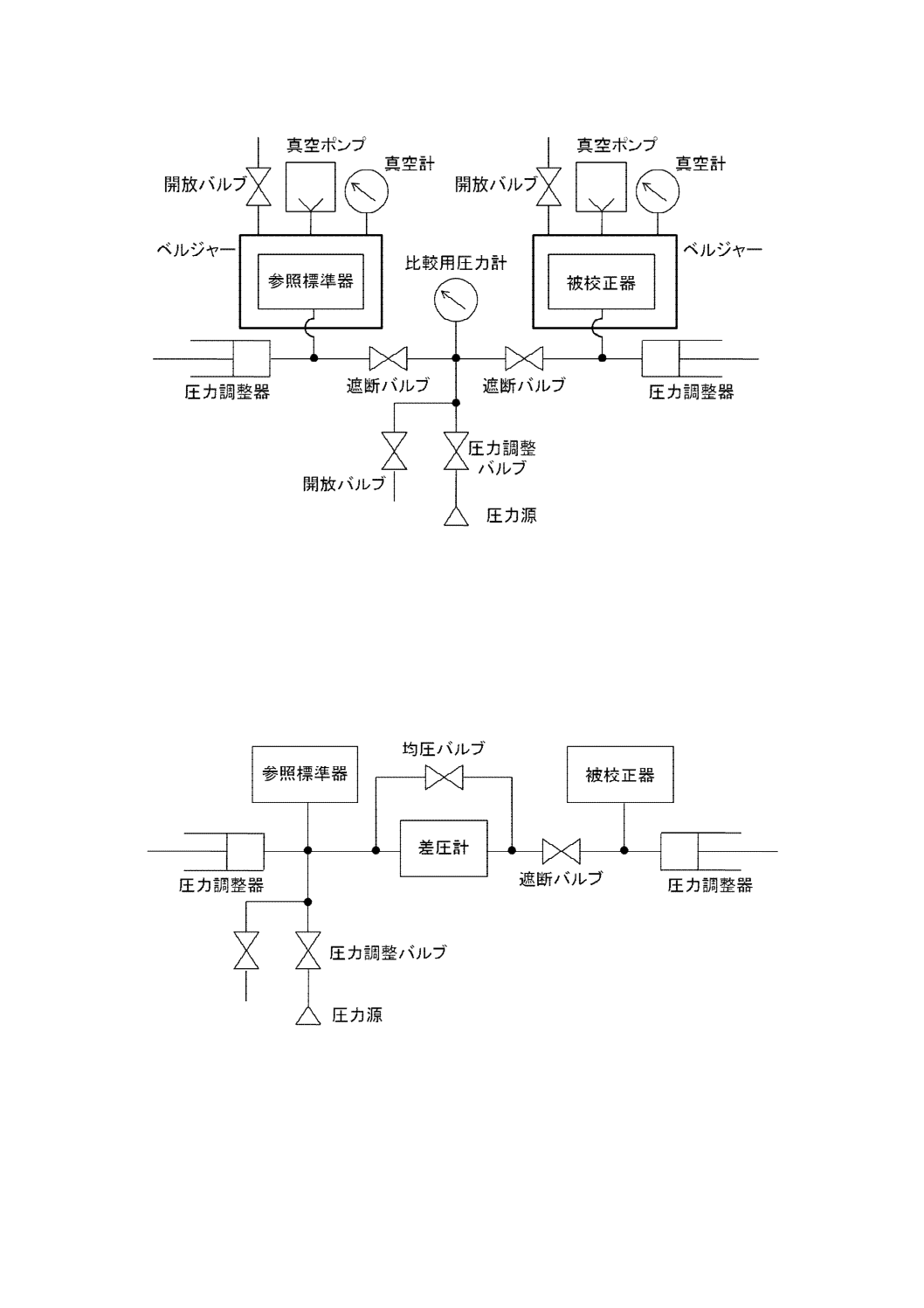
15
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−圧力計置換比較法の装置例(絶対圧力)
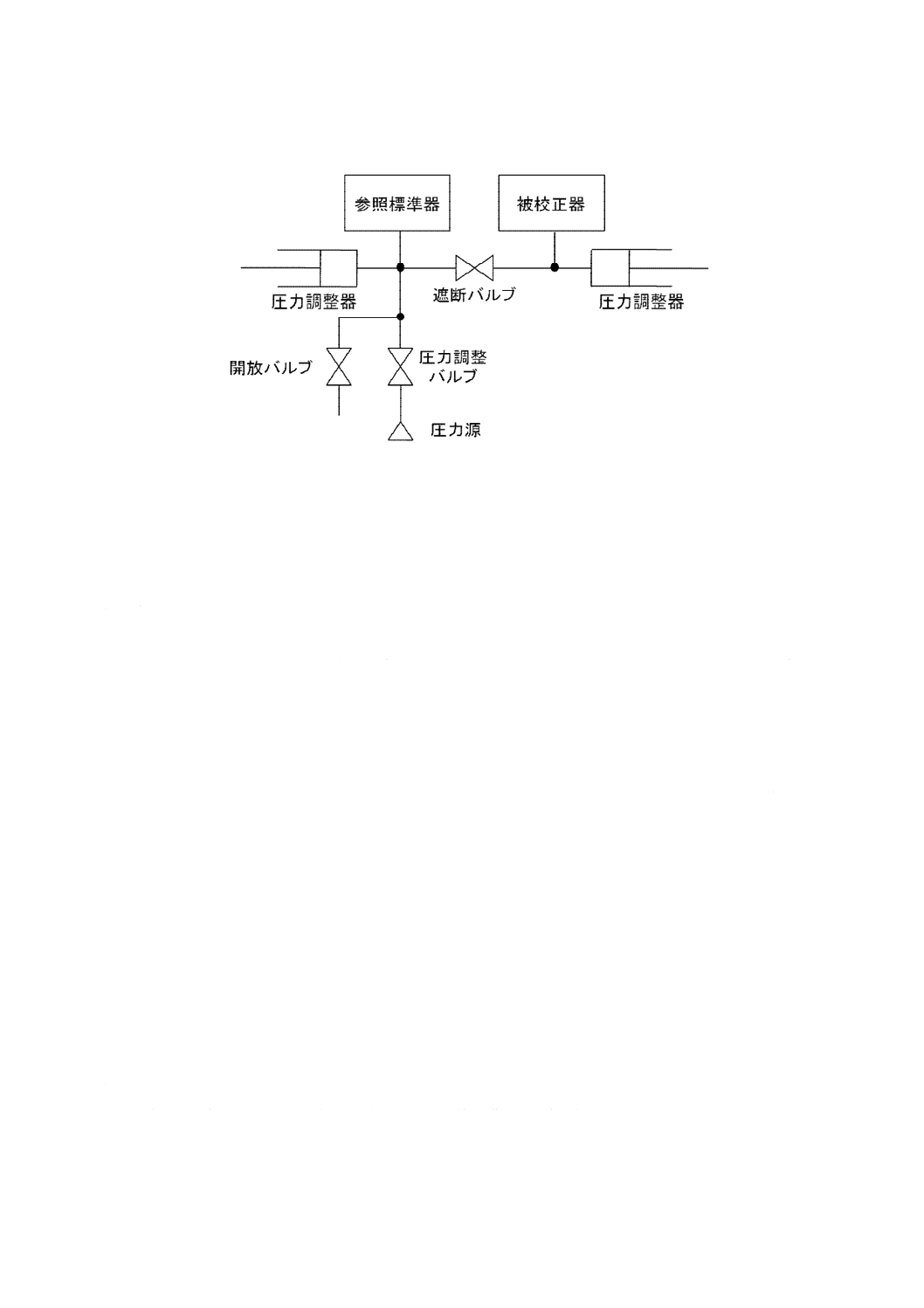
2) 差圧計比較法 参照標準器と被校正器との発生圧力の差圧を測定する方法の装置の例を図4に示す。
参照標準器と被校正器との接続配管途中に1個の差圧計及び1個の均圧バルブを並列に取り付ける。
はじめに,均圧バルブを開け差圧計の零点での値を測定する。次に,均圧バルブを閉め,差圧計の
値が先に求めた零点での値に一致するように,参照標準器に微小分銅を加え双方の発生圧力を平衡
させる。
図4−差圧計比較法の装置例(ゲージ圧力)
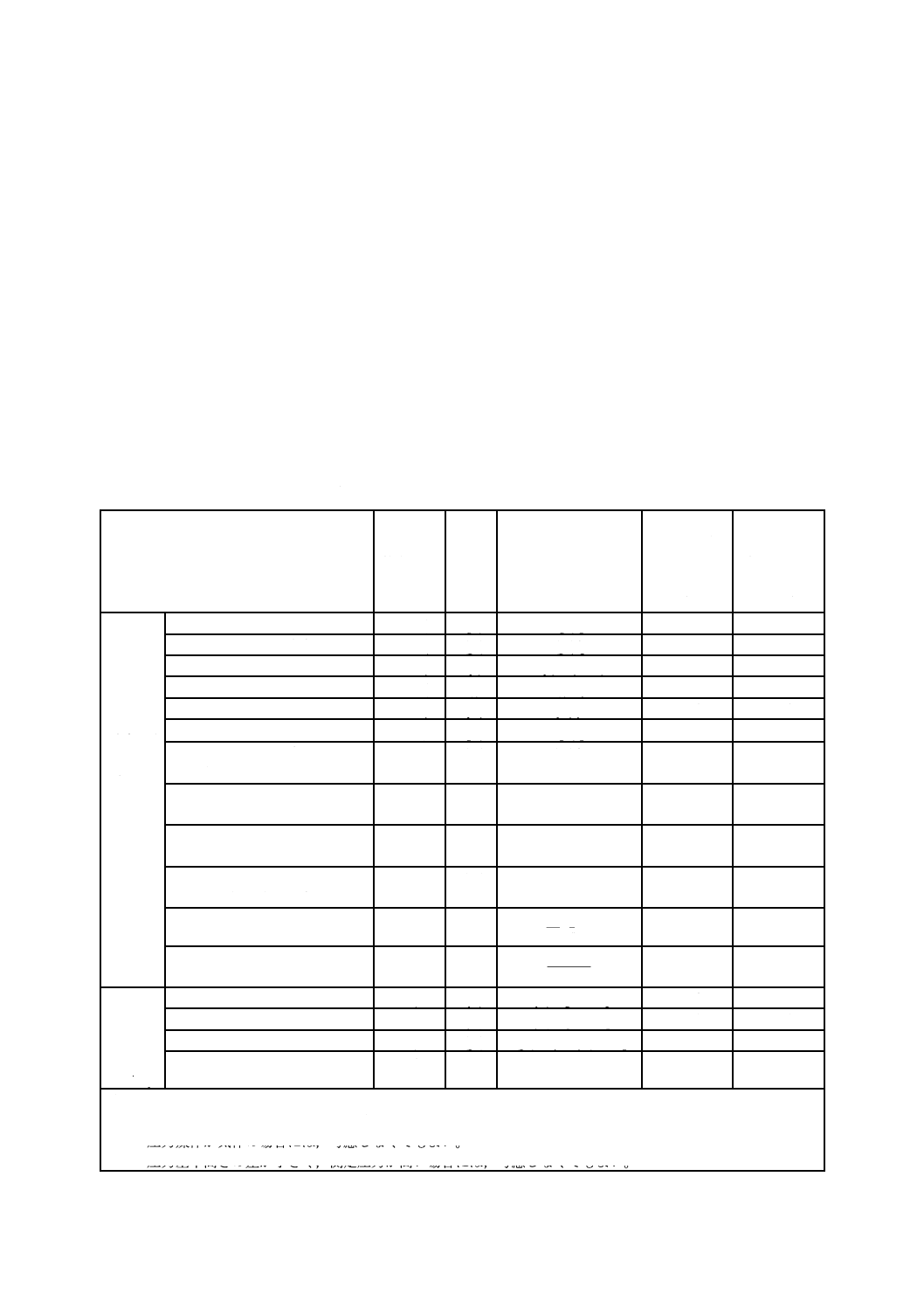
3) 降下速度法 参照標準器及び/又は被校正器の降下速度を測定する方法の装置の例を図5に示す。
参照標準器と被校正器との接続配管途中に1個の遮断バルブを取り付ける。はじめに,遮断バルブ
を閉じ,参照標準器及び/又は被校正器の降下速度の固有の値(自然降下速度)を測定する。次に,
遮断バルブを開け,参照標準器及び/又は被校正器の降下速度が先に測定した各々の自然降下速度
16
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に一致するように,通常,参照標準器に微小分銅を加え双方の発生圧力を平衡させる。
図5−降下速度法の装置例(ゲージ圧力)
b) 参照標準器にその他の圧力標準器を使用する場合 比較校正においては,校正圧力点ごとに,被校正
器にその圧力に相当する重錘を載せ,参照標準器の表示する圧力値を読み取る。
12.5 特性試験
必要に応じて,被校正器に対して次に示す特性試験を実施し,不確かさ評価に反映する。
a) ピストンの高さ位置依存性 ピストンの高さ位置が発生圧力に与える影響を評価する。試験を行う圧
力は,最小校正圧力点,最大校正圧力点及びそのほぼ中間の圧力点の3点とする。
各圧力点において,圧力調整器で被校正器のピストンの高さ位置を高位置,中央,低位置と変化さ
せ,被校正器の発生圧力の変化を測定する。圧力基準高さの補正だけでは説明がつかない有意なピス
トンの高さ位置依存性が確認された場合には,発生圧力の差を不確かさ評価に反映する。
注記 ピストンの高さ位置に対する圧力変化が測定圧力に対して比例するようであれば,発生圧力
の高さ位置依存性は,ピストン・シリンダの形状に起因する可能性が高い。しかし,圧力変
化が測定圧力に対して一定であれば,高さ位置に依存する力が加わっていることが考えられ
る。
b) ピストンの回転状態依存性 ピストンの回転方向及び回転数が発生圧力に与える影響を評価する。試
験を行う圧力は,最小校正圧力点,最大校正圧力点及びそのほぼ中間の圧力点の3点とする。
各圧力点において,圧力調整器で被校正器のピストンの高さ位置を使用範囲の中央付近に調整する。
被校正器のピストンの回転方向及び回転数を変化させ,被校正器の発生圧力の変化を測定する。有意
な回転状態依存性が確認された場合には,発生圧力の差を不確かさ評価に反映する。
注記 通常,使用している回転方向及び回転数に対して,同じ回転方向で回転数を3種類変化させ
た場合と逆向きに同じ回転数で回転させた場合で測定を行う。被校正器によっては,最小校
正圧力点における回転数の減速が大きく,測定が困難な場合があるが,状況に応じて測定条
件を変更する。
c) ヒステリシス差 昇圧過程と降圧過程とで有意な発生圧力値の差(ヒステリシス差)がみられる場合,
不確かさ評価に反映する。参照標準器として要件を満たす重錘形圧力天びんを用いるか,ヒステリシ
ス差が評価されている圧力標準器を用いる。
なお,昇圧過程と降圧過程とで別々に発生圧力値を求める場合には,不確かさ要因として含まなく
17
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
てもよい。
12.6 記録
重錘形圧力天びんの校正を行う際は,次の項目を記録する。
a) 共通項目
1) 実施年月日
2) 実施場所
3) 実施者
4) 参照標準器の製造業者,型式及び製造番号(参照標準器が重錘形圧力天びんの場合には,使用する
ピストン・シリンダ,温度計,重錘について,各々の製造業者,型式及び製造番号)
5) 参照標準器の圧力基準高さ
6) 被校正器の製造業者,型式及び製造番号
7) 被校正器のピストン・シリンダの製造業者,型式及び製造番号
8) 被校正器の温度計の製造業者,型式及び製造番号
9) 被校正器の重錘の製造業者,型式及び製造番号
10) 被校正器の圧力基準高さ
11) 校正場所の重力加速度
12) 使用圧力媒体
13) 校正方法
14) 必要な場合,その他の測定器の製造業者,型式及び製造番号
注記 参照標準器,被校正器の製造業者,型式及び製造番号については,機器を特定できるよう必
要な範囲で記載する。
b) 個別項目
1) 測定日時
2) 周囲温度
3) 相対湿度
4) 大気圧
5) 被校正器の重錘の組合せ
6) 被校正器のピストン・シリンダの温度
7) 周囲圧力(絶対圧力計測の場合)
8) 校正方法に応じた比較校正の結果
9) 必要な場合,参照標準器の発生圧力値を計算できる情報
12.7 不確かさ評価
12.7.1 参照標準器による不確かさ
参照標準器が重錘形圧力天びんの場合,箇条11に従って,被校正器の圧力基準高さにおける発生圧力値
の不確かさ(uref)を評価する。参照標準器がその他の圧力標準器の場合,使用する圧力標準器の測定の不
確かさに,11.3に示した圧力基準高さの補正の不確かさを考慮して,被校正器の圧力基準高さにおける不
確かさを評価する。
12.7.2 比較校正による不確かさ
比較校正による不確かさ(ucomp)は,次の要因を考慮して評価する。
a) 測定結果のばらつきによる不確かさu(sa) 校正圧力点ごとに,校正方法に応じて求められた実験標準
18
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
偏差saを用いて,次の式によって求める。
()
n
s
s
u
a
a=
ここに,
sa: 実験標準偏差
n: 測定回数
b) 比較感度による不確かさu(δd) 次の式によって求める。
()
3
2
d
d
δ
δ=
u
ここに,
δd: 比較感度
比較感度は,校正方法に応じて,次の1),又は2)による。
1) 参照標準器に重錘形圧力天びんを使用する場合 12.4.3で示した平衡状態の判定方法において,検
出可能な平衡状態の変化をもたらす最小の圧力値を比較感度とする。圧力計置換比較法及び差圧計
比較法の場合,使用する圧力計の表示分解能と表示安定性のいずれか大きい方を比較感度とする。
降下速度法の場合,参照標準器及び被校正器の降下速度に検出可能な変化をもたらす微小分銅の最
小値に対応する圧力とする。
2) 参照標準器にその他の圧力標準器を使用する場合 参照標準器の表示値の読取り分解能,又は被校
正器となる重錘形圧力天びんが定常状態にあるときの表示安定性のいずれか大きい方を比較感度と
する。
12.7.3 被校正器の特性による不確かさ
被校正器の特性による不確かさ(utest)は,必要に応じて,12.5の特性試験から得られた不確かさを考慮
して評価する。
12.7.4 不確かさの合成
被校正器の校正圧力値の合成標準不確かさ(ucalib)は,12.7.1〜12.7.3で求めた不確かさの二乗和の平方
根で,次の式(8)によって求める。
2
test
2
comp
2
ref
calib
+
+
=
p
u
p
u
p
u
p
u
················································ (8)
拡張不確かさは,合成標準不確かさに包含係数kを乗じて得る。包含係数は,拡張不確かさが信頼の水
準約95 %に対応する区間となるように決定する。
なお,有効自由度が十分に大きい場合には,k=2を採用する。
注記 包含係数kの算出については,ISO/IEC Guide 98-3の附属書G参照。
12.8 校正結果の表現
校正結果の表現は,次による。
a) 校正圧力値 各校正圧力点において,使用した重錘の組合せに対する被校正器の校正圧力値を示す。
校正圧力値の桁数は,拡張不確かさの桁数と整合させる。
注記 必要な場合,校正圧力値の算出時の条件(重力加速度,ピストン・シリンダの温度,圧力基
準高さなど)も記載する。
b) 拡張不確かさ 測定の拡張不確かさを校正値とともに記載する。記載する拡張不確かさは,信頼の水
準約95 %に対応する区間である旨,及び包含係数kの値を併記する。
注記 不確かさの桁数については,ISO/IEC Guide 98-3を参照。
19
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
重錘形圧力天びんの発生圧力値の計算に必要な特性値
A.1
重力加速度
使用場所の重力加速度及びその不確かさを,あらかじめ評価しておく。重力加速度を推定又は実測する
ための情報は,国土交通省国土地理院及び独立行政法人製品評価技術基盤機構のウェブサイトから得るこ
とも可能である。
A.2
周囲空気の密度
周囲空気の密度ρbは,次の式(A.1)によって求める(JIS B 7609参照)。
()
(
)
a
a
0
b
15
.
273
061
.0
exp
009
.0
48
348
.0
t
t
h
p
r+×
−
=
ρ
········································ (A.1)
式(A.1)は,900 hPa<p0<1 100 hPa,10 ℃<ta<30 ℃及びhr<80 %の範囲において,2×10−4の相対標準
不確かさをもつ。
ここに,
ρb: 周囲空気の密度(kg/m3)
p0: 周囲空気の圧力(mbar又はhPa)
hr: 周囲空気の相対湿度(%)
ta: 周囲空気の温度(℃)
なお,周囲空気の圧力が10 Pa以下では,1.2×10−4 kg/m3以下なので考慮しなくてもよい。
注記 式(A.1)は,数値方程式である。
20
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
重錘形圧力天びんの発生圧力値の不確かさ要因
序文
この附属書は,重錘形圧力天びんの発生圧力値の不確かさ評価において考慮する不確かさ要因の一例を
記載する。
B.1 一般
箇条11に規定した重錘形圧力天びんによる発生圧力値の不確かさ評価の際に必要な不確かさ要因を,表
B.1にまとめた。使用する重錘形圧力天びんの精度等級,目標とする不確かさの大きさ,測定圧力範囲,
使用条件などに応じて,考慮する不確かさ要因を選択する。
表B.1−重錘形圧力天びんによる発生圧力値の不確かさ評価に必要な不確かさ要因
不確かさ要因
箇条番号
記号
発生圧力値に対する
相対標準不確かさ
与えられた
発生圧力値
を補正して
計算する場
合
ピストン・
シリンダの
有効断面積
から計算す
る場合
重錘形
圧力天
びんの
発生圧
力値の
不確か
さ upl
与えられた発生圧力値
11.2.1 a)
u(ps)
u(ps)/p
○
−
使用場所の重力加速度
11.2.1 b)
u(g1)
u(g1)/gl
○
○
ピストン・シリンダの温度係数 11.2.1 c)
u(β)
u(β)×(t−tr)
○
○
ピストン・シリンダの温度
11.2.1 d)
u(t)
u(t)×β
○
○
周囲空気の密度
11.2.1 e)
u(ρb)
u(ρb)/ρm
○a)
○a)
周囲圧力
11.2.1 f)
u(p0)
u(p0)/p
○
○
ピストン・シリンダの標準状態
での有効断面積
11.2.2 a)
u(A0)
u(A0)/A0
−
○
ピストン・シリンダの圧力変形
係数
11.2.2 b)
u(λ)
u(λ)×p
−
○
ピストン,重錘皿及び使用する
重錘の合計質量
11.2.2 c)
u(m)
u(m)/m
−
○
ピストン,重錘皿及び使用する
重錘の全体の推定密度
11.2.2 d)
u(ρm)
u(ρm)×ρb/ρm2
−
○a)
表面張力
11.2.2 e)
u(γ)
1
)
(
g
m
C
uγ
−
−
○b)
ピストンの円周
11.2.2 f)
u(C)
1
)
(
g
m
C
u
γ
−
−
○b)
圧力基
準高さ
の補正
の不確
かさ uph
圧力媒体の密度
11.3 a)
u(ρf)
u(ρf)×g1×H/p
○c)
○c)
周囲空気の密度
11.3 b)
u(ρb)
u(ρb)×g1×H/p
○c)
○c)
使用場所の重力加速度
11.3 c)
u(g1)
u(g1)×(ρf−ρb)×H/p
○c)
○c)
圧力基準高さの差
11.3 d)
u(H)
u(H)×(ρf−ρb)×g1/p
○
○
注記 ○は不確かさ評価の際に考慮する項目を表し,−は考慮する必要のない項目を表す。
注a) ベルジャー内を真空排気して行う絶対圧力計測の場合には,考慮しなくてもよい。
b) 圧力媒体が気体の場合には,考慮しなくてもよい。
c) 圧力基準高さの差が小さく,測定圧力が高い場合には,考慮しなくてもよい。
21
B 7616:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995) (JCGM/WG1/100)
注記 上記のガイドは,TS Z 0033:2012 測定における不確かさの表現のガイド(IDT)として
発行されている。
[2] ISO/IEC Guide 99,International vocabulary of metrology−Basic and general concepts and associated
terms (VIM) (JCGM/WG2/200)
注記 上記のガイドは,TS Z 0032:2012 国際計量計測用語−基本及び一般概念並びに関連用
語(VIM)(IDT)として発行されている。
[3] JIS B 7609 分銅
[4] JIS B 7547 デジタル圧力計の特性試験方法及び校正方法