B 4114 : 1998 (ISO 10145-1 : 1993)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 4114 : 1993は改正され,この規格に置き換えられる。
今回の改正では,国際規格との整合化を図るため,ISO 10145-1 : 1993, End mills with brazed helical
hardmetal tips−Part 1 : Dimensions of end mills with parallel shankを翻訳し,技術内容及び規格票の様式を変
更することなく採用したものである。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 4114 : 1998には,旧規格であるJIS B 4114 : 1993の一部を記述した附属書がある。
附属書(参考) J形超硬質合金ろう付けストレートシャンクエンドミル
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4114 : 1998
(ISO 10145-1 : 1993)
超硬質合金ろう付け
ストレートシャンクエンドミル
End mills with brazed helical hardmetal tips
−Part 1 : Dimensions of end mills with parallel shank
序文 この規格の本体は,1993年に発行されたISO 10145-1 : 1993, End mills with brazed helical hardmetal tips
−Part 1 : Dimensions of end mills with parallel shankを翻訳し,技術内容及び規格票の様式を変更することな
く作成した日本工業規格である。
なお,この規格の本体の中で,点線の下線を施してある“備考”及び“参考”は原国際規格にはない事項
である。また,この規格には原国際規格にはない附属書(参考)として,JIS B 4114-1993の一部を記述し
たものがある。
1. 適用範囲 この規格は,超硬質合金ねじれ刃をろう付けしたストレートシャンクエンドミル(以下,
エンドミルという)の一般的な寸法について規定する。
この規格が規定するエンドミルのシャンク部は,次の2種類とする。
− JIS B 4005に規定されたR形のプレインストレートシャンクエンドミル及びフラット付きストレー
トシャンクエンドミル
この規格は,ねじれ角,ねじれの左右,及び溝の数とは無関係に適用される。
備考 超硬質合金とは,超硬合金,サーメット,超微粒子超硬合金,及びそれらに炭化物,窒化物,
酸化物などを被覆した合金の総称。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の一部を構成する。こ
の引用規格は,その最新版(追補を含む)を適用する。
JIS B 4005 フライス用ストレートシャンク部−形状・寸法
備考 ISO 3338-1 : 1996, Cylindrical shanks for milling cutters−Part 1 : Dimensional characteristics of
plain cylindrical shanks及びISO 3338-2 : 1996, Cylindrical shanks for milling cutters−Part 2 :
Dimensional characteristics of flatted cylindrical shanksからの引用事項は,この規格の該当
事項と同等である。
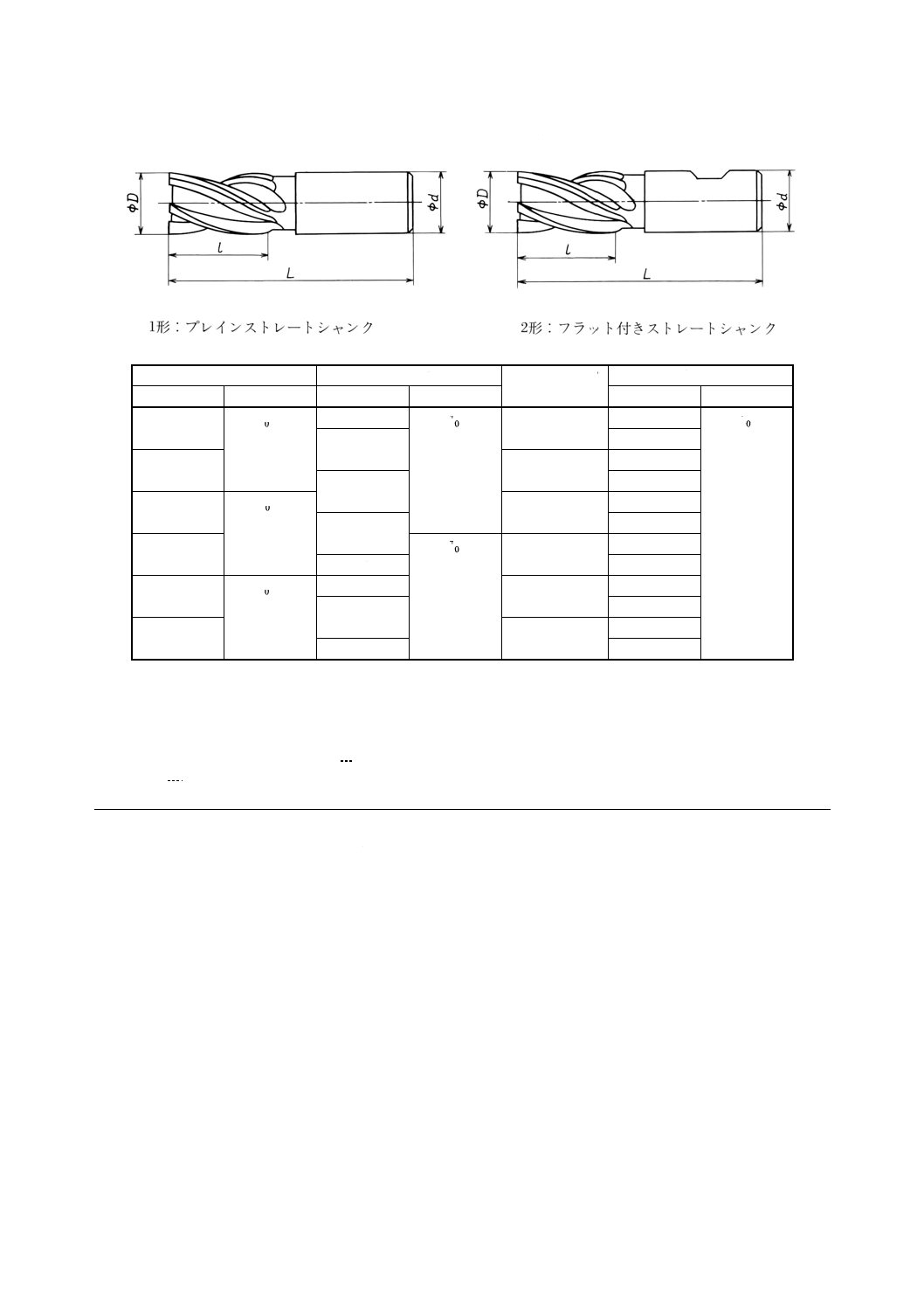
3. 形状・寸法 表1に示す。
2
B 4114 : 1998 (ISO 10145-1 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 エンドミルの形状及び寸法
単位 mm
外径 D
刃長 l
シャンク径 d
全長 L
基準寸法
許容差 k12
寸法
許容差
基準寸法
許容差
12
018
.0
+
20
02
+
12
75
02
+
25
80
16
16
88
32
95
20
021
.0
+
20
97
40
105
25
03
+
25
111
50
121
32
025
.0
+
40
32
120
50
130
40
40
140
63
153
備考1. プレインストレートシャンクの形状,寸法及び許容差は,JIS B 4005の5.形状・寸法の表1のR
形による。
2. フラット付きストレートシャンクの形状,寸法及び許容差は,JIS B 4005の5.形状・寸法の表2
による。
参考1. 外径Dの許容差は,JIS B 0401-2による。
2. 量記号は,ISO 10145-1では外径Dをd,シャンク径dをd1と表示している。
関連規格 JIS B 0170-1993 切削工具用語(基本)
JIS B 0172-1993 フライス用語
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の
表
3
B 4114 : 1998 (ISO 10145-1 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) J形超硬質合金ろう付け
ストレートシャンクエンドミル
序文 この附属書(参考)は,本体に規定されていない項目について記述するものであり,規定の一部で
はない。
1. 適用範囲 この附属書(参考)は,旧規格であるJIS B 4114-1993に規定されたJ形超硬質合金ろう付
けストレートシャンクエンドミル(以下,J形エンドミルという。)について記述する。
2. 引用規格 この附属書(参考)では,本体で引用している規格のほか,次の規格を引用する。これら
の引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0601 表面粗さ−定義及び表示
JIS B 0659 比較用表面粗さ標準片
JIS B 1011 センタ穴
JIS B 1501 玉軸受用鋼球
JIS B 4053 切削用超硬質工具材料の使用分類及び呼び記号の付け方
JIS B 7153 測定顕微鏡
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7517 ハイトゲージ
JIS B 7526 直角定規
JIS B 7540 Vブロック
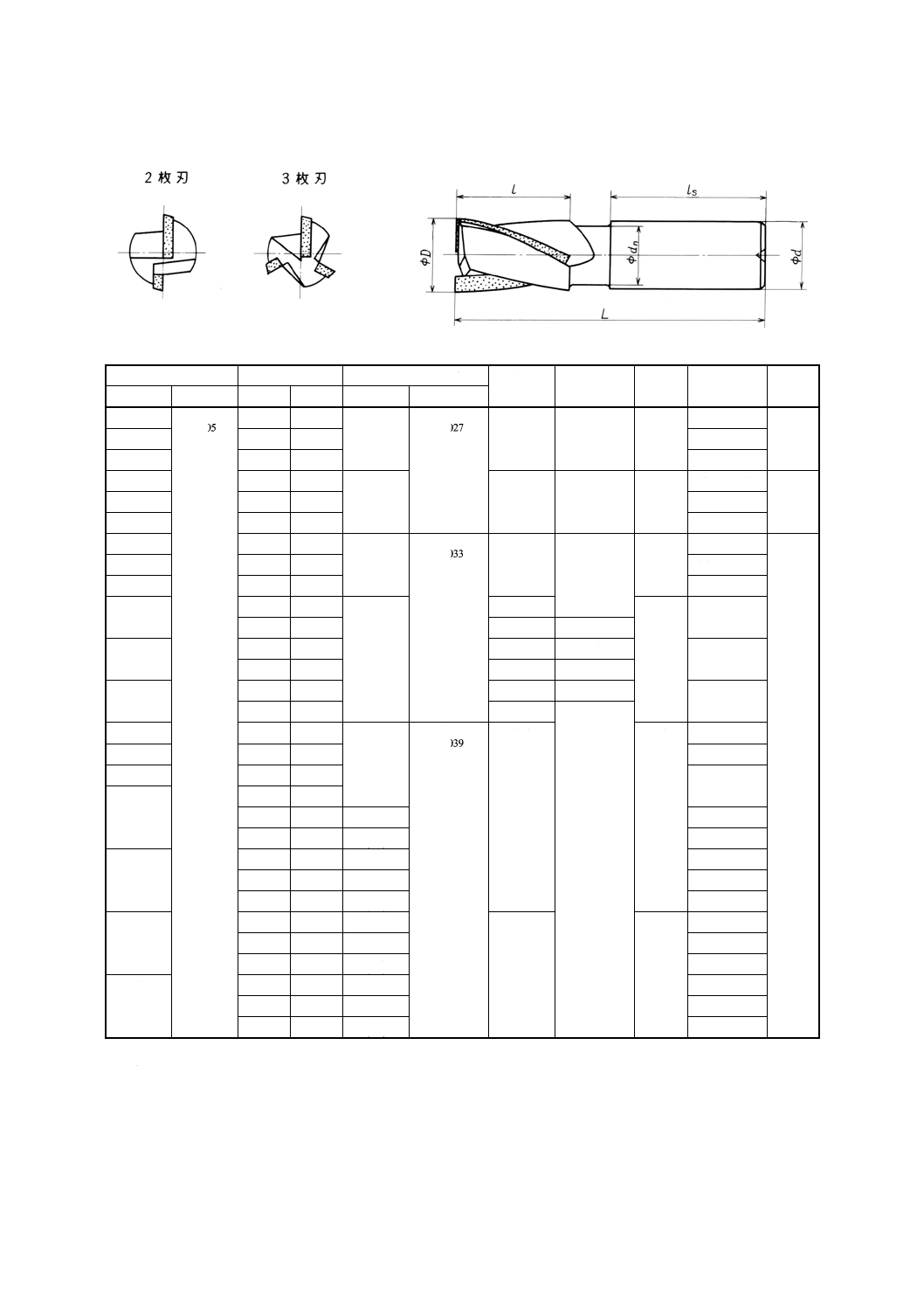
3. 種類 J形エンドミルの種類は,中心刃の有無,刃数によって附属書表1のとおりとする。
附属書表1 種類
種類
刃数
中心刃付き
2
3
中心刃なし
4
6
4. 形状・寸法 J形エンドミルの形状・寸法は,付属書表2及び付属書表3による。
4
B 4114 : 1998 (ISO 10145-1 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表2 J形エンドミルの形状・寸法(中心刃付き)
単位 mm
外径 D
刃数 Z
シャンク径 d
全長
L
シャンク長
ls
刃長
l
首径
dn
センタ
穴呼び
基準寸法 許容差
2枚
3枚
基準寸法 許容差 h8
10
005
.0
−
○
−
12
0027
.0
−
80
56
20
8
〜11.5
1.6
11
○
−
8.5 〜11.5
12
○
−
9
〜11.5
14
○
○
16
95
60
25
10.5 〜15.5
2
15
○
○
11.5 〜15.5
16
○
○
12
〜15.5
18
○
○
20
0033
.0
−
115
70
32
14
〜19.5
2.5
20
○
○
16
〜19.5
22
○
○
18
〜19.5
24
○
○
25
125
40
19.5 〜24.5
○
○
140
85
25
○
○
125
70
20.5 〜24.5
○
○
140
85
28
○
○
125
70
23
〜24.5
○
○
140
85
30
○
○
32
0039
.0
−
150
50
25
〜31.5
32
○
○
27
〜31.5
35
○
○
30
〜31.5
38
○
○
○
○
40
33
〜39.5
○
○
(42)
33
〜41.5
40
○
○
32
30
〜31.5
○
○
40
35
〜39.5
○
○
(42)
35
〜41.5
45
○
○
32
160
63
30
〜31.5
○
○
40
35
〜39.5
○
○
(42)
35
〜41.5
50
○
○
32
30
〜31.5
○
○
40
35
〜39.5
○
○
(42)
35
〜41.5
備考1. 全長L及びシャンク長lsの許容差は,JIS B 0405に規定する粗級とする。
2. センタ穴は,JIS B 1011に規定する60°センタ穴B形又はC形とする。
3. 中心刃は,ほぼ回転中心を通り,反対側へ余裕をもって伸びていること。
4. 中心刃と外周刃の接続方法は自由であるが,接続部は可能な限りすきまがなくつながっていること。
5. 外周刃のねじれは右ねじれとし,ねじれ角は約30°とする。
6. コーナ部には,面取りを付けてもよい。
7. 底刃は,中低を付けるのがよい。
5
B 4114 : 1998 (ISO 10145-1 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 外周刃のマージン幅は,0.05mm以下とする。
9. ボディの剛性を損なわない程度に,使用上十分なチップポケットを設ける。
10. ストレートシャンクと首とは,滑らかにつながっていなければならない。
11. 寸法に括弧を付けたものはなるべく用いない。
12. 刃数は○印のあるものを対象とする。
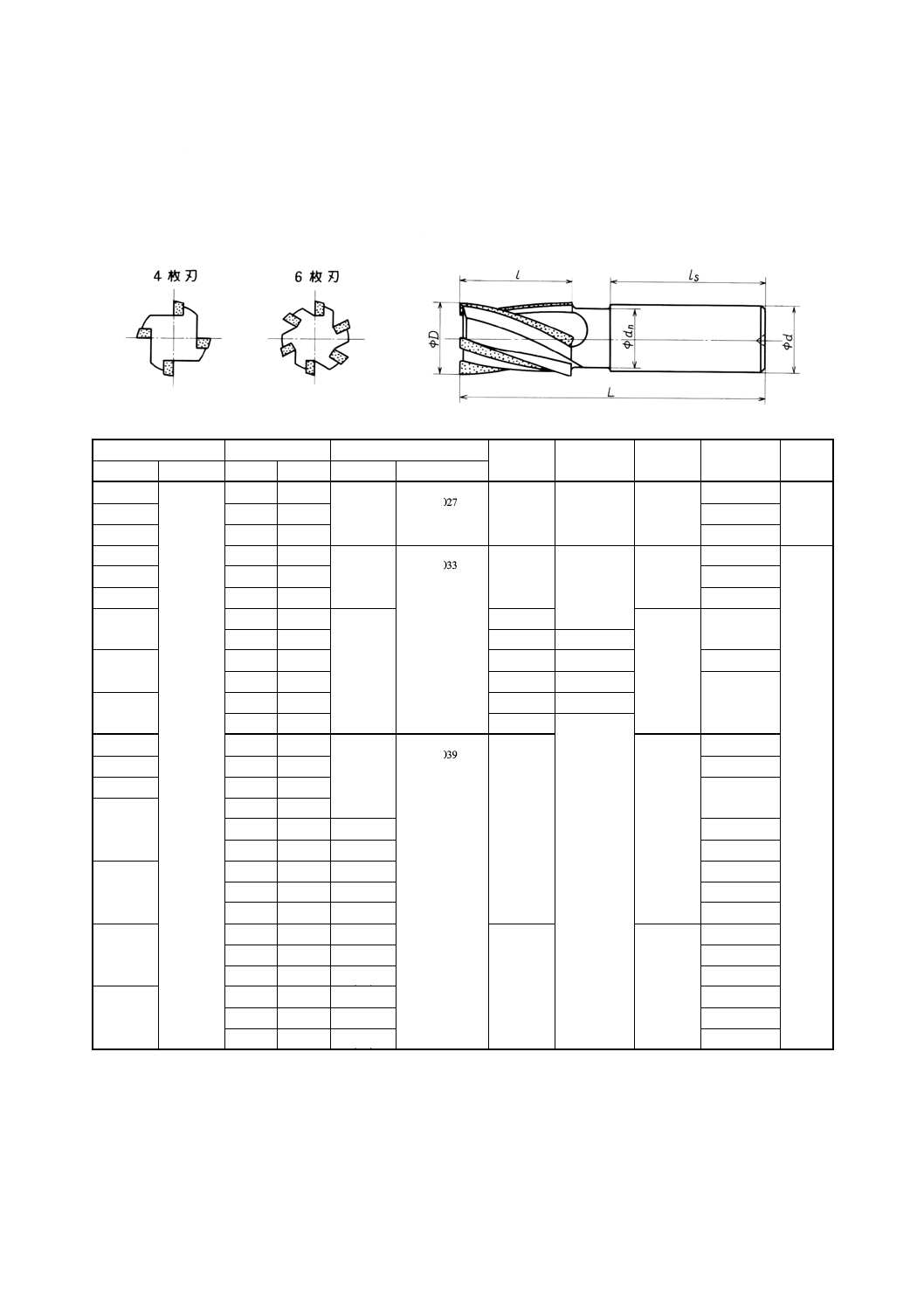
附属書表3 J形エンドミルの形状・寸法(中心刃なし)
単位 mm
外径 D
刃数 Z
シャンク径 d
全長
シャンク長
刃長
首径
センタ
穴呼び
基準寸法 許容差
4枚
6枚
基準寸法
許容差 h8
L
ls
l
dn
14
±0.05
○
−
16
0027
.0
−
95
60
25
10.5 〜15.5
2
15
○
−
11.5 〜15.5
16
○
−
12 〜15.5
18
○
−
20
0033
.0
−
115
70
32
14 〜19.5
2.5
20
○
−
16 〜19.5
22
○
−
18 〜19.5
24
○
−
25
125
40
19.5 〜24.5
○
−
140
85
25
○
−
125
70
20.5 〜24.5
○
−
140
85
23 〜24.5
28
○
−
125
70
○
−
140
85
30
○
−
32
0039
.0
−
150
50
25 〜31.5
32
○
−
27 〜31.5
35
○
−
30 〜31.5
38
○
−
○
−
40
33 〜39.5
○
−
(42)
33 〜41.5
40
○
−
32
30 〜31.5
○
−
40
35 〜39.5
○
−
(42)
35 〜41.5
45
○
−
32
160
63
30 〜31.5
−
○
40
35 〜39.5
−
○
(42)
35 〜41.5
50
−
○
32
30 〜31.5
−
○
40
35 〜39.5
−
○
(42)
35 〜41.5
備考1. 全長L及びシャンク長lsの許容差は,JIS B 0405に規定する粗級とする。
2. センタ穴は,JIS B 1011に規定する60°センタ穴B形又はC形とする。
3. 外周刃のねじれは右ねじれとし,ねじれ角は約30°とする。
4. コーナ部には,面取りを付けてもよい。
5. 底刃は,中低を付けるのがよい。
6. 外周刃のマージン幅は,0.05mm以下とする。
6
B 4114 : 1998 (ISO 10145-1 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. ボディの剛性を損なわない程度に,使用上十分なチップポケットを設ける。
8. ストレートシャンクと首とは,滑らかにつながっていなければならない。
9. 寸法に括弧を付けたものはなるべく用いない。
10. 刃数は○印のあるものを対象とする。
5. 品質
5.1
外観 J形エンドミルの外観は,6.2の試験を行ったとき,附属書表4による。
附属書表4 外観
区分
品質項目
条件
チップ部
きず,割れ
使用上,有害な欠点があってはならない。
刃先の仕上げ
チップの切れ刃部分は,研削仕上げとする。
表面粗さは,JIS B 0601に規定する0.40μmRa (1.6μmRy) とし,
切れ刃に有害なだれ,刃こぼれがあってはならない。
ろう付けの状態
使用上,有害な割れ,ろう切れなどの欠点があってはならない。
ボデー部
きず,まくれ,割れ 使用上,有害な欠点があってはならない。
仕上げ
ストレートシャンク部は適当な逃げ部を除いて研削仕上げと
し,表面粗さは,JIS B 0601に規定する0.80μmRa (3.2μmRy) と
する。
5.2
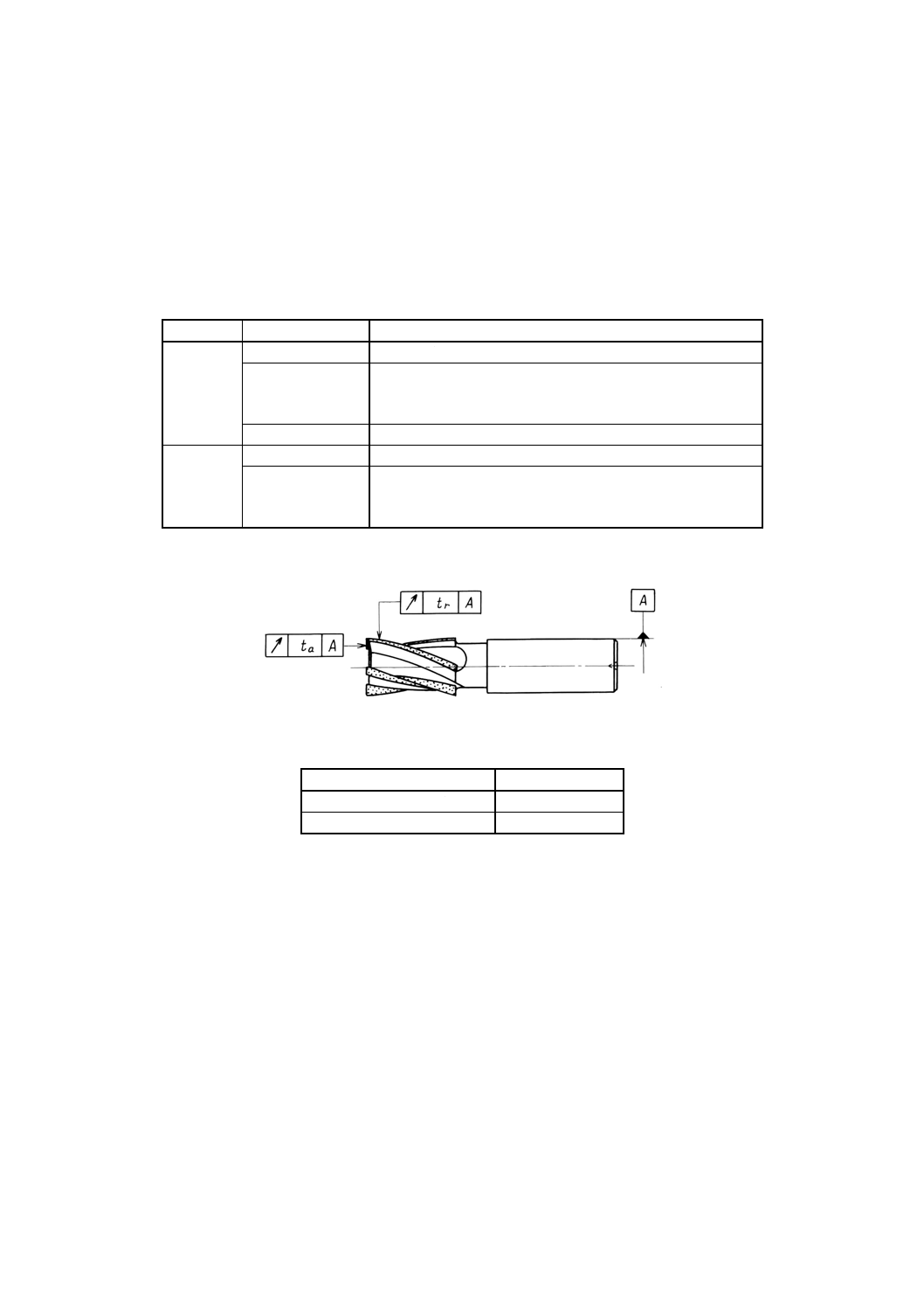
振れ J形エンドミルの刃部の振れは,6.3の試験を行ったとき,附属書表5による。
附属書表5 刃部の振れ公差
備考 図示方法は,JIS B 0021による。
単位 mm
項目
公差
外周刃の振れの公差tr
0.032
底刃の振れの公差ta
0.040
7
B 4114 : 1998 (ISO 10145-1 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 試験方法
6.1
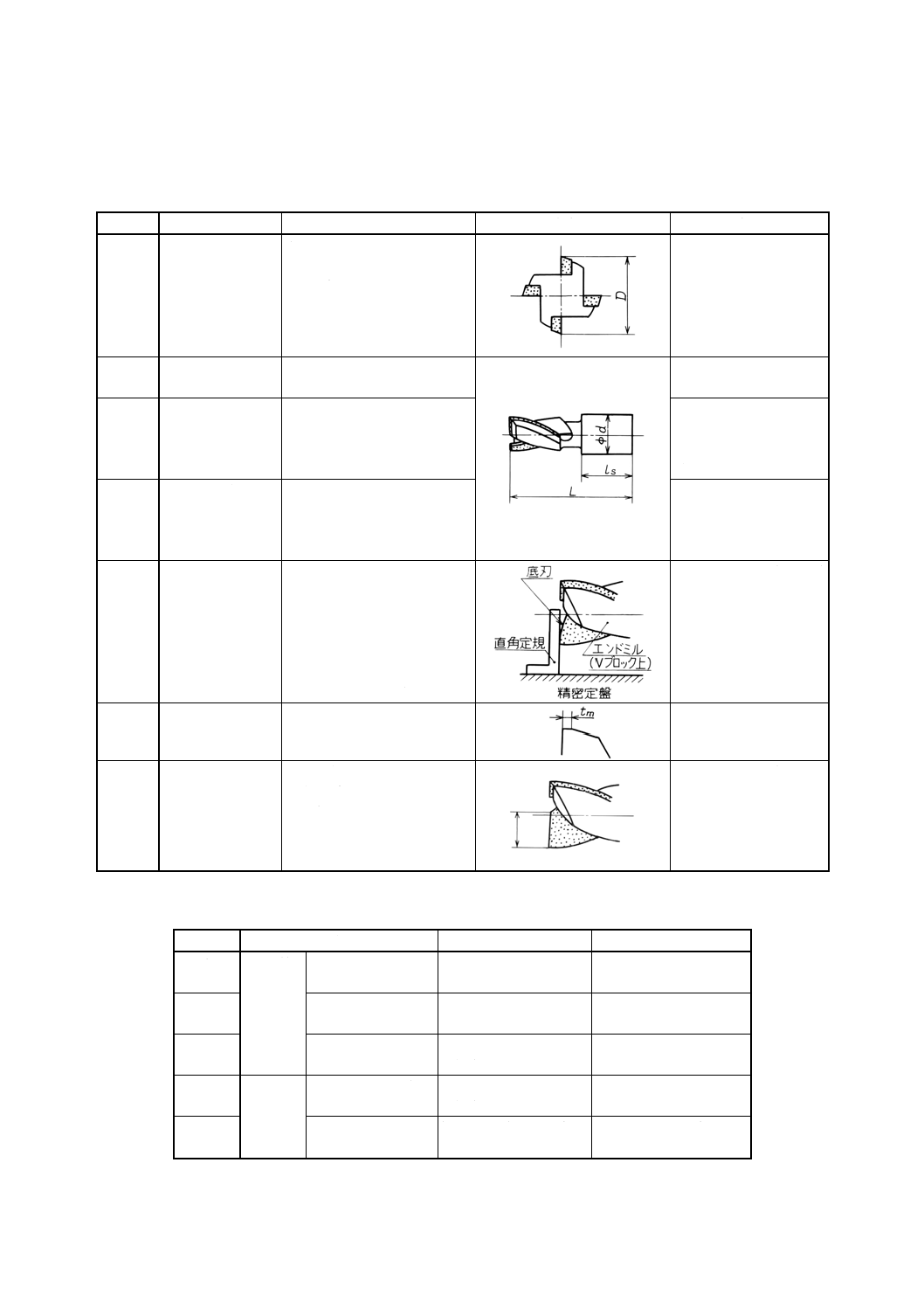
形状・寸法 J形エンドミルの形状及び寸法は附属書表6に示す方法で測定する。
附属書表6 形状及び寸法の測定方法
番号
項目
測定方法
測定方法図
測定器具
1
外径 D
a) 全数刃が2,4又は6枚の
場合,対向する外周刃間の
距離をマイクロメータな
どで測定する。
b) 3枚刃の場合,3点マイク
ロメータなどで測定する。
JIS B 7502に規定するマ
イクロメータ
2
シャンク径 d
マイクロメータで測定する。
JIS B 7502に規定するマ
イクロメータ
3
全長 L
ハイトゲージ,ノギスなどで測
定する。
JIS B 7517に規定するハ
イトゲージ
JIS B 7507に規定するノ
ギス
4
シャンク長 ls
ハイトゲージ,ノギスなどで測
定する。
JIS B 7517に規定するハ
イトゲージ
JIS B 7507に規定するノ
ギス
5
底刃の中低
精密定盤上にVブロックを載
せ,Vブロック上にエンドミル
のシャンク部を載せて,コーナ
部が最下点になるように保持
し,定盤上に直角定規を置いて
コーナ部に軽く当て,底刃にす
き間があることを確認する。
JIS B 7513に規定する精
密定盤
JIS B 7526に規定する2
級の直角定規
JIS B 7540に規定する1
級のVブロック
6
外周刃のマージン
tm
測定顕微鏡などで測定する。
JIS B 7153に規定する測
定顕微鏡
7
中心刃
中心刃(センタカット刃ともい
う。)の有効長さをノギスなど
で測定する。
JIS B 7507に規定するノ
ギス
6.2
外観 J形エンドミルの外観は,附属書表7に示す方法で測定する。
附属書表7 外観の測定方法
番号
項目
測定方法
測定器具
1
チップ部 きず,割れ
目視又は拡大鏡によっ
て観察する。
10倍程度の拡大鏡
2
刃先の仕上げ
粗さ標準片との比較に
よって観察する。
JIS B 0659に規定する比
較用表面粗さ標準片
3
ろう付けの状態
目視又は拡大鏡によっ
て観察する。
10倍程度の拡大鏡
4
ボデー部 きず,まくれ,割れ 目視又は拡大鏡によっ
て観察する。
10倍程度の拡大鏡
5
仕上げ
粗さ標準片との比較に
よって観察する。
JIS B 0659に規定する比
較用表面粗さ標準片
8
B 4114 : 1998 (ISO 10145-1 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
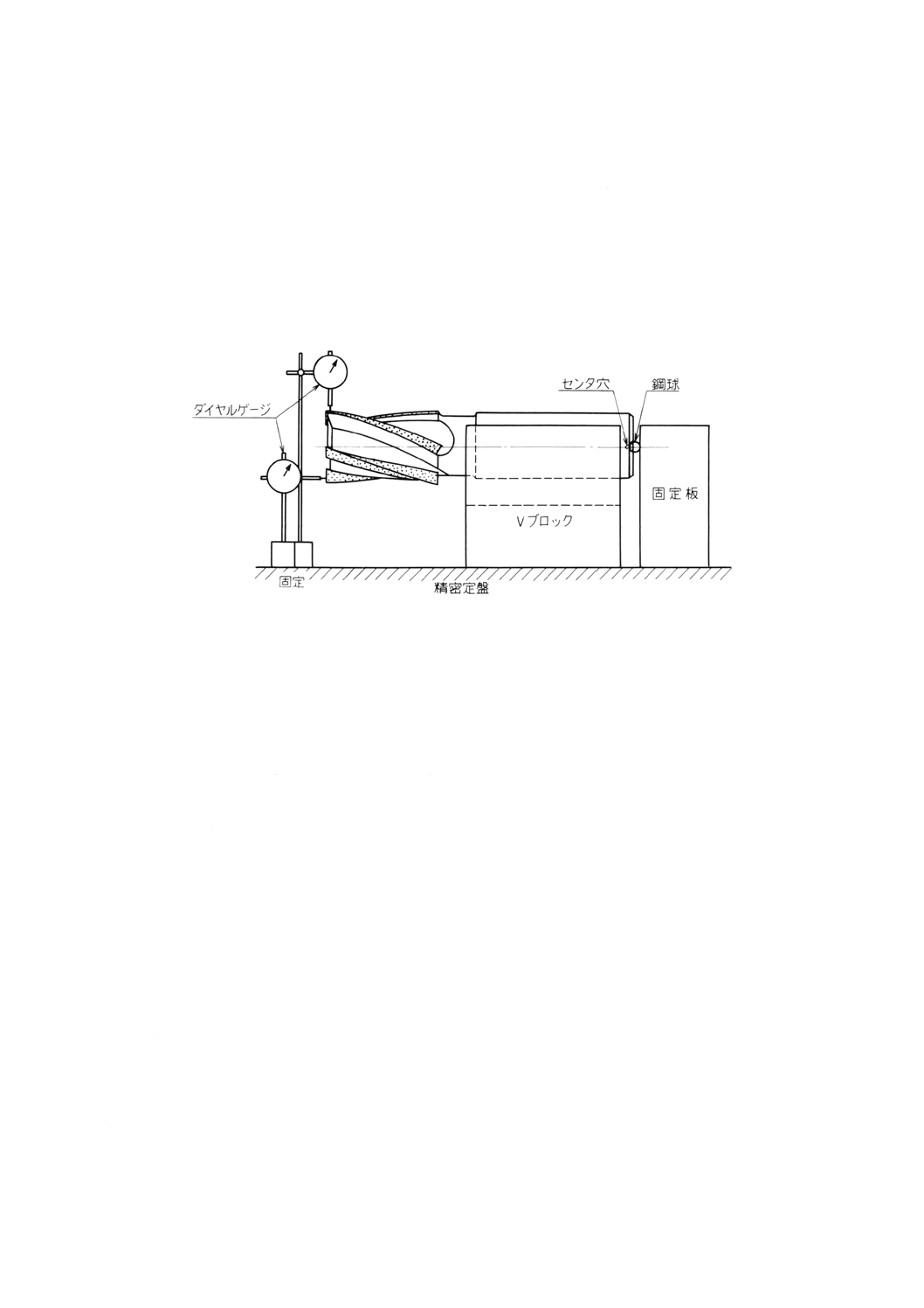
6.3
振れ J形エンドミルの刃部の振れは,附属書図1のように精密定盤に置いたVブロック上にエン
ドミルのシャンク部を載せ,固定板とエンドミルセンタ穴との間に鋼球を入れ,鋼球を押し付けるように
しながらエンドミルのシャンクを静かに回転させ,外周刃及び底刃にほぼ直角にダイヤルゲージを当て,
各刃におけるダイヤルゲージの値を読み取り,その最大値と最小値の差を求めることによって測定する。
備考1. 精密定盤は,JIS B 7513に規定する1級とする。
2. ダイヤルゲージは,JIS B 7503に規定する目量0.001mmのものとする。
3. Vブロックは,JIS B 7540に規定する1級とする。
4. 鋼球は,JIS B 1501に規定する等級20とする。
附属書図1 刃部の振れの測定方法
7. 検査 J形エンドミルの検査は,形状・寸法,外観及び振れについて行い,それぞれ4.,5.1及び5.2
の記述に適合しなければならない。
8. 製品の呼び方 J形エンドミルの呼び方は,規格名称と刃数Zとを組み合わせたもの,記号J,外径
D,シャンク径d,材料記号(1),及び使用分類記号(2)による。
なお,使用分類記号には,材種記号(3)を追加してもよい。
例 超硬質合金ろう付けストレートシャンク2枚刃エンドミル J 10×12 HW-K10
注(1) JIS B 4053に規定する材料を表す記号をいう。ただし,超硬合金を表す記号HWを省略しても
よい。
(2) JIS B 4053に規定する使用分類記号をいう。
(3) 材料の使用業者が定めた材種記号をいう。
9. 表示
9.1
製品の表示 J形エンドミルには次の事項を容易に消えない方法で表示する。
a) 記号J
b) 外径D
c) 使用分類記号(2)又は材種記号(3)
d) 製造業者名又はその略号
9.2
包装の表示 J形エンドミルの包装には,名称及び9.1に記述する事柄を明記する。
9
B 4114 : 1998 (ISO 10145-1 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
超硬工具JIS原案作成委員会 構成表
氏名
所属
(委員長)
竹 山 秀 彦
東京農工大学名誉教授
村 田 良 司
東京理科大学
佐 藤 素
技術士
中 島 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会技術部
手 取 正 輝
いすゞ自動車株式会社川崎工場
吉 村 博 仁
トヨタ自動車株式会社第一生技部
向 井 稔
オークマ株式会社製造部
岡 安 英 雄
社団法人日本工作機械工業会
上 垣 健 一
三菱電機株式会社系統変電・交通システム事業所
安 武 昭 彦
社団法人日本工作機器工業会
羽 山 隆 貫
日本工具工業会
嶋 野 高 正
三菱マテリアル株式会社技術開発センター
藤 本 勝 廣
ダイジェット工業株式会社技術部
矢 野 幸 平
日立ツール株式会社技術本部
高 木 伸 興
京セラ株式会社機械工具事業部
絹 川 達 治
日本特殊陶業株式会社機械工具事業部
吉 田 裕 三
東芝タンガロイ株式会社技術本部
福 田 雅 秀
冨士ダイス株式会社生産本部
御 園 一 郎
超硬工具協会
木 村 良 彦
三菱マテリアル株式会社加工事業本部超硬製品部
宇和川 成 人
マコトロイ工業株式会社工具部
沖 野 捷 男
東京タングステン株式会社粉末製品事業部
前 田 淳
住友電気工業株式会社粉末合金事業部開発部
(事務局)
関 口 紳一郎
超硬工具協会
超硬工具JIS原案作成分科会 構成表
氏名
所属
(主査)
嶋 野 高 正
三菱マテリアル株式会社技術開発センター
藤 本 勝 廣
ダイジェット工業株式会社技術部
福 田 雅 秀
冨士ダイス株式会社生産本部
矢 野 幸 平
日立ツール株式会社技術本部
高 木 伸 興
京セラ株式会社機械工具事業部
宇和川 成 人
マコトロイ工業株式会社工具部
木 村 良 彦
三菱マテリアル株式会社加工事業本部超硬製品部
絹 川 達 治
日本特殊陶業株式会社機械工具事業部
吉 田 裕 三
東芝タンガロイ株式会社技術本部
前 田 淳
住友電気工業株式会社粉末合金事業部開発部
沖 野 捷 男
東京タングステン株式会社粉末製品事業部
御 園 一 郎
超硬工具協会
(事務局)
関 口 紳一郎
超硬工具協会