5
B
0
6
5
1
:
2
0
0
1
(IS
O
3
2
7
4
:
1
9
9
6
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 触針式表面粗さ測定機の概略図
B 0651 : 2001(ISO 3274 : 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,財団法人日本規格
協会 (JSA) から工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣が改正した日本工業規格である。これによってJIS B 0651 : 1996は改正され,
この規格に置き換えられる。
原国際規格には,検査に関する事項が含まれていないので,旧規格JIS B 0651 : 1996の一部を修正し,
参考として附属書3に記述した。
JIS B 0651には,次に示す附属書がある。
附属書A(参考) JIS B 0651 : 1976による測定機
附属書B(参考) 規格改正の背景
附属書C(参考) GPSマトリックス
附属書D(参考) 参考文献
附属書1(参考) 標準特性値
附属書2(参考) 標準性能値
附属書3(参考) 検査項目及び検査方法
B 0651 : 2001(ISO 3274 : 1996)目次
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 測定機の呼び特性 ············································································································ 8
附属書A(参考) JIS B 0651 : 1976による測定機 ····································································· 10
附属書B(参考) 規格改正の背景 ························································································· 11
附属書C(参考) GPSマトリックス ····················································································· 13
附属書D(参考) 参考文献 ································································································· 14
附属書1(参考) 標準特性値 ······························································································· 15
附属書2(参考) 標準性能値 ······························································································· 16
附属書3(参考) 検査項目及び検査方法 ················································································ 17
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0651 : 2001
(ISO 3274 : 1996)
製品の幾何特性仕様(GPS)−
表面性状:輪郭曲線方式−
触針式表面粗さ測定機の特性
Geometrical Product Specifications (GPS)−
Surface texture : Profile method−
Nominal characteristics of contact (stylus) instruments
序文 この規格は,1996年に発行されたISO 3274, Geometrical Product Specifications (GPS) −Surface
texture : Profile method−Nominal characteristics of contact (stylus) instrumentsを翻訳し,技術的内容及び規格
票の様式を変更することなく作成した日本工業規格である。
この規格は,製品の幾何特性仕様 (GPS) の一つで,GPS基本規格に属し(TR B 0007参照),粗さ曲線,
うねり曲線及び断面曲線の規格チェーンのリンク番号5に関係している。
この規格と他のGPS規格との関連についての詳細は,附属書Cを参照する。
ISO 3274 : 1975による表面粗さ測定機のフィルタは,2RCアナログフィルタであった。輪郭曲線にこのフ
ィルタを適用すると,大きな位相遅れが発生し,輪郭曲線に波長に依存したゆがみが生じる。ISO 4288 :
1985による基準長さ(カットオフ値)であれば,粗さパラメータRa(粗さ曲線の算術平均高さ)及びRz
(粗さ曲線の最大高さ)に及ぼす輪郭曲線のゆがみの影響は,通常無視できる。したがって,ISO 3274 : 1975
又は2RCフィルタを装備したアナログ測定機は,Ra及びRzの評価に用いてもよいが(附属書A参照),
他のパラメータに対しては,輪郭曲線のゆがみが影響する。
原国際規格には,検査に関する事項が含まれていないので,旧規格JIS B 0651 : 1996の一部を修正し,参
考として附属書3に記述した。
なお,この規格の中で点線の下線を施してある“参考”は,原国際規格にはない事項である。
備考 TR B 0007は,ISO/TR 14638 : 1995 [Geometrical Product Specifications (GPS) −Master plan] と一
致している。
1. 適用範囲 この規格は,現存する国際規格が実用的な輪郭曲線評価に適用できるようにして,輪郭曲
線にかかわる事項並びに表面粗さ及びうねりを測定するための触針式表面粗さ測定機の一般的な構造につ
いて規定する。さらに,輪郭曲線の評価に影響を及ぼす測定機の特性を規定し,触針式表面粗さ測定機(測
定機及び記録機器)の仕様の基本事項を規定する。
備考1. 測定機の製造業者が作成する触針式表面粗さ測定機の特性表示のためのデータシートは準備
中であり,校正に関する将来の規格に導入する予定である。
2. うねり曲線のためのカットオフ値λf,触針先端半径及びカットオフ比は検討中であり,追補
としてこの規格に追加する予定である。
2
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない),とする。
ISO 3274 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Nominal characteristics of contact (stylus) instruments (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改訂版・追補は適用しない。発効年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
備考 ISO 4287 : 1997 [Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Terms, definitions and surface texture parameters]が,この規格と一致している。
JIS B 0633 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−表面性状評価の方式及び手順
備考 ISO 4288 : 1996 [Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Rules and procedures for the assessment of surface texture] が,この規格と一致している。
JIS B 0632 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−位相補償フィルタの特性
備考 ISO 11562 : 1996 [Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Metrological characterization of phase correct filters] が,この規格と一致している。
JIS B 0631 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−モチーフパラメータ
備考 ISO 12085 : 1996 [Geometrical Product Specifications (GPS) −Surface texture : Profile method−
Motif parameters] が,この規格と一致している。
ISO 5436 : 1985 Calibration specimens−Stylus instruments−Types, calibration and use of specimens
ISO 13565-1 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ; Surface
having stratified functional properties−Part 1 : Filtering and overall measuring conditions
ISO 13565-2 : 1996 Geometrical Product Specifications (GPS) −Surface texture : Profile method ; Surface
having stratified functional properties−Part 2 : Height characterization using the linear material ratio
curve
ISO 13565-3 : 1998 Geometrical Product Specifications (GPS) −Surface texture : Profile method ; Surface
having stratified functional properties−Part 3 : Height characterization using the material probability
curve
参考 ISO 13565-3は、ISO 3274 : 1996発行後,1998年に新たに発行されたので、年号を追記した。
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
輪郭曲線 (profile)
参考 “輪郭曲線”とは,測定断面曲線,断面曲線,粗さ曲線,うねり曲線などの曲線の総称である。
3.1.1
測定曲線 (traced profile) 触針が対象面上を運動したときの,理想的な幾何形状(先端部が球状
の円すい),所定の測定力及び寸法をもつ触針先端球中心の垂直面内の軌跡。
備考 これは,この規格において定義されるすべての輪郭曲線を導く曲線である。
3
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1.2
基準線 (reference profile) 触針が,基準案内に沿って運動するときの軌跡。
備考 基準線は,理論的に正確な輪郭形状に代わる実用上の表現である。基準線の誤差は,測定機の
外乱と基準案内の誤差による。
3.1.3
測定断面曲線 (total profile) 縦軸及び横軸からなる座標系において,基準線を基にして得られた
ディジタル形式の測定曲線。
備考 測定断面曲線は,縦方向及び横方向がディジタル化されているという特徴をもつ。
3.1.4
断面曲線 (primary profile) 測定断面曲線にカットオフ値λsの低域フィルタを適用して得られる
曲線。
備考1. 断面曲線は,輪郭曲線フィルタによってディジタル処理をし,JIS B 0601によって輪郭曲線
パラメータを計算する基礎となるものである。断面曲線は,縦方向の量子化ステップ及び横
方向のサンプリング間隔によって特徴づけられるが,測定断面曲線のそれらとは異なっても
よい。
2. 最小二乗法によって当てはめた仕様書(図面など)に指示された呼び形状は,断面曲線に含
まれないように,フィルタを適用する前に除去されていなければならない。円形状の場合に
は,その半径は最小二乗法の最適化条件に含め,呼び値に固定してはならない。
3. 呼び形状の除去は,断面曲線を求める前に行う。
参考 “その半径は,最小二乗法の最適化条件に含め”の意味は,最小二乗法によって円の半径もデ
ータに最もよく当てはまるものを求めることである。
3.1.5
残差曲線 (residual profile) 触針によって,理想的に平滑で平たん(坦)な面(オプチカルフラ
ット)を測定して得られる断面曲線。
備考 残差曲線は,基準案内の誤差及び測定機の外乱並びに輪郭曲線の振幅伝達誤差(3.4.16参照)
のような内部の誤差からなる。この誤差の原因の追及は,特別な装置及び適切な環境がない限
り,通常は不可能である。
3.2
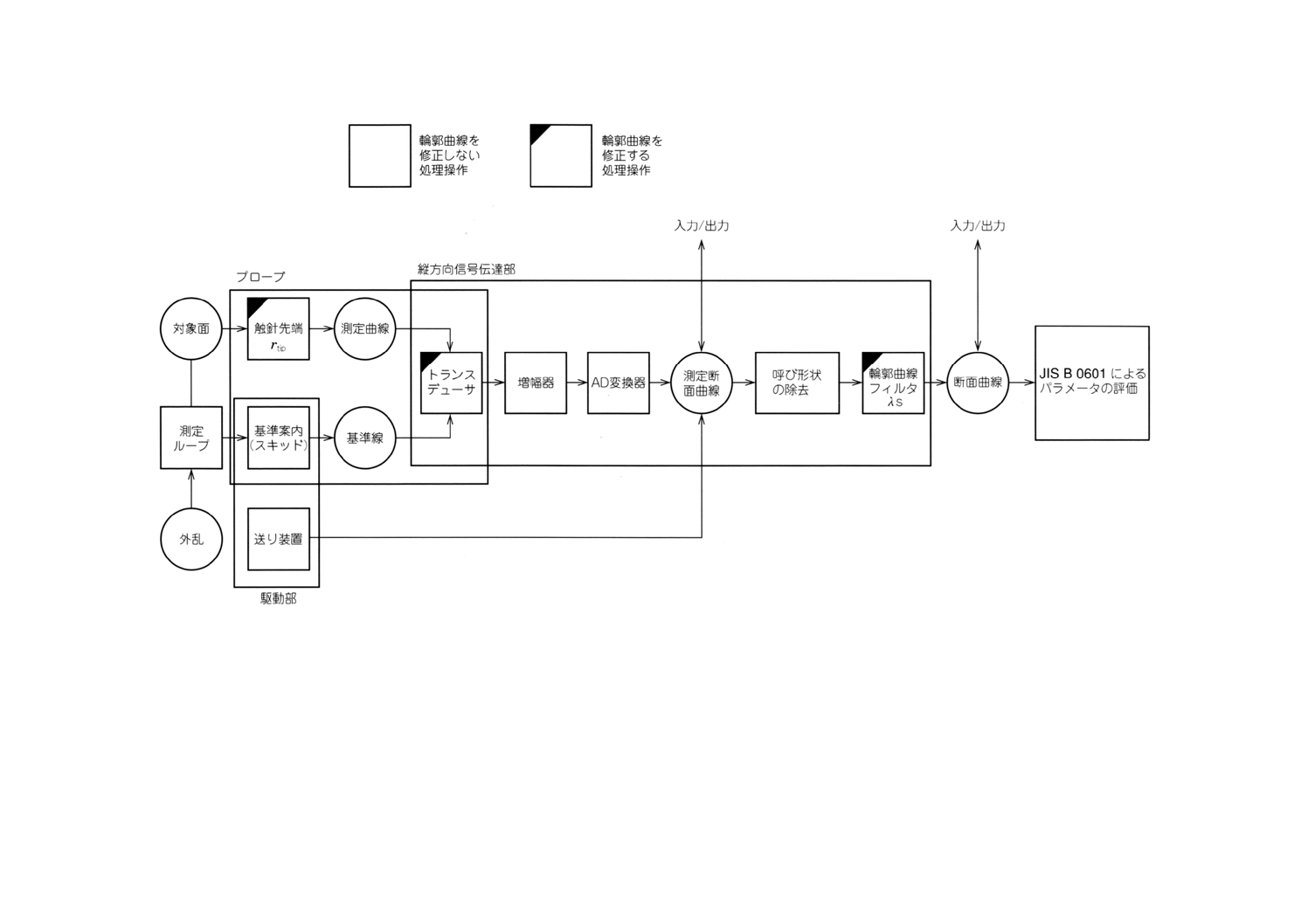
触針式表面粗さ測定機 (stylus instrument) 表面上を触針が運動して表面の輪郭形状の偏差を測定
し,パラメータを計算し,輪郭曲線を記録することができる測定機(図1参照)。
備考 図1は,理論的に正確な測定システムに要求される基本的な処理操作だけを示している。各処
理操作の相互関係は,設計構想に従う。そのために,図1は理論的に正確な唯一の構成と考え
てはならない。
3.2.1
変位型及びディジタルデータ保存型の触針式表面粗さ測定機 (displacement sensitive, digitally
storing stylus instrument) 長波長成分と測定機の設定誤差とを含む輪郭曲線を求める触針式表面粗さ測
定機。
備考 輪郭曲線は,ディジタルデータとして保存し,フィルタ処理が必要な場合には,位相補償フィ
ルタを適用する。パラメータは,ディジタルデータから計算し,輪郭曲線は,波形にゆがみを
生じさせないグラフィックシステムによって記録する。
3.3
触針式表面粗さ測定機の構成要素 (stylus instrument components)
3.3.1
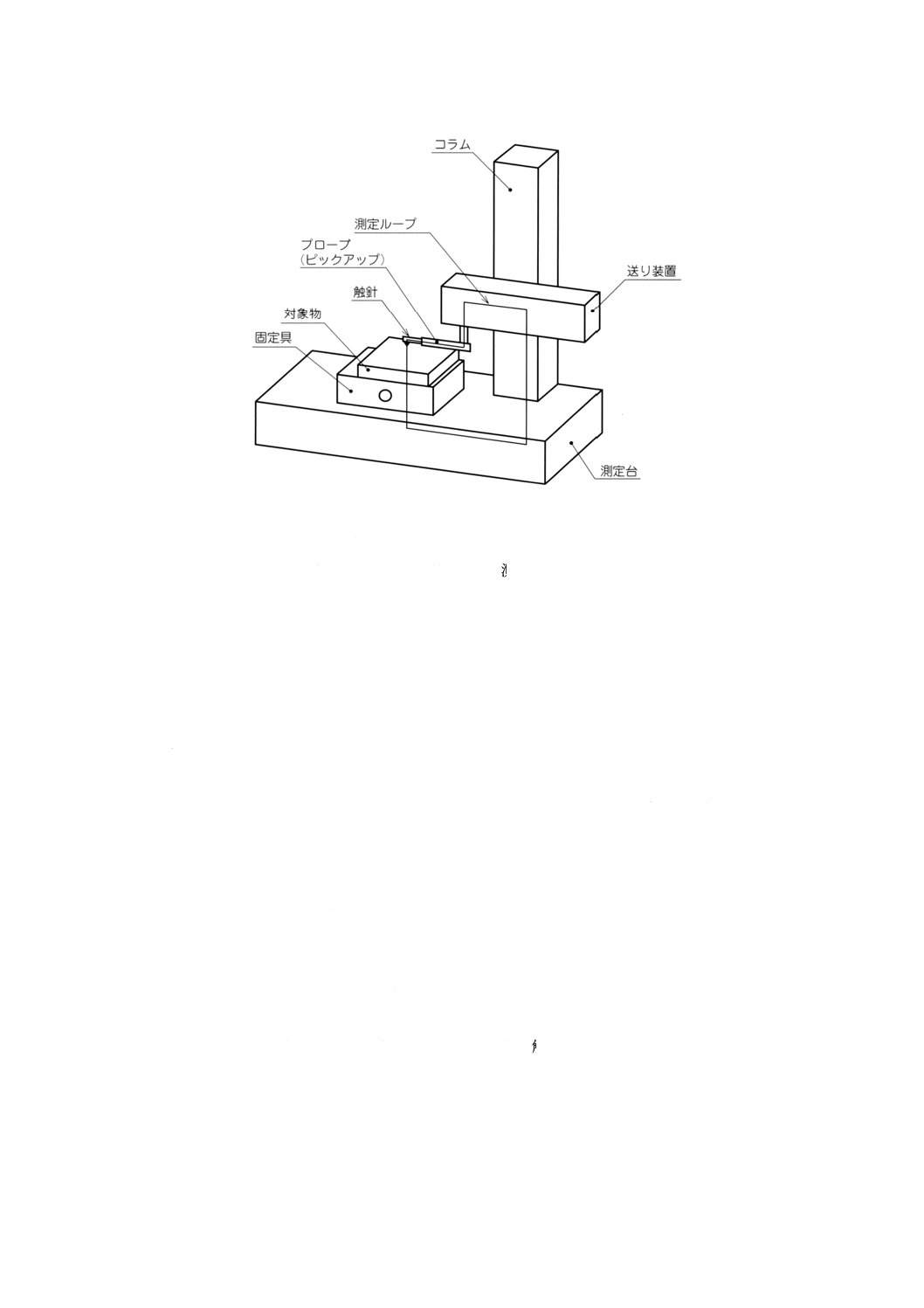
測定ループ (measurement loop) 対象面と触針先端との接触に関係するすべての機械的な要素,
例えば,位置決め装置,対象物の固定具,測定スタンド,送り装置,プローブ(ピックアップ)などから
なる閉じた連鎖(図2参照)。
3.3.2
基準案内 (reference guide) 対象面に対する切断面を創成し,その面内で理論的に正確な幾何学
的な軌跡(基準線)に沿ってプローブを案内する要素。一般には直線である。
4
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 基準案内は,送り装置の基本的な部品の一つであり,部分的にプローブに組み込むことができ
る。スキッドを用いる場合には,附属書Aを参照。
3.3.3
送り装置 (drive unit) プローブを基準案内に沿って動かし,横座標における触針先端の位置を伝
達する要素。
備考 駆動ユニットの仕様は,最大運動距離によって表される。
3.3.4
プローブ(ピックアップ) [probe (pick-up)] 触針をもつ変位伝動要素及びトランスデューサか
らなる要素。
3.3.5
変位伝動要素 (tracinge element) 触針先端の変位をトランスデューサに伝動するための要素。
3.3.6
触針先端 (stylus tip) 通常は,所定のテーパ角度の円すい及び所定の半径をもつ球状の先端から
なる要素。
備考 これは,輪郭曲線データの測定にとって非常に重要な要素である。
3.3.7
トランスデューサ (transducer) 基準線に対する測定曲線の縦座標値を,測定機で用いる信号に
変換する装置。
備考 トランスデューサは,輪郭曲線の意図的な修正を行わない。
5
B
0
6
5
1
:
2
0
0
1
(IS
O
3
2
7
4
:
1
9
9
6
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 触針式表面粗さ測定機の概略図
6
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 触針式表面粗さ測定機の測定ループの例
3.3.8
増幅器 (amplifier) 輪郭曲線の意図的な修正を全く行わないで,信号増幅を行う装置。
3.3.9
AD変換器 [analog-to-digital converter (ADC)] 測定されたアナログ信号をディジタル値に変換
する装置。
備考 AD変換されたデータは,該当する横座標値と組み合わせて,測定断面曲線を構成する。AD変
換器は,輪郭曲線の意図的な修正を行わない。
3.3.10 データ入力 (data input) 外部のコンピュータから,一つ以上の形式の輪郭曲線が入力できる測定
機内蔵のデータインタフェース。
3.3.11 データ出力 (data output) 外部のコンピュータヘ,一つ以上の形式の輪郭曲線が出力できる測定
機内蔵のデータインタフェース。
3.3.12 輪郭曲線のフィルタ処理及び評価 (profile filtering and evaluation) JIS B 0601,JIS B 0632,JIS B
0631,ISO 13565-1,ISO 13565-2及びISO 13565-3によるパラメータ及び表面機能を評価するために,断
面曲線,粗さ曲線及びうねり曲線に施す処理操作。
備考 粗さ曲線の基準長さの標準値は,うねり曲線のカットオフ値λc(低域フィルタのカットオフ値)
に等しい。
3.3.13 記録装置 (profile recorder) 一つ以上の形式の輪郭曲線及び/又はパラメータ値が出力できる測
定機に附属する記録装置。
3.4
表面粗さ測定機の計測特性 (metrological characteristics of instrument)
3.4.1
静的測定力 (static measuring force) 触針先端を対象面に置いたときの平均位置(変位の中央位
置)における触針先端の押付け力。
3.4.2
静的測定力の変化 (change of static measuring force) 触針先端が変位したときに生じる静的測定
力の変化。
備考 一般に,静的測定力の変化は,変位に比例する。
3.4.3
動的測定力 (dynamic measuring force) 対象面を触針先端で連続的に測定するとき,触針先端の
加速度によって生じる力。
7
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 動的測定力は,静的測定力に加えられる。
3.4.4
ヒステリシス (hysteresis) 触針先端の同じ変位において,上方向に動くときの触針先端の変位指
示値と下方向に動くときの変位指示値との差。
3.4.5
正弦波の振幅伝達関数 (transmission function for sine waves) 所定の測定速度で測定された輪郭
曲線の波長と振幅の特性とを表す関数。
備考1. 振幅伝達の挙動を表すために,許容誤差内で伝達することができる正弦波の最小波長(溝の
間隔)を,異なった測定速度及び与えられた振幅に対して記述してもよい。
2. プローブの振幅伝達関数は,プローブの構成に依存し,プローブの構成が変わると,同じ測
定機でも変化する。
3.4.6
プローブの測定範囲 (measuring range of probe) 触針先端及びトランスデューサが,許容誤差内
で変位を測定でき,ディジタル化に適した信号に変換できる縦方向の測定範囲。
3.4.7
測定機の測定範囲 (measuring range of instrument) 測定機が,許容誤差内で変位を測定でき,デ
ィジタル化に適した信号に変換し,ディジタルデータに変換できる縦方向の測定範囲。
3.4.8
AD変換の量子化ステップ (quantization step of the ADC) AD変換の有意性ある最小値に相当す
る変位。
3.4.9
測定機の分解能 (instrument resolution) 断面曲線において,有意に識別できる最小縦方向位置の
差を表す測定機能力の定量的表示。
3.4.10 測定範囲対分解能比 (range-to-resolution ratio) 測定機の分解能に対する測定範囲の比。
備考 幾つかの測定範囲をもつ測定機では,測定範囲対分解能比は,各測定範囲に対して個々に計算
する。したがって,測定範囲対分解能比は,最小測定範囲における測定機の分解能に対する最
大測定範囲の比ではない。
3.4.11 プローブの直線性 (probe linearity deviation) 測定範囲におけるプローブの特性曲線の直線(又
は呼び特性曲線)からのずれ。
参考 プローブの特性曲線とは,プローブに与えた変位とプローブからの出力との関係を表す曲線。
3.4.12 短波長伝達限界 (short-wave transmission limitation) 測定断面曲線において,断面曲線,粗さ曲
線又はうねり曲線のいずれにも属さない短波長成分を遮断する低域フィルタ(カットオフ値λs)によって
得られる短波長信号成分の限界。
備考 これは,JIS B 0601に規定されている。低域フィルタは,ディジタルフィルタとして設計する。
3.4.13 輪郭曲線の振幅伝達特性 (vertical profile component transmission) 断面曲線の代わりにトラン
スデューサに与えた正弦波信号の減衰した出力振幅を,波長の関数として表した伝達特性。
備考 基本的には,振幅伝達特性は,JIS B 0632による低域フィルタの形式によって表され,トラン
スデューサ,増幅器,AD変換器及び帯域通過フィルタによって実現される。これらは,通過
帯域において輪郭曲線に修正を加えることはない。この振幅伝達特性には,アライメント補正,
基準案内の系統的誤差の補正,プローブの特性曲線の直線性の補正など,断面曲線の補正を含
めることができる。
3.4.14 輪郭曲線の横座標位置の伝達特性 (horizontal profile position transmission) 測定断面曲線におけ
る任意の2点の横座標値の差(測定された間隔)の,それぞれの点に対応する触針先端の横座標値の差(正
確な間隔)に対する比。
8
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4.15 横座標位置の伝達誤差 (deviations of the horizontal position transmission) 輪郭曲線の横座標位
置の伝達特性と呼びの横座標位置の伝達特性との差。
3.4.16 輪郭曲線の振幅伝達誤差 (deviations of the propile transmission) 測定機の振幅伝達特性とJIS B
0632による短波長伝達限界をもつ理論的に正確な振幅伝達特性との差。
備考1. 通過帯域における振幅伝達特性は,触針先端の静的変位の振幅伝達特性に一致する。
2. 測定機のアナログ部の信号伝達の限界(通常は,測定機の機械部分,増幅器及びAD変換器
の周波数限界からなる。)は,この誤差に含まれる。これらの限界は,周波数に関係するので,
測定速度が異なると違ってくる。特に,測定速度が速いときに顕著に現れる。
3.4.17 ゼロ点ドリフト (zero point drift) 恒温状態及び触針の位置を一定にした状態における測定機の
ゼロ点の指示値の変化。
備考 一方向に緩慢な変化をするゼロ点ドリフトが及ぼす測定データへの影響は無視でき,フィルタ
を適用して求めた粗さ曲線には全く影響しない。周期性をもつドリフトは,フィルタを適用し
て求めた粗さ曲線の評価に対しては許容してもよいが,断面曲線及び低域フィルタを適用して
求めたうねり曲線には影響するおそれがある。
3.4.18 縦方向の直線性の総合誤差 (vertical linearity deviation) 測定機の特性曲線とその回帰直線(特性
曲線に最小二乗法によって当てはめた直線)との縦方向の差(触針による測定から,断面曲線を得るまで
のプロセスで生じる誤差)。
参考 ここでの特性曲線とは,触針先端に与えた変位と断面曲線を得るプロセスを経て出力された変
位指示値との関係を表す曲線である。
3.4.19 輪郭曲線フィルタの誤差 (profile filter deviation) 理想的な位相補償フィルタを基準とした輪郭
曲線の全波長域における振幅伝達特性の誤差。
3.4.20 輪郭曲線の評価誤差 (profile evaluation deviation) 実際のアルゴリズムによって求めたパラメー
タの値と輪郭曲線のもつ真の値との差。例えば,ISO 5436のタイプDのような校正用標準片の測定値と真
の値との差。
備考 パラメータの真の値は,同じ標準片の輪郭曲線に理想的なパラメータ算出用のアルゴリズムを
適用して得られる値である。
3.4.21 触針式表面粗さ測定機の総合誤差 (total deviation of the stylus instrument) 所定のパラメータに
ついて,与えられた測定機によって得られる値と真の値との差。
備考 ここでいうパラメータの真の値とは,この規格で定義された理想的な測定機によって求められ
る値である。
3.4.22 輪郭曲線の記録図形誤差 (deviation of the profile recording) 粗さ曲線又はうねり曲線のための
断面曲線のディジタルデータと同じデータのグラフィックプリンタ,プロッタ及びモニタに出力された図
形との差。
備考 測定断面曲線の縦座標値及び横座標値は,記録図形の縦倍率Vv及び横倍率Vhによって拡大さ
れたピクセル座標に直接表示する。両座標軸の誤差は,出力装置のピクセル間隔より小さくな
ければならない。直線性,ヒステリシス,振幅及び位相の誤差,又はオーバシュートのような
他の誤差は生じてはならない。輪郭曲線の記録図形誤差は,実用上は,断面曲線,粗さ曲線及
びうねり曲線の誤差となる。
4. 測定機の呼び特性
9
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
触針の形状 理想的な触針の形状は,球状先端をもつ円すいである。呼び寸法は,次による。
− 触針先端の半径:rtip=2μm, 5μm, 10μm
− 円すいのテーパ角度:60°, 90°
理想的な測定機では,特別な指示がない限り,円すいのテーパ角度は60°とする。
4.2
静的測定力 触針の平均位置(変位の中央位置)における静的測定力の呼び値は,0.75mNとする。
測定力の変化の割合の呼び値は,0N/mとする。
参考1. 測定力の変化の割合の呼び値を0N/mとしている理由は,規格での表現は理想的なオペレータ
を前提としているためである。現実的には,附属書1を参考にするとよい。
2. オペレータとは,不確かさの概念を導入するために,形体を求めるのに必要な測定原理,測
定方法,測定条件,データ処理など一連のものを順序に従って並べてまとめたものである。
理想的なオペレータとは,測定機器及び量子化(ディジタル化)されたデータなどに誤差が
なく,離散化されたデータの数も無限に大きいなど,理論的に正確なオペレータをいう。
4.3
輪郭曲線フィルタのカットオフ値 フィルタ特性の詳細事項は,JIS B 0632に規定されている。輪
郭曲線フィルタのカットオフ値の呼び値は,次の系列による。
…, 0.08mm, 0.25mm, 0.8mm, 2.5mm, 8.0mm, …
4.4
粗さ曲線用カットオフ値λc,触針先端半径rtip及びカットオフ比λc/λsの関係 特別な指示がない場
合には,触針先端半径rtip,及び粗さ曲線の標準カットオフ値λcのためのカットオフ比λc/λsは,表1によ
る。
表1
λc mm
λs μm
λc/λs
最大rtip μm
最大サンプリング間隔 μm
0.08
2.5
30
2
0.5
0.25
2.5
100
2
0.5
0.8
2.5
300
2(1)
0.5
2.5
8
300
5(2)
1.5
8
25
300
10(2)
5
注(1) Ra>0.5μm又はRz>3μmの表面に対しては,通常,rtip=5μmを用いても,
測定結果に大きな差を生じさせない。
(2) カットオフ値λsが2.5μm及び8μmの場合には,推奨先端半径をもつ触針の
機械的フィルタ効果による減衰特性は,定義された通過帯域の外側にある。
したがって,触針の先端半径又は形状の多少の誤差は,測定値から計算され
るパラメータの値にはほとんど影響しない。
特別なカットオフ比が必要な場合には,その比を明示しなければならな
い。
10
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) JIS B 0651 : 1976による測定機
A.1 はじめに この規格JIS B 0651 : 2001(ISO 3274 : 1996準拠)は,JIS B 0651 : 1976に対して,次の2
項目が大幅に改正された。
− 振幅伝達特性が変更になった。
− スキッドの使用が外された。
A.2 2RCフィルタを用いたアナログ測定機 JIS B 0632及びこの規格で規定されたカットオフ値のフィル
タを用いてRa,Rz及び同様のパラメータを測定する場合には,2RCフィルタを用いた測定機とこの規格
による理想的(理論的に正確)な測定機との差は,通常無視できる。工業的に製造される単一加工プロセ
スによる[“プラトー面のように,二種類以上の加工プロセスによる痕跡のある表面”ではない。]表面間
の差は,同一表面上のパラメータの自然なばらつき以下である。
A.3 スキッドを用いた測定機 スキッドを用いた測定機は,粗さパラメータだけの測定に利用することが
できる。
A.3.1 スキッドの半径 スキッドを用いる場合には,測定方向のスキッドの半径は,呼びのカッドオフ値
の50倍以上でなければならない。前後に2個連結したスキッドでは,スキッドの半径は,呼びのカットオ
フ値の8倍以上でなければならない。
A.3.2 スキッドの押付け力 対象面へのスキッドの押付け力は,0.5N以下でなければならない。
11
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 規格改正の背景
B.1 はじめに これまでの測定機では,アナログ2RCフィルタ又は同じ特性のディジタル処理によるフィ
ルタが適用されてきた。しかし,すべての測定機において,短波長成分の再現に限界があることが,一般
に理解されていない。この再現できる限界は,次の要因の一部又は全部に起因する。
a) 有限な大きさ(例えば,2μm,5μmなど)の触針は,谷底に入り込む量が制限され,ある程度のフィ
ルタ効果が生じる。
b) 触針の形状(例えば,ピラミッド,円すい,球)が,特に短波長域において,表面の忠実な再現を低
下させる(例えば,山頂の形状のゆがみ)。
c) サンプリング間隔(例えば,0.25μm,0.5μmなど)が,表面上の細部の把握に限界を生じさせる。
d) データのサンプリング方法(例えば,時間ベース又は空間ベース,データ点の等配置又は不等配置な
ど)が,振幅伝達特性に影響する。
短波長成分が再現できる限界を低下させる要因は幾つかあるが,短波長成分を再現させる測定機の
能力を向上させるために,その要因を明確にすることは容易ではない。
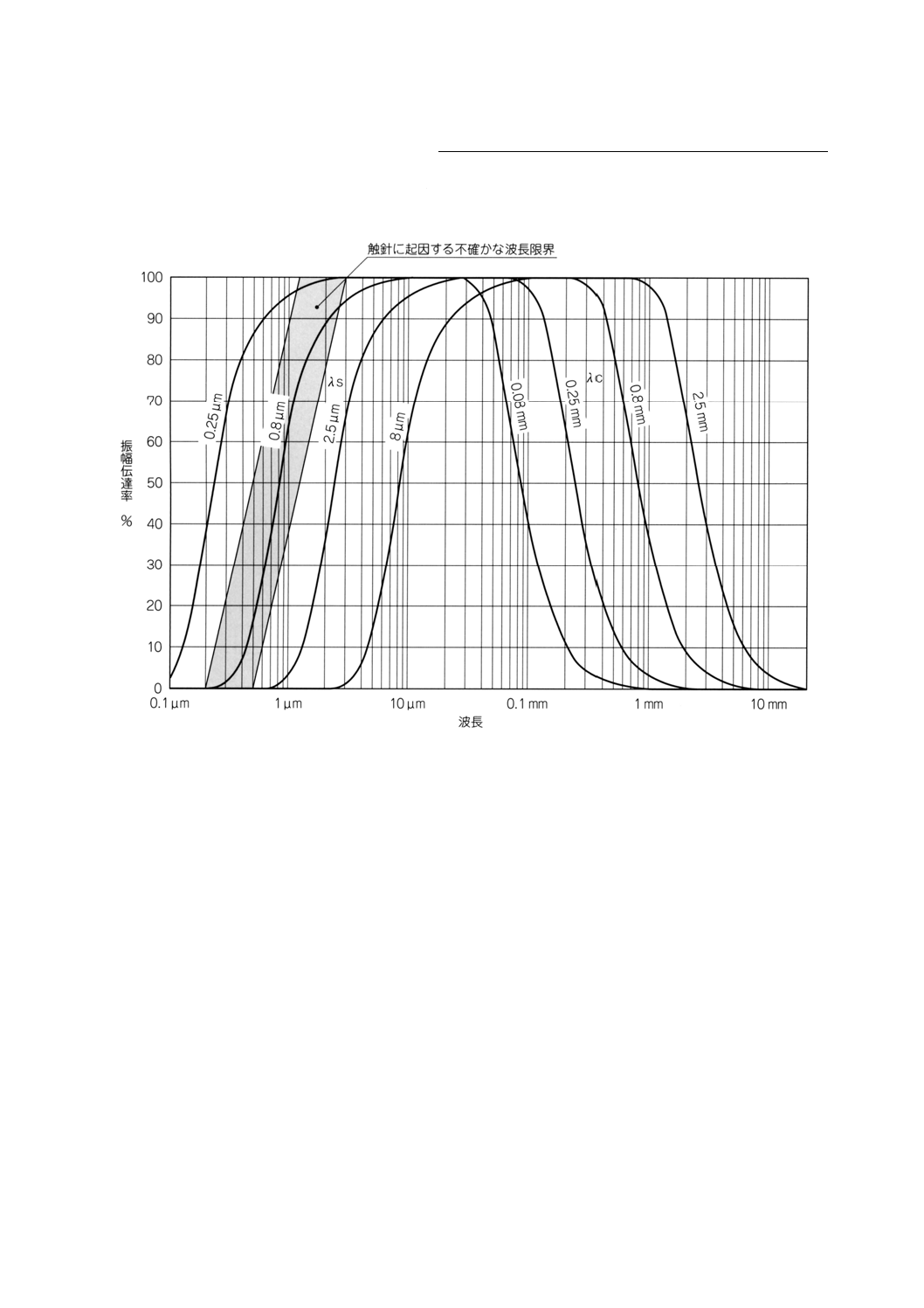
これらの要因の影響は,ある場合(例えば,サンプリング間隔)には明確にすることができるが,
触針に起因する要因に対しては,困難である(附属書B図1参照)。さらに,各要因の関連性は,表
面及び/又はフィルタのカットオフ値が変わると変化するかも知れない。このことは,これらの要因
の積み重なりによる影響が不確定であり,不確かな領域が生じる原因になることを意味する。
短波長再現の限界が不確定であるので,この附属書では,明確化できる再現の限界又は測定領域外
の不確かな領域の短波長成分を遮断する低域フィルタのカットオフ値 (λs) を導く方法論を示唆して
いる。
B.2 帯域通過フィルタ導入の主な目的 上記の方法論を用いることによって,次の目的が達成される。
a) 表面間及び測定機間の結果の比較を可能にする この規格の主な目的は,類似した表面間(表面と表
面)の比較,又は異なった測定機間(測定機と測定機)の測定結果の比較を可能にすることである。
これには,測定結果の確定の基本となる手法及び変数を,十分又は適切に定義することが必要である。
短波長成分を遮断するカットオフ値 (λs) を明記し,触針の推奨寸法に注意を払うことによって,
測定機間又は表面間の相関関係を低下させる主な原因を克服することが可能となる。
b) 測定機の短波長成分が再現できる限界を定義する手段を提供する 測定機の再現限界の明確な表現
がされれば,使用者は部品に要求された機能に適した測定条件を選択すればよいようになるであろう。
信頼性の高い信号処理機器(例えば,ハイファイ増幅器,オッシロスコープなど)を採用すること
によって,測定機の仕様及び測定に適用可能な(正確な触針を用いたときの)再現の限界についての
あいまいさのない明確な記述がされるようになるであろう。
12
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.3 おわりに この附属書の概念は,数学的原理(すなわち,ガウス形の位相補償フィルタ。JIS B 0632
参照)を用いることによって,表面性状評価のさらなる標準化の手段を提供する。さらに,帯域通過フィ
ルタにおける波長の上限及び下限の伝達特性を管理することによって,測定機間の相互比較及び表面間の
相互比較が,より高い精度で行われるであろう。
附属書B図1 先端半径2μmの触針に起因する不確かな伝達特性を
併記したガウス形の位相補償フィルタの振幅伝達特性
13
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
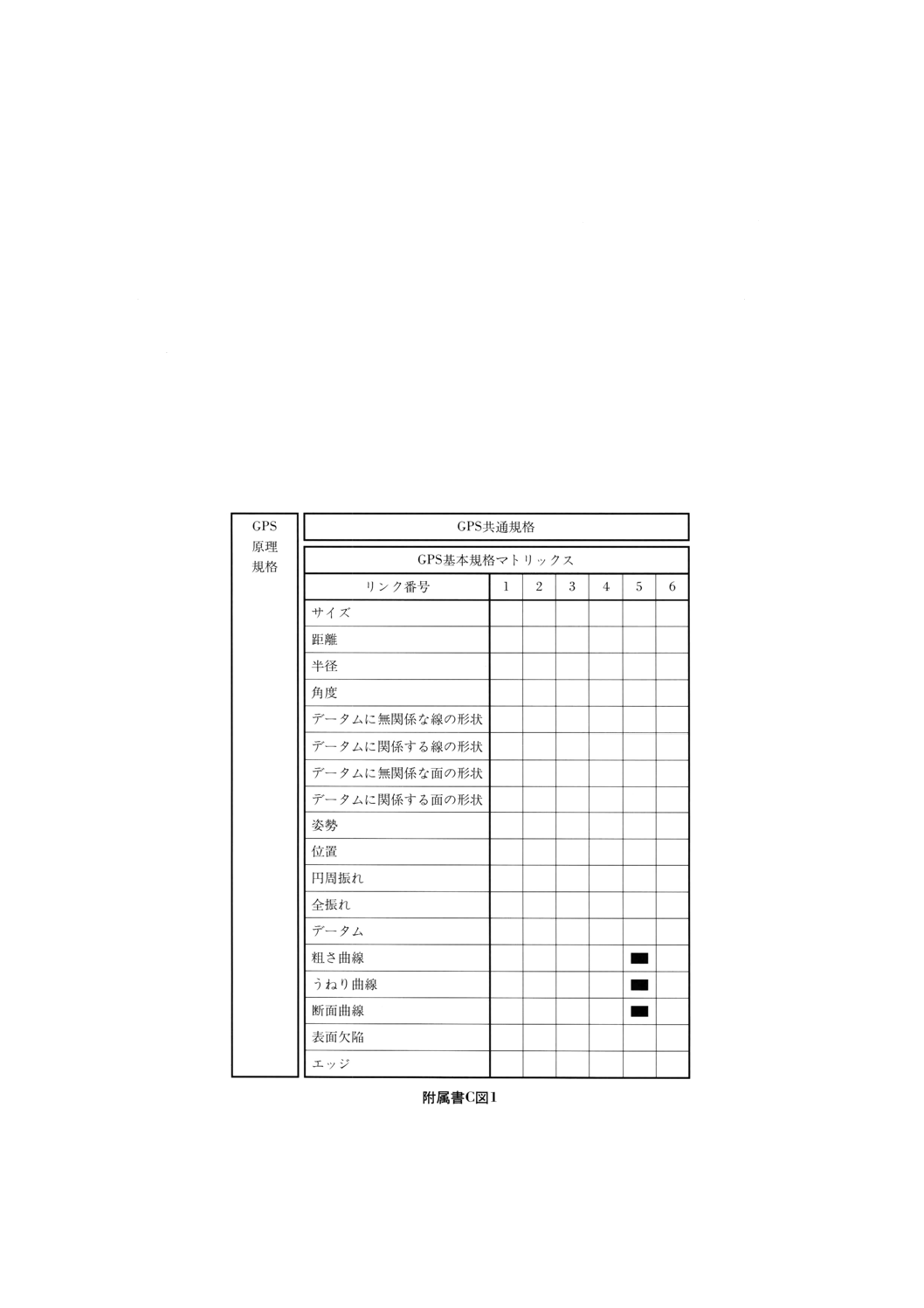
附属書C(参考) GPSマトリックス
GPSマトリックスの詳細は,TR B 0007[製品の幾何特性仕様 (GPS) −マスタープラン]を参照。
C.1 規格及びその利用についての情報 この規格は,輪郭曲線方式の表面粗さ測定機について規定し,輪
郭曲線を評価するための“表面性状”チェーンの他の規格の適用を促進する。また,輪郭曲線の評価に影
響する測定機の特性について述べ,触針式表面粗さ測定機(輪郭曲線測定機及び輪郭曲線記録装置)の仕
様の基本事項を与える。
C.2 GPSマトリックスにおける位置付け この規格は,附属書C図1に示すGPSマトリックスの粗さ曲
線,うねり曲線及び断面曲線に関する規格チェーンのリンク番号5にかかわるGPS基本規格である。
C.3 関連国際規格 関連国際規格は,附属書C図1に示す規格チェーンに含まれる規格である。
14
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考) 参考文献
1. TR B 0007 製品の幾何特性仕様 (GPS) −マスタープラン
備考 TR B 0007は,ISO/TR 14638 : 1995 Geometrical Product Specifications (GPS) −Master planと一致
している。
2. VIM−International vocabulary and general terms in metrology, BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML,
2nd edition, 1993.
3. JIS B 0610 製品の幾何特性仕様 (GPS) −表面性状:輪郭曲線方式−転がり円うねりの定義及び表示
4. JIS B 8103 計測用語
15
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 標準特性値
この規格で規定した特性値は,理想的なオペレータを前提としている。そのために,実用的には,次の
値を参考にするとよい。
1. 静的測定力 触針が平均位置から変位したときの静的測定力及び静的測定力の変化の割合は,附属書
1表1に示す値以下とする。
附属書1表1 触針の平均値における静的測定力
触針の先端曲率半径の呼び値
μm
触針の平均位置における静的測定力
mN
静的測定力の変化の割合の許容差
mN/μm
2
0.75
0.035
5
0.75 (4.0)(1)
0.2
10
注(1) 触針の平均位置における静的測定力の最大値は,付け替え方式の触針など,特殊な構造のプローブ
では,4.0mNとする。
2. 増幅器及び記録装置 縦倍率及び横倍率の呼び値は,附属書1表2に示す数列から選択することが望
ましい。
附属書1表2 縦倍率及び横倍率の呼び値
一次推奨
二次推奨
その他
縦倍率
(Vv)
100
200
500
250
400
125
160
315
630
800
1 000
2 000
5 000
2 500
4 000
1 250
1 600
3 150
6 300
8 000
10 000
20 000
50 000
25 000
40 000
12 500
16 000
31 500
63 000
80 000
100 000
横倍率
(Vh)
10
20
50
25
40
100
200
500
250
400
−
1 000
2 000
5 000
2 500
4 000
3. 送り装置 送り装置の送り運動の真直度は,駆動部の全移動距離内の任意の位置において,附属書1
表3に示す値以下とする。
備考 スキッドは,粗さパラメータだけの測定に用いてもよい。
附属書1表3 送り装置の送り運動の真直度
評価長さ
mm
送り運動の真直度 μm
スキッド使用 スキッドなし
0.4
0.06
0.13
1.25
0.13
0.3
4
0.3
0.6
12.5
0.6
1.3
40
1.3
3
16
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 標準性能値
本体で規定した特性値は,理想的なオペレータを前提としている。そのために,実用的には,次の値を
参考にするとよい。
1. 測定機の安定度 測定機の安定度(測定値の変動)は,測定機に電源投入10分経過後の1時間におい
て,指定した測定範囲の3%未満とする。
2. 縦倍率の相対誤差 縦倍率の相対誤差(縦倍率の呼び値とその真値との差と縦倍率の呼び値との比)
の許容差は,±6%とする。
3. 横倍率の相対誤差 横倍率の相対誤差(横倍率の呼び値とその真値との差と横倍率の呼び値との比)
の許容差は,±6%とする。
備考 2.2及び2.3の各項目は,測定機の安定後に測定した値に適用する。
17
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
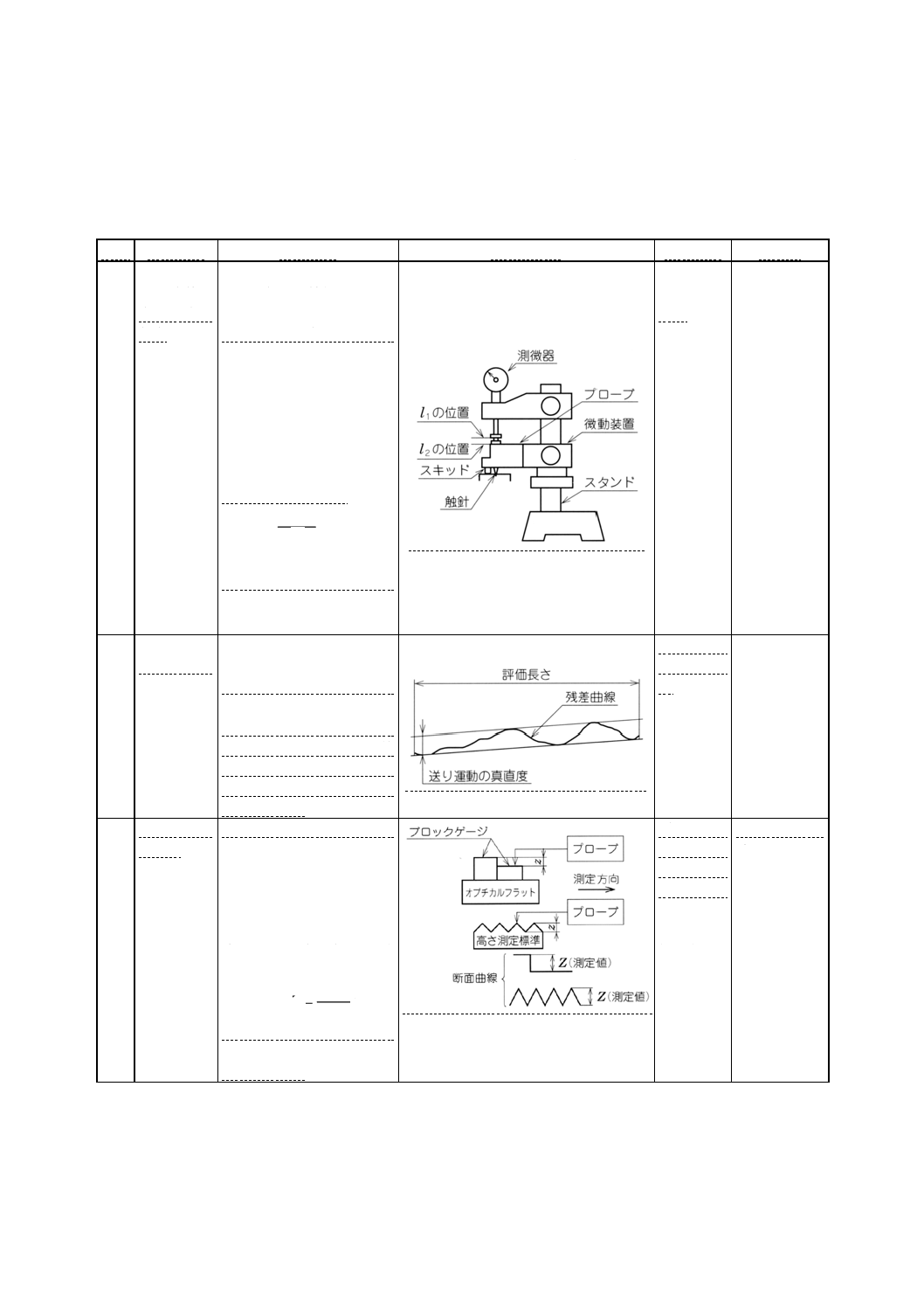
附属書3(参考) 検査項目及び検査方法
実用的な検査方法として,次の方法を参考にするとよい。
番号
検査項目
測定方法
測定方法図
測定用具
許容値
1
静的測定力
及び静的測
定力の変化
割合
平衡している天びんの一方
の皿に触針を接触させ,そ
のときのプローブの位置l1
を測微器で測定する。次に,
天びんの他方の皿に分銅を
載せ,微動装置を下げて検
出器の触針の平均値まで下
げた状態(l2の位置)で,天
びんを平衡にする。このと
きの分銅の質量Mから,静
的測定力f=M×g及び静的
測定力の変化の割合
1
2l
l
f
−
を求める。スキッド式では,
皿にスキッドが接触する寸
前の状態でl2及びMを測定
する。
天びん,測
微器,微動
装置
附属書1表1
による。
2
送り装置の
送り運動の
真直度
測定機の縦倍率を十分大き
くとり,評価長さについて
オプチカルフラット面の断
面曲線,すなわち,残差曲
線を求め,これを間隔が最
小となるような平行二直線
で挟むときのZ方向の間隔
を送り装置の送り運動の真
直度とする。
オプチカ
ルフラッ
ト
附属書1表3
による。
3
縦倍率の相
対誤差
オプチカルフラットに厚さ
の異なるブロックゲージを
リンギングしたもの,又は
微動台,高さ標準などによ
って触針に与えた上下変位
zと測定値Zを用いて,次の
式から縦倍率の相対誤差
εVv (%) を求める。
100
×
−
=
z
z
Z
Vv
ε
この測定を各呼び倍率につ
いて行い,その最大値を測
定値とする。
ブロック
ゲージ及
びオプチ
カルフラ
ット,又は
高さ標準,
微動台
附属書2によ
る。
18
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
検査項目
測定方法
測定方法図
測定用具
許容値
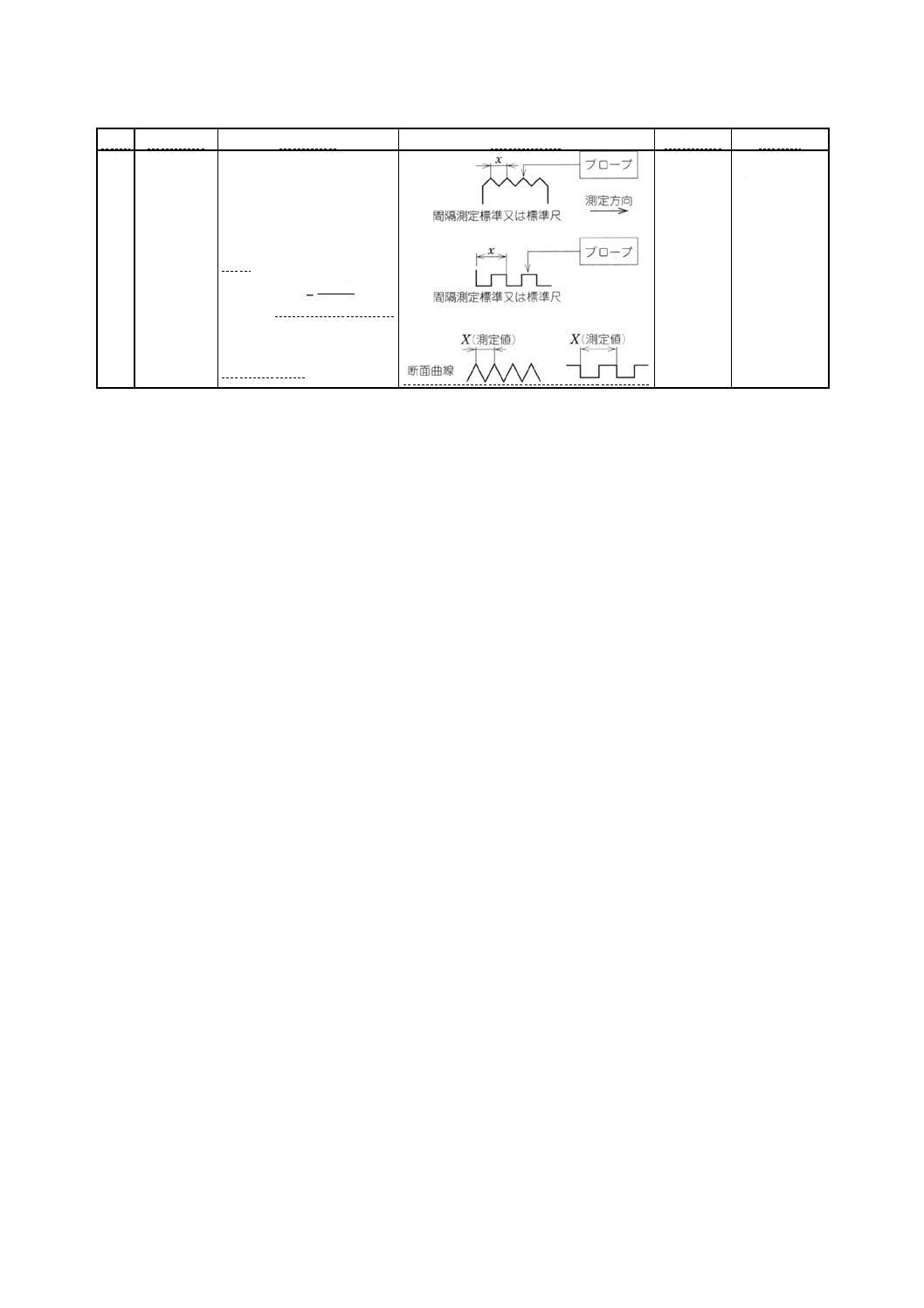
4
横倍率の相
対誤差
間隔測定標準又は標準尺の
山間隔xを測定機で測定し,
その山間隔xと測定値Xを
用いて,次の式から横倍率
の相対誤差εVh (%) を求め
る。
100
×
−
=
x
x
X
Vh
ε
この測定を各呼び倍率につ
いて行い,その最大値を測
定値とする。
間隔測定
標準又は
標準尺
附属書2によ
る。
19
B 0651 : 2001(ISO 3274 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
粗さ関係JIS原案作成委員会 構成表
氏名
所属
(委員長)
◎ 塚 田 忠 夫
明治大学理工学部
(幹事)
*
谷 村 吉 久
通商産業省工業技術院計量研究所
(委員)
*
荒 井 正 敏
株式会社東京精密
*
加 納 孝 文
株式会社ミツトヨ
*
桑 田 浩 志
トヨタ自動車株式会社
*
坂 野 憲 幾
通商産業省工業技術院計量研究所
*
笹 島 和 幸
東京工業大学情報理工学研究科
佐 藤 隆
株式会社東芝
野 口 昭 治
日本精工株式会社
橋 本 進
財団法人日本規格協会技術部
八 田 勲
通商産業省工業技術院標準部
太 箸 孝 善
石川島播磨重工業株式会社
*
宮 下 勤
テーラーホブソン株式会社
*
宮 本 紘 三
株式会社小坂研究所
*
柳 和 久
長岡技術科学大学
(事務局)
杉 田 光 弘
財団法人日本規格協会技術部
増 森 かおる
財団法人日本規格協会技術部
備考 ◎印はWG主査,*印はWG委員兼務を示す。
(文責 塚田 忠夫)