2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0405-1991
(ISO 2768-1 : 1989)
普通公差−第1部:
個々に公差の指示がない長さ寸法
及び角度寸法に対する公差
General tolerances−Part 1 : Tolerances for linear and
angular dimensions without individual tolerance indications
日本工業規格としてのまえがき
この規格は,1989年第1版として発行されたISO 2768-1 (General tolerances−Part 1 : Tolerances for linear and
angular dimensions without individual tolerance indications) を翻訳し,技術的内容及び規格票の様式を変更す
ることなく作成した日本工業規格である。
なお,この規格の中で点線の下線を施してある“参考”は,原国際規格にはない事項である。
序文 すべての構成部品の形体は,常に寸法及び幾何形状をもっている。寸法の偏差及び幾何特性(形状,
姿勢及び位置)の偏差がある限界を超えると,部品の機能を損なうので,それらの偏差の制限を必要とす
る。
図面上の公差表示は,すべての形体の寸法と幾何特性の要素を確実に規制するために完全でなければなら
ない。すなわち,工場又は検査部門において,採否判定が暗黙の了解のもとに任されることがないように
しなければならない。
寸法及び幾何特性に対する普通公差の使用によって,この必要条件を満たしていることを確認する業務を
簡単にすることができる。
1. 適用範囲 この規格は,図面指示を簡単にすることを意図し,個々に公差の指示がない長さ寸法及び
角度寸法に対する四つの公差等級の普通公差 (general tolerance) について規定する。
備考1. 長さ寸法及び角度寸法に対する普通公差表示方式の背景にある概念は,附属書Aに述べる。
この規格は,金属の除去加工 (metal removal) 又は板金成形 (forming from sheet metal) によ
って製作した部品の寸法に適用する。
2. これらの公差は,金属以外の材料に適用してもよい。
3. 類似の規格があり,又は計画されている。例えば,鋳造品に対するJIS B 0403(鋳造品−寸
法公差方式)参照。
参考 JIS B 0403-1987は,ISO 8062 : 1984 (Castings−System of dimensional tolerances) の国際一致規格
である。
この規格は,個々に公差指示がない次の寸法にだけ適用する。
2
B 0405-1991 (ISO 2768-1 : 1989)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(a) 長さ寸法(例えば,外側寸法,内側寸法,段差寸法,直径,半径,間隔,かどの丸み及びかどの面取
寸法)。
(b) 角度寸法[通常,図面に指示されない角度,例えば,JIS B 0419が引用されていない直角 (90°),又
は正多角形の角度を含む。]。
(c) 組立品を機械加工して得られる長さ寸法及び角度寸法。
この規格は,次の寸法には適用しない。
(a) 普通公差についての別の規格が適用される長さ寸法及び角度寸法。
(b) 括弧内に指示した参考寸法。
(c) 長方形の枠内に指示した理論的に正しい寸法。
2. 一般事項 公差等級を選ぶ場合,個々の工場で通常に得られる加工精度を考慮しなければならない。
個々の形体 (feature) に対して,より小さな公差が要求される場合,又はより大きな公差が許容され,かつ,
それがより経済的である場合には,そのような公差をその基準寸法に続けて個々に指示するのがよい。
長さ寸法及び角度寸法に対する普通公差は,4.及び5.に従って図面又は関連文書にこの規格が引用され
るときに適用する。他の加工方法に対する普通公差が別の規格に規定されている場合には,図面又は関連
文書にそれらを引用する。仕上げられていない表面と仕上げられた表面との間の寸法(例えば,鋳造品又
は鍛造品の場合)に対して,個々に公差が直接指示されない場合には,問題とする二つの普通公差のうち
の大きいほうを適用する。例えば,鋳造品に対しては,JIS B 0403を参照。
3. 引用規格 次に掲げる国際規格は,この規格に引用されたことにより,この規格の規定を構成する。
出版の時点では,表示された版が有効である。すべての規格は,改正されるものであり,この規格に基づ
くことに合意した関係者は,次に列挙する規格の最新版を適用する可能性を調べることに努めるのがよい。
IEC及びISOの会員は,現行の国際規格の登録簿を維持管理している。
ISO 2768-2 : 1989 General tolerances−Part 2: Geometrical tolerances for features without individual
tolerance indications
備考 JIS B 0419-1991(普通公差−第2部:個々に公差の指示がない形体に対する幾何公差)がこ
の国際規格と一致している。
ISO 8015 : 1985 Technical drawings−Fundamental tolerancing principle
備考 JIS B 0024-1988(製図−公差表示方式の基本原則)がこの国際規格と一致している。
4. 普通公差
4.1
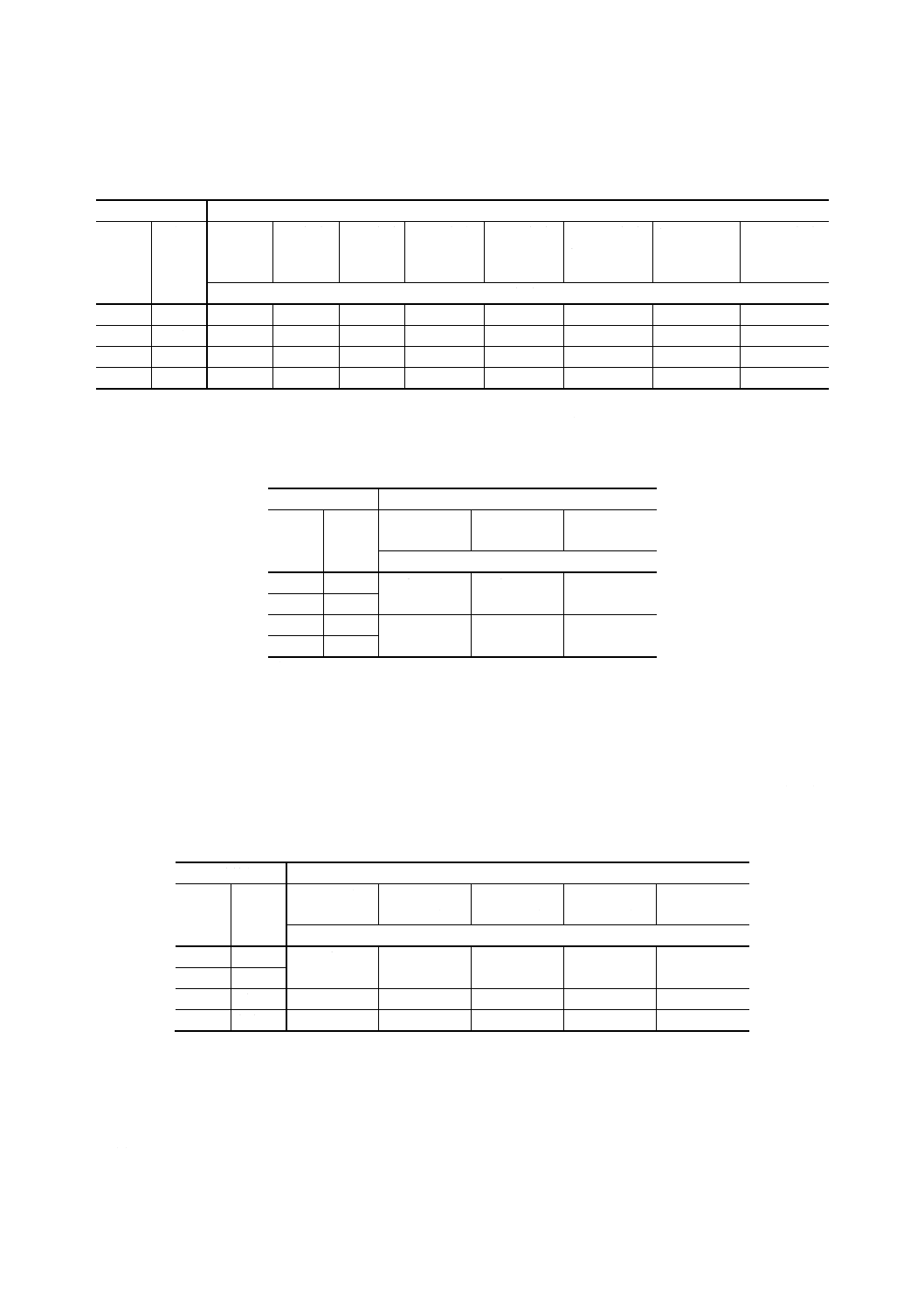
長さ寸法 長さ寸法に対する普通公差は,表1及び表2に示す許容差による。
3
B 0405-1991 (ISO 2768-1 : 1989)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 面取り部分を除く長さ寸法に対する許容差
(かどの丸み及びかどの面取寸法については,表2参照)
単位 mm
公差等級
基準寸法の区分
記号
説明
0.5(1)
以上
3以下
3を超え
6以下
6を超え
30以下
30を超え
120以下
120を超え
400以下
400を超え
1 000以下
1 000を超え
2 000以下
2 000を超え
4 000以下
許容差
f
精級
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
−
m
中級
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
±1.2
±2
c
粗級
±0.2
±0.3
±0.5
±0.8
±1.2
±2
±3
±4
v
極粗級
−
±0.5
±1
±1.5
±2.5
±4
±6
±8
注(1) 0.5mm未満の基準寸法に対しては,その基準寸法に続けて許容差を個々に指示する。
表2 面取り部分の長さ寸法(かどの丸み及びかとの面取寸
法)に対する許容差
単位 mm
公差等級
基準寸法の区分
記号
説明
0.5(1)以上
3以下
3を超え
6以下
6を超え
るもの
許容差
f
精級
±0.2
±0.5
±1
m
中級
c
粗級
±0.4
±1
±2
v
極粗級
注(1) 0.5mm未満の基準寸法に対しては,その基準寸法に続
けて許容差を個々に指示する。
4.2
角度寸法 角度の単位で指定した普通公差は,線の,又は表面を構成している線分の一般的な姿勢
だけを規制し,それらの形状偏差を規制するものではない。
実際の表面から得られる線の一般的な姿勢は,理想的な幾何学的形状の接触線の姿勢で決まる。このと
き,接触線と実際の線との間の最大間隔は,できるだけ小さい値でなければならない(JIS B 0024参照)。
角度寸法の普通公差は,表3に示す許容差による。
表3 角度寸法の許容差
公差等級
対象とする角度の短い方の辺の長さ(単位mm)の区分
記号
説明
10以下
10を超え
50以下
50を超え
120以下
120を超え
400以下
400を超え
るもの
許容差
f
精級
±1°
±30'
±20'
±10'
±5'
m
中級
c
粗級
±1°30'
±1°
±30'
±15'
±10'
v
極粗級
±3°
±2°
±1°
±30'
±20'
5. 図面上の指示 この規格による普通公差を適用する場合には,次の事項を表題欄の中又はその付近に
指示する。
(a) “JIS B 0405”
(b) この規格による公差等級
4
B 0405-1991 (ISO 2768-1 : 1989)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例 JIS B 0405-m
参考 ISO 2768-1では,“JIS B 0405”を“ISO 2768”と表示している。
6. 採否 特に明示した場合を除いて,普通公差を超えた工作物でも,工作物の機能が損なわれない場合
には,自動的に不採用としてはならない(附属書A.4参照)。
5
B 0405-1991 (ISO 2768-1 : 1989)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A 長さ寸法及び角度寸法に対する普通公差表示方式の
背景にある概念(参考)
A.1 普通公差は,本体5.に基づき,この規格を引用することによって,図面上に指示するのがよい。
普通公差の値は,工場の通常の加工精度の程度に対応したものであり,部品に対する要求事項に応じて
適切な公差等級を選び,図面上に指示される。
A.2 工場の通常の加工精度に対応する公差値を超えて公差を大きくしても,通常,生産の経済性における
利益は得られない。例えば,35mmの直径をもつ形体は,通常の工場では,“中程度の加工精度”に良く適
合したレベルで製作できる。したがって,±0.3mmの普通公差が全く適切であろうから,±1mmの公差値
を指定することは,この特定の工場に利益をもたらさないであろう。
しかし,機能的理由によって,形体に“普通公差”よりも小さい公差値を要求する場合には,その形体
に対して,その大きさ又は角度を規定する寸法に続けて,より小さい公差を個々に指示する。この種の公
差は普通公差の適用範囲外である。
形体の機能が普通公差の値に等しいか,又はそれより大きい公差を許容する場合には,公差を個々に指
示しないで,本体5.に規定したように,図面上に明示するのがよい。この種の公差は,普通公差方式の概
念を最大限に使用できる。
形体の機能が普通公差よりも大きな公差を許容し,かつ,より大きな公差が生産上の経済性をもたらす
場合には,“規則の例外”がある。これらの特別な場合には,より大きな公差を特定の形体(例えば,組立
で穴あけする止り穴の深さ)の寸法に続けて個々に指示するのがよい。
A.3 普通公差の適用には,次の利点がある。
(a) 図面が容易に読め,情報伝達が図面の使用者に,より効果的になる。
(b) 製図者は,機能が普通公差と等しいか,又はそれより大きい公差を許容することだけを知れば十分で
あるので,詳細な公差の算定を避けることによって時間を節約できる。
(c) 図面は,どの形体が通常の工程能力 (normal process capability) によって生産できるかを容易に指示で
き,それはまた,検査水準を下げることによって品質管理業務を助ける。
(d) 個々に指示した公差をもつ残りの寸法は,大部分はその機能上相対的に小さい公差が要求され,それ
ゆえ製造において特別な努力が要求される形体を規制するものである。これは製造計画に役立ち,検
査要求事項を解析する際に品質管理業務に役立つものである。
(e) 発注及び受注契約の技術者は,契約が成立する前に“工場の通常の加工精度”が分かるので,容易に
注文を取り決めることができる。これはまた,図面が完全であることを期待しているから,受渡当事
者間の引渡しにおいて,争いを避けることができる。
これらの利点は,普通公差を超えないという十分な信頼性があるとき,すなわち,特定の工場の通常の
加工精度が図面上に指示された普通公差に等しいか,又はそれより加工精度が良いときにだけ得られる。
そのためには,工場では次のことを行うのがよい。
6
B 0405-1991 (ISO 2768-1 : 1989)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
・ 測定によって,工場の通常の加工精度をつかむ。
・ 普通公差が工場の通常の加工精度に等しいか,又はそれより公差の大きい図面だけを受け入れる。
・ 工場の通常の加工精度が低下していないことを抜取りによって調べておく。
A.4 機能によって許容される公差は,普通公差よりも大きいことがしばしばある。そのため,工作物のい
ずれかの形体で普通公差を(ときおり)超えても,部品の機能が必ずしも損なわれるとは限らない。普通
公差から逸脱し,機能を損なうときだけ,その工作物を不採用にする。
原案作成委員会 委員構成表
氏 名
所 属
(委員長)
吉 本 勇
拓殖大学(東京工業大学名誉教授)
(幹事)
桑 田 浩 志
トヨタ自動車株式会社設計管理部
鈴 木 茂 光
工業技術院標準部
前 田 禎 三
東京電機大学(東京大学名誉教授)
藤 原 孝 誌
工業技術院機械技術研究所
大 園 茂 夫
東京大学
杉 浦 守 彦
石川島播磨重工業株式会社技術本部
三 町 勲
日立精機株式会社我孫子工場
渡 辺 昭 俊
新技術コンサルタント
黒 柳 啓太郎
三菱重工業株式会社技術管理部
佐々木 茂 夫
株式会社東芝生産技術研究所
金 子 昌 雄
社団法人日本ダイカスト協会
天 野 健 郎
株式会社北沢バルブ技術本部
中 鏡 肇
社団法人日本塑性加工学会(日本電気オ−トメ−ション株式会社)
川 崎 陽 康
社団法人日本金属プレス工業協会(株式会社川崎精工所)
田 仁 哲
社団法人日本工作機械工業会
中 込 常 雄
財団法人日本規格協会
(事務局)
大 熊 敬 尚
財団法人日本規格協会
機械要素部会 公差専門委員会 構成表
氏 名
所 属
(委員会長)
吉 本 勇
拓殖大学工学部
青 木 保 雄
東京大学名誉教授
石 井 章 夫
NTN株式会社
大 園 成 夫
東京大学工学部
桑 田 浩 志
トヨタ自動車株式会社
沢 辺 雅 二
株式会社三豊製作所
下河辺 明
東京工業大学精密工学研究所
菅 原 淳 夫
財団法人日本規格協会
佐々木 茂 夫
株式会社東芝生産技術研究所
中 込 常 雄
財団法人日本規格協会(嘱託)
奈 良 治 郎
宇都宮大学工学部
福 永 太 郎
東京都立工科短期大学名誉教授
亀 井 明 敏
株式会社東京精密
伊佐山 建 志
通商産業省機械情報産業局
吉 田 藤 夫
工業技術院標準部
(事務局)
時 山 聖 司
工業技術院標準部機械規格課