B 7502:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 設計仕様(設計特性) ······································································································· 3
4.1 一般 ···························································································································· 3
4.2 主要部の名称 ················································································································ 3
4.3 寸法 ···························································································································· 5
4.4 測定範囲 ······················································································································ 9
4.5 表示方式 ····················································································································· 10
4.6 電子式デジタル表示の使用環境に対する保護 ······································································ 12
4.7 防熱構造 ····················································································································· 12
4.8 測定面 ························································································································ 12
4.9 定圧装置 ····················································································································· 12
4.10 調整装置 ···················································································································· 12
4.11 スピンドル ················································································································· 13
5 計測特性及び性能 ············································································································ 13
5.1 一般 ··························································································································· 13
5.2 計測特性 ····················································································································· 13
5.3 性能 ··························································································································· 17
6 製品文書における表示 ······································································································ 24
7 仕様への適合の検証 ········································································································· 24
7.1 一般 ··························································································································· 24
7.2 計測特性及び性能の校正のための標準器············································································ 24
7.3 標準温度 ····················································································································· 24
8 検査······························································································································ 25
9 表示······························································································································ 25
附属書A(参考)指示誤差曲線の例 ························································································ 26
附属書B(参考)使用上の注意 ······························································································ 27
附属書C(参考)設計仕様(設計特性),計測特性及び性能の仕様表示例 ······································· 28
附属書D(参考)GPSマトリックスとの関係 ············································································ 29
附属書JA(参考)製品文書における表示 ················································································· 31
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 32
B 7502:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本精密測定機器
工業会(JMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正
すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 7502:1994は改正され,この規格に置き換えられた。
なお,平成29年8月21日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS B 7502:1994によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7502:2016
マイクロメータ
Micrometers
序文
この規格は,2010年に第2版として発行されたISO 3611を基とし,製造及び使用の実状に見合う合理
性を備えた規格とするため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
この規格は,製品の幾何特性仕様(GPS)の一つで,GPS基本規格に属し(ISO/TR 14638:1995参照),
寸法規格チェーンのリンク番号5に関係する。この規格と他のGPS規格との関連についての詳細を,附属
書Dに示す。
1
適用範囲
この規格は,アナログ表示,機械式デジタル表示又は電子式デジタル表示の外側マイクロメータ,棒形
内側マイクロメータ,歯厚マイクロメータ及びマイクロメータヘッド(以下,特に区別する必要がない場
合は,単にマイクロメータという。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3611:2010,Geometrical product specifications (GPS)−Dimensional measuring equipment:
Micrometers for external measurements−Design and metrological characteristics(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0641-1 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕様に対
する合否判定基準
注記 対応国際規格:ISO 14253-1,Geometrical product specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for proving
conformity or nonconformity with specifications
JIS B 0642 製品の幾何特性仕様(GPS)−測定器の一般的な概念及び要求事項
注記 対応国際規格:ISO 14978,Geometrical product specifications (GPS)−General concepts and
requirements for GPS measuring equipment(MOD)
JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
2
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 7430 オプチカルフラット
JIS B 7431 オプチカルパラレル
JIS B 7506 ブロックゲージ
JIS B 7536 電気マイクロメータ
JIS B 7538 オートコリメータ
JIS C 0920 電気機械器具の外郭による保護等級(IPコード)
注記 対応国際規格:IEC 60529,Degrees of protection provided by enclosures (IP Code)(IDT)
JIS Z 8103 計測用語
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0641-1,JIS B 0642及びJIS Z 8103によるほか,次による。
3.1
外側マイクロメータ(micrometer for external measurements)
固定されたアンビルに対して,ねじ機構によって相対的に移動する測定面をもつスピンドルを備え,そ
のスピンドルの移動量に基づき,測定対象物の外側寸法を測ることができる測定器。
注記1 スピンドルの案内部とアンビルとは,フレームによって固定される。
注記2 外側マイクロメータは,アンビル,スピンドル及びねじ機構部を一直線上に配置している。
3.2
棒形内側マイクロメータ(bar-shaped micrometer for internal measurements)
胴体に固定された調整アンビルに対して,ねじ機構によって相対的に移動する測定面をもつスピンドル
を備え,そのスピンドルの移動量に基づき,測定対象物の内側寸法を測ることができる測定器(以下,内
側マイクロメータという。)。ただし,測定範囲を延長可能な継足し形の棒形内側マイクロメータは含まな
い。
注記1 調整アンビル及びスピンドルに固定されたアンビルは,球形測定面を備えている。
注記2 内側マイクロメータは,調整アンビル,アンビル,スピンドル及びねじ機構部を一直線上に
配置している。
3.3
歯厚マイクロメータ(micrometer for span measurements of teeth)
主にインボリュート歯車のまたぎ歯厚の寸法測定に用いる外側マイクロメータ。
注記 ディスク形の測定面を備えている。
3.4
マイクロメータヘッド(micrometer head)
ねじ機構によって移動する測定面をもつスピンドルを備え,そのスピンドルの移動量に基づき,変位量
を読み取ることができる測定器。
注記1 本体を固定するための取付部を備えている。
注記2 マイクロメータヘッドは,スピンドル及びねじ機構部を一直線上に配置している。
3.5
測定面接触(measuring face contact)
測定面と測定対象物との接触。
3
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5.1
全測定面接触(full measuring face contact)
測定面の全面と測定対象物との接触。
3.5.2
部分測定面接触(partial measuring face contact)
測定面の一部と測定対象物との接触。
3.6
指示誤差(error of indication)
マイクロメータの指示値から対応する入力量としての真の値を差し引いた値。
注記 真の値は,決定できないため,実際には取決めによる真の値を用いる。
4
設計仕様(設計特性)
4.1
一般
マイクロメータの一般的な設計仕様(設計特性)は,製造業者(又は供給業者)が別に指定する場合を
除き,この規格の要求に従わなければならない。
注記 使用者に情報を提供する場合の仕様表示例を,附属書Cに示す。
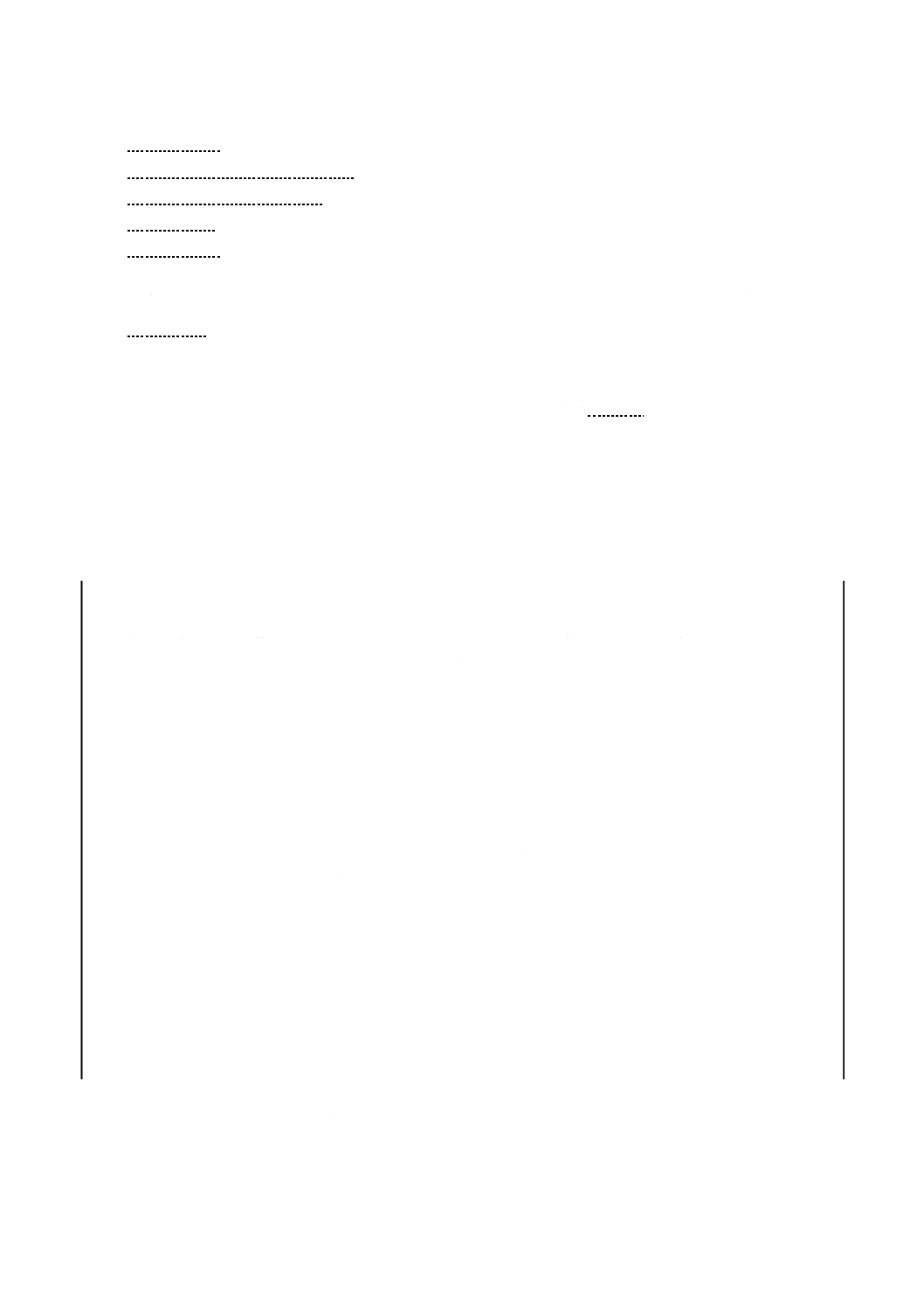
4.2
主要部の名称
マイクロメータの形状による区分ごとの主要部の名称は,表1による。
なお,図は単に主要部の名称を示すものであって,設計の詳細を示すものではない。
表1−マイクロメータの名称
区分
主要部の名称
外側マイクロメータ
図1
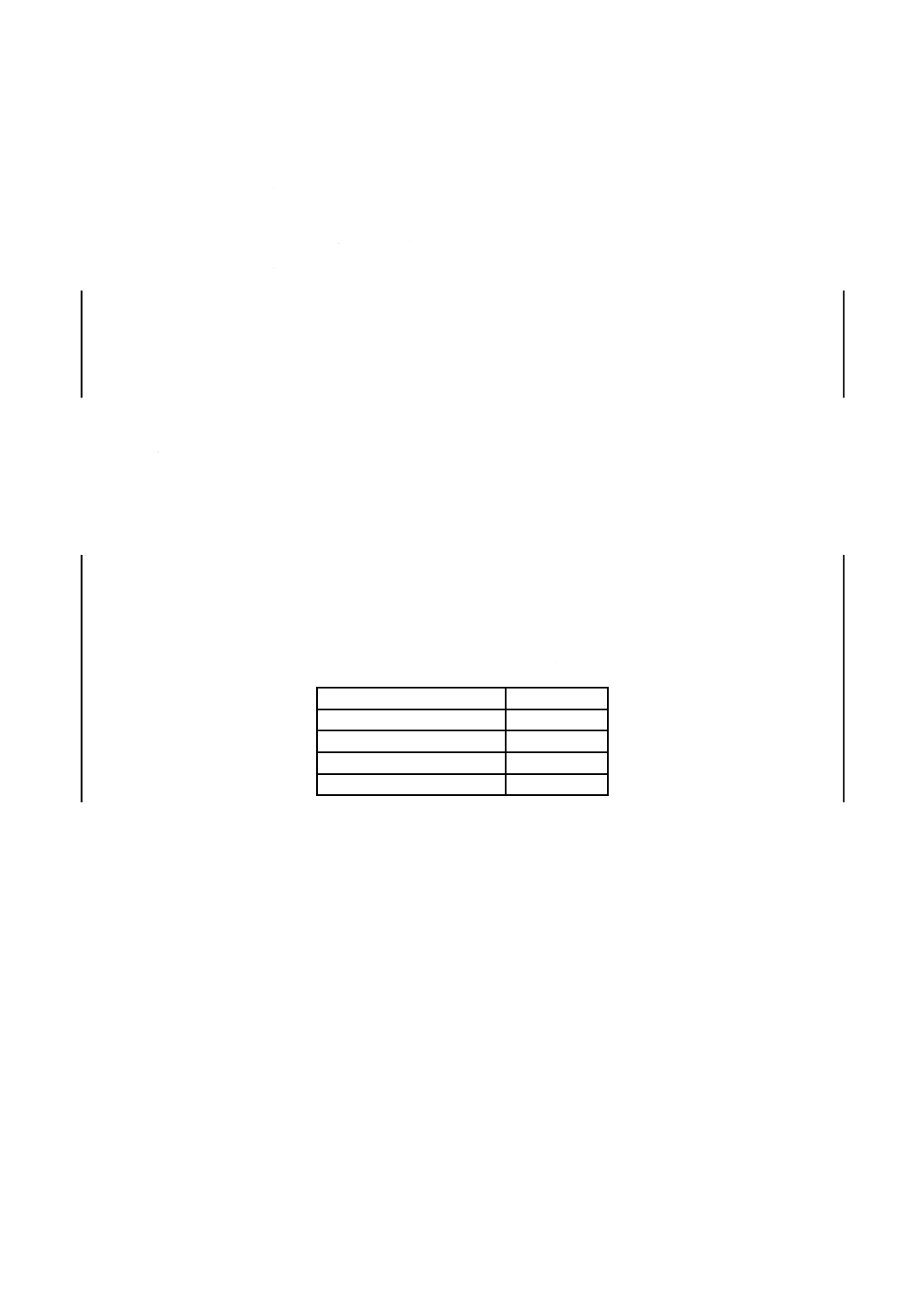
内側マイクロメータ
図2
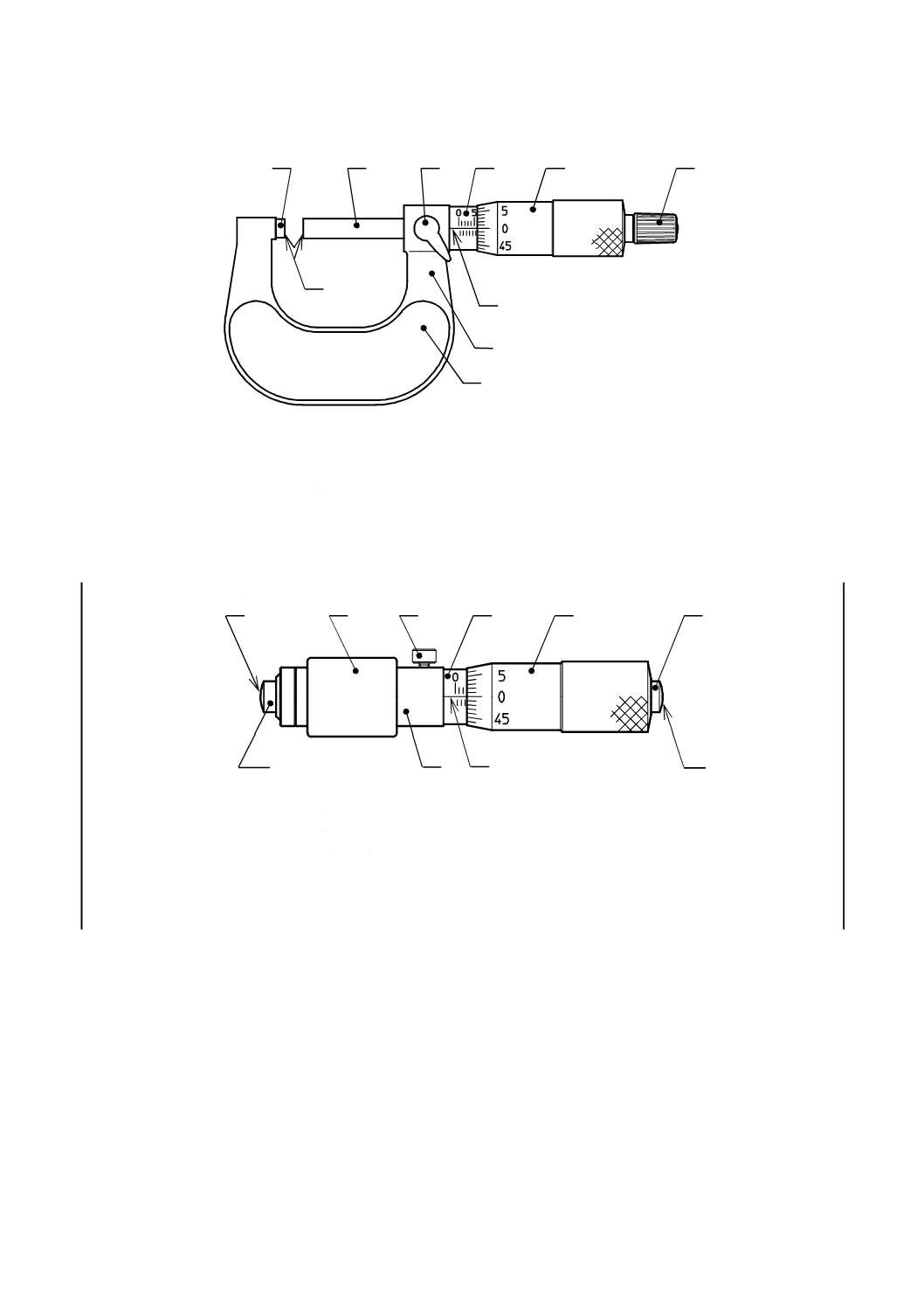
歯厚マイクロメータ
図3
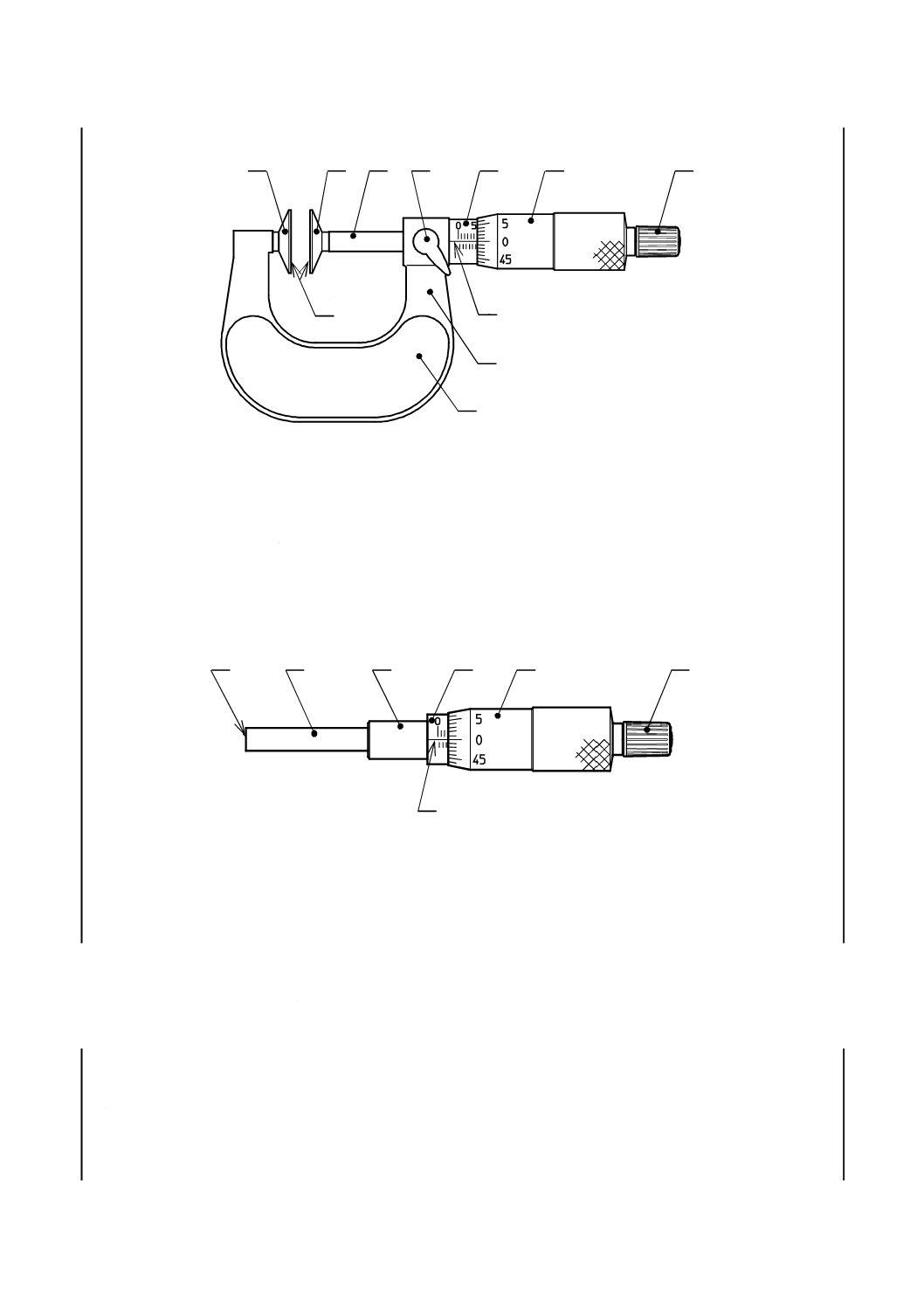
マイクロメータヘッド
図4
4
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 測定面
6 クランプ
2 アンビル
7 スリーブ
3 スピンドル
8 基準線
4 フレーム
9 シンブル
5 防熱板
10 送りつまみ(定圧装置内蔵)
図1−外側マイクロメータの主要部の名称
1 測定面
6 スリーブ
2 調整アンビル
7 基準線
3 胴体
8 シンブル
4 にぎり(防熱部)
9 アンビル
5 クランプ
図2−内側マイクロメータの主要部の名称
1
8
5
4
6
3
2
7
9
10
7
4
3
2
1
5
6
8
9
1
5
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 測定面
7 クランプ
2 アンビルディスク
8 スリーブ
3 スピンドルディスク
9 基準線
4 スピンドル
10 シンブル
5 フレーム
11 送りつまみ(定圧装置内蔵)
6 防熱板
図3−歯厚マイクロメータの主要部の名称
1 測定面
4 スリーブ
2 スピンドル
5 基準線
3 取付部
6 シンブル
7 送りつまみ(定圧装置内蔵)
図4−マイクロメータヘッドの主要部の名称
4.3
寸法
マイクロメータの主要な形状及び寸法は,次による。
a) 外側マイクロメータは,表2による。
b) 内側マイクロメータは,図5による。
c) 歯厚マイクロメータのアンビルディスク及びスピンドルディスクは,表3による。
d) マイクロメータヘッドの取付部は,図6による。
なお,外側マイクロメータ,歯厚マイクロメータ及びマイクロメータヘッドのスピンドルとその案内穴
との隙間は,表4による。
1
7
3
2
8
11
4
5
6
9
10
2
1
3
6
7
5
4
6
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
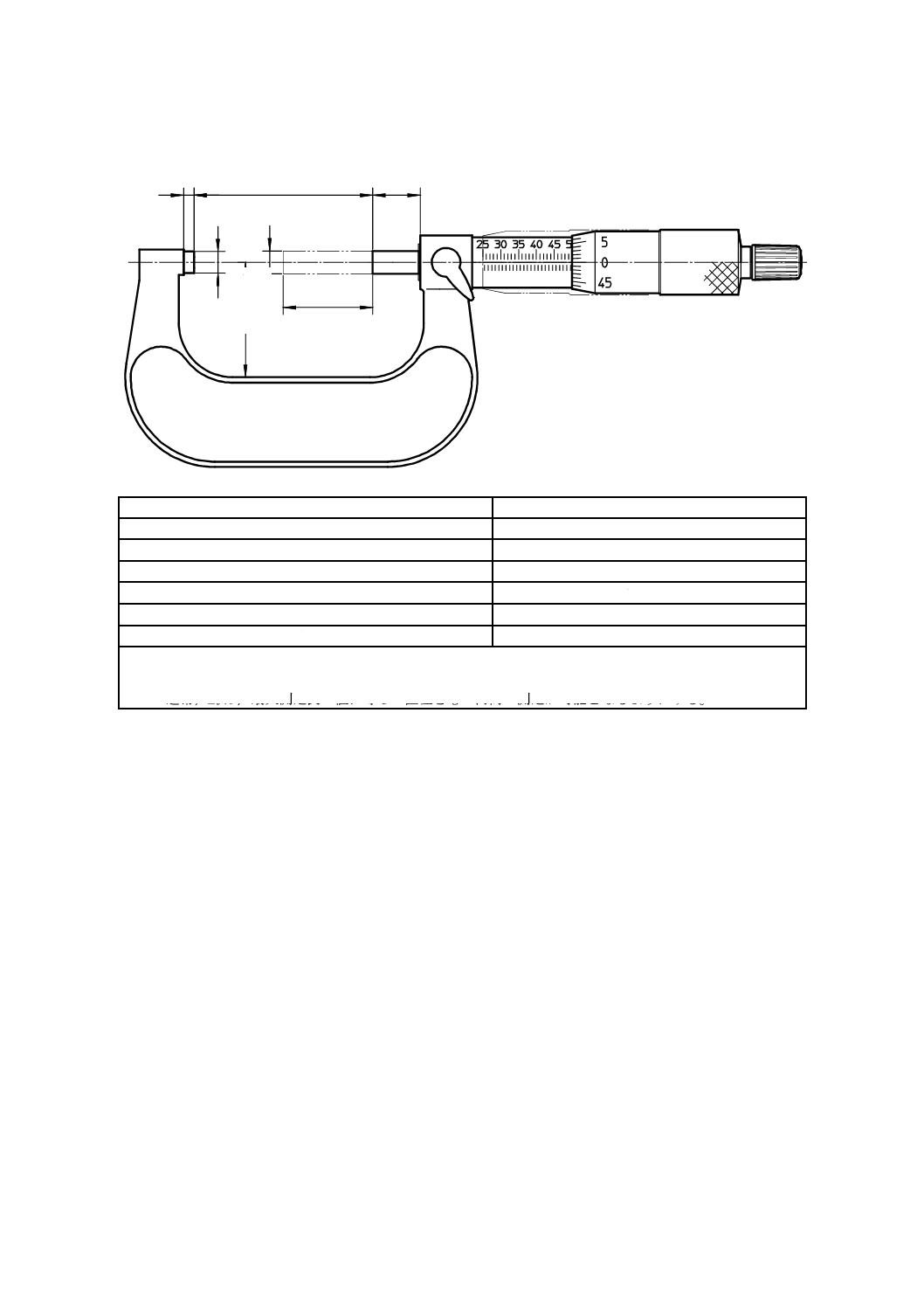
表2−外側マイクロメータの各部の形状及び寸法
寸法
呼び値
アンビルの長さL1
−
スピンドルを最大測定長まで後退させたときの長さL2
−
最大測定長L3
−
測定範囲内のスピンドル最大移動長さL4
25 mm a)
フレームの深さL5 b)
−
スピンドル及びアンビルの直径D1
6.35 mm,6.5 mm,7.5 mm,8 mm a)
注記 D1,L1及びL2の寸法は,測定面に取り付けられる附属品の互換性において重要である。
注a) 製造業者の裁量で,他の寸法にすることもできる。
b) 通常,L5は,最大測定長の値に等しい直径をもつ円筒の測定が可能となるようにする。
L
5
D
1
D
1
L1
L3
L2
L4
7
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
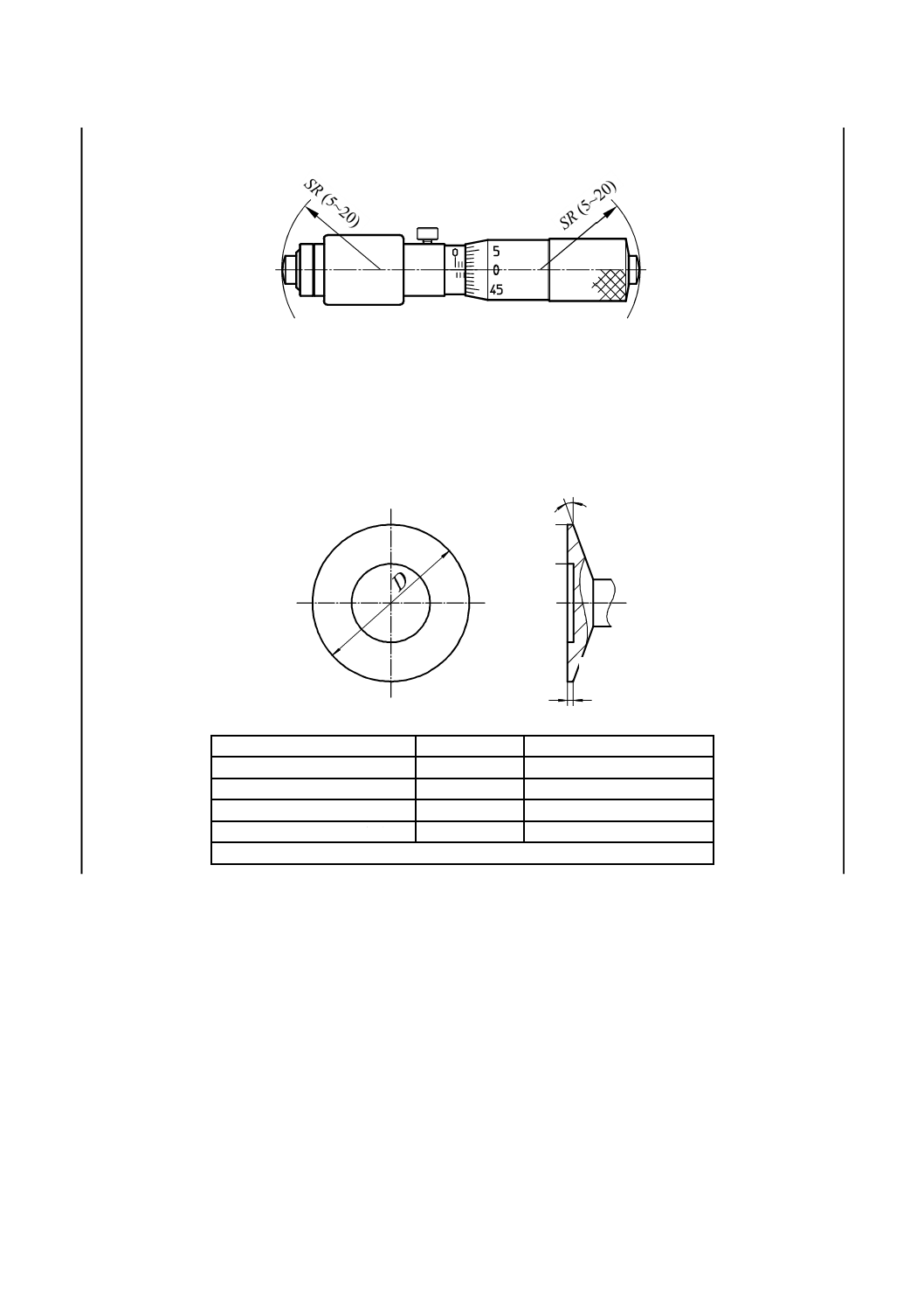
単位 mm
図5−内側マイクロメータの測定面の曲率半径
表3−歯厚マイクロメータのアンビルディスク及びスピンドルディスクの形状及び寸法
単位 mm
最大測定長
D
T
50以下
15〜20
0.5〜1.0
50を超え
100以下
18〜25
0.5〜1.2
100を超え
200以下
20〜30
0.7〜1.5
200を超え
300以下
20〜40
0.7〜2.0
この表以外の最大測定長のものは,受渡当事者間の協定による。
T
5
以
上
20°以下
8
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
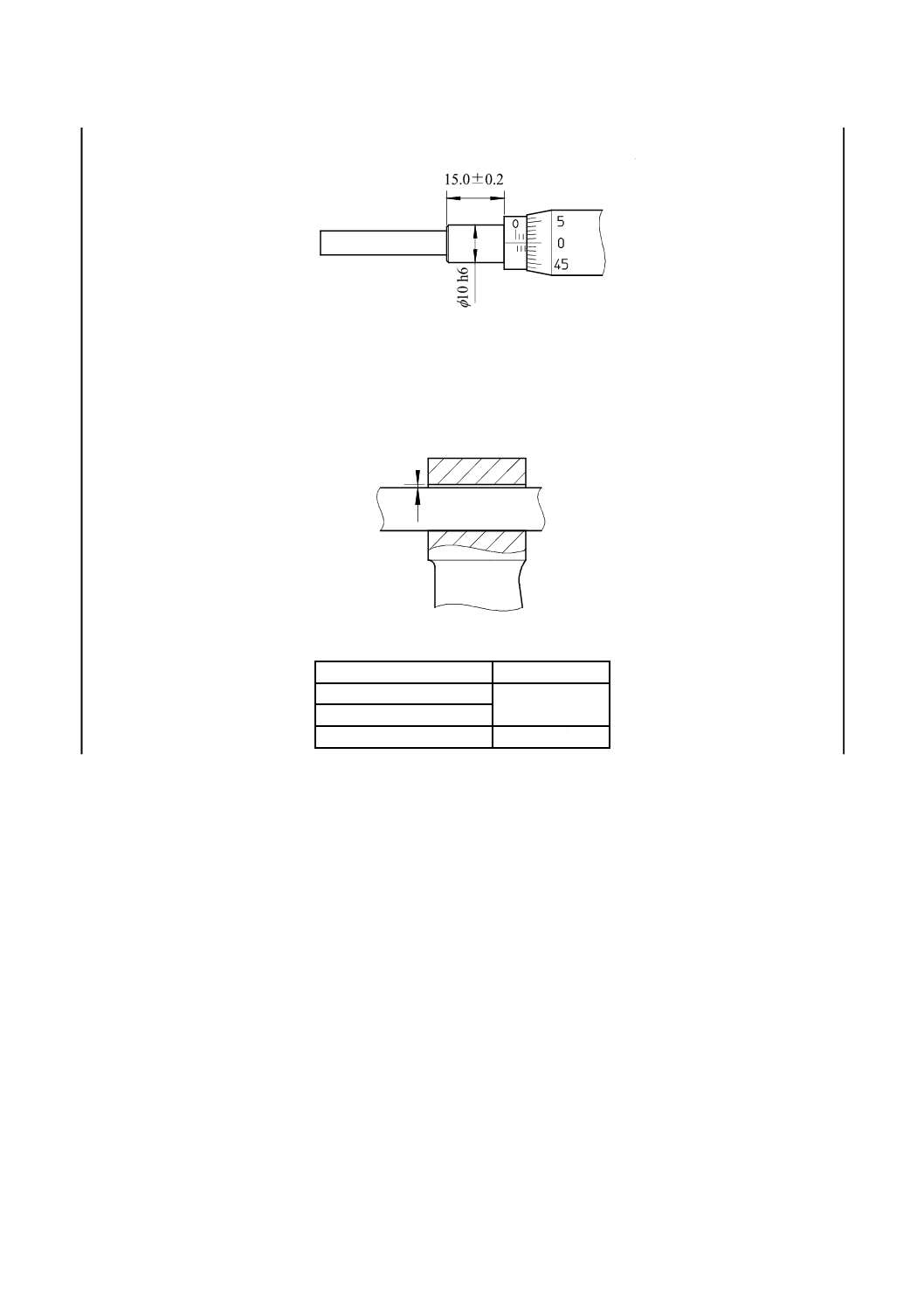
単位 mm
図6−マイクロメータヘッドの取付部の形状及び寸法
表4−各スピンドルとその案内穴との隙間
単位 mm
区分
隙間
外側マイクロメータ
e=0.01以下
歯厚マイクロメータ
マイクロメータヘッド
e=0.015以下
e
9
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
測定範囲
マイクロメータの測定範囲の種類は,表5による。
表5−測定範囲の種類
単位 mm
測定範囲
外側マイクロメータ
内側マイクロメータ
歯厚マイクロメータ
マイクロメータヘッド
0〜 25
−
0〜 25
0〜 25
25〜 50
25〜 50
−
50〜 75
50〜 75
50〜 75
75〜 100
75〜 100
75〜 100
100〜 125
100〜 125
100〜 125
125〜 150
125〜 150
125〜 150
150〜 175
150〜 175
150〜 175
175〜 200
175〜 200
175〜 200
200〜 225
200〜 225
200〜 225
225〜 250
225〜 250
225〜 250
250〜 275
250〜 275
250〜 275
275〜 300
275〜 300
275〜 300
300〜 325
300〜 325
−
325〜 350
325〜 350
350〜 375
350〜 375
375〜 400
375〜 400
400〜 425
400〜 425
425〜 450
425〜 450
450〜 475
450〜 475
475〜 500
475〜 500
この表以外の測定範囲のものは,受渡当事者間の協定による。
10
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
表示方式
4.5.1
一般
表示方式は,次による。
a) アナログ表示
b) 機械式デジタル表示
c) 電子式デジタル表示
アナログ表示のマイクロメータは,目量及びその単位を記載しなければならない。
デジタル表示のマイクロメータは,表示の単位を記載しなければならない。
注記 アナログ表示及びデジタル表示の両方を備えてもよい。
4.5.2
アナログ表示
4.5.2.1
一般
スピンドルは,ねじのピッチが0.5 mm又は1 mmとする。ピッチが0.5 mmのスピンドルを備えたマイ
クロメータの場合,スリーブ上の0.5 mmの目盛線及び1 mmの目盛線は,それぞれ基準線の上及び下に配
置することで明確に区別する。シンブルの目盛は,50(0.5 mmピッチ)又は100(1 mmピッチ)の目盛
線をもち,目量は0.01 mmとする。
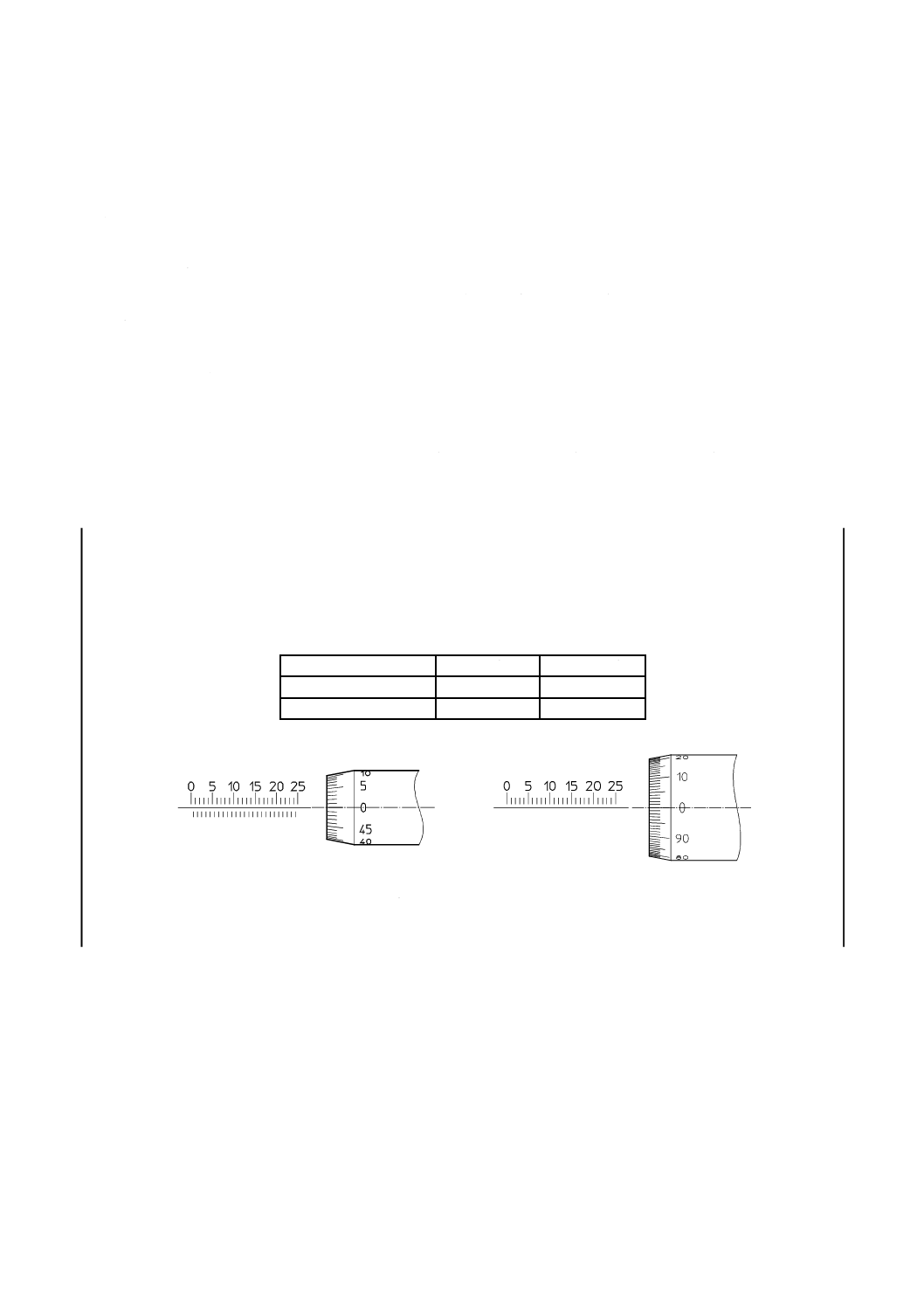
4.5.2.2
目盛形式
スリーブ及びシンブルの目盛形式は,特に指定がない限り,表6及び図7による。
表6−目盛形式
単位 mm
ねじのピッチ
シンブル
スリーブ
0.5
50分割
目量0.5
1.0
100分割
目量1.0
スリーブ
シンブル
スリーブ
シンブル
a) ねじピッチ0.5 mmの場合
b) ねじピッチ1.0 mmの場合
図7−目盛形式(測定範囲0〜25 mmの場合)
11
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5.2.3
基準線及び目盛線
スリーブの基準線の太さ及びシンブルの目盛線の太さは,特に指定がない限り,表7による。
表7−目盛線の太さ
単位 mm
項目
太さ
太さむら
スリーブの基準線
0.08〜0.20
0.03以下
シンブルの目盛線
注記 シンブル目盛線の太さは,スリーブ基準線の太さに等しいことが望ましい。
4.5.2.4
シンブルの目幅
シンブルの隣り合う目盛線の間隔は,0.8 mm以上とする。
4.5.2.5
目盛面の配置
スリーブの目盛面とシンブルの目盛面との配置及びシンブル目盛面の寸法は,図8による。
単位 mm
1 シンブル
2 スリーブ
3 スリーブの目盛
4 シンブルの目盛
図8−スリーブの目盛面とシンブルの目盛面との配置及びシンブル目盛面の寸法
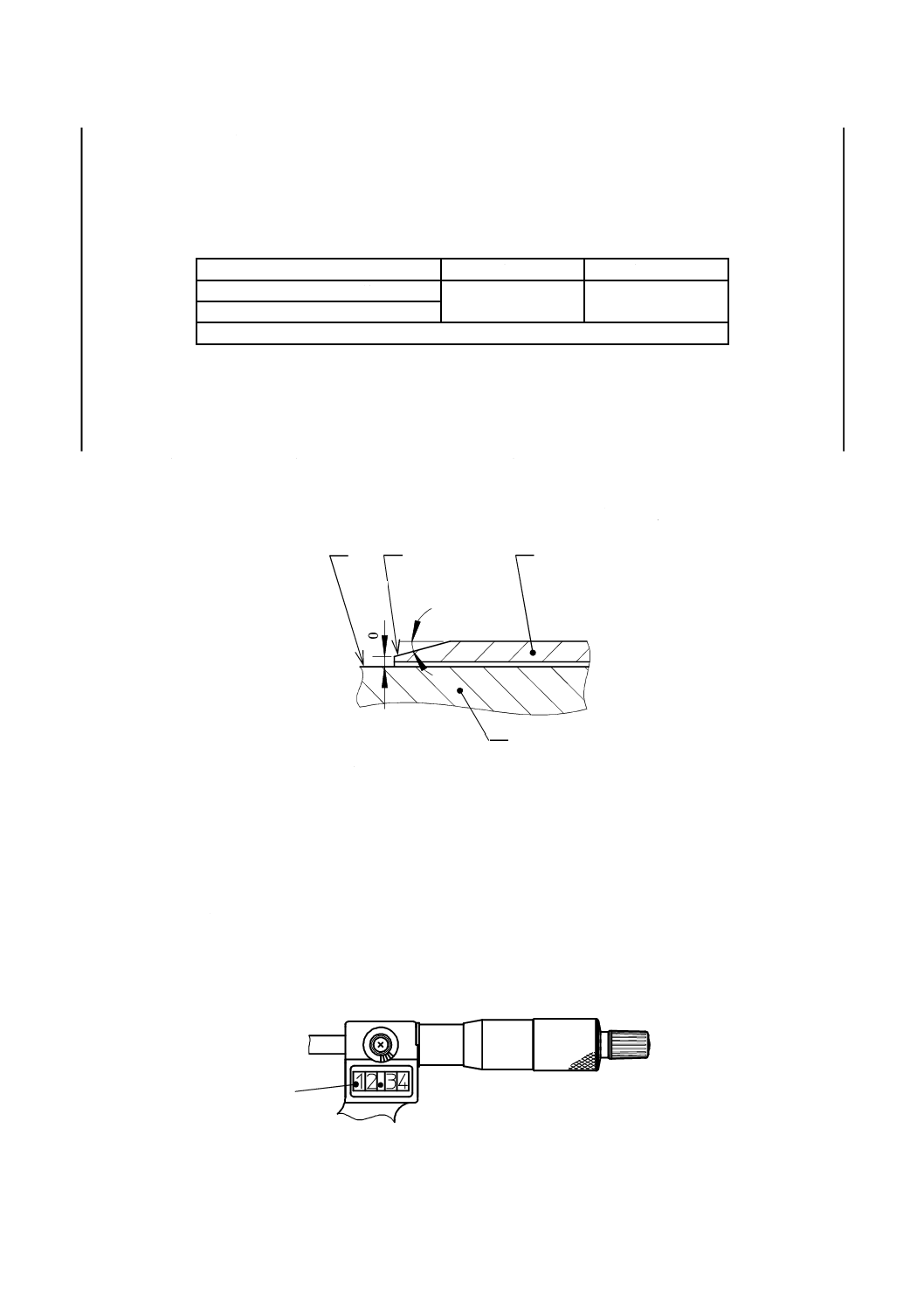
4.5.3
機械式デジタル表示
機械式デジタル表示の例を図9に示す。機械式デジタル表示の最小表示量は,0.01 mm又は0.001 mmと
する。表示する数字と背景とは,コントラストをはっきりとさせなければならない。
1 機械式デジタル表示
図9−機械式デジタル表示の例
1
2
4
3
0
.4
以
下
20°以下
1
12
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
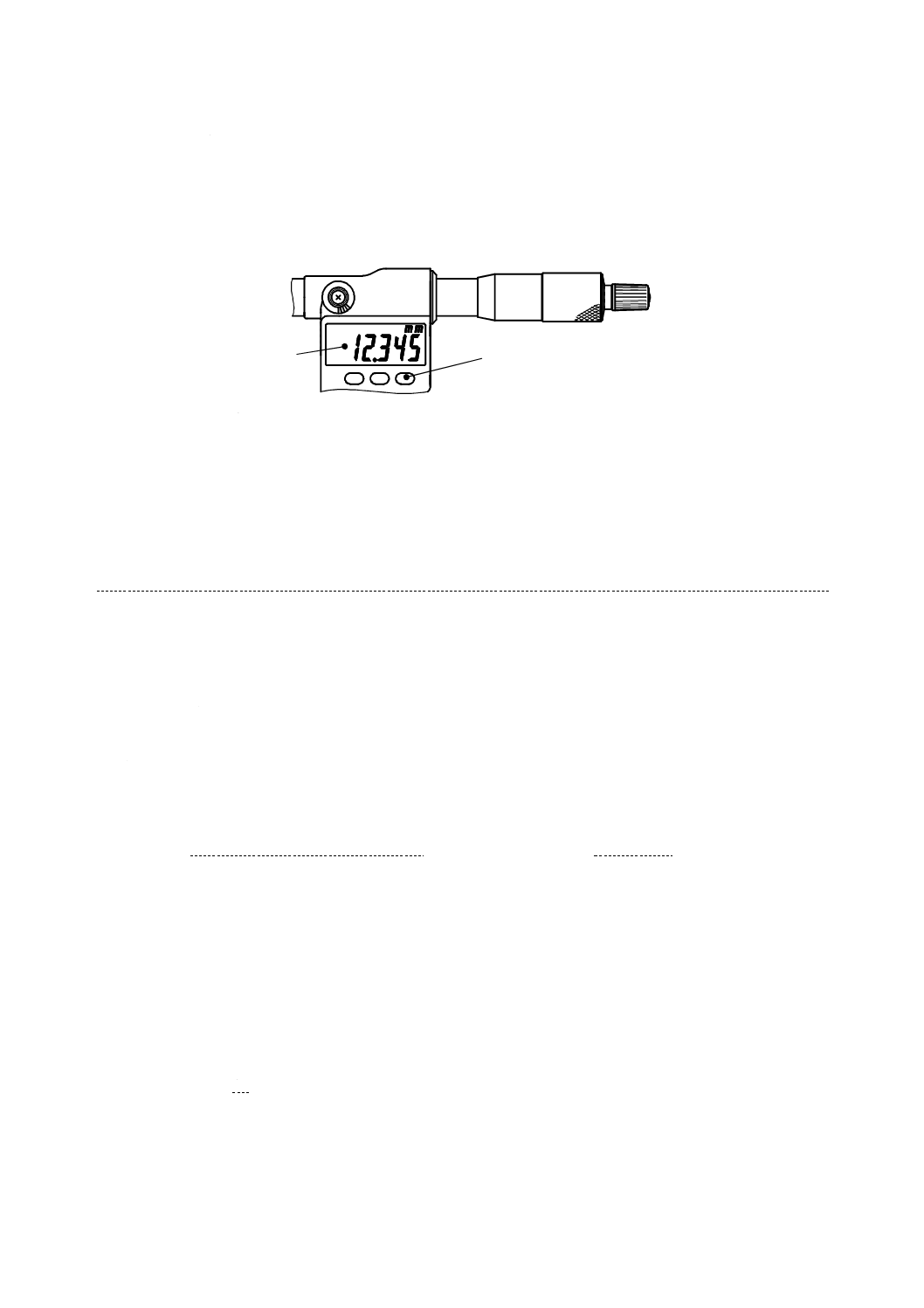
4.5.4
電子式デジタル表示
4.5.4.1
一般
電子式デジタル表示の例を図10に示す。電子式デジタル表示の最小表示量は,0.01 mm又は0.001 mm
とする。
1 電子式デジタル表示
2 設定ボタン
図10−電子式デジタル表示の例
4.5.4.2
エラー表示
電子式デジタル表示のマイクロメータは,高速でのスピンドル移動によって誤った指示値を示すおそれ
がある場合,又は電源電圧が低下した場合,エラーメッセージなどの異常を表示する機能を備えていなけ
ればならない。
4.5.4.3
出力仕様
指示値を測定データとして出力する機能をもつ場合は,そのデータ出力プロトコル(インタフェース)
について,製品文書などに詳しく記載する。
4.6
電子式デジタル表示の使用環境に対する保護
電子式デジタル表示のマイクロメータが防じん(塵)・防水を保証している場合,与えられている保護等
級(JIS C 0920に従ったIPコード)を本体又は製品文書に明示しなければならない。
4.7
防熱構造
手で支持して操作できるマイクロメータの場合は,手の熱がマイクロメータに直接伝わることを防ぐた
め,フレーム又は胴体(内側マイクロメータ)を防熱構造とすることが望ましい。
4.8
測定面
測定面には耐摩耗性をもたせる。測定面の硬さは700 HV以上又は60 HRC以上とし,測定箇所は測定面
又は測定面から1 mm以内の円筒面上とする。
4.9
定圧装置
外側マイクロメータ及び歯厚マイクロメータのシンブル又は送りつまみには,定圧装置(ラチェットス
トップ又はフリクションストップ)を装備しなければならない。マイクロメータヘッドは,必ずしも定圧
装置を装備する必要はない。定圧装置は,滑らかに作動するものとする。
この定圧装置の測定力は,5.3.2.4によって測定し,スピンドルの摩擦力より大きくする必要がある。通
常,測定力は5 N〜15 Nである。また,測定力のばらつきは,3 N以内とする。
4.10
調整装置
外側マイクロメータ,内側マイクロメータ及び歯厚マイクロメータは,使用者がゼロ点又は基準値を設
定できる機構であるものとする。
1
2
13
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,スピンドルねじ部及びめねじ部の摩耗を補うための調整機構も備えているものとする。
注記1 基点を設定するために,基点調整用基準棒又はブロックゲージを使用することが望ましい。
注記2 基点調整用基準棒の呼び寸法に対する寸法許容差は,次の式によって求められる。
+
±
=
∆
50
1
L
L
ここに,
ΔL: 基点調整用基準棒の呼び寸法に対する寸法許容差(μm)
L: 基点調整用基準棒の呼び寸法(mm)
基点調整用基準棒には,見やすい位置にその呼び寸法及び寸法差を表示する。
4.11
スピンドル
スピンドルのねじ部の硬さは,700 HV以上又は60 HRC以上とし,測定箇所はねじ部又はその付近の円
筒面上とする。材質がステンレス鋼の場合は,530 HV以上又は51 HRC以上とする。
5
計測特性及び性能
5.1
一般
この規格で規定するマイクロメータの計測特性及び性能は,基点合わせを最小測定長で行う場合にだけ
適用する。マイクロメータの計測特性及び性能は,適切な機器及び不確かさが明確な標準器,例えば,JIS
B 7506に規定するブロックゲージなどによって測定することができる。測定は,測定範囲内全域のマイク
ロメータの計測特性及び性能を評価できるものでなければならない。
注記1 使用上の注意を,附属書Bに示す。
注記2 使用者に情報を提供するときの仕様表示例を,附属書Cに示す。
5.2
計測特性
5.2.1
スピンドルの固定
スピンドルをクランプ装置などによって固定する場合(クランプ装置を備えている場合),スピンドルは
確実に固定でき,指示値の変化は2 μmを超えてはならない。
5.2.2
指示値の最大許容誤差(MPE)
5.2.2.1
一般
指示誤差の特性は,5.1に示した基点合わせに基づく任意の指示値に適用する。指示誤差の許容値は,最
大許容誤差(MPE)によって制限される。
なお,繰返し精密度(5.2.2.3)は,製造業者(又は供給業者)が,設計仕様(設計特性)から必要と判
断した場合にだけ適用する。
注記 指示誤差の特性の記号及びそれに対応する表示を,附属書JAに示す。
5.2.2.2
全測定面接触誤差J(最大許容誤差JMPE)
a) 全測定面接触による指示値の最大許容誤差 全測定面接触による指示値の最大許容誤差は,次による。
全測定面接触誤差は,測定範囲の任意の位置で全測定面接触(3.5.1)した場合の指示誤差をいい,
マイクロメータの全測定面接触による指示値の最大許容誤差JMPEは,表8による。
14
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−全測定面接触による指示値の最大許容誤差JMPE
単位 μm
測定範囲(mm) 外側マイクロメータ 内側マイクロメータ 歯厚マイクロメータ
マイクロメータヘッド
0〜 25
±2
−
±4
±2
25〜 50
−
50〜 75
±4
±6
75〜 100
±3
100〜 125
±5
±7
125〜 150
150〜 175
±4
±6
±8
175〜 200
200〜 225
225〜 250
±5
±9
250〜 275
±7
275〜 300
300〜 325
±6
−
325〜 350
350〜 375
±8
375〜 400
±7
400〜 425
425〜 450
±9
450〜 475
±8
475〜 500
この表以外の測定範囲をもつマイクロメータのJMPEは,受渡当事者間の協定による。
b) 全測定面接触誤差の測定方法 全測定面接触誤差の試験は,次による。
1) 全測定面接触誤差は,ブロックゲージなどの機器を使用して測定する。
2) マイクロメータのスピンドルが回転式の場合,ねじピッチの整数倍の位置及びその中間の位置でス
ピンドルの測定が可能となるように,次のブロックゲージの寸法が望ましい。
なお,最小測定長がゼロ以外の場合は,最小測定長に相当する寸法をこれらに加算したブロック
ゲージの寸法が望ましい。
2.5 mm,5.1 mm,7.7 mm,10.3 mm,12.9 mm,15.0 mm,17.6 mm,20.2 mm,22.8 mm及び25.0 mm
これらの寸法のブロックゲージを使用して測定を行う場合,スピンドルの様々な回転角における
指示誤差を求めることができる。
3) 大形のマイクロメータの場合,測定ヘッド部単体の測定(スピンドルの送り誤差の測定)を行えば,
測定力による本体への影響を考慮して,ブロックゲージを使用してマイクロメータの最小測定長及
び最大測定長の測定で十分である。
注記 指示誤差曲線は,マイクロメータの性能を最も簡単に評価する方法であり,測定結果を有効
に証明することができる。指示誤差曲線の例を附属書Aに示す。
15
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
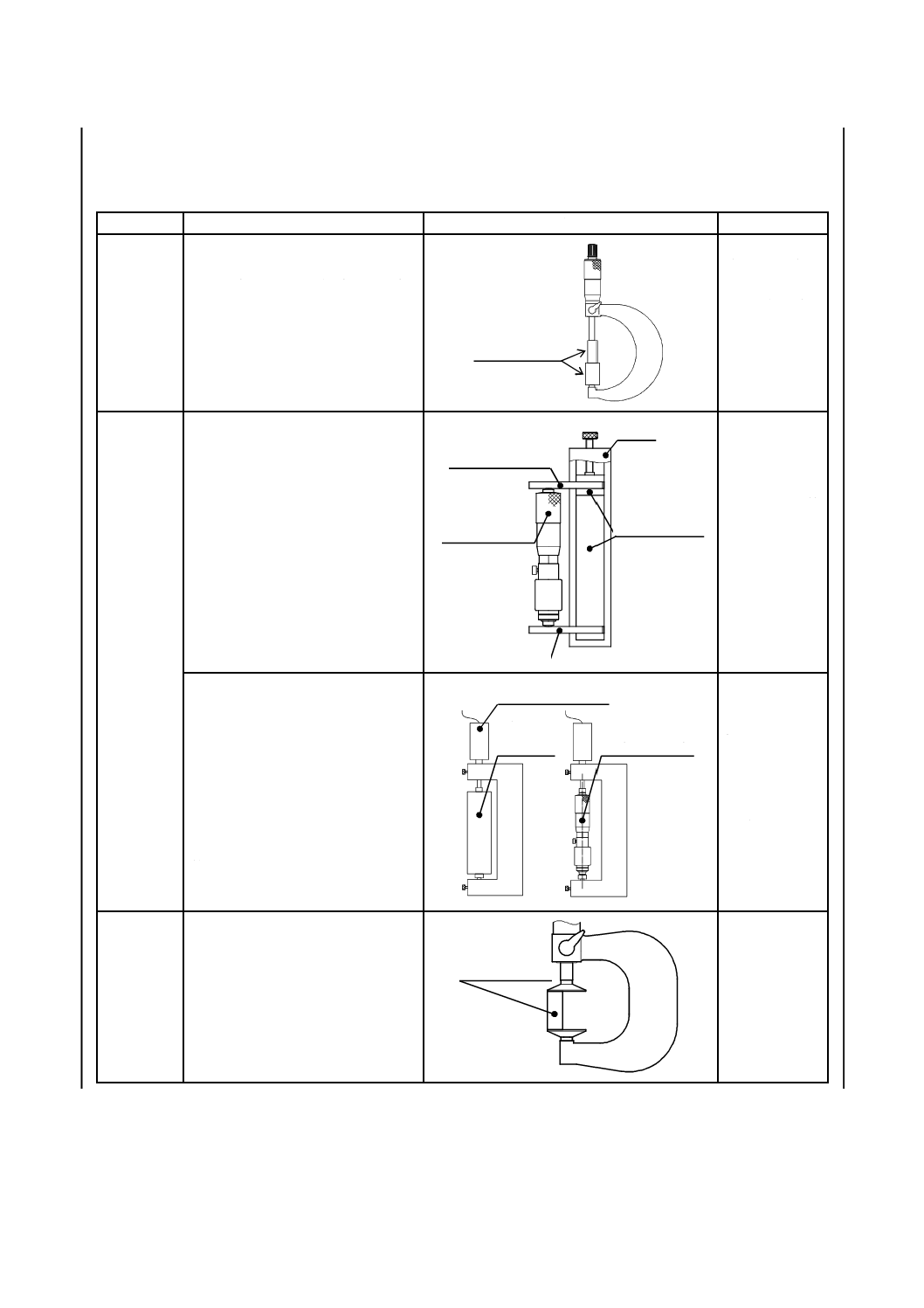
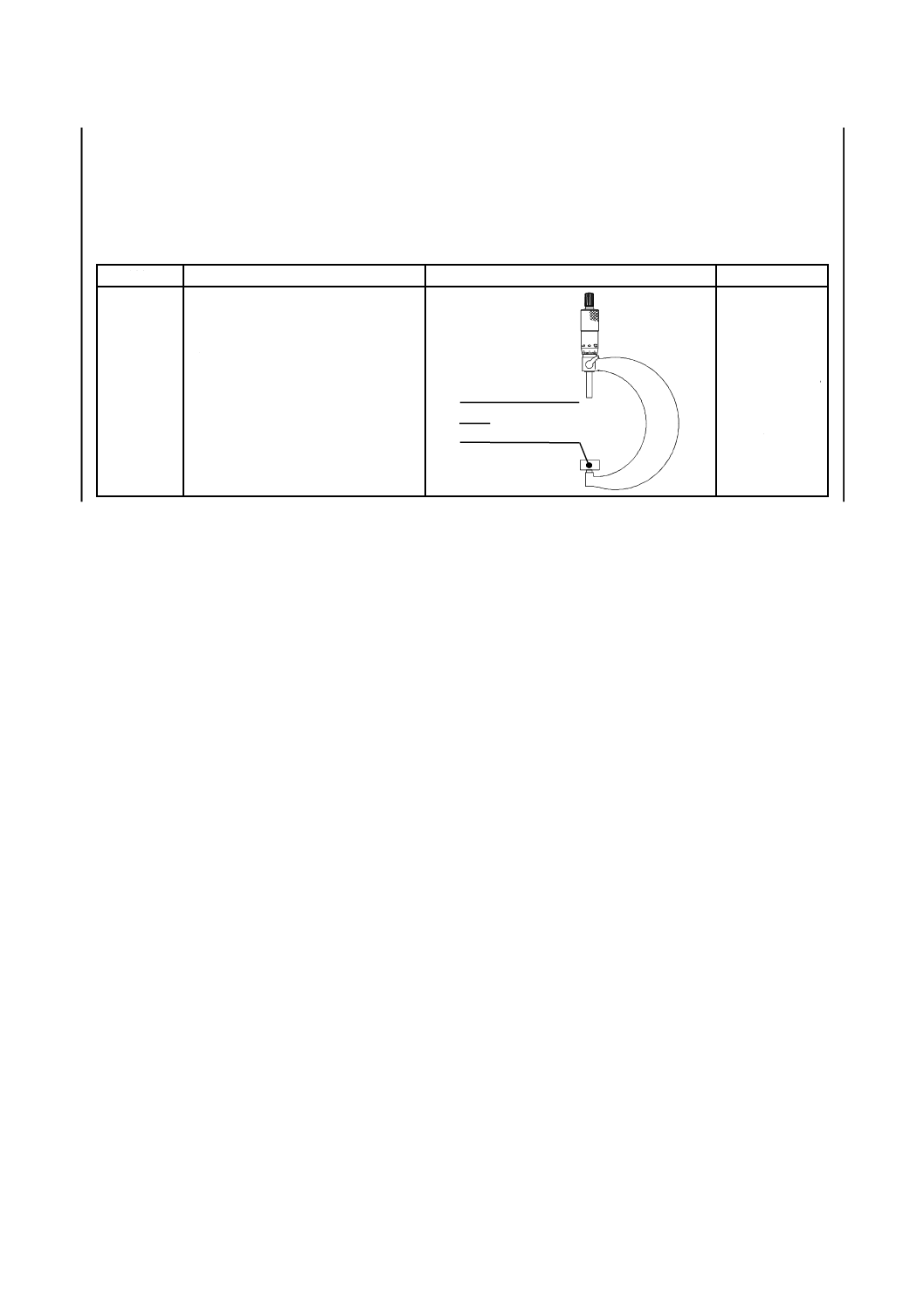
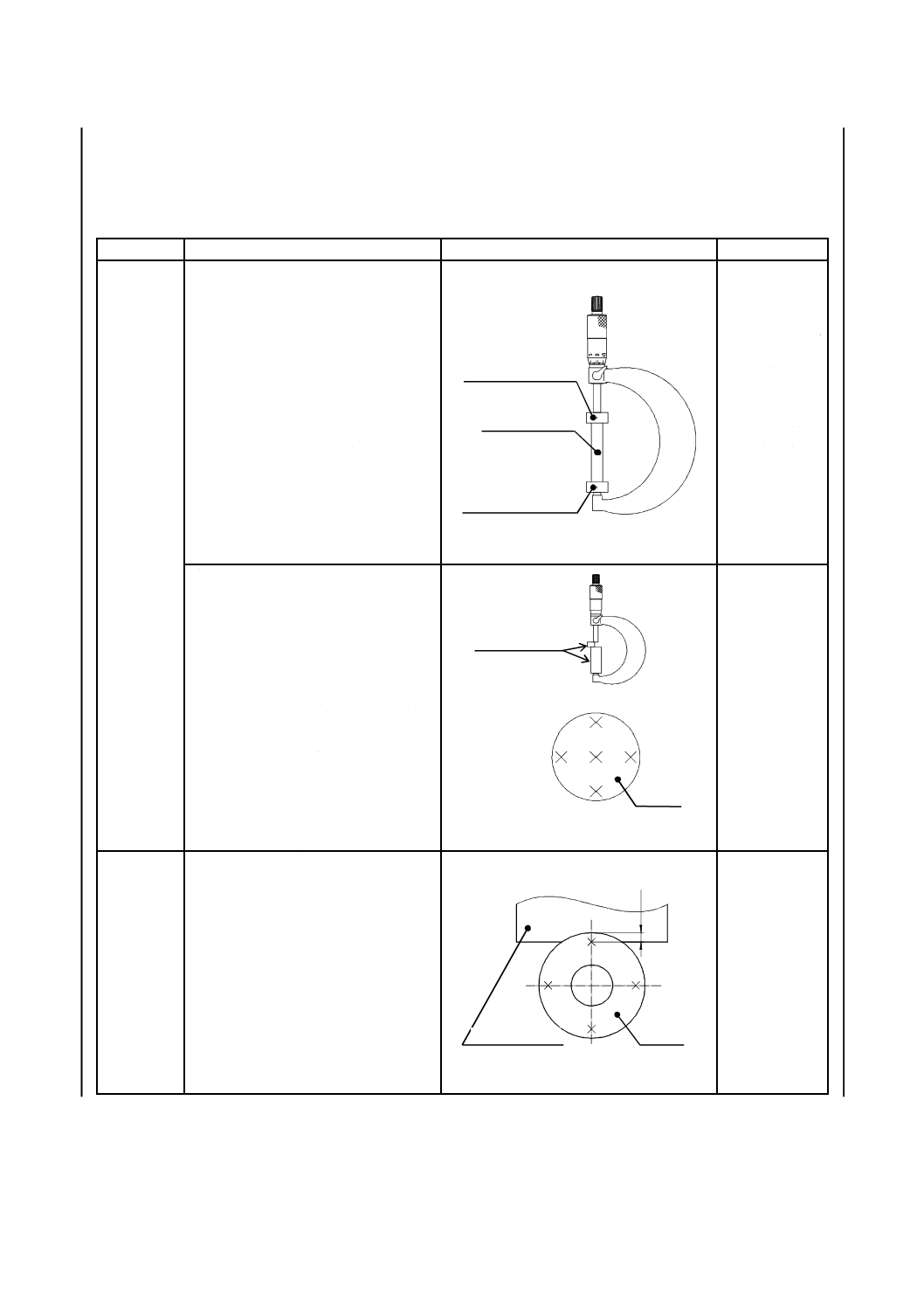
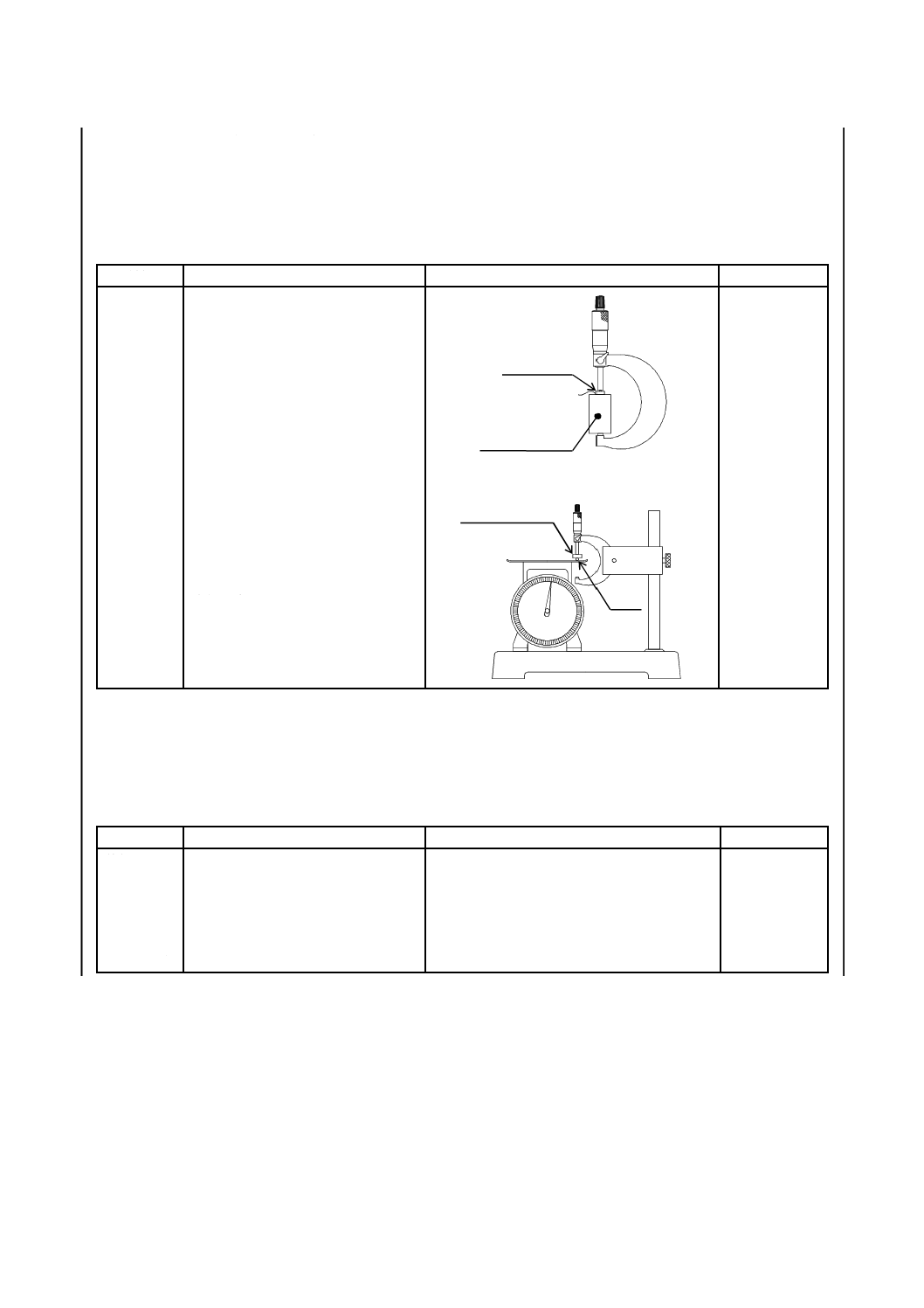
4) 全測定面接触誤差の測定方法は,表9による。
表9−全測定面接触誤差の測定方法
種類
測定方法
図
測定用具
外側マイク
ロメータ
マイクロメータの最小測定長で定圧
装置を使用して基点合わせを行った
後,選定した長さの各ブロックゲー
ジを測定面間に挟み,定圧装置を使
用してマイクロメータの指示値から
ブロックゲージの寸法を減じて求め
る。
JIS B 7506に規
定する0級若し
くは1級のブロ
ックゲージ又
はこれと同等
以上のゲージ
内側マイク
ロメータ
方法1
マイクロメータの最小測定長と同
じ呼び寸法のブロックゲージに二つ
の平形ジョウ(A形)を密着してブ
ロックゲージホルダで固定する。そ
の2面間の距離をマイクロメータで
測定してマイクロメータの基点合わ
せを行い,次に選定した長さの各ブ
ロックゲージを使用して測定し,マ
イクロメータの指示値からブロック
ゲージの寸法を減じて求める。
JIS B 7506に規
定する0級若し
くは1級のブロ
ックゲージ又
はこれと同等
以上のゲージ
方法2
マイクロメータの最小測定長と同
じ呼び寸法のブロックゲージで測長
器の基点合わせを行った後,マイク
ロメータの基点合わせを行う。その
後マイクロメータの目盛を任意の指
示値に合わせてクランプし,測長器
で測定する。そのときの測長器の指
示値に最小測定長を加えた寸法を計
算し,マイクロメータの指示値から
その寸法を減じて求める。
JIS B 7536に規
定する目量1
μm以下,器差
±0.5 μmの電
気マイクロメ
ータ又はこれ
と同等以上の
精度をもつ測
長器
歯厚マイク
ロメータ
マイクロメータの最小測定長で定圧
装置を使用して基点合わせを行った
後,選定した長さの各ブロックゲー
ジを測定面間(図の位置)に挟み,
定圧装置を使用してマイクロメータ
の指示値からブロックゲージの寸法
を減じて求める。
JIS B 7506に規
定する0級若し
くは1級のブロ
ックゲージ又
はこれと同等
以上のゲージ
ブロックゲージ
ブロックゲージ
平形ジョウ(A形)
マイクロメータ
ブロックゲージ
ホルダ
平形ジョウ(A形)
電気マイクロメータ
ブロック
ゲージ
マイクロメータ
16
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9−全測定面接触誤差の測定方法(続き)
種類
測定方法
図
測定用具
マイクロメ
ータヘッド
方法1
マイクロメータの最小測定長で基
点合わせを行った後,測定面と鋼球
との間に選定した長さの各ブロック
ゲージを挟み,マイクロメータヘッ
ドの指示値からブロックゲージの寸
法を減じて求める。
JIS B 7506に規
定する0級若し
くは1級のブロ
ックゲージ又
はこれと同等
以上のゲージ
方法2
マイクロメータヘッドのスピンド
ルの送り量を,測長器で測る。
目量1 μm以下
指示誤差±1
μm以下の測長
器
5.2.2.3
繰返し精密度R(最大許容誤差RMPE)
繰返し精密度は,同じ測定条件下で外側マイクロメータ及びマイクロメータヘッドは全測定面接触
(3.5.1)させ,また,歯厚マイクロメータ及び内側マイクロメータは部分測定面接触(3.5.2)させ,同じ
測定量を連続測定したときの指示の繰返し性とする。
繰返し精密度は,任意の寸法(測定範囲内の位置)のブロックゲージなどを用いて測定する。
注記 製造業者は,使用者からの要求によって,繰返し精密度の詳細を提供する場合がある。
5.2.2.4
部分測定面接触誤差E(最大許容誤差EMPE)
部分測定面接触誤差は,外側マイクロメータ及び歯厚マイクロメータに適用する。測定面の任意の位置
で部分測定面接触(3.5.2)する測定を,同じ測定量について異なる位置で行う。スピンドルが回転式の場
合,ねじピッチの整数倍及びその中間の測定量を用いることが望ましい。
実用的には,部分測定面接触誤差の測定は,測定面の平面度及び測定面の平行度の測定とする。
ブロック
ゲージ
鋼球
マイクロメータ
ヘッド
17
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
性能
5.3.1
マイクロメータの性能
5.3.1.1
外側マイクロメータ
外側マイクロメータの性能は,5.3.2.1〜5.3.2.3及び5.3.2.5によって測定したとき,表10による。
表10−外側マイクロメータの性能
単位 μm
測定範囲
(mm)
測定面の
平面度
測定面の
平行度
スピンドルの
送り誤差
10 N当たりの
フレームのたわみ
0〜 25
0.6
2
3
2
25〜 50
50〜 75
3
75〜 100
3
100〜 125
4
125〜 150
5
150〜 175
6
175〜 200
4
200〜 225
7
225〜 250
8
250〜 275
275〜 300
5
9
300〜 325
1
10
325〜 350
350〜 375
11
375〜 400
6
12
400〜 425
425〜 450
13
450〜 475
14
475〜 500
7
15
この表以外の測定範囲をもつマイクロメータの性能は,受渡当事者間の協定による。
18
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.1.2
内側マイクロメータ
内側マイクロメータの性能は,5.3.2.3によって測定したとき,表11による。
表11−内側マイクロメータの性能
単位 μm
測定範囲(mm)
スピンドルの送り誤差
500以下
3
この表以外の測定範囲をもつマイクロメータの性能は,受渡当
事者間の協定による。
5.3.1.3
歯厚マイクロメータ
歯厚マイクロメータの性能は,5.3.2.1〜5.3.2.3及び5.3.2.5によって測定したとき,表12による。
表12−歯厚マイクロメータの性能
単位 μm
測定範囲
(mm)
測定面の
平面度
測定面の
平行度
スピンドルの
送り誤差
10 N当たりの
フレームのたわみ
0〜 25
1
4
3
2
25〜 50
50〜 75
6
3
75〜 100
100〜 125
1.3
7
4
125〜 150
5
150〜 175
8
6
175〜 200
200〜 225
1.6
7
225〜 250
9
8
250〜 275
275〜 300
9
この表以外の測定範囲をもつマイクロメータの性能は,受渡当事者間の協定
による。
5.3.1.4
マイクロメータヘッド
マイクロメータヘッドの性能は,5.3.2.1,5.3.2.3及び5.3.2.6によって測定したとき,表13による。
表13−マイクロメータヘッドの性能
単位 μm
測定範囲
(mm)
測定面の
平面度
スピンドルの
送り誤差
スピンドルの軸線に対する
測定面の直角度
0〜25
2
3
2
この表以外の測定範囲をもつマイクロメータの性能は,受渡当事者
間の協定による。
19
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.2
性能の測定方法
5.3.2.1
測定面の平面度
測定面の平面度の測定方法は,表14による。
表14−測定面の平面度の測定方法
種類
測定方法
図
測定用具
外側マイク
ロメータ,
歯厚マイク
ロメータ,
マイクロメ
ータヘッド
測定面にオプチカルフラット又は
オプチカルパラレルを密着させ,白
色光による赤色干渉しまの数を読み
取る。
なお,赤色干渉しまの1本は,0.3
μmとして換算する。
JIS B 7430に規
定する1級若し
くは2級のオプ
チカルフラッ
ト又はJIS B
7431に規定す
る1級のオプチ
カルパラレル
オプチカルフラット
又は
オプチカルパラレル
20
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.2.2
測定面の平行度
測定面の平行度の測定方法は,表15による。
表15−測定面の平行度の測定方法
種類
測定方法
図
測定用具
外側マイク
ロメータ
方法1
オプチカルパラレル又はオプチカル
パラレルとブロックゲージとを組み合
わせたものをアンビルの測定面に密着
させる(干渉しまは1色又は閉曲線が
現れる程度)。マイクロメータの定圧装
置を使用して白色光によるスピンドル
の測定面の赤色干渉しまの数を読み取
り,平行度とする。スピンドルの整数
回転の位置だけでなく回転数の端数が
数分の1回転の倍数となるような複数
箇所について,順次測定を行って得ら
れた値の最大値を求めることが望まし
い。最大測定長が175 mmを超える場
合は,方法2で測定してもよい。
JIS B 7431に規
定する1級のオ
プチカルパラ
レル,JIS B
7506に規定す
る0級若しくは
1級のブロック
ゲージ又はこ
れらと同等以
上のゲージ
方法2
ブロックゲージを両測定面の中央に
挟み,マイクロメータの定圧装置を使
用してその指示値を読み取る。次にブ
ロックゲージを測定面の四隅に位置す
るように順次挟み,それぞれの指示値
を読み取り,その最大差を求める。
又は,アンビル測定面の中央に最小
測定長相当のブロックゲージを密着さ
せた状態で,そのブロックゲージとス
ピンドル測定面との間に別のブロック
ゲージを,測定面の中央及び四隅に位
置するように順次挟み,それぞれの指
示値を読み取り,その最大差を求める。
JIS B 7506に規
定する0級若し
くは1級のブロ
ックゲージ又
はこれらと同
等以上のゲー
ジ
歯厚マイク
ロメータ
任意の長さのブロックゲージを測定
面の四隅に位置するように順次挟み,
マイクロメータの定圧装置を使用して
それぞれの指示値を読み取り,その最
大差を求める。
又は,アンビル測定面の中央に最小
測定長相当のブロックゲージを密着さ
せた状態で,そのブロックゲージとス
ピンドル測定面との間に別のブロック
ゲージを,測定面の四隅に位置するよ
うに順次挟み,それぞれの指示値を読
み取り,その最大差を求める。
JIS B 7506に規
定する0級若し
くは1級のブロ
ックゲージ又
はこれと同等
以上のゲージ
約
2
m
m
×印は測定位置を示す
ブロックゲージ
測定面
ブロックゲージ
測定面
×印は測定位置を示す
オプチカルパラレル
ブロックゲージ
オプチカルパラレル
21
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
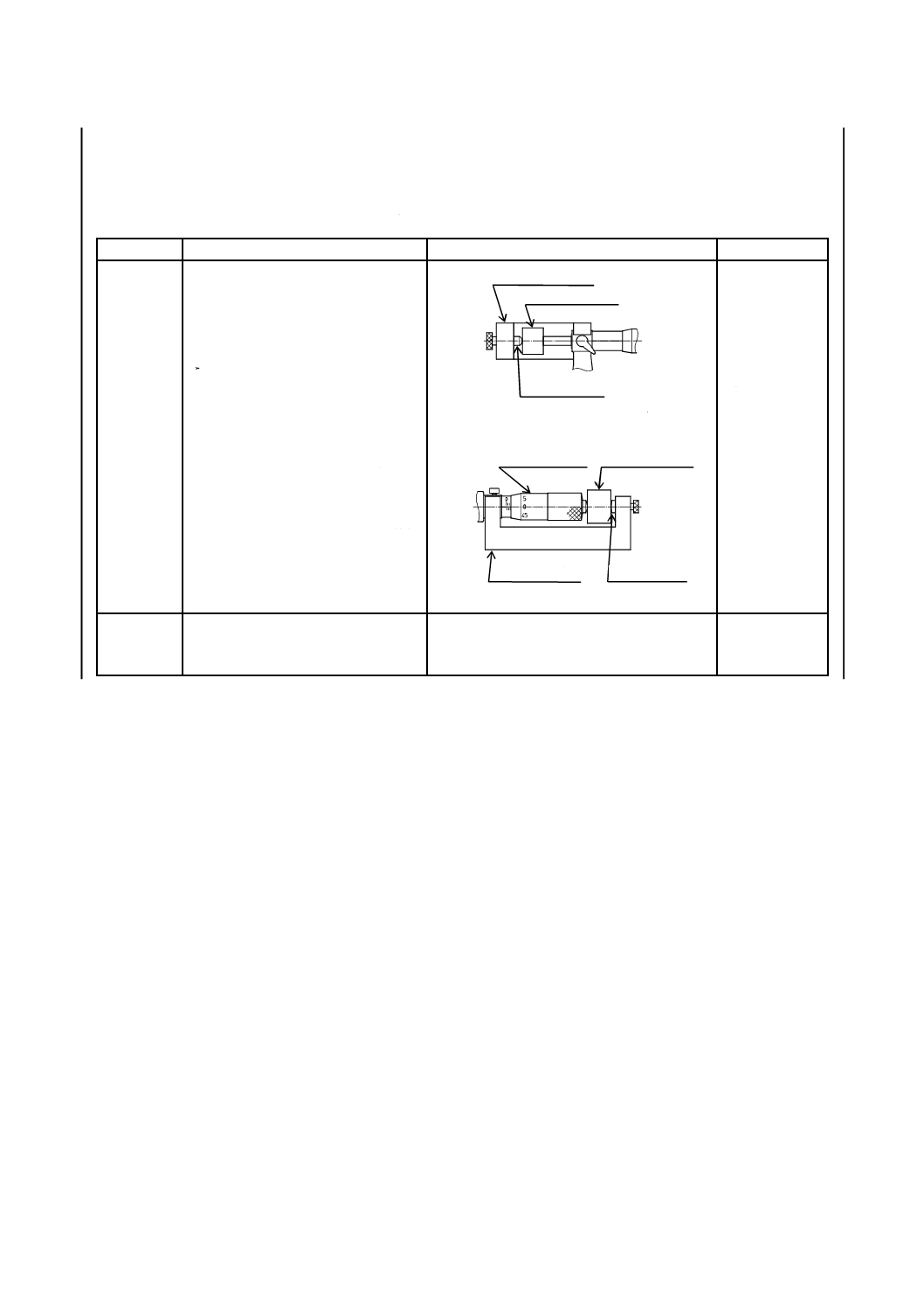
5.3.2.3
スピンドルの送り誤差
スピンドルの送り誤差の測定方法は,表16による。
表16−スピンドルの送り誤差の測定方法
種類
測定方法
図
測定用具
外側マイク
ロメータ,
内側マイク
ロメータ,
歯厚マイク
ロメータ
まず,最小測定長相当位置でスピ
ンドルの測定面の中心と球面アンビ
ルの中心とが接触するようにアンビ
ル保持具をフレーム(胴体)に固定
し,測定力をかけて基点合わせを行
う。
次に,スピンドル測定面と球面ア
ンビルとの間に順次長さの異なるブ
ロックゲージを挟み,測定力をかけ
て指示値を読み取る。
得られたマイクロメータの指示値
とブロックゲージの寸法との差のう
ち,最大値と最小値との差を求める。
最大測定長が150 mm以下の外側
マイクロメータの場合は,全測定面
接触誤差(表9)のうち最大値と最小
値との差を求めてもよい。
球面アンビル,
アンビル保持
具,JIS B 7506
に規定する0級
若しくは1級の
ブロックゲー
ジ又はこれら
と同等以上の
ゲージ
マイクロメ
ータヘッド
表9の手順で得られた各測定長にお
ける全測定面接触誤差のうちの最大
値と最小値との差を求める。
−
−
外側マイクロメータの例
内側マイクロメータの例
ブロックゲージ
アンビル保持具
球面アンビル
アンビル保持具
球面アンビル
ブロックゲージ
マイクロメータ
22
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.2.4
測定力及び測定力のばらつき
5.3.2.4.1
測定力
測定力の測定方法は,表17による。
表17−測定力の測定方法
種類
測定方法
図
測定用具
外側マイク
ロメータ,
歯厚マイク
ロメータ,
マイクロメ
ータヘッド
ロードセル又ははかりを使用す
る。
ロードセルを使用する場合,スピ
ンドルの中心軸にロードセルの中心
が位置するように配置する。
はかりを使用する場合,はかりの
荷重点とスピンドルの測定面中心と
の間に鋼球を挟み,スピンドルの軸
が鉛直になり,かつ,はかりの指示
値がゼロになるように両者を配置す
る。
その後,定圧装置を使用して,ロ
ードセル又ははかりの指示値の最大
値を読み取る。
この手順を5回繰り返し,その平
均値を求める。
感度0.2 N以下
のロードセル
若しくは目量
20 g以下の上
皿ばね式指示
ばかり又はこ
れらと同等の
測定器
5.3.2.4.2
測定力のばらつき
測定力のばらつきの測定方法は,表18による。
表18−測定力のばらつきの測定方法
種類
測定方法
図
測定用具
外側マイク
ロメータ,
歯厚マイク
ロメータ,
マイクロメ
ータヘッド
5.3.2.4.1の手順によって求めた測定
力の最大値と最小値との差を測定力
のばらつきとする。
表17と同じ
表17と同じ
ブロックゲージ
鋼球
ブロックゲージ
ロードセル
23
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
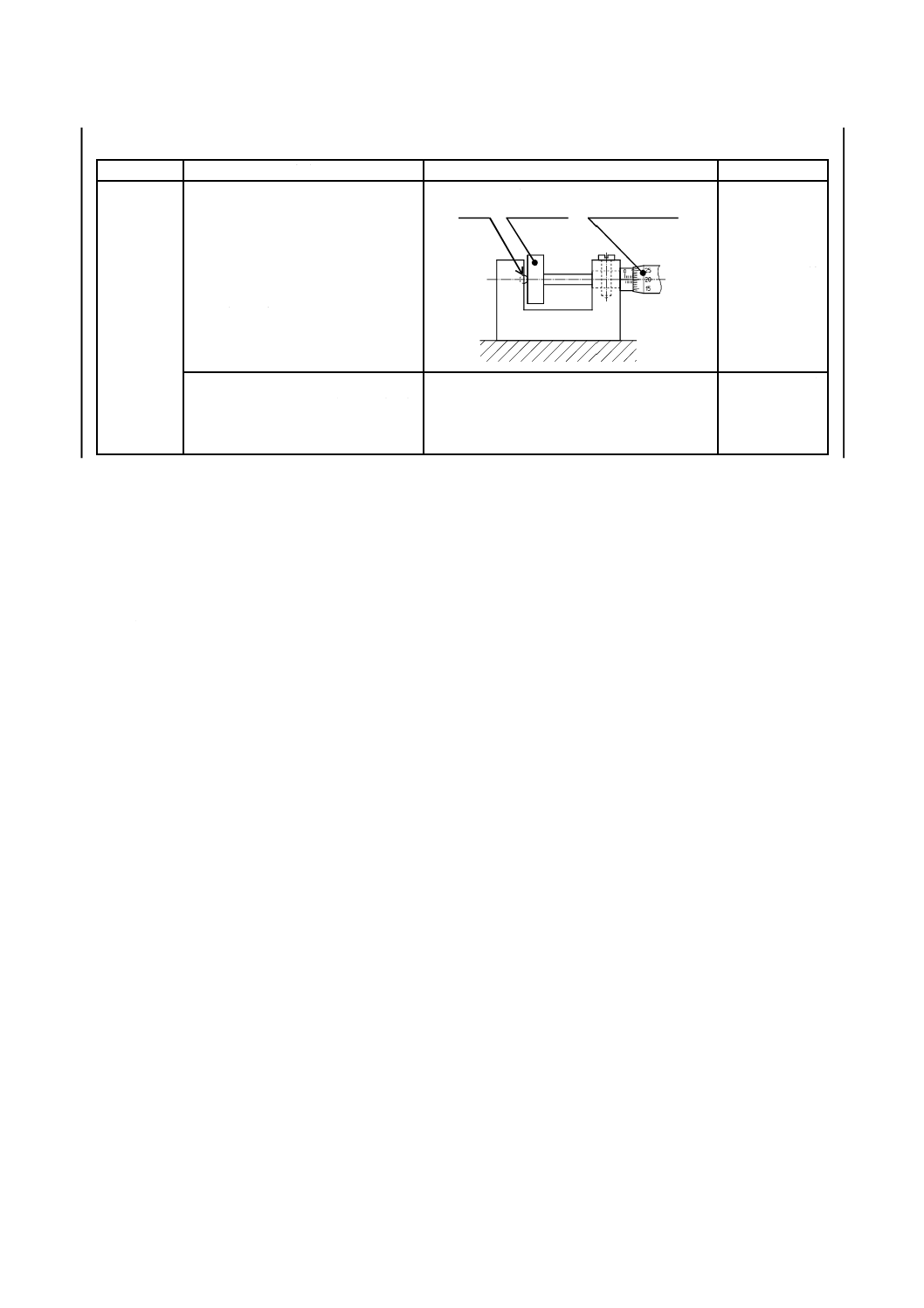
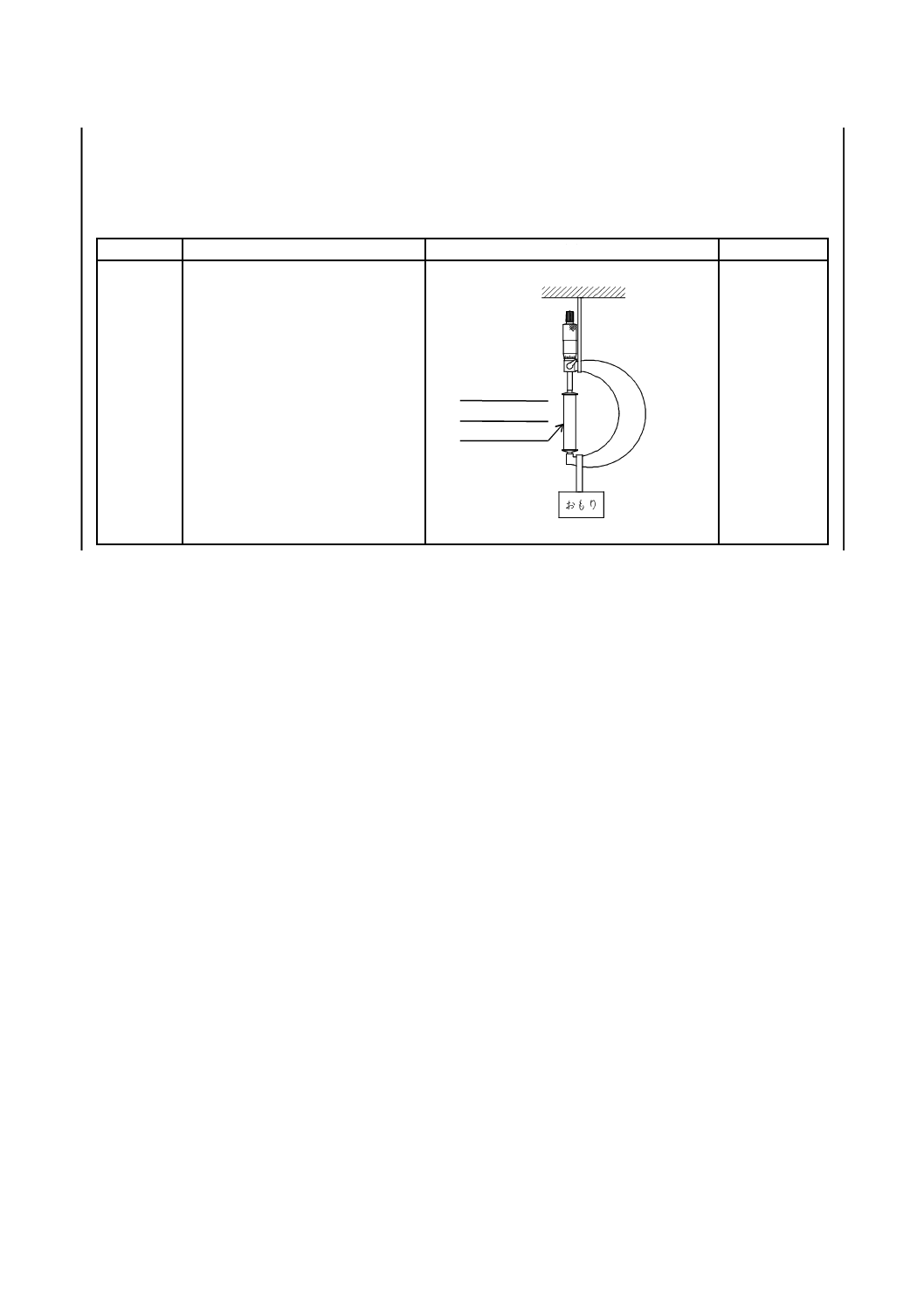
5.3.2.5
フレームのたわみ
フレームのたわみの測定方法は,表19による。
表19−フレームのたわみの測定方法
種類
測定方法
図
測定用具
外側マイク
ロメータ,
歯厚マイク
ロメータ
マイクロメータのアンビル側を下
にし,スピンドルの軸を鉛直に保ち
固定する。
定圧装置を使用して任意の長さの
ブロックゲージ又は基点調整用基準
棒を両測定面で挟み,指示値を読み
取る。
次に,アンビル側フレームに50 N
相当の荷重(5 kgのおもりをつる
す。)を加え,定圧装置を使用し,ブ
ロックゲージ又は基点調整用基準棒
を挟み,指示値を読み取る。
両者の読みの差から10 N当たりの
フレームのたわみ量を求める。
基点調整用基
準棒又はこれ
と同等以上の
基準棒
おもり
ブロックゲージ
又は基点調整用
基準棒
24
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
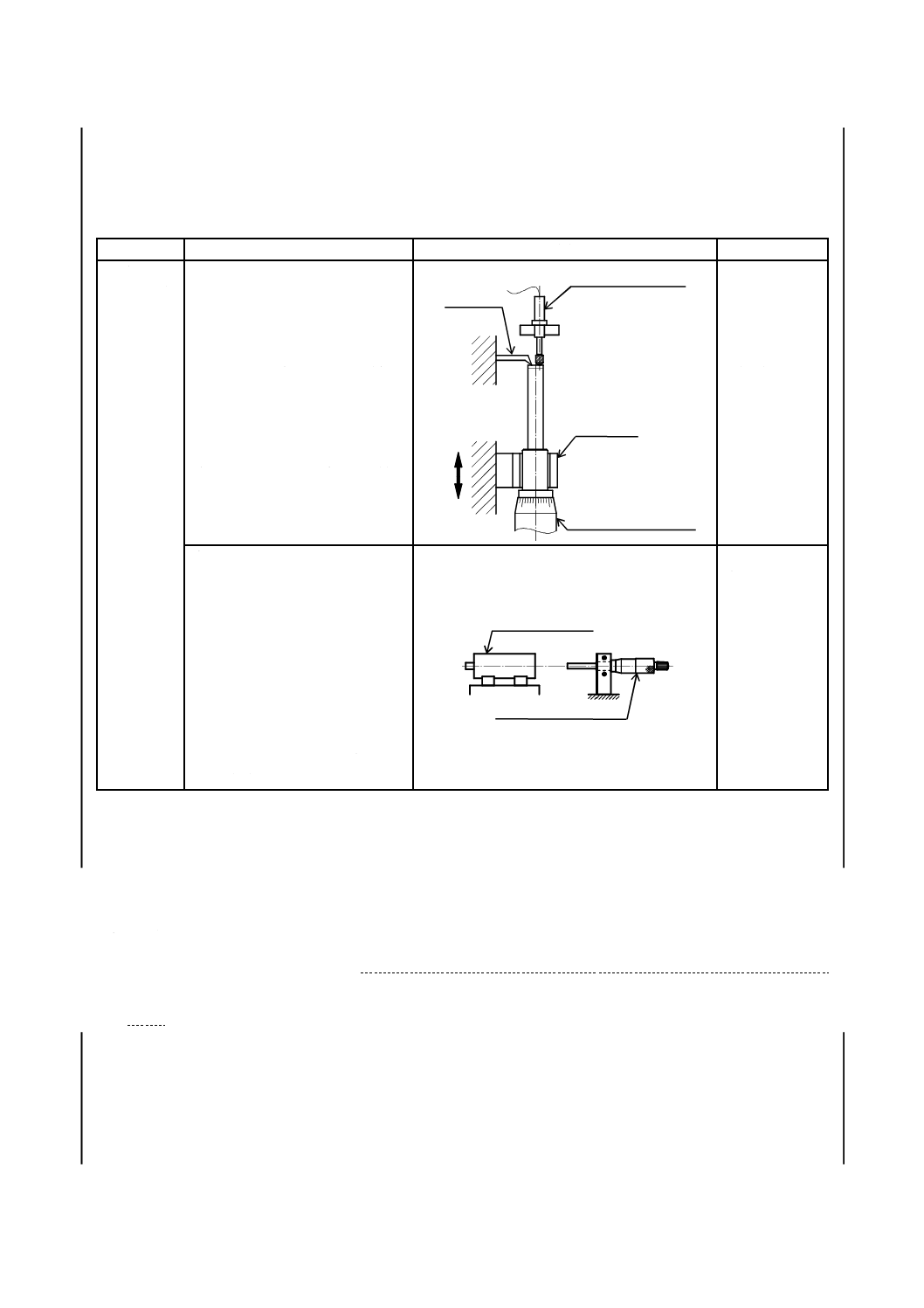
5.3.2.6
スピンドルの軸線に対する測定面の直角度
スピンドルの軸線に対する測定面の直角度の測定方法は,表20による。
表20−スピンドルの軸線に対する測定面の直角度の測定方法
種類
測定方法
図
測定用具
マイクロメ
ータヘッド
方法1
マイクロメータヘッドの取付部
をしゅう動可能なVブロックに固
定する。
Vブロックを移動させ,測定面
をストッパに当てたときの電気マ
イクロメータの指示値を読み取
る。
シンブル目盛各位置における電
気マイクロメータの指示値を順次
読み取り,これらの読取値の最大
差の1/2を直角度とする。
JIS B 7536に規
定する電気マ
イクロメータ
又は精度がこ
れと同等以上
の測長器
方法2
マイクロメータヘッドのスピン
ドルを回転し,測定面の振れをオ
ートコリメータで読み取り,次式
で求める。
y=D1・x/400
ここに,
y: スピンドルの直角度(μm)
D1: スピンドルの直径(mm)
x: オートコリメータの振れ
(秒)
JIS B 7538に規
定するオート
コリメータ
6
製品文書における表示
製品文書,図などにおける最大許容誤差の表示の例を,参考として附属書JAに示す。
7
仕様への適合の検証
7.1
一般
仕様への適合及び不適合の検証は,国際的に認められている仕様の範囲と合格の範囲とが等しい場合の
合格基準(simple acceptance)を用いる。
注記 国際的に認められている合格基準とは,ISO/TR 14253-6:2012である。
7.2
計測特性及び性能の校正のための標準器
標準器は,日本工業規格によって適切に選定し,使用する。そのような標準器がない場合には,国家標
準にトレーサブルな標準器を用いる。
7.3
標準温度
この規格で規定する性能の仕様は,JIS B 0680に規定する標準温度20 ℃における値とする。
ストッパ
Vブロック
電気マイクロメータ
マイクロメータヘッド
マイクロメータヘッド
オートコリメータ
25
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
検査
マイクロメータの検査は,寸法,測定範囲,表示方式,測定面,定圧装置,スピンドル,並びに計測特
性及び性能について行い,4.3〜4.5,4.8,4.9,4.11及び箇条5の規定に適合しなければならない。ただし,
アンビル及びスピンドルの測定面に超硬合金を用いたものは,その硬さの測定を省略してもよい。
9
表示
マイクロメータには,見やすい箇所に,容易に消えない方法で,次の事項を表示する。
a) 目量又は最小表示量
b) 測定範囲(表5参照)
c) 製造業者名(供給業者名)又はその略号
d) 製造番号(英数字)
26
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
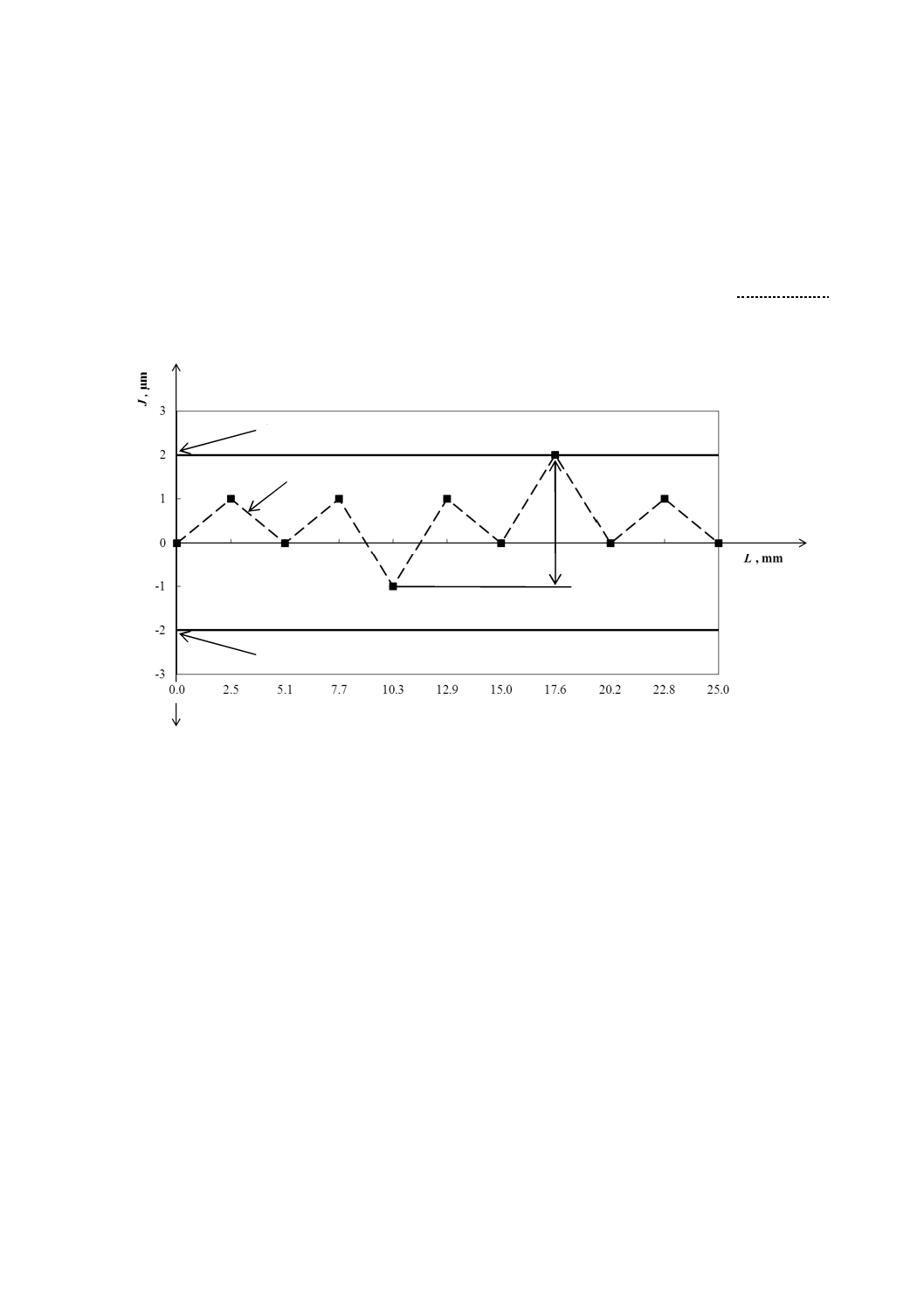
附属書A
(参考)
指示誤差曲線の例
図A.1は,指示誤差曲線の例である。ここでは,マイクロメータの特性を分かりやすく説明するため,
簡略したデータで誤差を示している。計測特性の表示方法及び規定方法の詳しい規定は,JIS B 0642:2010
の箇条7に規定されている。
記号
L
指示長さ
J
指示誤差
h
指示誤差幅
c
指示誤差のMPE
a
指示誤差曲線
図A.1−指示誤差曲線
a
h
+c
-c
27
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
使用上の注意
B.1
信頼性の高い測定値を得るため,定圧装置を備えている場合,定圧装置を使用してスピンドルを滑
らかに作動させ測定を行う。
B.2
測定に際しては,手の熱がマイクロメータに伝わる影響を少なくするために,防熱構造部をもつか,
マイクロメータスタンドを利用する。
B.3
マイクロメータは,その使用頻度及び使用条件に応じて定期点検を行う。スピンドルに異常(例え
ば,回転が重い,回転むらなど)がある場合は,ねじ部のごみ付着,スピンドルの変形などの可能性があ
る。
B.4
使用前には,使用時の姿勢でゼロ点又は基点を設定し直さなければならない。この基点の設定は,
ブロックゲージ又は基点調整用基準棒を使用することが望ましい。
B.5
電子式デジタル表示のものは,使用環境に対して特に注意する。
B.6
歯厚マイクロメータは,アッベの原理に則していないことから,ディスクの先で測定したときに誤
差が大きくなる傾向があるため,注意する。
28
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
設計仕様(設計特性),計測特性及び性能の仕様表示例
次の仕様表示例は,カタログ,パンフレットなどによって,製造業者(又は供給業者)などから使用者
に製品情報を提供するときの一例を示している。これらの項目は,一般的に寸法図及び一覧表として示さ
れる場合が多い。
品 名
:
製 品 概 要
:
設計仕様(設計特性)
種類
:
表示方式
:
最小読取値 / 目量 / 最小表示量
:
mm
測定範囲
:
~
mm
寸法
スピンドル及びアンビルの直径(D1) :
mm
アンビルの長さ(L1)
:
mm
フレームの深さ(L5)
:
mm
スピンドルのねじピッチ
:
mm
計測特性及び性能
指示値の最大許容誤差(MPE)
全測定面接触による指示値の最大許容誤差 JMPE :
μm
部分測定面接触による指示値の最大許容誤差 EMPE
測定面の平面度
:
μm
測定面の平行度
:
μm
繰返し精密度の最大許容誤差 RMPE(必要な場合):
μm
会 社 名
:
日付,版数など
:
29
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
GPSマトリックスとの関係
D.1 一般
GPSマトリックスの詳細は,ISO/TR 14638による。
注記1 ISO/TR 14638の最新版は,ISO 14638:2015となっている。
注記2 リンク番号5は,ISO 14638:2015ではリンク番号Fに対応している。
D.2 規格及びその利用についての情報
この規格は,アナログ表示,機械式又は電子式デジタル表示を備えたマイクロメータの最も重要な設計
仕様(設計特性),計測特性及び性能について規定している。
D.3 GPSマトリックスにおける位置付け
この規格は,図D.1に示すようにGPS基本規格のうち,寸法の規格チェーンのリンク番号5に関係する。
G
P
S
原
理
規
格
GPS共通規格
GPS基本規格マトリックス
リンク番号a)
1 2 3 4 5 6
サイズ
×
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な表面の形状
データムに関係する表面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
注a) リンク番号の意味は,次による。
リンク番号1:記号及び指示法
リンク番号4:測定
リンク番号2:形体に対する要求事項
リンク番号5:測定機器
リンク番号3:形体の性質
リンク番号6:校正
図D.1−GPSマトリックス
30
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D.4 関連規格
関連規格は,図D.1に示す規格チェーンに含まれる規格である。
31
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
製品文書における表示
表JA.1に示す表示は,下付き添字の量を減らし,より見やすく,分かりやすくするために,製品文書,
図などにおいて使用することができる。
表JA.1−製品文書,図などにおける記号及び対応する表示
この規格における記号
対応する表示
JMPE
MPEJ
EMPE
MPEE
RMPE
MPER
参考文献
[1] ISO/TR 14253-6:2012,Geometrical product specifications (GPS)−Inspection by measurement of workpieces
and measuring equipment−Part 6: Generalized decision rules for the acceptance and rejection of instruments
and workpieces
[2] ISO 14638:2015,Geometrical product specifications (GPS)−Matrix model
[3] ISO/TR 14638:1995,Geometrical product specification (GPS)−Masterplan
32
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
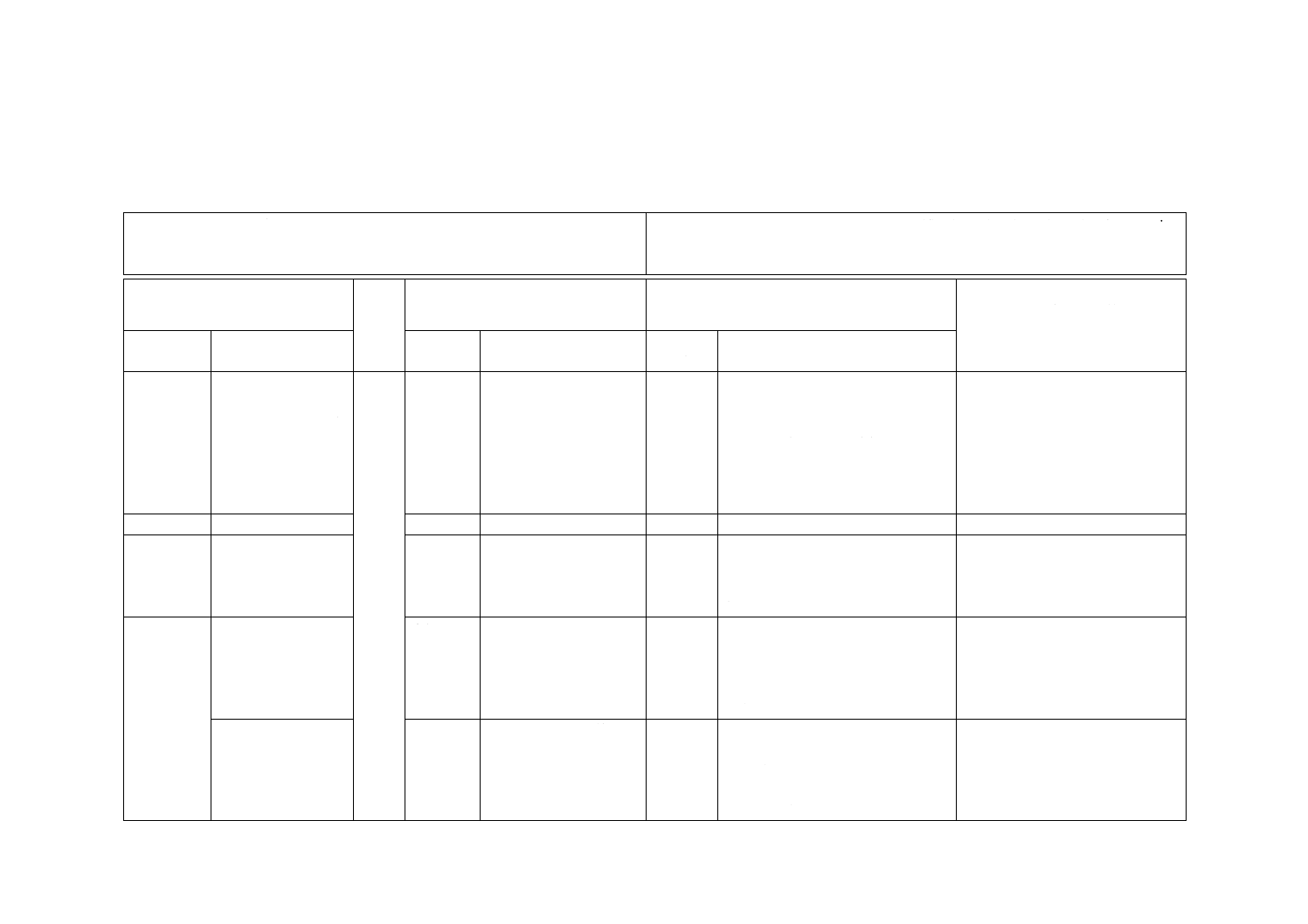
JISと対応国際規格との対比表
JIS B 7502:2016 マイクロメータ
ISO 3611:2010,Geometrical product specifications (GPS)−Dimensional measuring
equipment: Micrometers for external measurements−Design and metrological
characteristics
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 外側マイクロメー
タ以外に棒形内側
マイクロメータ,歯
厚マイクロメータ
及びマイクロメー
タヘッドについて
規定。
1
外側マイクロメータだ
けを,適用範囲としてい
る。
追加
外側マイクロメータ以外に棒形内
側マイクロメータ,歯厚マイクロメ
ータ及びマイクロメータヘッドに
ついても適用範囲に追加した。
我が国の実態に合わせた。必要に
応じ国際規格の見直しの際,提案
を検討。
2 引用規格
3 用語及び
定義
3
JISとほぼ同じ
追加
棒形内側マイクロメータ,歯厚マイ
クロメータ及びマイクロメータヘ
ッドを追加し,指示誤差の規定を追
加した。
用語の追加であり実質的な差異は
ない。
4 設計仕様
(設計特性)
4.2 主要部の名称
4.1
JISとほぼ同じ
追加
種類として棒形内側マイクロメー
タ,歯厚マイクロメータ及びマイク
ロメータヘッドを追加した。
名称は設計の詳細ではないと明記
した。
規格の明瞭化を考慮し,名称の前
に種類を追加するために章を分割
した。
4.3 寸法
4.2
構造の図に寸法線と記
号を記し,別表に記号ご
との寸法の呼び値をま
とめて規定している。
追加
外側マイクロメータ以外に棒形内
側マイクロメータ,歯厚マイクロメ
ータ及びマイクロメータヘッドに
ついても追加した(図5,図6,表
3及び表4)。
追加したマイクロメータの種類に
ついて,我が国の実態に合わせた。
3
B
7
5
0
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
33
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 設計仕様
(設計特性)
4.4 測定範囲
−
追加
各種類のマイクロメータについて
規定する測定範囲の表を追加した。
測定範囲の種類を明瞭化するた
め,旧規格に合わせて規定した。
(続き)
4.5.2.2 目盛形式
4.3.2.2
ねじのピッチ0.5 mmだ
け例示している。
追加
1.0 mmピッチについても図で例示
した。
具体的に記載することによって,
使用の利便を図る。
−
4.3.2.2
目量0.001 mmのバーニ
ア目盛を図で示してい
る。
削除
バーニア目盛0.001 mmの目盛形式
を削除した。
デジタル製品の普及によって必要
性が低くなったため削除した。
4.5.2.3 基準線及び
目盛線
−
追加
目盛線の太さ及び太さむらの規定
を追加した。
読取り誤差に影響し重要であるた
め規定した。
4.5.2.4 シンブルの
目幅
−
追加
シンブルの隣り合う目盛線の間隔
の規定を追加した。
読取り誤差に影響し重要であるた
め規定した。
4.5.2.5 目盛面の配
置
4.3.2.4
追加
シンブル端部の傾斜角について追
加した。
目盛読取り時の視認性に影響する
ため規定した。
4.5.4.2 エラー表示
4.3.4.2
電子式デジタル表示の
場合,操作及びシステム
に関する全エラーメッ
セージを表示しなけれ
ばならないと規定。
変更
高速でのスピンドル移動による誤
った指示値を表示するおそれがあ
る場合及び,電源電圧が低下した場
合に限定する。
内容を限定し分かりやすく変更し
た。
4.6 電子式デジタル
表示の使用環境に
対する保護
4.4
変更
保護等級の表示は,防じん(塵)・
防水を保証している電子式デジタ
ル表示だけに限定した。
全機種での保護等級の表示は実用
的ではないため,対象を限定した。
耐電磁場に関する規定
削除
−
耐電磁場の表記は,実用的でない
ため削除した。
4.7 防熱構造
4.5
フレーム
変更
フレームの剛性についての規定を
削除した。
フレームの剛性についてはフレー
ムのたわみに規定するため,防熱
構造だけを規定した。
4.8 測定面
4.6
測定面
追加
測定面の硬さ及びその測定箇所に
ついて規定した。
一定の品質を保つため,旧規格に
合わせて追加した。
3
B
7
5
0
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
34
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 設計仕様
(設計特性)
(続き)
4.9 定圧装置
4.7
定圧装置
変更
歯厚マイクロメータを追加し,マイ
クロメータヘッドについては必ず
しも定圧装置を装備する必要はな
いと規定した。測定力の規格値の最
大値を15 Nに変更した。また,測
定力のばらつきを3 N以内と規定
した。
追加したマイクロメータの種類に
ついて規定した。大形マイクロメ
ータでの測定の安定性を考慮し規
格の最大値を10 Nから15 Nに変
更した。測定力のばらつきについ
ても,測定への影響が大きく重要
であるため規定した。
4.10 調整装置
4.8
調整装置
追加
内側マイクロメータ及び歯厚マイ
クロメータを追加した。
追加したマイクロメータの種類に
ついて規定した。
基点調整用基準棒
の呼び寸法に対す
る寸法許容差
−
追加
基点調整用基準棒の呼び寸法に対
する寸法許容差の求め方を明確に
した。
基点調整用基準棒の寸法はマイク
ロメータの使用上重要であるため
記載した。
−
4.9 設計
特性(製
造者仕
様)
製造者は,規格内で指定
された設計特性(製造者
仕様)を提示する。
削除
規格指定のデータシートについて
は削除。
規格指定のデータシートの運用
は,実用的ではないため。
4.11 スピンドル
−
追加
スピンドルのねじ部の硬さ及び測
定箇所について規定するため箇条
を追加した。
一定の品質を保つため,旧規格に
合わせて追加した。
5 計測特性
及び性能
5.1 一般
5.1
計測特性は浮動ゼロモ
ードを適用する。
変更
計測特性及び性能の評価は最小測
定長で基点合わせを行った場合に
限定するように変更した。
事実上の使用では,最小測定長で
基点合わせ後に測定を実施するた
め変更した。
5.2.1 スピンドルの
固定
5.2
クランプしたときに設
定された寸法は変化し
ないこと。
変更
スピンドルは確実に固定できるこ
とと表現を変更した。
平易な内容とすることで,使用の
利便を図る。
5.2.2.1 指示値の最
大許容誤差(MPE)
一般
5.3.1
一般
変更
繰返し精密度の適用については製
造業者の判断による。
繰返し精密度は測定者の技量に大
きく依存する項目であり,適用に
ついては製造業者の判断とした。
3
B
7
5
0
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
35
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 計測特性
及び性能
(続き)
5.2.2.2 全測定面接
触誤差
5.3.2
全測定面接触誤差
追加
最大許容誤差の一覧表を追加した。 一定の品質を保つため,旧規格に
合わせて追加した。
なお,正負記号は今後のISOの方
針及び旧規格に合わせて省略せず
に記載した。
5.2.2.3 繰返し精密
度
5.3.3
繰り返し性
変更
接触の方法を規定した。
各マイクロメータの実状に合わせ
た。
5.2.2.4 部分測定面
接触誤差
5.3.4
部分測定面接触誤差
変更
歯厚マイクロメータを追加した。
各マイクロメータの実状に合わせ
た。
5.3 性能
−
追加
測定面の平面度,測定面の平行度,
スピンドルの送り誤差及びフレー
ムのたわみについての許容値とそ
の測定方法を表で示した。
計測特性以外の重要な性能項目に
ついて旧規格に合わせて規定し
た。
−
5.5
測定機仕様書
削除
−
使用者との仕様の取り交わしを測
定機仕様書で行うことは,実用的
ではないため削除した。
6 製品文書
における表
示
製品文書,図などに
おける最大許容誤
差の表示の例
−
追加
製品文書,図などにおける最大許容
誤差の表示の例を参考として追加
した(附属書JA)。
使用者の利便性を考慮した。技術
的差異はない。
7 仕様への
適合の検証
7.1 一般
6
ISO 14253-1による。
変更
合否判定基準を
ISO/TR
14253-6:2012に準じる内容に変更
した。
不確かさの評価に関する記述を削
除した。
実用的な合否判定基準に変更し
た。
7.2 計測特性及び性
能の校正のための
標準器
−
追加
対応する日本工業規格がない標準
器は,国家標準にトレーサブルな標
準器を用いることを明記した。
標準器と国家標準を結び付ける規
定を追加した。
7.3 標準温度
−
追加
寸法,指示誤差などが標準温度の値
であることを明確にした。
具体的に記載することによって,
使用の利便を図る。
3
B
7
5
0
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
36
B 7502:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8 検査
−
−
−
追加
検査において,適合が必須の規定を
指定した。
JISの認証を考慮して追加した。
9 表示
−
7
JISとほぼ同じ
追加
最小表示量及び製造業者名(供給業
者名)を追加した。
我が国で一般的な表示について,
旧規格に合わせて追加した。
−
−
Annex C
削除
校正に関する項目を削除した。
規格の明瞭化を考慮して削除し
た。
附属書A
(参考)
指示誤差曲線の例
Annex A
一致
−
−
附属書B
(参考)
使用上の注意
Annex E
変更
外側マイクロメータに限定した表
現から変更した。
適用範囲に合わせて規定した。
附属書C
(参考)
設計仕様(設計特
性),計測特性及び
性能の仕様表示例
Annex B
データシート例
変更
社内の連絡用の様式から,使用者へ
の情報提供の様式に変更した。
使用の利便のため,実用的な内容
に変更した。
附属書D
(参考)
GPSマトリックス
との関係
Annex F
一致
−
−
附属書JA
(参考)
製品文書における
表示
−
シンボルの表示方法
追加
計測特性の記号を下付き添字によ
って区別する表示方法では分かり
にくいため,先頭に記号を記載する
方法も示した。
計測特性の記号の表示方法は他の
規格も考慮し,記号の対応表を追
加した。
JISと国際規格との対応の程度の全体評価:ISO 3611:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
B
7
5
0
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。