2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0416-1975
鋼の熱間型鍛造品公差
(アプセッタ加工)
Dimensional Tolerance for Steel Die Forgings (Upsetting)
1. 適用範囲 この規格は,アプセッタによる炭素鋼と合金鋼の熱間すえ込鍛造品(1)(以下,鍛造品とい
う。)の厚さ,直径・段の寸法・長さ,心間寸法,丸み半径,抜けこう配,型ずれ・偏心,そり,深穴の偏
り,ばり残り・ばりかじり,ばりかえり,表面はだあれ,せん断端部の変形及び素材部の局部的変形の寸
法公差及び許容差について規定する。
注(1) 納入時の最終製品をいう。
2. 用語の意味 この規格で用いる用語の意味は,次のとおりとする。
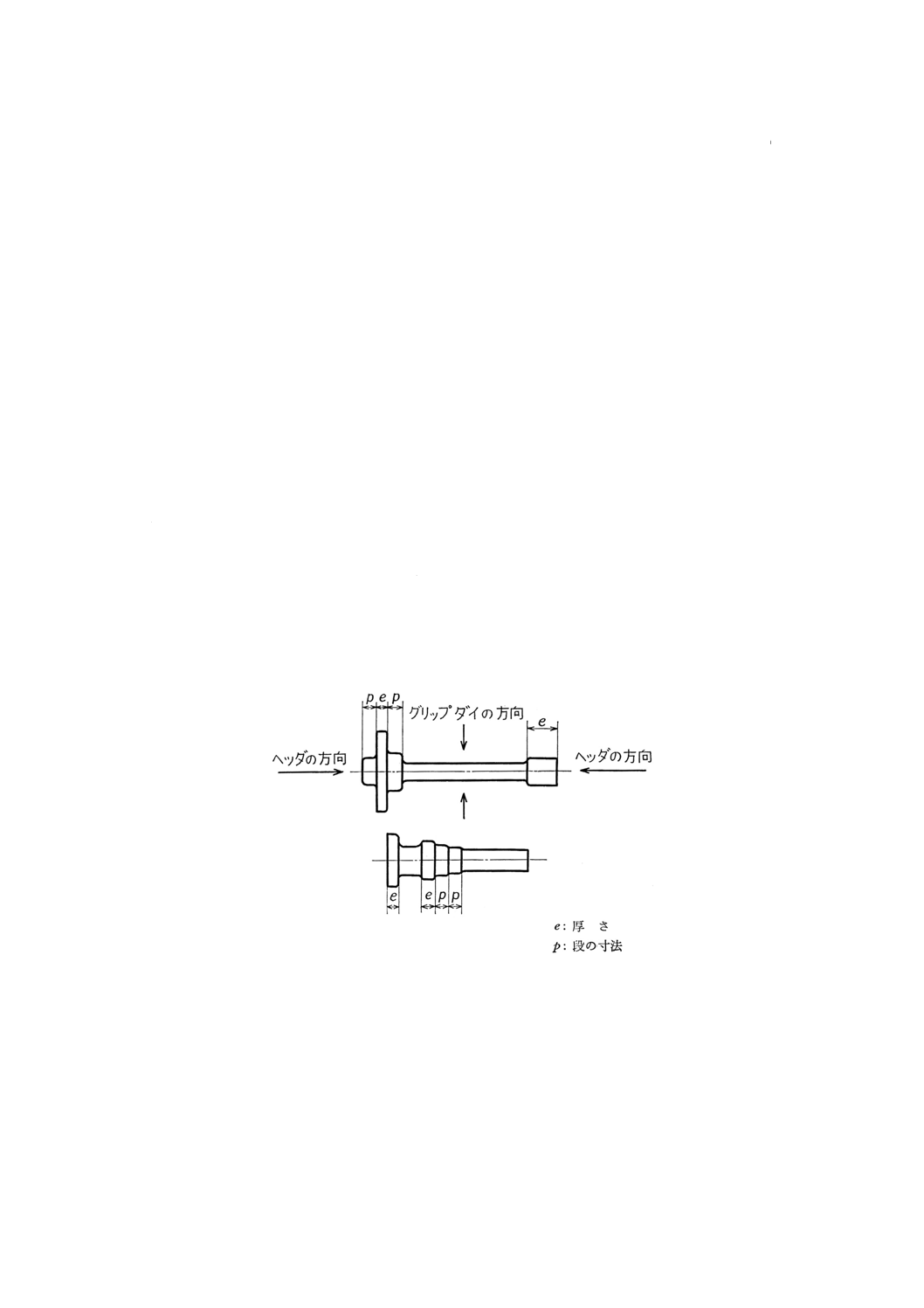
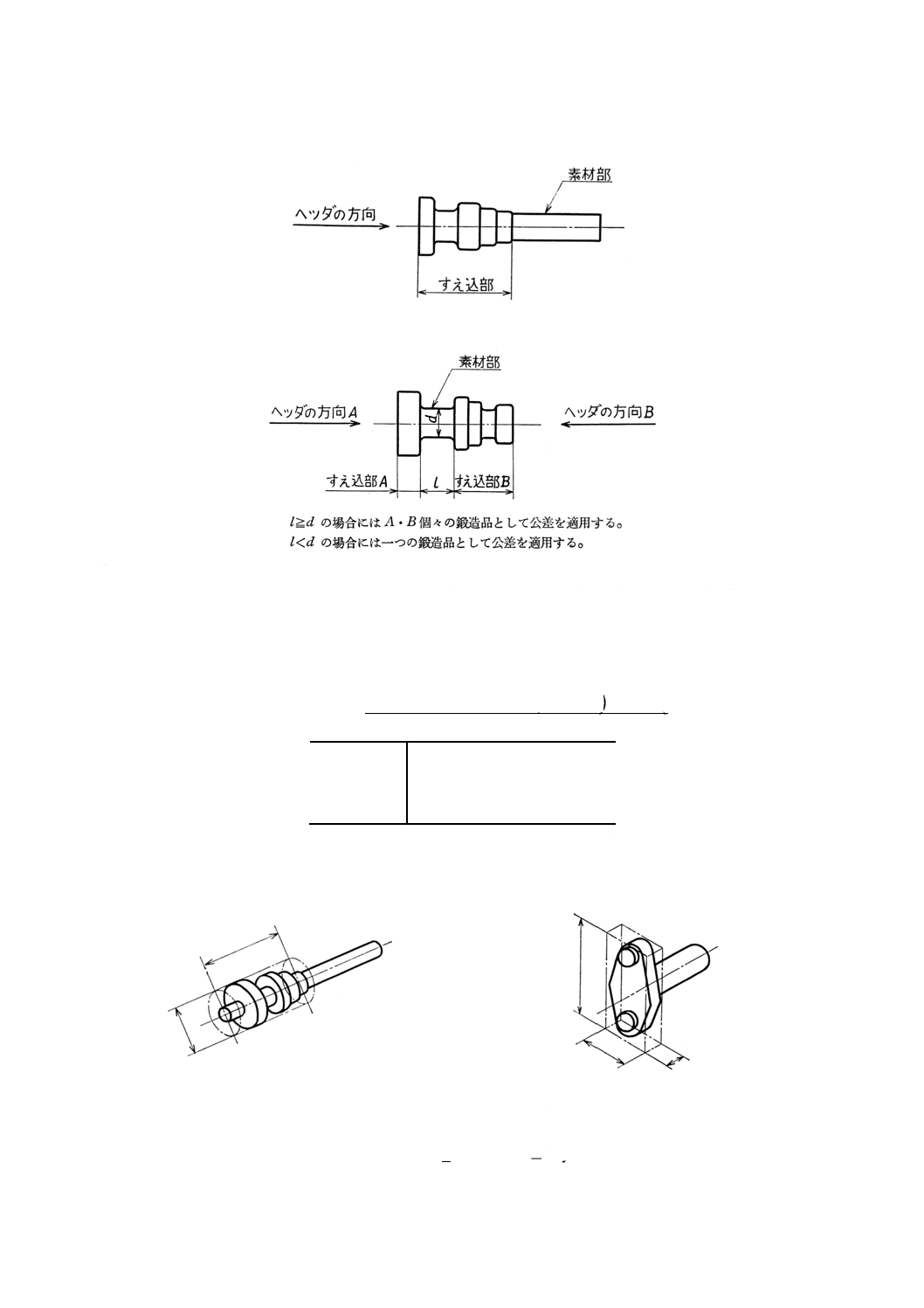
(1) 厚さ すえ込部の素材の軸に平行で,ヘッダとグリップダイとの間の型割線に直角な断面の厚さ(図
1参照)。
図1 厚さと段の寸法
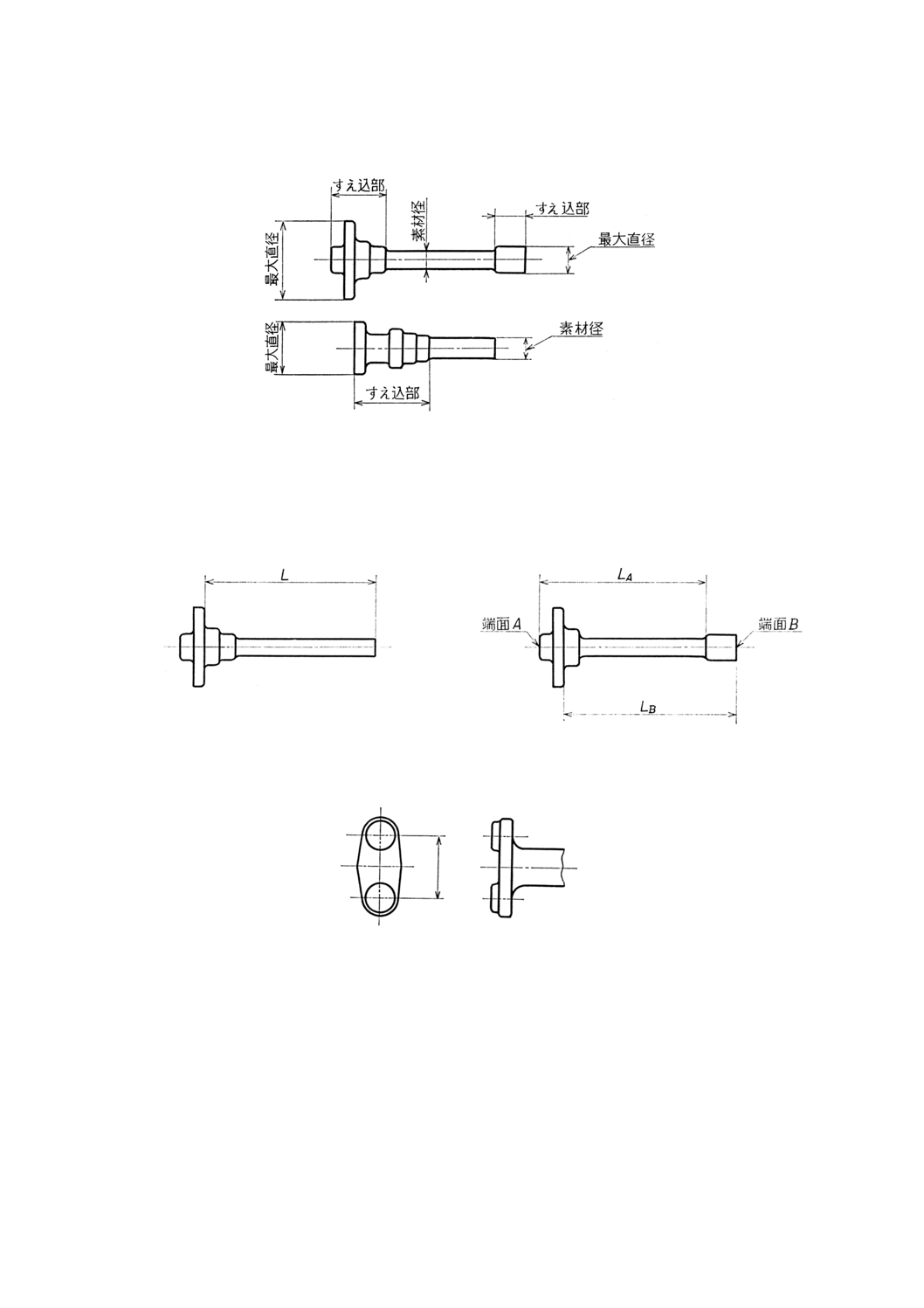
(2) 直径 すえ込部の素材の軸に直角なすべての直径(図2参照)。
2
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 直径の寸法
(3) 段の寸法 すえ込部の素材の軸に平行な各段までの寸法(図1参照)。
ただし,すえ込まれたフランジとフランジとの間の寸法は含まない。
(4) 長さ すえ込みの最大直径部の内側から鍛造品の反対側の端面までの素材の軸に平行な長さ(図3・図
4参照)。
図3 片側すえ込の場合の長さの寸法
図4 両側すえ込の場合の長さの寸法
(5) 心間寸法 すえ込部の輪かく内にある二つの中心線を結ぶ素材の軸と直角な寸法(図5参照)。
図5 心間寸法
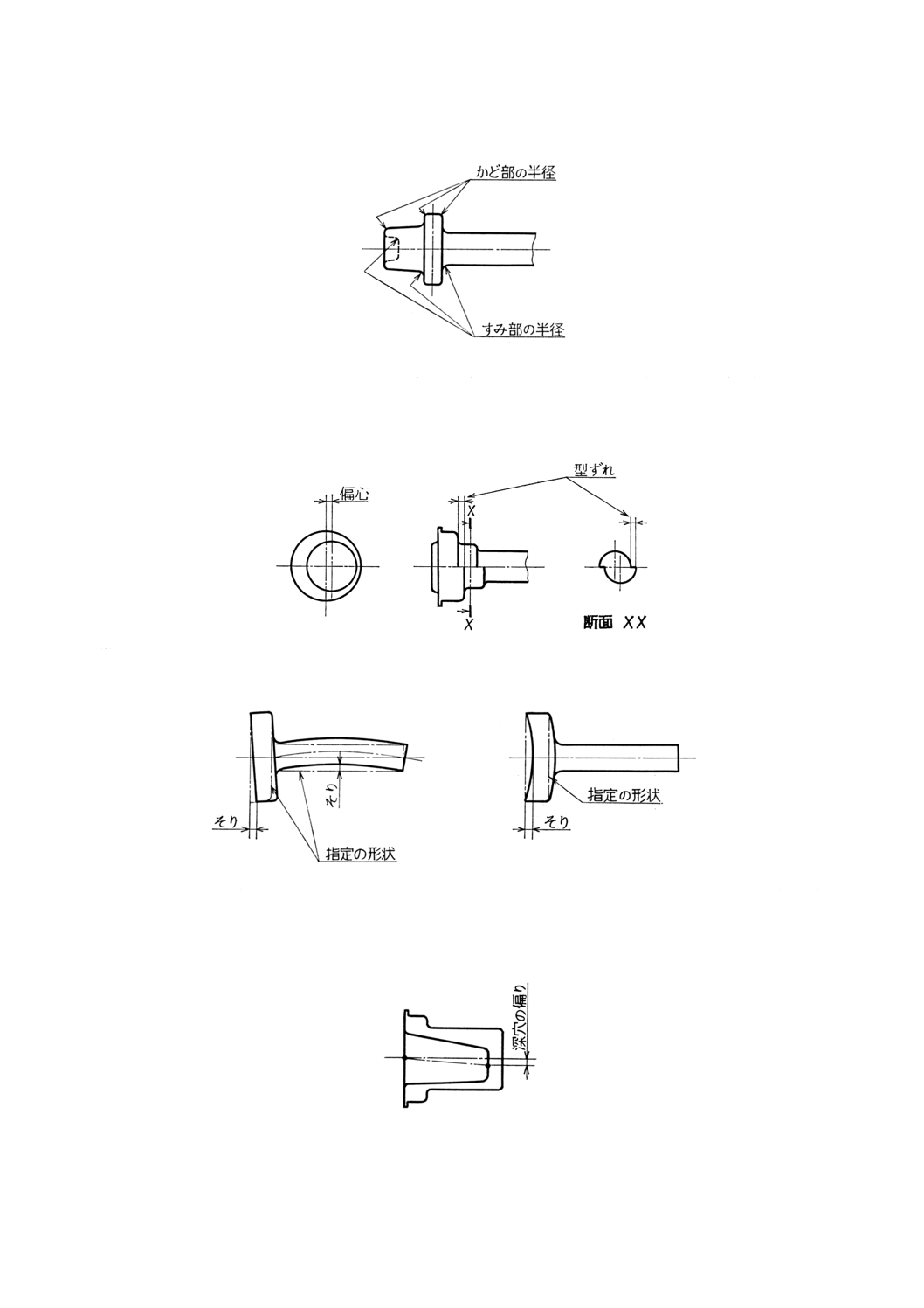
(6) 丸み半径 かど部・すみ部に付ける半径(図6参照)。
3
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 かど部とすみ部の半径
(7) 抜けこう配 鍛造を容易にするために付ける鍛造方向のこう配。
(8) 型ずれ・偏心 型ずれは1組のグリップダイの型割面における上型,下型(又は左型,右型)のずれ。
偏心はヘッダ側のすえ込部の輪郭の中心とグリップダイ側すえ込部の輪郭の中心とのずれ(図7参照)。
図7 型ずれ・偏心
(9) そり 指定の形状からの偏り(図8参照)。
図8 そり
(10) 深穴の偏り 直径より深い穴に対していい,表面における中心と底面における中心との偏り(図9参
照)。
図9 深穴の偏り
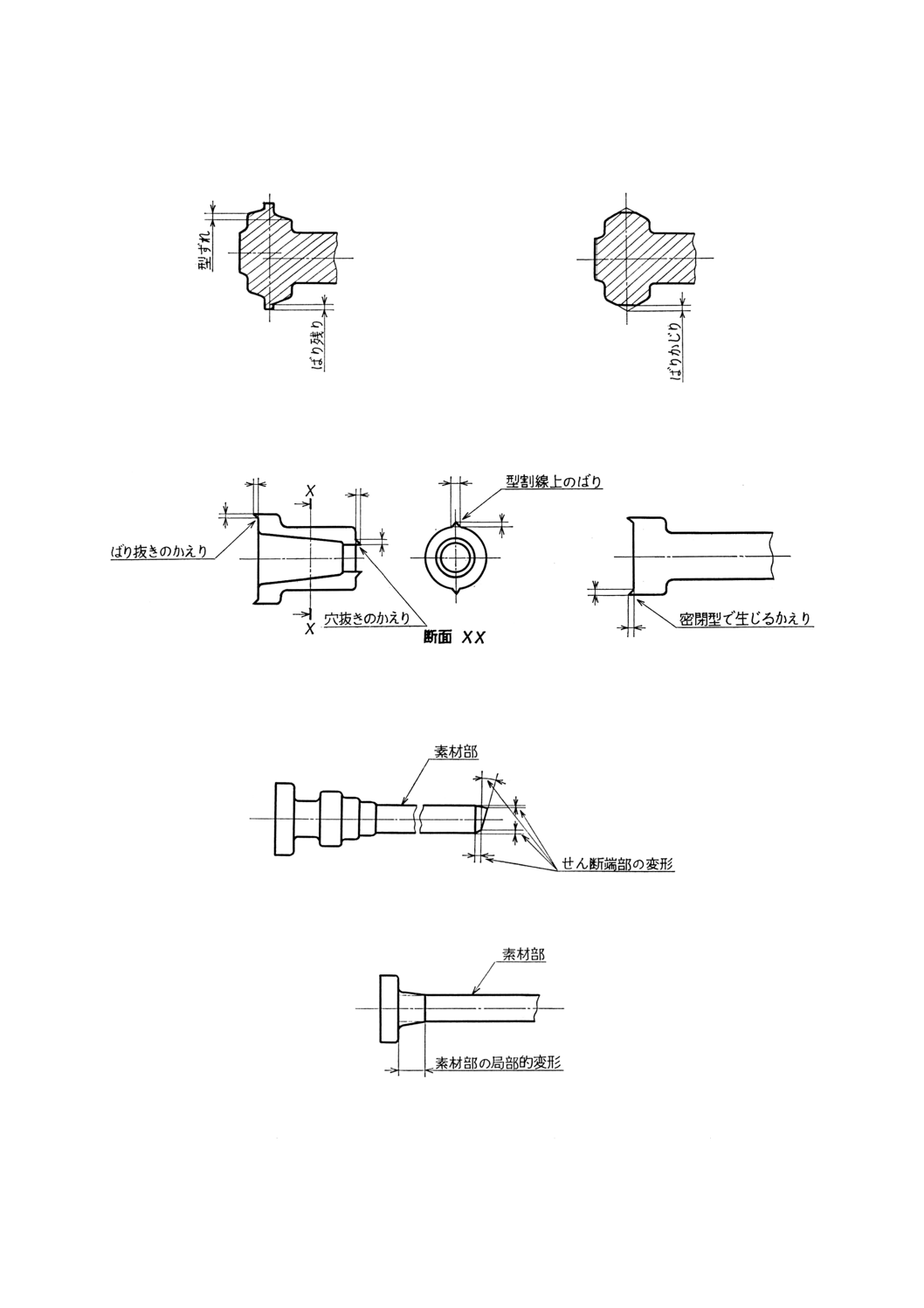
(11) ばり残り・ばりかじり ばり残りは鍛造品の本体からばりの抜かれた端までの部分。ばりかじりは抜
けこう配の図面上の仮想交点からの肉不足分(図10・11参照)。
4
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10 ばり残り
図11 ばりかじり
(12) ばりかえり ばり抜き・穴抜きによって発生するかえり,グリップダイの型割線上にはみ出すばり,
及び密閉型で生じるかえり(図12・13参照。)
図12 ばり抜き・穴抜きのかえり及び型割線上のばり 図13 密閉型で生じるかえり
(13) 表面はだあれ 鍛造時のスケールによるくぼみ及び表面手直しによるくぼみ。
(14) せん断端部の変形 せん断によって素材軸端部に発生する変形(図14参照)。
図14 せん断端部の変形
(15) 素材部の局部的変形 グリップダイによって素材部に局部的に発生する変形(図15参照)。
図15 素材部の局部的変形
3. 公差決定に必要な算定要素 公差を決める場合には,寸法以外に次の各要素を用いて算定する。
(1) 質量 すえ込部の正味質量。ただし,長さの公差を求める場合の質量は,素材部も含めた全質量をい
う(図16・17参照)。
5
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図16 片側すえ込鍛造品
図17 両側すえ込鍛造品
(2) 材料による加工の難易度 次の二つに分類する。
M1:炭素量0.65%未満で,合金成分 (Mn,Ni,Cr,Mo,V,W) の合計が5%未満の鋼
M2:炭素量0.65%以上又は合金成分 (Mn,Ni,Cr,Mo,V,W) の合計が5%以上の鋼
備考 鋼材規格の許容最大含有量を適用する。
(3) 形状の複雑度 次の式で計算して分類する。
(
)
(
)(
)
又は体積
対する質量
すえ込部全体の形状に
又は体積
すえ込部の質量
複雑度=
n
S
S1
0.63を超え1以下
S2
0.32を超え0.63以下
S3
0.16を超え0.32以下
S4
0.16以下
すえ込部全体に対する質量(又は体積)とは,すえ込み部の最大寸法で包まれる全体の形状に対する質
量(又は体積)をいう(図18・19参照)。
図18 円形の鍛造品の包まれる形状
図19 円形でない鍛造品の包まれる形状
4. 特別な形状に対する公差の適用 特別な形状のものは,3.の算定要素に,次の要素も含めて公差を決
める。
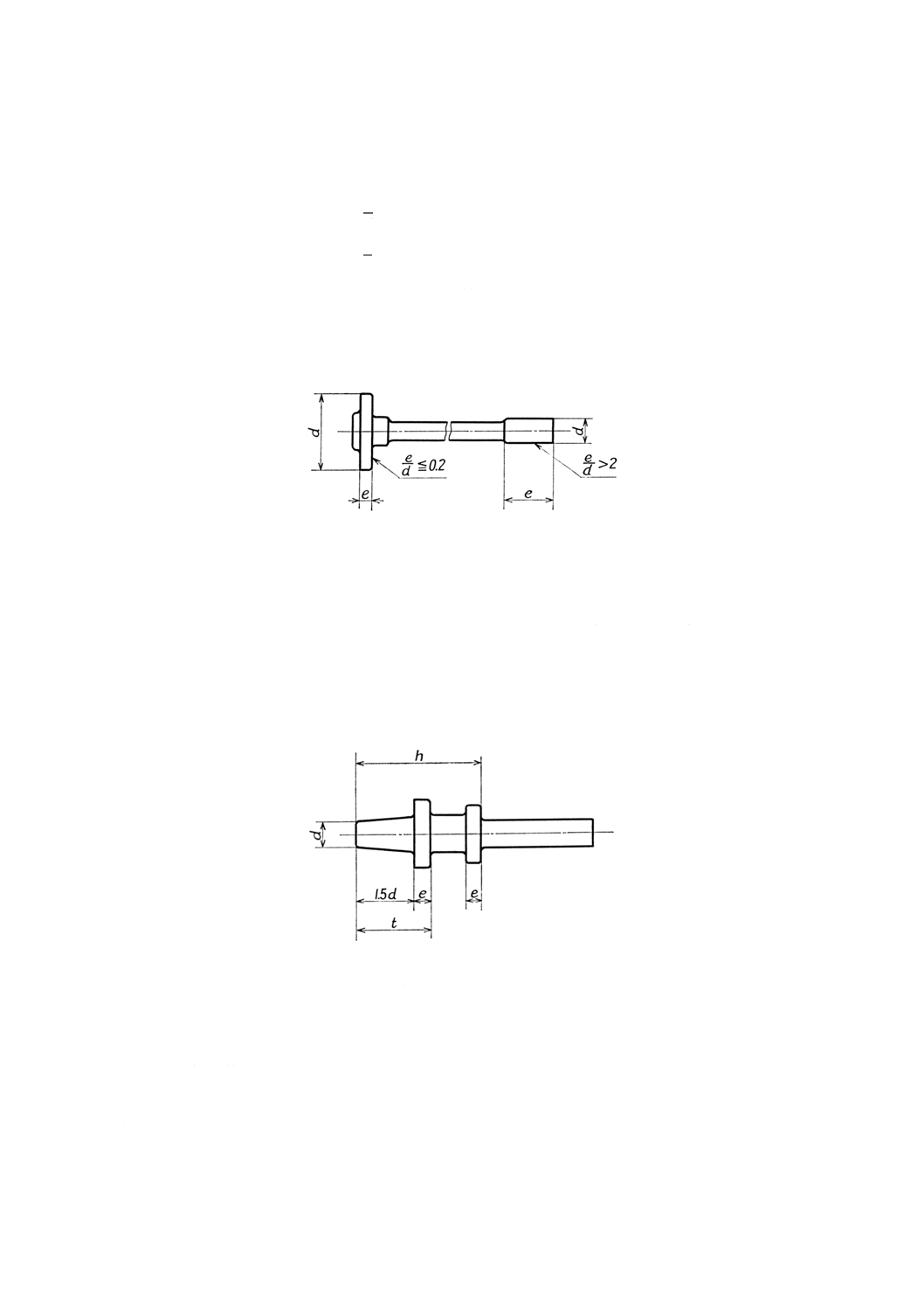
(1) 薄いフランじ又は細長い円柱のある鍛造品で
20
.0
≦
d
e
又は
2
>
d
e
(図20参照)の場合には複雑度をS4
6
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
とし,質量は直径d・厚さeのフランジ部又は円柱部の質量を用いて公差を求める。ただし,その公
差が3.の手順によって求めた公差よりも小さいときは適用しない。
2
20
.0
>
円 柱 部
≦
フランジ部
d
e
d
e
ここに
d: すえ込部の最大直径
e: フランジ部又は円柱部の厚さ
図20 薄いフランジ又は細長い円柱のある鍛造品の形式
(2) 高い突出部のある鍛造品で,その突出部の長さが先端直径の1.5倍以上ある場合には,すえ込部まで
の最大寸法h以外の厚さ公差は,フランジ厚さeと直径dの1.5倍(図21参照:t=e+1.5d)を厚さ
の呼び寸法として公差を求める。
t=e+1.5d
ここに
t: 厚さの呼び寸法(すえ込部の最大寸法hを除く。)
d: 突出部先端直径
e: フランジ部の厚さ
図21 高い突出部のある鍛造品の形状
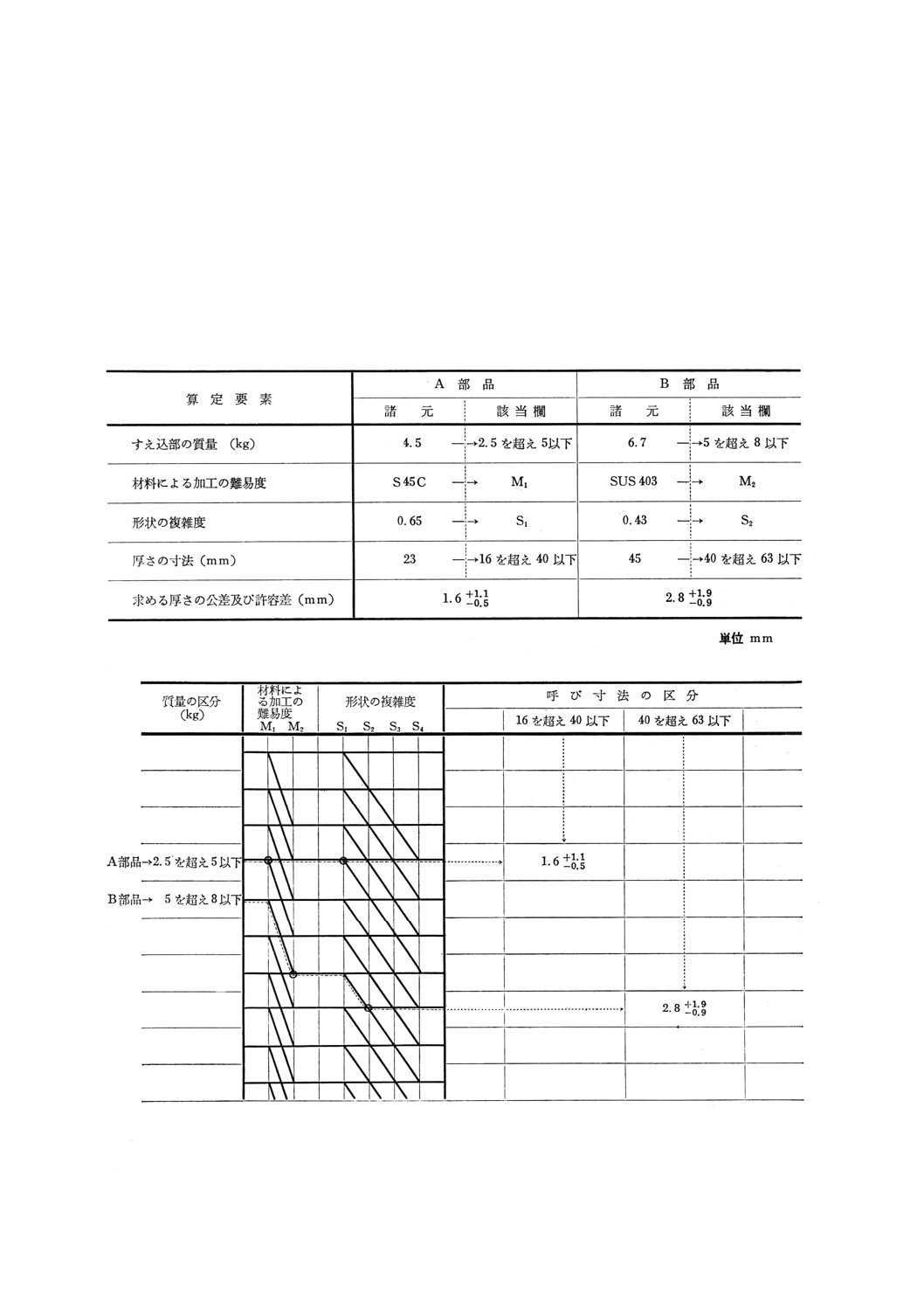
5. 厚さ,直径・段の寸法・長さの公差及び許容差の表の使い方
5.1
厚さの公差及び許容差
(1) 算定要素として,次のものを用いる。
(a) すえ込部の質量
(b) 材料による加工の難易度(M1又はM2)
(c) 形状の複雑度(S1,S2,S3,S4のいずれになるかを算出する。)
(2) 6.1の表の左側の“質量の区分”で該当する質量の欄を見出し,次に横線に沿って右の“材料による加
7
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工の難易度”がM1の場合には,そのまま更に横線を右へたどる。M2の場合には斜めに下がる線に沿
ってM2の縦線との交点まで下がってから横線を右へたどる。(M2の場合には2段下のものを用いるこ
とになる。)
形状の複雑度も同じように,S1の場合はそのまま右へ,S2の場合は斜めに下がる線に沿ってS2の縦
線との交点まで下がり横線を右へたどる。(S3の場合には2段,S4の場合には3段下のものを用いる
ことになる。)
更に右へたどり“呼び寸法の区分”に該当する厚さ寸法の欄で交わる数値が求める厚さの公差及び
許容差である。
使用例
5.2
直径・段の寸法・長さの公差及び許容差
(1) 算定要素として,次のものを用いる。
(a) 質量
8
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(i)
直径・段の寸法の場合はすえ込部の質量
(ii)
長さの場合は鍛造品の質量
(b) 材料による加工の難易度(M1又はM2)
(c) 形状の複雑度(S1,S2,S3,S4のいずれになるかを算出する。)
(2) 6.2で前項と同じ要領で“質量の区分”に該当する質量の欄と“呼び寸法の区分”に該当する直径・段
の寸法・長さの寸法の欄から直径・段の寸法・長さの公差及び許容差を求める。
9
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
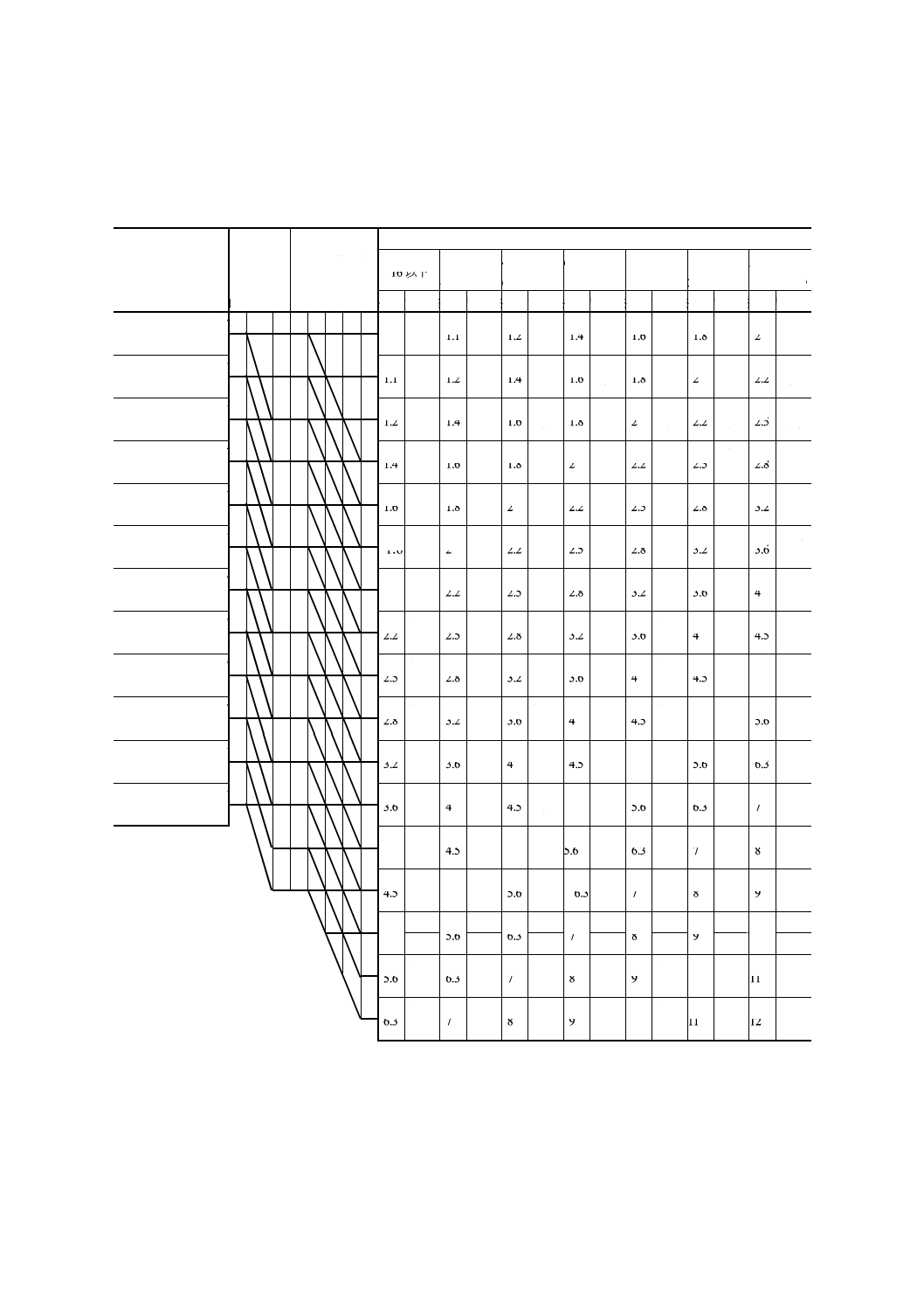
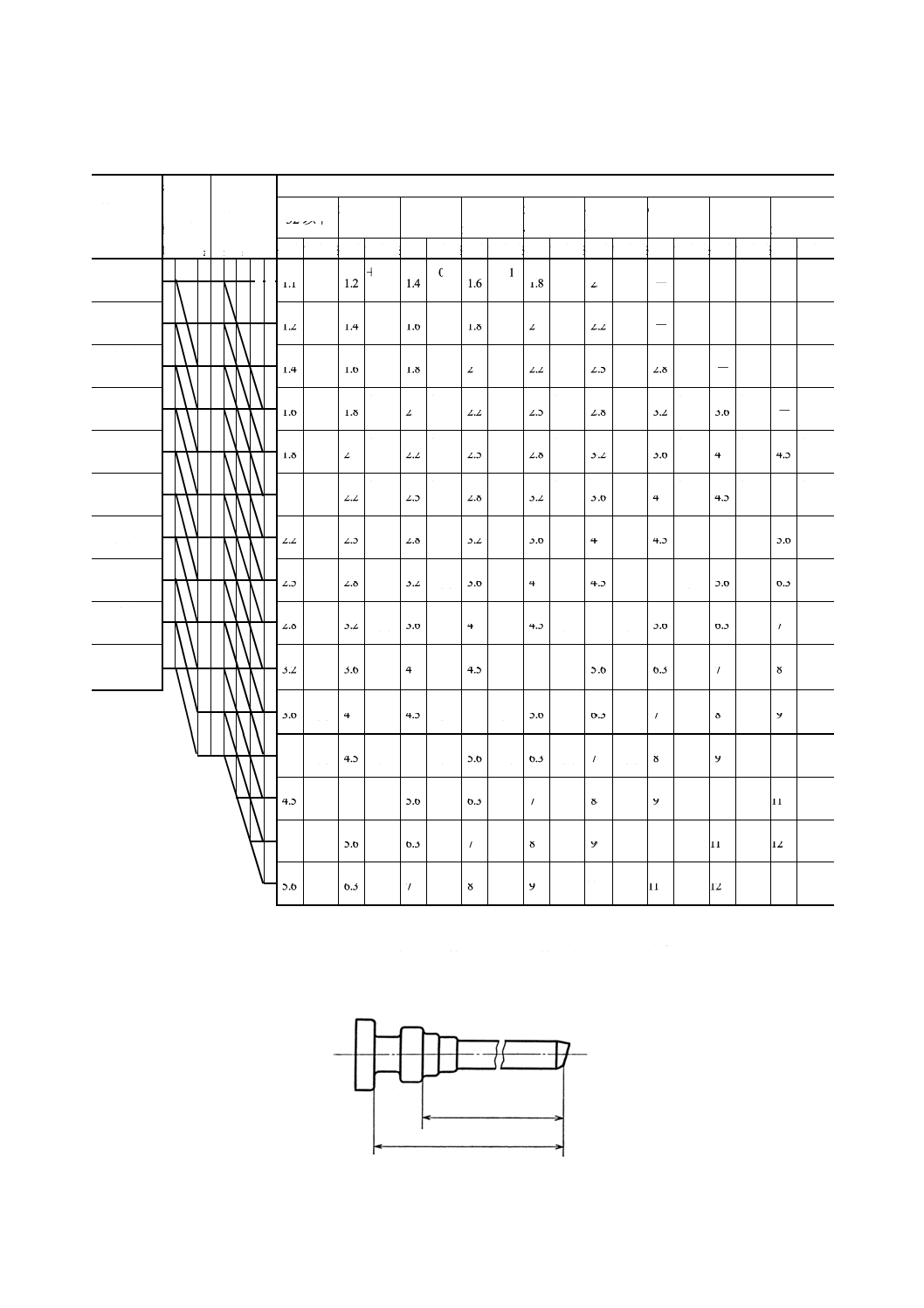
6. 寸法公差及び許容差
6.1
厚さの公差及び許容差
単位mm
質量の区分
(kg)
材料によ
る加工の
難易度
形状の複雑度
呼び寸法の区分
16以下 16を超え
40以下
40を超え
63以下
63を超え
100以下
100を超え
160以下
160を超え
250以下
250を超え
るもの
M1
M2 S1 S2 S3 S4 公差 許容差 公差 許容差公差 許容差公差 許容差 公差 許容差公差 許容差 公差 許容差
0.4以下
1
+0.7 1.1 +0.7 1.2 +0.8 1.4 +0.9 1.6 +1.1 1.8 +1.2 2 +1.3
−0.3
−0.4
−0.4
−0.5
−0.5
−0.6
−0.7
0.4を超え1.2以下
1.1 +0.7 1.2 +0.8 1.4 +0.9 1.6 +1.1 1.8 +1.2 2 +1.3 2.2 +1.5
−0.4
−0.4
−0.5
−0.5
−0.6
−0.7
−0.7
1.2を超え2.5以下
1.2 +0.8 1.4 +0.9 1.6 +1.1 1.8 +1.2 2 +1.3 2.2 +1.5 2.5 +1.7
−0.4
−0.5
−0.5
−0.6
−0.7
−0.7
−0.8
2.5を超え 5以下
1.4 +0.9 1.6 +1.1 1.8 +1.2 2 +1.3 2.2 +1.5 2.5 −1.7 2.8 +1.9
−0.5
−0.5
−0.6
−0.7
−0.7
−0.8
−0.9
5を超え 8以下
1.6 +1.1 1.8 +1.2 2 +1.3 2.2 +1.5 2.5 +1.7 2.8 +1.9 3.2 +2.1
−0.5
−0.6
−0.7
−0.7
−0.8
−0.9
−1.1
8を超え 12以下
1.8 +1.2 2
+1.3 2.2 +1.5 2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4
−0.6
−0.7
−0.7
−0.8
−0.9
−1.1
−1.2
12を超え 20以下
2
+1.3 2.2 +1.5 2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4 4 +2.7
−0.7
−0.7
−0.8
−0.9
−1.1
−1.2
−1.3
20を超え 36以下
2.2 +1.5 2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4 4 +2.7 4.5 +3
−0.7
−0.8
−0.9
−1.1
−1.2
−1.3
−1.5
36を超え 63以下
2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4 4 +2.7 4.5 +3
5
+3.3
−0.8
−0.9
−1.1
−1.2
−1.3
−1.5
−1.7
63を超え110以下
2.8 +1.9 3.2 +2.1 3.6 +2.4 4 +2.7 4.5 +3
5
+3.3 5.6 +3.7
−0.9
−1.1
−1.2
−1.3
−1.5
−1.7
−1.9
110を超え200以下
3.2 +2.1 3.6 +2.4 4 +2.7 4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2
−1.1
−1.2
−1.3
−1.5
−1.7
−1.9
−2.1
200を超え250以下
3.6 +2.4 4 +2.7 4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2 7
+4.7
−1.2
−1.3
−1.5
−1.7
−1.9
−2.1
−2.3
4
+2.7 4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3
−1.3
−1.5
−1.7
−1.9
−2.1
−2.3
−2.7
4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3 9 +6
−1.5
−1.7
−1.9
−2.1
−2.3
−2.7
−3
5
+3.3 5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3 9 +6
10
+6.7
−1.7
−1.9
−2.1
−2.3
−2.7
−3
−3.3
5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3 9 +6
10
+6.7 11 +7.3
−1.9
−2.1
−2.3
−2.7
−3
−3.3
−3.7
6.3 +4.2 7 +4.7 8 +5.3 9 +6
10
+6.7 11 +7.3 12 +8
−2.1
−2.3
−2.7
−3
−3.3
−3.7
−4
10
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
直径・段の寸法・長さの公差及び許容差
単位mm
質量の区分
(kg)
材料によ
る加工の
難易度
形状の
複雑度
呼び寸法の区分
32以下 32を超え
100以下
100を超え
160以下
160を超え
250以下
250を超え
400以下
400を超え
630以下
630を超え
1000以下
1000を超え
1600以下
1600を超え
2500以下
M1 M2 S1 S2 S3 S4 公差 許容差公差 許容差 公差 許容差公差 許容差 公差 許容差 公差 許容差公差 許容差 公差 許容差公差 許容差
0.4以下
1.1 +0.7 1.2 +0.8 1.4 +0.9 1.6 +1.1 1.8 +1.2 2 +1.3 −
−
− −
−
−
−0.4
−0.4
−0.5
−0.5
−0.6
−0.7
0.4を超え
1以下
1.2 +0.8 1.4 +0.9 1.6 +1.1 1.8 +1.2 2 +1.3 2.2 +1.5 −
−
− −
−
−
−0.4
−0.5
−0.5
−0.6
−0.7
−0.7
1を超え
1.8以下
1.4 +0.9 1.6 +1.1 1.8 +1.2 2
+1.3 2.2 +1.5 2.5 +1.7 2.8 +1.9 −
−
−
−
−0.5
−0.5
−0.6
−0.7
−0.7
−0.8
−0.9
1.8を超え
3.2以下
1.6 +1.1 1.8 +1.2 2 +1.3 2.2 +1.5 2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4 −
−
−0.5
−0.6
−0.7
−0.7
−0.8
−0.9
−1.1
−1.2
3.2を超え
5.6以下
1.8 +1.2 2 +1.3 2.2 +1.5 2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4 4 +2.7 4.5 +3
−0.6
−0.7
−0.7
−0.8
−0.9
−1.1
−1.2
−1.3
−1.5
5.6を超え
10以下
2
+1.3 2.2 +1.5 2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4 4
+2.7 4.5 +3
5
+3.3
−0.7
−0.7
−0.8
−0.9
−1.1
−1.2
−1.3
−1.5
−1.7
10を超え
20以下
2.2 +1.5 2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4 4 +2.7 4.5 +3
5
+3.3 5.6 +3.7
−0.7
−0.8
−0.9
−1.1
−1.2
−1.3
−1.5
−1.7
−1.9
20を超え
50以下
2.5 +1.7 2.8 +1.9 3.2 +2.1 3.6 +2.4 4 +2.7 4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2
−0.8
−0.9
−1.1
−1.2
−1.3
−1.5
−1.7
−1.9
−2.1
50を超え
120以下
2.8 +1.9 3.2 +2.1 3.6 +2.4 4
+2.7 4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2 7 +4.7
−0.9
−1.1
−1.2
−1.3
−1.5
−1.7
−1.9
−2.1
−2.3
120を超え
250以下
3.2 +2.1 3.6 +2.4 4 +2.7 4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2 7
+4.7 8 +5.3
−1.1
−1.2
−1.3
−1.5
−1.7
−1.9
−2.1
−2.3
−2.7
3.6 +2.4 4 +2.7 4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3 9 +6
−1.2
−1.3
−1.5
−1.7
−1.9
−2.1
−2.3
−2.7
−3
4
+2.7 4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3 9 +6
10
+6.7
−1.3
−1.5
−1.7
−1.9
−2.1
−2.3
−2.7
−3
−3.3
4.5 +3
5
+3.3 5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3 9 +6
10
+6.7 11 +7.3
−1.5
−1.7
−1.9
−2.1
−2.3
−2.7
−3
−3.3
−3.7
5
+3.3 5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3 9 +6
10
+6.7 11 +7.3 12 +8
−1.7
−1.9
−2.1
−2.3
−2.7
−3
−3.3
−3.7
−4
5.6 +3.7 6.3 +4.2 7 +4.7 8 +5.3 9 +6
10
+6.7 11 +7.3 12 +8
14
+9.3
−1.9
−2.1
−2.3
−2.7
−3
−3.3
−3.7
−4
−4.7
備考1. 直径・段の寸法公差を求めるときは,すえ込部の質量を用いる。
2. 一つの型ですえ込まれる段の寸法の公差で,特に精度を必要とする個所は公差の+31,−31とする。
3. 長さの公差はすえ込部の最大寸法の公差を適用し,質量は鍛造品の質量(すえ込部+素材部)を用いる。
4. 内側寸法の公差は,+と−を逆にする。
5. せん断端部の変形がある場合の長さは,せん断によってできたこう配の短い側をとる。
11
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
心間寸法の許容差
単位mm
呼び寸法の区分
100以下
100を超え
160以下
160を超え
200以下
200を超え
250以下
250を超え
315以下
315を超え
400以下
許容差
±0.3
±0.4
±0.5
±0.6
±0.8
±1
備考 この許容差は,ほかの公差とは別個に適用する。
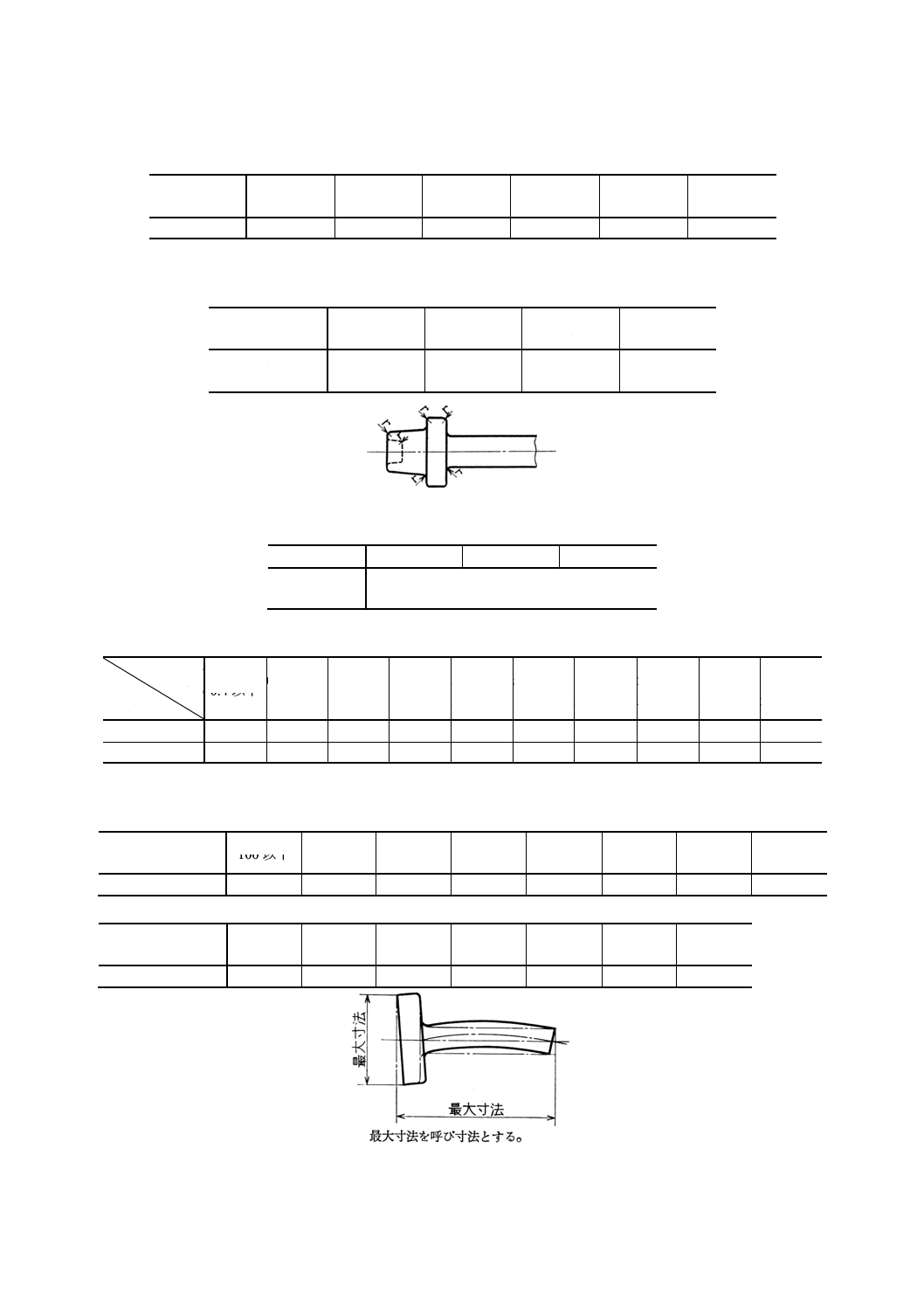
6.4
丸み半径の許容差
単位mm
呼び寸法の区分
(r)
10以下
10を超え
32以下
32を超え
100以下
100を超えるもの
許容差
+0.5×r
+0.4×r
+0.32×r
+0.25×r
−0.25×r
−0.2×r
−0.15×r
−0.1×r
6.5
抜けこう配の角度の許容差
単位度
角度の区分
5
7
10
許容差
+2
−1
6.6
型ずれ・偏心の許容値
単位mm
質量の区分
(kg)
型割線
0.4以下 0.4を超え
1以下
1を超え
1.8以下
1.8を超え
3.2以下
3.2を超え
5.6以下
5.6を超え
10以下
10を超え
20以下
20を超え
50以下
50を超え
120以下
120を超え
250以下
平たん又は対称
0.4
0.5
0.6
0.7
0.8
1
1.2
1.4
1.7
2
非対称
0.5
0.6
0.7
0.8
1
1.2
1.4
1.7
2
2.4
備考 この許容値は,ほかの公差とは別個に適用する。
6.7
そりの許容値
単位mm
呼び寸法の区分
100以下 100を超え
125以下
125を超え
160以下
160を超え
200以下
200を超え
250以下
250を超え
315以下
315を超え
400以下
400を超え
500以下
許容値
0.6
0.7
0.8
0.9
1
1.1
1.2
1.4
呼び寸法の区分
500を超え
630以下
630を超え
800以下
800を超え
1000以下
1000を超え
1250以下
1250を超え
1600以下
1600を超え
2000以下
2000を超え
2500以下
許容値
1.6
1.8
2
2.2
2.5
2.8
3.2
備考 この許容値は,ほかの公差とは別個に適用する。
12
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.8
深穴の偏りの許容値
単位mm
許容値
(穴の深さ)×0.005
備考 深穴の偏りの許容値は,6.6型ずれ・偏
心の許容値に加算して適用する。
6.9
ばり残り・ばりかじりの許容値
単位mm
質量の区分
(kg)
0.4以下 0.4を超え
1以下
1を超え
1.8以下
1.8を超え
3.2以下
3.2を超え
5.6以下
5.6を超え
10以下
10を超え
20以下
20を超え
50以下
50を超え
120以下
120を超え
150以下
平たん又は対称
0.5
0.6
0.7
0.8
1
1.2
1.4
1.7
2
2.4
非対称
0.6
0.7
0.8
1
1.2
1.4
1.7
2
2.4
2.8
備考 この許容値は,ほかの公差とは別個に適用する。
6.10 ばりかえりの許容値
単位mm
質量の区分
(kg)
1以下
1を超え
6以下
6を超え
40以下
40を超え
250以下
許容値
a
1
1.6
2.5
4
b
0.5
0.8
1.2
2
備考 この許容値は,ほかの公差とは別個に適用する。
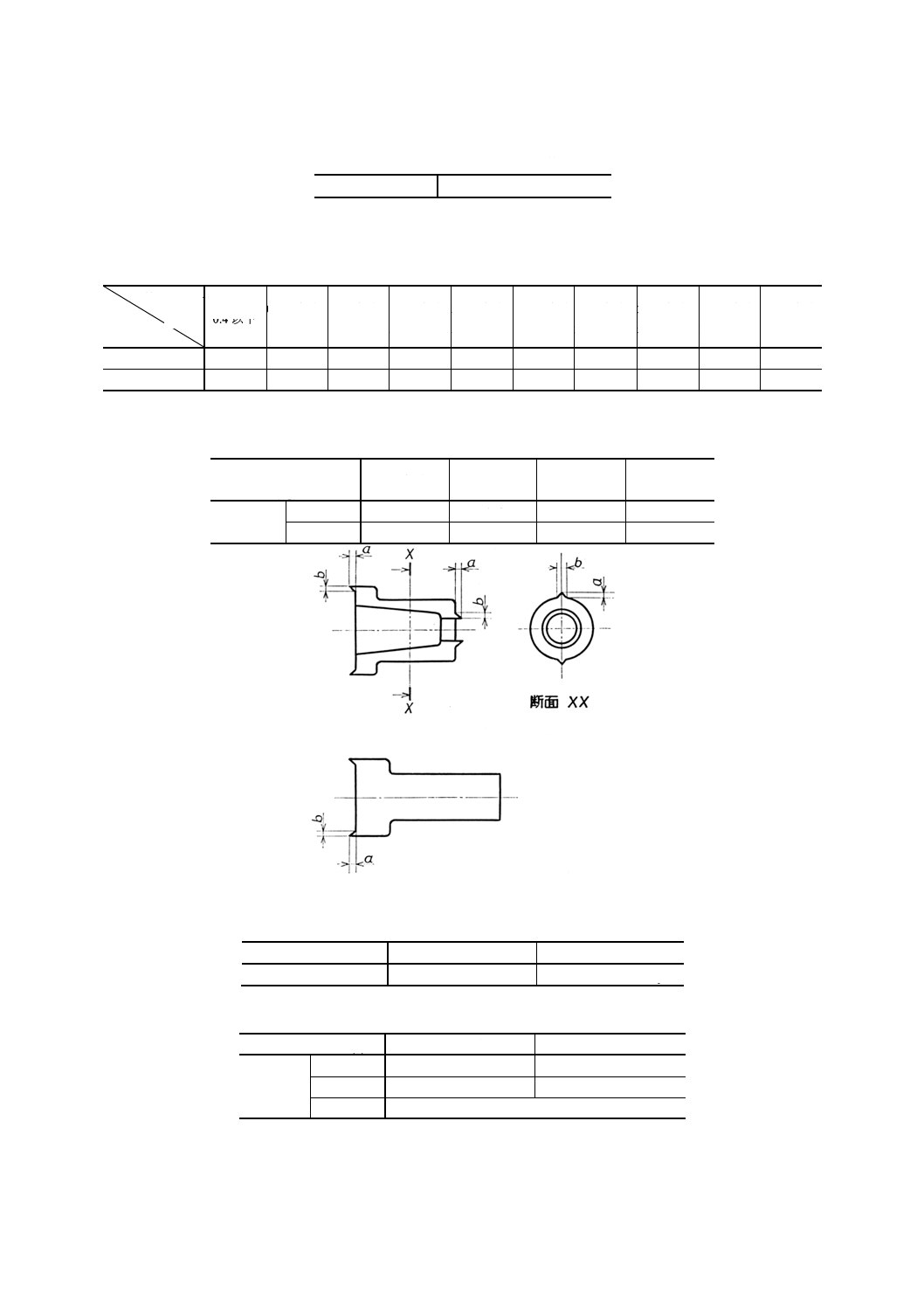
6.11 表面はだあれの許容値
単位mm
表面はだあれの区分
機械加工面
黒皮面
許容値
(加工しろ)×21
(厚さ公差)×31
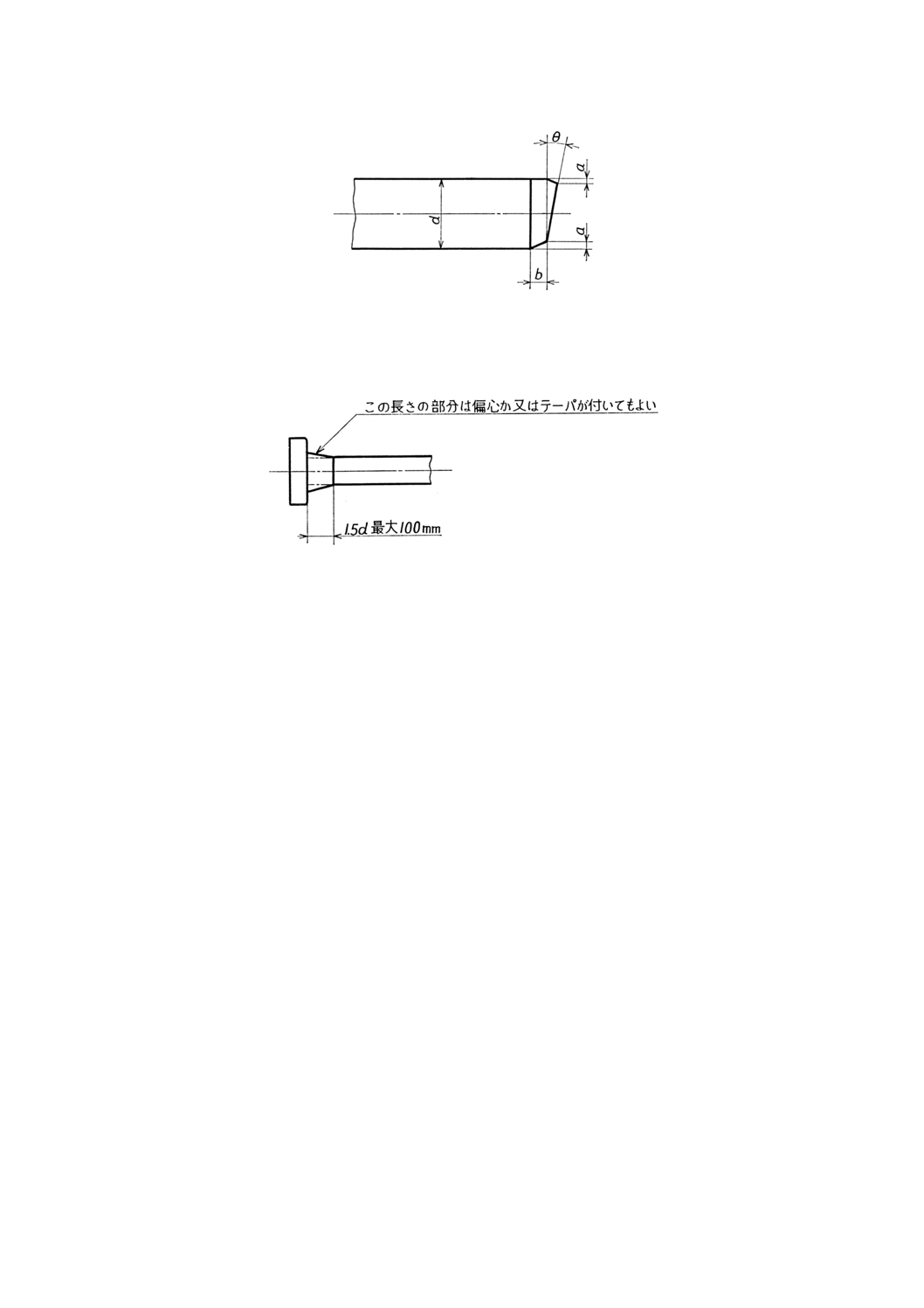
6.12 せん断端部の変形の許容値
単位mm
素材径の区分 (d)
36以下
36を超えるもの
許容値
a
0.07×d
0.05×d
b
1×d
0.7×d
θ
7°以下
13
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この許容値は,ほかの公差とは別個に適用する。
6.13 素材部の局部的変形の許容差 局部的に変形した部分の許容差は,6.2に規定するすえ込部の最大直
径に適用する許容差と同じとする。
また,その部分の長さは素材径dの1.5倍で100mmを限度とする。
14
B 0416-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
全日本鍛造工業会における原案作成委員会
氏名
所属
委 員 長
鈴 木 一 雄
岡田工業株式会社
副委員長
山 田 忠 幸
株式会社東京精鍛工所
委 員
岩 本 達 男
後藤鍛工株式会社
委 員
石 田 潔
理研鍛造株式会社
委 員
川 端 豊
日本鍛工株式会社
委 員
岸 孝
株式会社東京鍛工所
委 員
長 山 五 郎
新日本鍛工株式会社
委 員
三 浦 秀 雄
株式会社江州鍛造工業所
委 員
三 河 繁 生
川崎鍛工株式会社
委 員
守 谷 厳 樹
株式会社東亜鍛工所
委 員
吉 田 道 雄
財団法人鍛造技術研究所
機械要素部会 鋳鍛造普通公差専門委員会 構成表
氏 名
所属
(委員会長)
松 浦 佑 次
早稲田大学
逢 坂 國 一
工業技術院標準部
五十嵐 義 男
通商産業省機械情報産業局
林 杵 雄
神奈川大学
宮 川 松 男
東京都立大学
吉 田 道 雄
財団法人鍛造技術研究所
渡 辺 昭 俊
横浜国立大学
伊 藤 弘 美
日立金属株式会社
笠 井 辰 也
新日本鍛工株式会社
岸 孝
株式会社東京鍛工所
鈴 木 一 雄
岡田工業株式会社
山 田 忠 幸
株式会社東京精鍛工所
山 本 洋
三菱製鋼株式会社
足 立 公 夫
日産自動車株式会社
五月女 郁 雄
社団法人日本産業機械工業会
白 村 浩 邦
株式会社小松製作所
田 中 康 博
久保田鉄工株式会社
中 村 元 樹
石川島芝浦機械株式会社
西 村 開 吉
三菱重工業株式会社
(専門委員)
田 島 政 男
工業技術院標準部
(事務局)
大 磯 義 和
工業技術院標準部機械規格課