10
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 3411-2 : 2002 (ISO 9959-2 : 1999)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易するために,ISO 9959-2 : 1999 (Numerically controlled
draughting machines−Draughting test for evaluation of performance−Part 2 : Monochrome raster plotters) を基礎
として用いた。
JIS B 3411-2には,次に示す附属書がある。
附属書A(参考) ラスタ・プロッタ用テストパターンNo.1及びNo.2
附属書1(参考) 線端の形状及び線の接合
附属書2(参考) 参考文献
備考 附属書1は,原国際規格にはない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 3411-2 : 2002
(ISO 9959-2 : 1999)
プロッタの試験方法−
第2部:モノクローム・
ラスタ・プロッタ
Numerically controlled draughting machines−
Drawing test for the evaluation of performances−
Part 2 : Monochrome raster plotters
序文 この規格は,1999年に第1版として発行されたISO 9959-2 : 1999 (Numerically controlled draughting
machines−Draughting test for evaluation of performance−Part 2 : Monochrome raster plotters) を翻訳し,技術的
内容及び規格票の様式を変更することなく作成した日本工業規格であるが,規格の名称を“プロッタの試
験方法第2部モノクローム・ラスタ・プロッタ”とし,理解を助けるために附属書1(参考)を追加した。
なお,この規格で点線の下線を施してある“参考”は原国際規格にはない事項である。
1. 適用範囲 この規格は,ラスタイメージの技術を応用したプロッタの描画試験方法を規定するもので
あり,装置に関係なく出力図面の質的評価方法を規定する。
なお,この規格は,モノクローム・ラスタ・プロッタに適用される。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を示す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 9959-2 : 1999 Numerically controlled draughting machines−Draughting test for evaluation of
performance−Part 2 : Monochrome raster plotters (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その後の改正版・追補には適用しない。
JIS Z 8313-1 : 1998 製図−文字−第1部:ローマ字,数字及び記号
備考 ISO 3098-1 : 1974 Technical product documentation-lettering−Part 1 : Latin alphabet, numerals
and marksが,この規格と一致している。
JIS B 3410 : 1996 プロッタ用語
備考 ISO 9179-1 : 1988 Technical drawings−Numerically controlled draughting machines−Part 1 :
Vocabularyからの引用事項は,この規格の該当事項と同等である。
3. 用語と定義 JIS B 3410に定義された用語に加えて,この規格では次の定義を用いる。
2
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
一般的な定義
3.1.1
ドット (dot) 最小の画像単位
3.1.2
ドット密度 (dot density) 単位長さ又は単位面積当たりのドット数
備考 ドット/mm又はドット/mm2で表す。
3.1.3
ドットの大きさ (dot size) 描画可能な最小単位の大きさ
備考 形状は,円,く(矩)形又は不定形である。
3.1.4
ドットの重なり (dot overlap) あるドットの隣接するドットとの重なる部分の割合
備考 ドットの重なりは機械のX並びにY軸方向及び軸からずれた方向で異なる場合がある。
3.1.5
画像濃度 (image density) 描画された画像の反射又は透過濃度
3.1.6
透過濃度 (transmission density) 画像を透過する光量割合の対数値
3.1.7
反射濃度 (reflection density) 画像によって反射される光量割合の対数値
3.1.8
X軸 (X axis) 機械を通過する用紙の搬送方向に平行な方向
3.1.9
Y軸 (Y axis) 機械を通過する用紙の搬送方向に直角な方向
3.1.10 グレースケール (grey scale) 異なる階調での描画能力
3.1.11 分解能 (resolution) 近接細線の分離能力
3.1.12 設定分分解能 (addressable resolution, addressability) X及びY軸方向の単位長さ当たりの設定可能
なドット数
3.1.13 余白 (image margins) 用紙の上下左右の描画できない空白
参考 ISO 9959-2では,画像の一番外側から用紙の端までのX及びY軸方向の距離と定義している。
3.1.14 定着性 (fixing) 画像の用紙への固定度合
3.1.15 耐光性 (light resistance) 強い光の長時間の照射に対する画像の耐性
3.1.16 耐水性 (water resistance) 水に対する画像の耐性
3.2
動作に関する定義
3.2.1
描画速度 (image speed, plotting speed) 画像が生成されるX軸方向の速度
3.2.2
描画時間 (imaging time) 標準図面を出力するために要する全時間
3.2.3
ウォームアップ時間 (warm-up time) 熱的安定,その他の条件が出力可能な状態になるまでに要
する時間
3.2.4
動作環境条件 (environmental operating condition) 正常な動作のために必要な温度,湿度など
3.3
画質評価に関する定義
3.3.1
距離精度 (positional accuracy) 分解能や周期的な要因を除き得る十分距離の離れた2本の平行線
間距離の誤差で,その最悪値を百分率で示し,X及びY軸方向の両方向で定義する。
3.3.2
直径差 (diameter variation) 分解能や周期的な要因を除き得る十分大きな円の最大及び最小直径
の差
3.3.3
直線性 (linearity) 全描画範囲内における距離精度の一様性
3.3.4
直角性 (ability to image a 90°angle) 直交する線のなす角度の90°からの偏差
3.3.5
スキュー (skew) 用紙の端とX軸方向の余白のなす角度
3.3.6
有効描画幅 (usable plot width) 描画可能な最大幅
3.3.7
有効描画長さ (usable plot length) 描画可能な最大長さ
3.3.8
最小線幅 (minimum line width) プロッタのX及びY方向に描かれた描画可能な最も細い線の平
均幅
3
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.9
バンディング/縞模様 (banding) プロッタのX又はY軸方向に現れる周期的な光学濃度の変化
3.3.10 濃度むら (uniformity) 図面全体の画像濃度の一様性
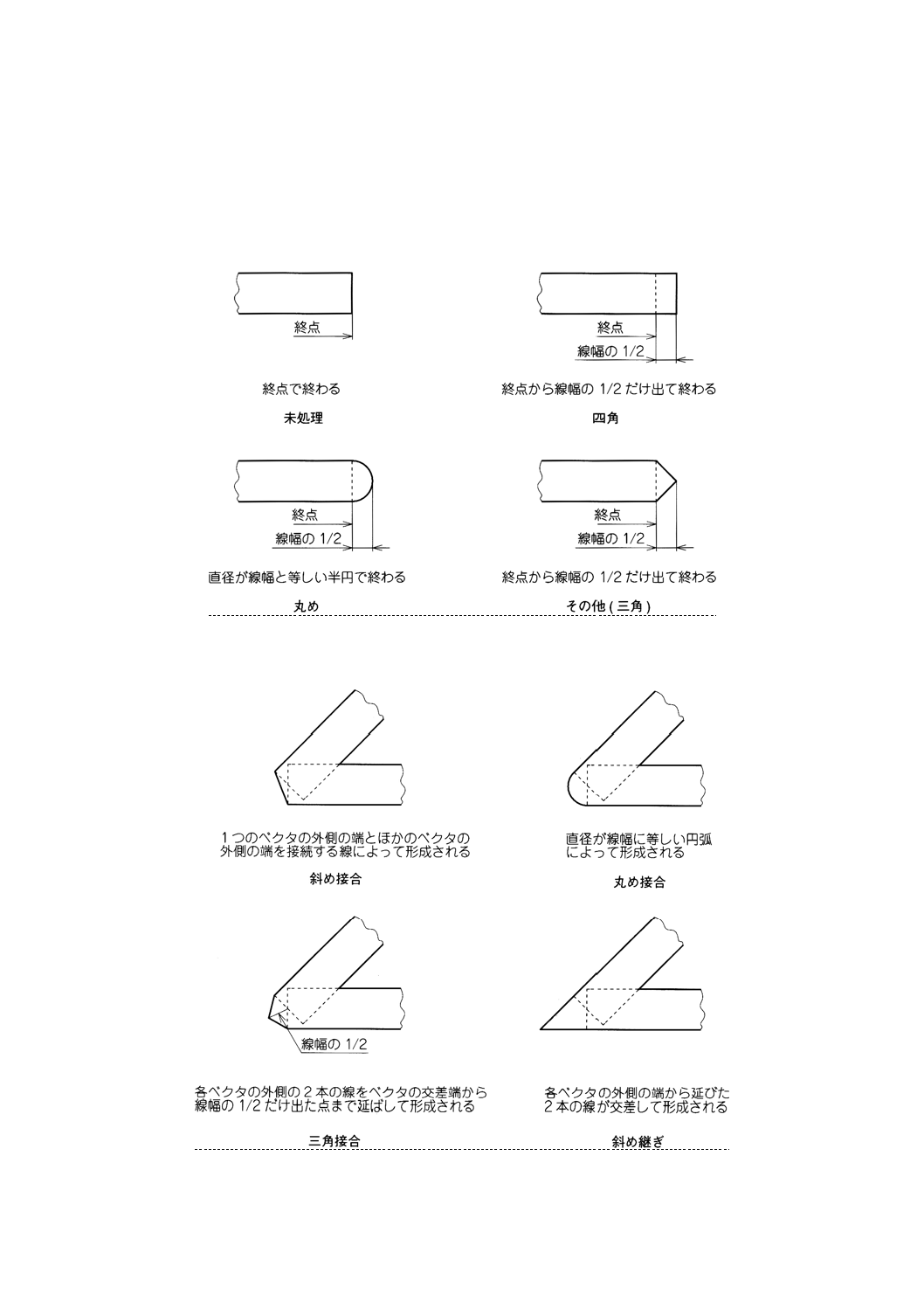
3.3.11 線端 (line ends) 線端の形状と線端が終点からはみ出る場合の位置のずれ
備考 線端形状は未処理(終点で終わる。),四角(終点から線幅の2分の1を越えて終わる。),丸め
(線幅の1/2の半径の半円)でよい。(附属書2(参考)参照)
3.3.12 線の接合 (line join) 線分が鋭角で接続する場合の線端形状である。形状は斜め接合,丸め接合,
三角接合,斜め継ぎ等でよい。
参考 ISO 9959-2では,斜め接合をbeveled,丸め接合をrounded,三角接合をtriangular,斜め継ぎを
miteredと呼ぶ。(附属書1(参考)参照)
3.3.13 ウェーブ/うねり (wave) 直線の実直性に影響する周期的な変動(例えば,偏差と周波数の値)
3.3.14 ジャギー (staircasing, jaggy) 孤立した線分から成る直線及び曲線の階段状の画像
3.3.15 ジッタ (jitter) X及びY軸に沿ったドットの周期的な位置ずれ
3.3.16 フェザリング (feathering) ドット外へのインクのにじみで,不鮮明で羽毛状の画像
3.3.17 スミア/擦れ (smear) 片側は鮮明で反対側が不鮮明でにじんだ線画像
3.3.18 フレア (flare) 大きく歪んだ形状のドットの発生によって生じた欠陥画像
3.3.19 スマッジング/汚れ (smudging) 線画像の周辺に生じる汚れ
3.3.20 偶発画像 (inadvertent marking) 図面上の予期しない点や線
3.3.21 ゴースト (ghosting) 予期せずに生じる偽の像
3.3.22 かぶり/色差 (media background) 画像のない部分で処理を行った部分と行わない部分の濃度の
差(ISO 4246参照)
3.3.23 ドロップアウト/欠落 (dropout) ドット又はドット列の欠落
3.3.24 ホワイトスポット/白斑 (white spot) 黒の塗り潰し画像中に生じる予期しない白又は何も描か
れない領域
3.3.25 リジビリティ/判読性 (legibility) 文字を正確に解読できる度合
3.3.26 コントラスト (contrast) 描画領域と非描画領域の反射又は透過濃度の差
3.3.27 マイクロバイブレーション (microvibration) 線幅の細かな変動
3.3.28 グレースケールの直線性 (grey-scale linearity) 隣接階調間の濃度差の一様性
3.3.29 レジストレーション (registration) 理想的な画像位置と実際に描かれる画像位置のずれ
3.3.30 スキップ/飛び (skip) 線間隔の非一様性による描画されない帯状の領域の発生
4. 描画試験
4.1
試験原則 試験はプロッタの描画領域全体を埋めるように倍率1 : 1の標準図面の画像を繰り返し配
置することによって行う。画像は,有効描画幅及び有効描画長さを測定するために,有効描画範囲の一番
外側の端まで長さ方向及び幅方向に均等に配置する。最適な描画を行うために製造業者が推奨する操作条
件,用紙,環境条件等を考慮に入れること。評価結果は異なったプロッタ特性の比較に用いてもよい。
4.2
試験に関する情報
4.2.1
表題欄への記入事項 表題欄に,次の情報を記入しなければならない(ISO 7200参照)。
− プロッタ名,製造元形式及び製造番号
− 描画方式(静電,感熱,熱転写,インクジェット…)
− 用紙及びインク(紙,トナー,インク,インクリボン,フィルム…)
4
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− mm/sで表した描画速度
− プロセッサ形式と速度
− コントラストの調整値(可変の場合)
− 画質レベル(精密,ドラフト等数段階が選択可能の場合)
− データ形式
− 雰囲気条件(ISO 554参照),すなわち
*大気温度 (℃)
*相対湿度 (%)
− 試験日
− 作図者
− ラスタプロッタ用テストチャート番号(No.1又はNo.2)
− 認識番号
4.2.2
プロセス時間 プロセス時間には以下の時間が含まれる:
− ウォームアップ/スタートアップ時間
− プロットファイルを作成するためのCPU時間
− コントローラへのファイルの転送時間
− ラスタデータへの変換時間(このような方式の場合)
− プロットイメージの生成時間
− 図面を作成する描画時間
− 必要なら乾燥時間
上記のすべての時間がすべての描画方式に適用されるわけではないし,幾つかの時間は重複している。
4.3
テストチャートの作図
4.3.1
一般事項 描画試験は,A4の大きさの二つのパターンを基にしており,1つは線画を扱い(テス
トチャートNo.1),もう一方は塗りつぶしや灰色の陰を扱う(テストチャートNo.2)。それぞれ数種類のパ
ターンから成り,区域1から区域23まで番号が付されている。各区域を以下に示す。
4.3.2
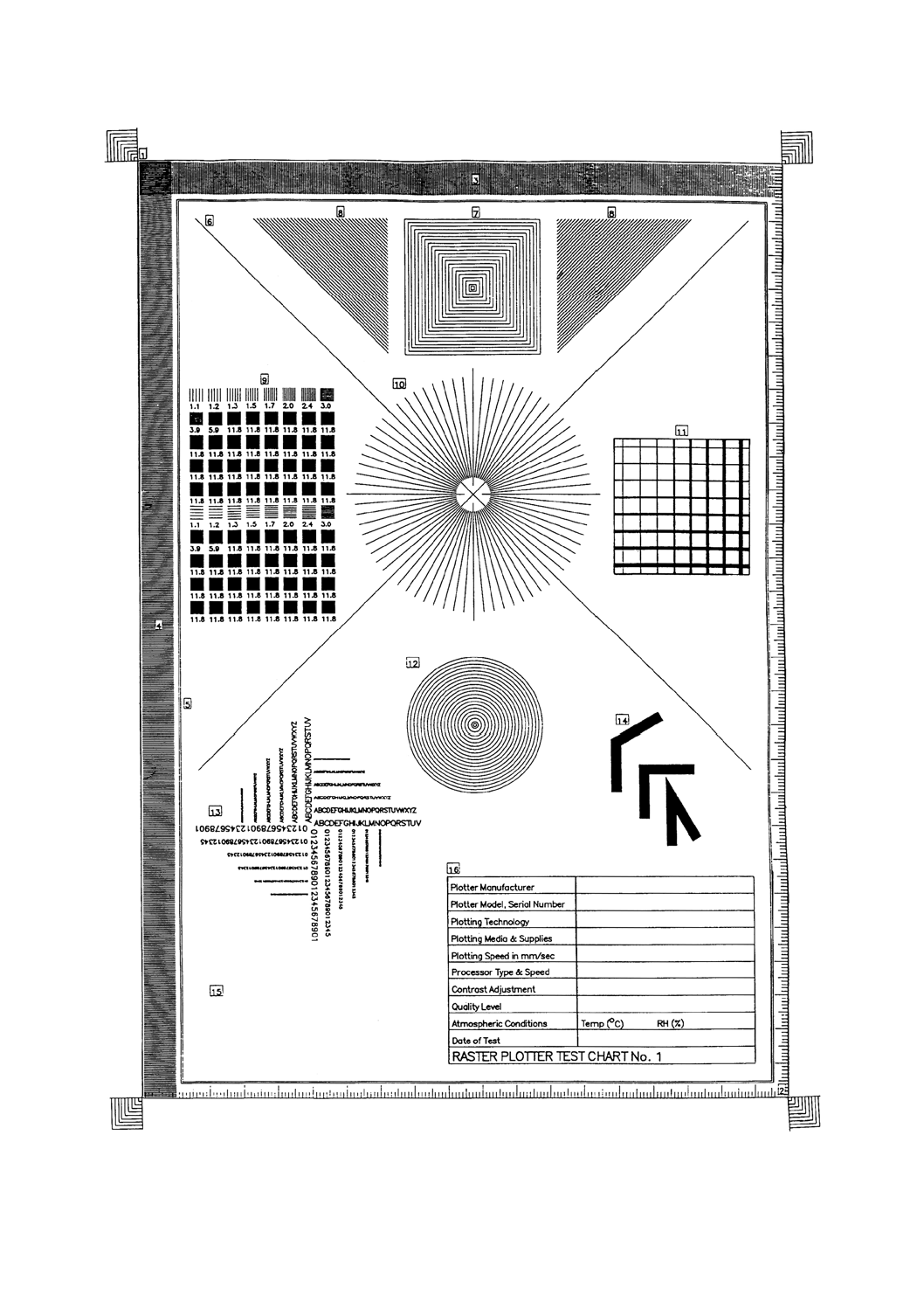
ラスタプロッタ用テストチャートNo.1(区域1から区域16)
a) 区域1 外周枠
周囲の端に平行な直線。用紙の端から10mmの位置に描かなければならない。すべての角には1mm
間隔の鍵状の位置記号を付ける。
評価項目:
− 有効描画幅
− 有効描画長さ
− スキュー
b) 区域2 スケール
1mm間隔のスケールを描画する。
評価項目:
− 距離精度
c) 区域3 一定間隔の線群(用紙の短い方向)
外周枠の水平線に平行で0.5mm程度のドットの整数倍の間隔をもった線群。線の長さは10mm
評価項目:
5
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− マイクロバイブレーション
− ジッタ
− スミア/擦れ
− ドロップアウト/欠落
− フレア
d) 区域4 一定間隔の線群(用紙の長い方向)
外周枠の垂直線に平行で0.5mm程度のドットの整数倍の間隔をもつ線群
評価項目:
− マイクロバイブレーション
− ジッタ
− スミア/擦れ
− ドロップアウト/欠落
− フレア
e) 区域5 内側枠
0.5mmの間隔をもった二本の線
評価項目:
− ウェーブ/うねり
− ジッタ
− ドロップアウト/欠落
− 直角性
− マイクロバイブレーション
f)
区域6 対角線
45°と−45°方向の二本の直交した対角線
評価項目:
− 直線性
− ドロップアウト(欠落)
g) 区域7 同心の四角形
一番外側が一辺40mmで一番内側が一辺1mmの21個の四角形。一番内側の四角形の一辺を1mm
として,次に2mmの四角形を描き,2mmの四角形から一番外側の四角形まで一辺を2mmずつ増やす。
評価項目:
− 直角性
− 線の接合
h) 区域8 斜めの線群
45°と−45°方向の斜めの線群。X及びY方向の線間隔は1mm
評価項目:
− ジッタ
− スミア
− ドロップアウト/欠落
− ウェーブ/うねり
i)
区域9 分解能のパターン
6
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4mm×4mmの領域に描かれた40組の線間隔の等しい平行線群で,線間隔は1mmから始めて1ドッ
トずつ減らす。各平行線群の左上の角を5.5mmずつ離し,横に8組並べる。これを5行作る。線の長
さは4mm,行間は3mm空け,それぞれの線群の下に1mm当たりの線の本数を示す。
備考 間隔がドットと同じかそれ以下になった場合は,パターンは黒潰しになる。線群はX軸及びY
軸に平行に描かれる。
評価項目:
− 分解能
j)
区域10 放射状の線群
対角線(区域6)の交点を中心にした角度5°ごとに描かれた等間隔の放射状の線群・放射状の線は
中心点に達しない。
評価項目:
− 線の接合
− ジャギー
k) 区域11 格子パターン,平らな線端形状
平らな線端をもった水平と垂直の線による格子。左上を起点として上から下及び左から右に向かう
に従い線幅を1ドットから2,3,5,6,9,11及び13ドットに増やす。各線の線端をそろえるために,
境界線で周囲を囲む。線間隔は5mmとする。
評価項目:
− 直角性
− 線幅
− フレア
− 線端
l)
区域12 同心円
一番外側が直径40mmで一番内側が直径1mmの21個の同心円。一番内側の円の直経を1mmとし
て,次に2mmの円を描く。2mmの円から一番外側の円まで,直径を2mmずつ増やす。
評価項目:
− 直径差
− ジャギー
m) 区域13 英数字
高さ2.5,2,1.5,1.3及び0.7mmの英数字を,水平及び垂直に書く。2.5mm以下の英数字はJIS Z 8313-1
を厳密に守る必要はない。2.5mm以上の英数字はJIS Z 8313-1を守らなければならない。
評価項目:
− X,Y方向の判読性
n) 区域14 幅の広い線端と接合
可能な最大幅(3mm以内)の二本の線分を30°,60°,90°で接合。線端と接合は可能な線種に
よって,(a)未処理の線端の斜め継ぎ,(b)丸い線端と接合,(c)四角と斜め接合のいずれでもよい。
評価項目:
− 線端
− 線の接合
o) 区域15 自由領域
7
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
追加の指定。例えば,特殊な文字など。
p) 区域16 表題欄
一般的なデータの記入領域(4.2参照)
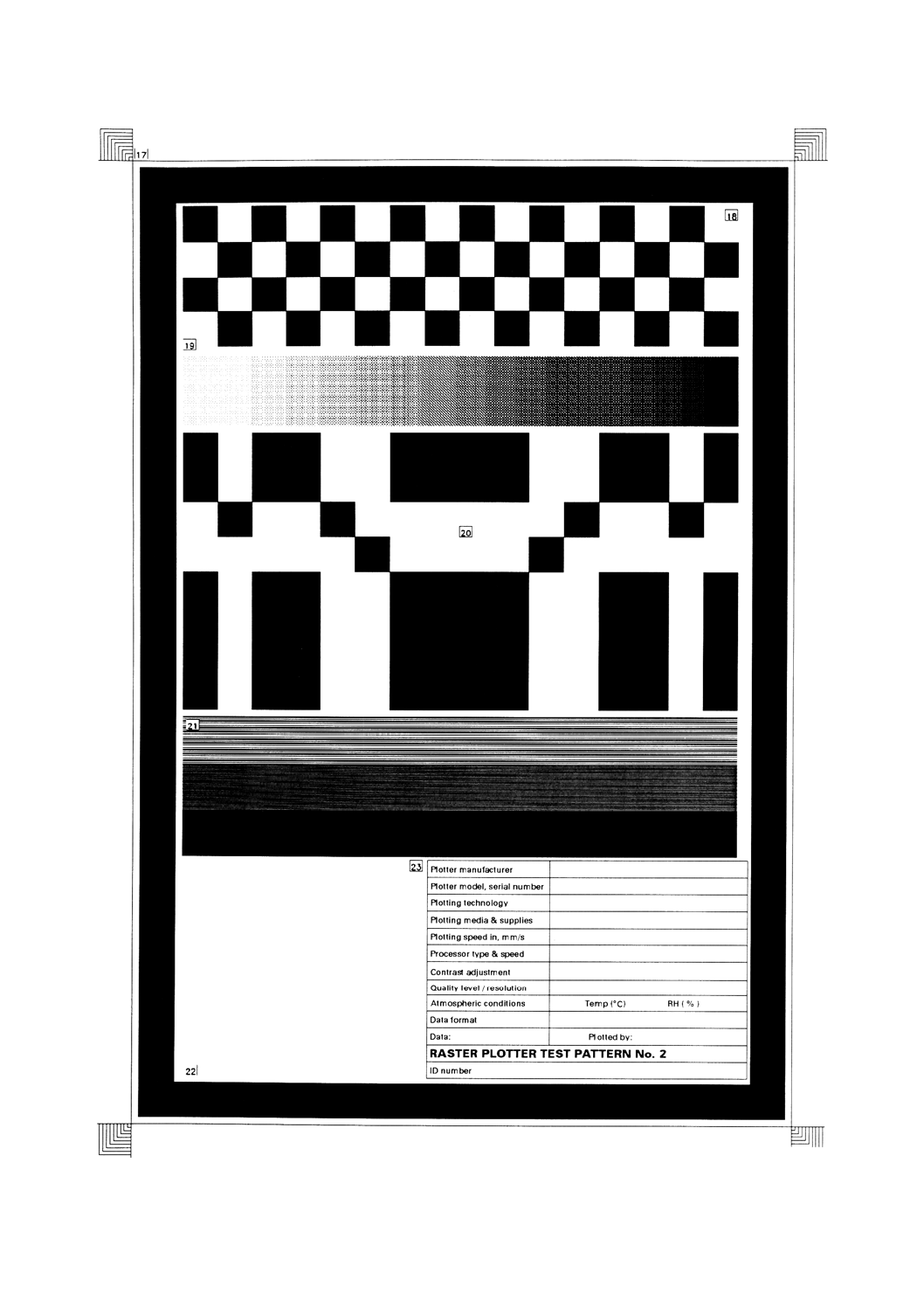
4.3.3
ラスタプロッタ用テストチャートNo.2(区域17〜区域23)
a) 区域17 外周枠
周囲の端に平行な直線。用紙の端から10mmの位置に描かなければならない。すべての角には1mm
間隔の鍵状の位置記号を付ける。10mm内側に内側枠も描画する。
評価項目:
− 有効描画幅
− 有効描画長さ
− スキュー
− ドロップアウト/欠落
b) 区域18 市松模様
一辺10mmの四角の市松模様
評価項目:
− 画像濃度
− ゴースト
− コントラスト
− フェザリング
− スキップ/飛び
− 濃度むら
− スミア
− ホワイトスポット/白斑
c) 区域19 等間隔の線群/グレースケール
次のいずれかによる。
1) 20mmの長さの垂直線群で,線間隔1mmから始めて互いに接するまでを160mmにわたって線間隔
を均等に減らす。
2) 最も明るい状態から暗い状態までを20mm×1.25mmの区分で分割した128諧調のグレースケール又
は20mm×0.625mmの区分で分割した256諧調のグレースケール。
評価項目:
− グレースケール
d) 区域20 市松模様
一辺が10,20及び40mmの四角い市松模様
評価項目:
− 画像濃度
− ゴースト
− コントラスト
− 定着性
− 濃度むら
− 耐水性
8
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− ホワイトスポット/白斑
− スキップ/飛び
e) 区域21 等間隔の水平線群
長さ160mmで高さ40mmの範囲内の水平線群。線間隔は1mm当たり2本程度のドット幅の整数倍
から始め,塗り潰しまでを1ドット幅ずつ一定の間隔で減らす。
評価項目:
− 分解能
f)
区域22 自由領域
特殊文字,グレースケール,ロゴ等の追加のための領域
g) 区域23 表題欄
一般的なデータの記入領域(4.2参照)
4.4
評価 画質は4.3に示した評価項目を用いて評価する。図面は,拡大鏡(10倍)で検査し,参考図
面又は対抗するプロッタによる図面と比較する。グレースケールとかぶりは濃度計で測定する。
描画技術が図面のできばえに影響するので,評価に際しては描画技術の特性を考慮に入れる必要がある。
上記の評価項目に加え,取扱い性,耐摩擦性,耐時間性,耐退色性及び複写性のようなほかの特性の評
価を必要とすることもある。
9
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) ラスタ・プロッタ用テストパターンNo.1及びNo.2
10
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 線端の形状及び線の接合
(1) 線端 線端の形状及び位置のずれを,次に示す。
(2) 線の接合 線の接合を,次に示す。
13
B 3411-2 : 2002 (ISO 9959-2 : 1999)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 参考文献
ISO 5-1 : 1984 Photography−Density measurements−Part 1 : Terms, symbols and notations
ISO 5-2 : 1991 Photography−Density measurements−Part 2 : Geometric conditions for transmission density
ISO 5-3 : 1984 Photography−Density measurements−Part 3 : Spectral conditions
ISO 5-4 : 1983 Photography−Density measurements−Part 4 : Geometric conditions for reflection density
ISO 105-A02 : 1993 Textiles−Tests for colour fastness−Part A02 : Grey scale for assessing change in colour
ISO 554 : 1976 Standard atmospheres for conditioning and/or testing−Specifications
ISO 4246 : 1984 Cinematography−Vocabulary
ISO 5457 : 1980 Technical drawings−Sizes and layout of drawing sheets
参考 JIS B 8311 : 1998(製図−製図用紙のサイズ及び図面の様式)がこの規格と一致する。
ISO 6196-5 : 1987 Micrographics−Vocabulary−Part 5 : Quality of images, legibility, inspection
ISO 9959-1 : 1992 Numerically controlled draughting machine−Drawing test for the evaluation of performance
−Part 1 : Vector plotters
参考 JIS B 3411-1 : 1998(プロッタの試験方法−第1部:ベクタプロッタ)がこの規格と一致する。
ISO 9960-1 : 1992 Draughting instruments with or without graduation−Part 1 : Draughting scale rules
参考 JIS B 9512 : 1994(手動製図機械用スケール)の中で,ISO 9960-1 : 1992からの引用事項は,こ
の規格の該当事項と同等である。
ISO 12756 : 1998 Drawing and writing instruments−Ball point pens and roller ball pens−Vocabulary
JIS B 3411-2原案作成委員会 構成表
氏名
所属
(主査)
光 成 豊 明
明星大学
(副主査)
徳 岡 直 静
慶應義塾大学
(幹事)
内 桶 誠 二
川村学園女子大学
大 嶋 清 治
工業技術院
朝仕奈 奎 一
東京都立工業高等専門学校
須 賀 雅 夫
株式会社三菱総合研究所
横 堀 達 也
株式会社小松製作所
堀 江 和 男
石川島播磨重工業株式会社
染 宮 英 夫
株式会社日立製作所
飯 尾 努
株式会社東芝
川 田 亨
グラフテック株式会社
松 崎 武
武藤工業株式会社
藤 本 信 之
マックス株式会社
津 田 啓治郎
富士ゼロックス株式会社
遠 田 豊 彰
岩通エンジニアリング株式会社
小 山 公 夫
社団法人日本設計工学会