B 4631 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 4631-1995は改正されこの規格に置き換えられる。
今回の改正では,日本工業規格と国際規格との整合を図ることに重点を置き,対応国際規格の技術的内
容を変更することなく採用し附属書に規定した。さらに,旧JISの内容の一部を改正し,本体に規定した。
また,JIS Z 8301(規格票の様式)が1996年7月に改正されたのに伴い,それに従って規格票の様式も
変更した。
JIS B 4631には,次に示す附属書がある。
附属書1(規定) I形ラジオペンチ
附属書1-1(規定) I形ラジオペンチの寸法及び品質
附属書1-2(規定) I形ラジオペンチの一般的な技術的要求事項
附属書1-3(規定) I形ラジオペンチの試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4631 : 1998
ラジオペンチ
Round nose chain pliers with side cutters
序文 この規格は,備考に示す国際規格を元に,本体には,従来,日本工業規格で規定していた種類・等
級とこれらの形状・寸法,品質,検査,製品の呼び方及び表示を規定し,附属書には,対応国際規格を翻
訳し,技術的内容を変更することなく規定した日本工業規格であるが,対応国際規格にはない規定項目(検
査,製品の呼び方及び表示)を日本工業規格として追加している。
なお,附属書のうち,点線の下線を施してある箇所は,対応国際規格にない事項である。
備考 この規格の対応国際規格を次に示す。
ISO 5743 : 1988, Pliers and nippers−General technical requirements
ISO 5744 : 1988, Pliers and nippers−Methods of test
ISO 5745 : 1988, Pliers and nippers−Pliers for gripping and manipulating−Dimensions and test values
1. 適用範囲 この規格は,主に電子機器などの組立に用いるラジオペンチについて規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS G 3532 鉄線
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4401 炭素工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
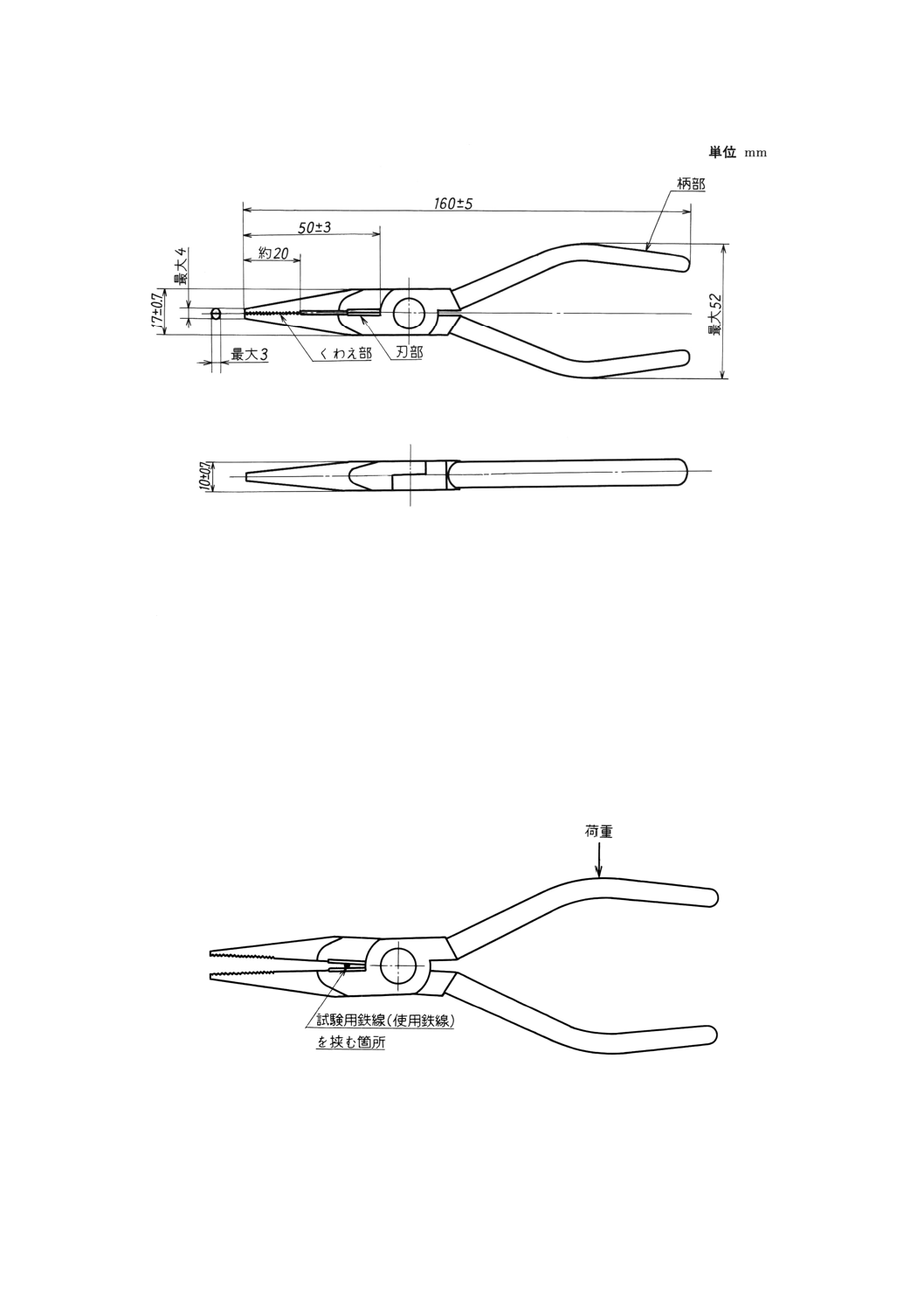
3. 形状及び寸法 ラジオペンチの形状及び寸法は,次のとおりである。
a) ラジオペンチの形状は,図1によるのがよい。
b) ラジオペンチの寸法は,図1による。
2
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 形状及び寸法
4. 品質
4.1
外観 ラジオペンチの外観は,割れ,有害なきず,まくれ,さび,その他使用上有害な欠点がなく,
仕上げの程度は良好でなければならない。
4.2
機能
4.2.1
接合部 ラジオペンチの結合部の接触面は,すきまが少なく,開閉が円滑で,先端部の内側は,2mm
以上密着していなければならない。
4.2.2
切れ味 ラジオペンチの刃部のほぼ中央に,直径1.5mmの試験用鉄線(1)を挟み,柄部に荷重を加
えたとき,試験用鉄線を2 160 N以下で切断できなければならない(図2参照)。
注(1) 試験用鉄線は,JIS G 3532のSWM-Nとする。
図2 切れ味
4.3
機械的性質
4.3.1
変形 ラジオペンチの永久ひずみは,6.1によって試験を行ったとき,柄部最大幅の2%以下であり,
くわえ部の永久変形は先端で0.3mm以下でなければならない。
3
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3.2
硬さ ラジオペンチの刃部の硬さは,6.2によって試験を行ったとき,54〜62HRCとする。
5. 材料 ラジオペンチ本体の材料は,JIS G 4401のSK7,JIS G 4051のS15CK,又は4.に規定する品質
と同等以上の材料とする。
6. 試験方法
6.1
変形試験 ラジオペンチの変形試験は,くわえ部の先端から約2mmの箇所に,直径3.4mmの試験
用鉄線を挟み,柄部最大幅のところに荷重を加えて29.4N・mのトルクを約1分間与え,荷重を加える前の
寸法の読みと荷重を除いた後の寸法の読みとの差を測定する。
6.2
硬さ試験 ラジオペンチの刃部の硬さは,JIS B 7726に規定する試験機を用いて,JIS Z 2245の試験
方法によって測定する。
7. 検査 ラジオペンチの検査は,次による。
a) 形状及び寸法の検査 ラジオペンチの形状及び寸法の検査は,直尺,ノギスなどを用いて行い,3.に
適合しなければならない。
b) 外観の検査 ラジオペンチの外観の検査は,目視によって行い,4.1に適合しなければならない。
c) 接合部の検査 ラジオペンチの接合部の検査は,適切な用具又は感触によって行い,4.2.1に適合しな
ければならない。
d) 切れ味検査 ラジオペンチの切れ味検査は,4.2.2に適合しなければならない。
e) 変形検査 ラジオペンチの変形検査は,4.3.1に適合しなければならない。
f)
硬さ検査 ラジオペンチの硬さ検査は,4.3.2に適合しなければならない。
8. 製品の呼び方 ラジオペンチの呼び方は,規格番号又は規格名称による。
例1. JIS B 4631
例2. ラジオペンチ
9. 表示 ラジオペンチには,適切な箇所に,製造業者名又はその略号を表示する。
なお,材料記号を表示することが望ましい。
参考 ラジオペンチのねじり試験について,次に示す。
ねじり試験 直径1.9mmの試験用鉄線(JIS G 3532のSWM-N)の一端を固定し,ラジオペンチのく
わえ部の先端から約3mmの箇所にこれをくわえ,左にほぼ直角に回した後,先端の変形を測定し,
その変形量は0.5mm以下である。
4
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) I形ラジオペンチ
1. 適用範囲 この附属書は,I形ラジオペンチ(以下,ラジオペンチという。)について規定する。この
附属書は,活線作業のための絶縁工具及び帯電防止工具には適用しない。プラスチックコーティング又は
プラスチックスリーブは,握りやすさを意図するものに限る。
2. 寸法及び品質
2.1
寸法 寸法は,附属書1-1による。
2.2
品質 品質は,附属書1-1による。
2.3
技術的要求事項 技術的要求事項は,附属書1-2による。
3. 試験方法 試験方法は,附属書1-3による。
4. 検査 ラジオペンチの検査は,次による。
a) 形状及び寸法の検査 ラジオペンチの形状及び寸法の検査は,直尺,ノギスなどを用いて行い,附属
書1-1の2.に適合しなければならない。
b) 外観の検査 ラジオペンチの外観の検査は,目視によって行い,附属書1-2の4.に適合しなければな
らない。
c) 接合部の検査 ラジオペンチの接合部の検査は,適切な用具又は感触によって行い,附属書1-2の3.1
に適合しなければならない。
d) 切れ味検査 ラジオペンチの切れ味検査は,附属書1-1の2.及び附属書1-3の4.に適合しなければな
らない。
e) 変形検査 ラジオペンチの変形検査は,附属書1-1の2.に適合しなければならない。
f)
硬さ検査 ラジオペンチの硬さ検査は,附属書1-2の3.2に適合しなければならない。
5. 製品の呼び方 ラジオペンチの呼び方は,規格番号又は規格名称,この附属書に基づいて製作された
ことを示す “I” 及び呼び寸法による。
例1. JIS B 4631 I形 140
例2. ラジオペンチ I形 160
6. 表示 ラジオペンチには,適切な箇所に,次の事項を表示する。
なお,材料記号を表示することが望ましい。
製造業者名又はその略号及び附属書に基づいて製作されたことを示すために “I” を表示する。
5
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1-1(規定) I型ラジオペンチの寸法及び品質
1. 適用範囲 この附属書は,I形ラジオペンチの寸法及び品質について規定する。
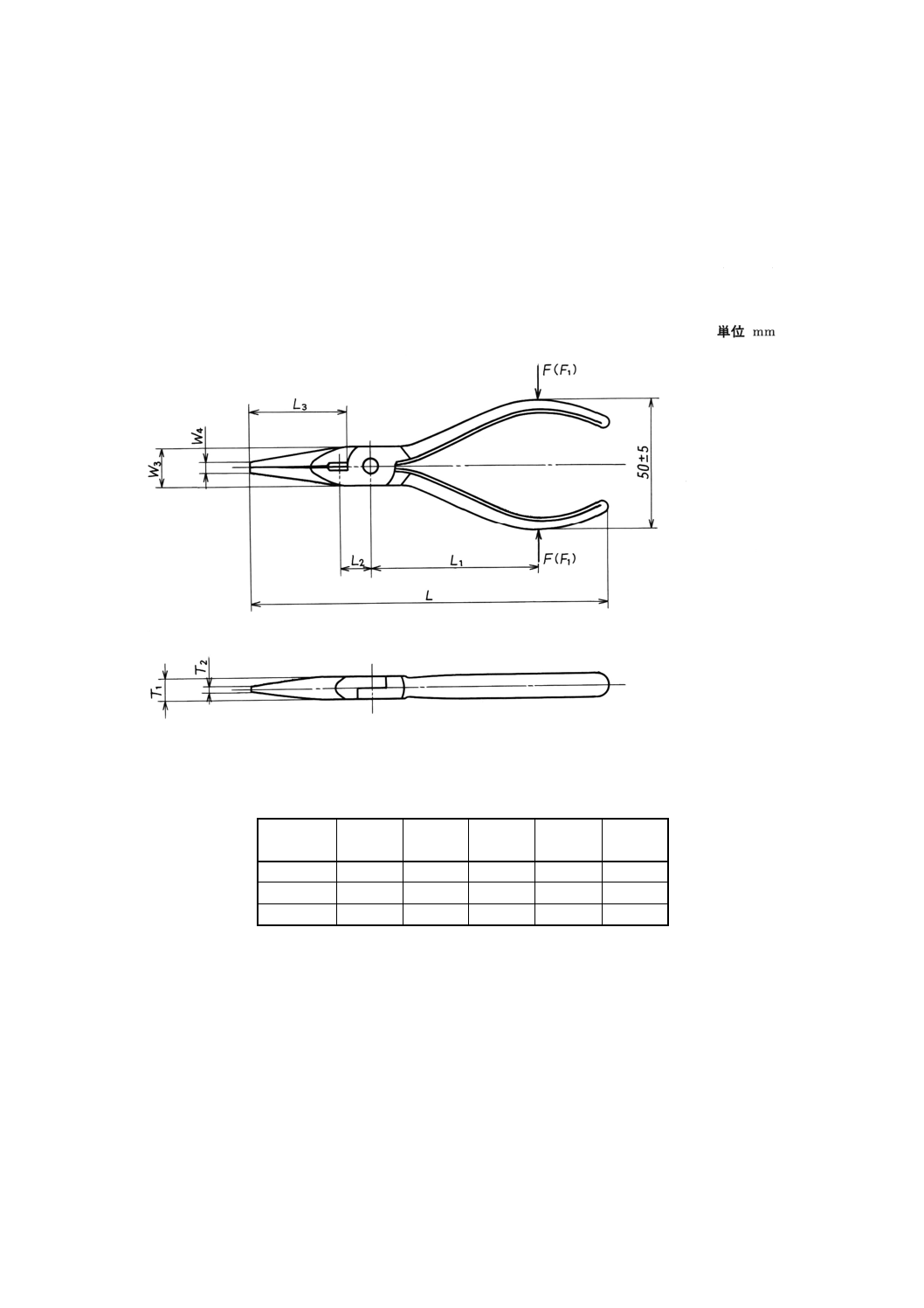
2. 寸法及び試験値 ここに図示しているラジオペンチは,例として示す。したがって,製造業者の設計
に影響を与えるものではない。
附属書1-1図1 形状
附属書1-1表1 寸法
単位 mm
L
L3
W3
最大
W4
最大
T1
最大
T2
最大
140± 7
40±3.2
16
2.5
8
2
160± 8
50±4
18
3.2
9
2.5
200±10
80±6.3
22
5
11
4
6
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1-1表2 試験値
単位 mm
L
L1
L2
切れ味試験
変形試験
試験用
ワイヤの直径
D1)
最大切断力
F1max
(N)
荷重
F
(N)
最大永久変形
Smax2)
140
63
12.5
1.6
570
630
1
160
71
14
1.6
570
710
1
200
90
18
1.6
570
900
1
1) 試験用ワイヤのデータは,附属書1-3に示す。
2) S=W1−W2(附属書1-3参照)
ラジオペンチは,附属書1-3に従って試験する。
変形試験の後,永久変形Sは,附属書1-1表2に示す値を超えてはならない。
距離L1が変形試験に適していない場合は,次の式によってF′を求める。
'
'
1
1
L
L
F
F
×
=
ここに, Fは,附属書1-1表2に示す荷重である。
L1は,かしめ部の中心から附属書1-1表2に示す荷重を加える位置ま
での距離である。
L1'は,かしめ部の中心から荷重を加える位置までの測定値である。
切断力F1及び試験用ワイヤの直径Dは,附属書1-1表2に示す値を超えてはならない。
附属書1-1表2に示す値と異なるレバー比をもつラジオペンチの切断力F'は,次の式による。
'
'
6.1
'
1
2
2
L
L
F
F
×
×
=
ここに, F2は,試験用ワイヤの切断力である(附属書1-3参照)。
1.6は,試験用ワイヤの補正係数である。
L1'は,かしめ部の中心から荷重を加える位置までの測定距離である。
L2'は,かしめ部の中心から試験用ワイヤの位置までの測定距離である。
7
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1-2(規定) I形ラジオペンチの一般的な技術的要求事項
1. 適用範囲 この附属書は,I形ラジオペンチの一般的な技術的要求事項について規定する。
2. 柄部 柄部は,違和感なく握ることができるように形づくられ,手の偶発的な挟みを防止し,かつ,
次の仕上げの一つに該当していなければならない。
2.1
滑らかな仕上げ
2.2
黒染め酸化鉄仕上げ
2.3
りん酸塩皮膜仕上げ
2.4
ラッカー仕上げ
2.5
電気めっき仕上げ
2.6
プラスチックコーティング又はプラスチックスリーブ仕上げ
2.7
ローレット仕上げ
3. 頭部
3.1
接合部 接合部は,閉じた位置から開いた位置まで円滑に動かなければならない。また,どの位置
においても,ラジオペンチの機能を損なうような遊び(がた)があってはならない。
3.2
あご すべてのラジオペンチについて,あごは先端で合わなければならない。
寸法の規定において,別の仕様が定められているラジオペンチは除外する。
すべてのラジオペンチについて,くわえ面の硬さは,440HV (≒44HRC) 以上でなければならない。
硬さは,附属書1-3に従って測定する。
4. 外観及び仕上げ ラジオペンチには,きず,さび及び非機能的な鋭い突起があってはならない。また,
ラジオペンチが確実に良好な状態で使用者に届くようにするため,保護表面処理を施す。
保護表面処理は,製造業者が決めることが望ましい。
典型的な表面仕上げ又は表面処理は,次のとおりである。
4.1
化学合成酸化物皮膜
4.2
化学合成りん酸塩皮膜
4.3
磨き
4.4
電着金属皮膜
4.5
ラッカー塗り
8
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1-3(規定) I形ラジオペンチの試験方法
1. 適用範囲 この附属書は,I形ラジオペンチの試験方法について規定する。
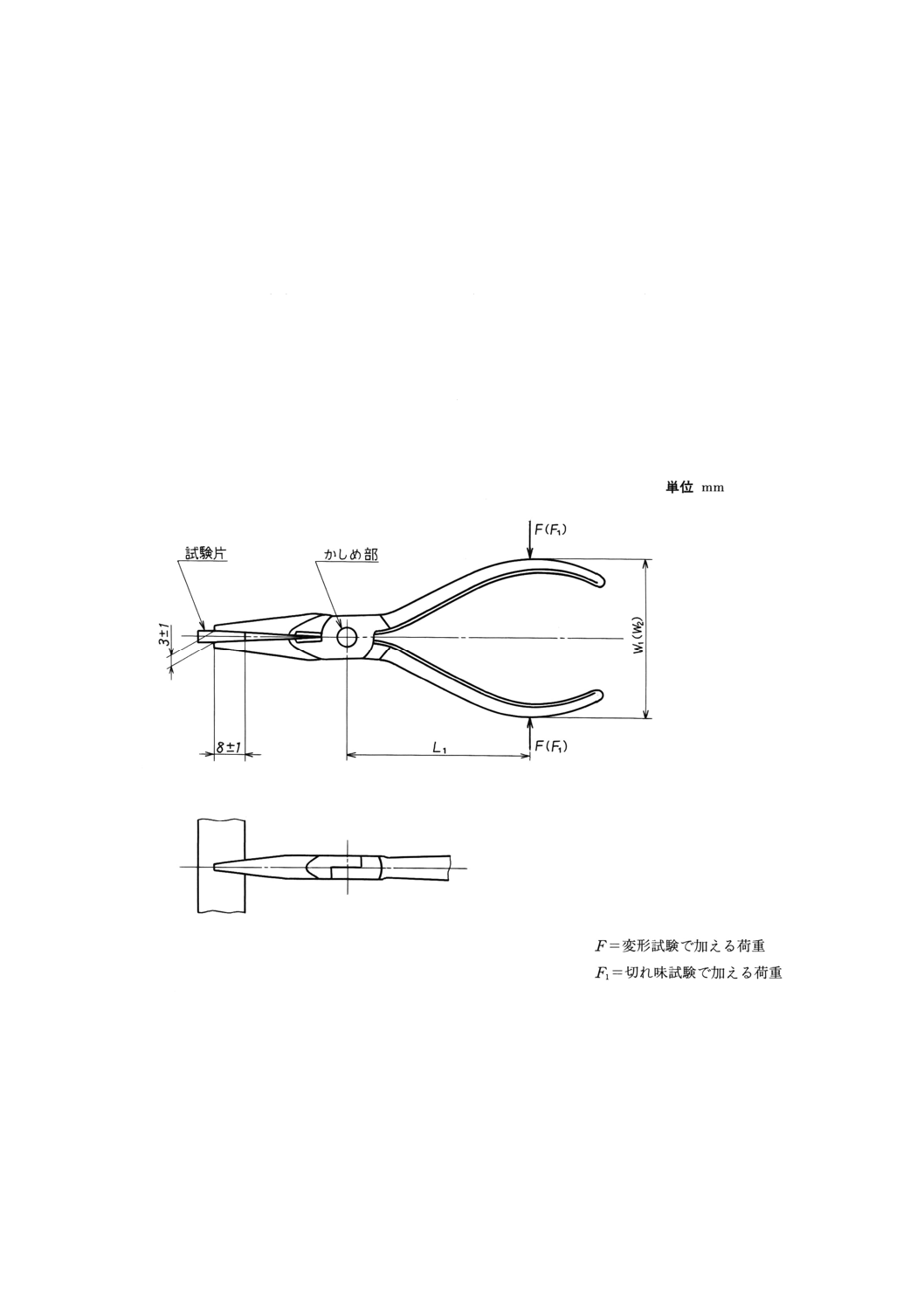
2. 変形試験
2.1
概要 試験は,規定事項との比較による検査に適する装置を使用して実施する。
2.2
試験方法 ラジオペンチのサイズ別に,かしめ部の中心から距離L1のところにある柄部に荷重を加
える位置を定め,くわえ部に適切な試験片を挿入する(2.3参照)。
荷重50Nをかけ,柄部の幅W1を測定する。荷重Fを指定値まで増やし,次いで50Nまで減らす。
荷重Fを4回かけ,次いで柄部の幅W2をもう一度同じ距離L1で測定する。
最初の読取値と2番目の読取値との差 (W1−W2) は,永久変形の最大値Smaxを超えてはならない。
ラジオペンチのサイズについては,対応する附属書1-3図1を参照。
附属書1-3図1 変形試験
試験後,ラジオペンチに,使用に支障をきたすような変形があってはならない。
かしめ部の中心から距離L1で変形試験を規定したように実施できない場合は,かしめ部の中心からL1'
で荷重を加える,より適切な位置を選択する。
かしめ部の中心から距離L1'で加える荷重F'は,次の式による。
9
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
'
'
1
1
L
L
F
F
×
=
ここに, Fは,距離L1における荷重である(附属書1-3図1参照)。
2.3
試験片 試験片は,硬さが30〜40HRCとし,くわえ部の先端から8mm±1mmの長さにわたりくわ
え部と接触するような寸法及び輪郭をもっていなければならない。
試験片が挿入された状態で,くわえ部の先端の開きは,3mm±1mmとする。
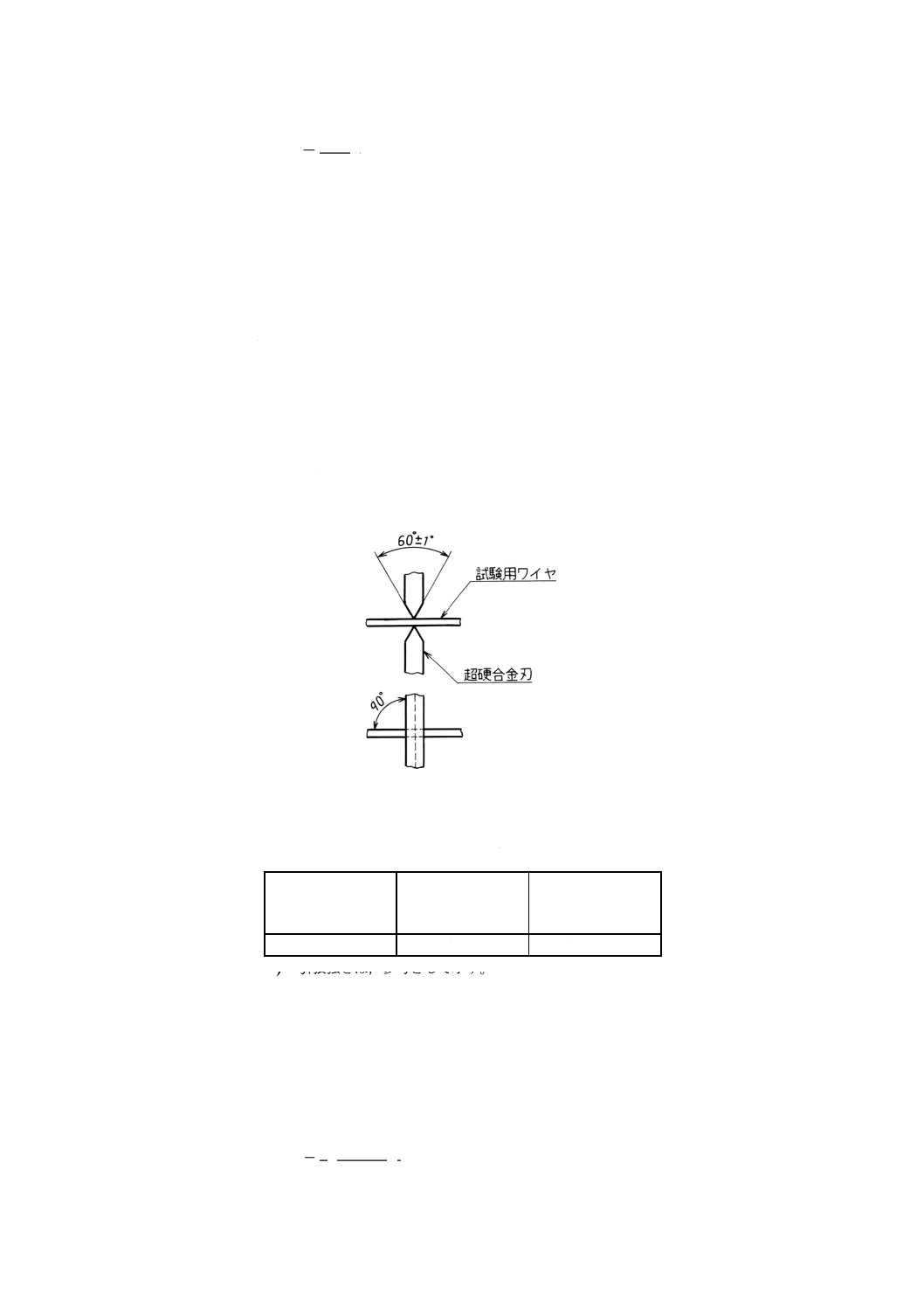
3. ワイヤ切断試験
3.1
試験用ワイヤの確認 切断試験に使用するワイヤは,まず,規定事項との比較によって検査できる
装置で確認しなければならない。
試験装置に二つの超硬合金刃を組み立てる。この場合,刃部角度60°±1°,刃部の半径が0.3mmにな
るように研磨し,刃部が互いに平行になるようにし,また,試験用ワイヤと直角をなすようにする(附属
書1-3図2参照)。
ワイヤの切断に必要な力を記録する。
三つの読取値の平均値は,3.2に示す値を満足していなければならない。
附属書1-3図2 試験装値
3.2
切断力
附属書1-3表1 試験用ワイヤ
ワイヤの直径
D
mm
近似引張強さ1)
N/mm2
切断力
F2
N
1.6
1 600
1 800±90
1) 引張強さは,参考として示す。
3.3
切れ味試験 確認済みの試験用ワイヤを使用し,ラジオペンチを規定事項との比較によって検査で
きるように試験装置に配置する。
試験用ワイヤをラジオペンチのくわえ部に挿入し,ラジオペンチのサイズに従ってL1及びL2で定めた
柄部の位置に力F1を加える。
切れ味試験がL1及びL2で定めた位置で規定したように実施できない場合は,L1′及びL2′で定められ
る,より適切な位置を選択する。この場合,切断力F1'は,次の式による。
'
'
6.1
'
1
2
2
L
L
F
F
×
×
=
10
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに, F1'は,寸法の規定で規定されていない最大切断力である。
F2は,附属書1-3表1に従っている切断力である。
1.6は,補正係数である。
試験用ワイヤの切断に必要な力F1を測定する。この力は,ラジオペンチのサイズに対して規定されてい
る最大切断力F1maxの値を超えてはならない。
試験終了時,刃部にラジオペンチの切断性能に悪影響を与えるような目に見える圧こん又は変形があっ
てはならない。
ラジオペンチは,使用に支障をきたすような損傷を受けてはならない。
この試験の後に,軟ワイヤ切断試験を4.に従って実施する。
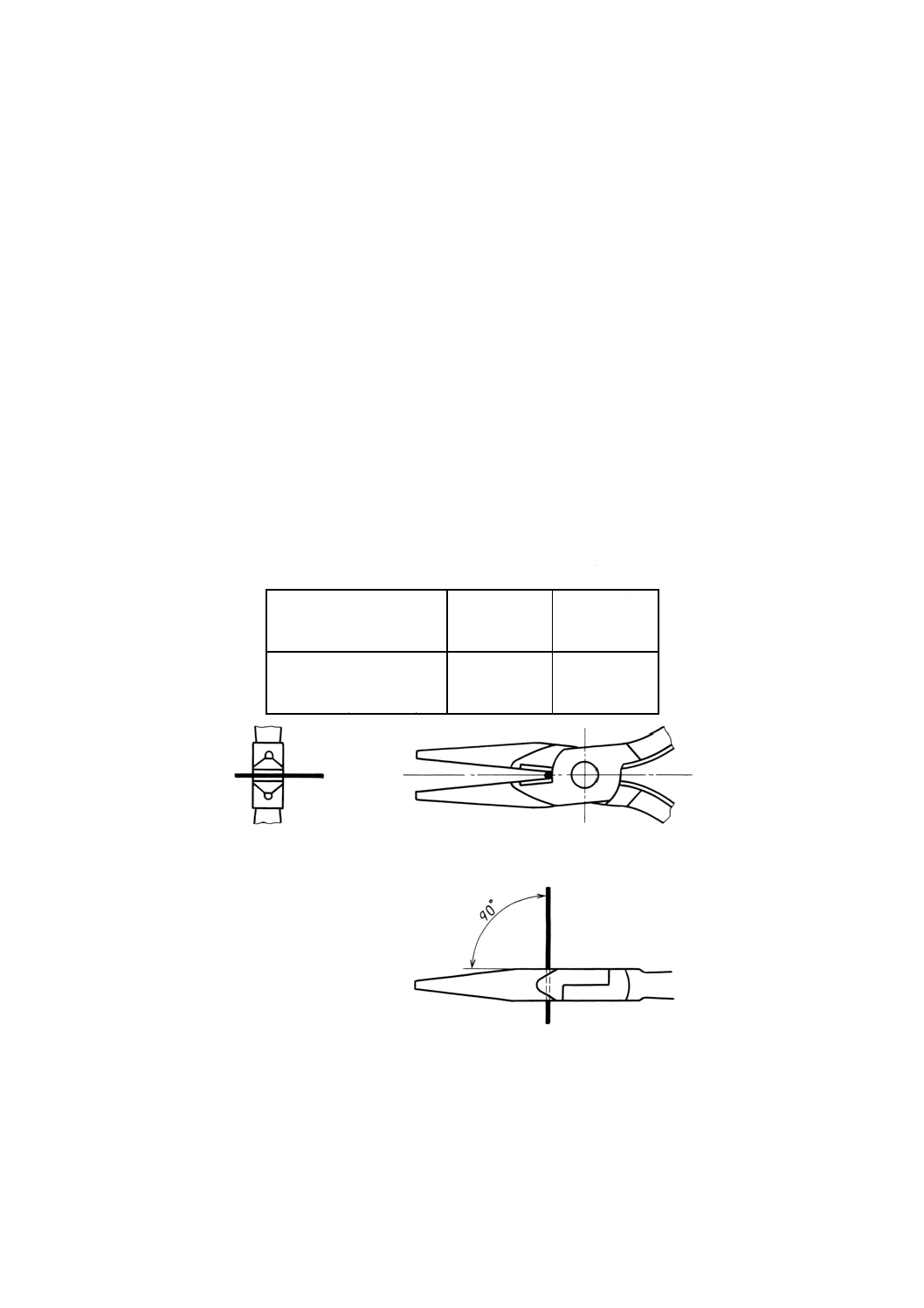
4. 軟ワイヤ切断試験 切れ味試験の終了後,ラジオペンチは,次に示す要領で軟ワイヤを切断できなけ
ればならない。
試験用ワイヤを,附属書1-3図3に示す例に従ってラジオペンチの刃部の間に位置決めする。
附属書1-3表2に示す試験用ワイヤは,切断試験を容易にするため,曲げ又は引張り応力を与えること
なく,完全に切断する。
最大長さが25mmの試験用ワイヤ片を,ラジオペンチの刃部の間に位置決めする。
このワイヤ片は,ラジオペンチの刃部だけで保持し,柄部に手で力を加えるだけで切断する。
附属書1-3表2 軟試験用ワイヤの材料及び直径
ワイヤ材及び対応国際規格
近似引張強さ
MPa
ワイヤの直径
D
mm
青銅
CuSn6
ISO 427 (JIS H 3270)
740〜830
1
附属書1-3図3 軟試験用ワイヤの位値の例
5. くわえ部の表面の硬さ くわえ部の表面,又はくわえ部の表面から1mm以下の距離にある隣接側面
の硬さを測定する。
11
B 4631 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 4631(ラジオペンチ)改正原案作成委員会 構成表
氏名
所属
(主査)
竹 原 康
東京都立科学技術大学
(委員)
杉 上 孝 二
通商産業省機械情報産業局
高 橋 孝 一
通商産業省製品評価技術センター
本 間 清
工業技術院標準部
菅 谷 伸 夫
トヨタ自動車株式会社
鷹 野 武 次
日産アルティア株式会社
徳 田 憲 暁
財団法人鉄道総合技術研究所
豊 島 国 男
株式会社日立製作所
中 西 忠 雄
防衛庁装備局調達補給室
中 村 智 男
日本ねじ研究協会
三 沢 彰
東日本旅客鉄道株式会社
森 浩 一
東京ガス株式会社
森 部 幸 男
社団法人日本自動車整備振興会連合会
吉 田 育 夫
株式会社東芝
岡 田 正 之
北陽産業株式会社
兼 古 耕 一
株式会社兼古製作所
小 山 喜一郎
株式会社スリーピークス技研
佐 藤 浩 輔
京都機械工具株式会社
田 口 一 重
株式会社ベツセル工業
田 中 蕡
花園工具株式会社
野 崎 誠 二
フジ矢株式会社
○ 長谷川 直
株式会社マルト長谷川工作所
前 田 英 治
前田金属工業株式会社
松 塚 允 宏
旭金属工業株式会社
室 本 治
室本鉄工株式会社
涌 井 伸 市
株式会社涌井製作所
渡 辺 鉄太郎
全国作業工具工業組合
(事務局)
橋 本 繁 晴
財団法人日本規格協会
三 塚 隆 正
財団法人日本規格協会
備考 ○印は,WG主査を示す。