2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6518-1990
モルダの試験及び検査方法
Test methods for performance and accuracy of moulding machine
1. 適用範囲 この規格は,モルダの機能,運転性能及び剛性に関する試験方法並びに静的精度及び工作
精度の検査方法について規定する。
備考1. モルダとは,回転する複数の横かんな胴,立かんな胴(傾斜かんな胴)及び自動送り装置か
らなり,主テーブル(1)を固定し,かんな胴の左右移動,上下移動,又は傾斜ができ,工作物
を直線送りして,任意の断面形状を切削するかんな盤をいう。
2. この規格の引用規格を,次に示す。
JIS B 6507 木材加工機械の安全通則
JIS B 6521 木材加工機械の騒音測定方法
3. この規格の対応国際規格を次に示す。
ISO 7947 Woodworking machines−Two-, three-, and four-side moulding machines−Nomenclature
and acceptance conditions
4. この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
注(1) 主テーブルが独立していない場合は,定盤全体をいう。
2. 機能試験方法 モルダの機能試験は,表1による。
表1 機能試験
番号
試験項目
試験方法
1
電気装置
運転試験の前後に,各1回絶縁状態を試験する。
2
主軸の始動,停止及び
運転操作
適当な一つの主軸回転速度で,始動及び停止を繰返し10回行
い,作動の円滑さ及び確実さを試験する。
3
主軸回転速度の変換
操作
表示のすべての回転速度について主軸回転速度を変換し,操
作装置の作動の円滑さ及び指示の確実さを試験する。
4
送材装置の始動,停止
及び運転操作
適当な一つの送り速度で,始動及び停止を繰返し10回行い,
作動の円滑さ及び確実さを試験する。
5
送り速度の変換操作
表示のすべての送り速度,無段変速式のものは最低,中間及
び最高の三つの送り速度について速度を変換し,操作装置の
作動の円滑さ及び指示の確実さを試験する。
6
手送りの操作
手送りハンドルによって,動きの全長にわたって作動の円滑
さ及び均一さを試験し,また微動手送りハンドルを数回回転
し,円滑さ及び均一さを試験する。
2
B 6518-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
試験項目
試験方法
7
主軸の左右移動,上下
移動及び締付けの操
作並びに自動停止の
操作
主軸を左右,上下移動又は傾斜させ,動きの全長にわたって
作動の円滑さ及び均一さを試験し,動きの中央及び両端にお
いて締付けの確実さ及び締付装置の作動の円滑さを試験す
る。
また,動きの両端において,自動停止装置の作動の円滑さ及
び確実さを試験する。
8
可動部分の作動操作
動きの可動範囲に対して,その作動の確実さ及び円滑さを試
験する。
9
かんな刃及びカッタ
の取付け及び取外し
かんな刃及びカッタの取付け及び取外し並びに締付けねじの
円滑さ及び確実さを試験する。
10 加圧装置
機能の円滑さ及び確実さを試験する。
11 安全装置
作業者に対する安全機能及び機械防護機能の確実さを試験す
る。(JIS B 6507参照)。
12 潤滑装置
油密性,油量の適正な配分など,機能の確実さを試験する。
13 油圧装置
油密性,圧力調整など,機能の確実さを試験する。
14 空気圧装置
気密性,圧力調整など,機能の確実さを試験する。
15 附属装置
機能の確実さを試験する。
備考 その機能をもたないモルダでは,表1中のこれに対応する試験項目を省略する。
3. 運転試験方法
3.1
無負荷運転試験 各主軸を回転させ,30〜60分間運転を継続して軸受温度が安定した後,所要電力
及び騒音を測定し,表2の記録様式1に規定する各項について記録するとともに,異常振動がないことを
感触によって観察する。
なお,騒音の測定は,JIS B 6521による。
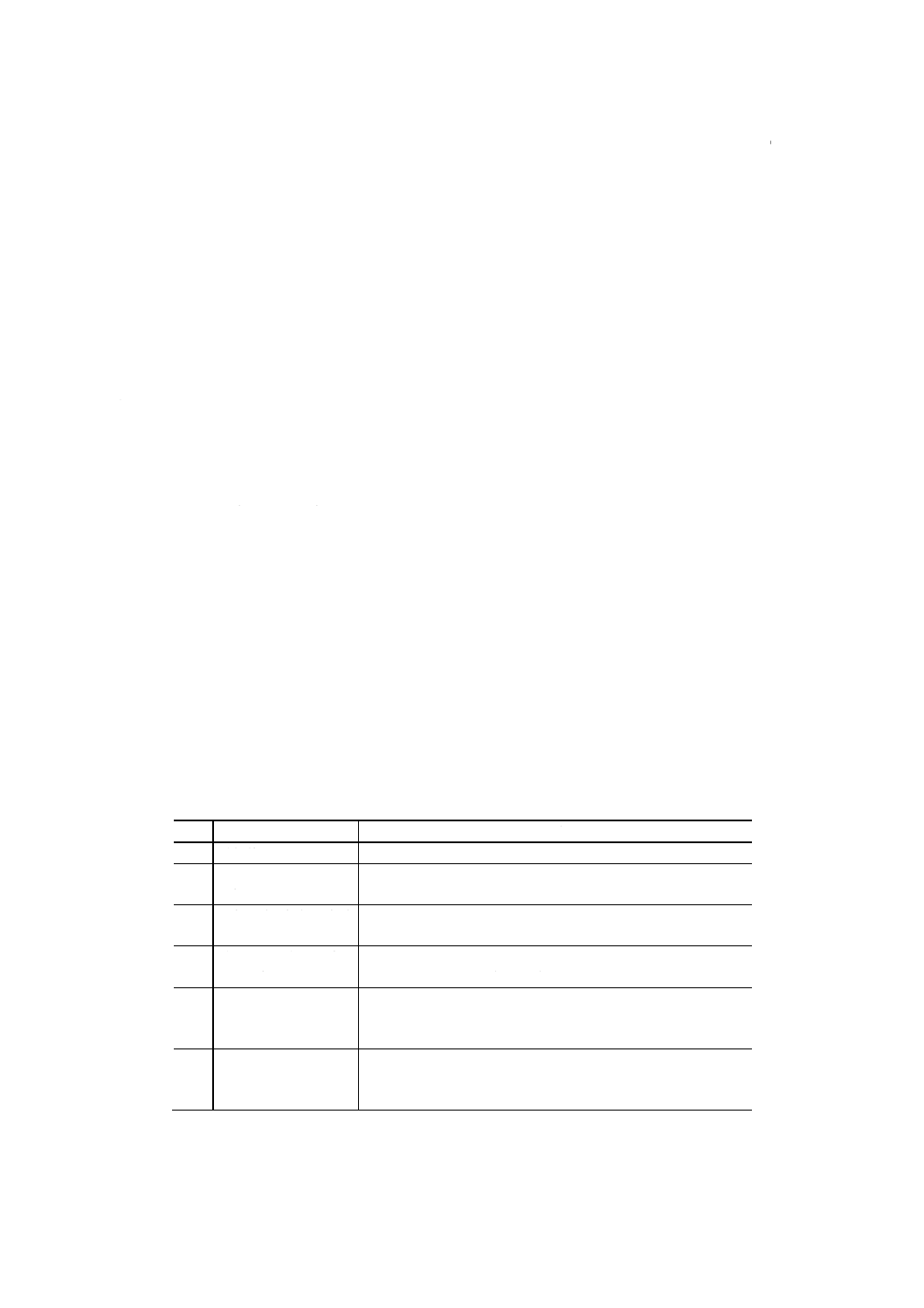
表2 記録様式1
備考1. 主軸回転速度の変速装置があるものは,最大回転速度を含む少なくとも2水準の回転速度
について記録する。
2. 騒音測定条件については,記事欄に記録する。
3. 騒音以外の測定は,すべてのかんな胴について個々に行う。
4. かんな胴名称は,機種によって変更することができる。
3.2
負荷運転試験 試験材の切削を行い,所要電力及び騒音を測定し,表3の記録様式2に規定する各
項について記録するとともに,異常振動がないこと及び切削面の状態を感触によって観察する。
所要電力の測定は,送り速度を一定とし,試験材の厚さ若しくは切込み深さを変えるか,又は試験材の
厚さ若しくは切込み深さを一定とし,送り速度を変えて試験を行う。
3
B 6518-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
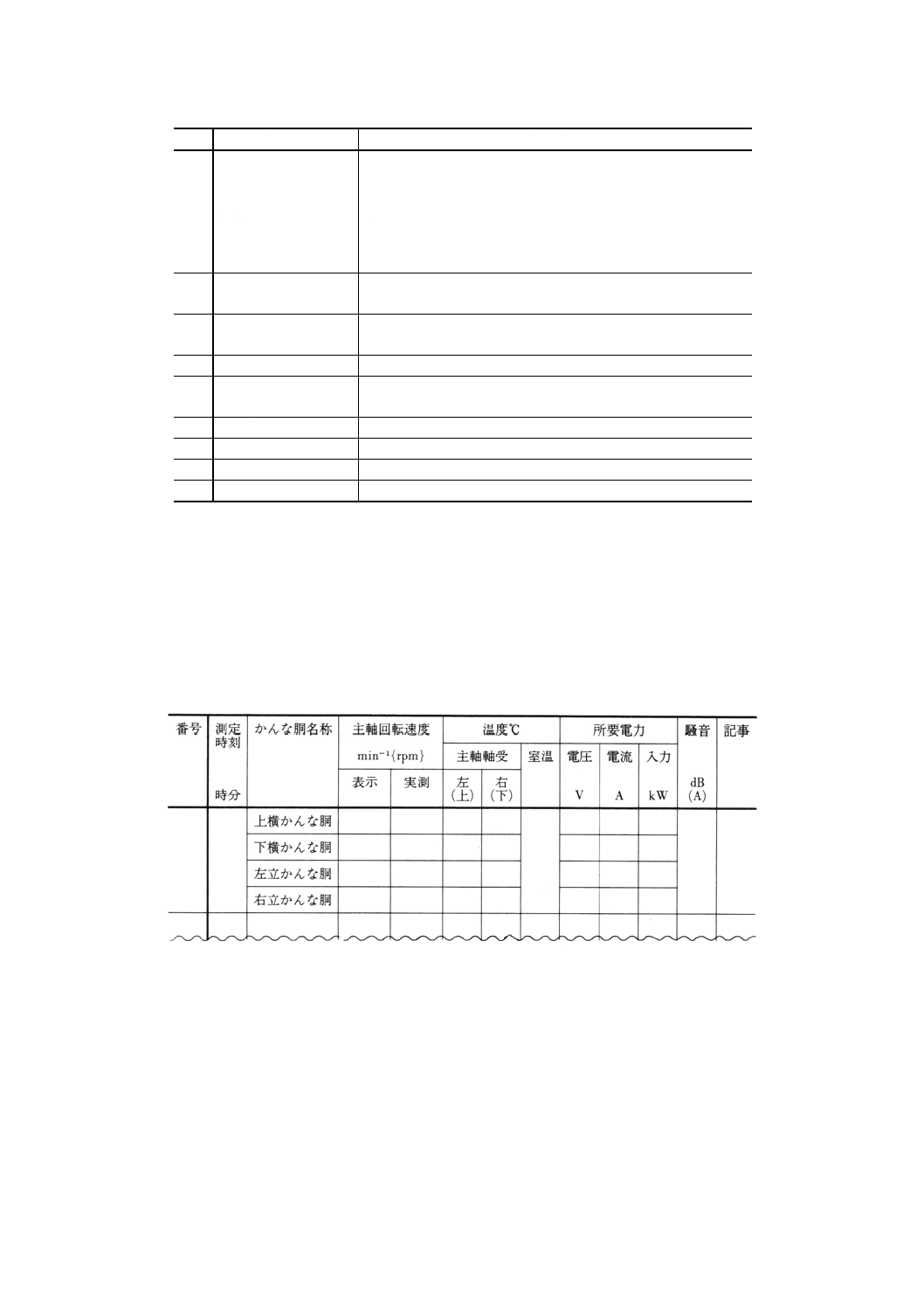
表3 記録様式2
備考1. 試験材の切削方向及び騒音測定条件について,記事欄に記録する。
2. 刃形は,図示して主要寸法を記入する。
3. 騒音以外の測定は,すべてのかんな胴について個々に行う。
4. かんな胴名称は,機種によって変更することができる。
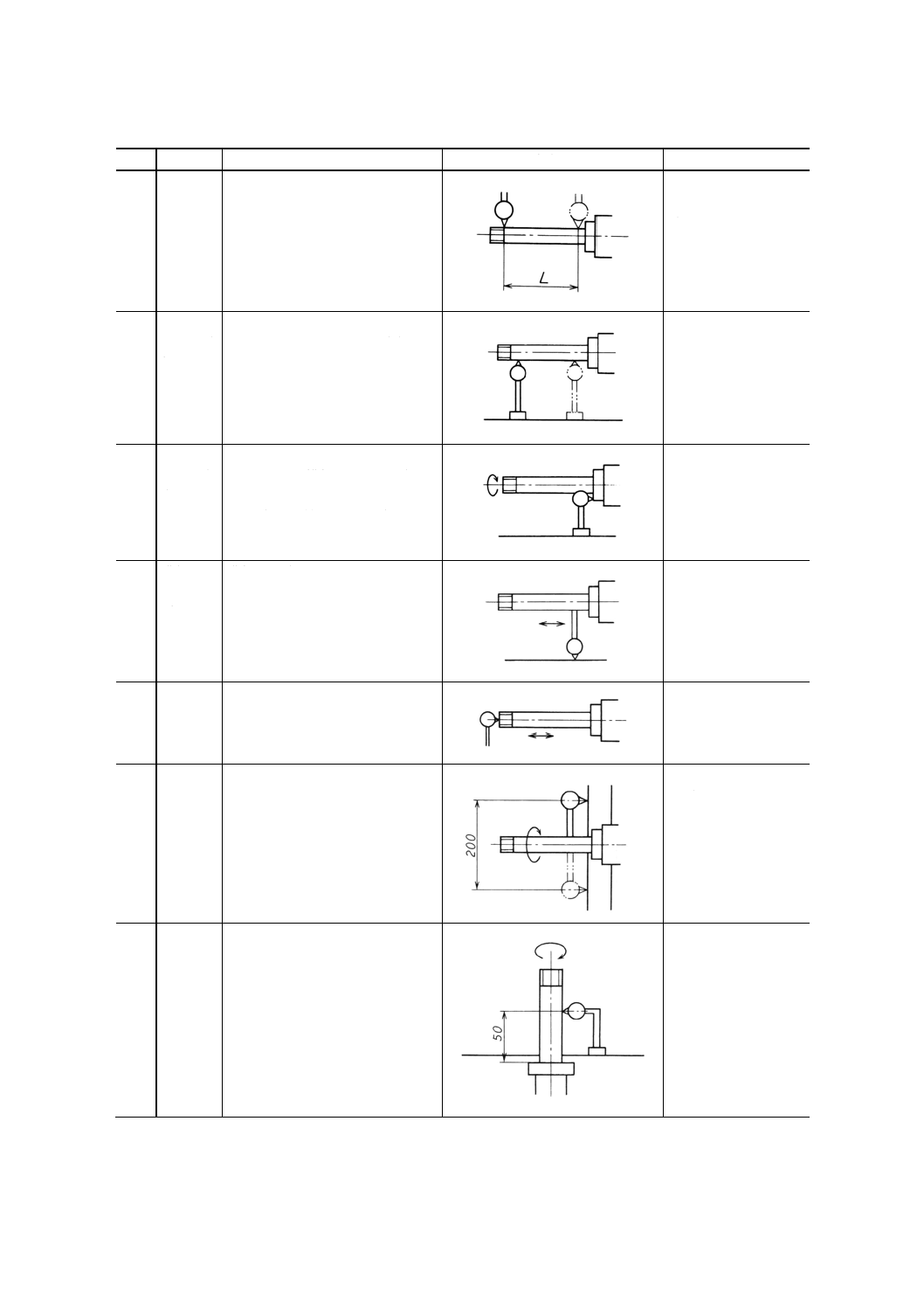
4. 剛性試験方法 モルダの剛性試験は,表4による。
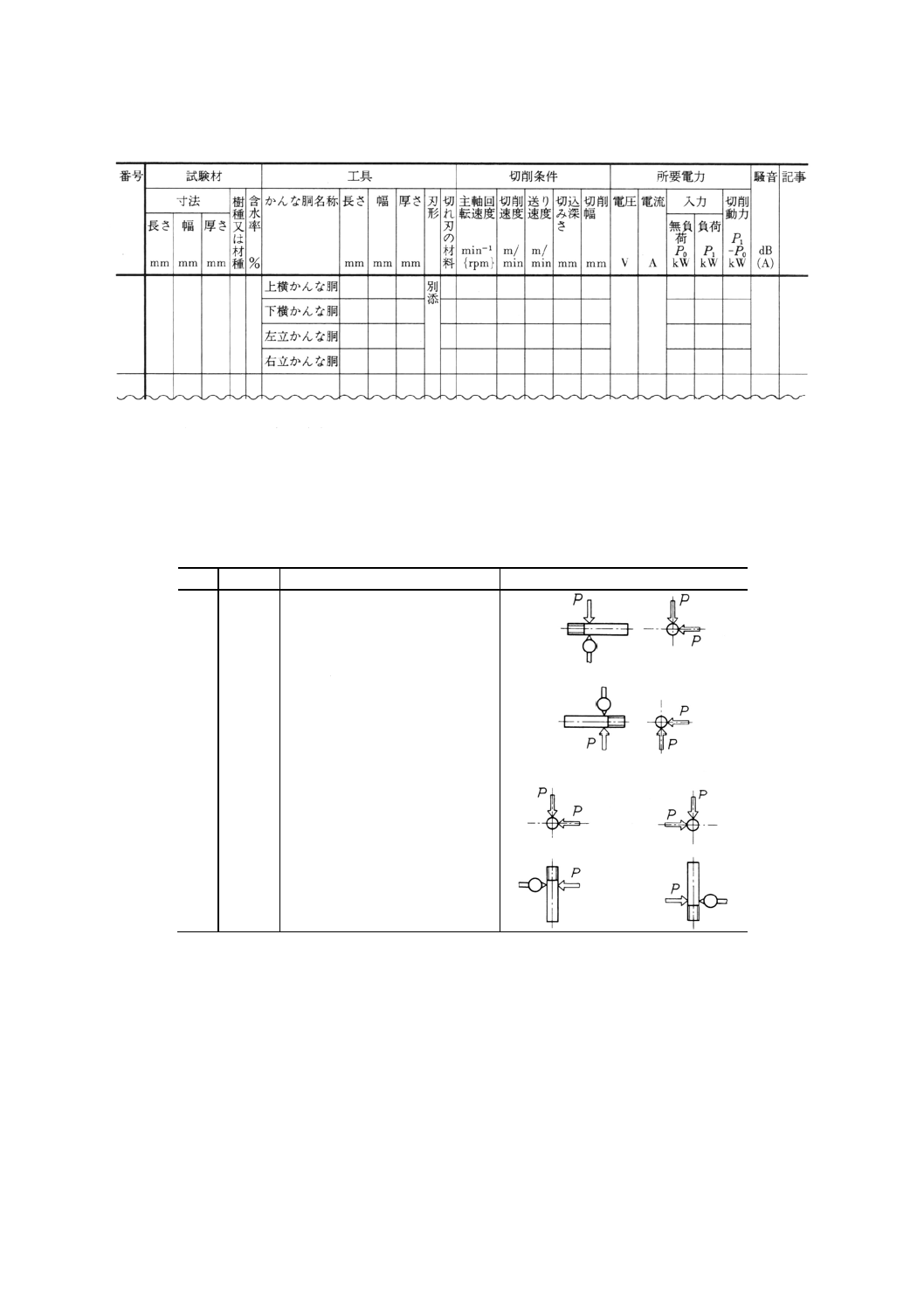
表4 剛性試験
番号 試験項目
測定方法
測定方法図
1
主軸系の
曲げ剛性
定置したテストインジケータを主
軸の先端部(側面)に当てて,主
軸に直角方向の荷重 (P) を加え
(2),主軸のたわみを測定する。
この測定は,互いに90°をなす2
方向について荷重を加えて行う
(3)。
4
B 6518-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号 試験項目
測定方法
測定方法図
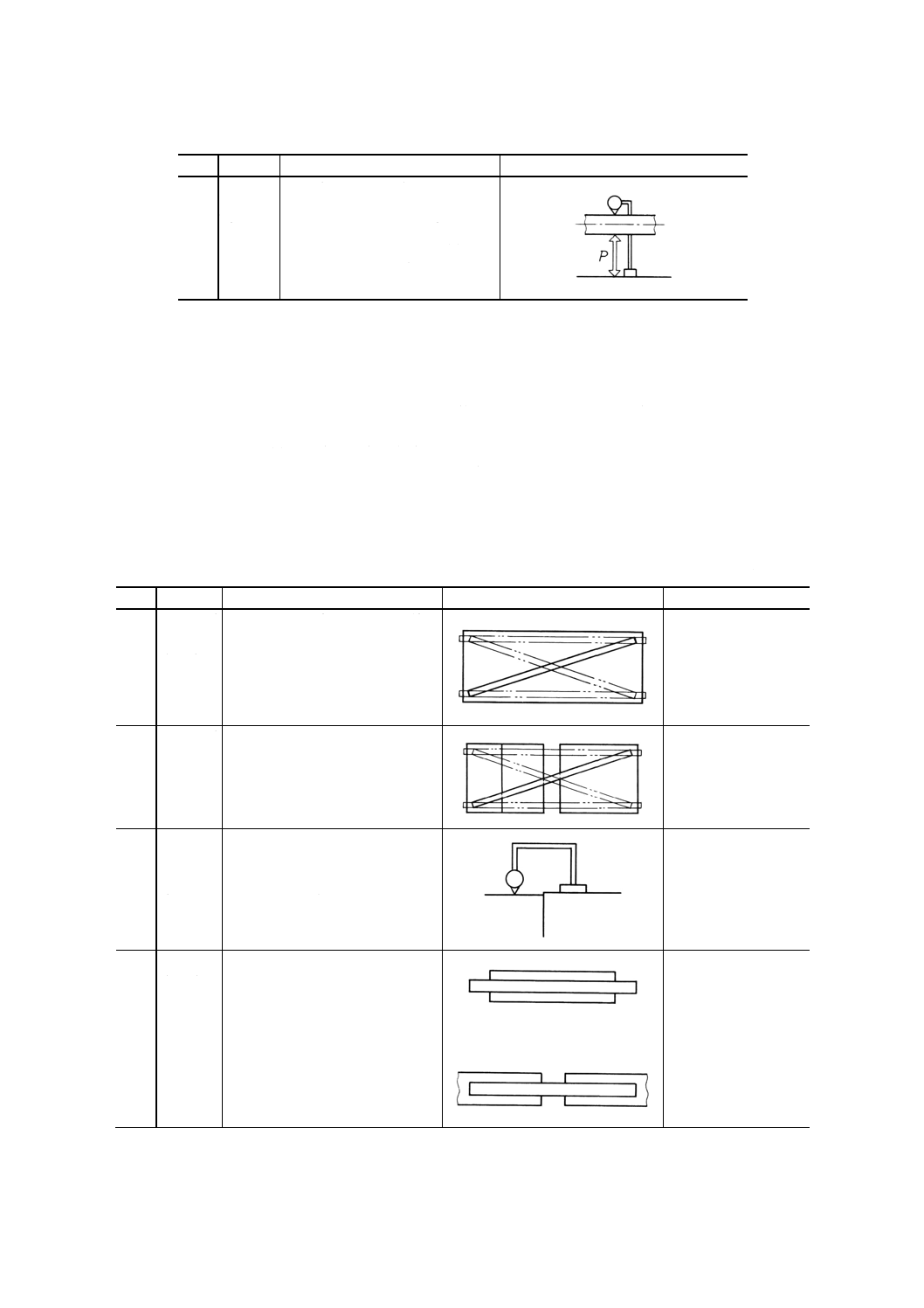
2
上かんな
胴とテー
ブルの総
合剛
テーブル上面に固定したテストイ
ンジケータを上かんな胴に当て
て,上かんな胴とテーブル上面と
の間に,垂直方向の荷重 (P) を加
え(4),主軸とテーブル上面との間
の相対変位を測定する。
注(2) 荷重を加える位置は,できるだけ主軸端に近い位置とし,その主軸端からの距離を
記録する。
(3) 主軸又は主軸スリーブを昇降するものでは,その動きの中央に固定して測定を行う。
(4) 荷重を加える位置は,できるだけかんな胴の中央とし,その主軸端からの距離を記
録する。
備考1. 同一設計の機械の剛性試験は,代表的な1台について行った試験結果で代表させ,
他のものについては省略してもよい。
2. 荷重 (P) は,製造業者の推奨する大きさとし,その値を記録する。
3. この測定は,主軸を回転させ,軸受温度が安定した後に行う。
5. 静的精度検査方法 モルダの静的精度検査は,表5による。
表5 静的精度検査
単位 mm
番号 検査項目
測定方法
測定方法図
許容値
1
各テーブ
ル上面の
真直度
直定規をテーブル上面に対角線上
及び縦方向に置き,すきまをすき
まゲージで測定し,その最大値を
測定値とする(5)。
1 000について
0.10
2
各テーブ
ルの上面
の整列度
直定規を隣接テーブル上面にまた
がるように対角線上及び縦方向に
置き,すきまをすきまゲージで測
定し,その最大値を測定値とする
(5)。
1 000について
0.10
3
各テーブ
ルの横方
向の整列
度
各テーブルについて,テーブル上
面に,テストインジケータを置き,
これを隣接する前及び後テーブル
上面に当てて横方向に移動させ,
それぞれテストインジケータの読
みの最大差を測定値とする。
0.03
4
定規面の
真直度と
整列度
直定規を定規面又は各定規面にま
たがるように置き,すきまをすき
まゲージで測定し,その最大値を
測定値とする(5)。
1 000について
0.10
5
B 6518-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番号 検査項目
測定方法
測定方法図
許容値
5
横軸の振
れ
横軸の両端にテストインジケータ
を当てて,横軸を手動で回転し,
回転中のテストインジケータの読
みの最大差のうち大きい方を測定
値とする。
L<150
0.02
L≧150
0.03
6
テーブル
上面と横
軸との平
行度
基準テーブル(6)上面にテストイン
ジケータを置き,これを横軸に当
てて,両端におけるテストインジ
ケータの読みの最大差を測定値と
する(7)。
0.05
7
横軸の胴
付面の軸
方向の振
れ
横軸の胴付面にテストインジケー
タを当てて,横軸を手動で回転し,
回転中におけるテストインジケー
タの読みの最大差を測定値とす
る。
0.01
8
横軸の運
動とテー
ブル上面
との平行
度
横軸に固定したテストインジケー
タを基準テーブル(6)上面に当て
て,横軸を最大移動量だけ移動し,
移動中のテストインジケータの読
みの最大差を測定値とする。
0.04
9
横軸の軸
方向の動
き
横軸の先端にテストインジケータ
を当てて,横軸を軸方向に揺すり
(8),テストインジケータの読みの
最大差を測定値とする。
0.05
10 定規に対
する横軸
の直角度
横軸に固定したテストインジケー
タを定規に当てて振り回し,テス
トインジケータの読みの最大差を
測定値とする。
振回し直径
200について
0.10
11 立軸の振
れ
立軸のフランジ面から50mmの位
置にテストインジケータを当て
て,立軸を手動で回転し,回転中
におけるテストインジケータの読
みの最大差を測定値とする。
0.02
6
B 6518-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番号 検査項目
測定方法
測定方法図
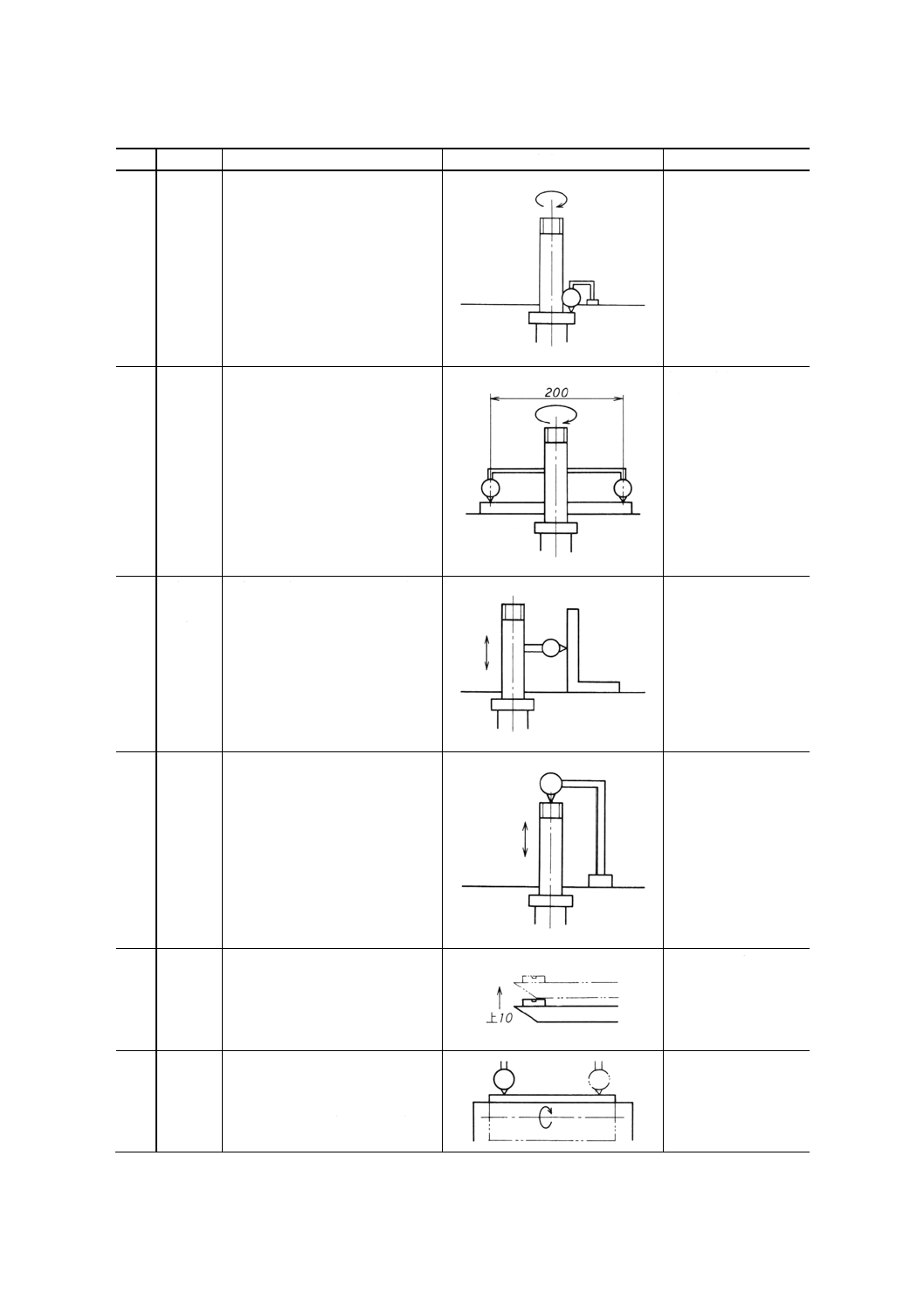
許容値
12 立軸の胴
付面の軸
方向の振
れ
立軸の胴付面にテストインジケー
タを当てて,立軸を手動で回転し,
回転中におけるテストインジケー
タの読みの最大差を測定値とす
る。
0.01
13 テーブル
に対する
立軸の直
角度
直角定規を立軸テーブル上面又は
主テーブル上面に置き,立軸に固
定したテストインジケータをテー
ブル上面に当てて振り回し,テス
トインジケータの読みの最大差を
測定値とする。
振回し直径200につい
て
0.10
14 立軸上下
運動とテ
ーブル上
面との直
角度
立軸に固定したテストインジケー
タをテーブル上面に定置(9)した直
角定規に当てて,立軸の最大移動
量だけ移動し,テストインジケー
タの読みの最大差を測定値とす
る。
0.05
15 立軸の軸
方向の動
き
立軸の先端にテストインジケータ
を当てて,立軸を軸方向に揺すり
(8),テストインジケータの読みの
最大差を測定値とする。
0.05
16 テーブル
上下運動
の平行度
前テーブル上面に精密水準器を主
軸と平行及び直角に置き,下降位
置から約10 mm上昇させ,その間
における精密水準器の読みの最大
差を測定値とする。
0.06/m
17 テーブル
ロールの
振れ
テーブルロールの両端にテストイ
ンジケータを当てて,テーブルロ
ールを手動で回転し,回転中にお
けるテストインジケータの読みの
最大差を測定値とする。
0.05
7
B 6518-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番号 検査項目
測定方法
測定方法図
許容値
18 テーブル
とテーブ
ルロール
との平行
度
テーブルロール後のテーブル上面
にテストインジケータを置き,テ
ーブルロールの両端の最上部にお
けるテストインジケータの読みの
最大差を測定値とする。
0.05
19 テーブル
に対する
ロール上
の送り込
みキャタ
ピラの平
行度
直定規をテーブルとロール上の送
り込みキャタピラの上部にまたが
るように対角線上及び両端に置
き,キャタピラ最上部と直定規の
すきまをすきまゲージで測定し,
その最大値を測定値とする(5)。
1 000について
0.20
注(5) 測定距離が基準より小さい場合には,測定の許容値の数値を距離に比例して換算する。この場合,特に
指定がない限り,換算した許容値の数値が0.005mm未満の場合には,0.005mmとする。
(6) 基準テーブルは,上横軸では直下のテーブルを,下横軸では後テーブルをいう。
(7) この測定は,横軸の全長について,振れの最も少ない位置を基準として行う。
(8) 軸方向に揺する力は,約150N{約15kgf}とする。
(9) 定置する位置は,互いに直交する2か所とする。
備考 その機能をもたないモルダでは,表5中のこれに対応する検査項目を省略する。
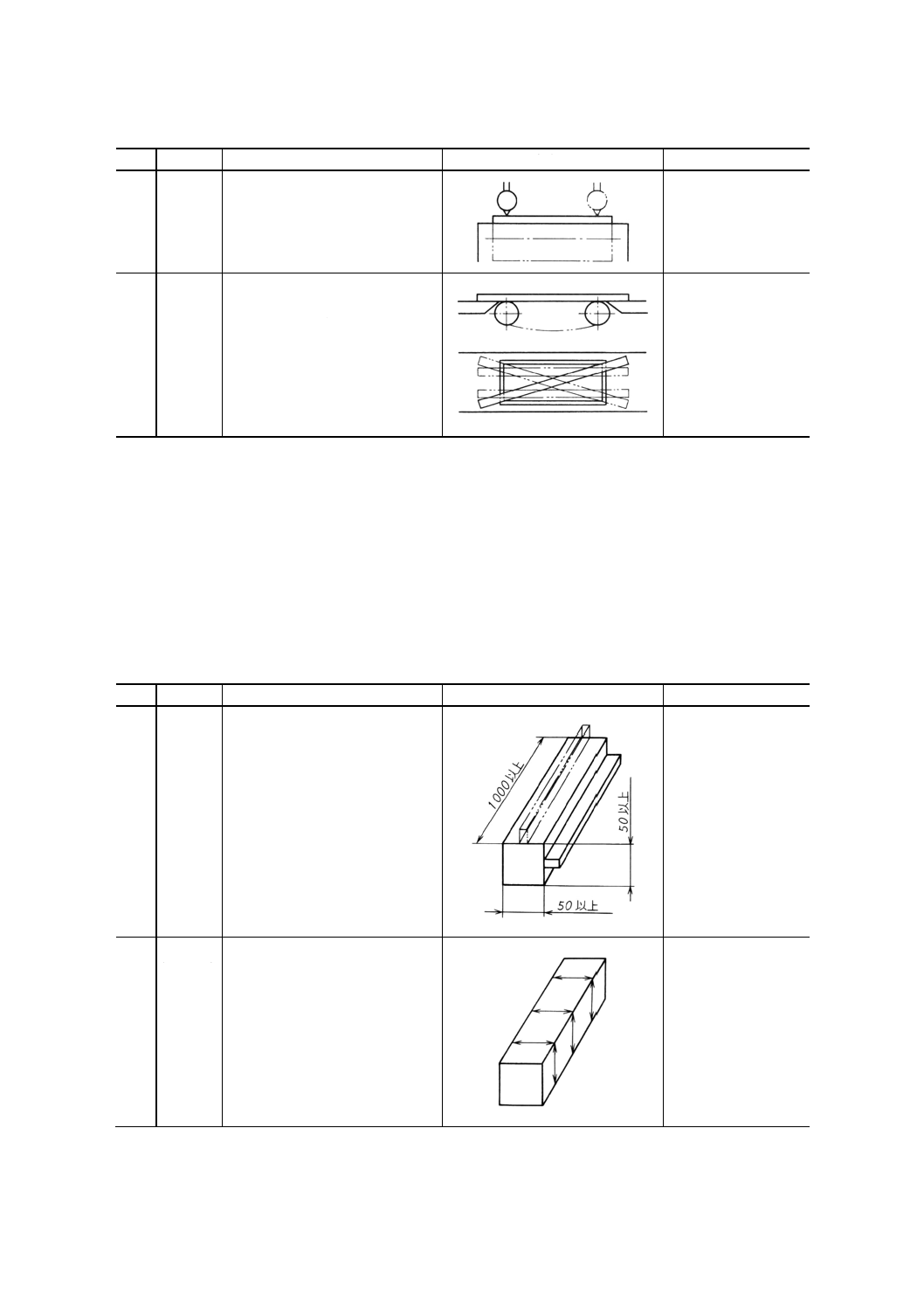
6. 工作精度検査方法 モルダの工作精度検査は,表6による。
表6 工作精度検査
単位 mm
番号 検査項目
測定方法
測定方法図
許容値
1
切削面の
縦方向の
真直度
試験材の4面を切削して,その切
削面に1 000mmの直定規を相対し
て置き,すきまをすきまゲージで
測定し,その最大値を測定値とす
る。
1 000について
0.30
2
切削面の
幅と厚さ
の精度
上記試験材の中央及び両端の幅及
び厚さをノギスで測定し,その最
大差を測定値とする。
0.10
8
B 6518-1990
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番号 検査項目
測定方法
測定方法図
許容値
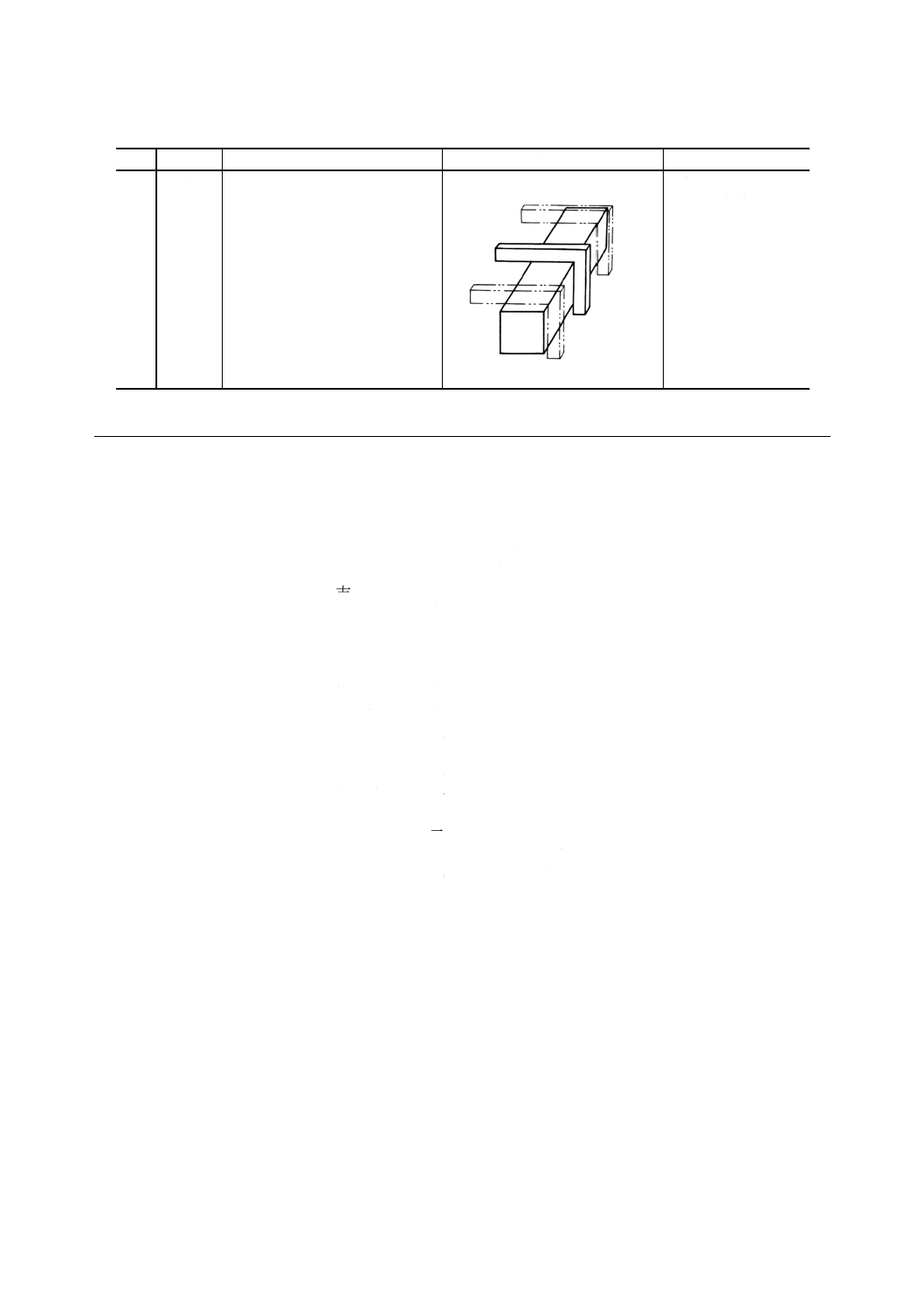
3
切削面の
直角度
上記試験材の隣接する2面に直角
定規を当てて,すきまをすきまゲ
ージで測定する。
この測定は,試験材の中央及び両
端の3か所で行い,その最大値を
測定値とする。
50について
0.10
備考 試験材は,あらかじめ必要な前加工をする。
関連規格:JIS B 6501 木材加工機械の試験方法通則
JIS Z 8203 国際単位系 (SI) 及びその使い方
丸のこ盤及びかんな盤関係JIS原案作成委員会 構成表(敬称略)
氏名
所属
(委員長)
福 井 尚
東京農業大学農学部
桑 原 茂 樹
通商産業省機械情報産業局
吉 田 藤 夫
工業技術院標準部
木 下 敍 幸
農林水産省林野庁森林総合研究所
喜多山 繁
東京農工大学農学部
池 田 順 一
財団法人日本規格協会
菊 地 俊 一
大進工業株式会社
佐 藤 久
社団法人全国家具工業連合会
谷 口 丑五郎
有限会社谷口建具店
児 玉 実
木材加工技術コンサルタント
谷 野 八 郎
庄田鉄工株式会社技術部
合 瀬 豊
飯田工業株式会社開発部
堀 井 衛
有限会社永和工業所
世 古 禎 徳
株式会社菊川鉄工所設計部
近 藤 昌 三
株式会社太洋製作所
墨 岡 勇
株式会社平安鉄工所
村 上 勝
社団法人全国木工機械工業会