
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0182-1993
工作機械−試験及び検査用語
Machine tools−Test codes−Vocabulary
1. 適用範囲 この規格は,工作機械の試験,検査など性能評価方法に関する用語について規定する。
2. 分類 用語の分類は,次による。
(1) 基本事項
(2) 運転性能
(3) 機械精度及び工作精度
(4) その他
(a) 許容値の表示
(b) 通常用いる語句
3. 用語及び定義 用語及び定義は、次による。
備考1. 用語を併記してあるものは,上欄の用語を優先する。
2. 用語の括弧内の部分は,紛らわしくない場合は省略してもよい。
3. 用語の下の括弧内のかな書きは,読みを示す。
4. 定義の下線を施した部分は,この規格に定義している用語であることを示す。
5. 定義の中の用語に,括弧を付けて示してある対応英語は,参考である。
6. 参考として対応英語を示す。対応英語の欄で括弧を付けてある部分は,紛らわしくない場合
は省略してもよい。
(1) 基本事項
番号
用語
定義
参考(対応英語)
101
試験
工作機械の性能(機能,運転性能,動静特性,特性,
温度特性,工作精度,切削性能,安全性など)を明
らかにするために,機械を運転し,又は各種の測定
を行うなどして,機械の挙動又は応答を確かめるこ
と。
test
102
検査
試験の結果をあらかじめ設けた基準と照合して,合
格,不合格の判定を下す行為。
引渡し側と受取り側との取決めに基づいて行う検査
を受渡し検査又は受取り検査 (acceptance test) とい
う。
inspection ;
check ;
test
103
機能
使用目的にこた(応)えるために機械が具備してい
る個々の働き。
function
104
接近性
チャック,工具などの着脱,工作物の取付け・取外
し,機械の清掃,潤滑,及び保全を行うために機械
accssibility
2
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
の所要の箇所に近付く場合の,近付きやすさの度合
い。
105
安全性
工作機械を運転したときに,通常の作業条件の下で
は作業者及び機械を傷付けることがないような配慮
がしてある度合い。
例 手す(摺)り,案内面の覆い,各種インタ
ーロックを設けるなど。
safety
106
運転性能
機械を運転しているときに現れる特性の総称。無負
荷運転特性及び負荷運転特性に分けられ,運転時の
運転状態,加工性能,消費電力,振動及び騒音の状
況などが含まれる。
running performance
107
無負荷運転特性
加工負荷を加えずに機械を運転しているときに機械
が示す特性。
no-load performance
108
サイクル運転特性
一連の加工工程を自動的に繰り返し行う運転中に機
械が示す特性。
sequential running
characteristics ;
cyclic running characteristics
109
静特性
静止状態又は運動が低速で静止状態に準じると見な
せる状態において機械が示す特性。
static characteristics
110
機械精度
静的精度及び位置決め精度の総称。
machine accuracy
111
静的精度
無負荷状態で,静止状態又は運動が低速な状態にお
ける構成要素の形状,位置,運動及び相対的な姿勢
の幾何学的な正確さ。幾何精度ともいう。
geometric accuracy
112
運動精度
静的精度の一つで,構成要素の運動の幾何学的な正
確さ。
例 テーブル運動の真直度,主軸頭運動とテー
ブル運動との直角度など。
geometric accuracy of
motion
113
位置決め精度
各運動軸による位置決めにおいて,設定した目標位
置に対する実際に停止した位置の正確さ。
直線運動における位置決めと回転運動における位置
決めとがある。
また,数値制御による位置決めと,自動停止装置な
どによる位置決めとがある。
positioning accuracy
114
バックラッシ
互いにはまり合って運動する機械要素の間に,運動
方向に設けたすきま。不用意に生じた運動方向の有
害なすきまを含むことがある。
backlash
115
構成要素
工作機械を構成する主要な要素又はその複合体で,
所要の機能をもたせた比較的大きな機能単位。
例 ベッド,主軸頭,モジュラユニットなど。
component
116
動特性
機械に作用する力及び速度が変動する状態において
機械が示す特性。
dynamic characteristics
117
動的精度
動特性の一つで,構成要素の運動又は姿勢の正確さ
及び運転状態の変動。
running accuracy
118
微速特性
極めて低速で運動している機械が示す特性。
例 送り運動時の運動体の速度又は姿勢の安定
度,最低限界速度など。
creep feed characteristics
119
温度特性
熱的に平衡状態にないときの機械の挙動,又は平衡
状態に達したときの環境温度などの相違による機械
の特性の変化。
例 運転時の発熱の状況,機械の温度上昇又は
温度低下が安定するまでの過程で機械が示
thermal behaviour
3
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
す特性,環境温度の変動に際して機械が示
す特性など。
120
負荷運転特性
加工負荷を加えた状態で機械を運転しているときに
機械が示す特性。
load performance
121
トルク特性
トルクが加えられたときに主運動系が示す特性。生
産性を表す指標の一つ。
torque characteristics
122
加工性能
工作物を加工する際の生産性を左右する能力に関す
る工作機械の性能の総称。
machining performance
123
加工能力
工作物を安定して加工することができる最大の能
力。
生産性を表す指標の一つ。
machining ability
124
加工限界
加工が安定して進行するか,又は不安定になるかの
境目となる加工条件(切削幅,切込み深さ,切削速
度,切削動力など)。
criteria of stable machining
125
限界切削幅
切削幅で表した加工限界。
critical width of cut
126
限界切込み深さ
切込み深さで表した加工限界。
critical depth of cut
127
びびり試験
加工条件又は加工箇所を指定して加工し,機械がび
びりを起こさずに加工できる限界を確かめる試験。
工作機械が安定して加工を続けることができる限界
を知る目安となる。
chatter test
128
除去率
加工によって単位時間当たりに除去される被削材の
体積。
普通は,cm3/minで表す。切削の場合は切削率ともい
う。
material removal rete
129
剛性
構成要素又は構成要素間に力又はモーメントが作用
したときに,それによる変位・変形を起こしにくい
程度を表す係数。静剛性及び動剛性の総称。
stiffness ;
rigidity
130
静剛性
静的な力又は静的なモーメントと,それによる静的
な変位・変形との関係で表される剛性。
普通は,所定の力に対する所定の箇所の変位で表す。
static stiffness ;
static rigidity
131
動剛性
動的な力又は動的なモーメントと,それによる動的
な変位・変形との関係で表される剛性。
dynamic stiffness ;
dynamic rigidity
132
工作精度
工作物に対して工作機械が与えることができる精
度。
工作機械自身の要因以外の要因が影響しないような
条件で仕上げ削りを行った工作物の寸法精度・形状
精度・位置精度で表す。
working accuracy
133
機械防護機能
工作機械を運動したときに機械自身が破損しないよ
うに防護する機能。
例 リミットスイッチによる逸走防止,各種イ
ンタロックなど。
function for machine
protection
134
精度指数
工作機械の精度の劣化の程度を表す指標。
工作機械の精度低下の現状及び動向を知り,評価,
修理,用途変更,廃棄などの時期を判断するための
指標の一つとして用いる。
次に,精度指数の算式の一例を示す。この方法は,
精度検査規格に定められた各検査事項の測定値と許
容値との比の二乗平均平方根で表す。この考え方は,
各検査事項の重要性が等しいことを前提とするもの
で,精度指数をTとすると,
accuracy index
4
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
∑
=
n
i
i
i
P
M
n
T
1
2
1
=
ここに,Mi:検査事項別の測定値
Pi:検査事項別の許容値
n:検査事項の数
135
縦
原則として機械の長手の方向。
例 縦方向,縦送りなど。
longitudinal
136
立て
主軸又は機械の姿が水平面に対して垂直であるこ
と。
立て形又は立て軸ということもある。
例 立て旋盤,立て形内面ブローチ盤,立て軸
回転テーブル形平面研削盤など。
vertical
137
横
(1) 一般には,機械の短い方向。
例 横方向,横送りなど。
(2) 主軸又は機械の姿が水平であること。横軸とい
うこともある。
例 横フライス盤,横軸角テーブル形平面研削
盤など。
(3) 機械の側面。
例 立て旋盤,プラノミラーなどの横刃物台な
ど。
(1) transversal ;
crosswise
(2) horizontal
(3) side
138
振り
普通旋盤,立て旋盤,直立ボール盤などにおいて,
取り付けることができる工作物の最大直径。
普通旋盤では,工作物の最大直径が往復台のために
制限を受け,又は切落としによって増大するので,
前者を往復台上の振り (swing over carriage) といい,
後者を切落とし上の振り (swing over gap) といって
区別することがある。
これに対し,ベッドによって制限される工作物の最
大直径を,単に,振り又はベッド上の振り (swing
over bed) という。
swing
139
心高
(しんだか)
普通旋盤で,ベッドの前後の案内面が作る平面と主
軸中心線との距離。
centre height
140
センタ間距離
主軸側センタから心押台側センタまでの距離の最大
値。心間距離ということもある。
distance between centres
141
(テーブル)作業面
テーブル表面のうち,工作物の加工を行うために使
用される部分。
working surface (of table)
142
据付け
工作機械を適切な基礎又は床の上に,所定の性能を
発揮するように設置すること。
installation
(2) 運転性能
番号
用語
定義
参考(対応英語)
201
寸動
ボタン,スイッチ,レバーなどを瞬時の操作をする
ことによって,運動部品に微小な運動をさせること。
直線運動にも回転運動にも行われる。
inching
202
回転速度
単位時間当たりの回転数。工作機械関係では,普通
は毎分当たりの回転数 (min-1) で表す。
rotational speed
203
主軸(回転)速度
主軸の単位時間当たりの回転数。
spindle speed
204
主運動
工具と工作物との相対運動のうち,工具が工作物に
primary motion
5
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
接近又は接触して工作物の所要の箇所を分離除去す
る運動。
切削速度を得るための運動で,例えば,主軸の回転
運動,平削り盤のテーブルの運動などがこれに該当
する。
205
送り運動
工具と工作物との相対運動のうち,主運動と協同し
て加工領域を拡張して,仕上げ面の輪郭を形成する
運動。切込み方向に工具を送る場合を切込み送りと
いう。
例 施盤における往復台の運動,突切りの場合
の横送り刃物台の運動,フライス盤及び円
筒研削盤のテーブルの運動,円筒研削盤の
工作物の回転運動など。
feed motion
206
位置調整運動
工作機械の運動のうち,工具と工作物との相対位置
を調整するための運動。
tool setting motion ;
tool position adjustment
motion
207
送込み
研削盤において,といし車と工作物とを近付けるた
めに,工作物の面に法線方向に行う相対運動。
in-feed
208
送り
送り速度及び送り量の総称。
例 “送りの掛け外し”,“送りを大きくする”
など。
feed
209
送り速度
送り運動及び早送りの単位時間当たりの大きさ。工
作機械では送り運動及び早送りは,普通はmm/min
で表す。早送りは,m/minで表すこともある。
feed speed
210
送り量
1回転当たり又は1行程当たりの送り運動の大きさ。
普通は,それぞれ1回転当たりmm又は1行程当た
りmmで表す。
feed per revolution or stroke ;
feed rate
211
旋回
構成要素の角度又は向きを変える運動。普通,運動
は1回転以内に限定される。
例 万能研削盤のテーブルの旋回,平削り盤の
正面刃物台の旋回など。
swivel
212
手送り
送り運動又は位置調整運動を作業者が人力によって
行うこと。数値制御工作機械では,作業者がパルス
発生器などを操作して行うこともある。
manual feed ;
handle feed
213
位置決め
テーブル,主軸頭,コラムなどを所定の位置へ移動
し停止させること。直線運動における位置決めと回
転運動における位置決めとがある。
positioning
214
マイクロメータカラー
移動量を知るために送りねじに取り付けた目盛り
環。
micrometer collar
215
主運動系
主運動を行わせるための駆動系統。電動機,プーリ,
ベルト,歯車,クラッチ,中間軸などからなる。
main driving system
216
送り運動系
送り運動を行わせるための駆動系統。系を構成する
要素は主運動系とほぼ同様である。
feed driving system
217
元軸
(もとじく)
主運動系又は送り運動系のトルク伝達機構におい
て,トルクを受け入れる最初の軸。
primary shaft
218
総合バックラッシ
駆動系内の各部に存在する運動伝達方向のバックラ
ッシを,通常は,被動体側の直線運動又は回転運動
に換算した値。駆動系支持部の構造による運動伝達
方向の動きを含む。
total backlash
(3) 機械精度及び工作精度
6
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
301
テストインジケータ
微小寸法を測定するための比較測長器。ダイヤルゲ
ージ,指針測微器,電気マイクロメータなどの総称。
test indicater
302
定置
一度置いた後は,その項目の測定が終わるまで位置
及び向きを変えないような置き方。
測定の都合上,一時取り除いた後再び同じ場所に置
く場合は定置とはいわない。
fix ;
mount
303
基準側面
工作物又は工具を取り付けるときに,取付け位置の
基準として使用する側面(例えば,テーブルの側面
など)。
reference side surface
304
基準溝
(きじゅんみぞ)
工作物又は工具を取り付けるときに,取付け位置の
基準として使用するために,テーブル,刃物台など
の表面に設けた溝。T溝が多い。
reference tenon ;
reference slot ;
reference groove
305
寸法精度
構成要素又は工作物の所定の部分の寸法の正確さ。 accuracy of dimension
306
形状精度
構成要素又は工作物の形状の幾何学的な正確さ。
真直度,平面度,円筒度,ねじの山形,歯車の歯形
など。
accuracy of form
307
位置精度
一つの構成要素(直線・平面など)に対する他の構
成要素の位置の幾何学的な正確さ。
accuracy of position
308
許容値
ゼロ基準に対して許容される幾何偏差の限界値。
tolerance
309
部分許容値
検査すべき対象の全範囲のうちの一部分の範囲に対
する許容値。
local permissible deviation
310
代表直線
線の真直度が最小となる直線。線の位置及び向きを
代表する。便宜的には,次のように定義する。
(1) 検査すべき線の両端近くで適当に選んだ2点
(ほとんどの場合,線の両端に非常に近い部
分は,わずかな部分欠陥をもっているので除
く。)を結ぶ直線。
(2) プロットした点群から計算される(例えば,最
小二乗法によって。)直線。
この直線の方向を,線の方向 (general direction of the
line) という。
representative line
311
真直度
直線でなければならない機械部分の幾何学的直線か
らの狂いの大きさ。
(1) 一つの平面内にある線は,その線上の指定され
た長さの間のすべての点が,その線の代表直線
に平行で,かつ,その線と同じ平面内にある二
つの直線の間にあり,この直線間の距離が最小
となるときの,この二つの直線間の距離で表す。
この値が許容値内にあるとき,この線は指定
された長さに対して真直であると見なす。
(2) 空間内の線は,その線の代表直線に平行な二つ
の所定の直交平面への投影のそれぞれが真直で
あるとき,指定された長さに対して真直である
と見なす。許容値は,それぞれの平面で異なる
ことがある。
straightness
312
運動の真直度
直進運動すべき運動部品の運動の幾何学的直線から
の狂いの大きさ,及び運動中の姿勢の狂いの大きさ。
(1) 幾何学的直線からの狂いの大きさは,運動部品
上の1点(一般には,機能点又は代表点)の軌
跡の,運動方向を含む直交二平面内の真直度で
straightness of straight line
motion
7
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
表す。
運動方向の狂いは位置決め精度である。
(2) 運動中の姿勢の狂いは,3軸周りの角度偏差で表
し,ピッチ,ロール,ヨーである。
313
(運動部品の)機能点
運動部品が工具を運ぶ場合の工具の位置。
functional point (of moving
part)
314
(運動部品の)代表点
運動部品が工作物を運ぶ場合のテーブルの中央点。
representative point (of
moving part)
315
(運動の)軌跡
運動部品上の1点(一般には,機能点又は代表点)
が運動中に空間に占める位置を連らねた線。
trajectory
316
ピッチ
一般には,面に沿って運動する物体の揺動のうち,
運動面に平行で,かつ,進行方向に直角な直線の周
りの揺動。縦揺れともいう。
pitch
317
ロール
一般には,面に沿って運動する物体の揺動のうち,
運動面に平行で,かつ,運動方向に平行な直線の周
りの揺動。横揺れともいう。
roll
318
ヨー
一般には,面に沿って運動する物体の揺動のうち,
運動面に垂直な直線の周りの揺動。かた揺れともい
う。
yaw
319
代表平面
面の平面度が最小となる平面で,面の位置及び向き
を代表する。便宜的には,次の(1)又は(2)のように定
義する。
(1) 検査すべき面内で適当に選んだ3点(面の縁に
非常に近い部分は,部分的にわずかな欠陥をも
つので除く。)によって構成する平面。
(2) プロットした点群から最小二乗法によって計算
した平面。
この平面の方向を,面の方向 (general direction of the
plane) という。
representative plane
320
平面度
平面でなければならない機械部分の表面の幾何学的
平面からの狂いの大きさ。
指定された測定面内で,その面上のすべての点が,
面の代表平面に平行な二つの平面内にあり,かつ,
この平面の間の距離が最小となるときの二つの面の
間の距離で表す。
この距離が許容値内にあるとき,この面は平面であ
ると見なす。
flatness
321
平行度
互いに平行でなければならない機械部分の平行から
の狂いの大きさ。
(1) 一つの線と一つの面の間では,この面とそれに
垂直で,多くの点でこの線を含む平面との交線
の代表直線から,この線までの距離の最大差で
表す。この値が指定された範囲内で許容値を超
えなければ,この線は,この面に平行であると
見なす。
(2) 二つの線の間では,この一方の線が他の線の代
表直線を通る二つの平面に平行であるとき,こ
の二つの線は平行であると見なす。
この場合の許容値は,この二つの平面で異な
ることがある。
parallelism
8
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
(3) 二つの面の間では,この一方の面の代表平面か
ら他の面までの距離を少なくとも二方向で測定
したときの最大差が,指定された長さに対して
許容値を超えないとき,この二つの面は平行で
あると見なす。
322
運動の平行度
運動部品の運動と互いに平行でなければならない機
械部分の面,線又は他の運動部品の運動との平行か
らの狂いの大きさ。
運動部品上の1点(一般には,運動部品上の機能点
又は代表点)の軌跡との平行度で表す。
parallelism of motion
323
振れの平均位置
テストインジケータの測定子を指定された平面内で
回転軸を表す円筒面(回転軸にはめたテストバーな
ど)に当て,回転軸を低速で回転させたとき,テス
トインジケータの読みが最大値と最小値との中央の
値を示す回転の位置。
mean position of run-out
324
等距離度
基準面又は基準線から等距離に配置されているべき
機械部分の等距離からの狂いの大きさ。
二つ以上の軸は,これらの軸を通る平面が基準平面
に平行であるとき,等距離であると見なす。軸は,
異なった軸でも,旋回後又は運動後異なった位置を
占める同じ軸でもよい。
equidistance
325
直角度
互いに直角でなければならない機械部分の直角から
の狂いの大きさ。
二つの面の間,二つの線の間,又は一つの線と一つ
の面との間では,直角定規の一辺を一方の線の代表
直線又は一方の面の代表平面に合致させたとき,他
方の線又は面と直角定規の他の辺との平行度が所定
の値を超えないとき,これらの線又は面は互いに直
角であると見なす。
基準とする直角定規は,測定用直角定規,角形水準
器,又は運動学的平面(例えば,回転する軸に取り
付けた腕に測定子が軸線に平行になるように設置し
たテストインジケータの測定子の先端が軸の回転に
よって描く円形軌跡の定める平面。)若しくは直線を
組み立てたものでもよい。
テストインジケータを振り回して測定する場合は,
振り回し直径に対する読みの最大差で表す。
squareness ;
perpendicularity
326
運動の直角度
運動部品の運動と,互いに直角でなければならない
機械部分の面,線又は他の運動部品の運動との直角
からの狂いの大きさ。
運動部品上の1点(一般には,機能点又は代表点)
の軌跡との直角度で表す。
なお,テストインジケータを振り回して測定する場
合は,直角度は振り回し直径に対するテストインジ
ケータの読みの最大差で表す。
perpendicularity of motion
327
同軸度,
一致度
共通の軸線をもつように配置された二つの機械部分
の軸線が一致していない程度。
二つの線又は二つの軸では,指定された長さの中の
幾つかの点で測定したそれらの距離で表す。
その距離が許容値を超えないとき,同軸である,一
coaxiality ;
coincidence ;
alignment
9
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
致している,又は心が合っている(アライメントが
保たれている)と見なす。
二つの軸の場合は,一方の軸に取り付けたテストイ
ンジケータを振り回して測定した場合の読みの最大
差の21がこれに該当する。測定する距離は,実際の
線上にあっても,その延長上にあってもよい。
328
同心度
指定された位置における同軸度。
二つの線又は二つの軸は,指定された位置における
その距離が許容値を超えないとき,同心であると見
なす。
concentricity
329
片寄り(程)度
同心度又は交差度の特定方向(例えば,水平方向,
垂直方向など)の成分。
テストインジケータを振り回して測定した場合は,
それぞれの方向に対する読みの最大差の21がこれに
相当する。
concentricity or intersection
in a specified direction
330
(一断面内の)直径差
軸上の指定された点で,軸に直角な平面内での輪郭
形状の円形形状に対する偏差。
(1) 軸については,外接円の直径と測定可能な最小
の直径との差で表す。
(2) 穴については,内接円の直径と測定可能な最大
の直径との差で表す。
out-of round
331
(回転軸の半径方向
の)振れ
回転している軸の外面又は内面の半径方向の周期的
な出入りの大きさ。
測定部における軸の幾何学的軸線と回転中心線との
距離の2倍と,測定部の直径差及び軸受の誤差によ
る回転の不整が重畳している。
例 主軸外面の振れ,主軸穴の振れなど。
run-out
332
(周期的)軸方向の動
き
軸方向の最小の遊びを除いて回転させたときの,回
転部品の回転中心線上の点の軸方向の往復運動の範
囲。
必要がある場合には,バックラッシの影響を除くた
めに,回転部品の軸方向に所定の大きさの荷重を加
える。
例 親ねじの軸方向の動きなど。
periodic axial slip
333
端面の振れ
一つの軸を中心として回転する端面が,回転中にこ
の軸に直角な一平面から外れる大きさであって次に
よる。
なお,面振れともいう。
(1) 回転中に面上の各点の軌跡が軸に直角な2平面
の間を動くとき,その2平面間の距離で表す。
(2) 軸からrだけ離れた点における端面の振れは,
直径が2rで,その対称軸として面の理論的回転
軸をもつ回転円筒によって描かれる面上の部分
が,この軸に直角な2平面の間を動くとき,こ
の2平面の間の距離で表す。
測定値には,端面の平面度,回転軸に対する端面の
直角度及び軸の周期的軸方向の動きが合成されたも
のが現れる。
camming
334
分割精度
機械部品上に所定の間隔をもつように配置されてい
なければならない分割点と正しい分割点との一致の
accuracy of division
10
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
程度。
335
(軸の)交差度
1点で交わらなければならない2軸の中心線間の最
小距離。この値が規定された許容値内にあるとき,
この平行でない二つの軸は交差していると見なす。
intersection (of axes)
336
目標位置,標点
運動部品を位置決めするために指令する位置。
target position
337
実停止位置
(じつていしいち)
目標位置に位置決めした運動部品が,実際に停止し
た位置。目標位置に対応して使用する用語。
actual position
338
位置決め偏差
位置決めした運動部品の実停止位置と目標位置との
差。
直線運動による位置決め偏差と回転運動による位置
決め偏差とがある。
deviation of positioning ;
positioning deviation
339
一方向位置決め
正又は負の一つの向きで複数回位置決めをするこ
と。
位置決めの向きは,正の向きと負の向きとを区別す
る。
unidirectional positioning
340
両方向位置決め
正の向きからの位置決めと負の向きからの位置決め
を含む複数回の位置決めを行うこと。
位置決めは,正・負いずれの向きから始めてもよい。
bidirectional positioning
341
平均一方向位置決め偏
差
一つの目標位置に対して,複数回一方向位置決めを
行ったときの位置決め偏差の算術平均値。
位置決めの向きは,正の向きと負の向きとを区別す
る。
mean unidirectional
positioning deviation
342
(一つの目標位置にお
ける)反転差
一つの目標位置における正の向きの平均一方向位置
決め偏差と,負の向きの平均一方向位置決め偏差と
の差。
reversal value (at a position)
343
標準偏差の推定値
一つの目標位置に対して,複数回一方向位置決めを
行ったときの,位置決め偏差の標準偏差の推定値。
標準偏差の推定値は,次式で求める(参考 JIS B
6201参照)。
∑
=
−
−
n
i
j
ji
j
x
x
n
s
1
2
1
)
(
1
=
ここに, j:位置決め目標位置の番号
Pj:j番目の目標位置
Xji:Pjにおけるi回目の実停止位置と
目標位置との偏差
j
x:Pjへのn回の位置決めの停止位置
の平均偏差
estimator of standard
deviation
344
制御軸の位置決め精度
各目標位置における正及び負の平均一方向位置決め
偏差にその標準偏差の推定値の3倍を加えた値のう
ちの最大値と,平均一方向位置決め偏差からその標
準偏差の推定値の3倍を引いた値のうちの最小値と
の差。
この定義は,一方向位置決め精度及び両方向位置決
め精度に適用する。
positioning accracy of an
axis
345
(一つの目標位置にお
ける)一方向繰返し位
置決め精度
一つの目標位置に対し複数回一方向位置決めを行っ
たときの位置決め精度。
標準偏差の推定値の6倍の値で表す。
位置決めの向きは,正の向きと負の向きとを区別す
る。
unidirectional repeatability
of positioning (at a target
position)
11
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
備考 6倍の値は,平均値ではなく,むしろ最悪
値を与える。
346
(一つの目標位置にお
ける)両方向繰返し位
置決め精度
一つの目標位置に対して複数回両方向位置決めを行
ったときの位置決め偏差の最大値。
次に示す値のうちの最大値で表す。
(1) 正の向きの標準偏差の推定値の3倍と,負の向
きの標準偏差の推定値の3倍と反転差の絶対値
とを加えた値。
(2) 正の向きの標準偏差の推定値の6倍の値。
(3) 負の向きの標準偏差の推定値の6倍の値。
bidirectional repeatability of
positioning (at a target
position)
347
制御軸の一方向繰返し
位置決め精度
一つの制御軸(直線運動又は回転運動)について,
所定の手順及び条件のもとで行った各目標位置に対
する一方向繰返し位置決め精度のうちの最大値。
位置決めの向きは,正の向きと負の向きとを区別す
る。
unidirectional repeatability
of positioning of an axis
348
制御軸の両方向繰返し
位置決め精度
一つの制御軸(直線運動又は回転運動)について,
所定の手順及び条件のもとで行った各目標位置に対
する両方向繰返し位置決め精度のうちの最大値。
bidirectional repeatability of
positioning of an axis
349
(位置決め精度の)詳
細検査
移動範囲2 000mmまでの制御軸について行う位置決
め精度検査。
位置決めは,1 000mmについて最低5目標位置,1
000mm以下の移動範囲に対しても最低5目標位置に
ついて,直線サイクル又は折返しサイクルによって
同一目標位置に5回ずつ行う。
full check
350
(位置決め精度の)全
長検査
移動範囲2 000mmを超える制御軸について行う位置
決め精度検査で,全長にわたり測定機器の測定可能
な長さごとに,又は250mmの距離ごとに目標位置
に,少なくとも1回正の向き及び負の向きに両方向
から位置決めを行って検査する。
また,常用の移動範囲(受渡当事者間の合意による。)
2 000mmについては,詳細検査を行う。
individual check
351
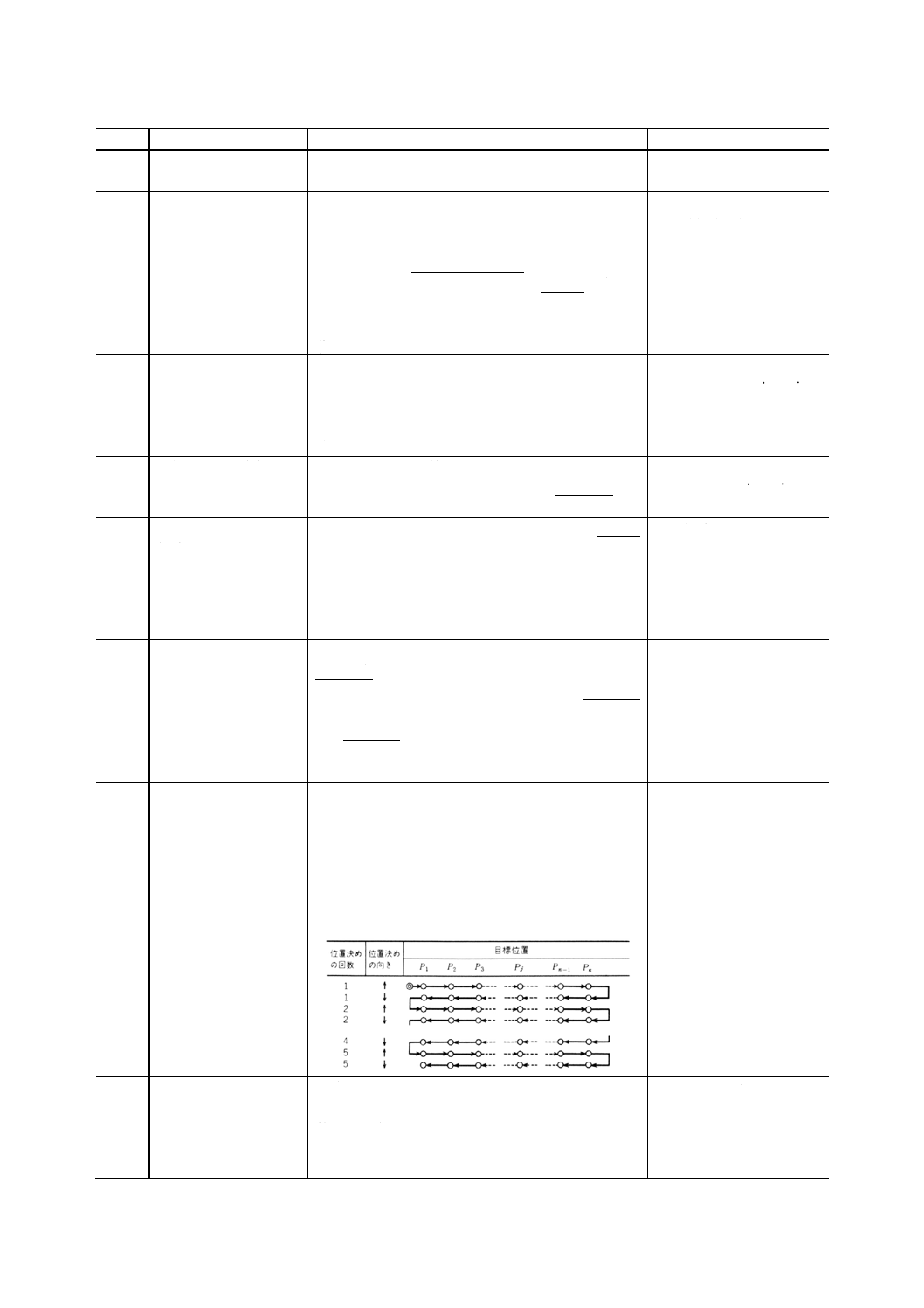
直線サイクル
直線運動又は回転運動による制御軸の位置決め精度
検査を行う際の位置決めの順序の一つで,所定の複
数の目標位置に対して図示のように,一つの向きで
次々と位置決めした後,反対の向きで前と同じ目標
位置に次々と位置決めする方法。
位置決めは,正・負いずれの向きから始めてもよい。
図1 直線サイクル
linear cycle
352
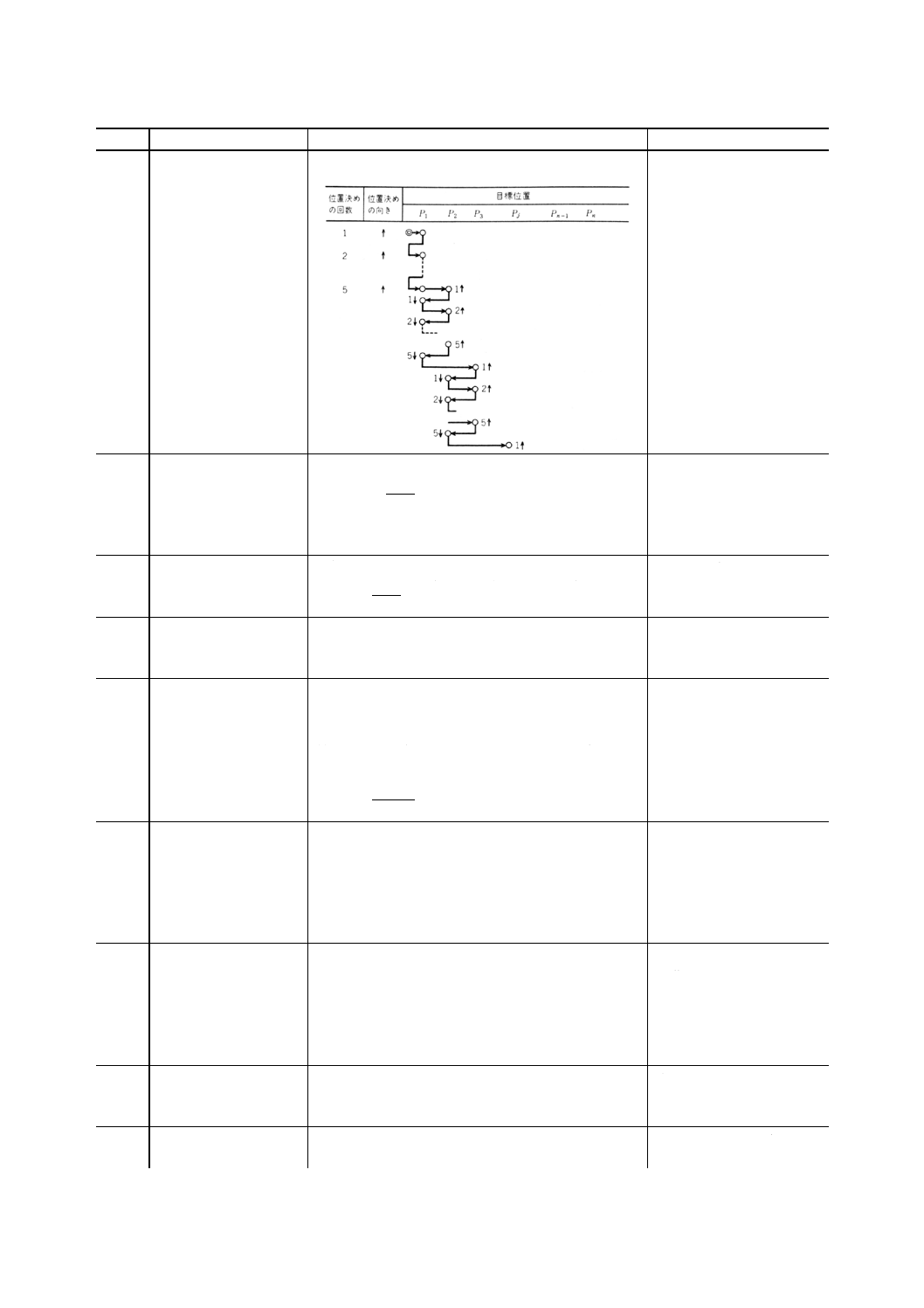
折返しサイクル
直線運動又は回転運動による制御軸の位置決め精度
検査を行う際の位置決めの順序の一つで,所定の複
数の目標位置に対して図示のように,正の向き及び
負の向きで複数回繰り返し位置決めする方法。
位置決めは,正・負いずれの向きから始めてもよい。
quasi-pilgrim step cycle
12
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
図2 折返しサイクル
353
直線補間精度
2軸を同時制御することによって直線運動させたと
きの運動の軌跡が,幾何学的直線と一致している程
度。
測定区間内における基準直線からの距離の最大差で
表す。
accuracy of linear
interpolation
354
円弧補間精度
2軸を同時制御することによって円運動させたとき
の運動の軌跡が,真円と一致している程度。測定区
間内の直径又は半径の最大差で表す。
accuracy of circular
interpolation
355
球面補間精度
2軸又は3軸を同時制御することによって円運動さ
せたときの運動の軌跡が,真球と一致している程度。
測定区間内の直径又は半径の最大差で表す。
accuracy of spherical
interpolation
356
真円度
円であるべき部分の幾何学的円からの狂いの大き
さ。平面内にある線は,その線上のすべての点が二
つの同心円の間にあり,円の半径方向の距離の差が
最小となる場合のこの二つの同心円の半径方向の距
離の差で表す。
この値が許容値を超えないとき,この円は真円であ
ると見なす。
circularity
357
円筒度
円筒であるべき部分の幾何学的円筒からの狂いの大
きさ。表面上のすべての点が,二つの同軸円筒の間
にあり,その円筒の半径方向の間隔が最小となる場
合のこの二つの円筒の半径方向の間隔で表す。
この値が許容値を超えないとき,この面は円筒であ
ると見なす。
cylindricity
358
(加工)直径の一様性
円筒形に加工された工作物の軸方向の位置による直
径の不同の程度。
工作物に沿って指定された間隔ごとに同一軸平面内
で測定した加工直径の最大差で表す。
この値が,許容された最大直径と最小直径との間に
あるとき,この円筒は直径の一様性があると見なす。
consistency of (machined)
diameter
359
段差
平面度の一つで,フライス削りで平面を何回かに分
けて加工したときに,重複して削られた部分に生じ
る面に垂直な方向の食い違い。
step
360
位置決め加工の精度
実際に加工した位置と指令した位置との一致の程
度。
working accuracy of
positioning
13
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
基準位置からの寸法(又は寸法差)の偏差で表す。
基準位置は,原点,基準側面,最初の穴,隣接する
穴などから適当に選ぶ。
面間寸法精度,中心間距離精度などがある。
361
割出し加工の精度
所定の間隔で配置されるように工作物上に加工され
た割出し点と正しい割出し点との一致の程度。
直線割出しと角度割出しとがある。
working accuracy of dividing
362
相互差
同一形状に加工した工作物の,所定の試験事項につ
いての形状又は寸法の不ぞろいの大きさ。
mutual error
363
直線補間加工の精度
2軸を同時制御することによって加工した工作物の
直線であるべき部分が,幾何学的直線と一致してい
る程度。
working accuracy of linear
interpolation
364
円弧補間加工の精度
2軸を同時制御することによって加工した工作物の
真円であるべき部分が,真円と一致している程度。
working accuracy of circular
interpolation
(4) その他
(a) 許容値の表示
番号
用語
定義
参考(対応英語)
401
1 000について0.02
許容値の表し方の一つで,直定規,ピアノ線などに
よる測定において,測定距離1 000mmの間のすべて
の位置に対して,許容値が0.02mmであること。
測定距離が1 000mmと異なる場合は,0.02mmを所
定の方法によって実際の測定距離に換算した値を測
定値とする。
0.02 for 1 000 ;
0.02 on 1 000 ;
0.02 per 1 000
402
300の位置で0.02
許容値の表し方の一つで,所定の位置から300mm離
れた測定位置における許容値が0.02mmであること。
測定位置が300mmと異なる場合には,番号401と同
様に換算する。
0.02 at 300
403
0.02/300
角度公差の許容値の表し方の一つで,基準直線(又
は平面)と,検査すべき線(又は面)との測定距離
300mmの両端における距離の差の許容値が0.02mm
であること。
測定距離が300mmと異なる場合は番号401と同様に
換算する。
0.02/300
404
0.04/m
精密水準器による測定に対する許容値が0.04mmで
あること。
1mについて0.04mmの傾斜を表す。
0.04/1 000
備考 番号401〜404における0.02,0.04,300,1 000などの数字は,一例を示すものである。
(b) 通常用いる語句
番号
用語
定義
参考(対応英語)
451
機能の確実さ
目的とする機能が間違いなく発揮されている状態。
例えば,主軸速度の変換の操作において,主軸速度
がおおむね所定の速度に間違いなく変換されている
ときは,主軸速度変換の機能は確実であるという。
この場合,速度が正確であるか否かは別問題である。
reliability of function
452
作動の円滑さ
作動がとどこおりなく滑らかである状態。
smoothness of operation
453
作動の均一さ
作動の円滑さが場所及び時間によって変化しない状
能。
uniformity of operation
454
指示の確実さ
目盛を指示している指針が揺れ動いたり,表示が理
由なく点滅したりしないこと。指示が正確であるか
reliability of indication
14
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考(対応英語)
否かとは無関係である。
455
指令位置の設定
指令を発する位置を指定する操作を行うこと。
setting of commanding
position
456
動きの両端
(うごきのりょうた
ん)
テーブル,サドルなどの運動部品の,移動又は旋回
できる所定の範囲の両端。
both ends of travelling range
457
中高
(なかだか)
平面であるべき面が凸面になっている状態。
convex
458
中低
(なかびく)
平面であるべき面が凹面になっている状態。
concave
459
穴の口元
主軸穴などの主軸端に近い部分。
mouth of hole
460
テストバーの口元
主軸穴にはめたテストバーの,はめあい部に近い部
分。
root of test bar
461
テストバーの先端
主軸穴にはめたテストバーの自由端。
free end of test bar
462
先下がり
主軸穴にはめたテストバーの先端が口元より低い状
態。
downward
463
振回し直径
回転軸に半径方向に突き出した腕にテストインジケ
ータを取り付け,測定子を被測定物に当ててテスト
インジケータを軸とともに旋回又は回転させて測定
するときの,テストインジケータの測定子の運動軌
跡の直径。
swing diameter
464
読みの最大差
テストインジケータなど測定機器の指示値の最大値
と最小値との差。
total indicator reading
(TIR) ;
full indicator movement
(FIM)
15
B 0182-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工作機械−試験及び検査用語新規原案作成委員会 構成表
氏名
所属
(委員長)
竹 中 規 雄
東京大学名誉教授
堤 正 臣
東京農工大学
西 田 修 三
高 橋 豊
菅 野 健
工業技術院機械技術研究所
中 村 晋 哉
日本精工株式会社
緒 方 誠 夫
NTN株式会社
唐 津 重 明
住友重機械工業株式会社
永 田 美 弘
トヨタ自動車株式会社
内 海 敬 三
株式会社牧野フライス製作所
諸 橋 恒 夫
三井精機工業株式会社
青 松 昌 男
株式会社ミヤノ
大 野 貞 治
新日本工機株式会社
瀬 尾 貴 志
株式会社昌運工作所
松 浦 明 広
豊田工機株式会社
河 野 博 文
通商産業省機械情報産業局
桐 山 和 臣
工業技術院標準部
(事務局)
田 仁 哲
社団法人日本工作機械工業会