B 0418 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 0418-1985は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 0418には,次に示す附属書がある。
附属書1(参考) 鍛造品の形状,寸法及び外観
附属書2(参考) 鍛造品の取り代の求め方
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0418 : 1999
自由鍛造品の取り代
Machining allowance for open die forgings
1. 適用範囲 この規格は,ハンマ又はプレスによる質量が10kgを超え,10 000kg以下の機械構造用炭素
鋼,合金鋼及び鍛鋼品の熱間域での自由鍛造品(以下,鍛造品という。)の基準取り代,黒皮寸法の求め方
及び許容差について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版を適用する。
JIS B 0112 鍛造加工用語
3. 定義 この規格で用いる主な用語の定義は,JIS B 0112によるほか,次による。
a) 自由鍛造品 単純形状をした金敷及びはん用の治工具を用い,素材を打撃又は加圧変形させて,棒,
軸,円板,リングなどの所定の寸法形状に塑性加工したもの。鍛錬,据込み,せぎり,穴広げ鍛錬な
どの加工法が用いられる。
b) 基準取り代 黒皮寸法を定めるために,機械加工後の寸法に加算する基礎寸法。
c) 補正用取り代 段付軸及び片つば付軸の鍛造時の偏心量を吸収するために基準取り代に加算する寸法。
d) 黒皮寸法 機械加工後の寸法に5.の基準取り代及び補正用取り代を加算し,その値を6.の規定で切り
上げた寸法。
e) 許容差 黒皮寸法に対する製作公差。
f)
取り代 鍛造品から機械加工後の寸法にするために切削又は研削によって除去する部分の寸法で,黒
皮寸法から機械加工後の寸法を減じた量に許容差を加算した寸法。
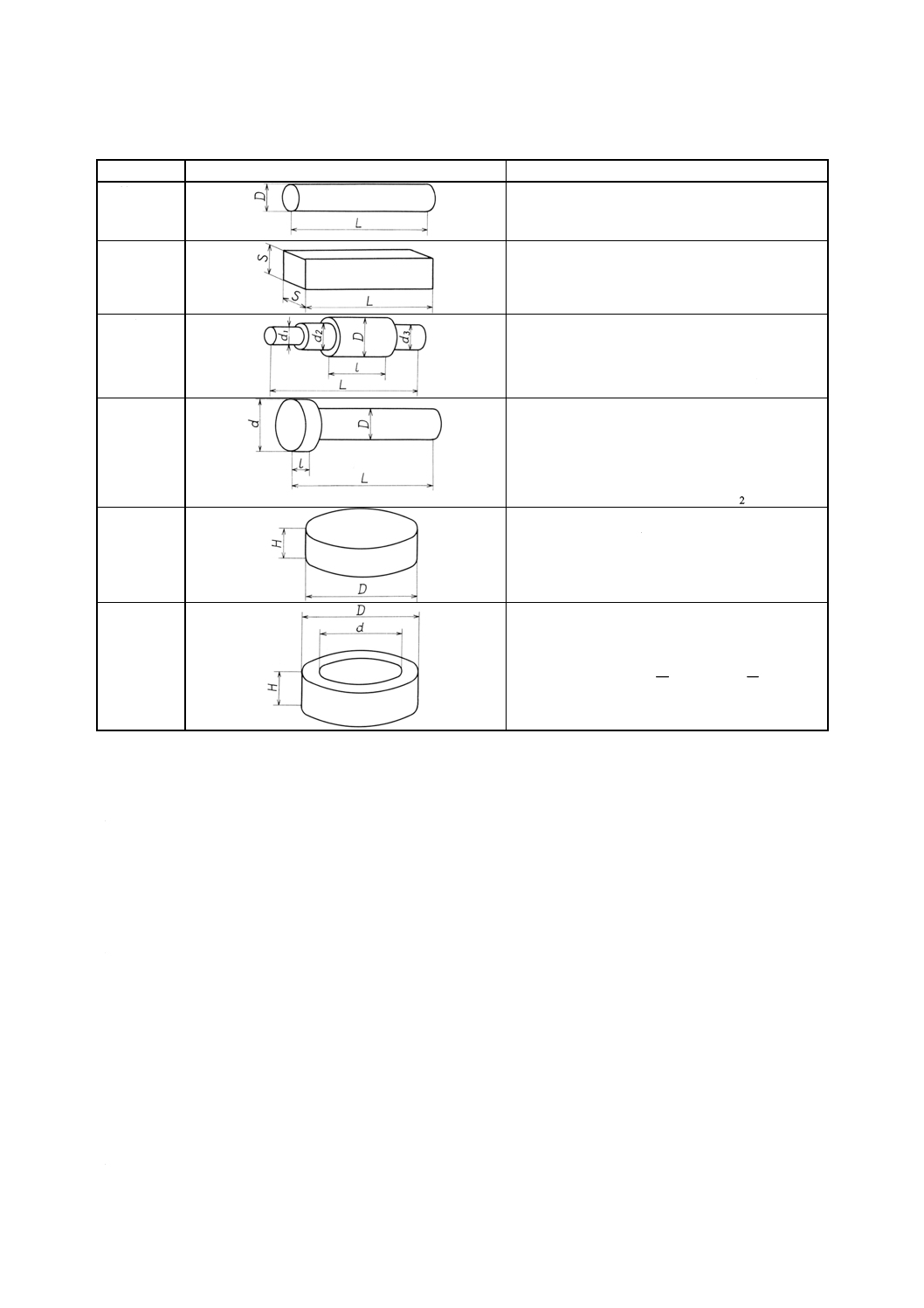
4. 鍛造品の種類 鍛造品の種類は,形状によって,丸棒,角棒,段付軸,片つば付軸,円板及びリング
の6種類に区分し,表1による。
2
B 0418 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
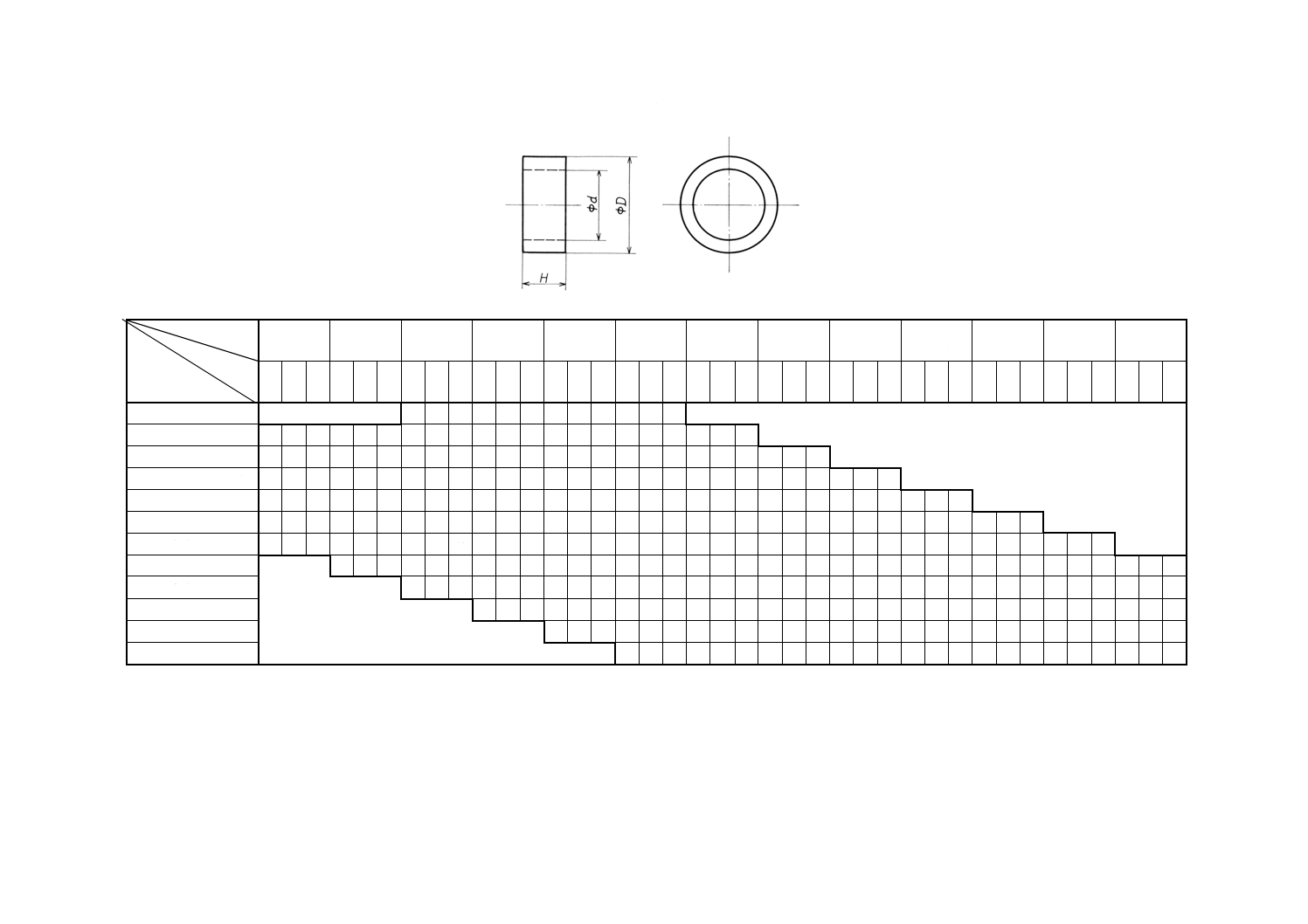
表1 鍛造品の種類
名称
形状及び寸法
適用寸法の範囲
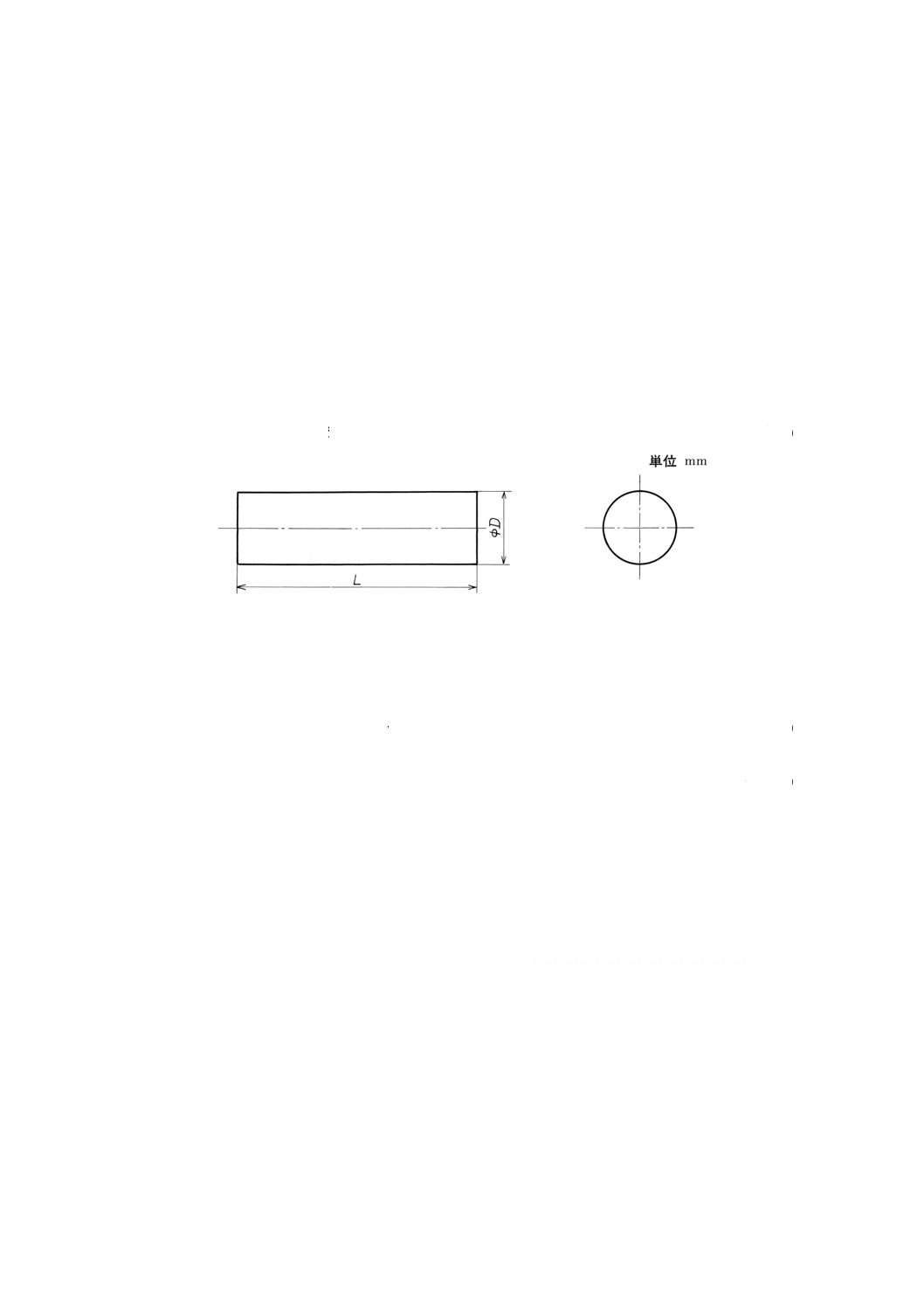
丸棒
円形断面の段が付かない棒。長さLは,直径D以
上,50倍以下。
D≦L≦50D
角棒
正方形断面の段が付かない角棒。長さLは,対辺
距離S以上,50倍以下。
S≦L≦50S
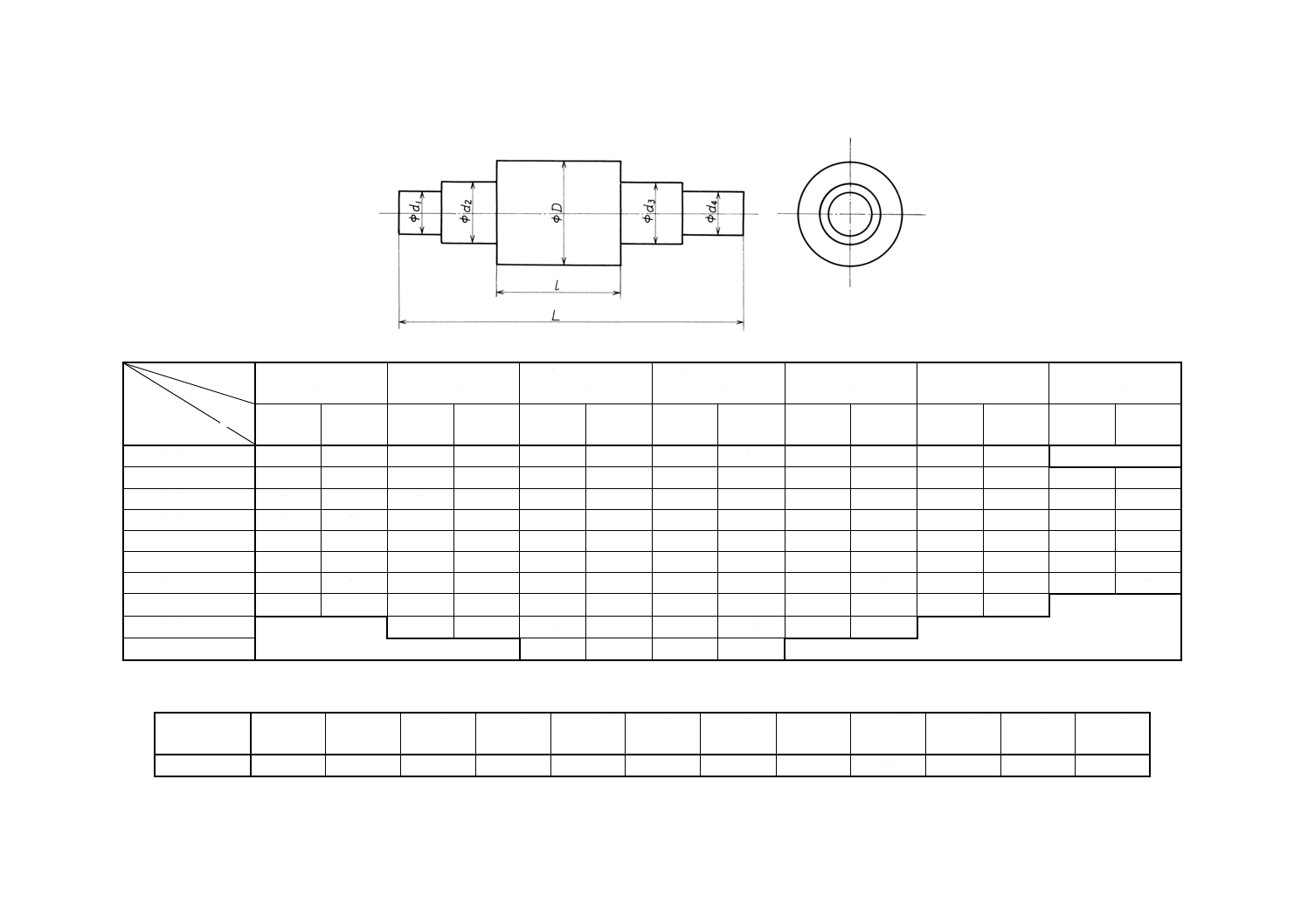
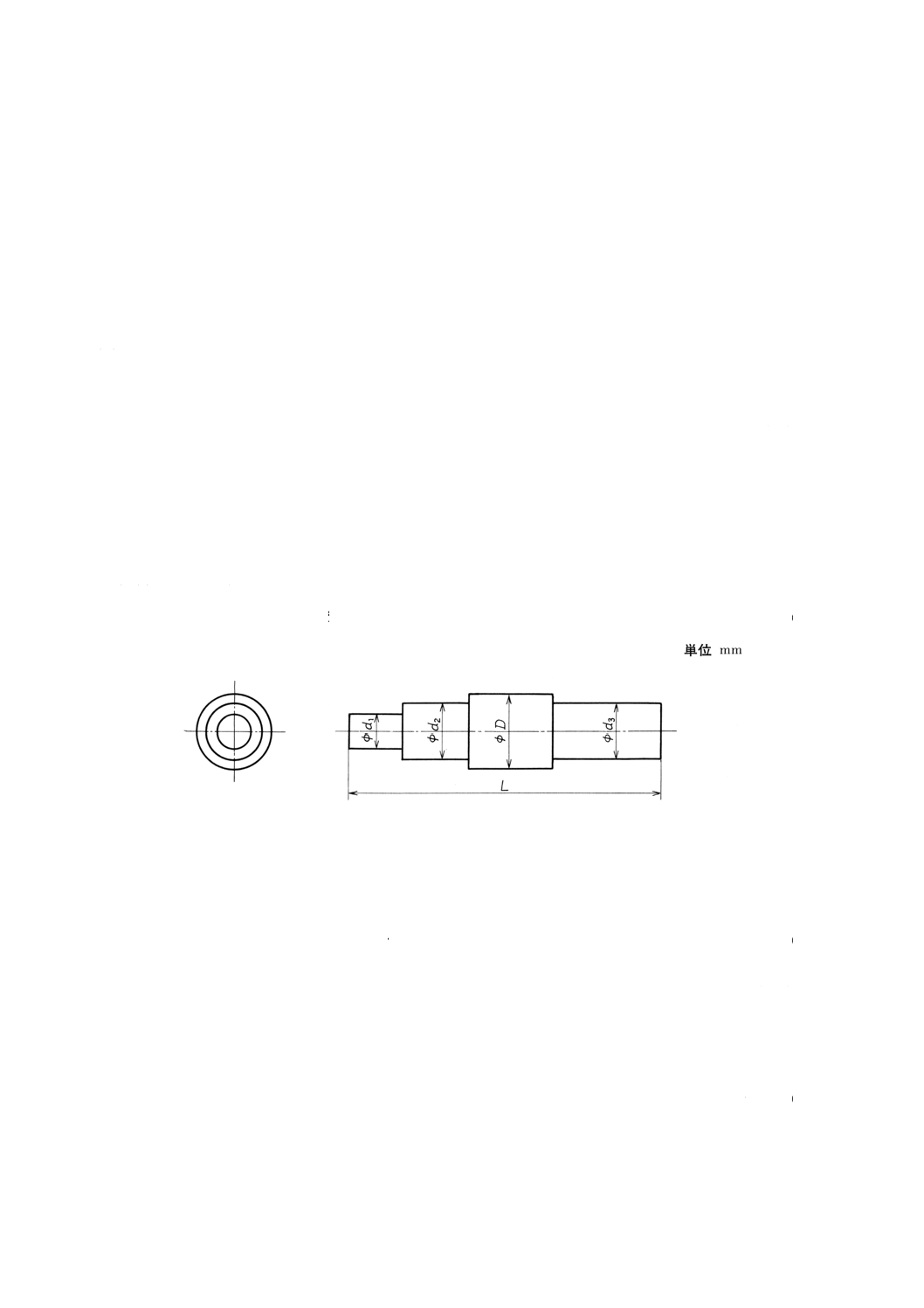
段付軸
円形断面の段が2か所以上付いた軸。長さLは,
直径D以上,50倍以下。直径Dは,他の直径d1,
d2,d3,……を超える。
D≦L≦50D d1,d2,d3,……<D
片つば付軸
円形断面の片端につばが付いた軸。長さLは,直
径D以上,50倍以下。つばは,その直径dが直
径Dの1.3倍以上で,長さが直径の1/2以下の突
起部分をいう。
D≦L≦50D,1.3D≦d,
2d
l≤
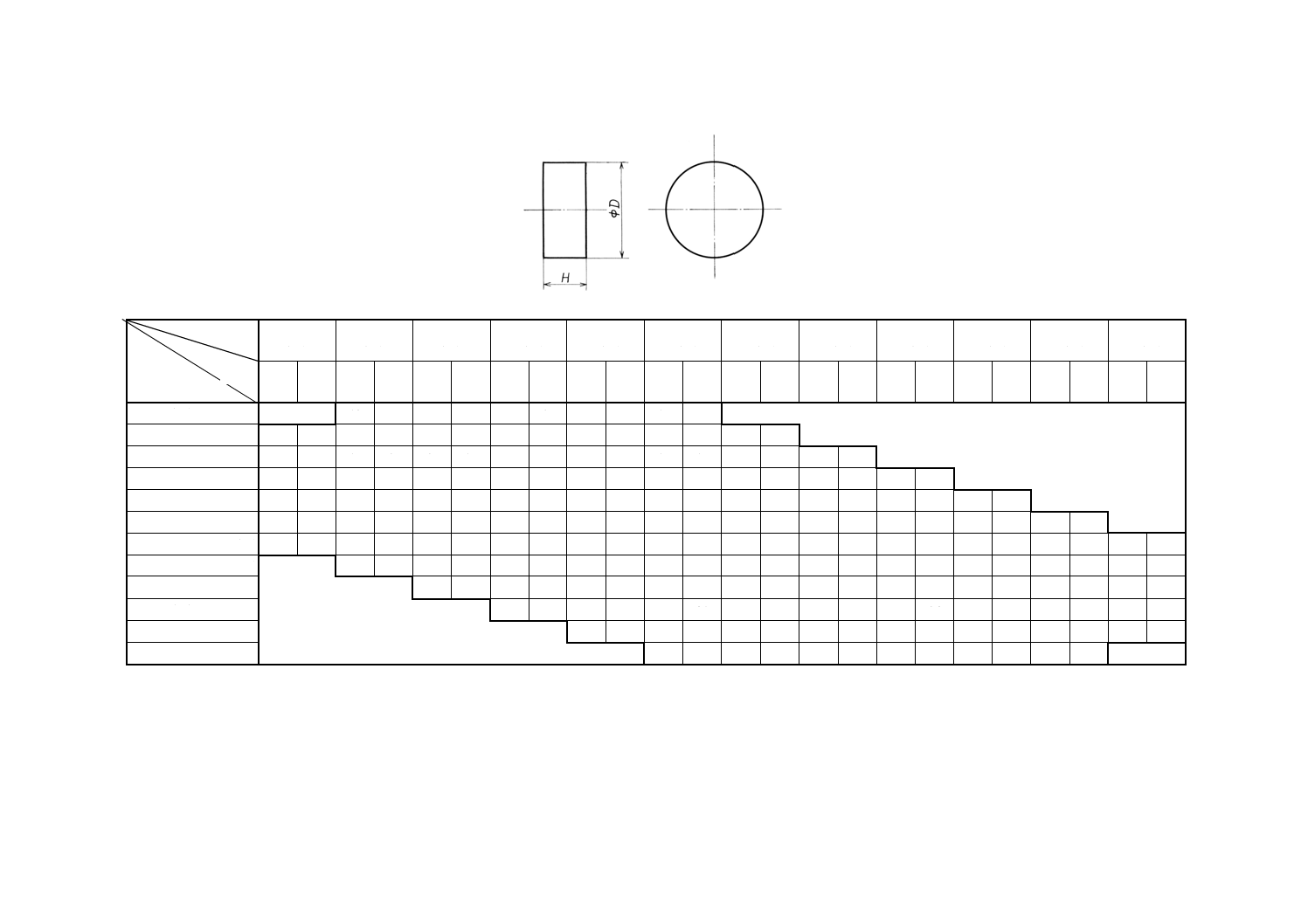
円板
直径Dは,高さHを超え,12倍以下。
H<D≦12H
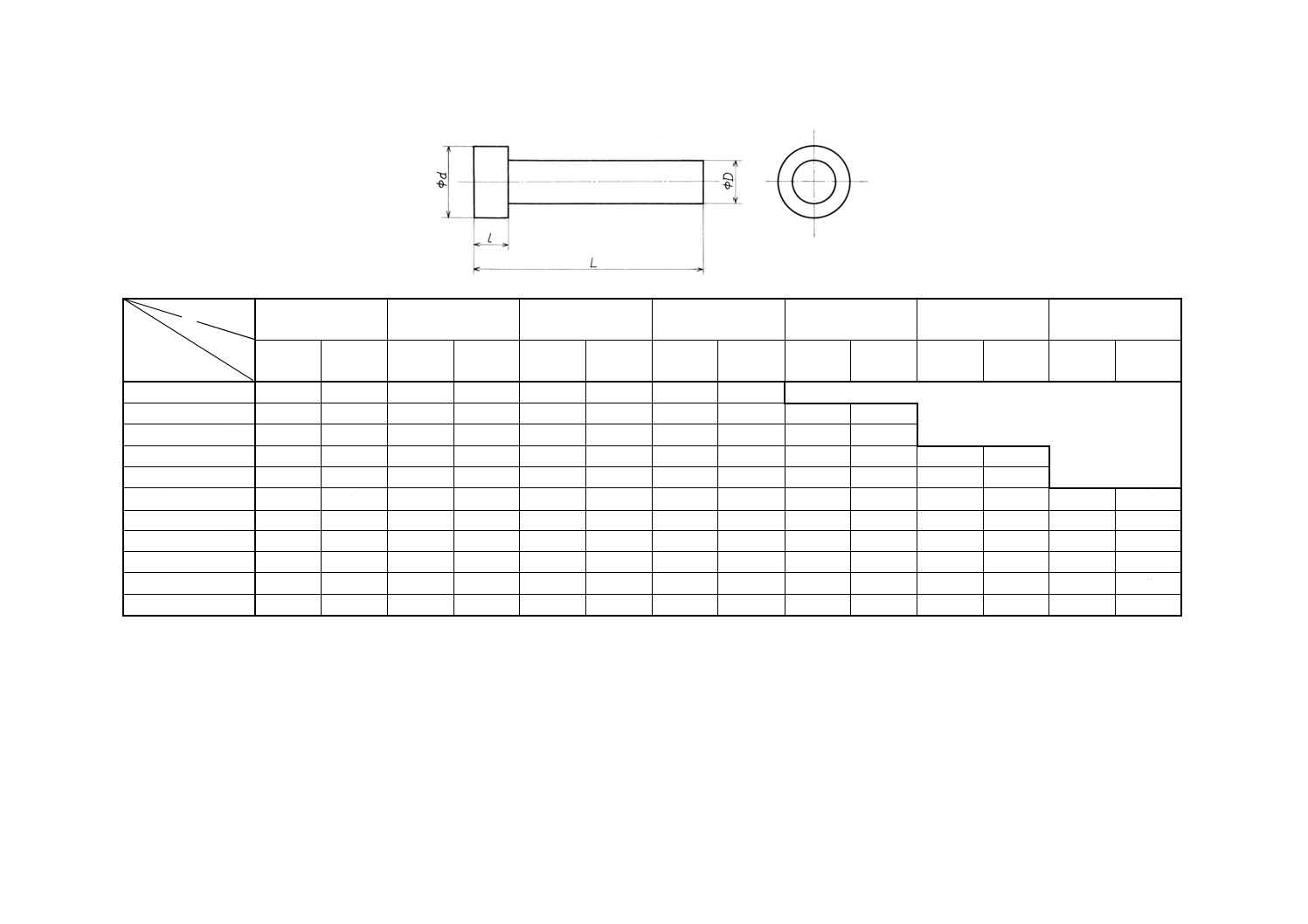
リング
外径Dは,高さHを超え,12倍以下。外径と内
径dとの差D−dは,外径Dの101以上,かつ,21以
下。
H<D≦12H,
2
10
)
(
D
D
d
D
≤
−
≤
5. 鍛造品の基準取り代 直径の基準取り代YD,対辺距離の基準取り代YS,長さの基準取り代YL,Yl及び
高さの基準取り代YHは,鍛造品の種類ごとに,次のように規定し,いずれも両側での総量とする。
a) 丸棒の直径D及び長さLの基準取り代YD及びYLは,付表1による。
b) 角棒の対辺距離S及び長さLの基準取り代YS及びYLは,付表2による。
c) 段付軸の直径D及びその部分の長さl,並びに長さLの基準取り代YD,Yl及びYLは,付表3による。
直径D以外の直径d1,d2,d3,…の基準取り代Yd1,Yd2,Yd3,…は,付表3によって求めた直径Dの
基準取り代に,付表3Aによって求めた補正用取り代αを加算する。
d) 片つば付軸の軸部の直径D,つばの長さl及び長さLの基準取り代YD,Yl並びにYLは,付表4による。
つばの直径dの基準取り代は,付表4によって求めた軸部の直径Dの基準取り代に,付表4Aによっ
て求めた補正用取り代αを加算する。
e) 円板の直径D及び高さHの基準取り代YD並びにYHは,付表5による。
f)
リングの外径D,内径d及び高さHの基準取り代YD,Yd並びにYHは,付表6による。
6. 鍛造品の黒皮寸法 機械加工後の寸法(注文者が指定する図面寸法)に基準取り代を加算し,次によ
って処理したものを黒皮寸法とする。
a) 丸棒の直径D,段付軸及び片つば付軸の直径D,並びに角棒の対辺距離Sが200mm以下の場合は,小
3
B 0418 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
数点1位以下を切り上げて整数とし,200mmを超える場合は,5mm刻みで切り上げる。その長手方
向の寸法は,その長さLが1 000mm以下の場合は,小数点以下を切り上げて整数とし,1 000mmを超
え,5 000mm以下の場合は5mm刻みで切り上げ,5 000mmを超える場合は,10mm刻みで切り上げる。
b) 円板の直径D及びリングの外径Dが200mm以下の場合は,小数点以下をその直径及び外径について
は切り上げ,その内径dについては切り捨てて,各々整数とし,200mmを超える場合は,5mm刻み
で,その直径及び外径については切り上げ,その内径については切り捨てる。その高さHが200mm
以下の場合は,小数点以下を切り上げて整数とし,200mmを超える場合は,5mm刻みで切り上げる。
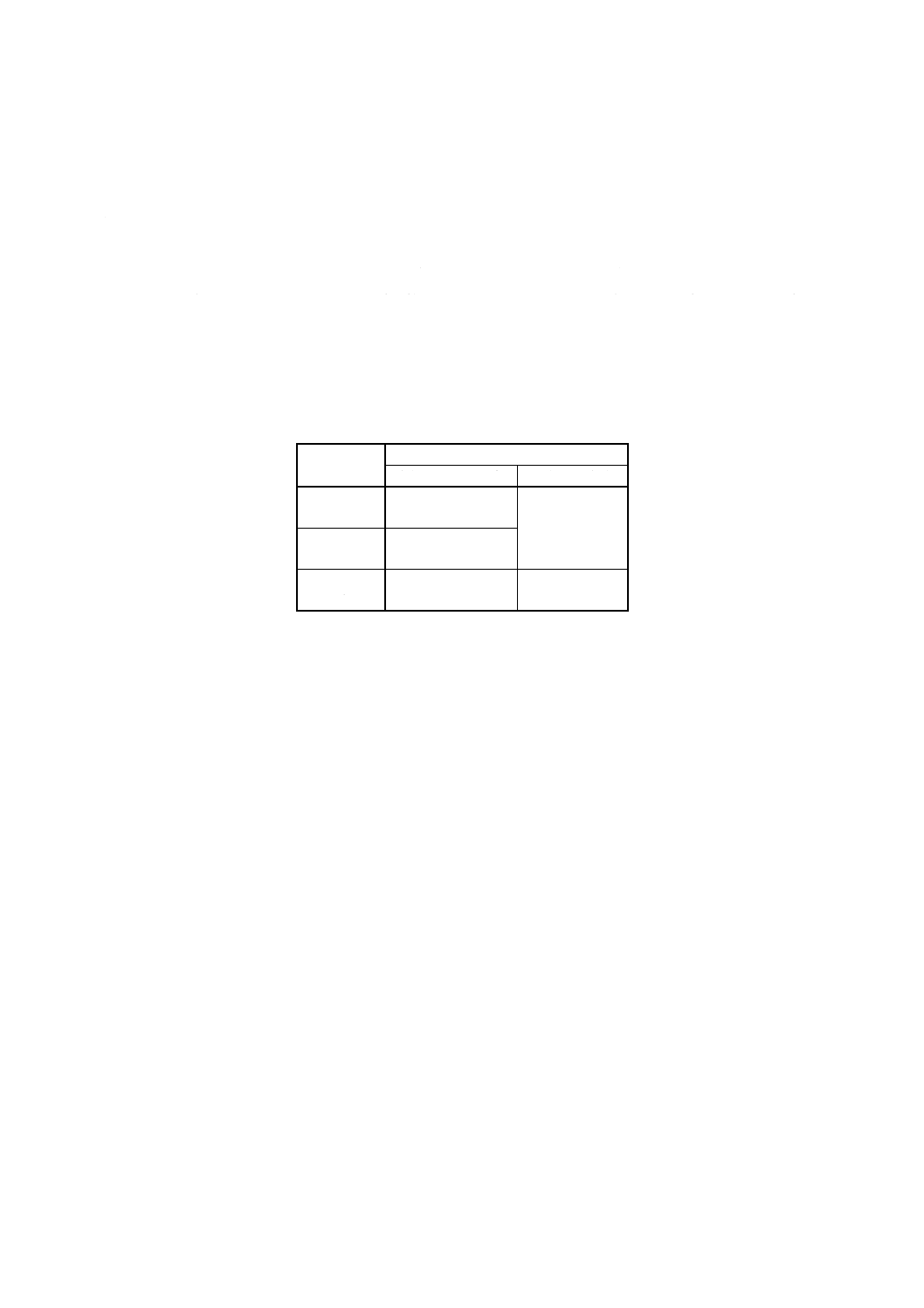
7. 黒皮寸法の許容差 鍛造品の黒皮寸法の許容差は,6.によって求めた黒皮寸法と,機械加工後の寸法
との差(取り代)に表2に示す許容差を乗じて求める。ただし,小数点以下は切り上げる。
表2 許容差
単位 %
形状
部位
直径又は対辺距離
長さ又は高さ
丸棒
角棒
±35
±60
段付軸
片つば付軸
±50
円板
リング
±40
±40
4
B
0
4
1
8
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
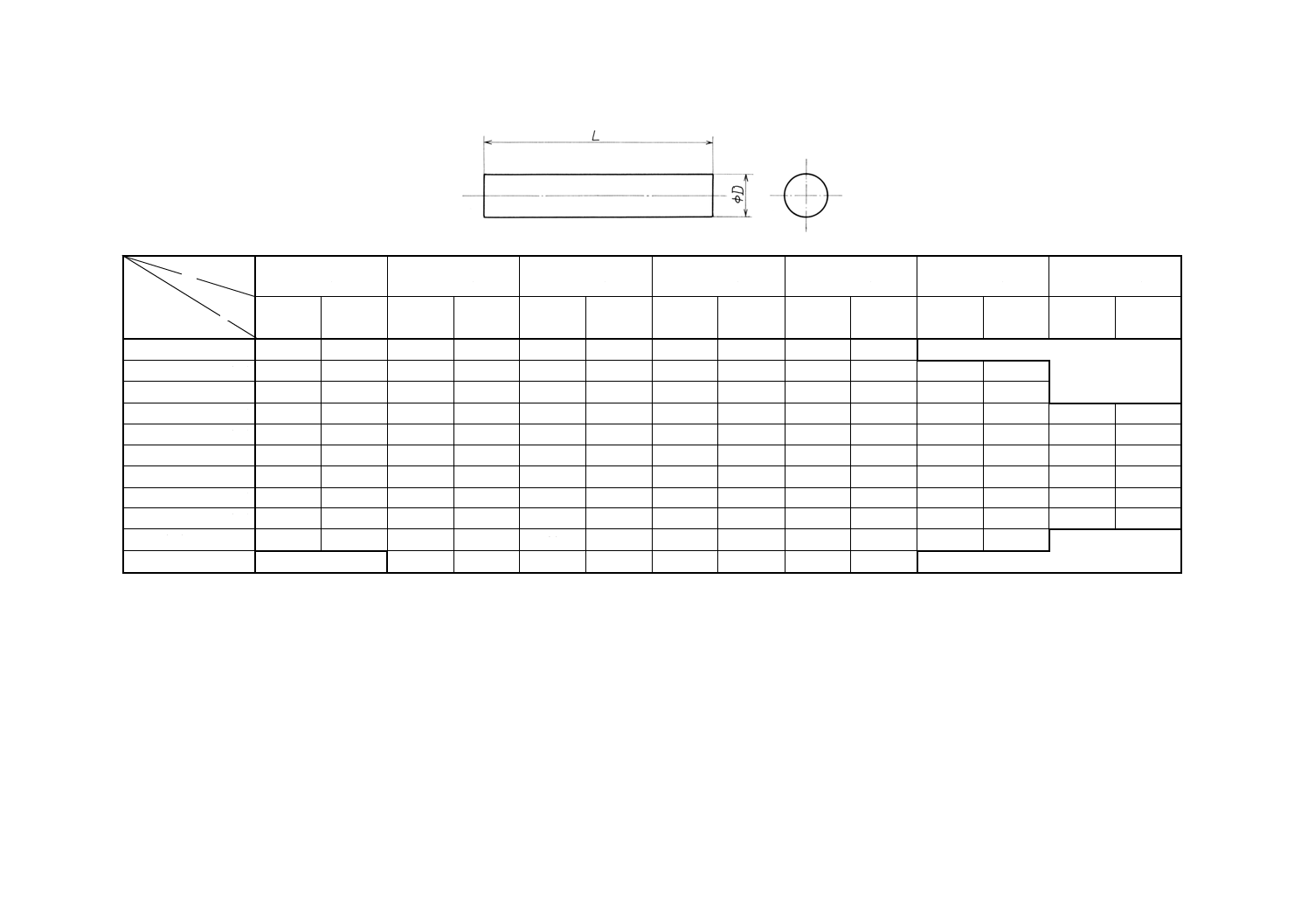
付表1 丸棒の基準取り代
単位 mm
L
400を超え
630以下
630を超え
1 000以下
1 000を超え
1 600以下
1 600を超え
2 500以下
2 500を超え
4 000以下
4 000を超え
6 300以下
6 300を超え
10 000以下
D
区分
YD
YL
YD
YL
YD
YL
YD
YL
YD
YL
YD
YL
YD
YL
63を超え 80以下
11
21
12
22
13
23
16
25
19
29
80を超え 100以下
12
23
13
24
14
25
17
27
20
31
26
36
100を超え 125以下
13
25
14
26
16
27
18
29
21
33
27
38
125を超え 160以下
15
27
16
28
17
29
19
32
23
35
28
41
37
50
160を超え 200以下
16
29
17
30
19
32
21
34
24
37
30
43
39
52
200を超え 250以下
18
31
19
32
20
34
23
36
26
39
32
45
41
54
250を超え 315以下
20
33
21
34
22
36
24
38
28
41
33
47
42
56
315を超え 400以下
22
36
23
37
24
38
27
40
30
44
36
49
45
58
400を超え 500以下
25
38
26
39
27
40
29
42
33
46
38
51
47
60
500を超え 630以下
27
40
28
41
30
42
32
44
35
48
41
53
630を超え 800以下
31
43
33
44
35
47
38
50
備考 YD:直径Dの基準取り代を示す。YL:長さLの基準取り代を示す(以下,これに準じる。)。
5
B
0
4
1
8
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
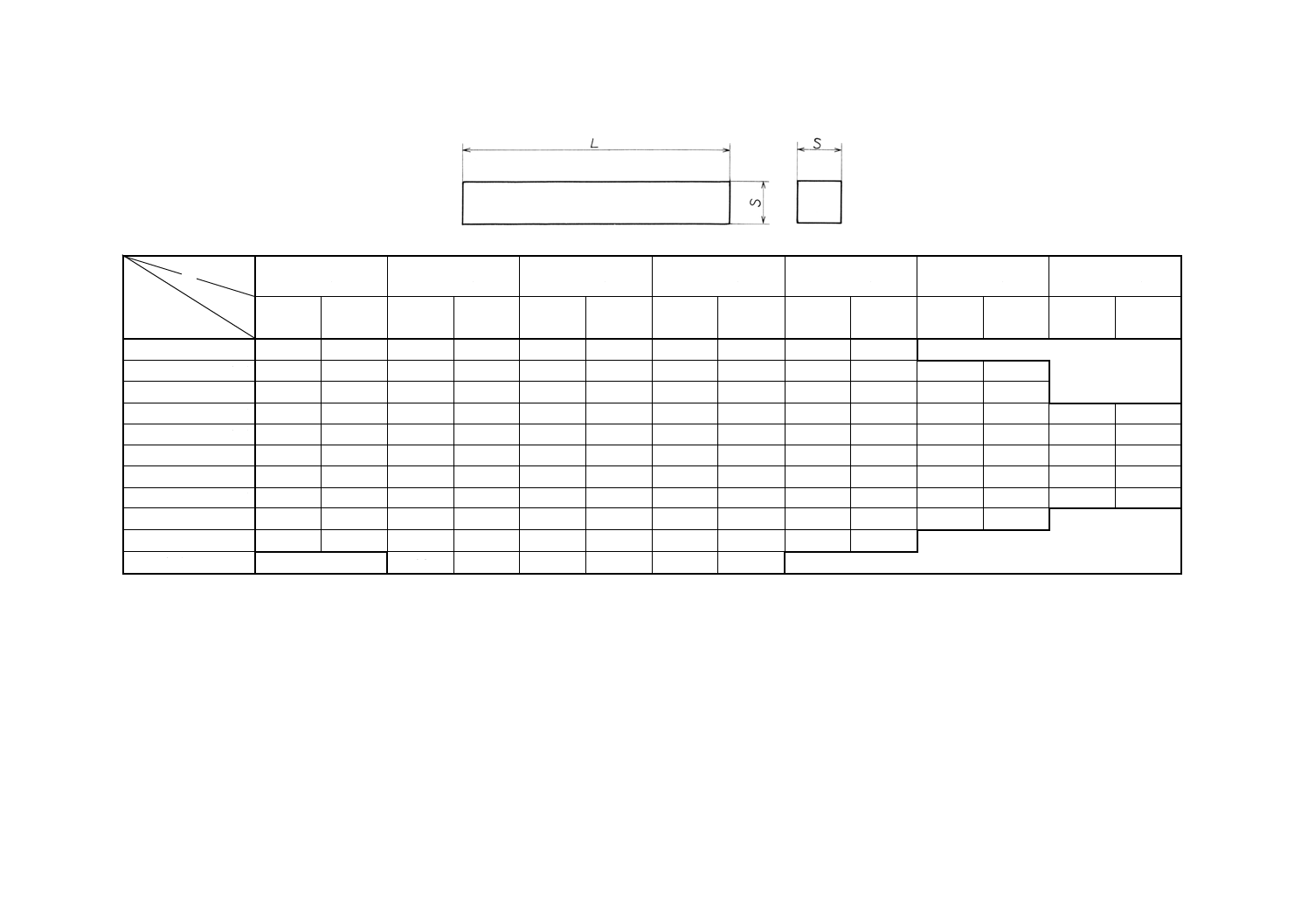
付表2 角棒の基準取り代
単位 mm
L
400を超え
630以下
630を超え
1 000以下
1 000を超え
1 600以下
1 600を超え
2 500以下
2 500を超え
4 000以下
4 000を超え
6 300以下
6 300を超え
10 000以下
S
区分
YS
YD
YS
YL
YS
YL
YS
YL
YS
YL
YS
YL
YS
YL
63を超え 80以下
11
25
13
26
15
27
18
29
22
33
80を超え 100以下
12
26
14
27
16
28
20
30
23
34
28
39
100を超え 125以下
13
27
15
28
18
30
21
32
25
35
30
41
125を超え 160以下
15
29
17
30
19
31
22
33
26
37
31
42
37
51
160を超え 200以下
17
31
19
31
21
33
24
35
28
38
33
44
39
53
200を超え 250以下
18
32
20
33
23
35
26
37
30
40
35
46
41
55
250を超え 315以下
20
34
22
35
25
37
28
39
32
42
37
48
43
57
315を超え 400以下
23
37
25
38
27
39
30
41
34
45
39
50
45
59
400を超え 500以下
25
39
27
40
30
42
33
44
37
47
42
53
500を超え 630以下
28
42
30
43
33
45
36
47
40
50
630を超え 800以下
34
47
36
48
39
50
6
B
0
4
1
8
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3 段付軸の基準取り代
単位 mm
L
400を超え
630以下
630を超え
1 000以下
1 000を超え
1 600以下
1 600を超え
2 500以下
2 500を超え
4 000以下
4 000を超え
6 300以下
6 000を超え
10 000以下
D
区分
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
100を超え 125以下
12
26
14
29
16
31
18
35
21
39
25
45
125を超え 160以下
14
28
15
30
17
33
19
36
22
40
26
46
31
53
160を超え 200以下
15
29
17
32
19
34
21
38
24
42
28
48
32
55
200を超え 250以下
17
31
18
33
20
36
23
39
25
44
29
49
34
56
250を超え 315以下
19
33
20
35
22
38
24
41
27
46
31
51
36
58
315を超え 400以下
21
35
22
37
24
40
27
43
29
48
33
53
38
60
400を超え 500以下
23
37
25
40
27
42
29
46
32
50
36
56
40
63
500を超え 630以下
26
40
27
42
29
45
32
48
34
53
38
58
630を超え 800以下
30
45
32
48
35
52
38
56
800を超え1 000以下
36
51
38
55
付表3A 段付軸の補正用取り代
単位 mm
D−d(1)
40を超え
50以下
50を超え
63以下
63を超え
80以下
80を超え
100以下
100を超え
125以下
125を超え
160以下
160を超え
200以下
200を超え
250以下
250を超え
315以下
315を超え
400以下
400を超え
500以下
500を超え
630以下
補正用取り代
2
2
3
4
5
6
7
9
11
14
18
22
注(1) dn=d1,d2,d3,d4,……
7
B
0
4
1
8
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4 片つば付軸の基準取り代
単位 mm
L
400を超え
630以下
630を超え
1 000以下
1 000を超え
1 600以下
1 600を超え
2 500以下
2 500を超え
4 000以下
4 000を超え
6 300以下
6 300を超え
10 000以下
D
区分
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
YD
YL, Yl
40を超え 50以下
11
25
13
26
15
27
18
30
50を超え 63以下
12
26
14
27
16
28
18
31
22
34
63を超え 80以下
13
27
15
28
17
29
19
32
22
35
80を超え 100以下
14
28
16
29
18
31
20
33
23
36
27
42
100を超え 125以下
15
30
17
31
19
32
21
34
24
38
28
43
125を超え 160以下
16
31
18
32
20
33
22
36
25
39
29
45
35
54
160を超え 200以下
17
33
19
34
21
35
24
37
27
41
31
46
36
55
200を超え 250以下
19
35
20
36
22
37
25
39
28
43
32
48
37
57
250を超え 315以下
20
37
22
38
24
39
27
41
30
45
34
50
39
59
315を超え 400以下
22
39
24
40
26
41
28
44
32
47
36
53
41
62
400を超え 500以下
24
42
26
43
28
44
31
46
34
50
38
55
43
64
8
B
0
4
1
8
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4A 片つば付軸のつば径の補正用取り代
単位 mm
D
d−D
40を超え
50以下
50を超え
63以下
63を超え
80以下
80を超え
100以下
100を超え
125以下
125を超え
160以下
160を超え
200以下
200を超え
250以下
250を超え
315以下
315を超え
400以下
400を超え
500以下
500を超え
630以下
40を超え 50以下
5
6
7
9
50を超え 63以下
4
5
7
8
10
63を超え 80以下
4
5
6
8
10
12
80を超え 100以下
4
5
6
8
9
11
14
100を超え 125以下
4
5
6
7
9
11
14
17
125を超え 160以下
4
6
7
9
11
13
16
20
160を超え 200以下
5
7
8
10
13
16
19
24
200を超え 250以下
6
8
10
12
15
19
23
29
250を超え 315以下
8
9
12
15
18
23
28
35
315を超え 400以下
9
11
14
18
22
28
34
400を超え 500以下
11
14
17
21
27
33
9
B
0
4
1
8
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5 円板の基準取り代
単位 mm
H 40を超え
50以下
50を超え
63以下
63を超え
80以下
80を超え
100以下
100を超え
125以下
125を超え
160以下
160を超え
200以下
200を超え
250以下
250を超え
315以下
315を超え
400以下
400を超え
500以下
500を超え
630以下
D
区分
YD
YH
YD
YH
YD
YH
YD
YH
YD
YH
YD
YH
YD
YH
YD
YH
YD
YH
YD
YH
YD
YH
YD
YH
125を超え 160以下
13
14
13
14
14
15
14
15
15
16
160を超え 200以下 13
14
14
14
14
15
14
15
15
16
16
16
17
17
200を超え 250以下 14
15
15
15
15
15
16
16
16
16
17
17
18
18
19
19
250を超え 315以下 16
16
16
16
16
16
17
17
17
17
18
18
19
19
20
20
22
21
315を超え 400以下 18
17
18
17
18
17
19
18
19
18
20
19
21
20
22
21
24
23
25
24
400を超え 500以下 20
18
20
18
20
19
21
19
22
20
22
21
23
21
24
23
26
24
28
26
30
28
500を超え 630以下 23
20
23
20
23
21
24
21
24
22
25
22
26
23
27
24
29
26
30
27
33
30
36
32
630を超え 800以下
26
22
27
23
27
23
28
24
29
25
30
25
31
26
32
28
34
30
36
32
39
35
800を超え1 000以下
31
26
32
26
32
27
33
27
34
28
35
29
37
31
38
32
41
35
44
37
1 000を超え1 250以下
37
29
38
30
38
31
39
32
41
33
42
34
44
36
46
38
48
41
1 250を超え1 600以下
45
34
46
35
47
36
48
37
49
39
51
40
53
43
56
45
1 600を超え2 000以下
55
41
56
42
57
43
58
44
60
46
62
48
1
0
B
0
4
1
8
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表6 リングの基準取り代
単位 mm
H
40を超え
50以下
50を超え
63以下
63を超え
80以下
80を超え
100以下
100を超え
125以下
125を超え
160以下
160を超え
200以下
200を超え
250以下
250を超え
315以下
315を超え
400以下
400を超え
500以下
500を超え
630以下
630を超え
800以下
D
区分
YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd YH YD Yd
125を超え 160以下
12
16
10
12
16
11
13
17
11
13
17
12
160を超え 200以下 13
16
10
13
16
10
13
17
11
13
17
11
14
17
12
14
18
13
15
18
14
200を超え 250以下 13
17
11
14
17
11
14
17
12
14
18
12
14
18
13
15
19
14
15
19
15
16
20
17
250を超え 315以下 14
18
12
15
18
12
15
18
13
15
19
14
15
19
14
16
20
15
17
20
16
17
21
18
18
22
20
315を超え 400以下 16
19
14
16
19
14
16
20
14
17
20
15
17
20
16
17
21
17
18
22
18
19
23
19
19
24
21
21
25
24
400を超え 500以下 18
21
15
18
21
16
18
21
16
18
22
17
19
22
18
19
23
19
20
23
20
20
24
21
21
25
23
22
27
25
24
28
28
500を超え 630以下 20
23
18
20
23
18
20
23
19
21
24
19
21
24
20
21
25
21
22
25
22
23
26
23
23
27
25
25
29
28
26
30
31
28
32
34
630を超え 800以下
23
26
21
23
26
22
23
27
22
24
27
23
24
27
24
25
28
25
25
29
26
26
30
28
27
31
31
29
33
34
30
35
37
33
38
42
800を超え 1 000以下
27
30
25
27
30
26
27
30
27
28
31
28
28
31
29
29
32
30
30
33
32
31
35
34
32
36
37
34
38
41
36
41
46
1 000を超え 1 250以下
31
34
30
31
34
31
32
35
32
33
36
33
33
36
35
34
37
37
35
39
39
37
40
42
38
42
46
41
45
50
1 250を超え 1 600以下
36
39
36
36
39
37
37
40
38
38
41
39
39
42
41
40
43
44
41
45
47
43
47
50
45
49
55
1 600を超え 2 000以下
45
47
46
45
48
47
46
48
48
47
50
50
48
51
52
49
53
55
51
55
59
53
57
64
11
B 0418 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 JIS G 3201 炭素鋼鍛鋼品
JIS G 3202 圧力容器用炭素鋼鍛鋼品
JIS G 3203 高温圧力容器用合金鋼鍛鋼品
JIS G 3204 圧力容器用調質型合金鋼鍛鋼品
JIS G 3205 低温圧力容器用鍛鋼品
JIS G 3206 高温圧力容器用高強度クロムモリブデン鋼鍛鋼品
JIS G 3221 クロムモリブデン鋼鍛鋼品
JIS G 3222 ニッケルクロムモリブデン鋼鍛鋼品
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4052 焼入性を保証した構造用鋼鋼材(H鋼)
JIS G 4102 ニッケルクロム鋼鋼材
JIS G 4103 ニッケルクロムモリブデン鋼鋼材
JIS G 4105 クロムモリブデン鋼鋼材
JIS G 4106 機械構造用マンガン鋼鋼材及びマンガンクロム鋼鋼材
JIS G 4202 アルミニウムクロムモリブデン鋼鋼材
12
B 0418 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 鍛造品の形状,寸法及び外観
この附属書は,鍛造品の形状,寸法及び外観について記述したもので,規定の一部ではない。
鍛造品の形状,寸法及び外観は,次による。
a) 鍛造品の形状,寸法及び外観は,注文者が指定する図面による。ただし,その図面が仕上図で,中間
工程において荒削りの必要な場合には,受渡当事者間の協定による。
b) 取り代及び許容差で片側に対する量を決める場合には,注文者はあらかじめ製造者と協議する。
c) 鍛造品の機械試験(引張試験,衝撃試験など)用供試材又はその他特別な余長部の必要な場合,注文
者はあらかじめ製造者と協議する。
d) 鍛造品の端面を切断する場合には,ガス又はたがねによる。
e) スケールきず,かぶさりきず,割れなどの表面欠陥は,取り代の範囲内で適当な方法で除去し,かつ,
a)に適合させる。
13
B 0418 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 鍛造品の取り代の求め方
この附属書は,鍛造品の取り代の求め方について記述したもので,規定の一部ではない。
例題1.(丸棒の場合)
1.1
与えられた条件 附属書2図1は,丸棒の自由鍛造品の例を示したもので,与えられた条件は,次
のとおりとする。
機械加工後の直径Dは,
D=φ280mm ············································································ (1.1)
機械加工後の長さLは,
L=3 150mm ············································································ (1.2)
附属書2図1
1.2
基準取り代の求め方 式(1.1)及び式(1.2)を付表1の直径Dの250を超え315以下,及び長さLの2 500
を超え4 000以下の欄に照合し,次を読み取る。
直径の基準取り代YDは,
YD=28mm ·············································································· (1.3)
長さの基準取り代YLは,
YL=41mm ·············································································· (1.4)
1.3
黒皮寸法の求め方 機械加工後の寸法に基準取り代を加算し,本体6.の規定によって丸める。
直径の黒皮寸法Dfは,式(1.1)及び式(1.3)から,
D+YD=280+28=308mm ·························································· (1.5)
直径Dが200mmを超えるので,式(1.5)を5mm刻みで切り上げて,次のとおりとなる。
308mm→Df=310mm ································································· (1.6)
長さの黒皮寸法Lfは,式(1.2)及び式(1.4)から,
L+YL=3 150+41=3 191mm ······················································ (1.7)
長さLが1 000mmを超え,5 000mm以下であるので,式(1.7)を5mm刻みで切り上げて,次のとおりと
なる。
3 191mm→Lf=3 195mm ····························································· (1.8)
1.4
許容差の求め方 黒皮寸法と機械加工後の寸法との差を求め,本体表2の許容差 (%) を乗じる。
ただし,小数点以下は切り上げる。
直径の許容差は,式(1.6),式(1.1)及び本体表2から,次のとおりとなる。
(Df−D)×(±35%)=(310−280)×(±0.35)=±10.5→±11mm ·············· (1.9)
14
B 0418 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
長さの許容差は,式(1.8),式(1.2)及び本体表2から,次のとおりとなる。
(Lf−L)×(±60%)=(3 195−3 150)×(±0.60)=±27→±27mm ·········· (1.10)
1.5
丸棒の取り代 以上の結果,直径の取り代は式(1.6),式(1.1)及び式(1.9)から,次のとおりとなる。
式(1.6)−式(1.1)±式(1.9)=310−280±11=30±11mm
また,長さの取り代は,式(1.8),式(1.2)及び式(1.10)から,次のとおりとなる。
式(1.8)−式(1.2)±式(1.10)=3 195−3 150±27=45±27mm
例題2.(段付軸の場合)
2.1
与えられた条件 附属書2図2は,段付軸の自由鍛造品の例を示したもので,与えられた条件は,
次のとおりとする。
機械加工後の直径Dは,
D=φ450mm ············································································ (2.1)
機械加工後の直径d1は,
d1=φ180mm ········································································· (2.1a)
機械加工後の直径d2は,
d2=φ280mm ········································································· (2.1b)
ただし,d2=d3としたので,d3の計算は省略する。
機械加工後の長さLは,
L=3 150mm ············································································ (2.2)
附属書2図2
2.2
基準取り代の求め方 式(2.1)及び式(2.2)を本体付表3の直径Dの400を超え500以下,及び長さL
の2 500を超え4 000以下の欄に照合し,次を読み取る。
直径の基準取り代YDは,
YD=32mm ·············································································· (2.3)
直径の基準取り代Yd1は,
Yd1=32mm ··········································································· (2.3a)
直径の基準取り代Yd2は,
Yd2=32mm ··········································································· (2.3b)
長さの基準取り代YLは,
YL=50mm ·············································································· (2.4)
2.3
段付軸部の補正用取り代の求め方 段付軸の直径dnの補正用取り代αnは,胴部の直径Dと段付軸
部の直径dnとの差を,まず求める。
15
B 0418 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
直径d1部は,(D−d1)=(450−180)=270となり,本体付表3Aの250を超え315以下の欄に照合し,次
を読み取る。
直径d1の補正取り代α1は,
α1=11mm ·············································································· (2.5)
また,直径d2部は,(D−d2)=(450−280)=170となり,本体付表3Aの160を超え200以下の欄に照合
し,次を読み取る。
直径d2の補正取り代α2は,
α2=7mm ················································································ (2.6)
2.4
黒皮寸法の求め方 機械加工後の寸法に基準取り代を加算し,本体6.の規定によって丸める。直径
の黒皮寸法Dfは,式(2.1)及び式(2.3)から,次のとおりとなる。
直径Dの黒皮寸法Dfは,
D+YD=450+32=482mm ·························································· (2.7)
そして,直径Dが200mmを超えるので,式(2.7)を5mm刻みで切り上げて,次のとおりとなる。
482→Df=485mm ····································································· (2.8)
直径d1の黒皮寸法d1fは,次のとおりとなる。
d1+YD+α1=180+32+11=223mm ············································ (2.7a)
223→d1f=225mm ··································································· (2.8a)
また,直径d2の黒皮寸法d2fは,次のとおりとなる。
d2+YD+α2=280+32+7=319mm ············································· (2.7b)
319→d2f=320mm ··································································· (2.8b)
長さLの黒皮寸法Lfは,次のとおりとなる。
L+YL=3 150+50=3 200mm
3 200→Lf=3 200mm ································································· (2.9)
2.5
許容差の求め方 黒皮寸法と機械加工後の寸法との差を求め,表2の許容差を乗じる。ただし,小
数点以下は切り上げる。
直径Dfの許容差は,式(2.8),式(2.1)及び本体表2から,次のとおりとなる。
(Df−D)×(±50%)=(485−450)×(±0.50)=±17.5→±18mm ············ (2.10)
直径d1fの許容差は,式(2.8a),式(2.1a)及び本体表2から,次のとおりとなる。
(d1f−d1)×(±50%)=(225−180)×(±0−50)=±22.5→±23mm ······· (2.10a)
直径d2fの許容差は,式(2.8b),式(2.1b)及び本体表2から,次のとおりとなる。
(d2f−d2)×(±50%)=(320−280)×(±0.50)=±20.0→±20mm·········· (2.10b)
長さLfの許容差は,式(2.9),式(2.2)及び本体表2から,次のとおりとなる。
(Lf−L)×(±60%)=(3200−3150)×(±0.60)=±30.0→±30mm ·········· (2.11)
2.6
段付軸の取り代 以上の結果,直径Dの取り代は,式(2.8),式(2.1)及び式(2.10)から,次のとおりと
なる。
式(2.8)−式(2.1)±式(2.10)=485−450±18=35±18mm ··················· (2.12)
直径d1の取り代は,次のとおりとなる。
式(2.8a)−式(2.1a)±式(2.10a)=(225−180)±23=45±23mm ············ (2.12a)
直径d2の取り代は,次のとおりとなる。
式(2.8b)−式(2.1b)±式(2.10b)=(320−280)±20=40±20mm ··········· (2.12b)
16
B 0418 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,長さLの取り代は,次のとおりとなる。
式(2.9)−式(2.2)±式(2.11)=(3200−3150)±30=50±30mm ·············· (2.13)
例題3.(リングの場合) 外径D及び高さHは,例題1.及び例題2.に準じて求めるが,内径dについては
減算となることに注意する。
JIS B 0418 自由鍛造品の取り代改正原案作成委員会 構成表
氏名
所属
(委員長)
篠 崎 吉太郎
工業技術院機械技術研究所
小 谷 泰 久
通商産業省機械情報産業局素形材産業室
本 間 清
工業技術院標準部
黒 木 勝 也
財団法人日本規格協会
岡 本 圭 司
岡本鉄工合資会社
村 田 勉
清水鋼鐵株式会社
西 巻 芳 則
株式会社西巻鉄工所
中 村 総一郎
株式会社中村鉄工所
森 紀 暁
中野工業株式会社
山 本 光 晴
関西鉄工株式会社
浦 郷 直 幸
大同特殊鋼株式会社渋川工場
中 野 克 彦
川崎重工業株式会社原動機事業部
尾 崎 信 彦
株式会社日本製鋼所室蘭製作所
佐 藤 隆 夫
株式会社神戸製鋼所鋳鍛鋼工場
白 髭 昌 男
石川島播磨重工業株式会社技術本部
渡 辺 康 雄
株式会社日立製作所日立工場素形材センター
高 橋 宣 男
日本鋳鍛鋼会
河 部 壽 雄
財団法人鍛造技術研究所
(事務局)
中 丸 善 明
財団法人鍛造技術研究所
文責 浦郷 直幸