B 4054:2020
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 材種分類記号の決め方 ······································································································· 2
4.1 材種分類方法 ················································································································ 2
4.2 フルマンの式で算出するWC粒度 ····················································································· 3
4.3 参照用写真と比較して判定するWC粒度 ············································································ 4
4.4 材種分類記号 ················································································································ 5
5 材種選択基準 ··················································································································· 6
5.1 一般 ···························································································································· 6
5.2 選択方法 ······················································································································ 6
6 材種分類記号の表示方法 ···································································································· 8
6.1 材種分類記号の表示 ······································································································· 8
6.2 その他の表示 ················································································································ 8
附属書A(参考)抗折力 ········································································································ 9
附属書B(参考)被加工材の分類例 ························································································ 10
附属書C(参考)耐摩耗工具例 ······························································································ 11
参考文献 ···························································································································· 14
B 4054:2020
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,日本機械工具工業会(JTA)及び一般財団法
人日本規格協会(JSA)から,日本機械工具工業会の団体規格(TAS 7000)を基に作成した産業標準原案
を添えて日本産業規格を制定すべきとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が
制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
B 4054:2020
耐摩耗工具用超硬合金の材種選択基準
Recommendation of cemented carbide for wear resistant tools
1
適用範囲
この規格は,主に引抜き工具,圧延工具,せん断工具,鍛造工具,金型,電子関連部品用工具及び機械
取付部品に用いる耐摩耗工具用超硬合金の材種選択の基準について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0178 耐摩耗工具用語
JIS B 4053 切削用超硬質工具材料の使用分類及び呼び記号の付け方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0178によるほか,次による。
3.1
他炭化物
炭化タングステン(WC)以外の炭化物及び複炭化物。炭化物として,炭化クロム(Cr3C2),炭化バナジ
ウム(VC),炭化チタン(TiC),炭化タンタル(TaC),炭化ニオブ(NbC),炭化モリブデン(Mo2C),炭
化ケイ素(SiC)などがある。複炭化物としてメタルカーバイド(MC),2価のメタルカーバイド(M2C),
タングステン及びチタン複炭化物(WC-TiC),タングステン,チタン及びタンタル複炭化物(WC-TiC-TaC)
などがある。
注記 Mには,W,Cr,V,Co,Niなどが固溶体で存在する。
3.2
結合相
W及びCを固溶し,Crなどの金属成分を一つ以上固溶することもあるCo,Co-Ni又はNi。
注記 金属成分の固溶は,通常,目的の金属成分を含む他炭化物を,WC,Coなどとともに,混合粉
砕した後,プレス成形し,焼結することで行う。
3.3
バインダーレス
結合相を意図的に添加していないWC系焼結体若しくはWC-TiC-TaC系焼結体,又は結合相を全く含ま
ないWC-M2C焼結体。これらには,主成分以外の他炭化物を含むものもある。
なお,バインダーレス焼結体ともいう。また,全く結合相を含まないものは,完全バインダーレス又は
完全バインダーレス焼結体ともいう。
2
B 4054:2020
3.4
擬バインダーレス
2 %未満の結合相を意図的に添加したWC系焼結体,又はWC-TiC-TaC系焼結体。これらには,主成分
以外の他炭化物を含むものもある。
なお,擬バインダーレス焼結体ともいう。
3.5
WC粒度
WCの平均粒径。ただし,他炭化物が含まれ,その粒子が認められる場合は,硬質相粒度ともいい,全
粒子の平均粒径。
3.6
硬さ
ロックウェル硬さのスケールAの硬さ(JIS Z 2245参照)。材種ごとに,各製造業者が発行するカタロ
グ又は技術資料に記載の値を用いる。
4
材種分類記号の決め方
4.1
材種分類方法
超硬合金の材種分類記号は,5桁とし,その分類は,次による。
a) 1桁目は,結合相のCo,Co-Ni及びNiの3種類を,表1に従って分類する。擬バインダーレスは,意
図的添加成分の種類で,表1に従って分類する。バインダーレスは,Vに分類する。
b) 2桁目は,4.2のフルマンの式で算出・判定したWC粒度に基づき,表2に従って分類する。また,
WC粒度の簡便判定方法として,4.3の参照用写真と比較して判定する方法を用いることが可能である。
c) 3桁目は“-”を記す。
d) 4桁目及び5桁目は,硬さに基づき,表3に従って分類する。
表1−材種分類記号の1桁目
記号
結合相
V
Co
R
Co-Ni
N
Ni
表2−材種分類記号の2桁目
記号
WC粒度(μm)
参考呼称
F
1.0未満
超微粒a)
M
1.0以上2.5未満
中粒
C
2.5以上5.0未満
粗粒
U
5.0以上
超粗粒
注a) JIS B 4053では,“一般に,超微粒超硬合金という。”としている。
3
B 4054:2020
表3−材種分類記号の4桁目及び5桁目
記号
硬さ(HRA)
10
93以上
20
92以上93未満
30
91以上92未満
40
89以上91未満
50
87以上89未満
60
85以上87未満
70
82以上85未満
80
82未満
4.2
フルマンの式で算出するWC粒度
WC粒度の算出は,フルマンの式を用い,次による
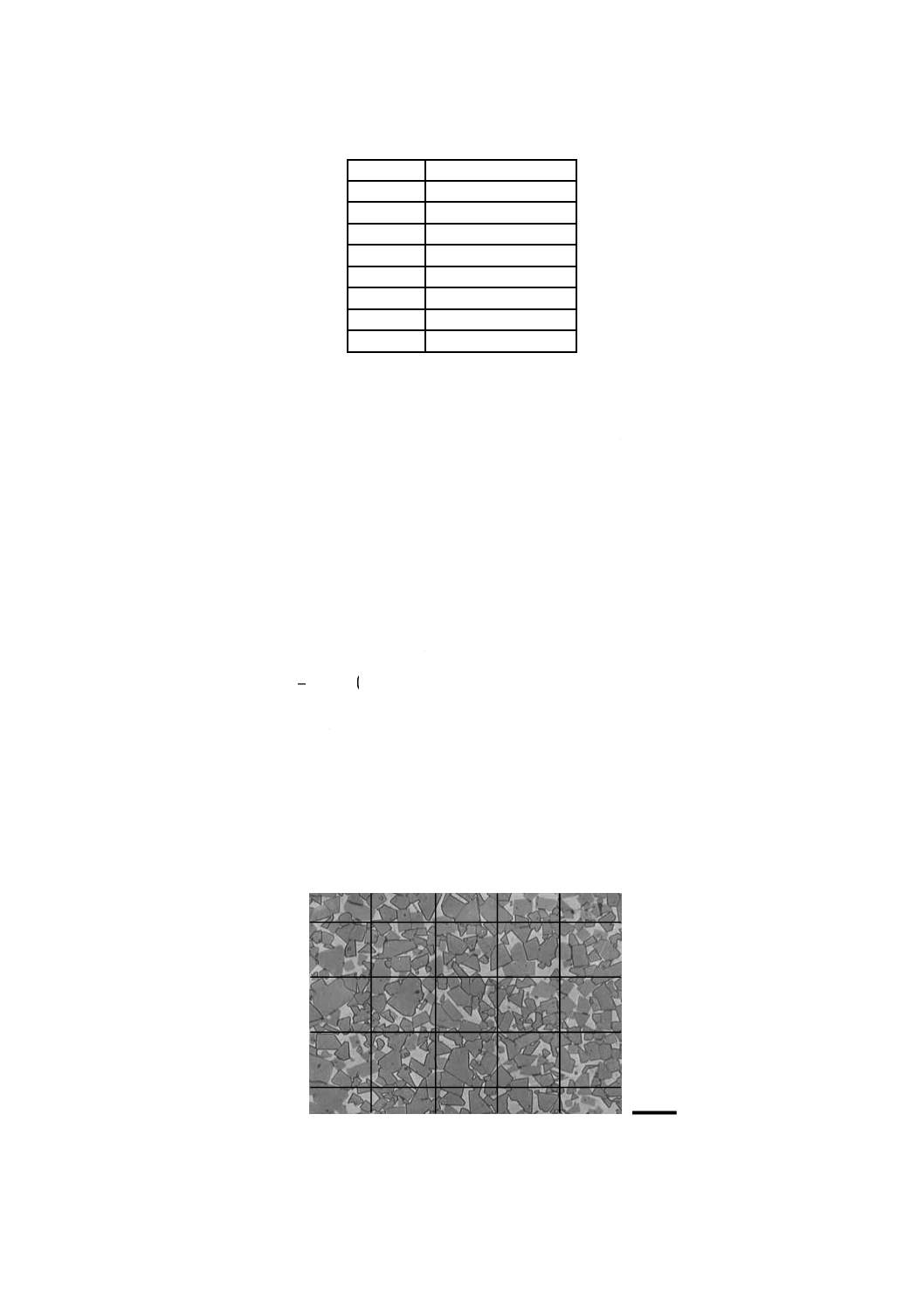
a) 合金組織写真(以下,写真という)を等分するための直交する縦横の線分を,図1のように引く。こ
の写真は,粒子が識別できるものを用いる。WC粒度が2.5 µm以上の場合は,光学顕微鏡による400
倍〜1 000倍の写真とし,WC粒度が2.5 µm未満の場合は,走査型電子顕微鏡による5 000倍〜50 000
倍の写真とする。
b) 写真に引いた線分の長さを縦横とも合計し,線分全体の長さLとする(図1では,線分8本の合計の
長さとなる。)。また,この写真の面積を,撮影面積Aとする。
c) その写真中の全粒子数nを数える。ただし,1 000個以上とする(数枚の写真となることもある)。
d) a)で引いた線分上の粒子の数を縦横とも数え,それらを合計し,線分上の粒子数nʼとする。
e) 次のフルマンの式によって,WC粒度dを算出する。
(
)(
)
L
S
4π
d
NN
=
×
NL=nʼ / L
NS=n / A
ここに,
π: 円周率
n: 全粒子数
nʼ: 線分上の粒子数
L: 線分全体の長さ
A: 撮影面積
図1−1 000倍の光学顕微鏡写真で線分を引いた例
10 μm
4
B 4054:2020
4.3
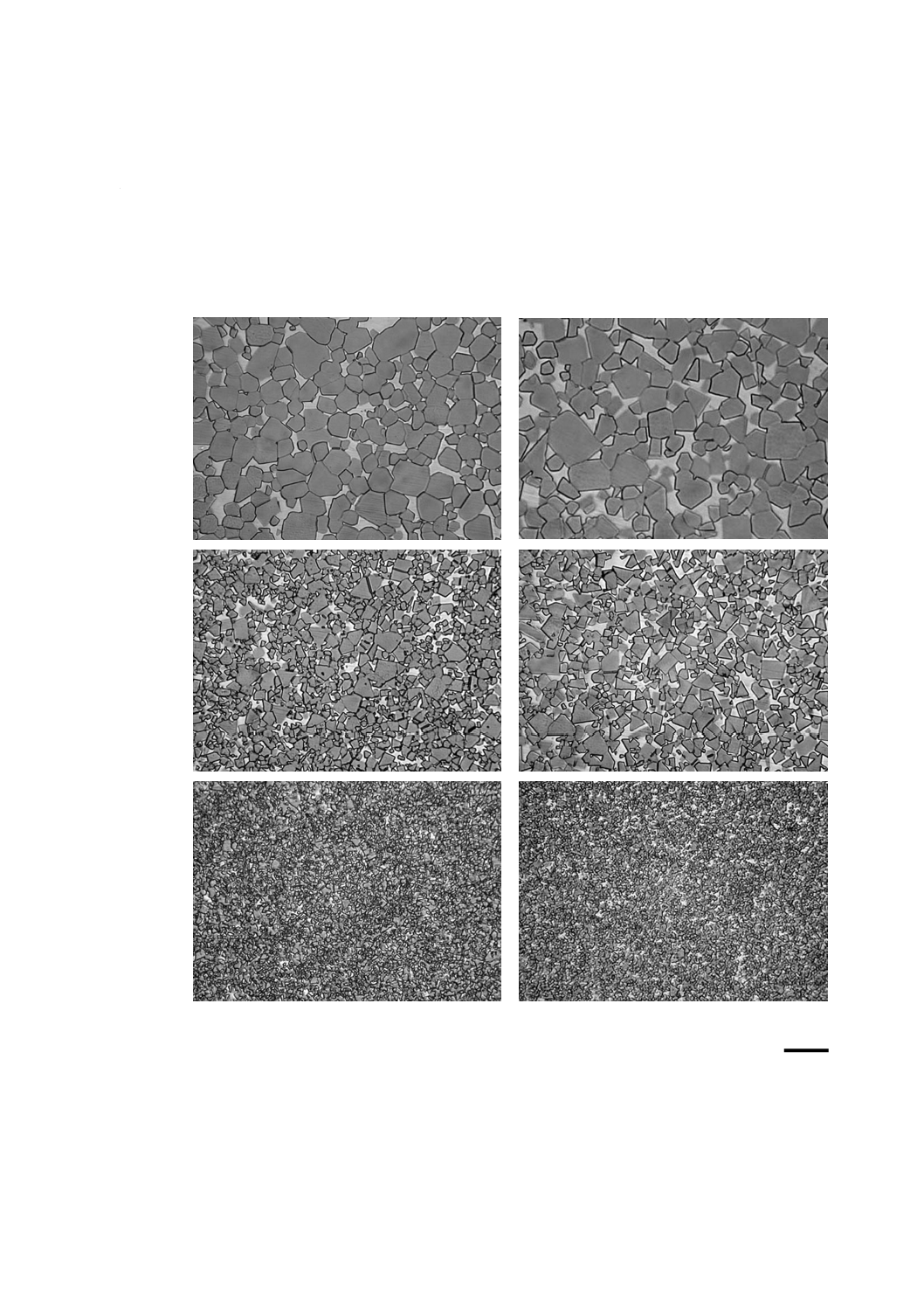
参照用写真と比較して判定するWC粒度
参照用写真と比較してWC粒度の判定を行う方法は,簡易的な方法であり,材種のWC粒度がどの範囲
に含まれるかだけを知る場合に行う。この方法に用いる参照用写真を,図2に示す。図2のうち結合相の
近い参照用写真と材種の写真とを比較して,材種のWC粒度が,表2のどの範囲に含まれるかを判定する。
注記 4.2の方法は,材種が該当するWC粒度の範囲を知るだけでなく,WC粒度の数値管理も可能で
ある。
WC粒度:
5.0 μm
WC粒度:
2.5 μm
WC粒度:
1.0 μm
結合相10 %
結合相15 %
10 μm
図2−参照用写真
5
B 4054:2020
4.4
材種分類記号
4.1に基づいて組み合わせる記号のうち,実際に用いる材種分類記号は,表4による。この表に記載のな
い記号の組合せは,材種分類記号として規定しない。
なお,材種分類記号を材種名に使用してはならない。また,JIS B 4053の呼び記号とは関係しない。
表4−耐摩耗工具用超硬合金の材種分類記号
材種分類記号
結合相
WC粒度(μm)
硬さ(HRA)
VF-10
Co
1.0未満
93以上
VF-20
Co
1.0未満
92以上93未満
VF-30
Co
1.0未満
91以上92未満
VF-40
Co
1.0未満
89以上91未満
VM-10
Co
1.0以上2.5未満
93以上
VM-20
Co
1.0以上2.5未満
92以上93未満
VM-30
Co
1.0以上2.5未満
91以上92未満
VM-40
Co
1.0以上2.5未満
89以上91未満
VM-50
Co
1.0以上2.5未満
87以上89未満
VM-60
Co
1.0以上2.5未満
85以上87未満
VC-40
Co
2.5以上5.0未満
89以上91未満
VC-50
Co
2.5以上5.0未満
87以上89未満
VC-60
Co
2.5以上5.0未満
85以上87未満
VC-70
Co
2.5以上5.0未満
82以上85未満
VC-80
Co
2.5以上5.0未満
82未満
VU-40
Co
5.0以上
89以上91未満
VU-50
Co
5.0以上
87以上89未満
VU-60
Co
5.0以上
85以上87未満
VU-70
Co
5.0以上
82以上85未満
VU-80
Co
5.0以上
82未満
RC-50
Co-Ni
2.5以上5.0未満
87以上89未満
RC-60
Co-Ni
2.5以上5.0未満
85以上87未満
RC-70
Co-Ni
2.5以上5.0未満
82以上85未満
RC-80
Co-Ni
2.5以上5.0未満
82未満
RU-50
Co-Ni
5.0以上
87以上89未満
RU-60
Co-Ni
5.0以上
85以上87未満
RU-70
Co-Ni
5.0以上
82以上85未満
RU-80
Co-Ni
5.0以上
82未満
NF-20
Ni
1.0未満
92以上93未満
NF-30
Ni
1.0未満
91以上92未満
NF-40
Ni
1.0未満
89以上91未満
NM-40
Ni
1.0以上2.5未満
89以上91未満
NM-50
Ni
1.0以上2.5未満
87以上89未満
NM-60
Ni
1.0以上2.5未満
85以上87未満
NM-70
Ni
1.0以上2.5未満
82以上85未満
NC-60
Ni
2.5以上5.0未満
85以上87未満
NC-70
Ni
2.5以上5.0未満
82以上85未満
NC-80
Ni
2.5以上5.0未満
82未満
6
B 4054:2020
5
材種選択基準
5.1
一般
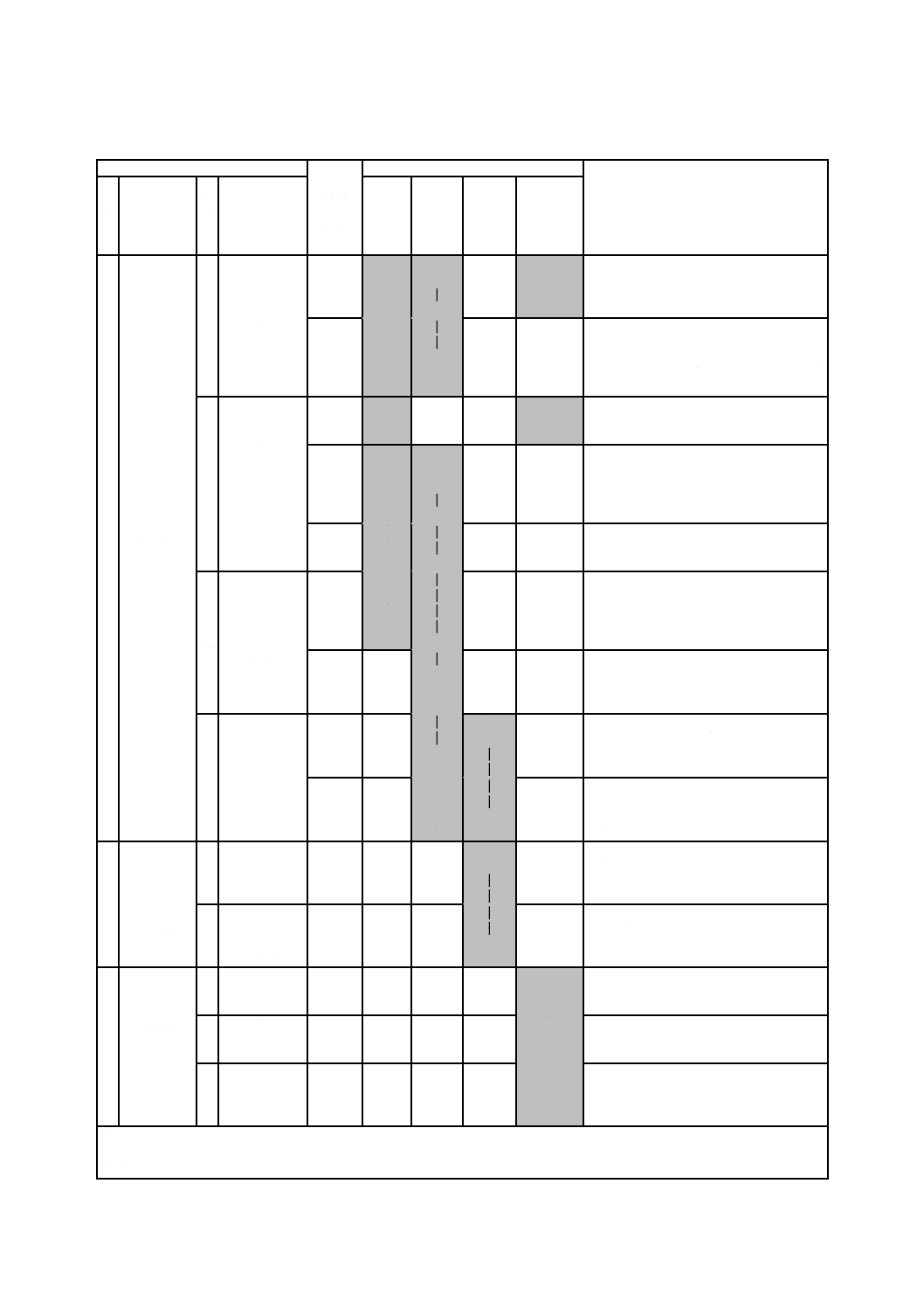
材種選択基準を,表5に示す。表5の灰色部分に対応する工具分類及び主な工具例は,その行の材種分
類記号の材種が選択可能であることを表している。表5の灰色部分が,選択可能な工具分類を表している。
主な工具に対して2種類以上の材種分類記号があるときは,その数字が小さいほど超硬合金の耐摩耗性が
高くなるが,じん(靱)性が低くなることを示している。
なお,表5の非磁性及び/又は耐食性を必要とする工具のVF-10,VF-20及びVM-10の工具分類の灰色
部分は,バインダーレスを適用する[表5の注a) 参照]。また,主な工具例は,その要素だけを超硬合金
とする場合を含む。
5.2
選択方法
材種選択は,表5を基準とし,附属書A,附属書B,附属書Cなども参考にして行う。材種選択手順の
例を,次に示す。
例 初めに,表5の主な工具を参照し,大分類(組成系・材種系列)を,次のように選択する。
− 使用環境が冷間の場合は,V。
− 使用環境が熱間の場合は,V又はR。
− 使用環境が非磁性及び又は耐食性を必要とする場合は,V又はN。
次に,中分類及び材種分類記号を,次のように選択する。
a) 高い耐摩耗性が要求されるシールリングで軽中負荷の場合,VF-10及びVF-20を選択する。
さらに,表A.1,図C.7などを参照し,耐摩耗性重視の場合,VF-10のバインダーレスを選
択する。
b) 高い耐摩耗性が要求されるロータリダイカッタで中負荷の場合,VF-30及びVF-40を選択す
る。さらに,図C.3などを参照し,耐摩耗性重視の場合,VF-30を選択する。
c) 高い耐摩耗性が要求されるスロットダイで中負荷の場合,VF-30及びVF-40を選択する。さ
らに,図C.6などを参照し,じん(靱)性重視の場合,VF-40を選択する。
d) 高い耐摩耗性及びじん(靱)性が要求される引抜き工具で中負荷の場合,VM-20〜VM-40を
選択する。さらに,図B.1,図C.1などを参照し,耐摩耗性重視の場合,VM-20を選択する。
e) 高いじん(靱)性が要求されるプレス金型で重負荷の場合,VC-40〜VC-60を選択する。さ
らに,図B.1,図C.5などを参照し,じん(靱)性重視の場合,VC-60を選択する。
f)
鍛造パンチで,重負荷の場合,VU-40〜VU-60を選択する。さらに,図C.4などを参照し,
じん(靱)重視の場合,VU-60を選択する。
g) 熱間圧延ロールで重負荷の場合,RU-50〜RU-80を選択する。さらに,図C.2などを参照し,
負荷の程度に応じて,これらのいずれかを選択する。
h) 耐食性が要求されるペン用ボールの場合で軽負荷の場合,NF-20〜NF-40を選択する。さらに,
図C.8などを参照し,負荷の程度に応じて,これらのいずれかを選択する。
i)
磁場のある環境で使用する非磁性工具で,じん(靱)性を要求される場合,NM-40〜NM-70
を選択する。さらに,負荷の程度に応じて,これらのいずれかを選択する。
7
B 4054:2020
表5−耐摩耗工具用超硬合金の材種選択基準
参考
工具分類
大
分
類
結合相
・
材種系列
中
分
類
WC粒度
・
要求特性
材種
分類
記号
表面摩
耗する
工具
衝撃の
作用
する
工具
熱間で
使用
する
工具
非磁性及
び/又は
耐食性を
必要とす
る工具
主な工具例
V
Co
(一部,バイ
ンダーレス)
・
耐摩耗・
耐衝撃
工具用の
汎用材種
系列
V
F
超微粒
・
高い耐摩耗性
VF-10
VF-20
軽負荷
↑
|
|
軽負荷
↑
|
|
軽負荷a)
↑
↓
軽中負荷a)
軽負荷で使用する打抜き金型,絞り金型,
引抜き工具,順送型,ノズル,プランジャ,
ゲージ,ロータリナイフ,ガラスレンズ成
形用(金)型,シールリング。
VF-30
VF-40
|
|
|
↓
中負荷
|
|
|
↓
中負荷
中負荷で使用する打抜き金型,絞り金型,
粉末成形金型,引抜き工具,順送型,ノズ
ル,プランジャ,ゲージ,ロータリナイフ,
裁断刃,ロータリダイカッタ,スロットダ
イ。
V
M
中粒
・
高い耐摩耗性
及び
じん(靱)性
VM-10 軽負荷
軽負荷a)
軽負荷で使用する打抜き金型,粉末成形金
型,ノズル,ガラスレンズ成形用(金)型,
シールリング。
VM-20
〜
VM-40
中負荷
|
|
|
|
中負荷
↑
|
|
|
中負荷で使用する打抜き金型,プレス金
型,粉末成形金型,引抜き工具,順送型,
ノズル,ゲージ,ロータリナイフ,裁断刃,
ガイド,成形ロール,アンビル,センタ。
VM-50
VM-60
|
|
|
|
|
|
重負荷で使用する打抜き金型,プレス金
型,粉末成形金型,ロータリナイフ,ガイ
ド。
V
C
粗粒
・
高いじん
(靱)性
VC-40
〜
VC-60
|
|
|
↓
重負荷
|
|
|
|
|
重負荷で使用する打抜き金型,プレス金
型,粉末成形金型,ロータリナイフ,ガイ
ド。
軽負荷で使用するヘッダダイ,ナットフォ
ーマダイ。
VC-70
VC-80
|
|
|
|
更に重負荷で使用する打抜き金型,プレス
金型,粉末成形金型。
中負荷で使用するヘッダダイ,ナットフォ
ーマダイ。
V
U
超粗粒
・
極めて高い
じん(靱)性
VU-40
〜
VU-60
|
|
|
|
軽負荷
↑
|
|
重負荷で使用する鍛造パンチ,ヘッダダ
イ,ナットフォーマダイ。
軽負荷で使用する熱間の鍛造工具,粉砕機
用部品。
VU-70
〜
VU-80
|
|
↓
重負荷
|
|
↓
重負荷
更に重負荷で使用する鍛造パンチ,ヘッダ
ダイ,ナットフォーマダイ。
中負荷で使用する熱間の鍛造工具,粉砕機
用部品。
R
Co-Ni
・
熱間
耐摩耗・
耐衝撃
工具用
材種系列
R
C
粗粒
・
高温での
じん(靱)性
RC-50
〜
RC-80
軽負荷
↑
|
|
軽負荷で使用する熱間圧延ロール。
重負荷で使用する熱間の鍛造工具。
R
U
超粗粒
・
高温での高い
じん(靱)性
RU-50
〜
RU-80
|
|
↓
重負荷
重負荷で使用する熱間圧延ロール。
更に重負荷で使用する熱間の鍛造工具。
N
Ni
・
非磁性
及び/又は
耐食性を
もつ
材種系列
N
F
超微粒
・
耐摩耗性
NF-20
〜
NF-40
軽負荷
↑
|
|
|
|
|
|
↓
重負荷
軽負荷で使用する非磁性工具,耐食性工
具,ノズル,シールリング,ガラスレンズ
成形用(金)型,ペン用ボール。
N
M
中粒
・
じん(靱)性
NM-40
〜
NM-70
中負荷で使用する非磁性工具,耐食性工
具,シールリング,ポンプ軸スリーブ,ス
コヤ。
N
C
粗粒
・
極めて高い
じん(靱)性
NC-60
〜
NC-80
重負荷で使用する非磁性工具,耐食性工
具。
注記1 大分類,結合相・材種系列,中分類及びWC粒度・要求特性は,材種分類記号の成り立ちを示す。
注記2 主な工具の負荷は,Vの場合,材種分類記号の範囲ごとに,R及びNの場合,中分類ごとに,区別している。
注a) この灰色部分は,バインダーレスである。
8
B 4054:2020
6
材種分類記号の表示方法
6.1
材種分類記号の表示
材種分類記号の表示は,次による。
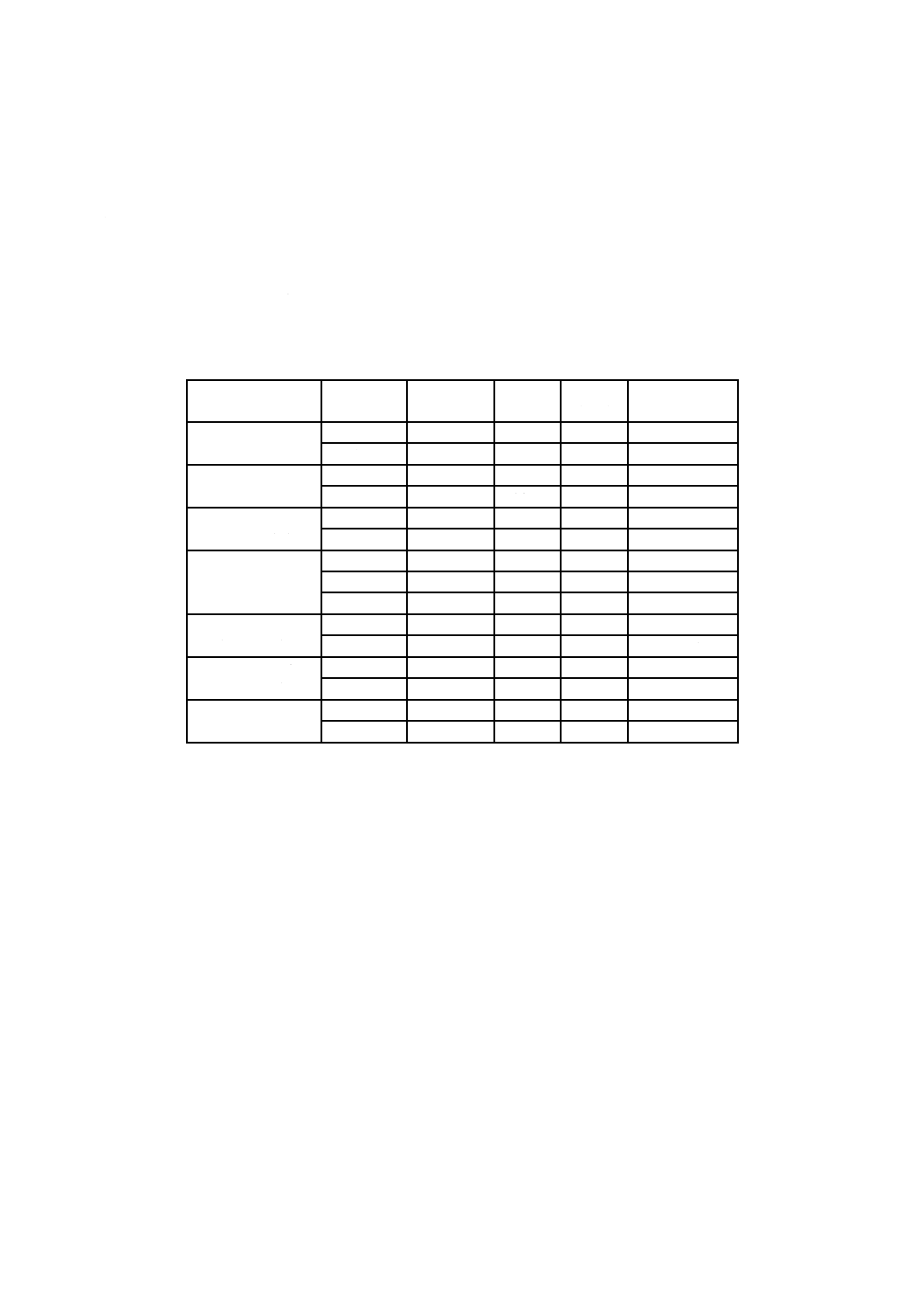
a) 超硬合金製耐摩耗工具製造業者は,材種に対応する材種分類記号を,カタログ又は技術資料の材種一
覧で表示する。また,適切な場所に,材種分類記号はこの規格に基づくことを注記する。対応する材
種分類記号がない材種は,“−”を記入するか空欄とする。
例 カタログへの記載例
この例では,材種及び材種分類記号以外も示しているが,列順を含めて参考である。
なお,△,〇,◎及び□は,アルファベットなど任意の記号を示す。
材種系列の特徴
材種
硬さ(HRA)
比重
抗折力
(GPa)
材種分類記号a)
WC-VC-Co
超微粒超硬合金
△10
93.0
14.40
3.80
VF-10
△20
91.5
13.90
3.50
VF-30
WC-Co,
〇10
92.0
15.20
3.00
VM-20
〇40
90.0
14.55
3.30
VM-40
WC-Cr-Co
中粒超硬合金
〇◎30
91.0
14.75
3.00
VM-30
〇◎50
88.0
14.05
3.40
VM-50
WC-Co
粗粒超硬合金
□30
91.0
14.70
2.50
−
□50
88.5
14.85
2.60
VC-50
□90
81.5
13.00
2.90
VC-80
WC-Cr3C2-Co-Ni
超粗粒超硬合金
〇□70
86.0
14.15
2.50
RU-60
〇□80
82.0
13.80
2.30
RU-70
WC-Cr3C2-Ni
超微粒超硬合金
□△10
92.5
14.25
3.20
NF-20
□△20
91.5
14.35
3.20
NF-30
WC-Cr3C2-Ni
中粒超硬合金
□〇40
89.5
14.40
3.20
NM-40
□〇80
83.5
13.45
2.65
NM-70
注a) JIS B 4054に基づく。
b) 検査票,包装及び耐摩耗工具本体へも表示することを推奨する。
6.2
その他の表示
法令で定められた表示がある場合は,それに従って表示する。
9
B 4054:2020
附属書A
(参考)
抗折力
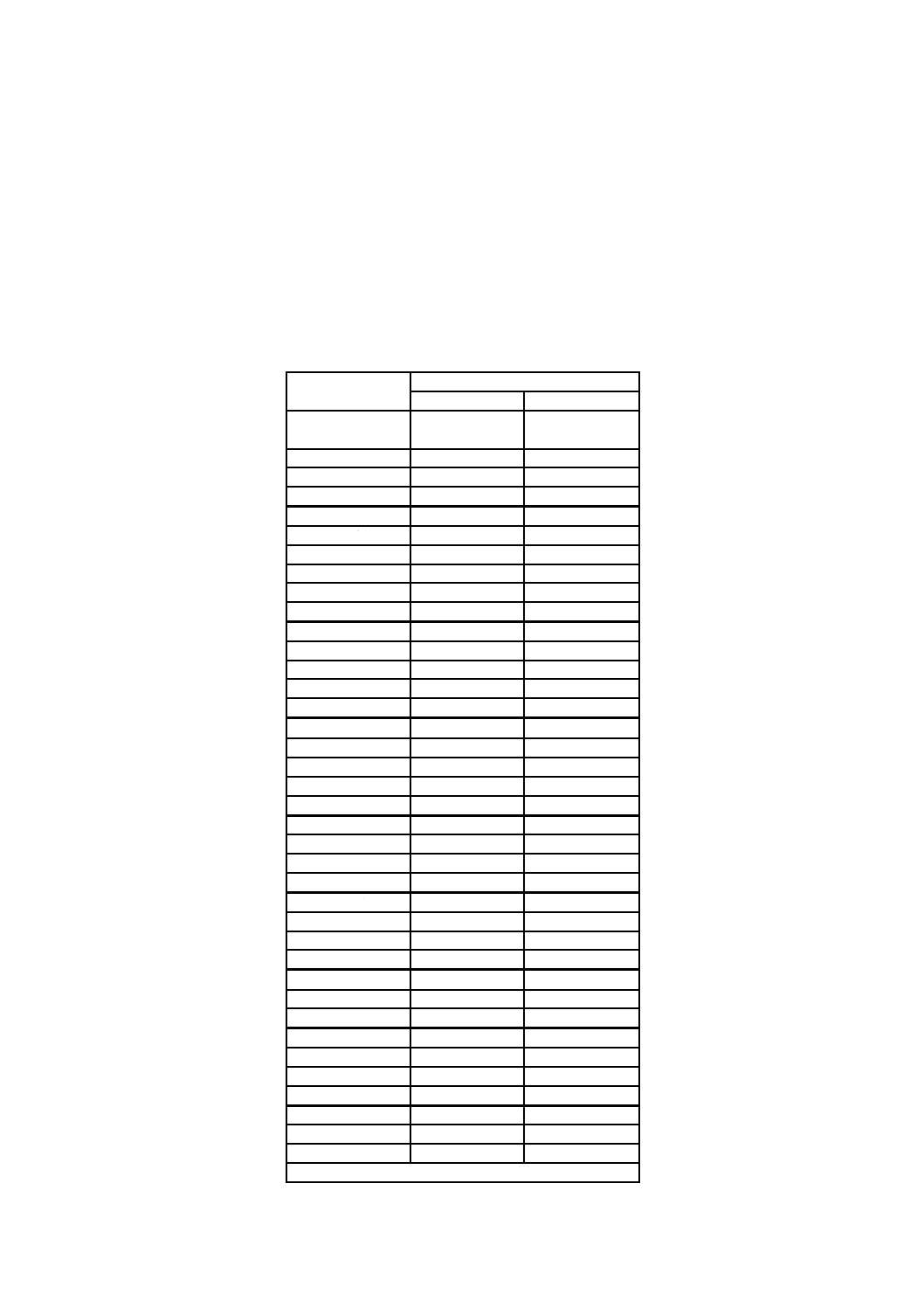
耐摩耗工具用超硬合金の抗折力の平均値を,材種分類記号ごとに表A.1に示す。これは,5本〜20本の
4 mm×8 mm×25 mm試験片について得た抗折力の平均値であり,一定の傾向を示す。ただし,耐摩耗工
具用超硬合金は,様々な寸法及び条件で製造されるため,その抗折力が,表A.1と一致するとは限らない。
表A.1−抗折力(平均値)
材種分類記号
抗折力(GPa)
通常焼結
HIP
VF-10
0.7以上a)
1.0以上a)
1.5以上
2.6以上
VF-20
2.0以上
2.6以上
VF-30
2.0以上
2.6以上
VF-40
2.0以上
2.6以上
VM-10
0.6以上a)
0.7以上a)
VM-20
2.0以上
2.3以上
VM-30
2.1以上
2.3以上
VM-40
2.4以上
2.5以上
VM-50
2.5以上
2.5以上
VM-60
2.4以上
2.4以上
VC-40
2.4以上
2.4以上
VC-50
2.4以上
2.4以上
VC-60
2.4以上
2.4以上
VC-70
2.3以上
2.3以上
VC-80
2.2以上
2.2以上
VU-40
2.3以上
2.3以上
VU-50
2.3以上
2.3以上
VU-60
2.3以上
2.3以上
VU-70
2.3以上
2.3以上
VU-80
2.2以上
2.2以上
RC-50
1.6以上
1.6以上
RC-60
1.6以上
1.6以上
RC-70
1.6以上
1.6以上
RC-80
1.6以上
1.6以上
RU-50
1.6以上
1.6以上
RU-60
1.6以上
1.6以上
RU-70
1.6以上
1.6以上
RU-80
1.6以上
1.6以上
NF-20
1.7以上
2.3以上
NF-30
1.7以上
2.3以上
NF-40
1.7以上
2.3以上
NM-40
2.2以上
2.3以上
NM-50
2.3以上
2.3以上
NM-60
2.3以上
2.3以上
NM-70
2.3以上
2.3以上
NC-60
2.2以上
2.2以上
NC-70
2.2以上
2.2以上
NC-80
2.2以上
2.2以上
注a) バインダーレス又は擬バインダーレスの場合。
10
B 4054:2020
附属書B
(参考)
被加工材の分類例
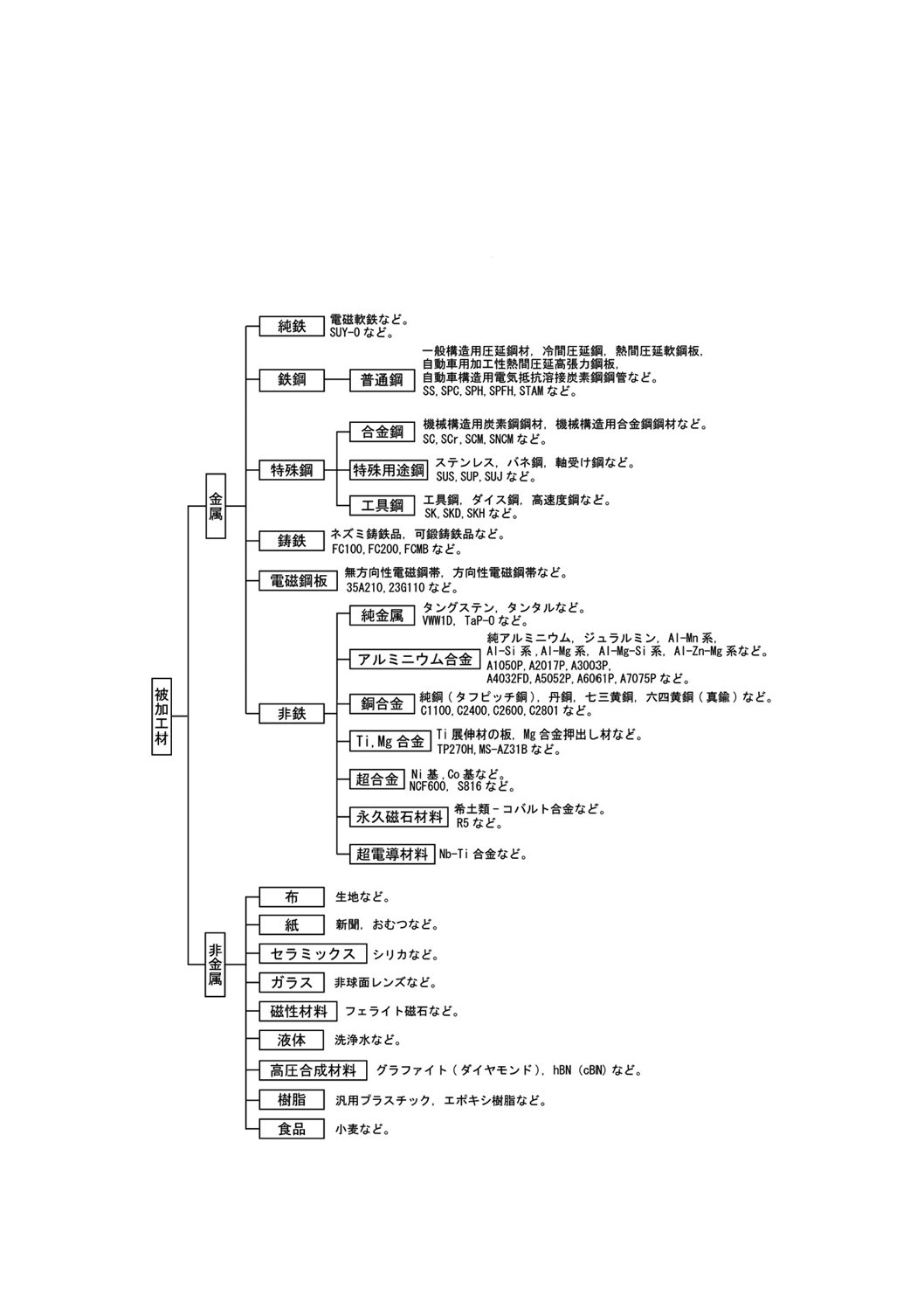
耐摩耗工具用超硬合金で加工する被加工材は,JIS B 0178では図B.1のように分類している。
図B.1−被加工材の分類例
11
B 4054:2020
附属書C
(参考)
耐摩耗工具例
耐摩耗工具は,JIS B 0178による分類で8種類の工具に分けている。それぞれの例を,図C.1〜図C.8
に示す。
注記 図中の番号は,JIS B 0178の用語の番号である。
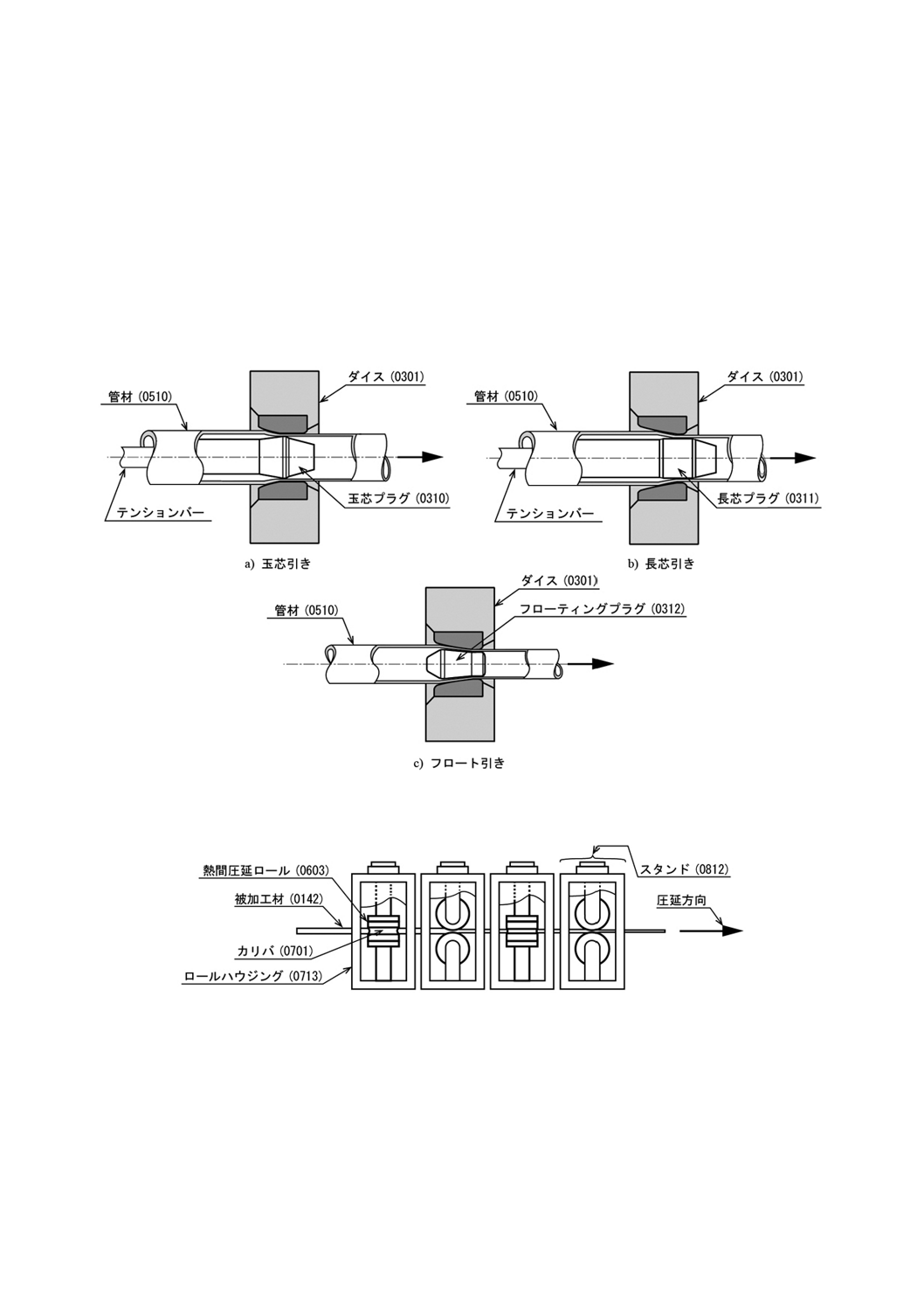
図C.1−引抜き工具(ダイス及びプラグ)
図C.2−圧延工具(熱間圧延ロール)
12
B 4054:2020
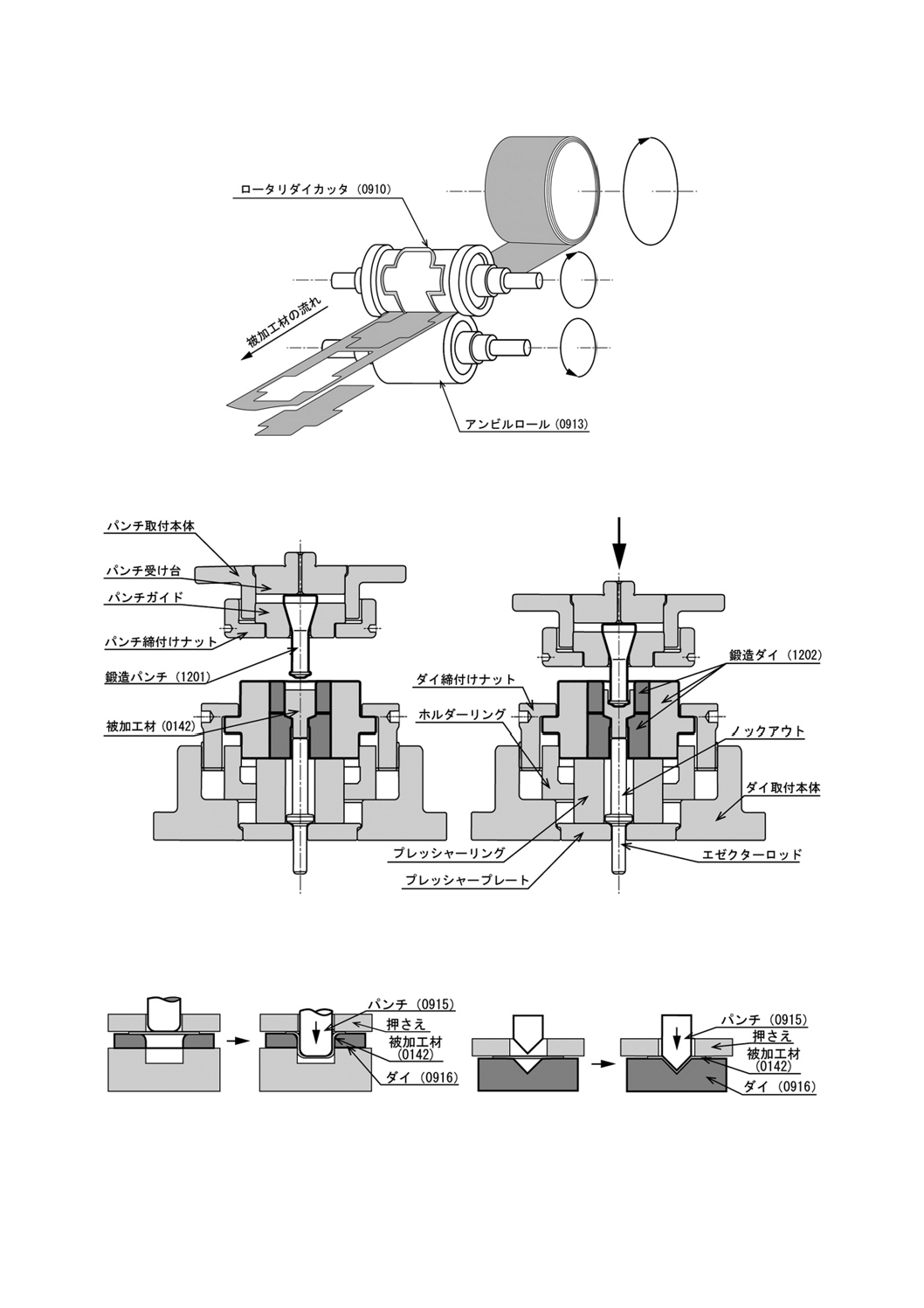
図C.3−せん断工具(ロータリダイカッタ)
a) 加工前
b) 加工後
図C.4−鍛造工具(鍛造パンチ及び鍛造ダイ)
絞り加工前
絞り加工後
曲げ加工前
曲げ加工後
a) 絞り金型
b) 曲げ金型
図C.5−プレス金型(絞り金型及び曲げ金型)
13
B 4054:2020
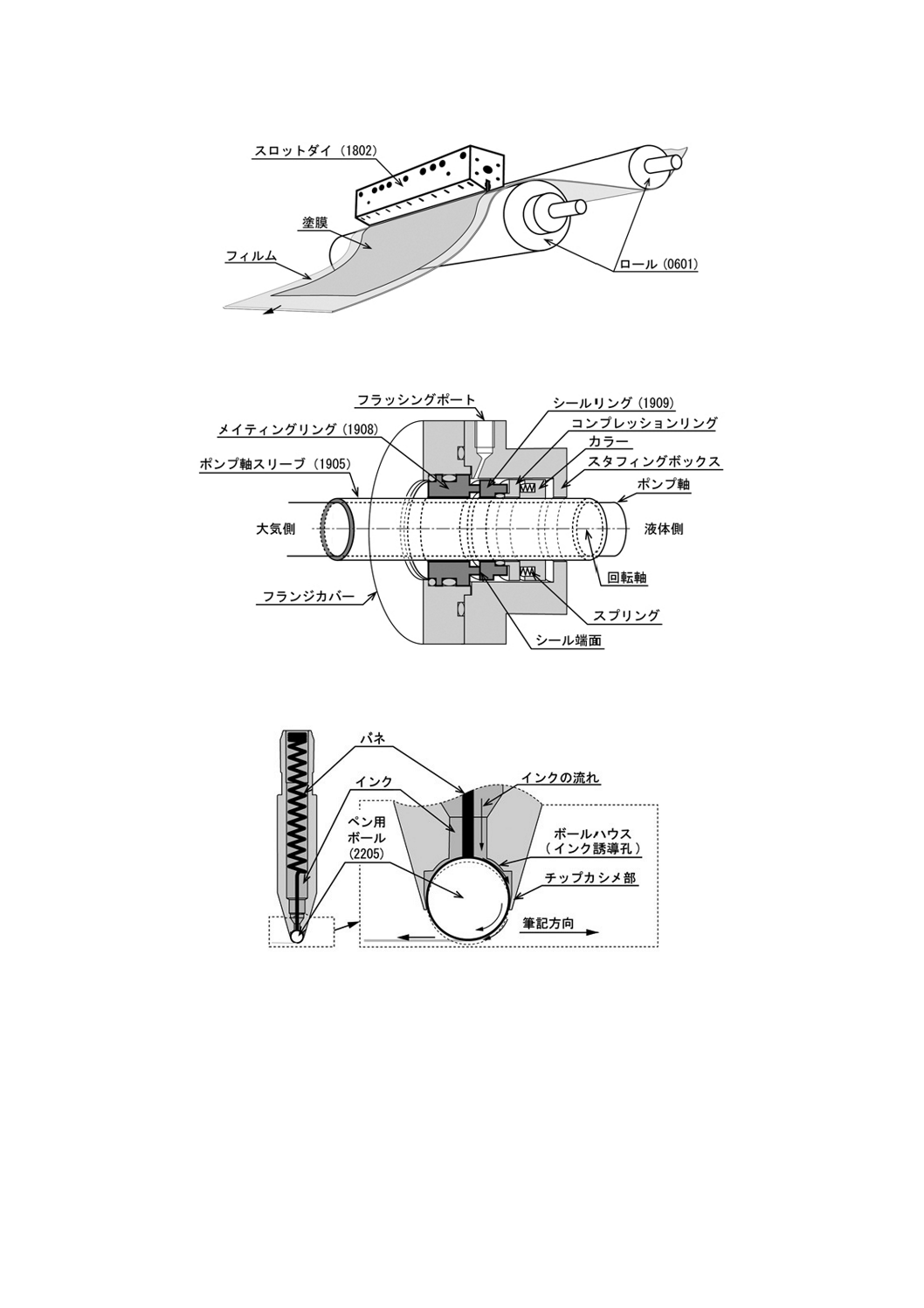
図C.6−電子関連部品用工具(スロットダイ)
図C.7−機械取付部品(シールリング)
図C.8−その他耐摩耗製品(ペン用ボール)
14
B 4054:2020
参考文献
(フルマンの式で算出するWC粒度)
R. L. Fullman: Measurement of Particle Sizes in Opaque Bodies, Journal of Metals, (Mar. 1953), 447-452.
(硬さ)
JIS Z 2245 ロックウェル硬さ試験−試験方法
TAS 0051:2017 超硬質合金のロックウェルA硬さ試験方法
注記 TASは,Tool Association Standardの略であり,日本機械工具工業会の規格である。
(用途)
TAS 6000:2017 超硬質合金工具材料チップ
TAS 6100:2017 超硬丸棒チップ
TAS 6200:2017 超硬ヘッダダイ用チップ(ストレート形)
TAS 6201:2017 超硬4角及び6角引抜きダイス用チップ
TAS 6202:2017 超硬管引きダイス用チップ
TAS 6203:2017 鉱山・土木工具用超硬合金チップ
TAS 7101:2017 線及び棒引き用超硬引抜きダイス
TAS 7102:2017 超硬センタ
(抗折力)
TAS 0050:2017 超硬質合金の曲げ強さ(抗折力)試験方法