B 4231-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき日本工業標準調査会の審議を経て,通商産業大臣が制定した規格で
ある。これによって,JIS B 4231 : 1988は廃止され,JIS B 4231-1及びJIS B 4231-2に置き換えられる。
この規格は,JIS B 4231 : 1988に対応する国際規格であるISO 3294 : 1975, Parallel shank countersinks for
angles 60, 90 and 120 degrees inclusive及びISO 3293 : 1975, Morse taper shank countersinks for angles 60 degrees,
90 degrees and 120 degrees inclusiveとの整合化のため,それぞれに対応するものとして,JIS B 4231-1(面
取りフライス−第1部:ストレートシャンク面取りフライス)とJIS B 4231-2(面取りフライス−第2部:
テーパシャンク面取りフライス)とに分割し,制定したものである。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4231-2 : 1999
面取りフライス
第2部:テーパシャンク面取りフライス
Milling cutters−Morse taper shank countersinks
序文 この規格は,1975年に第1版として発行されたISO 3293, Morse taper shank countersinks for angle 60
degrees, 90 degrees and 120 degrees inclusiveを翻訳し,技術内容(軽微な技術上の差異を除く)及び規格票
の様式を変更することなく作成した日本工業規格である。
なお,この規格のなかで,点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,外径が16〜80mm,角度が60°,90°及び120°の高速度工具鋼製モールス
テーパシャンク面取りフライス(以下,フライスという。)について規定する。ただし,シャンクについて
は炭素鋼などの他の材料を使用することができる。
テーパシャンクの寸法は,JIS B 4003による。
なお,ストレートシャンク面取りフライスは,JIS B 4231-1で規定する。
備考 この規格の対応国際規格を次に示す。
ISO 3293 : 1975 Morse taper shank countersinks for angles 60 degrees, 90 degrees and 120 degrees
inclusive
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 4003 工具用テーパシャンク部及びソケット−形状・寸法
備考 ISO 296 : 1991, Machine tools-self-holding taper for tool shanksからの引用事項は,この規格の該
当事項と同等である。
JIS B 4231-1 ストレートシャンク面取りフライス
備考 ISO 3294 : 1975, Parallel shank counterdsinks for angle 60, 90 and 120, degrees inclusiveが,この規
格と一致している。
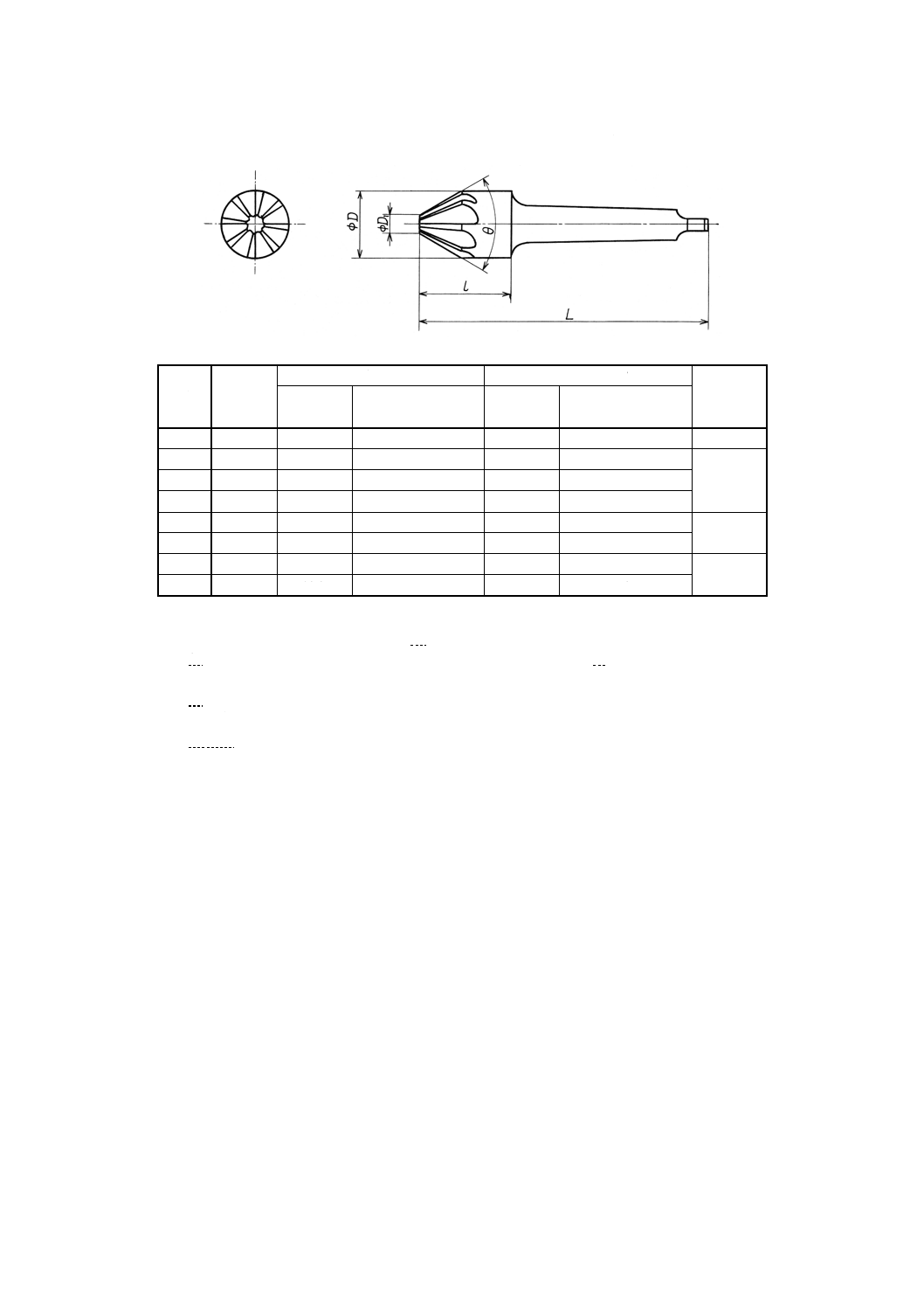
3. 形状・寸法 フライスの形状及び寸法は,表1による。
2
B 4231-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 テーパシャンク面取りフライスの形状及び寸法
単位mm
全長L
ボディ長さl
モールス
テーパ番号
外径
D
先端径
D1
角度
θ=60°
角度
θ=90°及び120°
角度
θ=60°
角度
θ=90°及び120°
16
3.2
93
97
20
24
1
20
4
116
120
24
28
2
25
7
121
125
29
33
31.5
9
124
132
32
40
40
12.5
150
160
35
45
3
50
16
153
165
38
50
63
20
185
200
43
58
4
80
25
196
215
54
73
備考 角度θの許容差は,
0
1°
−
とする。
参考1. モールステーパシャンクは,JIS B 4003による。
2. 外径D,先端径D1,全長L及びボディ長さlの許容差は,JIS B 0405に規定する公差等
級c(粗級)とする。
3. 量記号は,ISO 3293では,外径Dをd1,先端径D1をd2,角度をθをα,全長Lをl1,ボ
ディ長さlをl2と表示している。
4. ISO 3293には,形状・寸法という項目名は記載されていない。
3
B 4231-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
国際整合化調査研究委員会 構成表
氏名
所属
村 田 良 司
東京理科大学
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 繁 晴
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
川 口 俊 充
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
倉 持 建
日本高周波鋼業株式会社
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社
小 峰 武 夫
コベルコツールエンジニアリング株式会社
白 土 秀 明
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
田 中 祐 弌
コベルコツールエンジニアリング株式会社
大 沢 秀 彦
オーエスジー株式会社
平 野 武 治
日本工具工業会
佐 野 保 次
日本工具工業会