B 0174:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 分類······························································································································· 1
4 歯切工具の呼び方 ············································································································· 1
5 用語及び定義 ··················································································································· 2
5.1 歯切工具の名称 ············································································································· 2
5.2 歯切工具の種類 ············································································································· 3
5.3 歯切工具の要素 ············································································································ 18
5.4 歯切工具の角 ··············································································································· 40
5.5 歯切工具の精度 ············································································································ 44
5.6 歯切工具の刃部の損傷 ··································································································· 49
5.7 歯切工具の一般 ············································································································ 51
附属書A(参考)参考文献 ···································································································· 55
B 0174:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工具工業会
(JSCTA) 及び財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきとの申
出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これにより,
JIS B 0174:1991は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 0174:2007
歯切工具用語
Gear cutters−Vocabulary
1
適用範囲
この規格は,主に金属切削用として一般に用いる歯切工具1)の呼び方並びに歯切工具に関する用語及び
定義について規定する。
注1) 歯車及びこれに類似の形状のもの(例えば,スプライン軸,スプロケット)の歯溝を切削する
工具。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS B 0102 歯車用語−幾何学的定義
3
分類
用語の分類は,次による。
a) 歯切工具の名称
b) 歯切工具の種類
1) 刃部材料及び表面処理による分類
2) 構造による分類
3) 取付方法による分類
4) 機能又は用途による分類
c) 歯切工具の要素
d) 歯切工具の角
e) 歯切工具の精度
1) ホブ
2) ピニオンカッタ
3) 丸形シェービングカッタ
4) その他一般
f)
歯切工具の刃部の損傷
g) 歯切工具の一般
4
歯切工具の呼び方
歯切工具は,箇条3のb)の番号順に,該当する用語を組み合わせて呼ぶ。
2
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,刃部材料に高速度工具鋼を用いたもの,構造がむくのもの及び取付方法がアーバ形のものは,こ
れを省略して呼ぶ(次の例の括弧内の語)。
例
呼び方
刃部材料及び表面処理
構造
取付方法
機能又は用途
ディスク形はすば歯車用ピ
ニオンカッタ
(高速度工具鋼)
(むく)
(アーバ形) ディスク形はすば歯車用
ピニオンカッタ
コーティング組立セミトッ
ピング歯車用多条ホブ
コーティング(高速度工具鋼) 組立
(アーバ形) セミトッピング歯車用多
条ホブ
コーティング超硬ホブ
コーティング超硬(合金)
(むく)
(アーバ形) ホブ
丸形シェービングカッタ
(高速度工具鋼)
(むく)
(アーバ形) 丸形シェービングカッタ
5
用語及び定義
歯切工具の用語及び定義は,JIS B 0102によるほか,次の5.1から5.7による。
共通的事項は,次による。
− 用語の一部に丸括弧を付けてあるもので,紛らわしくない場合は括弧の中の語を省略してもよい。
− 用語の定義の中の太字で示したものは,この規格に規定しているものを示す。
− 用語欄で用語の下の括弧付きの仮名書きは,読み方を示す。
− 用語欄で併記したものは,先に記載した呼び方を優先する。
− 図は一例を示すものであって,形状及び大きさを示すものではない。
− 図中の括弧内の数字は,この規格の用語の番号を示す。
なお,参考のために量記号,単位記号及び対応英語を示す。
5.1 歯切工具の名称
番号
用語
定義
対応英語(参考)
1001
ピニオンカッタ
歯車形の歯面に切れ刃をもつ歯切工具。
注記 歯車形削り盤に用い,工具と工作物とが一定の関係を保
つ回転運動と往復運動とによって歯切りをする。
gear shaper cutter,
pinion type cutter
1002
ホブ
ウォームのねじすじを横断する多数の溝を設け,ねじすじに沿
って隣り合った溝の間に逃げ面を設けた切れ刃をもつ歯切工
具。
注記 ホブ盤に用い,工具と工作物とが一定の関係を保つ回転
運動と送り運動とによって歯切りをする。
gear hob
1003
ラックカッタ
ラック形の切れ刃をもつ歯切工具。
注記 歯車平削り盤又は歯車形削り盤に用い,工具及び工作物
とが一定の関係を保つ回転運動と往復運動とによって歯
切りをする。
rack type cutter,
gear planer cutter
1004
シェービングカッ
タ
インボリュート円筒歯車又はラックの歯面に多数の切れ刃溝を
もつ工具。
注記 歯車シェービング盤に用い,工具と工作物とに交差角を
与えてかみ合わせ,いずれか一方を強制駆動をしながら
工作物の歯面を仕上げる。
shaving cutter
1005
かさ歯車用カッタ
かさ歯車歯切盤に取り付けて,かさ歯車を歯切りする工具。
注記 専用のかさ歯車歯切盤に用いるもののほか,フライス盤
に使用するものもある。
bevel gear cutter
1006
歯切り用フライス
歯切りに用いるフライス。
milling cutter for
gear cutting
3
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1007
歯切り用ブローチ
歯切りに用いるブローチ。
broach for gear
cutting
1008
歯切り用バイト
歯切りに用いるバイト。
single point tools for
gear cutting
1009
歯車転造用丸ダイ
ス
歯車の歯面の仕上げ及びむくからスプラインの盛り上げに用い
る歯車形の転造工具。
gear rolling dies
1010
歯車転造用平ダイ
ス
歯車の歯面の仕上げ及びむくからスプラインの盛り上げに用い
るラック形状の転造工具。
spline rack,
forming rack
5.2 歯切工具の種類
5.2.1 刃部材料及び表面処理による分類
番号
用語
定義
対応英語(参考)
2101
高速度(工具)鋼
歯切工具
刃部の材料に高速度工具鋼を使用した歯切工具。
high speed (tool)
steel gear cutter
2102
超硬質工具材料歯
切工具
刃部の材料に超硬質合金(超硬合金,サーメット,コーティン
グ合金など)又は非合金の超硬質材料[セラミック,窒化ほう
素(BN)焼結体,ダイヤモンド焼結体など]を使用した歯切工
具。
注記 超硬歯切工具,サーメット歯切工具,コーティング超硬
歯切工具,セラミック歯切工具(ceramic gear cutter),cBN
歯切工具(cubic boron nitride gear cutter),ダイヤモンド歯切
工具(diamond gear cutter)などの種類がある。
hard tool material
gear cutter
2103
超硬(合金)歯切
工具
刃部の材料に超硬合金(炭化タングステンを主体とした焼結物)
を使用した歯切工具。
carbide gear cutter,
cemented carbide
gear cutter,
hard metal gear
cutter
2104
サーメット歯切工
具
刃部の材料にサーメット(チタン化合物を主体とした焼結物)
を使用した歯切工具。
cermet gear cutter
2105
コーティング歯切
工具
刃部の材料に炭化物,窒化物,酸化物などを,表面に1層又は
多層に化学的に結合又は物理的に密着させた工具材料を使用し
た歯切工具。
注記 被覆された工具材料の区分によって,コーティング高速
度工具鋼歯切工具(coated high speed tool steel gear cutter),
コーティング超硬歯切工具(coated carbide gear cutter)など
の種類がある。
coated gear cutter
2106
電着歯切工具
刃部の材料にダイヤモンド及びcBNと粒(砥粒)を表面に1層
又は多層に電着させた歯切工具。
注記 ダイヤモンド電着歯切工具,cBN電着歯切工具などの種
類がある。
electro-plated tool
for gear grinding
4
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.2 構造による分類
番号
用語
定義
対応英語(参考)
2201
むく歯切工具,
ソリッド歯切工具
全体が同一材料から作られ,一体となっている歯切工具。
solid gear cutter
2202
ろう付け歯切工具
刃部の材料をボデーにろう付けした歯切工具。
blazed gear cutter
2203
植刃歯切工具
ボデーに高速度工具鋼,超硬合金などのブレード又はセグメン
トを機械的に取り付けた歯切工具。
inserted gear cutter,
segmented gear
cutter
2204
組立ホブ
ボデーに多山のブレード又はセグメントを挿入して組み立てた
ホブ。
inserted blade hob,
segmented hob,
segment hob
5
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2205
クランプ歯切工具
ボデーにチップ又はブレードを機械的に取り付けた歯切工具。
clamped gear cutter
2206
スローアウェイ歯
切工具
ボデーにスローアウェイチップを機械的に締め付けたクランプ
歯切工具。
throw-away gear
cutter
2207
組合せ歯切工具
ボデーを組み合わせた歯切工具。
combination gear
cutter
6
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.3 取付方法による分類
番号
用語
定義
対応英語(参考)
2301
ディスク形ピニオ
ンカッタ
円板状で中央に取付穴をもち,座ぐり深さが刃幅以下のピニオ
ンカッタ(JIS B 4356参照)。
gear shaper cutter−
disk type,
pinion type cutter−
disk type
2302
ベル形ピニオンカ
ッタ
座ぐり深さが刃幅を超え,基準面がボス状になったピニオンカ
ッタ(JIS B 4356参照)。
gear shaper cutter−
counter bore type,
pinion type cutter−
counter bore type
2303
シャンク形ピニオ
ンカッタ
テーパシャンク又はストレートシャンクの取付部をもったピニ
オンカッタ(JIS B 4356参照)。
gear shaper cutter−
shank type,
pinion type cutter−
shank type
2304
ハブ形ピニオンカ
ッタ
取付部分が穴及び穴と同軸のめねじのピニオンカッタ。
gear shaper cutter−
hub type,
pinion type cutter−
hub type
2305
穴付きホブ
アーバに取り付ける穴をもったホブ。
注記 ストレート穴ホブとテーパ穴ホブとがある。ストレート
穴ホブは,単にホブという。
arbor type gear hob,
shell type gear hob
7
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2306
シャンク形ホブ
テーパシャンク又はストレートシャンクの取付部をもったホ
ブ。
shank type gear hob
2307
1形ラックカッタ
すくい面が取付面に対してすくい角だけ傾いているラックカッ
タ。
rack type cutter−
type 1
2308
2形ラックカッタ
すくい面が取付面と平行なラックカッタ。
rack type cutter−
type 2
2309
3形ラックカッタ
やまば歯車用のはすばラック形のラックカッタ。
通常,右ねじれ及び左ねじれのカッタをもって一対とする。
rack type cutter−
type 3
2310
1枚歯ラックカッ
タ
歯数が1枚のラックカッタ。
single toothed rack
type cutter
2311
丸形シェービング
カッタ
カッタのピッチ面が円筒のシェービングカッタ(JIS B 4357参
照)
rotary gear shaving
cutter
8
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2312
ハブ形シェービン
グカッタ
ハブをもつ丸形シェービングカッタ。
注記 主に内歯車のシェービング加工に使用する。
rotary gear shaving
cutter with hub
2313
ラック形シェービ
ングカッタ
カッタのピッチ面が平面のシェービングカッタ。
rack type gear
shaving cutter
5.2.4
機能又は用途による分類
番号
用語
定義
対応英語(参考)
2401
はすば歯車用ピニ
オンカッタ
はすば歯車を歯切りするピニオンカッタ。
pinion type cutter
for helical gear
2402
(外歯車用)ピニ
オンカッタ
外歯車を歯切りするピニオンカッタ。
pinion type cutter
(for external gear)
2403
内歯車用ピニオン
カッタ
内歯車を歯切りするピニオンカッタ。
pinion type cutter
for internal gear
2404
プリグラインディ
ングピニオンカ
ッタ
歯車研削の前加工用のピニオンカッタ。
pre-grinding pinion
type cutter
2405
プリシェービング
ピニオンカッタ
シェービング加工を施す歯車の前加工用のピニオンカッタ。
pre-shaving pinion
type cutter
2406
プロチュバランス
付きピニオンカ
ッタ
プロチュバランス歯形をもったピニオンカッタ。
protuberance pinion
type cutter
2407
セミトッピング付
きピニオンカッ
タ
セミトッピング歯形をもったピニオンカッタ。
semi-topping pinion
type cutter
2408
トッピングピニオ
ンカッタ
トッピング歯形をもったピニオンカッタ。
topping pinion type
cutter
9
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2409
スプラインピニオ
ンカッタ
スプラインを歯切りするピニオンカッタ。
注記 スプラインの歯形によって,インボリュートスプライン
ピニオンカッタ,角形スプラインピニオンカッタ,台形
スプラインピニオンカッタ,ヘリカルスプラインピニオ
ンカッタなどの種類がある。
pinion type cutter
for spline
2410
スプロケットピニ
オンカッタ
スプロケットを歯切りするピニオンカッタ。
注記 スプロケットの種類によって,ローラチェーンスプロケ
ットピニオンカッタ,サイレントチェーンスプロケット
ピニオンカッタ,ブロックチェーンスプロケットピニオ
ンカッタ,フィルムスプロケットピニオンカッタ,タイ
ミングベルトプーリスプロケットピニオンカッタなどの
種類がある。
pinion type cutter
for sprocket
2411
セレーションピニ
オンカッタ
セレーションを歯切りするピニオンカッタ。
注記 直線(又は山形)セレーションピニオンカッタなどの種
類がある。
pinion type cutter
for serration
2412
荒加工用ピニオン
カッタ
荒加工用歯形をもったピニオンカッタ。
pinion type cutter
for roughing
2413
仕上げ用ピニオン
カッタ
仕上げ用歯形をもったピニオンカッタ。
pinion type cutter
for finishing
2414
特殊歯形ピニオン
カッタ
特殊な歯形を歯切りするピニオンカッタ。
注記 カム,四角穴などの種類がある。
pinion type cutter
for particular
profile
10
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2415
特殊形状ピニオン
カッタ
形状が特殊なピニオンカッタ。
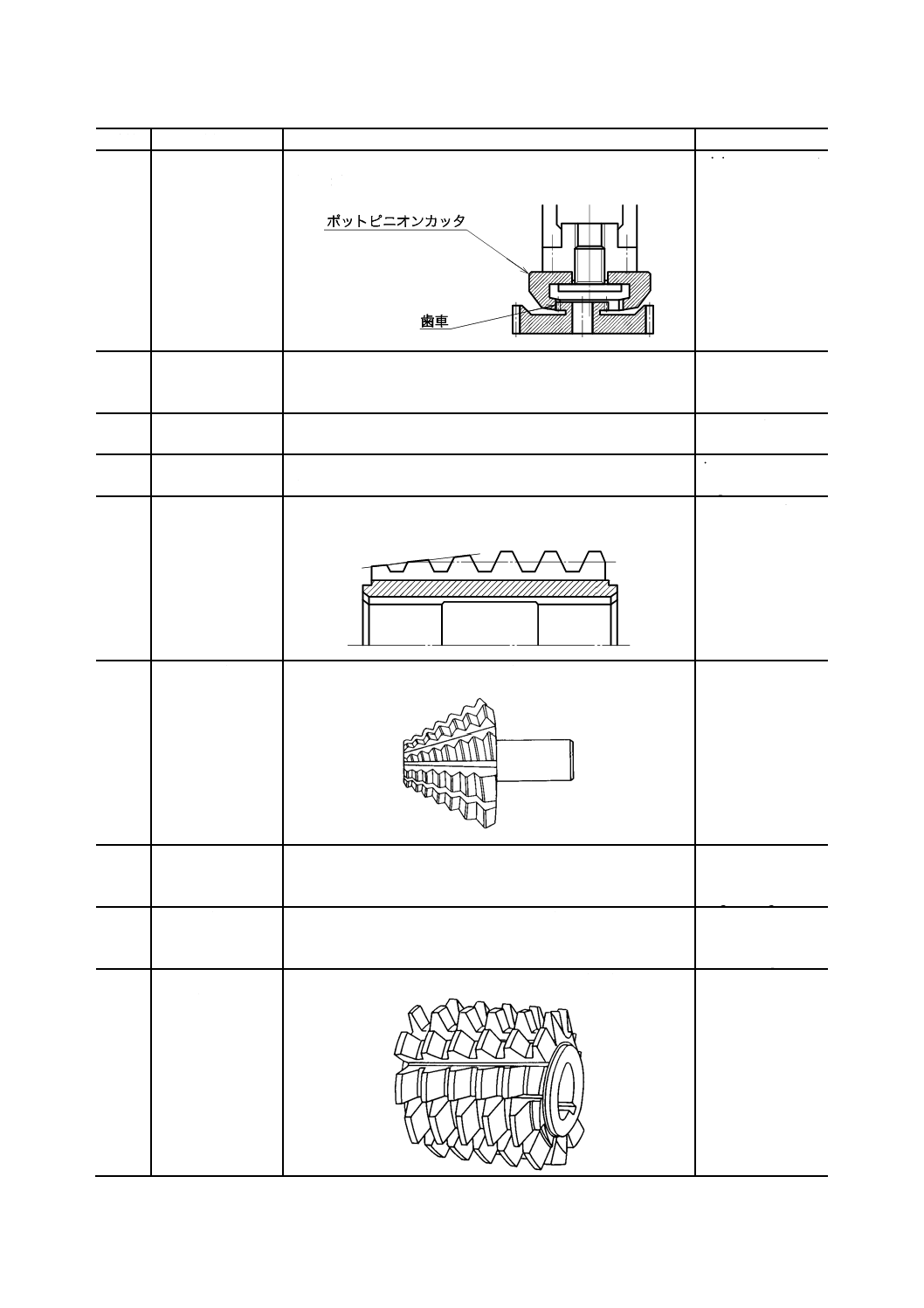
注記 ポットピニオンカッタ
pinion type cutter of
particular form
2451
直線溝ホブ
直線溝をもったホブ。
axial gash gear hob,
straight gash gear
hob
2452
ねじれ溝ホブ
ねじれ溝をもったホブ。
注記 通常,溝は,歯すじに直角になっている。
helical gash gear
hob
2453
逆ねじれ溝ホブ
逆ねじれ溝をもったホブ。
注記 逆リードホブともいう。
inverse helical gash
gear hob
2454
テーパ付きホブ
ピッチ面が円筒であって,外周の一部がテーパになっているホ
ブ。
gear hob with taper
2455
円すいホブ
ピッチ面が円すいになっているホブ。
conical gear hob
2456
1条ホブ
切れ刃が1条の歯溝に沿っているホブ。
single thread gear
hob,
single start gear hob
2457
多条ホブ
切れ刃が2条以上の歯溝に沿っているホブ。
multi threads gear
hob,
multi starts gear hob
2458
歯車用(はん用)
ホブ
円筒歯車を歯切りするはん用ホブ(JIS B 4354参照)。
gear hob
11
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2459
小形歯車用ホブ
時計,計器類などの小形歯車を歯切りするホブ(JIS B 4354参
照)
fine pitch gear hob
2460
減速歯車用ホブ
タービン歯車などの大形歯車を歯切りするホブ。通常,食付き
部をもっている。
turbine gear hob,
reduction gear hob
2461
スプラインホブ
スプライン軸を歯切りするホブ。
注記 軸の歯形及び形状によって,インボリュートスプライン
ホブ,角形スプラインホブ,台形スプラインホブ,テー
パルートスプラインホブなどがある。
spline hob
2462
セレーションホブ
セレーション軸を歯切りするホブ。
注記 軸の歯形及び形状によって,直線(又は山形)セレーシ
ョンホブ,テーパセレーションホブなどの種類がある。
serration hob
2463
スプロケットホブ
スプロケットを歯切りするホブ。
注記 スプロケットの種類によって,ローラチェーンスプロケ
ットホブ,サイレントチェーンスプロケットホブ,ブロ
ックチェーンスプロケットホブ,フィルムスプロケット
ホブなどの種類がある。
sprocket hob
2464
タイミングベルト
プーリホブ
タイミングベルトプーリを歯切りするホブ。
timing belt pulley
hob
12
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2465
ウォームホブ
ウォームホイールを歯切りするホブ。
注記 通常,ホブのピッチ円筒,条数及び歯面はウォームのそ
れらと等しくなる。ウォームホイールにクラウニングを
付けるためのクラウニングウォームホブ,タンジェンシ
ャル送りで歯切りするために食付き部を設けたホブなど
の種類がある。
worm hob
2466
鼓形ウォームホブ
(つづみがた―)
ウォームホイールを歯切りするホブで,外周が中央から両端に
向かって大きくなっているホブ。
hourglass worm hob
2467
複リードウォーム
ホブ
ウォームギヤの歯厚を微量調整歯切りするために左右リードを
変えたホブ。
dual lead worm hob
2468
セレーテッドホ
ブ,
ウォームシェービ
ングホブ
ウォームホイールの歯形をシェービング仕上げするホブ。
注記 ウォーム状のねじ面に多数の溝を設けたもの。
serrated shaving
hob,
wormer shaving hob
2469
荒加工用ホブ
荒加工用歯形をもったホブ(JIS B 4350参照)。
roughing gear hob
2470
仕上げ用ホブ
仕上げ用歯形をもったホブ(JIS B 4350参照)。
finishing gear hob
2471
一巻(荒削り)ホ
ブ
ほぼ1ピッチ分の歯幅をもった荒加工用ホブ。主に大モジュー
ル歯車の歯切りに使用する。
one wind roughing
gear hob
2472
研削ホブ
刃部の逃げ面を研削仕上げしたホブ。
注記 グランドホブともいう。
ground hob
2473
非研削ホブ
刃部の逃げ面を研削していないホブ。
注記 アングランドホブともいう。
unground hob
2474
プリグラインディ
ングホブ
歯車研削の前加工用のホブ(JIS B 4350参照)。
pre-grinding gear
hob
2475
プリシェービング
ホブ
シェービング加工を施す歯車の前加工用のホブ(JIS B 4350参
照)。
pre-shaving gear
hob
2476
プロチュバランス
付きホブ
プロチュバランス歯形をもったホブ(JIS B 4350参照)。
protuberance gear
hob
13
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2477
セミトッピング付
きホブ
セミトッピング歯形をもったホブ(JIS B 4350参照)。
semi-topping gear
hob
2478
トッピングホブ
トッピング歯形をもったホブ(JIS B 4350参照)。
topping gear hob
2479
修整歯形ホブ
修整歯形をもったホブ(JIS B 4350参照)。
modified tooth
profile gear hob
2480
特殊歯形ホブ
特殊な歯形を歯切りするホブ。
注記 半月キー溝用ホブ,非円形歯車用ホブ,フェイスギヤ用
ホブ,ロータ用ホブなどの種類がある。
gear hob for
particular profile
2481
サイクロイドホブ
サイクロイド歯形をもったホブ。
cycloid gear hob
2482
シングルポジショ
ンホブ
特定の取付位置で歯切りするホブ。
single position hob
2483
チャンファリング
ホブ
歯形の端面の面取りをするホブ。
chamfering hob
2484
ラチェットホブ
ラチェット歯形をもつ歯車を歯切りするホブ。
注記 一般の歯車の歯溝底の丸み又はフィレット径を確保する
ためには,シングルポジションホブにする。
ratchet hob
2485
サインカーブホブ
サインカーブ歯形をもった歯車を歯切りするホブ。
sine curve hob
2486
内歯車用ホブ
内歯車を歯切りするホブ。
gear hob for internal
gear
2501
すぐばラックカッ
タ
平歯車及びはすば歯車用のすぐばのラックカッタ。
注記 通常,インボリュート平歯車及びはすば歯車用のラック
カッタを単にラックカッタという。
rack type cutter for
spur and helical
gear
14
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2502
はすばラックカッ
タ
はすば歯車の歯切りに使用するはすばラック形のラックカッ
タ。
helical rack type
cutter
2503
荒加工用ラックカ
ッタ
荒加工用歯形をもったラックカッタ(JIS B 4350参照)。
roughing rack type
cutter
2504
仕上げ用ラックカ
ッタ
仕上げ用歯形をもったラックカッタ(JIS B 4350参照)。
finishing rack type
cutter
2505
プリグラインディ
ングラックカッ
タ
歯車研削の前加工用のラックカッタ(JIS B 4350参照)。
pre-grinding rack
type cutter
2506
プリシェービング
ラックカッタ
シェービング加工を施す歯車の前加工用のラックカッタ(JIS B
4350参照。)
pre-shaving rack
type cutter
2507
セミトッピング付
きラックカッタ
セミトッピング歯形をもったラックカッタ(JIS B 4350参照)。 semi-topping rack
type cutter
2508
スプラインラック
カッタ
スプラインを歯切りするラックカッタ。
注記 スプラインの歯形によって,インボリュートスプライン
ラックカッタ,角形スプラインラックカッタ,台形スプ
ラインラックカッタなどの種類がある。
spline rack type
cutter
2509
スプロケットラッ
クカッタ
スプロケットを歯切りするラックカッタ。
注記 スプロケットの種類によって,ローラチェーンスプロケ
ットラックカッタ,サイレントチェーンスプロケットラ
ックカッタ,ブロックチェーンスプロケットラックカッ
タなどの種類がある。
sprocket rack type
cutter
2510
特殊歯形ラックカ
ッタ
特殊な歯形を歯切りするラックカッタ。
rack type cutter for
particular profile
2511
特殊形状ラックカ
ッタ
形状が特殊なラックカッタ。
rack type cutter of
particular form
2551
シェービングカッ
タ
歯車の歯面をシェービング仕上げする歯切工具(JIS B 4357参
照)。
shaving cutter
15
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2552
特殊セレーション
シェービングカ
ッタ
特殊なセレーション形状をもつシェービングカッタ。主として
小ピッチ歯車のシェービング仕上げに用いる。
shaving cutter for
particular
serration
2553
リード修整用シェ
ービングカッタ
歯車のリードを修整するため,片歯面にだけセレーションを設
けたシェービングカッタ。
shaving cutter for
lead modification
2601
すぐばかさ歯車用
カッタ
すぐばかさ歯車を歯切りするカッタ。
straight bevel gear
cutter
2602
すぐばかさ歯車用
G形刃物
すぐばかさ歯車歯切盤に取り付けて使用する板状のすぐばかさ
歯車用カッタ。上刃物及び下刃物をもって一対とする(JIS B
4351参照)。
注記 使用する機械の大きさによって,75形,150形,300形な
どの種類がある。
straight bevel gear
generating cutter
type G
2603
荒加工用すぐばか
さ歯車用G形刃
物
荒加工用歯形をもったすぐばかさ歯車用G形刃物。
straight bevel gear
generating cutter
for roughing type
G
16
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2604
すぐばかさ歯車用
ロータリカッタ
すぐばかさ歯車を歯切りするロータリ形のカッタ。
rotary cutter for
straight bevel
gear generating
2605
まがりばかさ歯車
用カッタ
まがりばかさ歯車を歯切りするカッタ。
spiral bevel gear
cutter
2651
インボリュートフ
ライス
インボリュート平歯車及びはすば歯車を歯切りする二番取りフ
ライス(JIS B 4232参照)。
involute gear
milling cutter
2652
かさ歯車用インボ
リュートフライ
ス
すぐばかさ歯車を歯切りする二番取りフライス。
involute milling
cutter for straight
bevel gear
2653
歯切りエンドミル
外周面に歯形状の切れ刃をもったエンドミル。
注記 主に大形歯車の歯切りに用いる。
gear cutting end mill
2654
スプラインフライ
ス
スプラインを歯切りする二番取りフライス。
注記 スプラインの歯形によって,インボリュートスプライン
フライス,角形スプラインフライス,台形スプラインフ
ライスなどの種類がある。
spline milling cutter
17
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2655
スプロケットフラ
イス
スプロケットを歯切りする二番取りフライス。
注記 スプロケットの種類によって,ローラチェーンスプロケ
ットフライス,サイレントチェーンスプロケットフライ
スなどがある。
sprocket milling
cutter
2656
セレーションフラ
イス
セレーション軸を歯切りする二番取りフライス。
注記 軸の歯形によって,直線(又は山形)セレーションフラ
イスなどの種類がある。
serration milling
cutter
2657
ウォームフライス
ウォームの歯切りに用いる二番取りフライス。
worm milling cutter
2701
内歯車用ブローチ
インボリュート歯形の内歯車の歯切りに用いるブローチ。
注記 はすば内歯車用のヘリカルインボリュートブローチもあ
る。
involute broach
2702
スプラインブロー
チ
スプライン穴の加工に用いるブローチ。
注記 スプラインの歯形及び形状によって,インボリュートス
プラインブローチ,角形スプラインブローチ,台形スプ
ラインブローチ,ヘリカルスプラインブローチなどの種
類がある。
spline broach
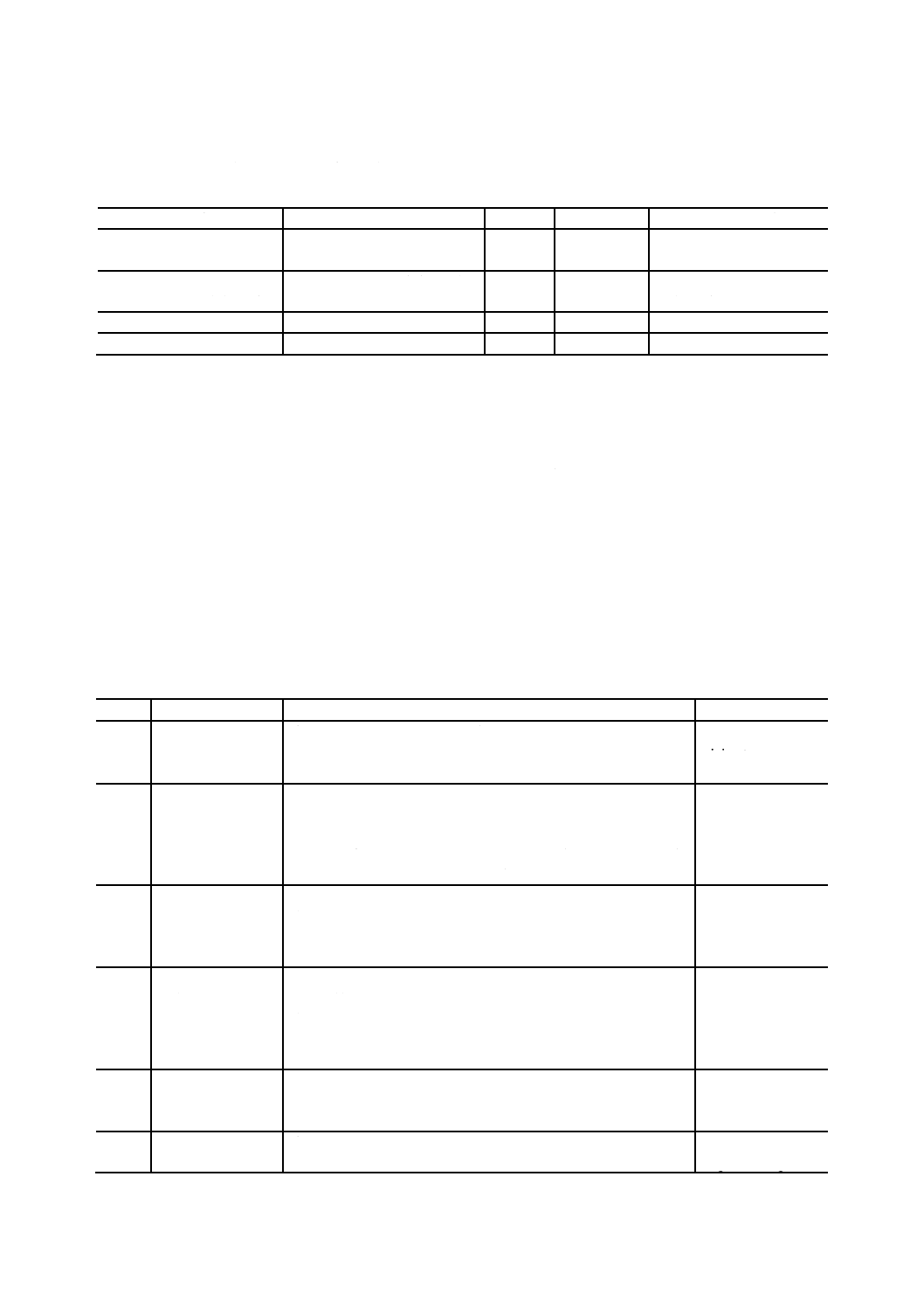
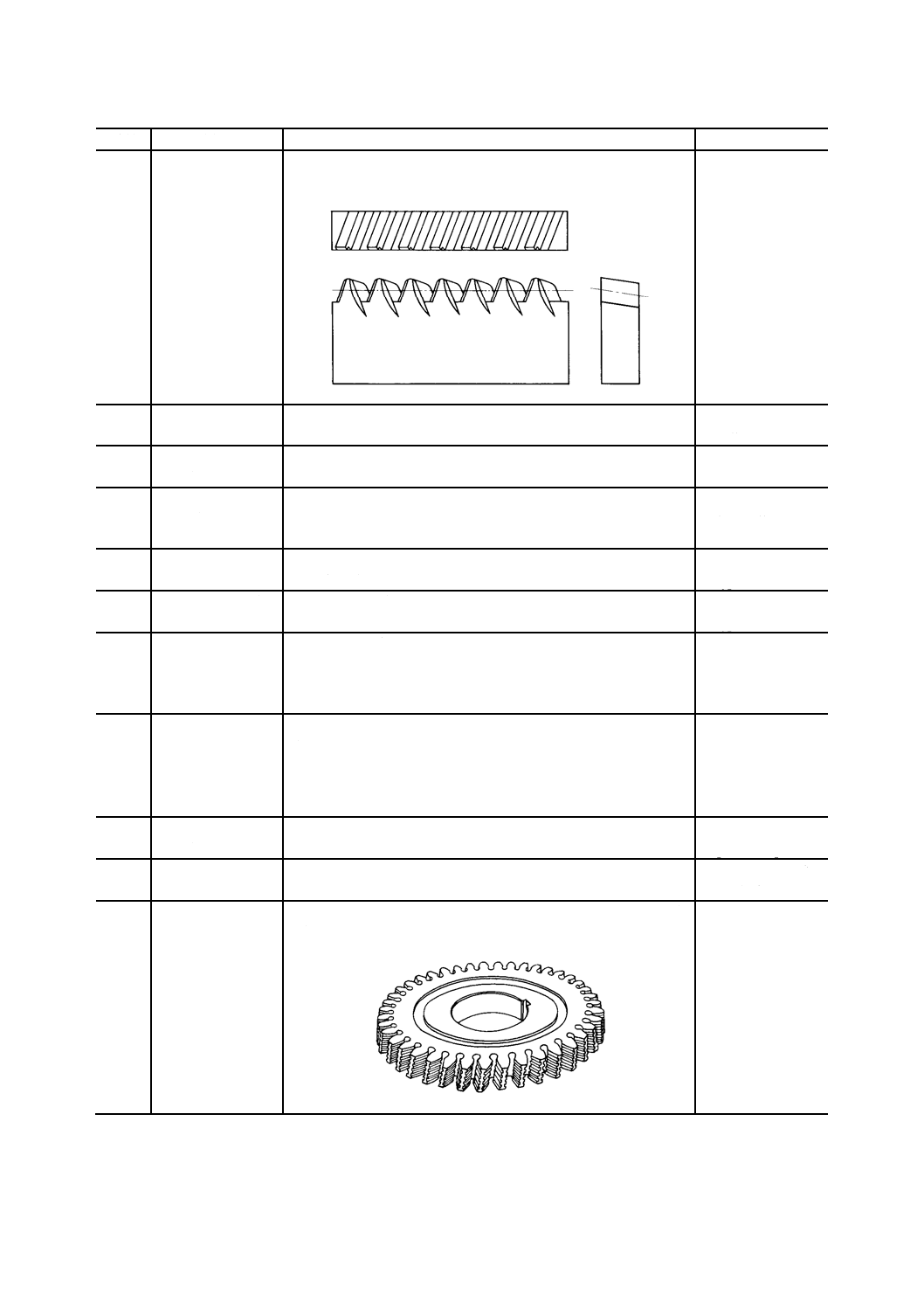
2703
セレーションブロ
ーチ
直線(又は山形)セレーション穴の加工に用いるブローチ。
serration broach
18
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
歯切工具の要素
番号
用語
定義
参考
量記号
対応英語
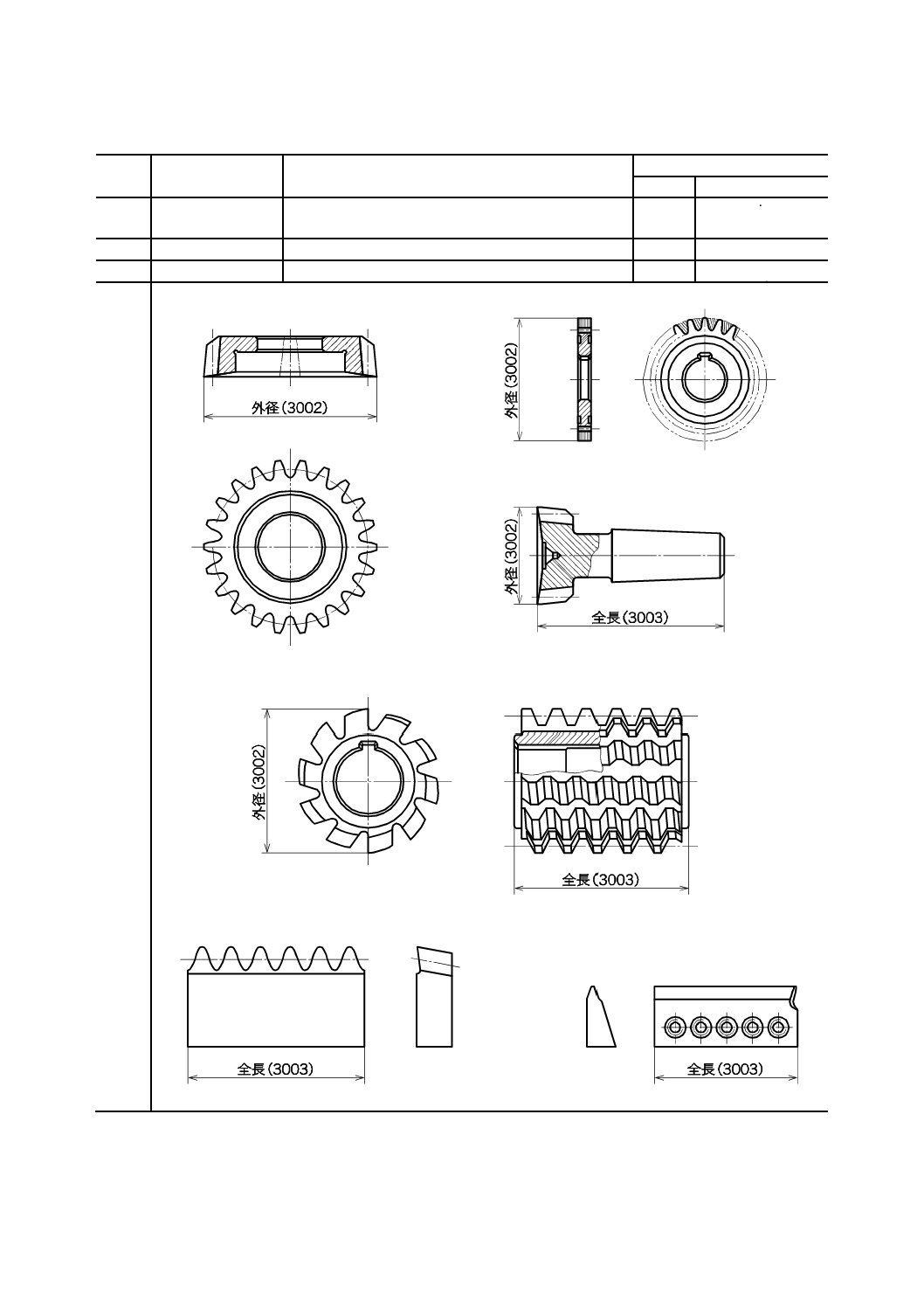
3001
呼び寸法
歯切工具の大きさを表す寸法。
注記 モジュール,圧力角,外径,全長などがある。
―
nominal size
3002
外径
刃部の最大径。
D
outside diameter
3003
全長
軸方向又は長手方向の全体の長さ。
L
overall length
19
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
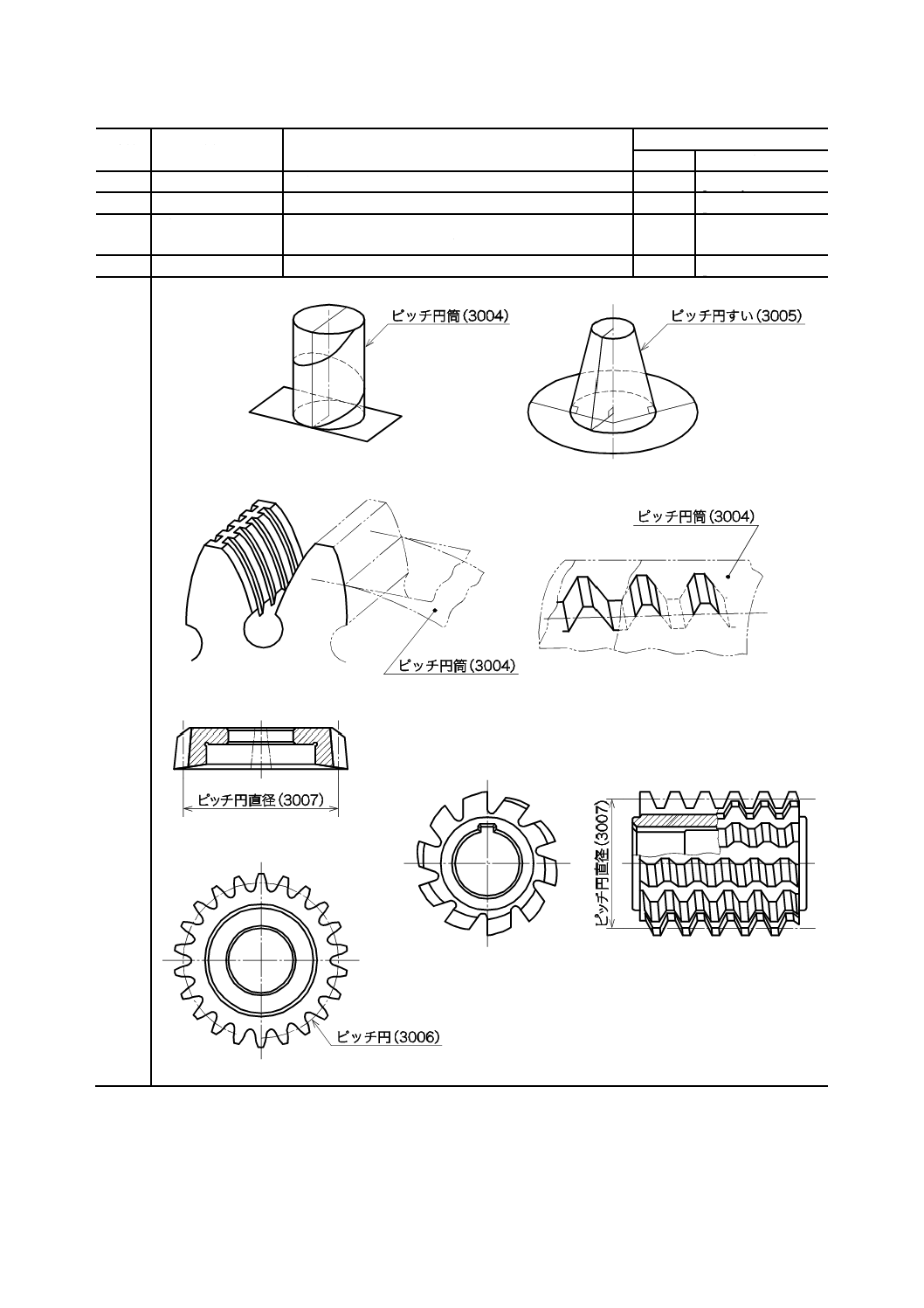
3004
ピッチ円筒
円筒形のピッチ面。
―
pitch cylinder
3005
ピッチ円すい
円すい形のピッチ面。
―
pitch cone
3006
ピッチ円
ピッチ円筒と正面との交線。円すいホブでは,ピッチ
円すいと背円すいとの交線をいう。
―
pitch circle
3007
ピッチ円直径
ピッチ円筒の直径。
d0
pitch diameter
20
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
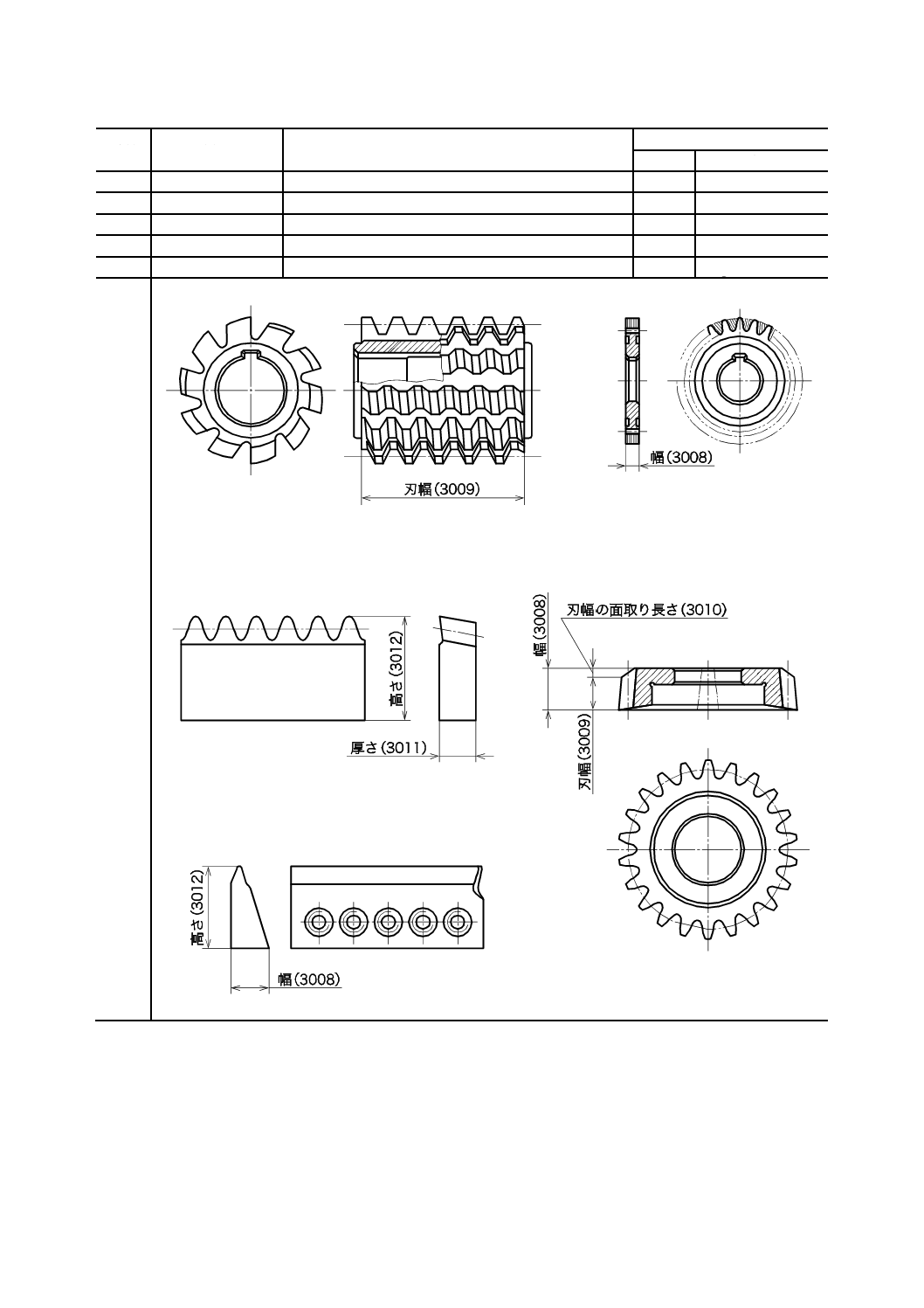
3008
幅
円盤状歯切工具の軸方向の長さ。
b
width
3009
刃幅
刃部の軸方向の長さ。
―
―
3010
刃幅の面取り長さ
刃幅の後端部の面取りの寸法。
―
chamfer width
3011
厚さ
角形状歯切工具の取付部の厚さ。
T
width
3012
高さ
角形状歯切工具の底面から刃先までの高さ。
H
height
21
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
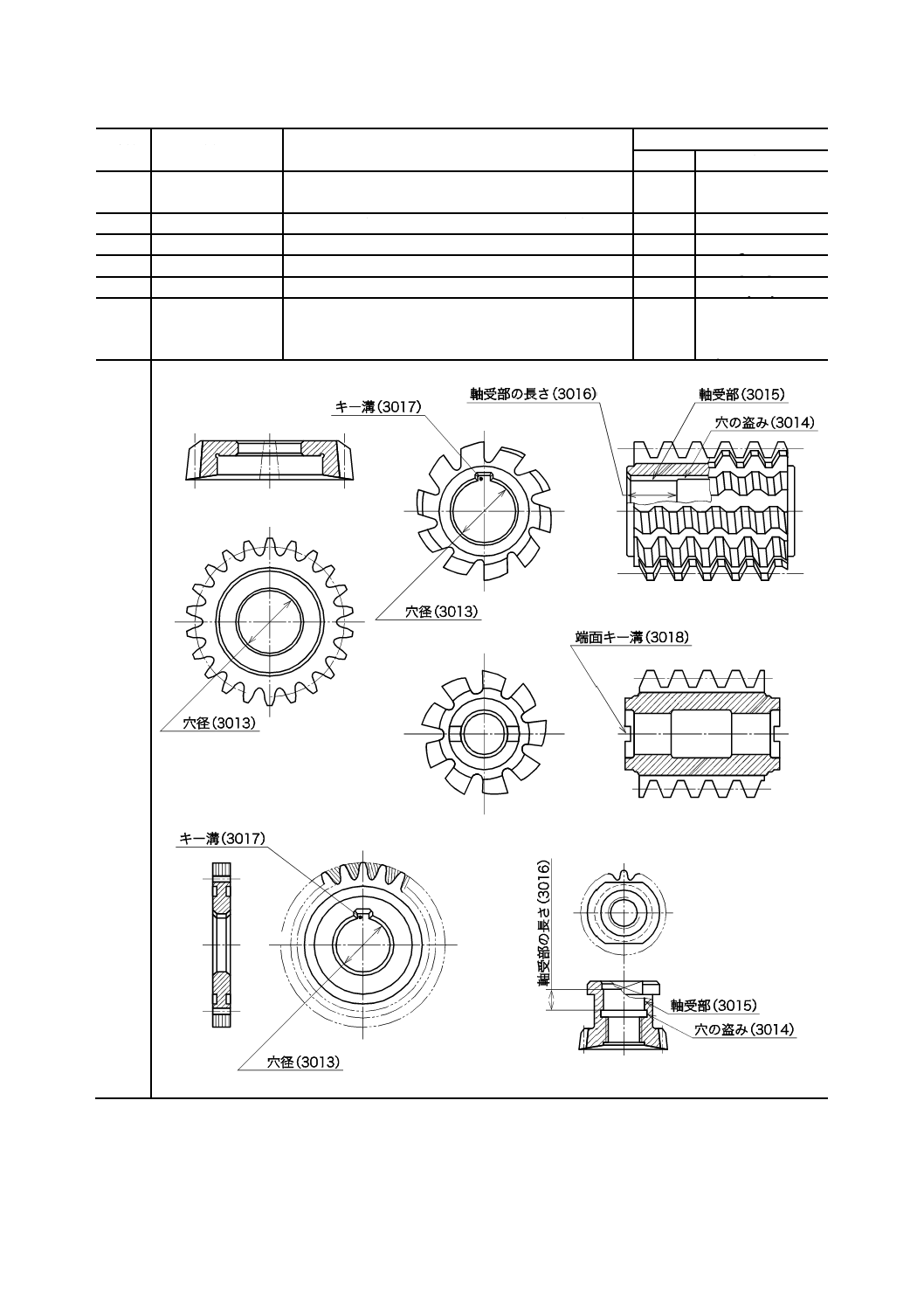
3013
穴径
取付穴の直径。
d
bore diameter,
hole diameter
3014
穴の盗み
はめあいを良くするために取付穴に設けた逃げ部。
―
recess
3015
軸受部
穴とアーバのはまり合う部分。
―
bearing
3016
軸受部の長さ
軸受部の軸方向の長さ。
―
bearing length
3017
キー溝
アーバに設けた平行キーにはまり合う溝。
―
axial keyway
3018
端面キー溝,
サイドキー溝,
面キー溝
ハブの端面に設けたキー溝。
―
tenon,
key slot,
keyslot
22
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
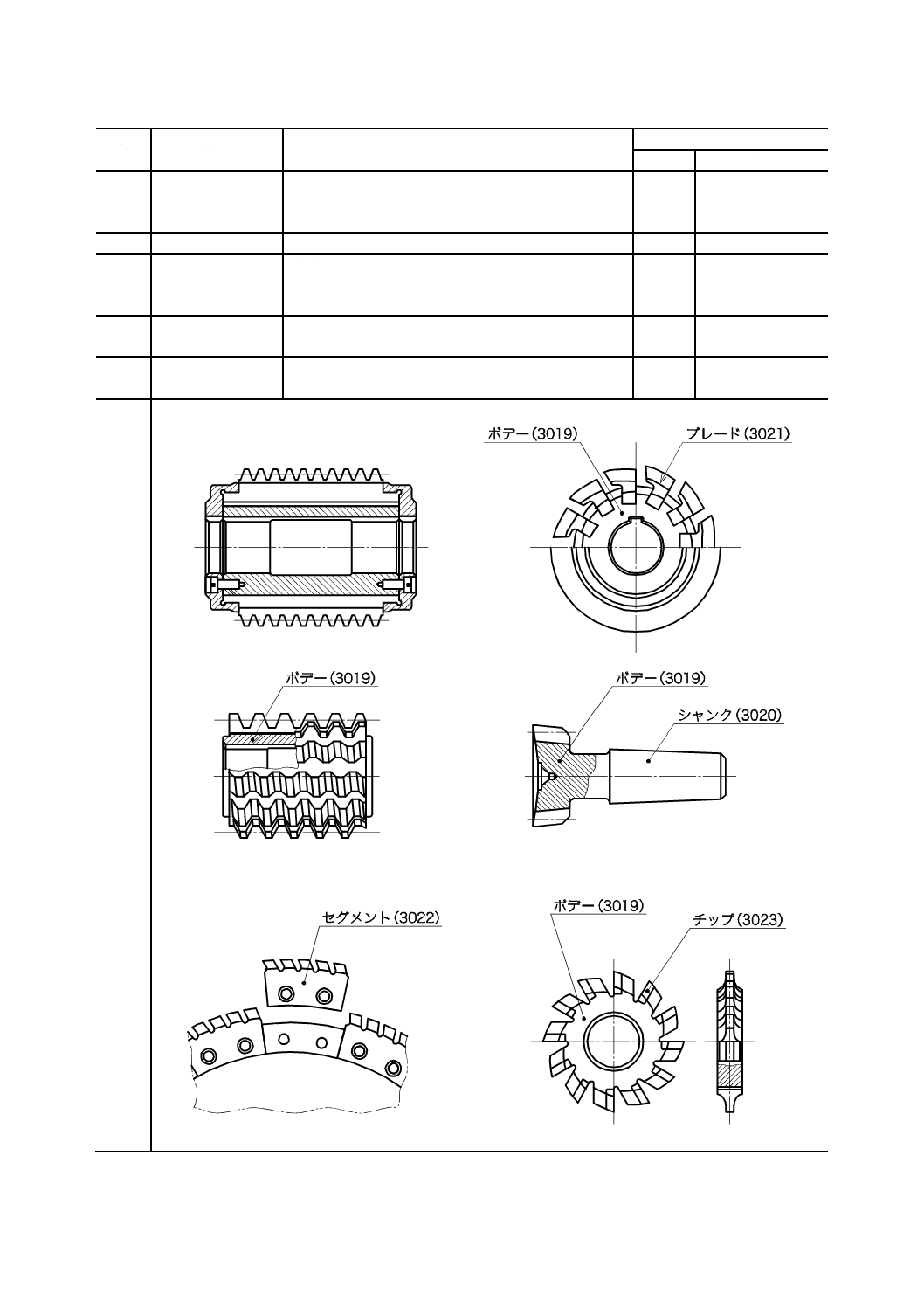
3019
ボデー
工具の基幹をいい,それ自身が切れ刃を形成するか,
又はブレード若しくはチップを保持する部分を含め
た全体。
―
body
3020
シャンク
工具の柄部をいい,使用に当たってこれを保持する。
―
shank
3021
ブレード,
インサートブレー
ド
ボデーに機械的に保持されて刃部を構成する比較的
長めのチップ又は台金にチップを固着したもの。
―
blade,
insert blade
3022
セグメント
一つのブレードに,二つ以上の切れ刃をもつもの。
―
segment,
segmental blade
3023
チップ
ボデーなどに取り付けて使用する刃物材料の小片を
いい,その一部に刃部を形成したもの。
―
tip
23
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
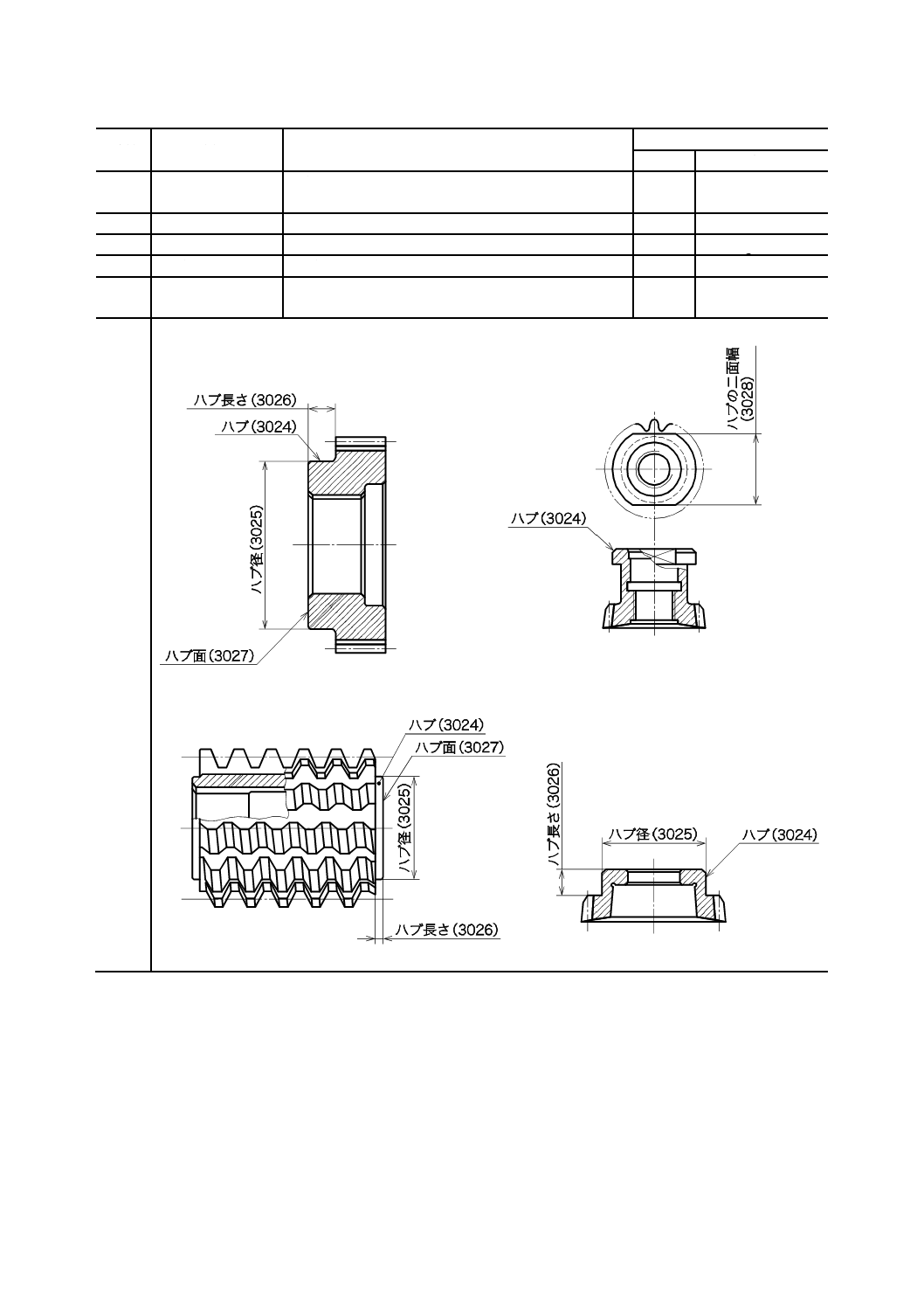
3024
ハブ
円筒形状をもつ工具の端面に軸方向に設けた突起部
で,円筒又は円すい形状のもの。
―
hub
3025
ハブ径
ハブの直径。
D1
hub diameter
3026
ハブ長さ
ハブの軸方向の長さ。
C
hub length
3027
ハブ面
ハブの端面。
―
hub face
3028
ハブの二面幅
ハブ形ピニオンカッタのスパナをかける部分の二面
間の寸法。
―
width across flats of
hub
24
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
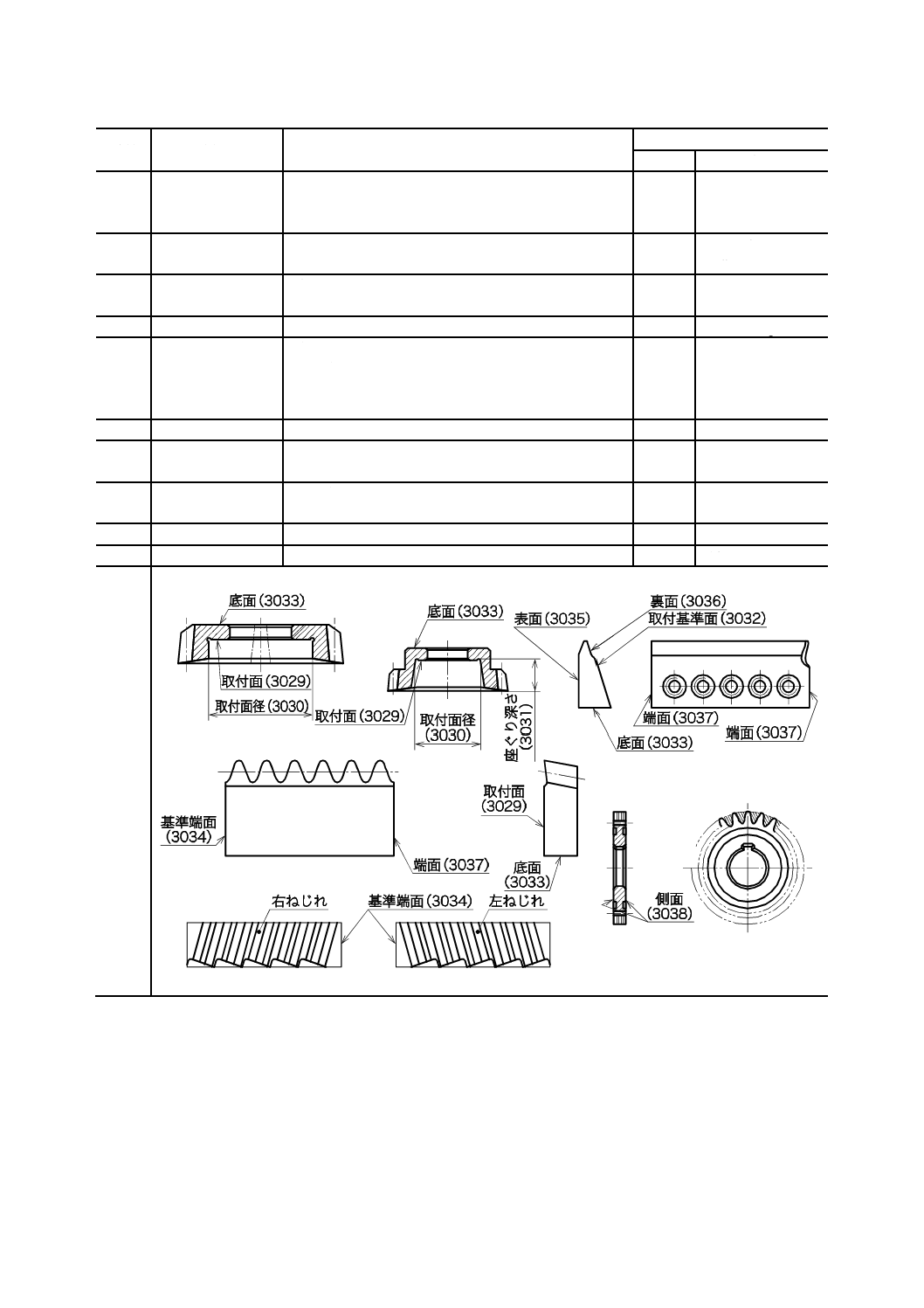
3029
取付面
ディスク形ピニオンカッタ及びベル形ピニオンカッ
タの締付ナットの当たる側の面。ラックカッタでは,
すくい面側の平面。
―
clamp face
3030
取付面径
ディスク形ピニオンカッタ及びベル形ピニオンカッ
タの取付面上の座ぐり径。
―
counter bore
diameter
3031
座ぐり深さ
ピニオンカッタの歯先を通り軸に直角な面から取付
面までの距離。
―
depth of counter
bore
3032
取付基準面
工具を機械に取り付けるときの基準となる面。
―
datum clamp face
3033
底面
ディスク形ピニオンカッタ,ベル形ピニオンカッタ及
びハブ形ピニオンカッタの切れ刃と反対側で機械に
取り付ける面。ラックカッタ及びすぐばかさ歯車用G
形刃物では,歯先面と反対側の面。
―
bottom face
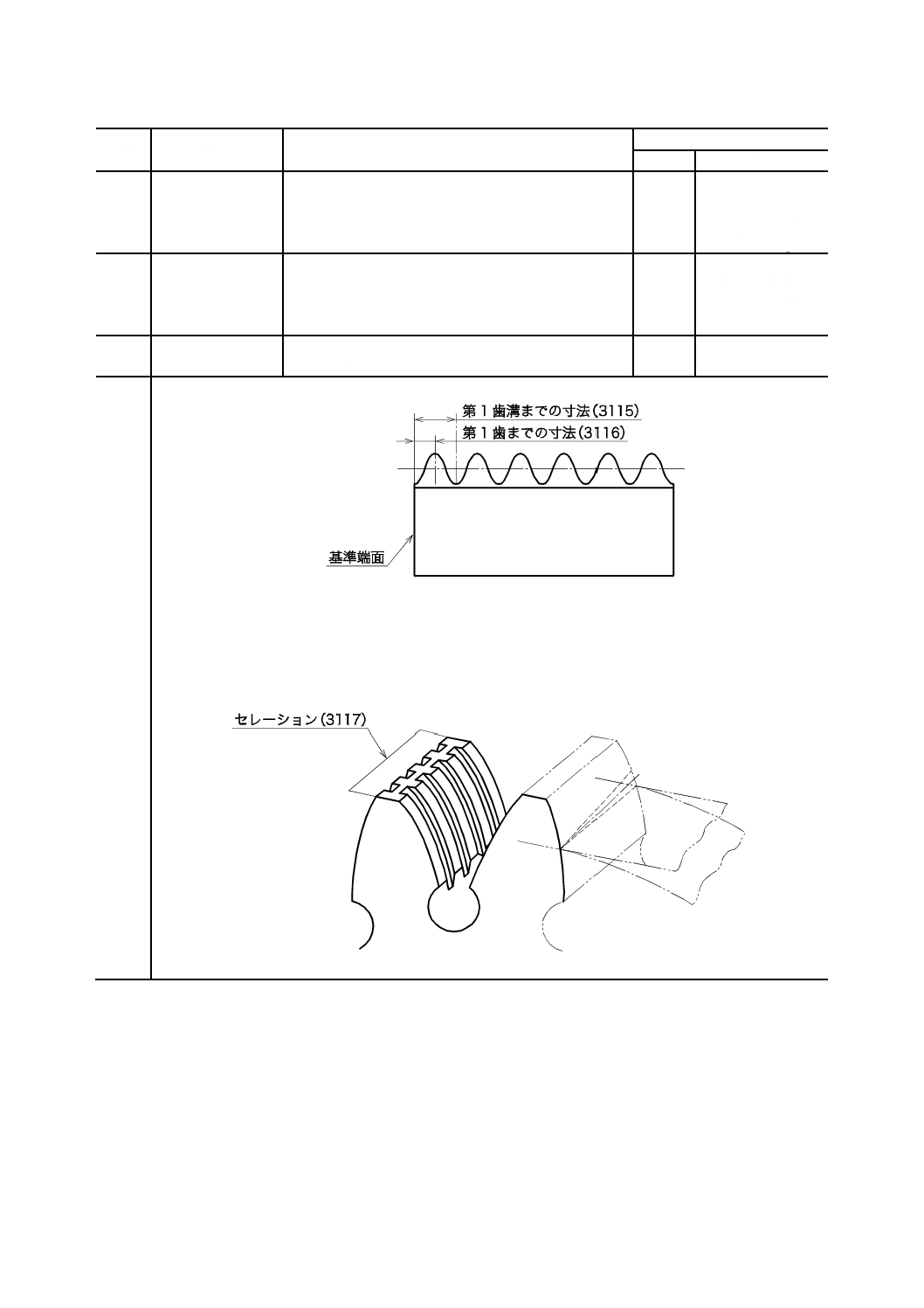
3034
基準端面
ラックカッタの取付け及び測定の基準となる端面。
―
datum end face
3035
表面
(おもてめん)
すぐばかさ歯車用G形刃物の取付側面と反対側で取
付部の面。
―
right face
3036
裏面
(うらめん)
すぐばかさ歯車用G形刃物の歯面と反対側で切削作
用をしない刃部の面。
―
reverse face
3037
端面
両端の面。
―
end face
3038
側面
シェービングカッタの両端面。
―
side face
25
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
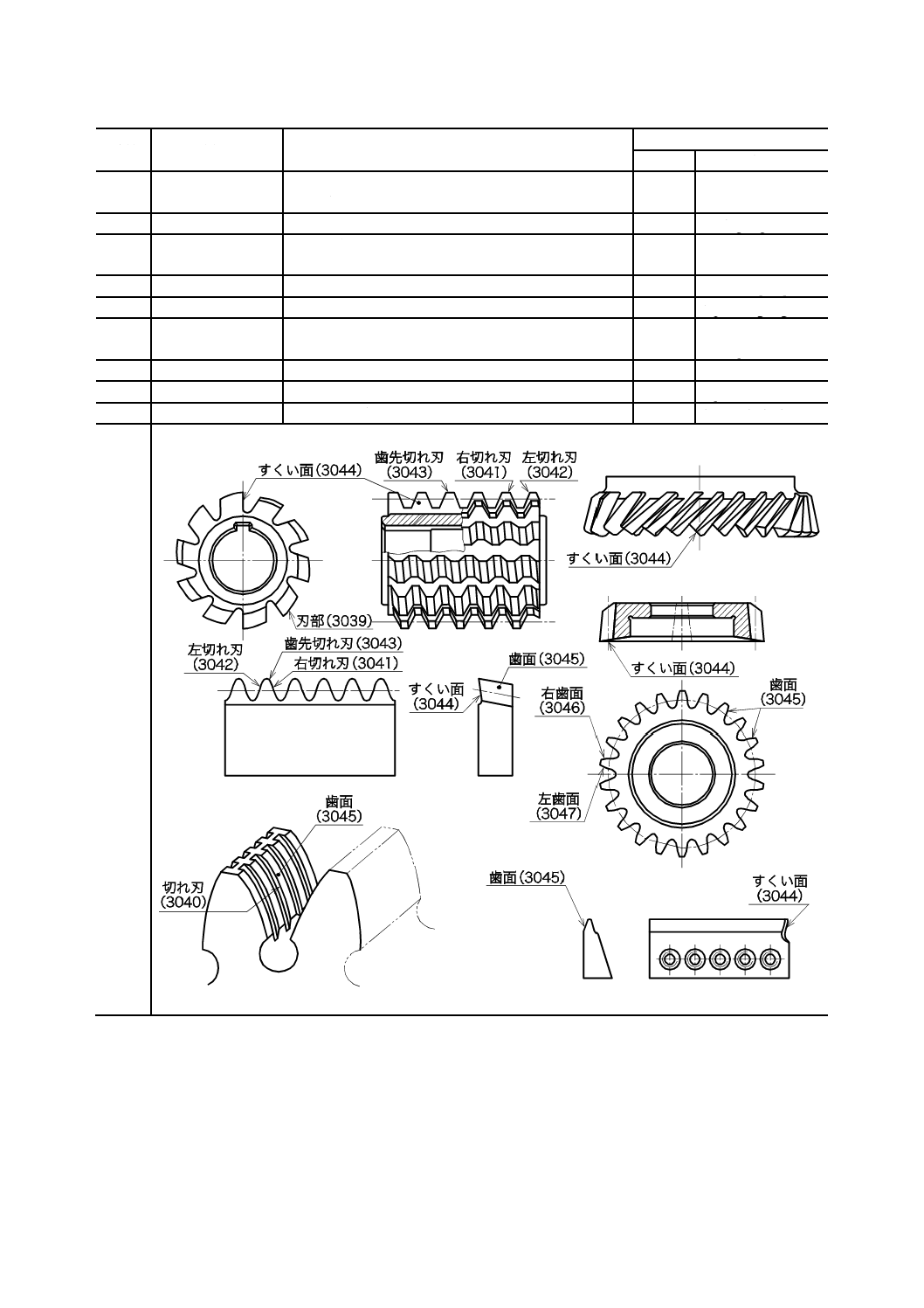
3039
刃部
工具の切削に直接あずかる部分。切れ刃,すくい面及
び逃げ面から成る。
―
cutting tooth
3040
切れ刃
刃部構成要素の一つで,すくい面と逃げ面との交線。
―
cutting edge
3041
右切れ刃
軸中心線より上に刃部を置いて,すくい面に向かって
歯の右側の切れ刃。
―
right cutting edge
3042
左切れ刃
右切れ刃と反対側との切れ刃。
―
left cutting edge
3043
歯先切れ刃
歯先面とすくい面とによって構成する切れ刃。
―
top cutting edge
3044
すくい面
工具の切削を営む主体となる面で,切りくずは,この
面上を擦過する(JIS B 0170の1011参照)。
―
face,
cutting face
3045
歯面
すくい面と交わって左右の切れ刃を構成する逃げ面。
―
tooth flank
3046
右歯面
右切れ刃を含む歯面。
―
right tooth flank
3047
左歯面
左切れ刃を含む歯面。
―
left tooth flank
26
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
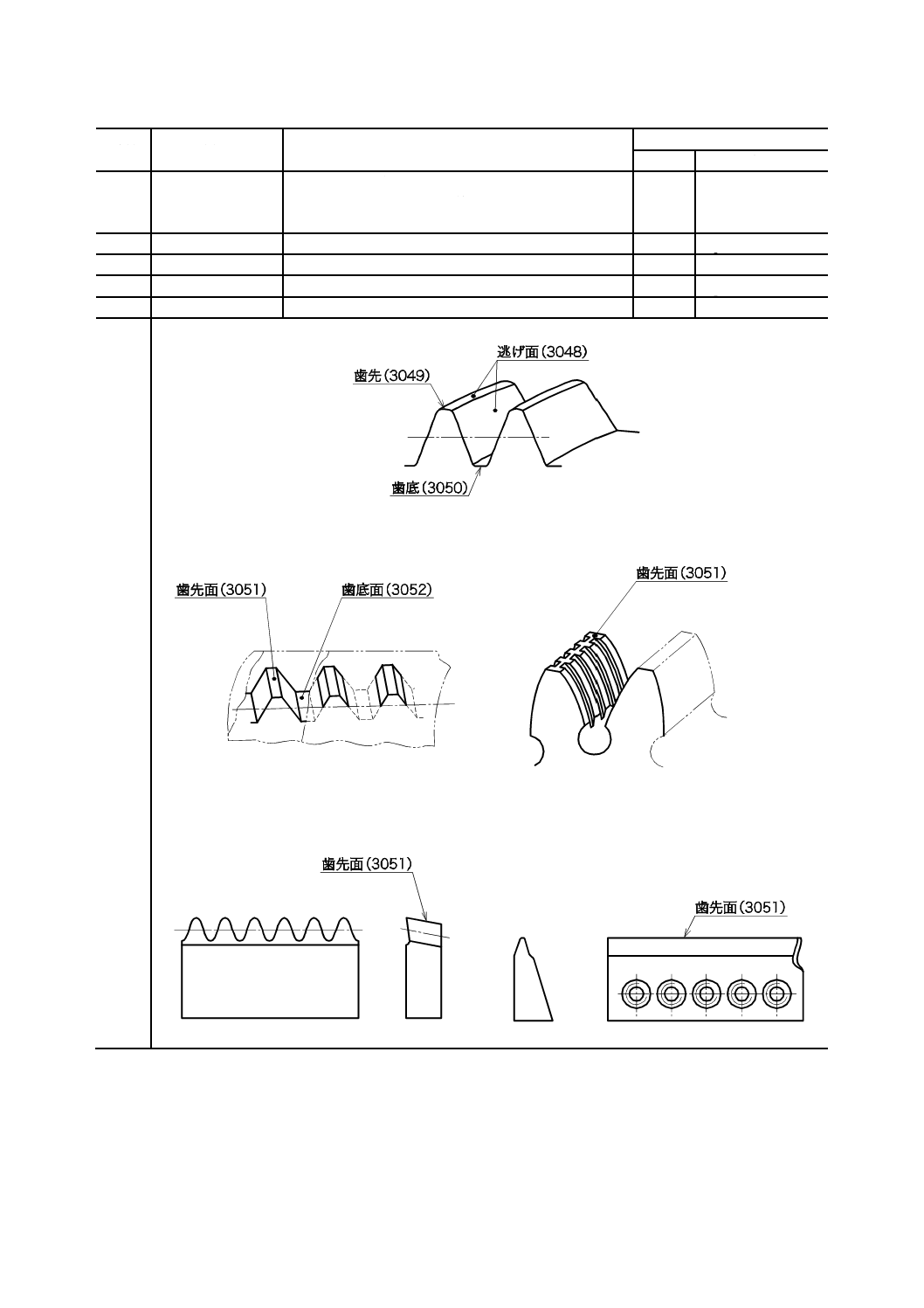
3048
逃げ面
(切削)仕上げ面との不必要な接触を避けるために逃
がした面。すくい面との交線が切れ刃を形成する(JIS
B 0170の1012参照)。
―
flank
3049
歯先
歯形の頂部。
―
top
3050
歯底
歯溝の底の部分。
―
bottom
3051
歯先面
歯先を限る面。
―
top land
3052
歯底面
歯溝の底の面。
―
bottom land
27
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
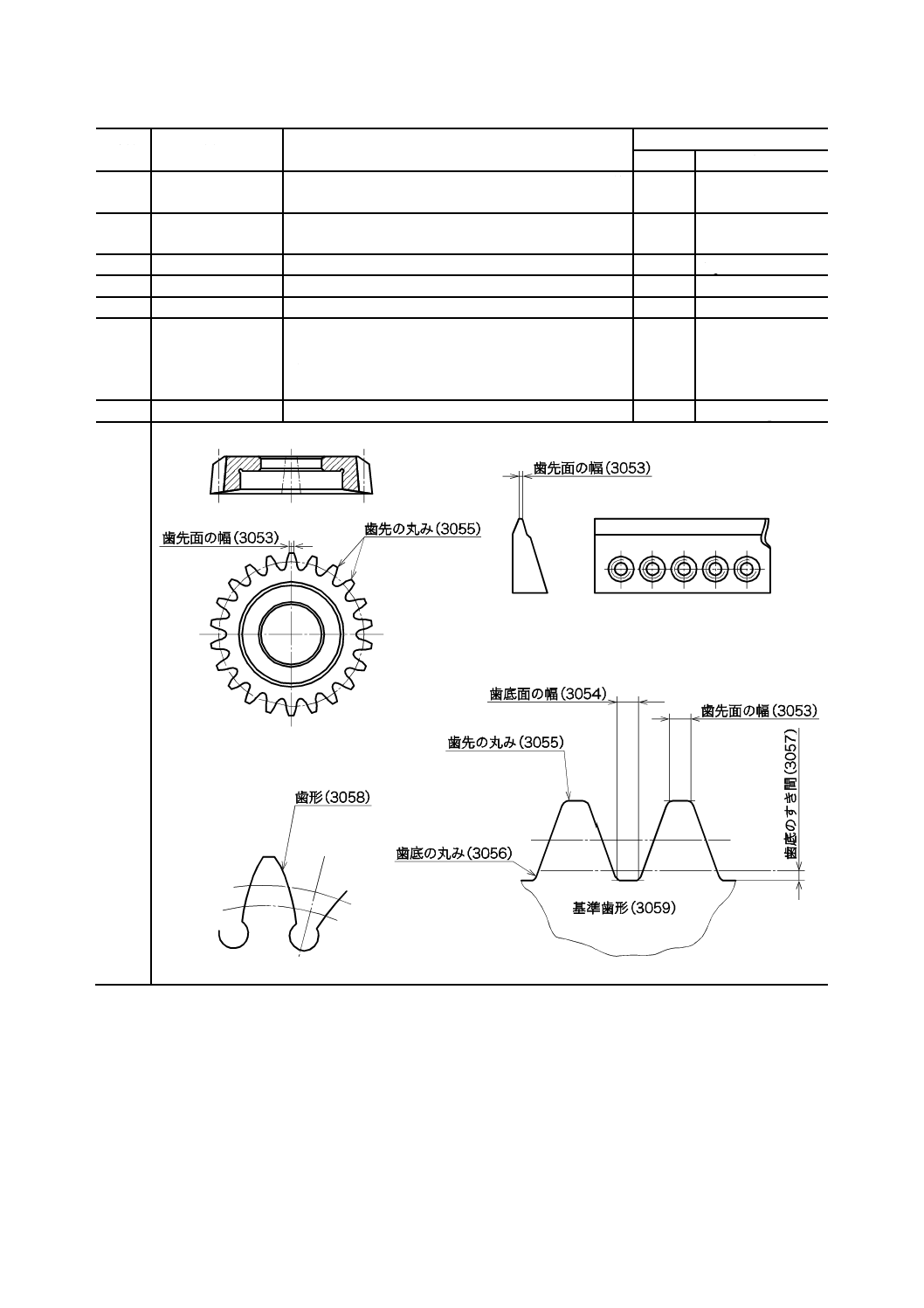
3053
歯先面の幅
歯先における歯の厚さ。通常,左右の切れ刃の延長線
が切り取る歯先の長さを表す。
―
width of top land
3054
歯底面の幅
歯底における歯溝の幅。通常,左右の切れ刃の延長線
が切り取る歯底の長さを表す。
―
width of bottom
3055
歯先の丸み
歯先のかどの丸み。
ra
top corner radius
3056
歯底の丸み
歯底の隅の丸み。
rf
fillet radius
3057
歯底のすき間
全歯たけと切込み歯たけとの差。
c
bottom clearance
3058
歯形
データム平面と交差する指定された任意の面と歯面
との交線。
注記 通常,この任意の面として,軸直角平面,歯直
角平面,軸平面などの種類を選ぶ。
―
tooth profile
3059
基準歯形
工作物の歯形に対応して作った基準の歯形。
―
basic tooth profile
28
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
3060
すくい面歯形
すくい面の周縁の歯形。
―
tooth profile on
cutting face
3061
正面歯形
すくい面歯形を軸直角平面に投影した歯形。
―
transverse tooth
profile
3062
軸歯形
すくい面歯形を軸を含む平面に投影した歯形。
―
axial tooth profile
3063
歯直角歯形
すくい面歯形を歯すじに直角な平面に投影した歯形。
―
normal tooth profile
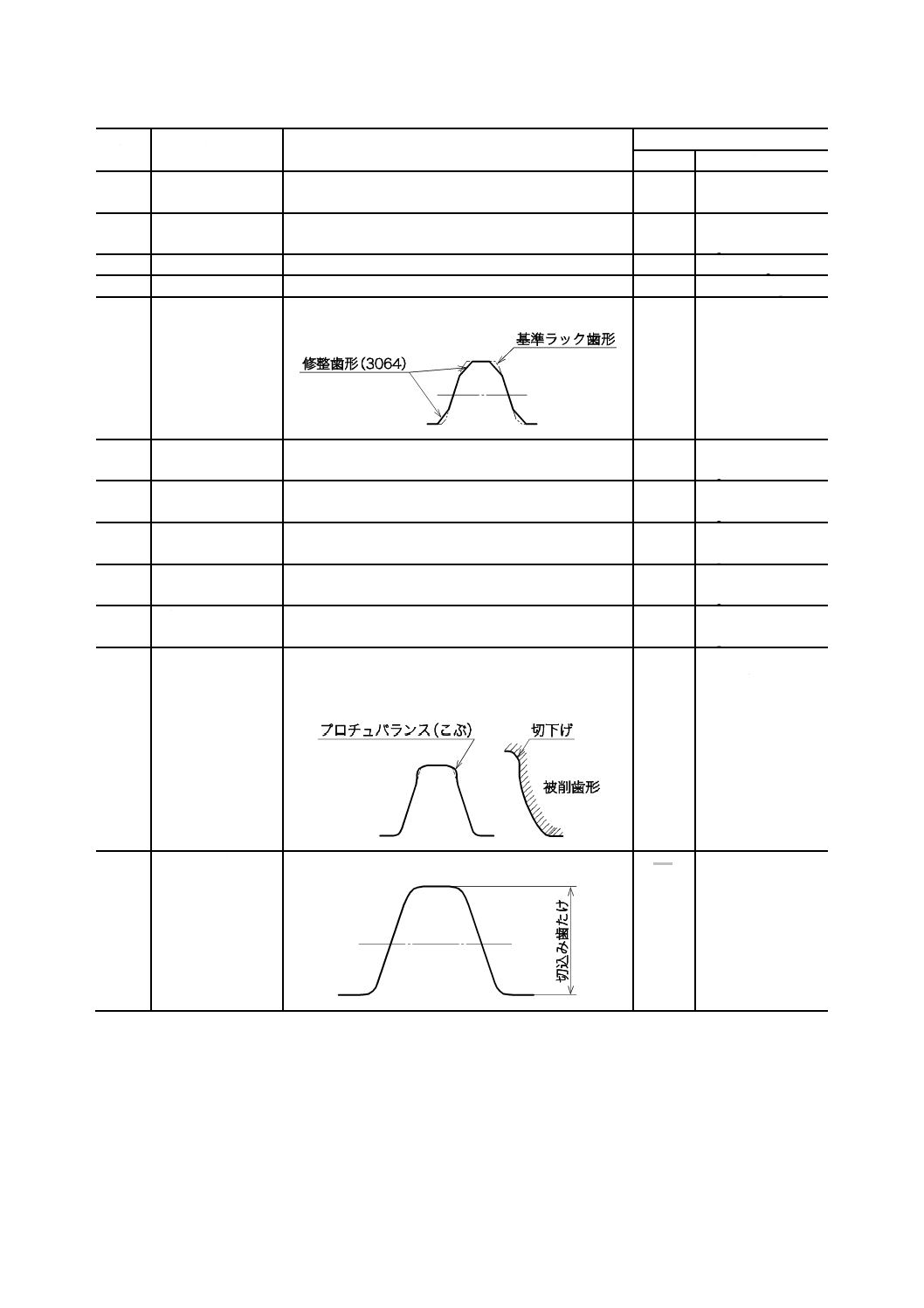
3064
修整歯形
基準歯形の歯末又は歯元を修整した歯形。
―
modified tooth
profile
3065
荒加工用歯形
荒加工に使用する歯形。
―
roughing tooth
profile
3066
仕上げ用歯形
仕上げ加工に使用する歯形。
―
finishing tooth
profile
3067
前加工用歯形
前加工に使用する歯形。
―
pre-finishing tooth
profile
3068
プリシェービング
歯形
シェービング仕上げする場合の前加工用歯形。
―
pre-shaving tooth
profile
3069
プリグラインディ
ング歯形
研削仕上げする場合の前加工用歯形。
―
pre-grinding tooth
profile
3070
プロチュバランス
歯形
シェービング又は研削仕上げのときに,シェービング
カッタ又はと石の外周が工作物の歯底の丸みと干渉
するのを避けるために歯末にこぶを設けた歯形。
―
tooth profile with
protuberance
3071
トッピング歯形
歯車の外周も同時切削する歯形。
―
topping tooth profile
29
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
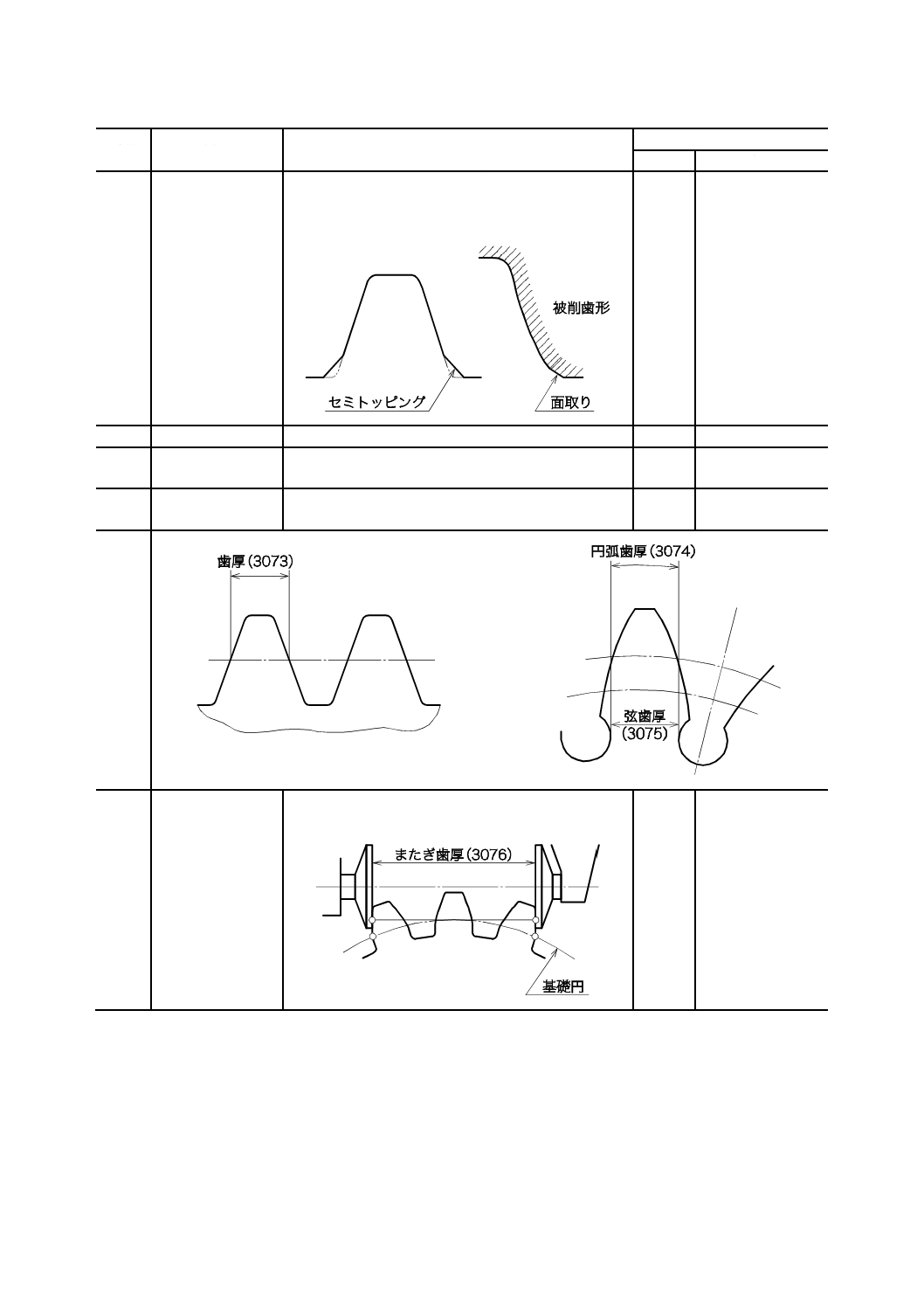
3072
セミトッピング歯
形
歯切りと同時に歯車の外周円筒と歯面とが交わるエ
ッジの面取りをするために,歯元に面取り用の刃部を
設けた歯形。
―
semi-topping tooth
profile
3073
歯厚
歯の厚さ。
―
tooth thickness
3074
(円弧)歯厚
歯車形工具と同心の歯形部分の円弧の厚さ。単に歯厚
ともいう。
S0
circular tooth
thickness
3075
弦歯厚
一つの歯の両側の歯形と歯車形工具の同心円との交
点間の最短距離。
S0
chordal tooth
thickness
3076
またぎ歯厚
インボリュート歯車形工具で何枚かの歯をまたいで
測ったときの,平行2平面間の距離。
W0
sector span
30
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
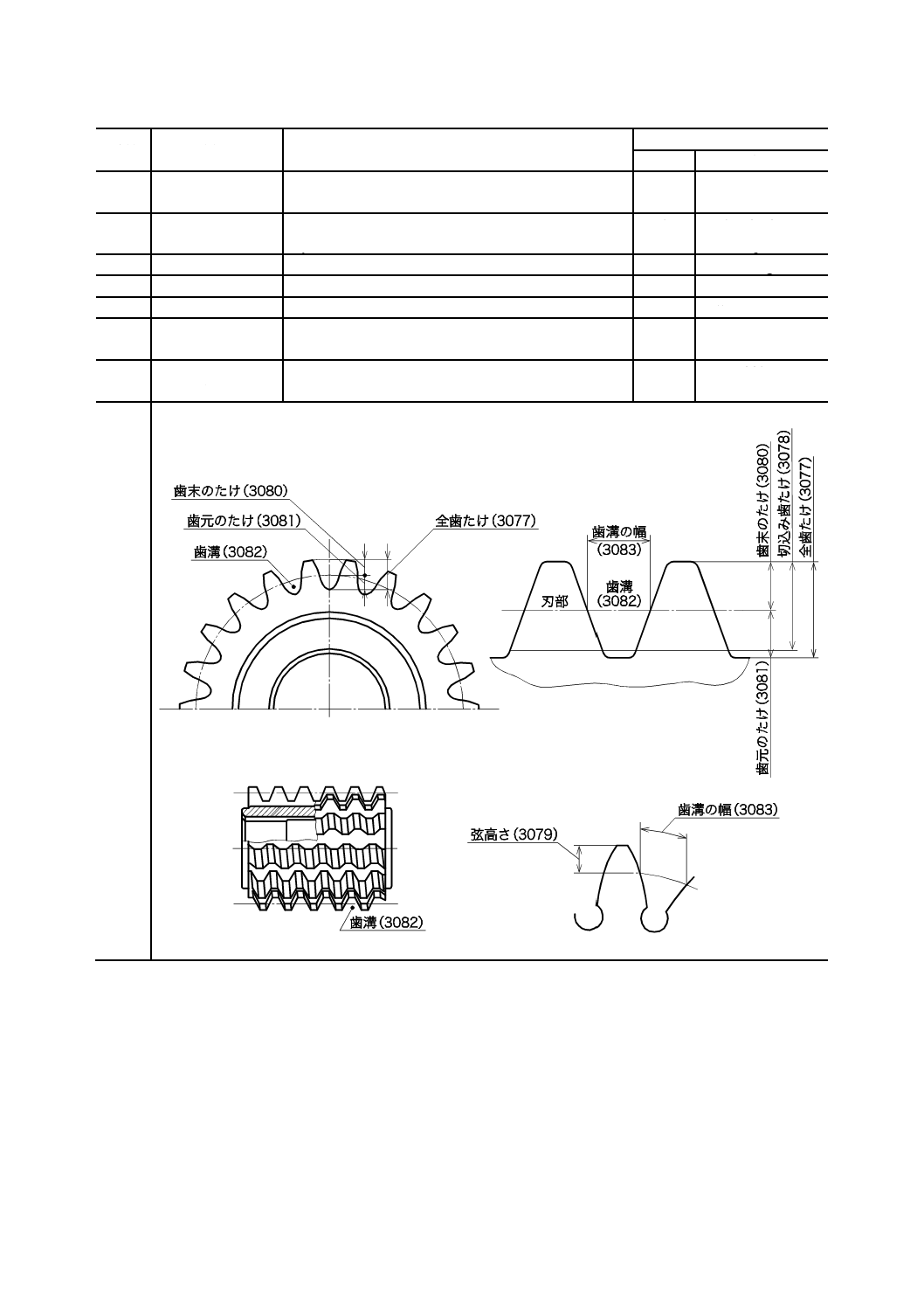
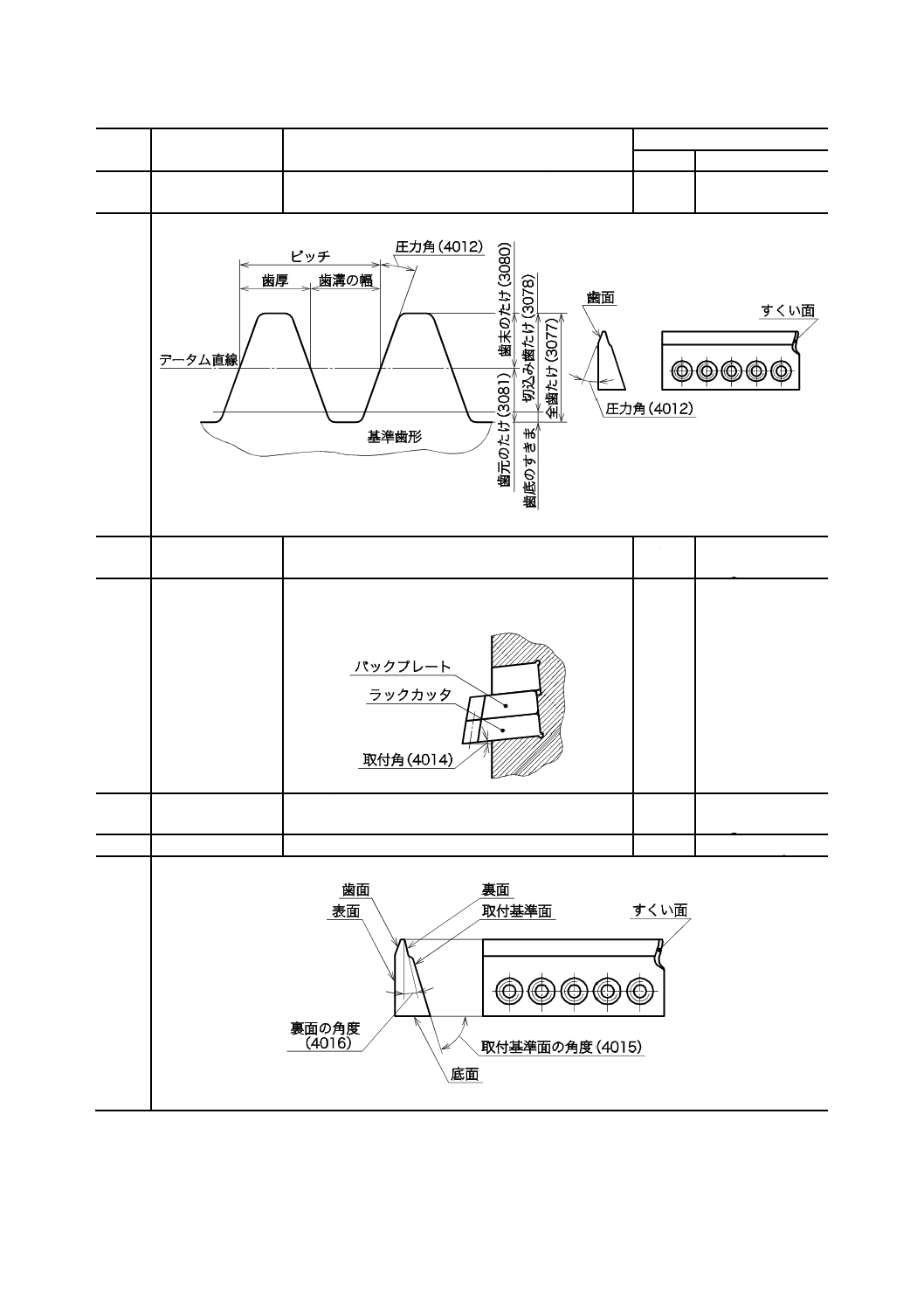
3077
全歯たけ
歯の全体の歯たけ方向の長さ。歯末のたけと歯元のた
けとの和に等しい。
h0
whole depth
3078
切込み歯たけ
歯車の全歯たけに相当する歯先からの距離。通常,“D
+f ”で表す。
h
cutting depth,
whole depth of cut
3079
弦高さ
弦歯厚を測るときの弦から歯先円までの距離。
―
chordal height
3080
歯末のたけ
歯車の基準円半径と歯先円半径との半径差。
ha
cutter addendum
3081
歯元のたけ
歯車の基準円半径と歯底円半径との半径差。
hf
cutter dedendum
3082
歯溝
(はみぞ)
隣り合った歯に挟まれた空間。
―
tooth space
3083
歯溝の幅
(はみぞのはば)
データム直線及び基準円における歯溝の長さ。
―
spacewidth
31
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
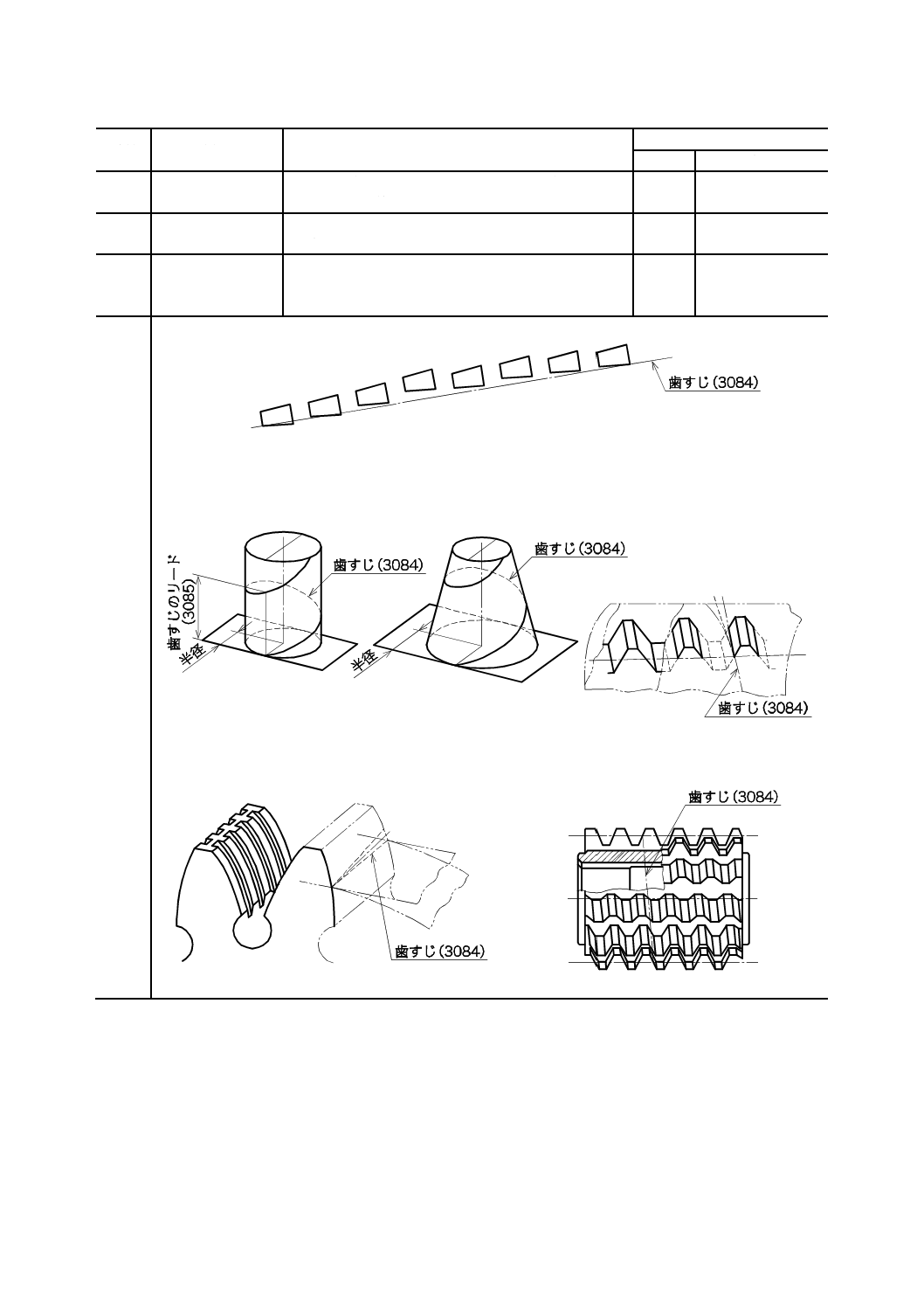
3084
歯すじ
切れ刃を含む歯溝方向のねじ面と基準円筒又は基準
円すいとの交線。
―
tooth trace,
thread helix
3085
歯すじのリード
ホブの歯すじに沿って軸の周りを1周するとき軸方向
に進む距離。
―
thread lead
3086
条数
ホブの歯すじのリード間の歯溝の数。
注記 1条,2条,3条などがあり,2条以上を多条と
いう。
Z0
number of threads,
number of starts
32
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
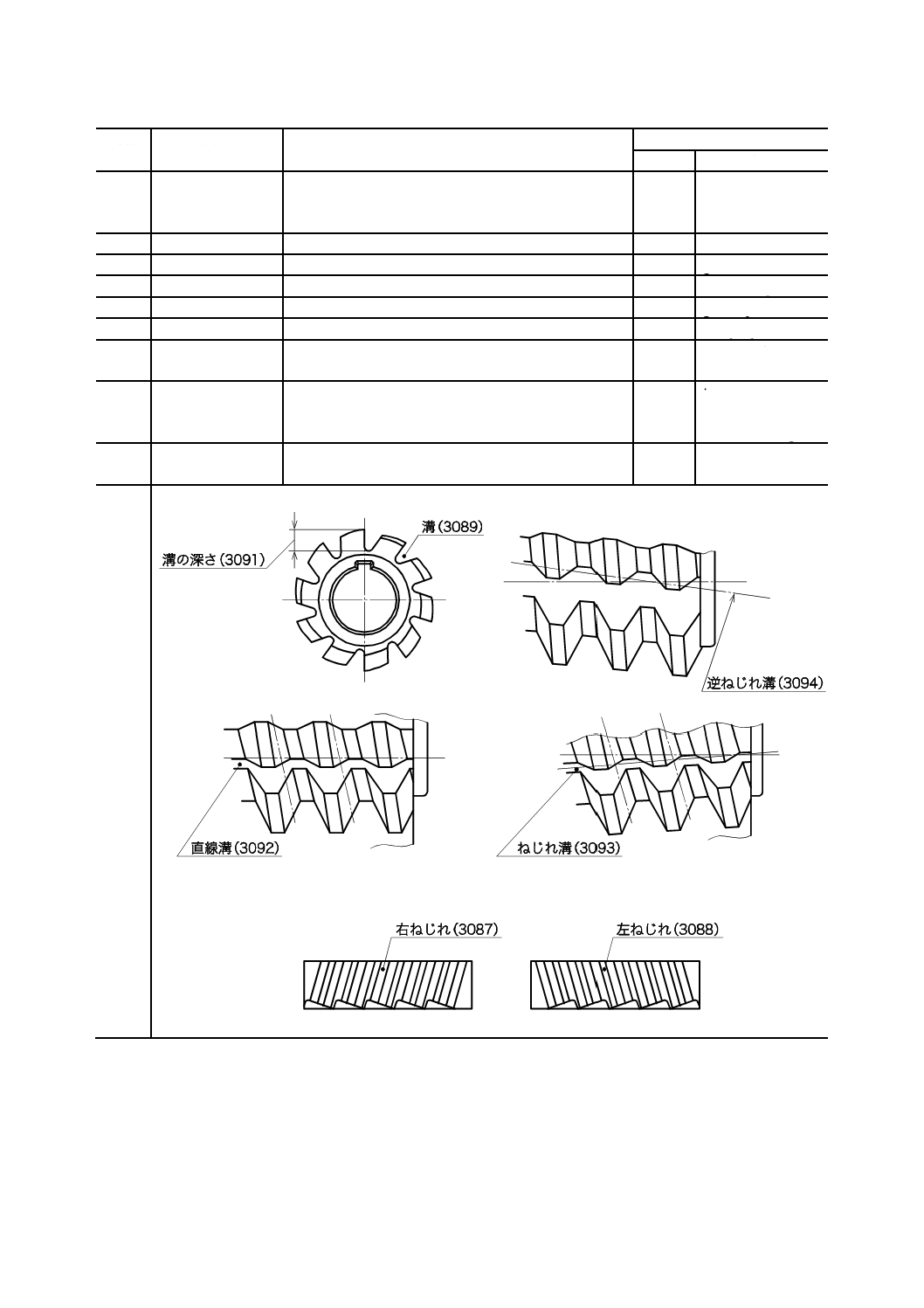
3087
右ねじれ
歯すじを軸方向(ラックカッタでは厚さの方向)に手
前からたどったとき,時計回り(ラックカッタでは,
右進み)になるような方向のねじれ。
―
right hand helix
3088
左ねじれ
右ねじれの反対の方向のねじれ。
―
left hand helix
3089
溝
ホブの円周方向に隣り合った刃部の空間。
―
gash
3090
溝数
溝の数。
N
number of gashes
3091
溝の深さ
外周から溝の底までの距離。
―
gash depth
3092
直線溝
ホブ軸に平行な溝。
―
straight gash
3093
ねじれ溝
ホブ軸に対してねじれている溝。通常,歯すじのねじ
れと反対方向のねじれとなる。
―
helical gash
3094
逆ねじれ溝
ホブの歯すじのねじれと溝のねじれが同じ方向のね
じれ溝。
―
inverse helical
gash,
reverse helical gash
3095
溝のリード
溝に沿って軸の周りを1周するとき軸方向に進む距
離。
GL
gash lead
33
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
3096
歯数
ピニオンカッタ,シェービングカッタ,ラックカッタ
などの歯の数。
z0
number of teeth
3097
モジュール
基準ピッチを円周率で除した値。歯の大きさを表す単
位であり,ミリメートル単位で表す(JIS B 0102の
1.2.1.4参照)。
m
module
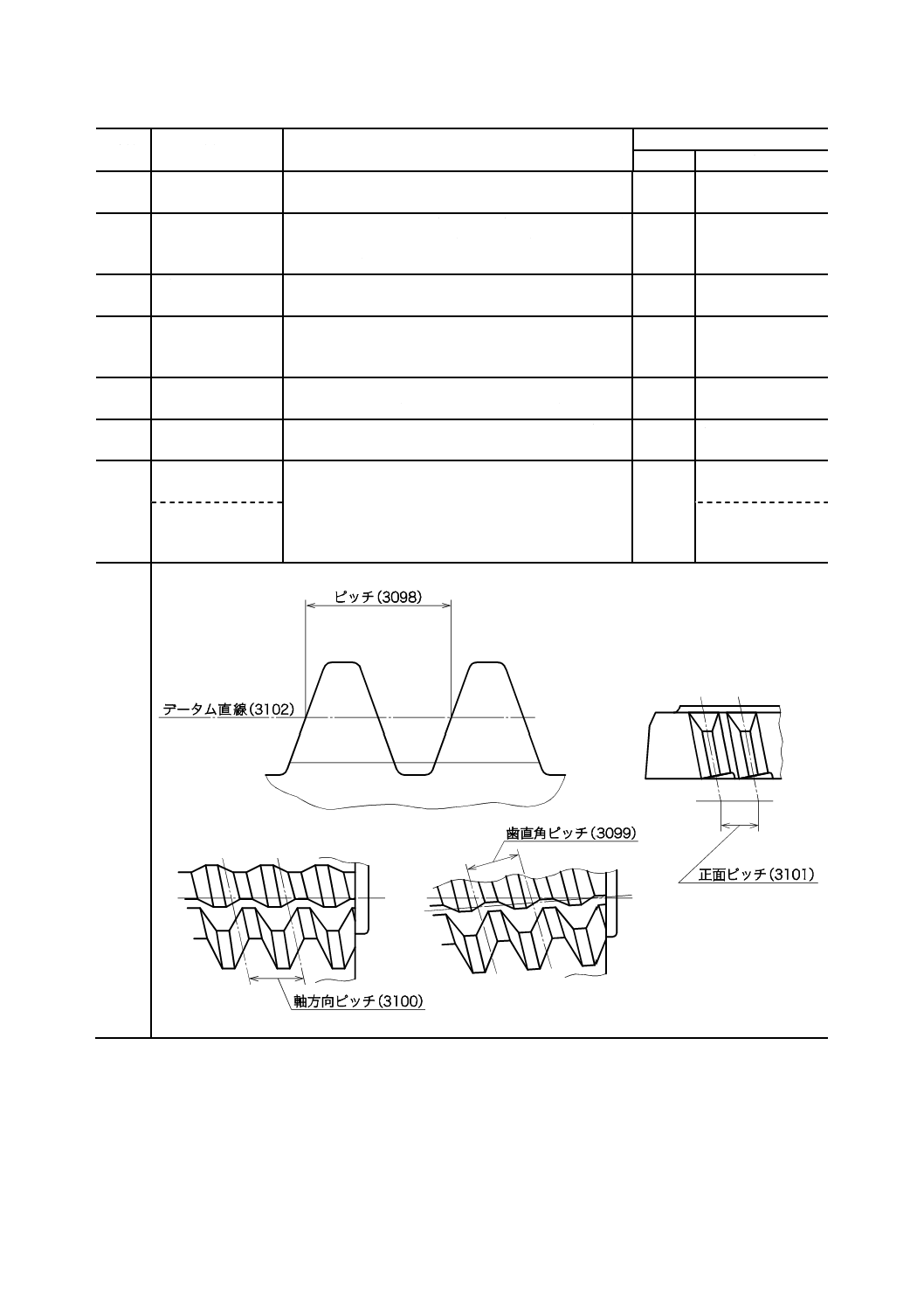
3098
ピッチ
隣接する対応歯形の,何らかの規定された方向での均
一な間隔を定義した寸法(JIS B 0102の1.2.1.3参照)。
P
pitch
3099
歯直角ピッチ
隣り合った同じ側の二つの歯面の歯すじの間にある,
歯すじと同じ円筒上の歯直角つる巻き線の弧の長さ
(JIS B 0102の2.1.5.3参照)。
pn
normal pitch
3100
軸方向ピッチ
隣り合った同じ側の二つの歯面の軸に平行な直線と
の交点間の距離(JIS B 0102の2.1.2.9参照)。
px
axial pitch
3101
正面ピッチ
隣り合った同じ側の二つの歯形の間にある基準線(基
準円の弧)の長さ(JIS B 0102の2.1.4.3参照)。
pt
transverse pitch
3102
データム直線
基準ラック歯形の平面とデータム平面a)との交線,又
は標準基準ラック歯形の寸法規定が依存する直線
(JIS B 0102の2.1.8.5参照)。
注a) 基準ラックで,歯厚のピッチに対する比が特定
の標準値になるような平面。
―
datum line
データム平面
datum plane
34
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
3103
転位量
基準ラック形工具のデータム直線が歯車の基準円と
交わらないときは転位量を正,交わるときは負とす
る。したがって,内歯車の転位量の符号は,その内側
にそっくりはまり合う外歯車の転位量と同じである
[JIS B 0102の2.1.8.6b)参照]。
注b) 一方の歯の両歯面が他方の歯の歯溝の両歯面に
接触するように重ねたときの,歯車の基準円筒
と基準ラックのデータム平面との間の共通垂直
線に沿った最短距離。
―
rack shift
3104
転位係数
ミリメートル単位で表される転位量を歯直角モジュ
ールで除した値,又はインチ単位で表された転位量と
ダイヤメトラルピッチとの積(JIS B 0102の2.1.8.7参
照)。
x
rack shift coefficient
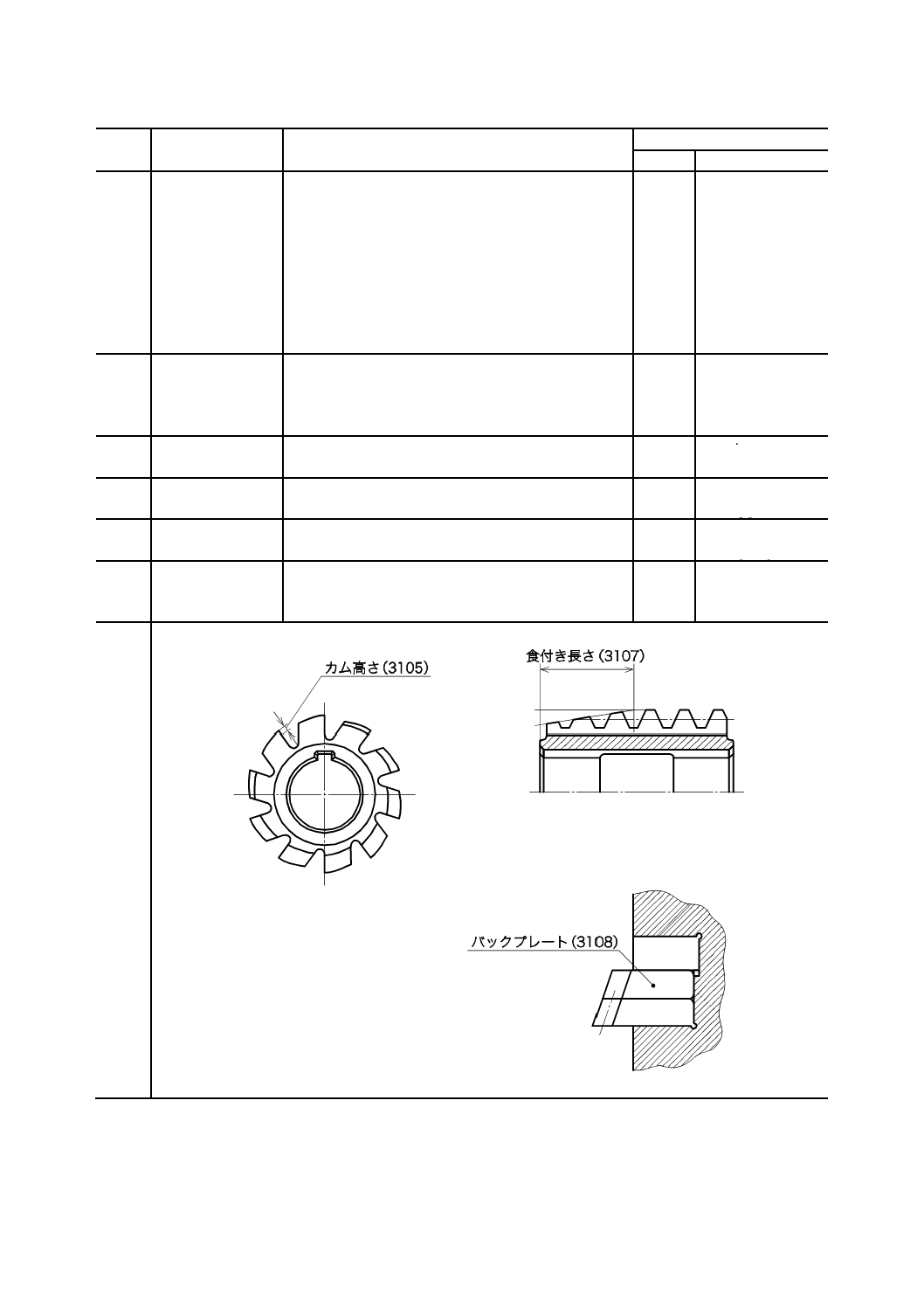
3105
カム高さ
ホブの歯先面を歯すじに沿った隣のすくい面まで延
長し,その交線と外周との距離。
―
cam rise
3106
食付き部
ホブの外周に付けたテーパ部分。
―
chamfer,
leading part
3107
食付き長さ
食付き部の軸方向の長さ。
―
chamfer length,
leading length
3108
バックプレート
ラックカッタを使用するとき基準面(データム平面)
に当てて補強に用いる板。
注記 通常,ラックカッタに似た形状である。
―
back plate
35
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
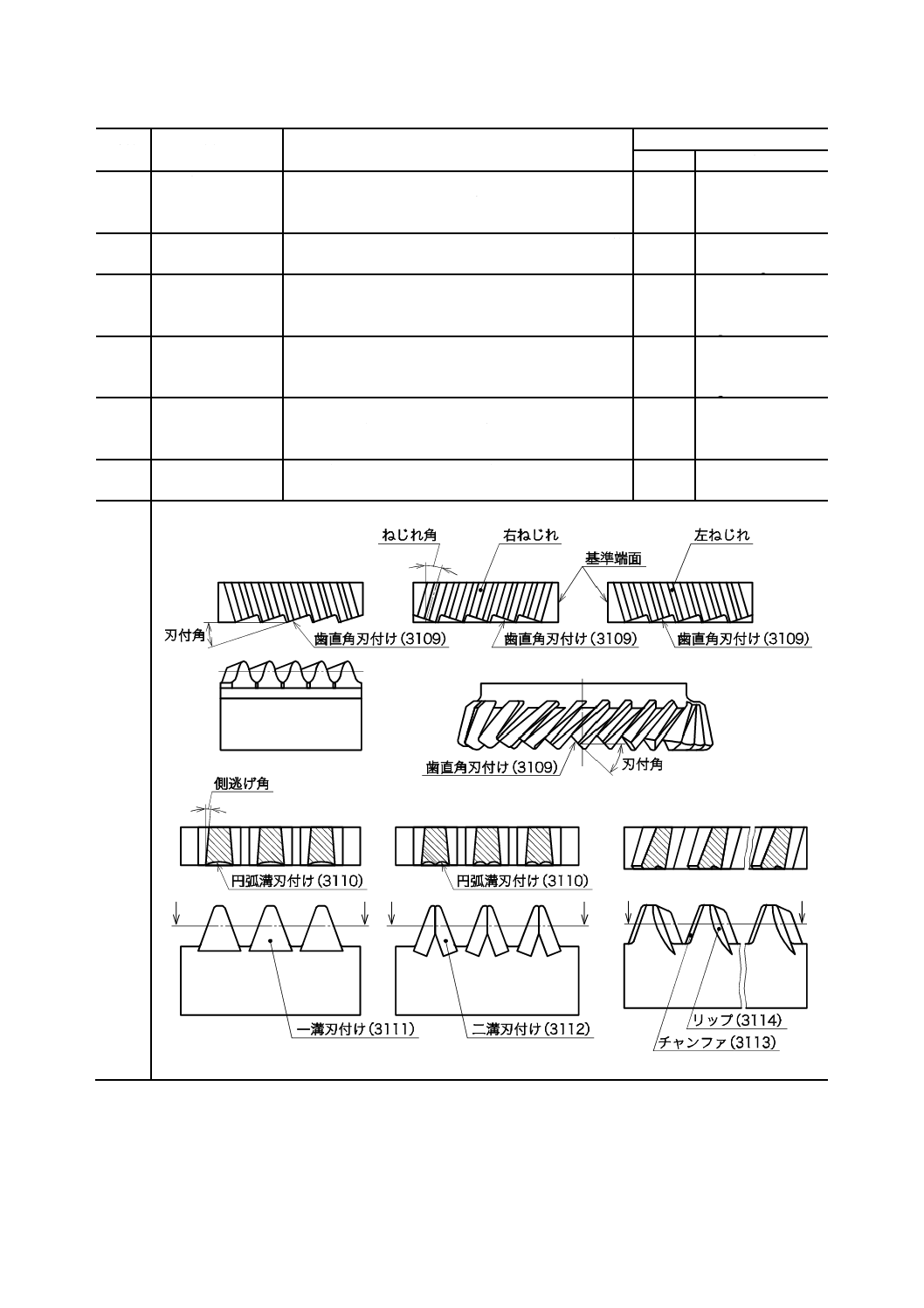
3109
歯直角刃付け
はすばラックカッタ及びはすば歯車用ピニオンカッ
タのすくい面を歯すじにほぼ直角とする刃付け方法
で,カッタねじれ角と刃付け角とは同一である。
―
normal sharpening
3110
円弧溝刃付け
ラックカッタのすくい面を中空の円すい面又は円筒
面とする刃付け方法。
―
sharpening with
hollow groove
3111
一溝刃付け
歯の山ごとに一つの溝を用いる円弧溝刃付け。
―
sharpening with
single hollow
groove
3112
二溝刃付け
歯の山ごとに二つの溝を用いる円弧溝刃付け。
―
sharpening with
double hollow
grooves
3113
チャンファ
はすばラックカッタ及びはすば歯車用ピニオンカッ
タの歯形の鋭角側の切れ刃に施す面取り形の刃付け
部。
―
chamfer
3114
リップ
はすばラックカッタ及びはすば歯車用ピニオンカッ
タの歯形の鈍角側の切れ刃に施す溝形の刃付け部。
―
lip
36
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
3115
第1歯溝までの寸
法
ラックカッタの基準端面から,第1歯溝の溝幅の中心
までの距離。
―
distance between
datum end face
and center of
No.1 tooth space
3116
第1歯までの寸法
ラックカッタの基準端面から,第1歯の歯厚の中心ま
での距離。
―
distance between
datum end face
and center of
No.1 tooth
3117
セレーション
シェービングカッタのランドと溝とによって形成す
る部分の総称。
―
serration
37
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
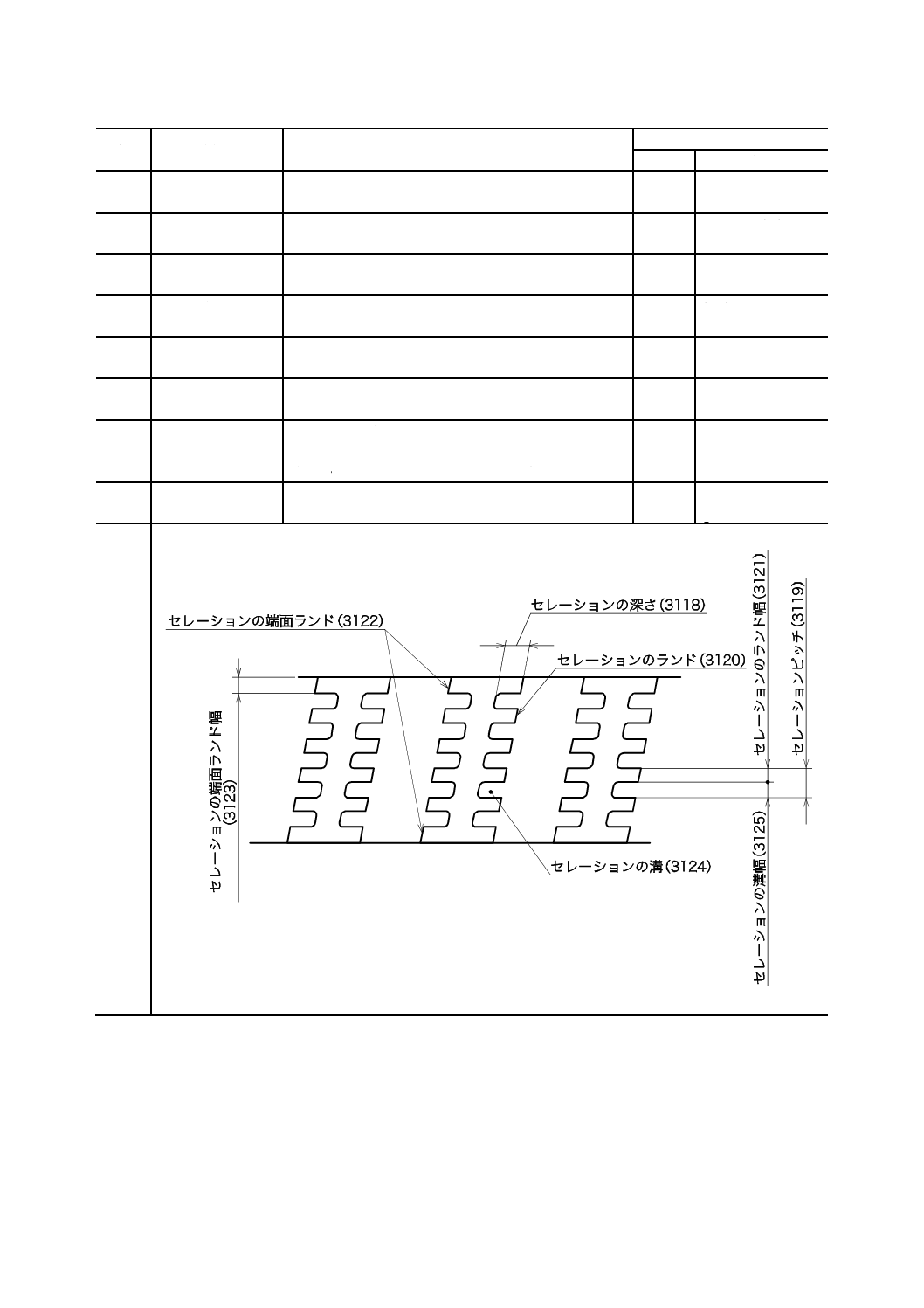
3118
セレーションの深
さ
セレーションの溝の深さ。
―
serration depth
3119
セレーションピッ
チ
セレーションの隣り合った溝の間隔。
―
serration pitch
3120
セレーションのラ
ンド
シェービングカッタの隣り合ったセレーション溝の
間に残された歯面を形成する部分。
―
land
3121
セレーションのラ
ンド幅
セレーションのランドの幅。
―
land width
3122
セレーションの端
面ランド
セレーションの両端にあるランド。
―
end land
3123
セレーションの端
面ランド幅
セレーションの両端ランドの幅。
―
end land width
3124
セレーションの溝
シェービングカッタの歯元から歯先に至る歯面に設
けたセレーションの溝。
注記 セレーションのスロットともいう。
―
serration slot,
serration gash
3125
セレーションの溝
幅
セレーションの溝の幅。
―
slot width,
gash width
38
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
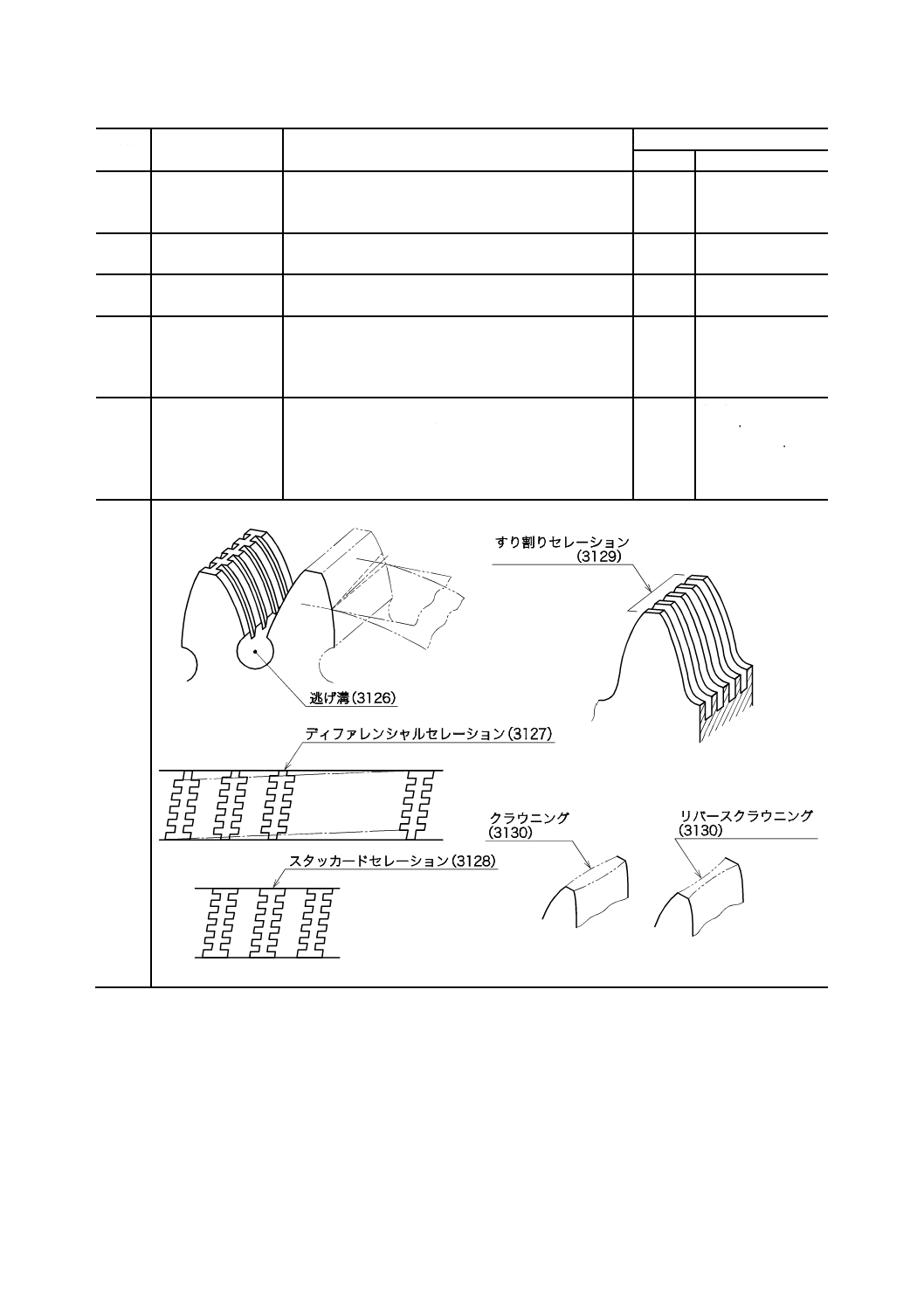
3126
逃げ溝
シェービングカッタの歯底に設けられた溝又は穴。
―
clearance groove,
clearance hole,
oil hole
3127
ディファレンシャ
ルセレーション
シェービングカッタの各歯のセレーションの溝が漸
次ずれているセレーション。
―
differential serration
3128
スタッカードセレ
ーション
シェービングカッタの各歯のセレーションの溝が千
鳥になっているセレーション。
―
staggered serration
3129
すり割りセレーシ
ョン
シェービングカッタの歯にセレーションの溝割り溝
を入れたセレーション
注記 通常,歯形の小さいシェービングカッタに使用
する。
―
slitting serration
3130
修整リード
シェービングカッタの修整した歯すじ。
注記 歯すじを中凸に修整したものをクラウニング,
中凹に修整したものをリバースクラウニング又
はホローリードという。
―
lead modification,
crowning lead,
reverse crowning
lead,
hollow lead
39
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
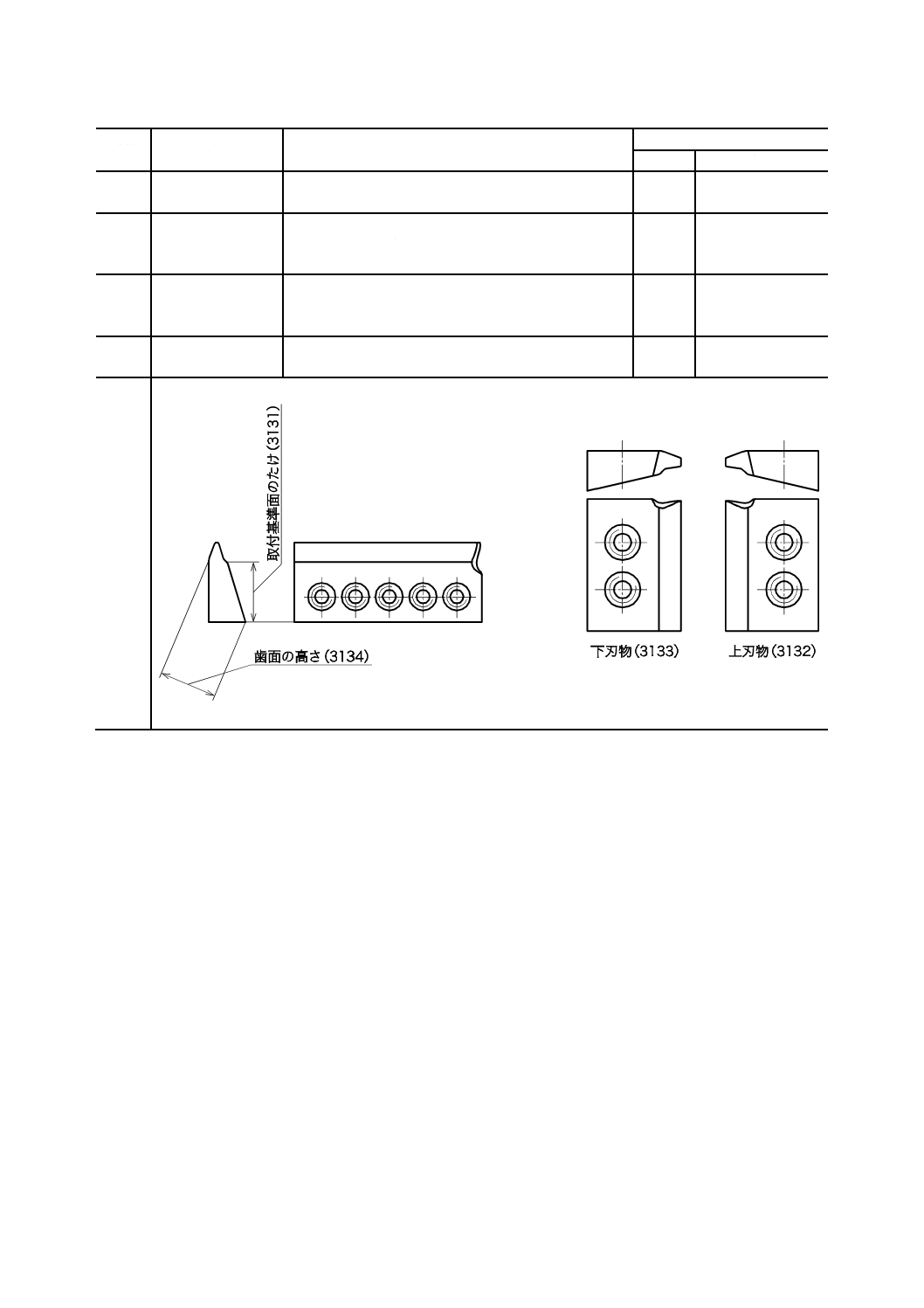
3131
取付基準面のたけ
すぐばかさ歯車用G形刃物の取付基準面部の高さ。
―
height of datum
clamp face
3132
上刃物
すぐばかさ歯車用G形刃物の刃部を上にして取付側
面から見て刃が右側にある刃物。
注記 被削歯車の上向きの歯面を切削する。
―
upper tool
3133
下刃物
すぐばかさ歯車用G形刃物の刃部を上にして取付側
面から見て刃が左側にある刃物。
注記 被削歯車の下向きの歯面を切削する。
―
lower tool
3134
歯面の高さ
すぐばかさ歯車用G形刃物の底面と取付基準面との
交点から歯面までの距離。
―
height of tooth flank
40
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
歯切工具の角
番号
用語
定義
参考
量記号
対応英語
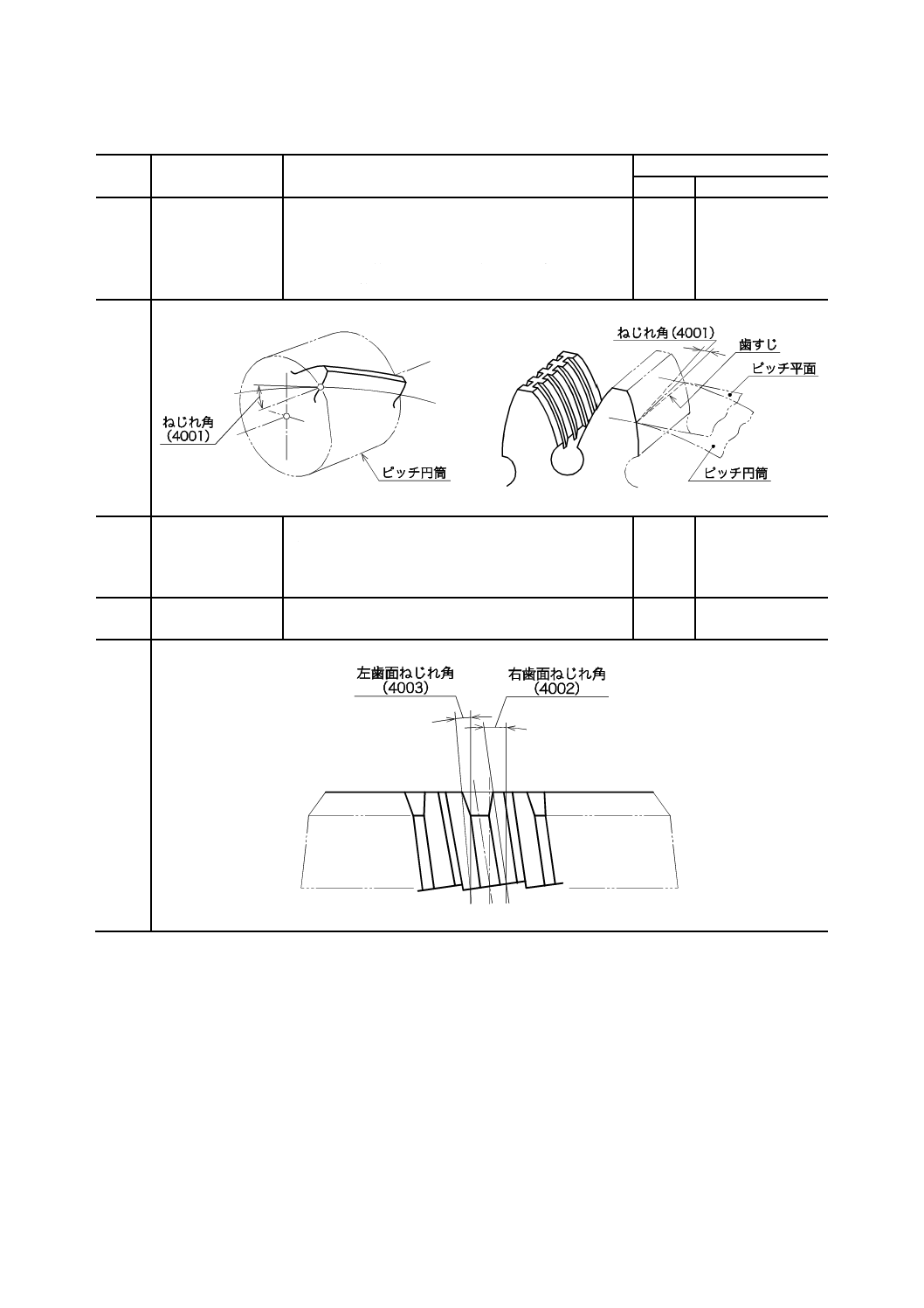
4001
ねじれ角
つる巻き線の接線と,この曲線をのせている円筒の直
線母線との間の角(JIS B 0102の1.4.1.2参照)。
注記 通常,基準円筒上又は基準平面上のねじれ角を
基準円筒ねじれ角又は単にねじれ角といい,基
礎円筒ねじれ角と区別することがある。
β
helix angle
4002
右歯面ねじれ角
はすば歯車用ピニオンカッタの右歯面のねじれ角。
注記 これをピッチ円筒ねじれ角といい,番号4001
の注記と同様に基礎円筒ねじれ角と区別するこ
とがある。
βR
helix angle on right
tooth flank
4003
左歯面ねじれ角
はすば歯車用ピニオンカッタの左歯面のねじれ角。
βL
helix angle on left
tooth flank
41
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
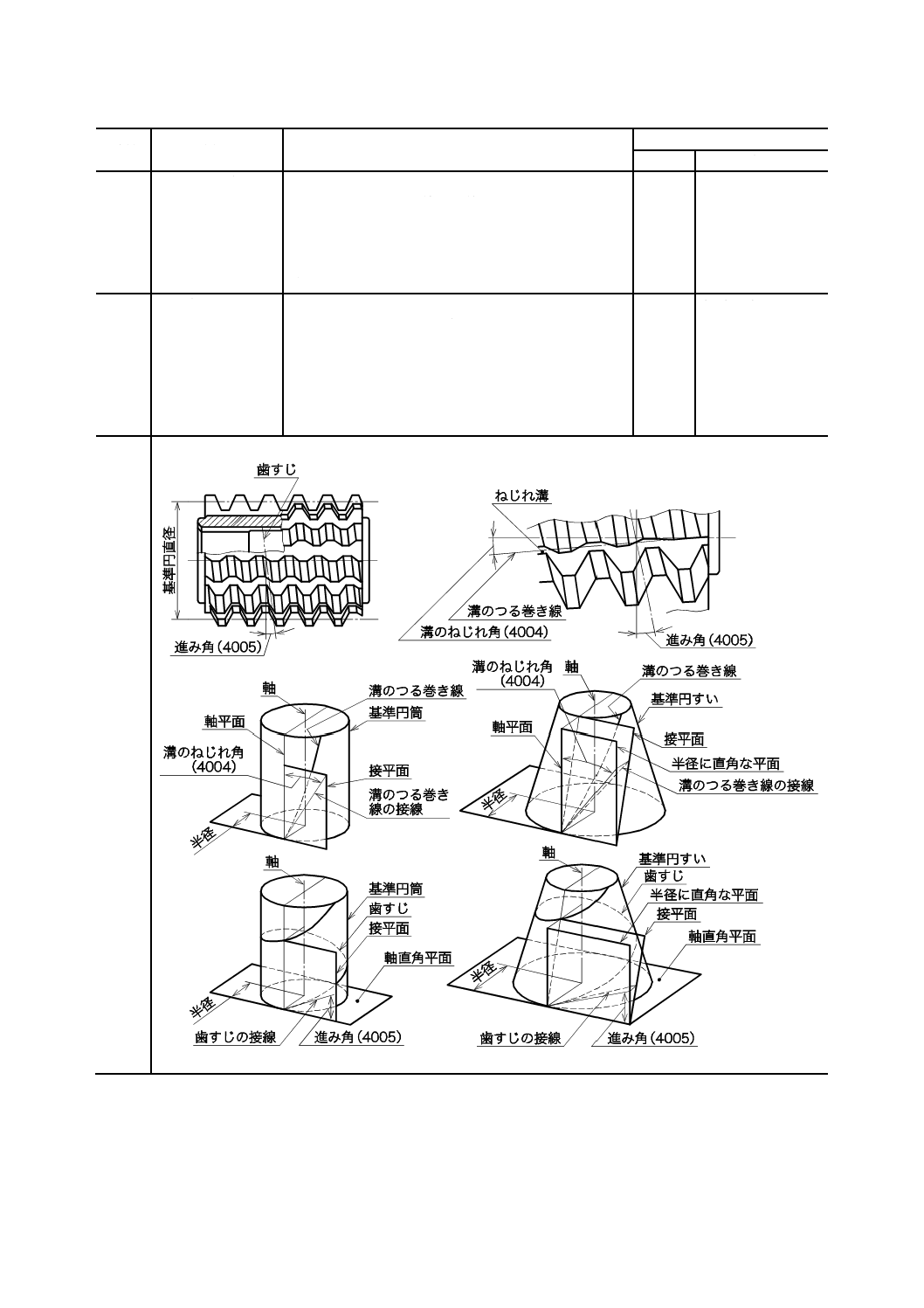
4004
溝のねじれ角
ホブの溝のねじれ角。円筒ホブの場合は,基準円筒に
おいて溝のつる巻き線の接線とその点を通る軸平面
とがなす角。円すいホブの場合は,基準円すいにおい
て溝のつる巻き線の接線を半径に直角な平面に投影
したものと,その点を通る軸平面とがなす角。
注記 通常,溝のリードで代用する。
σ
helix angle of gash
4005
進み角
つる巻き線の接線とこの曲線をのせている円筒の軸
に垂直な平面とのなす角度(JIS B 0102の1.4.1.3参
照)。
円筒ホブの場合は,歯すじの接線とその点を通る軸直
角平面とのなす角。円すいホブの場合は,歯すじの接
線を半径に直角な平面に投影したものと,その点を通
る軸直角平面とがなす角。
γ0
lead angle
42
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
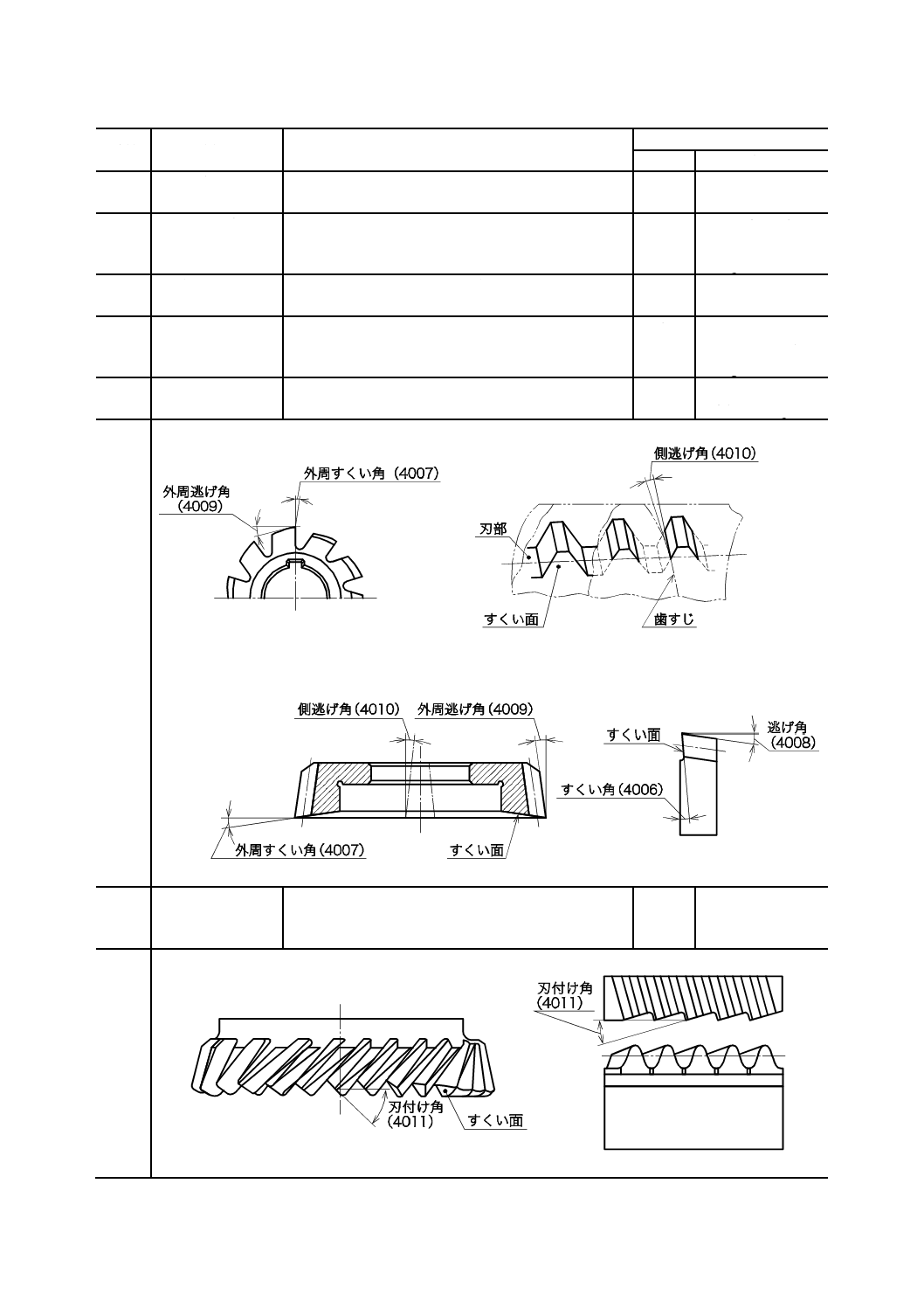
4006
すくい角
基準面(データム平面)に対するすくい面の傾きを表
す角(JIS B 0170の3008参照)。
γ
rake,
rake angle
4007
外周すくい角
歯先切れ刃のすくい角。
注記 単に,すくい角又はラジアルレーキともいう。
γa
radial rake angle,
peripheral rake
angle
4008
逃げ角
(切削)仕上げ面に対する逃げ面の傾きを表す角(JIS
B 0170の3013参照)。
θ
relief,
relief angle
4009
外周逃げ角
歯先切れ刃の逃げ角。
θa
radial relief angle,
peripheral relief
angle
4010
側逃げ角
右切れ刃及び左切れ刃の逃げ角。
θp
side relief angle,
axial relief angle
4011
刃付け角
はすば歯車用ピニオンカッタでは,すくい面の軸直角
面に対する角。はすばラックカッタでは,すくい面の
取付基準面に対する角。
τ
sharpening angle
43
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
4012
圧力角
歯形上の任意の点における歯形への接線とその点を
通る軸平面とがなす鋭角。
α
pressure angle
4013
かみ合い圧力角
かみ合いピッチ円上の圧力角。
αw
working pressure
angle
4014
取付角
2形ラックカッタを歯車平削り盤に取り付ける切削方
向と基準面(データム平面)の垂線とがなす角。
―
inclination angle
4015
取付基準面の角度
すぐばかさ歯車用G形刃物の取付基準面と底面とが
なす角。
―
datum clamp face
angle
4016
裏面の角度
すぐばかさ歯車用G形刃物の裏面と表面とがなす角。
―
inside face angle
44
B 0174:2007
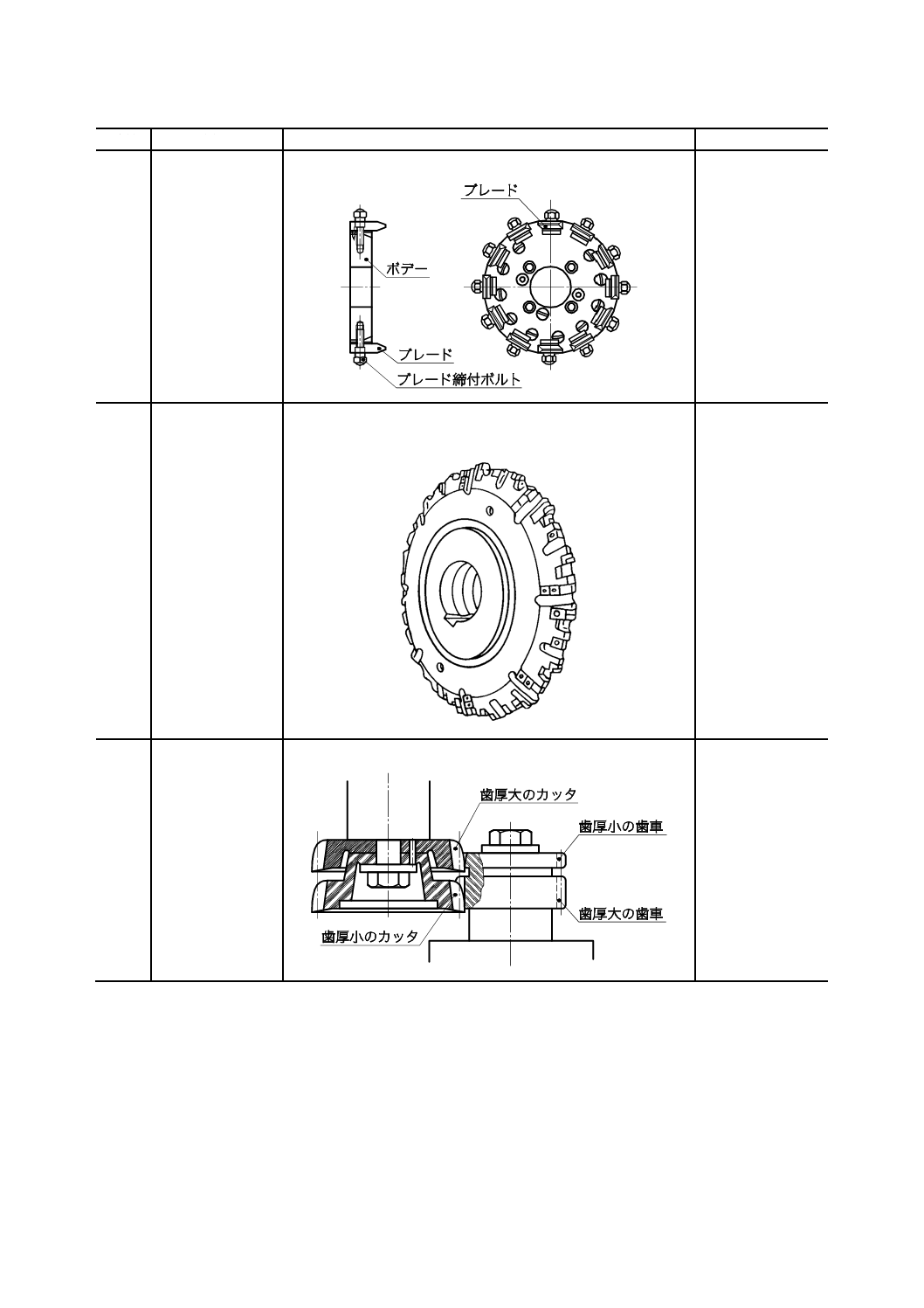
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
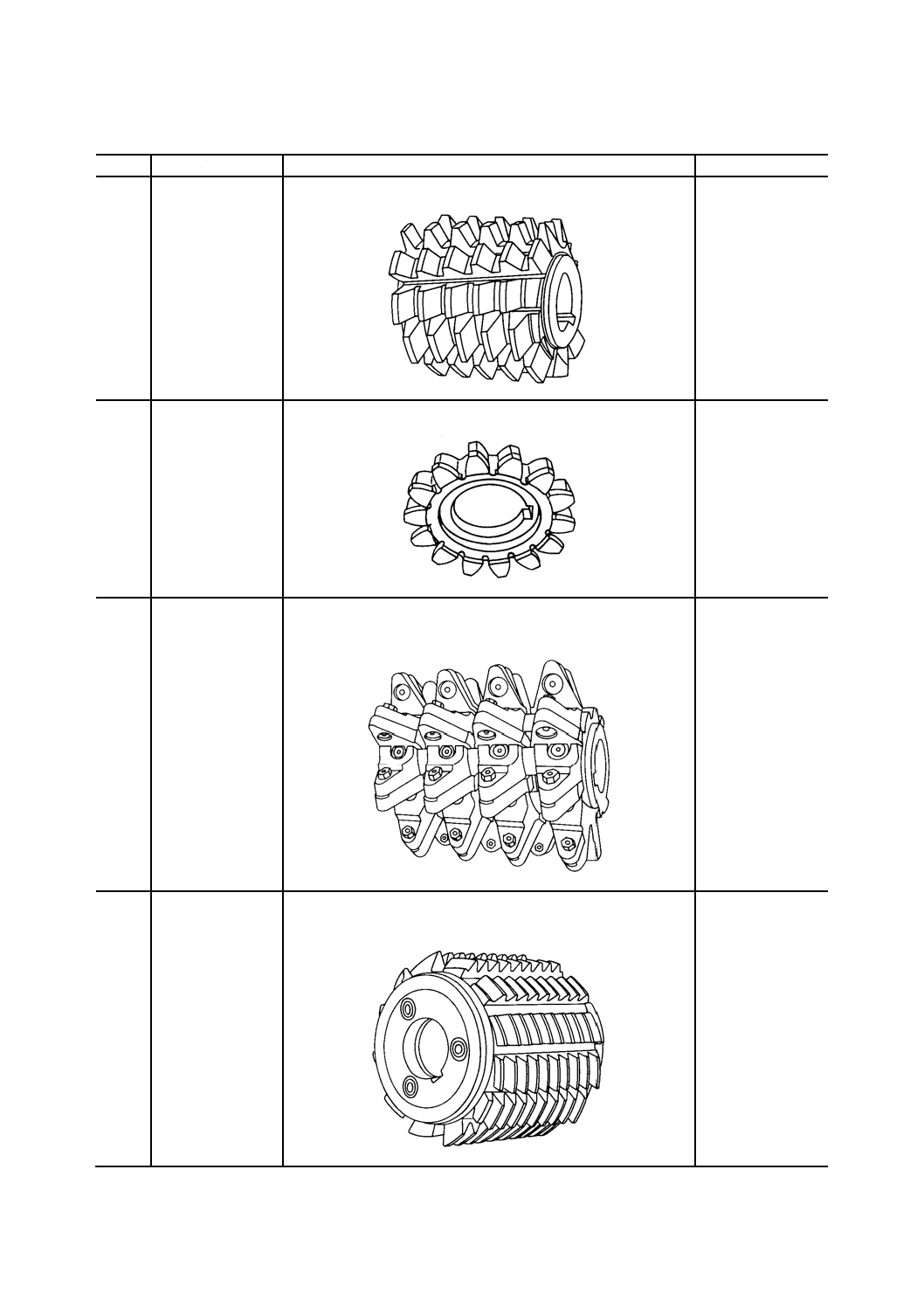
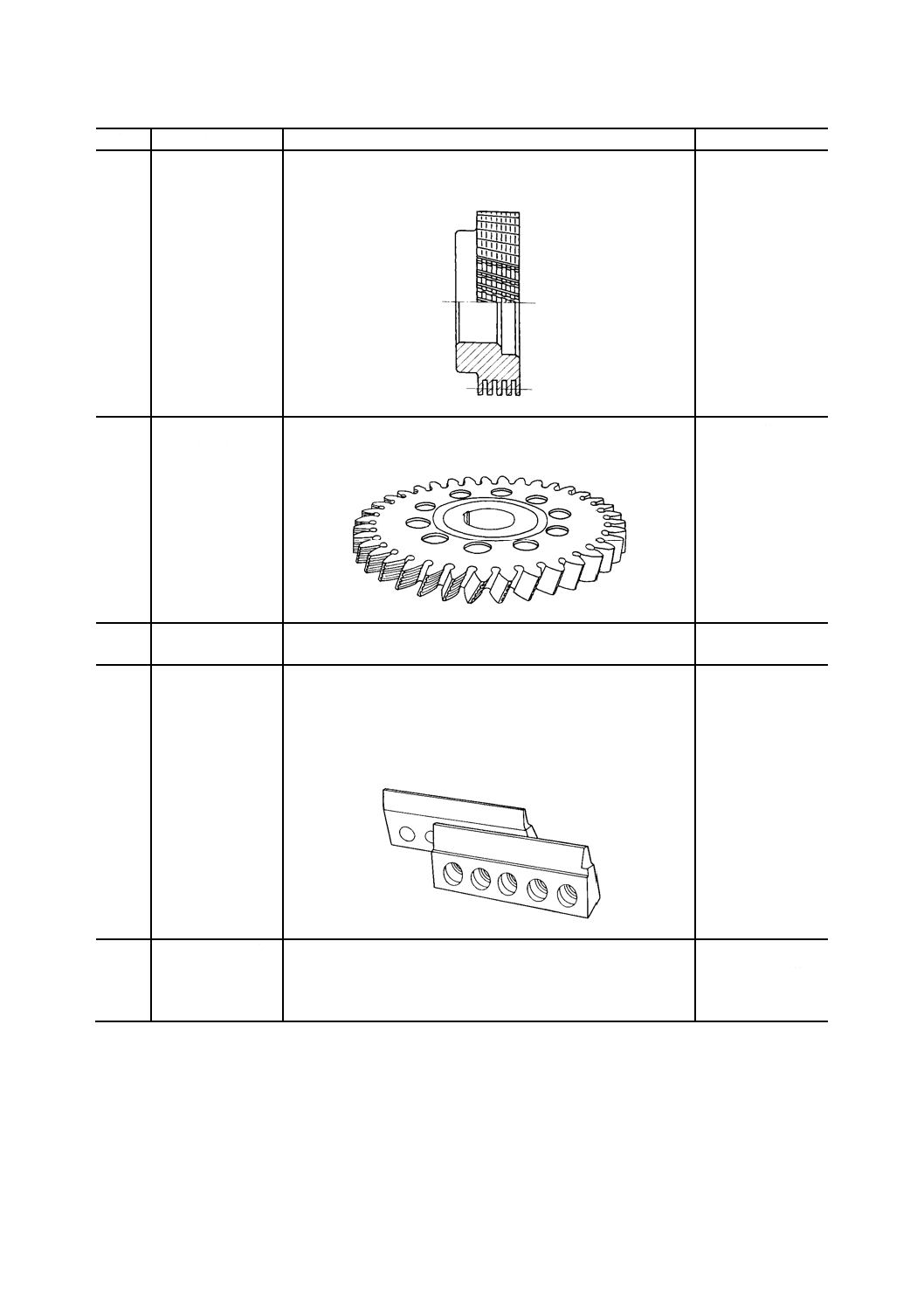
5.5 歯切工具の精度
5.5.1 ホブ
番号
用語
定義
参考
量記号
対応英語
5001
ハブ外周の振れ
ホブの理論上の中心からハブ外周までの半径の最大
値と最小値との差(JIS B 4355の6.参照)。
―
hub-radial runout
5002
ハブ面の振れ
ホブの軸に垂直な面からハブ面までの寸法の最大値
と最小値との差(JIS B 4355の6.参照)。
―
hub-axial runout,
hub face runout
5003
歯先切れ刃の振れ ホブの理論上の中心から刃部歯先までの半径の最大
値と最小値との差(JIS B 4355の6.参照)。
―
tip-radial runout
5004
溝の隣接分割誤差 ホブの隣り合ったすくい面の対応する点で測った円
筒長さの隣り合った二つの値の差(JIS B 4355の6.参
照)。
―
adjacent pitch
deviation of gash
5005
溝の累積分割誤差 ホブの任意の二つのすくい面の対応する点で測った
円筒長さの和の実際の値と,理論値との差(JIS B 4355
の6.参照)。
―
total cumulative
pitch deviation of
gash
5006
向心度
ホブのすくい面の軸直角断面における検査範囲内で
中心を通る直線と実際の線との差。すくい角付きホブ
ではすくい面に沿った実際値と理論値との差(JIS B
4355の6.参照)。
―
radial alignment of
cutting face
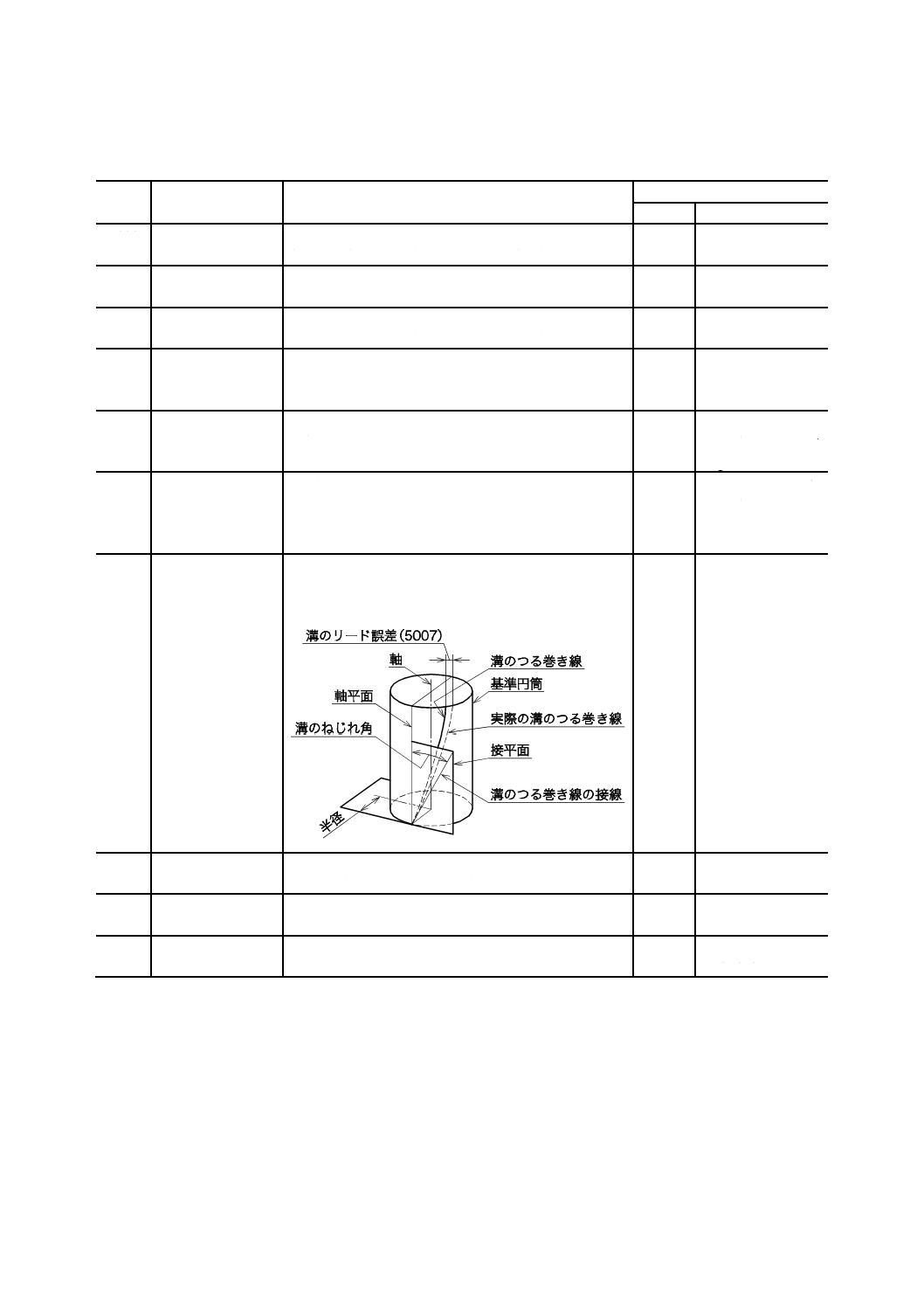
5007
溝のリード誤差
ホブの基準円筒付近において,検査範囲内のホブの長
さに対応する実際の溝のつる巻き線と,理論の溝のつ
る巻き線との差。通常,円周方向の寸法をもって表す。
―
gash lead deviation
5008
歯厚誤差
データム直線上における実際の歯厚と,設計上の歯厚
との差(JIS B 4355の6.参照)。
―
tooth thickness
deviation
5009
歯末のたけ誤差
実際の歯末のたけと,設計上の歯末のたけとの差(JIS
B 4355の6.参照)。
―
cutter addendum
deviation
5010
歯元のたけ誤差
実際の歯元のたけと,設計上の歯元のたけとの差(JIS
B 4355の6.参照)。
―
cutter dedendum
deviation
45
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
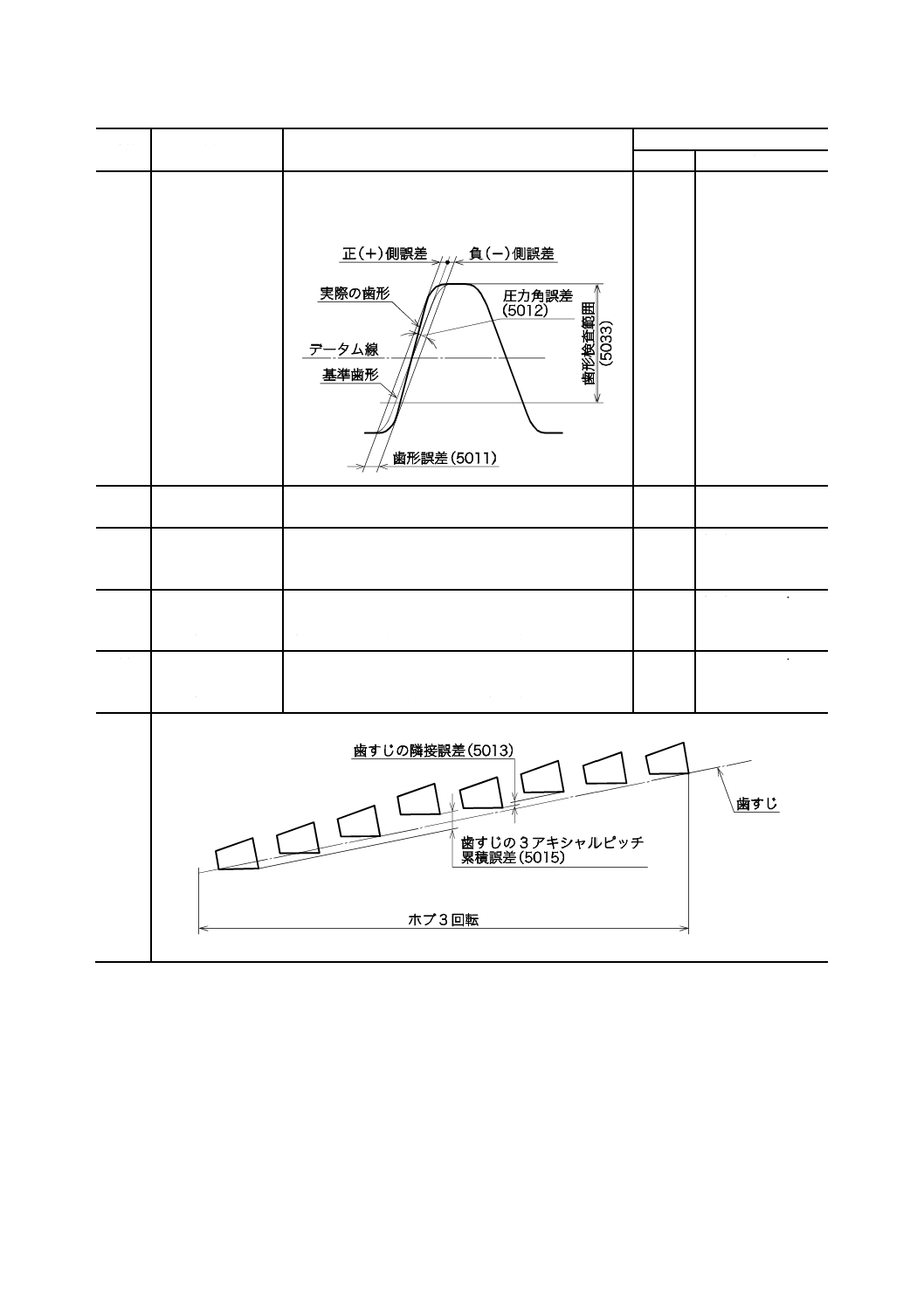
5011
歯形誤差
実際の歯形とデータム直線の交点を通る設計上の歯
形を基準とし,これに垂直な方向に測って歯形検査範
囲内における正側誤差と負側誤差との和。
―
tooth profile
deviation
5012
圧力角誤差
設計上の圧力角と実際の圧力角との差。
―
pressure angle
deviation
5013
歯すじの隣接誤差
ホブピッチ円筒の歯すじに沿った任意の隣り合った
切れ刃の各々を通る理論歯すじつる巻き線の軸方向
の隔たり(JIS B 4355の6.参照)。
Fγu
lead deviation on
adjacent teeth
5014
歯すじの1アキシ
ャルピッチ累積
誤差
ホブピッチ円筒の歯すじに沿った任意の1回転内にお
いて,任意の切れ刃を通る理論歯すじつる巻き線の軸
方向の隔たり(JIS B 4355の6.参照。)
―
lead deviation in
one axial pitch
5015
歯すじの3アキシ
ャルピッチ累積
誤差
ホブピッチ円筒の歯すじに沿った任意の3回転内にお
いて,任意の切れ刃を通る理論歯すじつる巻き線の軸
方向の隔たり(JIS B 4355の6.参照。)
―
lead deviation in
three axial pitches
46
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
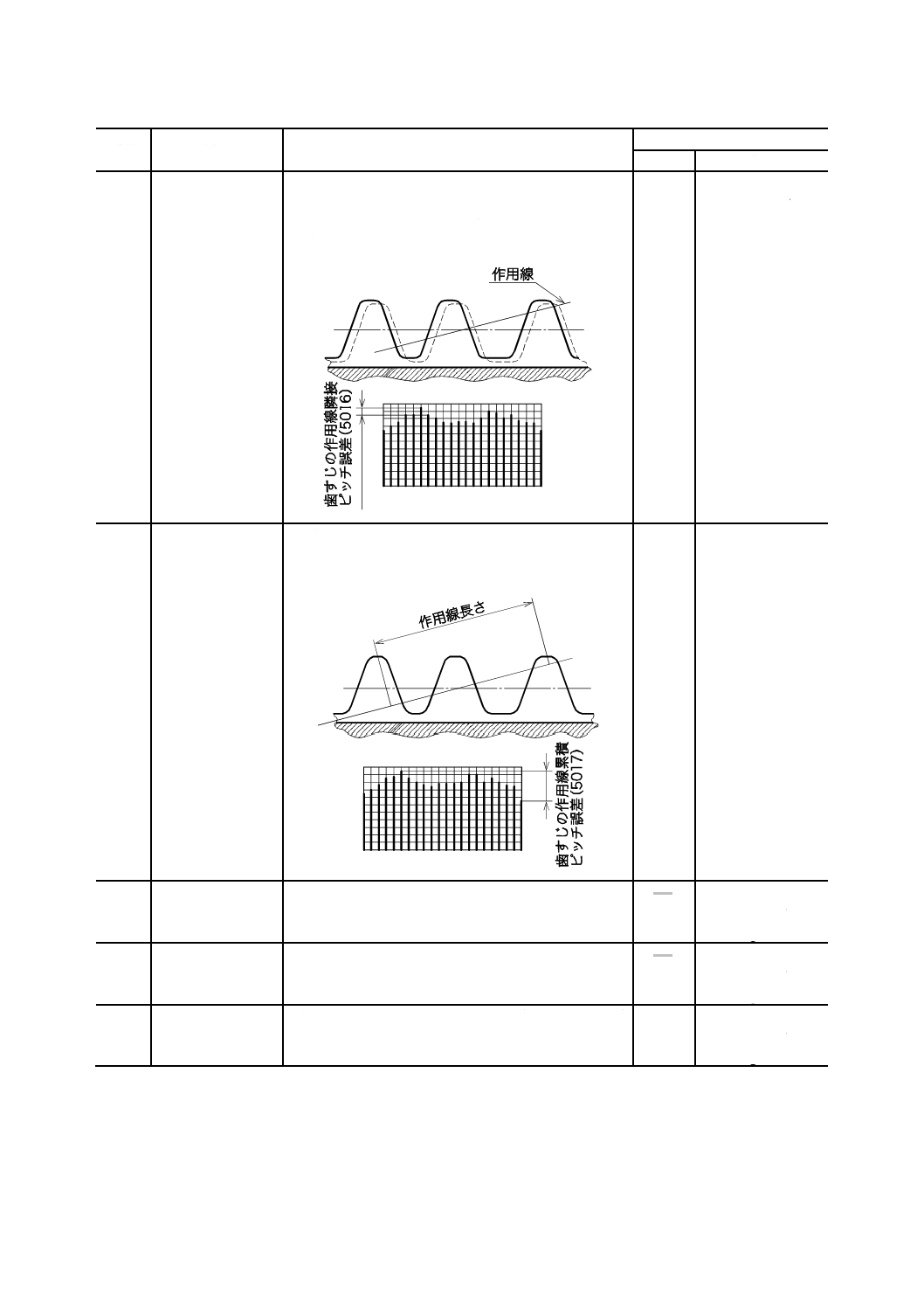
5016
歯すじの作用線隣
接ピッチ誤差
ホブ歯すじの作用線c)に沿ったかみ合い範囲におい
て,任意の隣り合った切れ刃の各々を通る作用線方向
の理論歯すじとの隔たり(JIS B 4355の6.参照)。
注c) ホブの圧力角に対する法線。
―
adjacent deviation
along line of
action
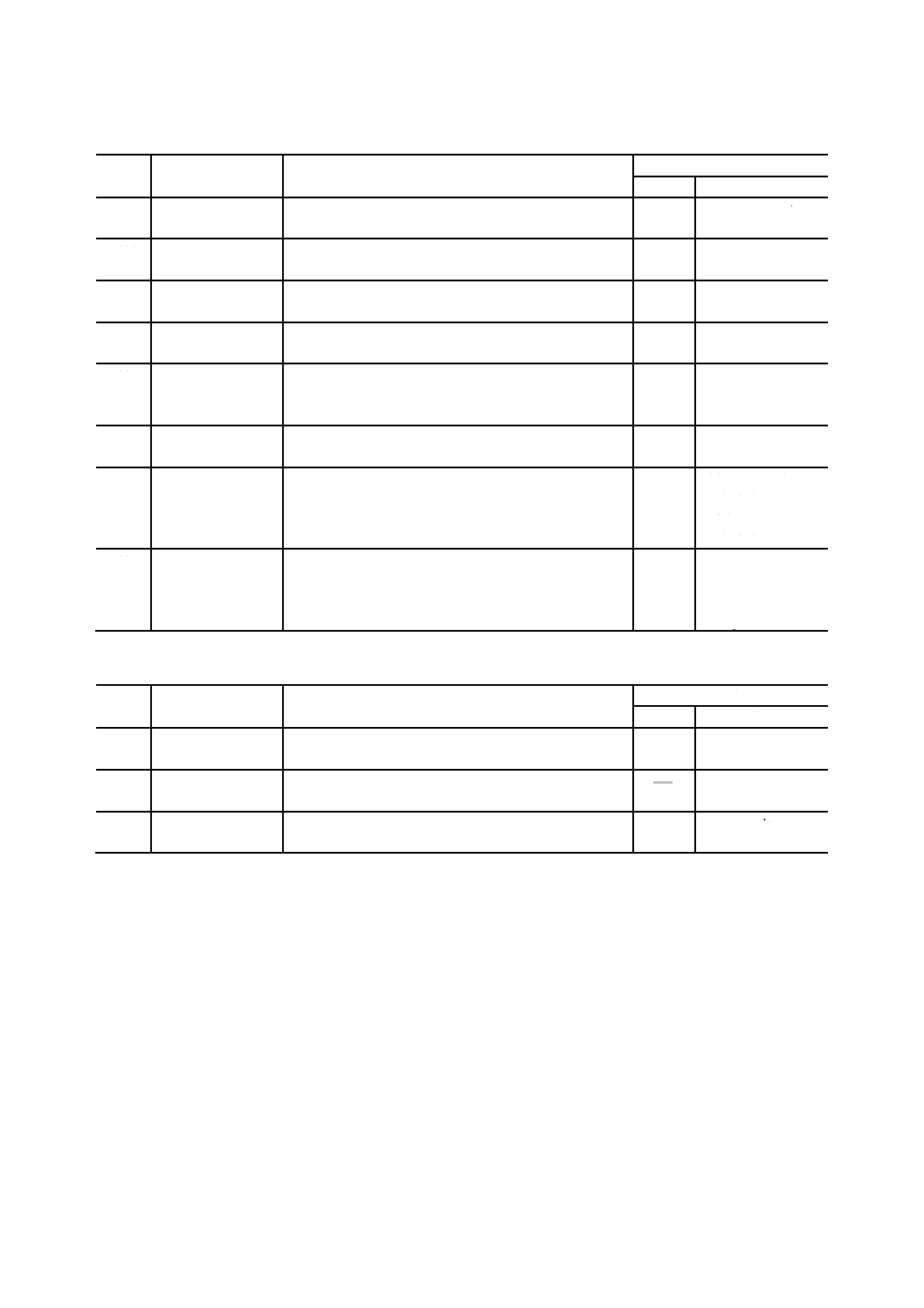
5017
歯すじの作用線累
積ピッチ誤差
ホブ歯すじの作用線に沿ったかみ合い範囲において,
任意の二つの切れ刃を通る作用線方向の理論歯すじ
との隔たり(JIS B 4355の6.参照)。
―
total deviation along
line of action
5018
すくい面の単一ピ
ッチ誤差
隣り合った同じ側のデータム直線上における実際の
ピッチと理論ピッチとの差(JIS B 4355の6.参照)。
―
single pitch
deviation of
cutting face
5019
すくい面の隣接ピ
ッチ誤差
データム直線上の隣り合った二つのピッチの差(JIS B
4355の6.参照)。
―
adjacent pitch
deviation of
cutting face
5020
すくい面の3アキ
シャルピッチ誤
差
データム直線上において連続した3ピッチの実際のピ
ッチの和と,理論値との差(JIS B 4355の6.参照)。
―
three pitches
deviation of
cutting face
47
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5.2
ピニオンカッタ
番号
用語
定義
参考
量記号
対応英語
5021
シャンクの振れ
軸心からシャンク外周までの半径の最大値と最小値
との差(JIS B 4356の7.3参照)。
―
radial runout of
shank
5022
外周の振れ
軸心から歯先外周までの半径の最大値と最小値との
和(JIS B 4356の7.3参照)。
―
radial runout of tip
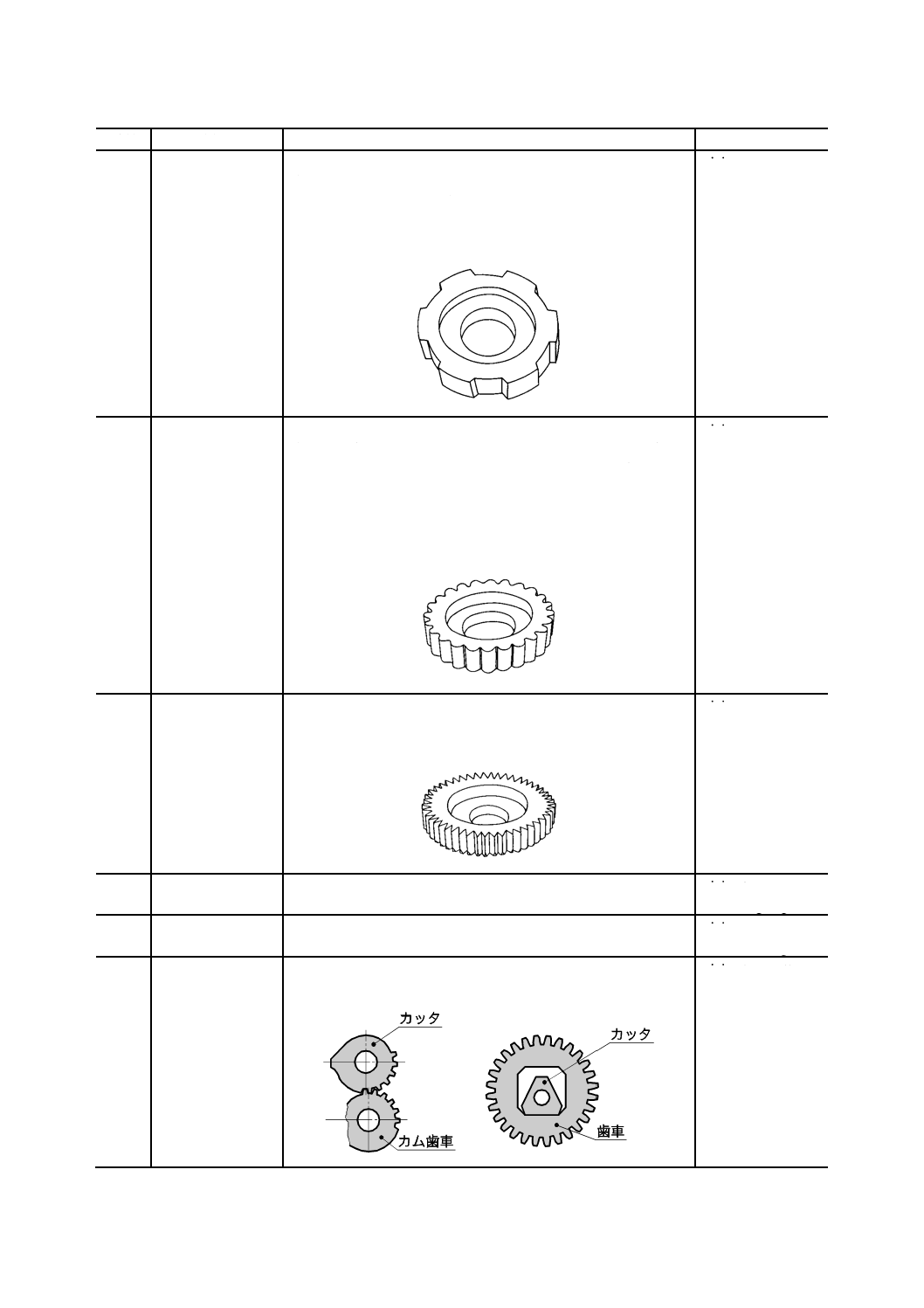
5023
基準面の振れ
ピニオンカッタの軸に垂直な面から基準面までの寸
法の最大値と最小値との差(JIS B 4356の7.3参照)。
―
datum face runout
5024
取付面の振れ
ピニオンカッタの軸に垂直な面から取付面までの寸
法の最大値と最小値との差(JIS B 4356の7.3参照)。
―
clamp face runout
5025
すくい面の振れ
ピニオンカッタの軸に垂直な面から軸から一定の半
径上にあるすくい面上の点までの寸法の最大値と最
小値との差(JIS B 4356の7.3参照)。
―
cutting face runout
5026
すくい角誤差
すくい面における実際のすくい角と設計上のすくい
角との差(JIS B 4356の7.3参照)。
―
rake angle deviation
5027
側逃げ角誤差
データム直線上又は基準円における実際の側逃げ角
と設計した側逃げ角との差(JIS B 4356の7.3参照)。
―
side relief angle
deviation,
axial relief angle
deviation
5028
外周逃げ角誤差
歯先切れ刃における実際の逃げ角と設計上の逃げ角
との差(JIS B 4356の7.3参照)。
―
radial relief angle
deviation,
peripheral relief
angle deviation
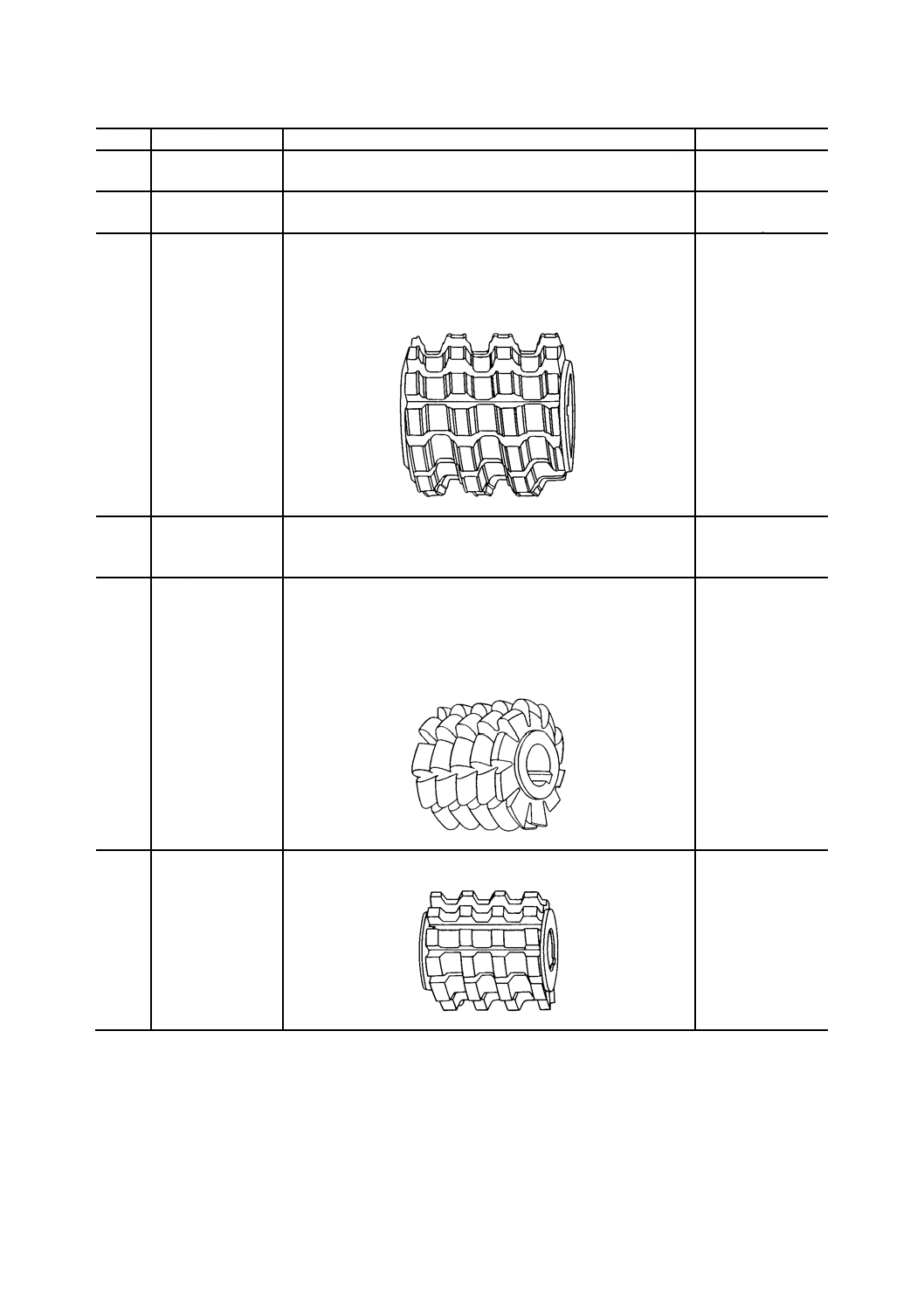
5.5.3 丸形シェービングカッタ
番号
用語
定義
参考
量記号
対応英語
5029
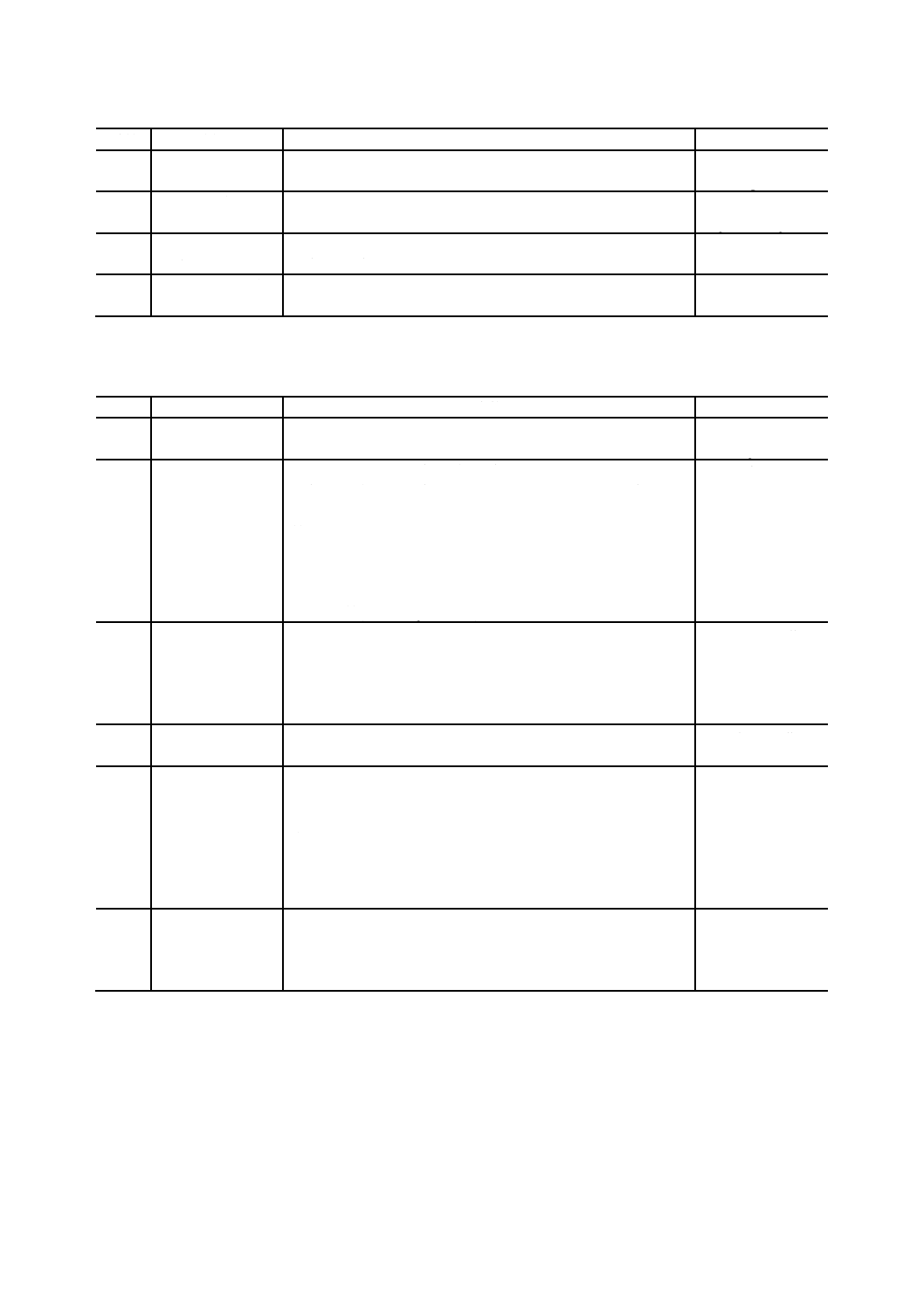
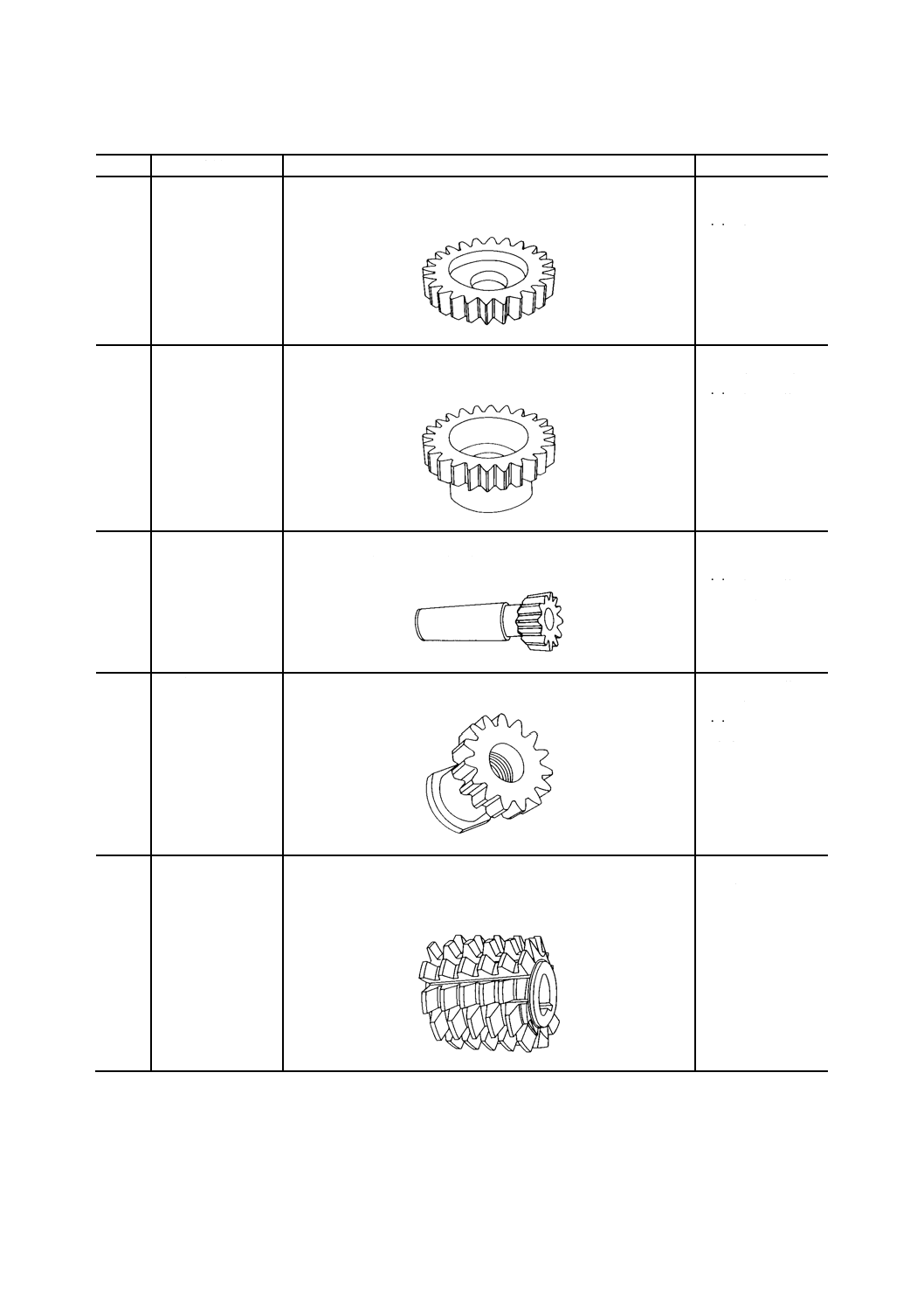
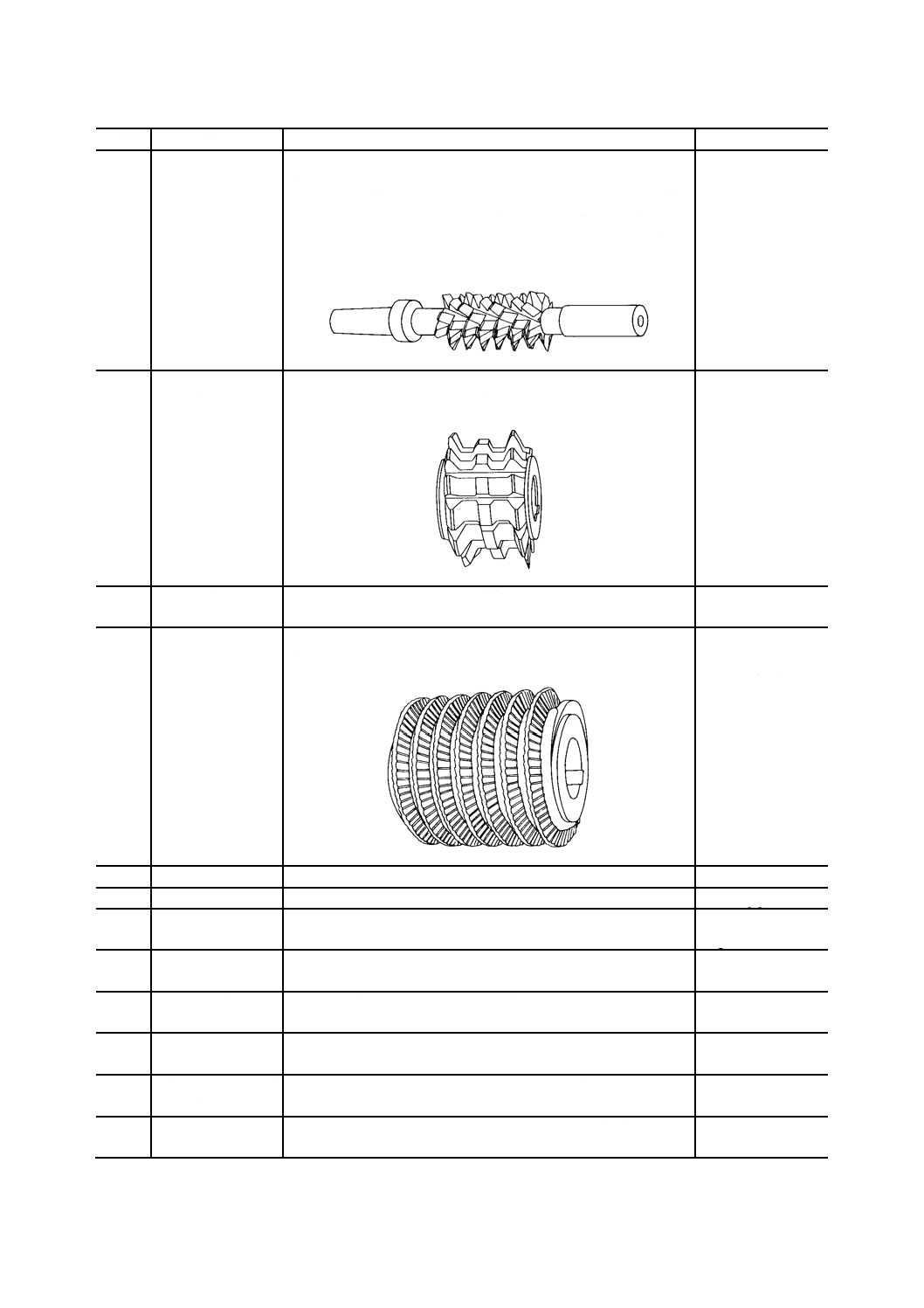
側面の振れ
シェービングカッタの軸に垂直な面から側面までの
寸法の最大値と最小値との差(JIS B 4357の8.3参照)。
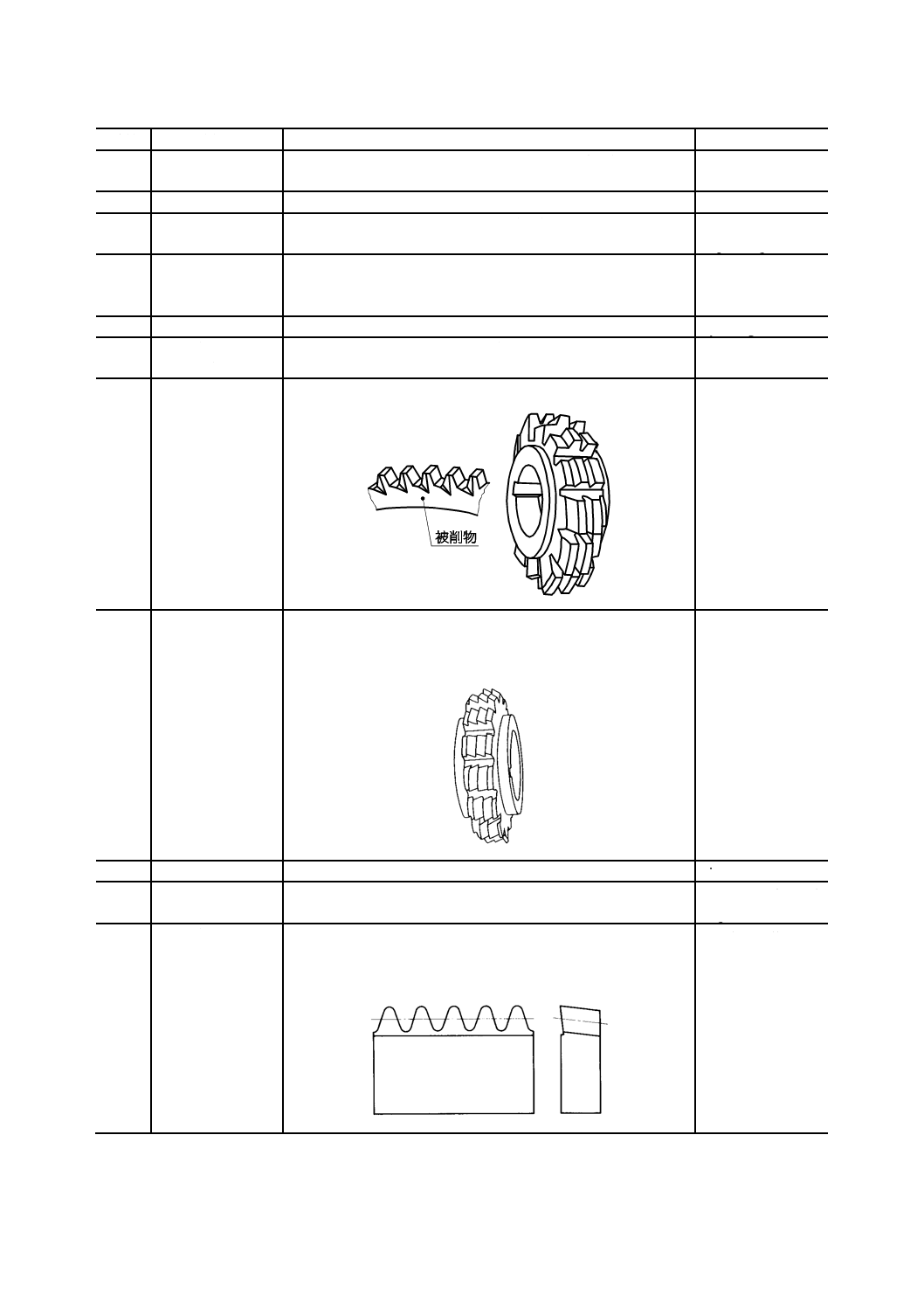
―
side face runout
5030
歯すじ方向誤差
実際の歯すじ曲線と,理論上の曲線との差。基準円筒
上の寸法と方向とをもって表す。
―
lead deviation
5031
歯すじの対称度
シェービングカッタの両歯面の歯すじ方向誤差の差
(JIS B 4357の8.3参照)。
―
symmetry in tooth
trace
48
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5.4
その他一般
番号
用語
定義
参考
量記号
対応英語
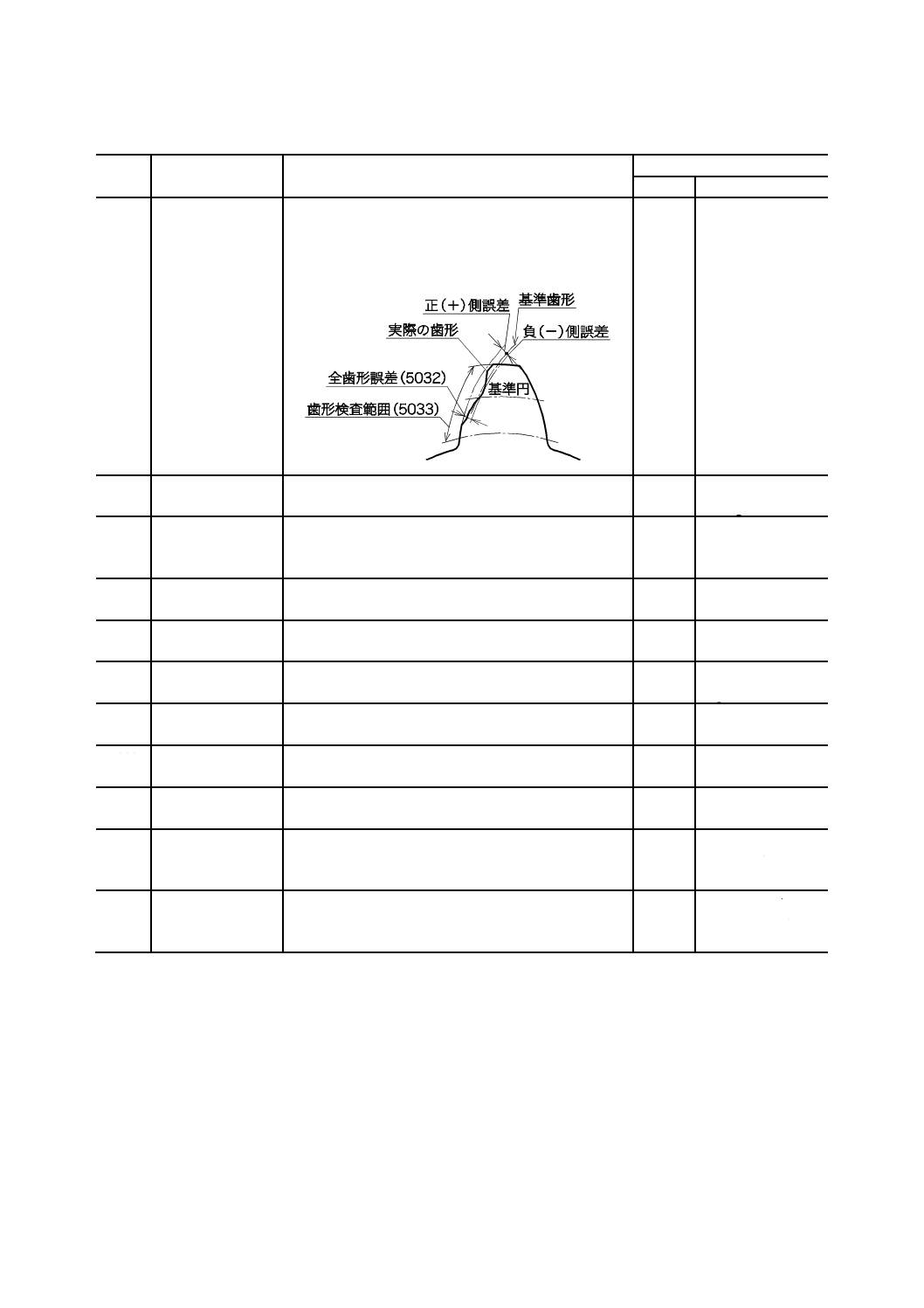
5032
全歯形誤差
実際の歯形と基準円との交点を通る設計した歯形を
基準とし,これに垂直な方向に測って歯形検査範囲内
における正側誤差と負側誤差との和(JIS B 1702-1の
3.2.2参照)。
Fα
total profile
deviation
5033
歯形検査範囲
通常,相手歯車とかみ合う歯形の範囲(JIS B 1702-1
の3.2.1.3参照)。
Lα
profile evaluation
range
5034
歯溝の振れ
玉又はピンなどの接触片を歯溝の両側歯面に接触さ
せたときの,半径方向位置の最大差(JIS B 1702-2の
B.2参照)。
Fr
runout
5035
単一ピッチ誤差
隣り合った同じ側の基準円上における実際のピッチ
と理論ピッチとの差(JIS B 1702-1の3.1.1参照)。
fpt
single pitch
deviation
5036
隣接ピッチ誤差
基準円上の隣り合った二つのピッチの差。
fpu
adjacent pitch
deviation
5037
累積ピッチ誤差
2ピッチ以上離れた二つの歯の間の単一ピッチ誤差の
和(JIS B 1702-1の3.1.3参照)。
Fp
total cumulative
pitch deviation
5038
全歯すじ誤差
実際の歯すじ曲線と理論歯すじ曲線との差。基準円上
の寸法をもって表す(JIS B 1702-1の3.3.2参照)。
Fβ
total helix deviation
5039
歯厚誤差
基準円上における実際の歯厚と設計した歯厚との差。
―
tooth thickness
deviation
5040
取付面の平行度
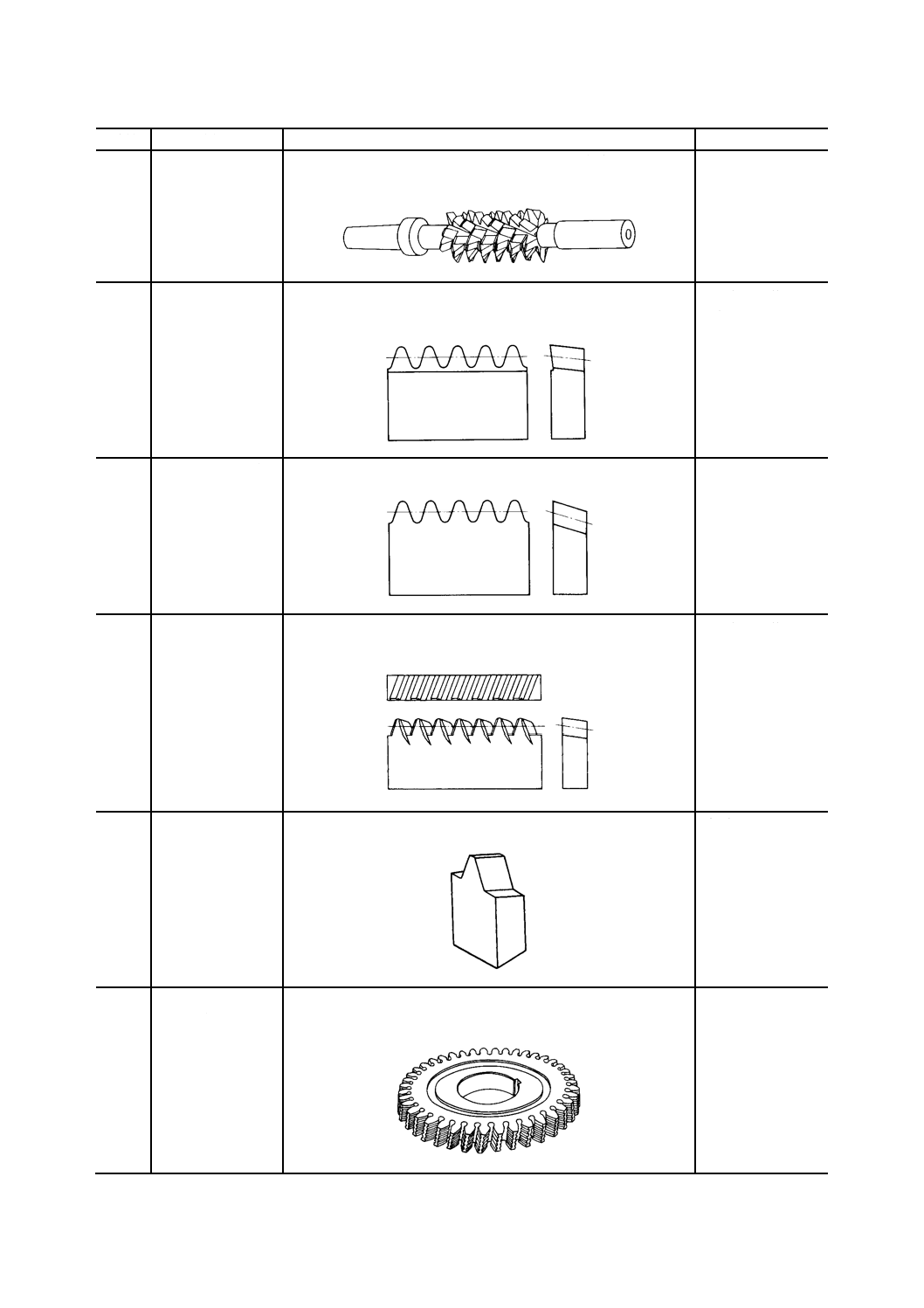
ラックカッタの基準面(データム平面)から取付面ま
での寸法の最大値と最小値との差。
―
parallelism of clamp
face
5041
歯先の平行度
ラックカッタの歯先切れ刃から底面までの寸法の最
大値と最小値との差。
―
parallelism of clamp
crest to bottom
face
5042
すくい面の平行度
ラックカッタの基準面(データム平面)からすくい面
のピッチ線の位置までの寸法の最大値と最小値との
差。
―
parallelism of
cutting face to
datum face
49
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
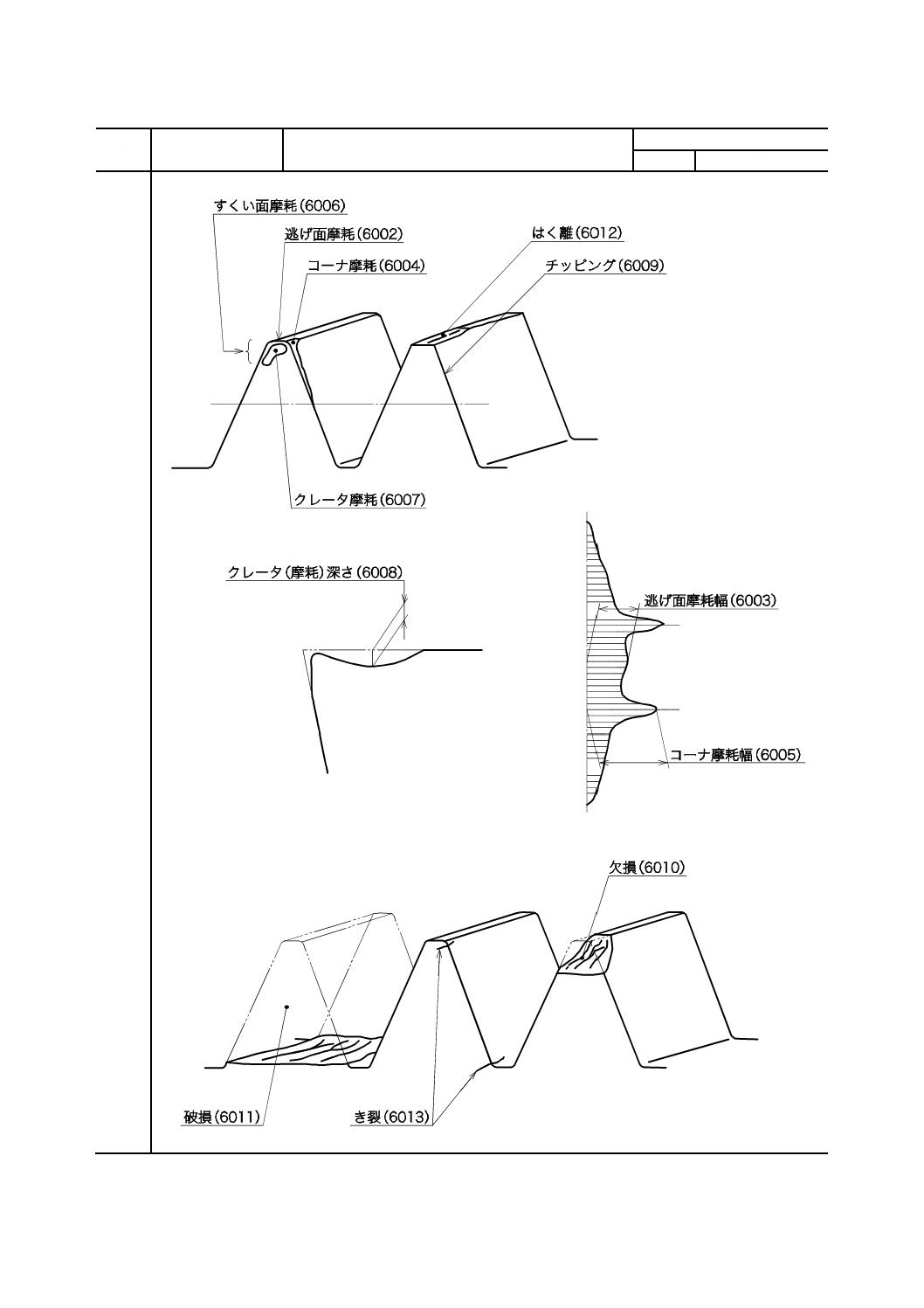
5.6
歯切工具の刃部の損傷
番号
用語
定義
参考
量記号
対応英語
6001
摩耗
切削中に生じた漸進的な損失。
―
wear
6002
逃げ面摩耗
逃げ面に生じる摩耗。発生場所によって,外周逃げ面
摩耗又は側逃げ面摩耗に区分される。
―
flank wear
6003
逃げ面摩耗幅
逃げ面摩耗の切削方向の幅。
VB
width of flank wear
6004
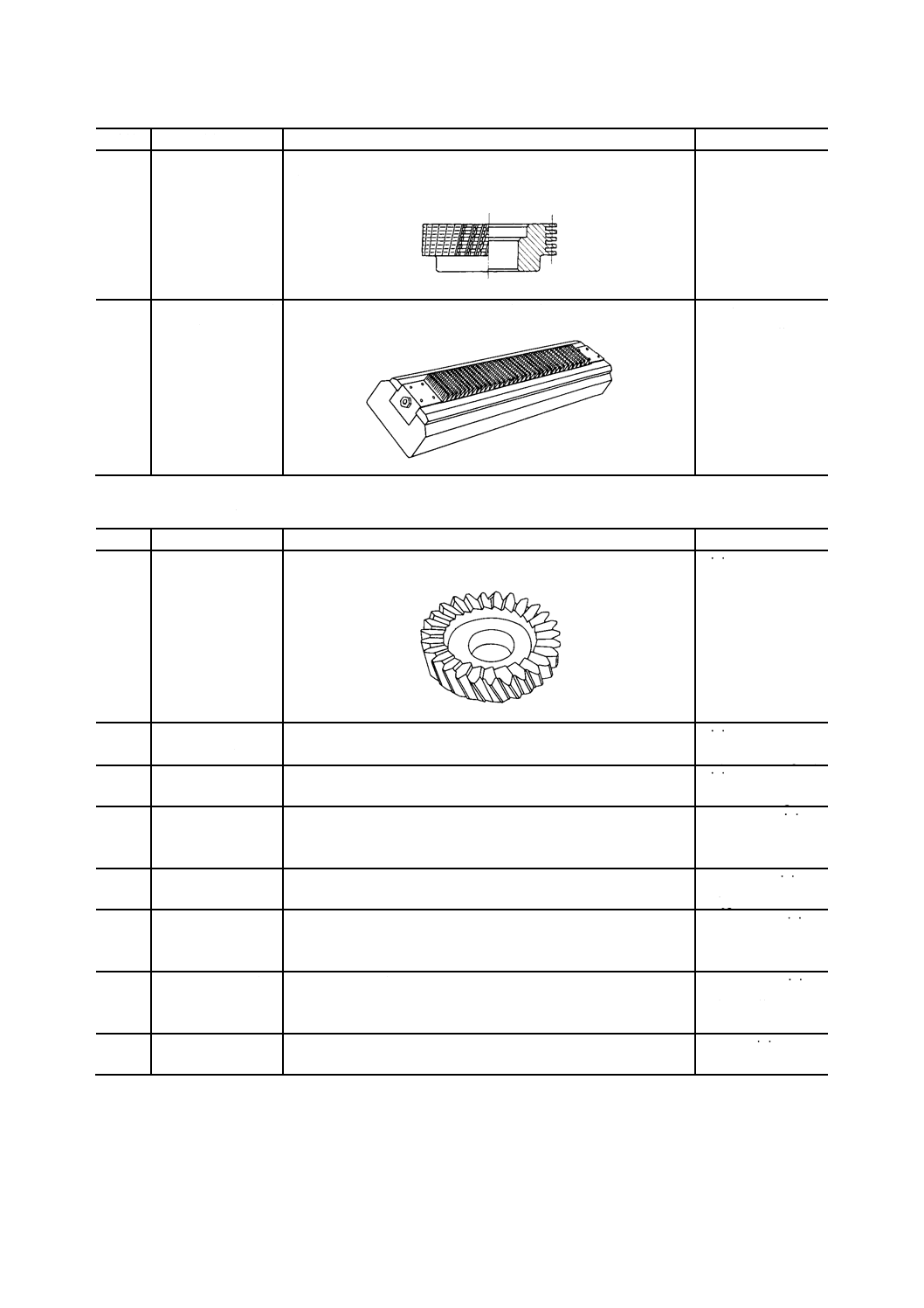
コーナ摩耗
逃げ面摩耗のうち,かど部に生じる摩耗。三角摩耗と
もいう。
―
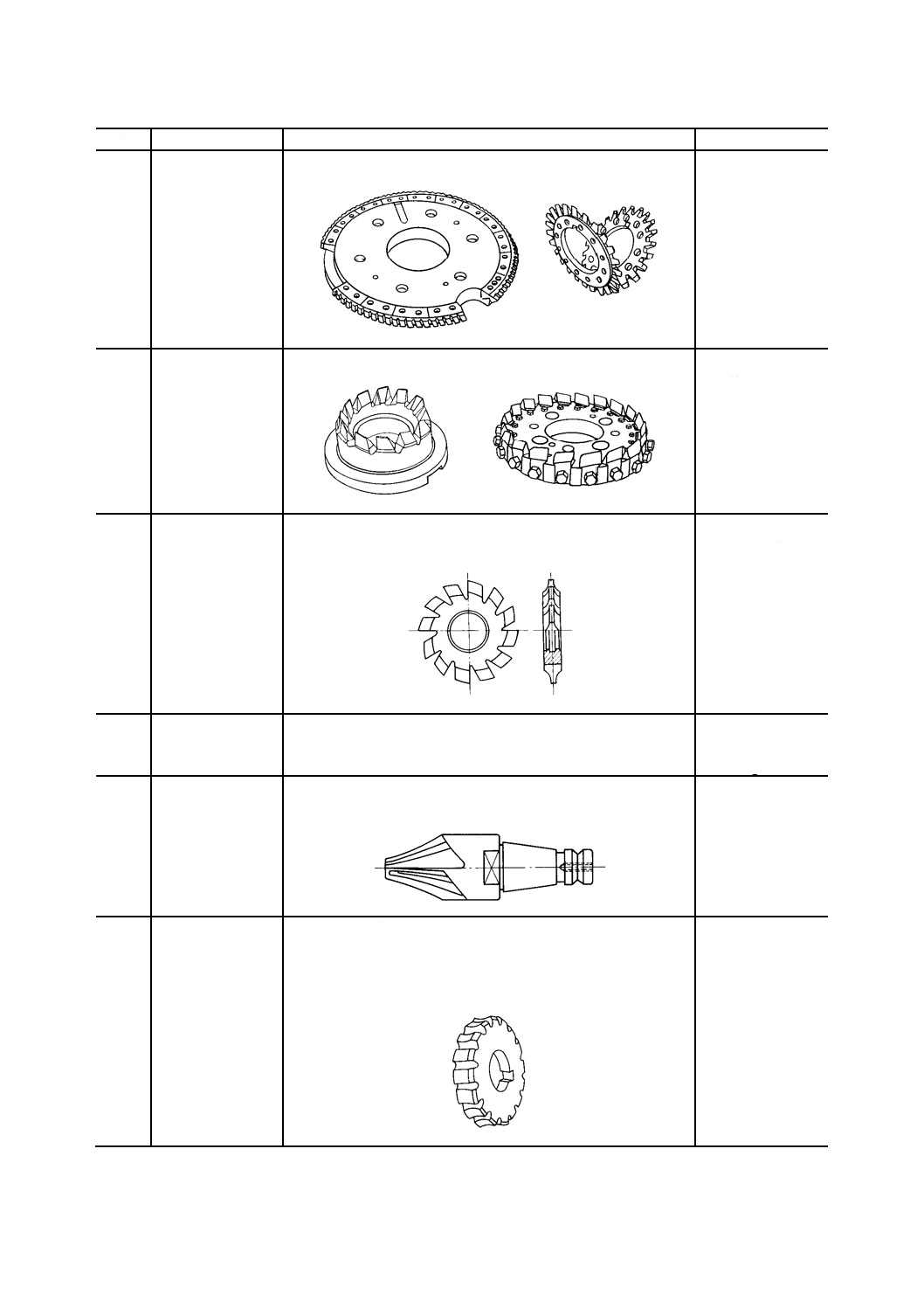
corner wear
6005
コーナ摩耗幅
コーナ摩耗の切削方向の幅。
VC
width of corner
wear
6006
すくい面摩耗
すくい面上に生じる摩耗。
―
face wear
6007
クレータ摩耗
すくい面摩耗のうち,くぼみが生じる摩耗。
―
crater (wear)
6008
クレータ(摩耗)
深さ
クレータ摩耗のくぼみの深さ。
Kr
depth of crater
(wear)
6009
チッピング
切れ刃に生じる小さな欠け。
―
cutting edge
chipping
6010
欠損
切れ刃に生じた大きな欠け。
―
―
6011
破損
刃部及びチップの全体に及ぶ破壊。
注記 通常,破損が生じると切削不能となり,再研削
も困難となる。
―
fracture of cutting
part
6012
はく離
刃部に生じたりん(鱗)片状の欠失。
―
flaking
6013
き裂
刃部に生じたき裂及び割れ。
―
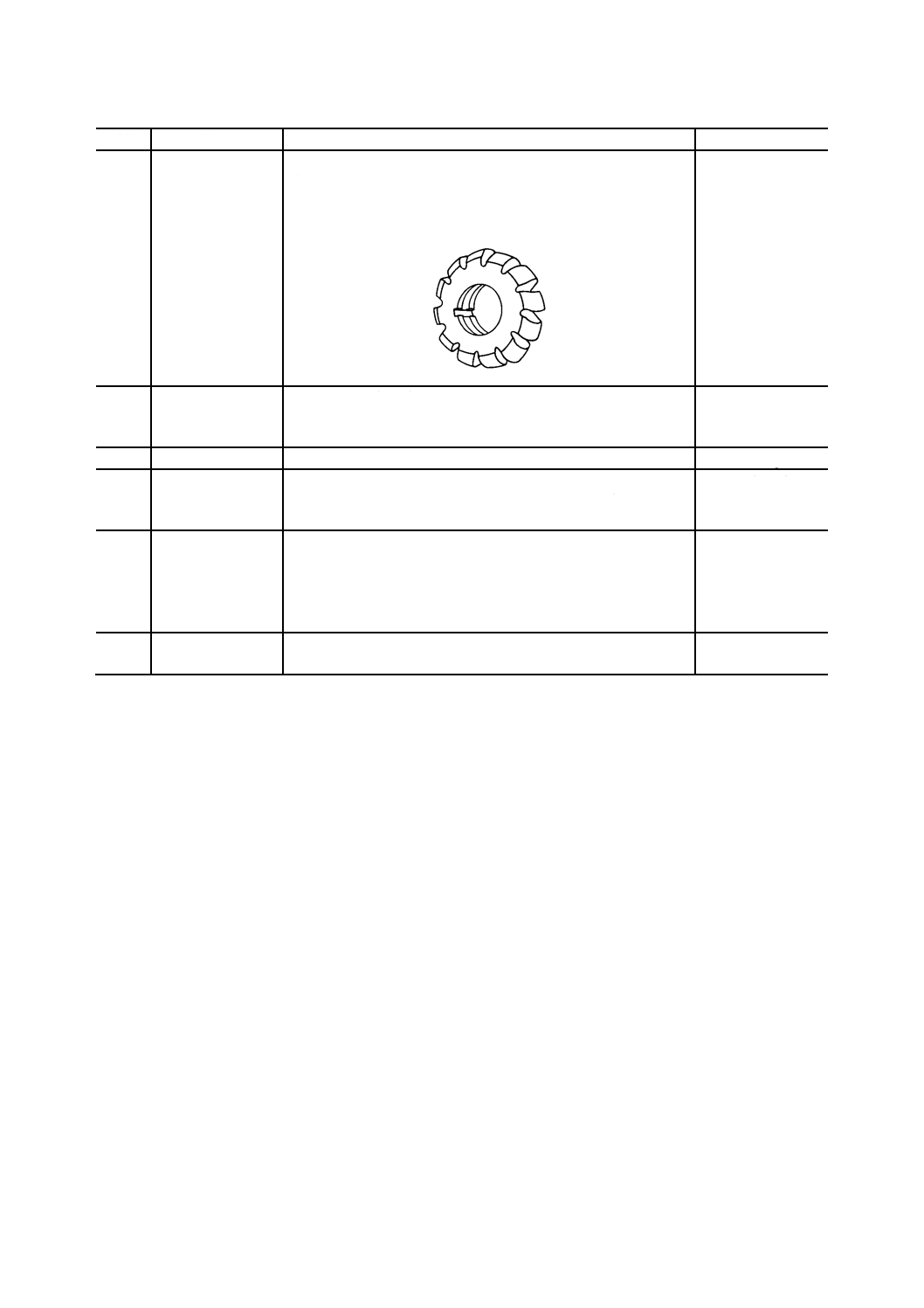
crack
50
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
対応英語
51
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.7
歯切工具の一般
番号
用語
定義
参考
量記号
単位記号
対応英語
7001
切削速度
切れ刃の一点における工具と工作物との相
対運動の速度の主運動方向の成分(JIS B
0170の4002参照)。通常,切削速度は,次
の式で計算する。
ホブの場合:
V = πD n / 1 000
ここに, V : 切削速度(m/min)
D : ホブの外径(mm)
n : ホブの回転速度(min−1)
ピニオンカッタの場合:
V = 2Ln / 1 000
ここに, V : 切削速度(m/min)
L : ストロークの長さ(mm)
n : カッタストローク数(スト
ローク/min)
V
m/min
cutting speed
7002
送り速度
切れ刃上の一点における工具と工作物との
相対運動の速度の送り運動方向の成分(JIS
B 0170の4004参照)。通常,シェービング
カッタの送り速度は,次の式で計算する。
F = n ( zc / zg ) fg
ここに, F : 送り速度(mm/min)
n : カッタの回転速度(min−1)
zc : カッタの歯数
zg : 歯車の歯数
fg : 歯車1回転当たりの送り
(mm/rev)
F
mm/min
feed speed
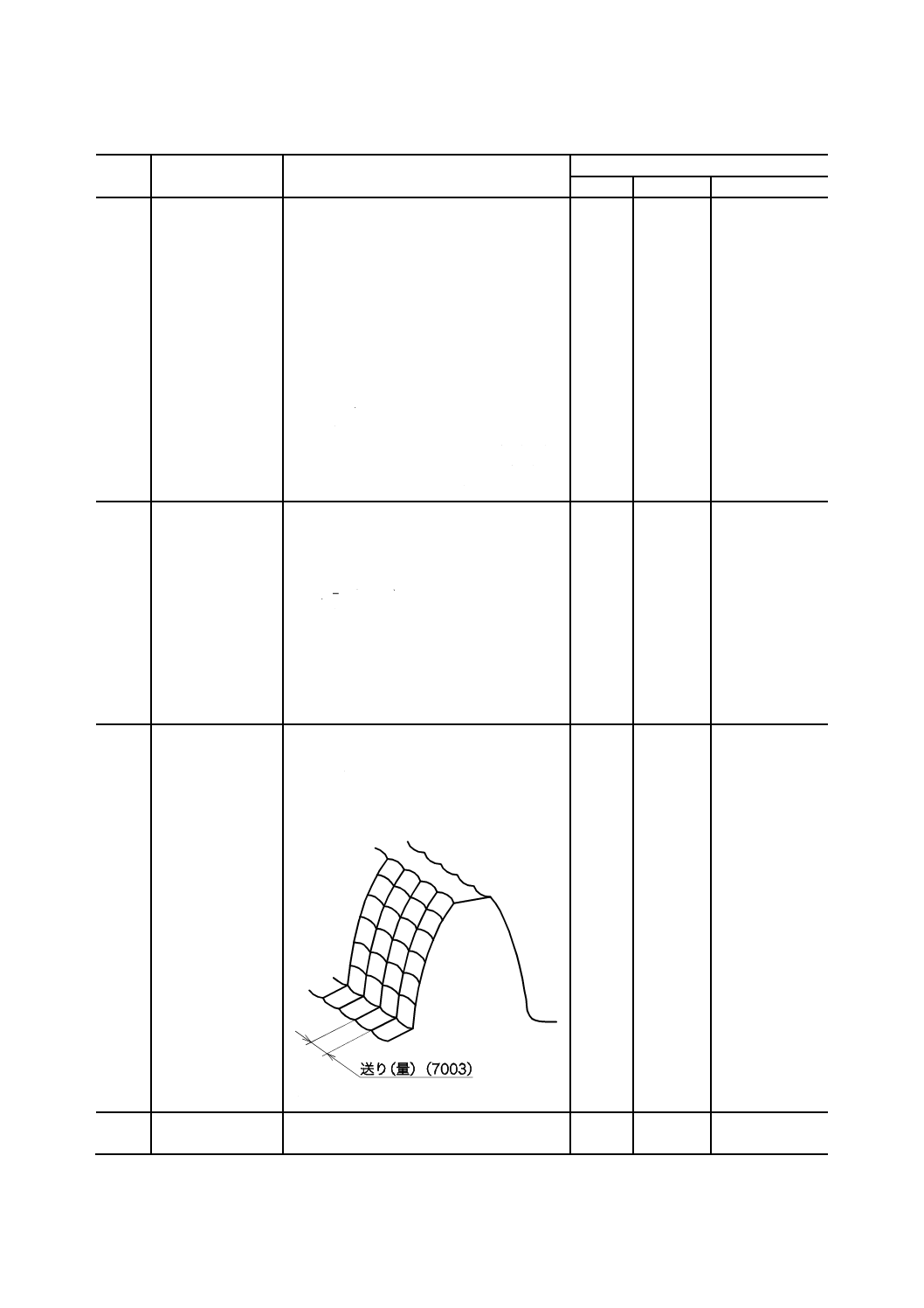
7003
送り(量)
送り運動の方向への工具の単位移動量。通
常,ホブによる歯切りは工作物の1回転当
たり,ピニオンカッタは1ストローク当た
りの移動量で表す(JIS B 0170の4009参
照)。
注記 図は,ホブ切りの例を示す。
fr
fs
mm/rev
mm/スト
ローク
feed per
revolution,
feed per stroke
7004
切削ストローク数
歯車形削り盤及び歯車平削り盤の歯切り時
のカッタの1分間の往復回数。
―
―
number of cutting
stroke
52
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
単位記号
対応英語
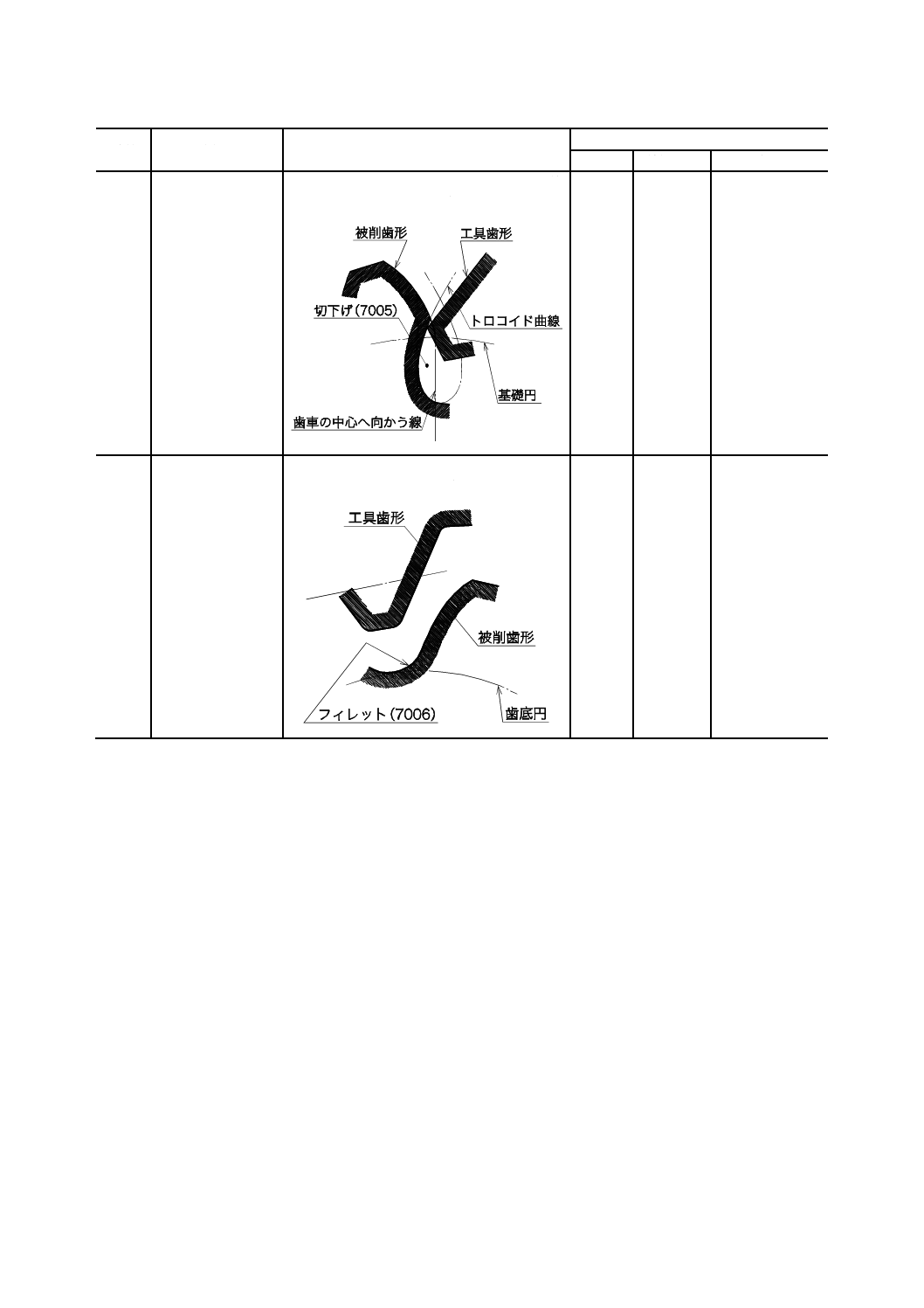
7005
切下げ
工具の歯先で歯車の歯元における歯形曲線
の一部が切り取られる現象。
―
―
undercut
7006
フィレット
工具の歯先の丸み又はかどが被削歯車の歯
底の隅に作用して作る曲線又は曲面。
―
―
fillet
53
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
単位記号
対応英語
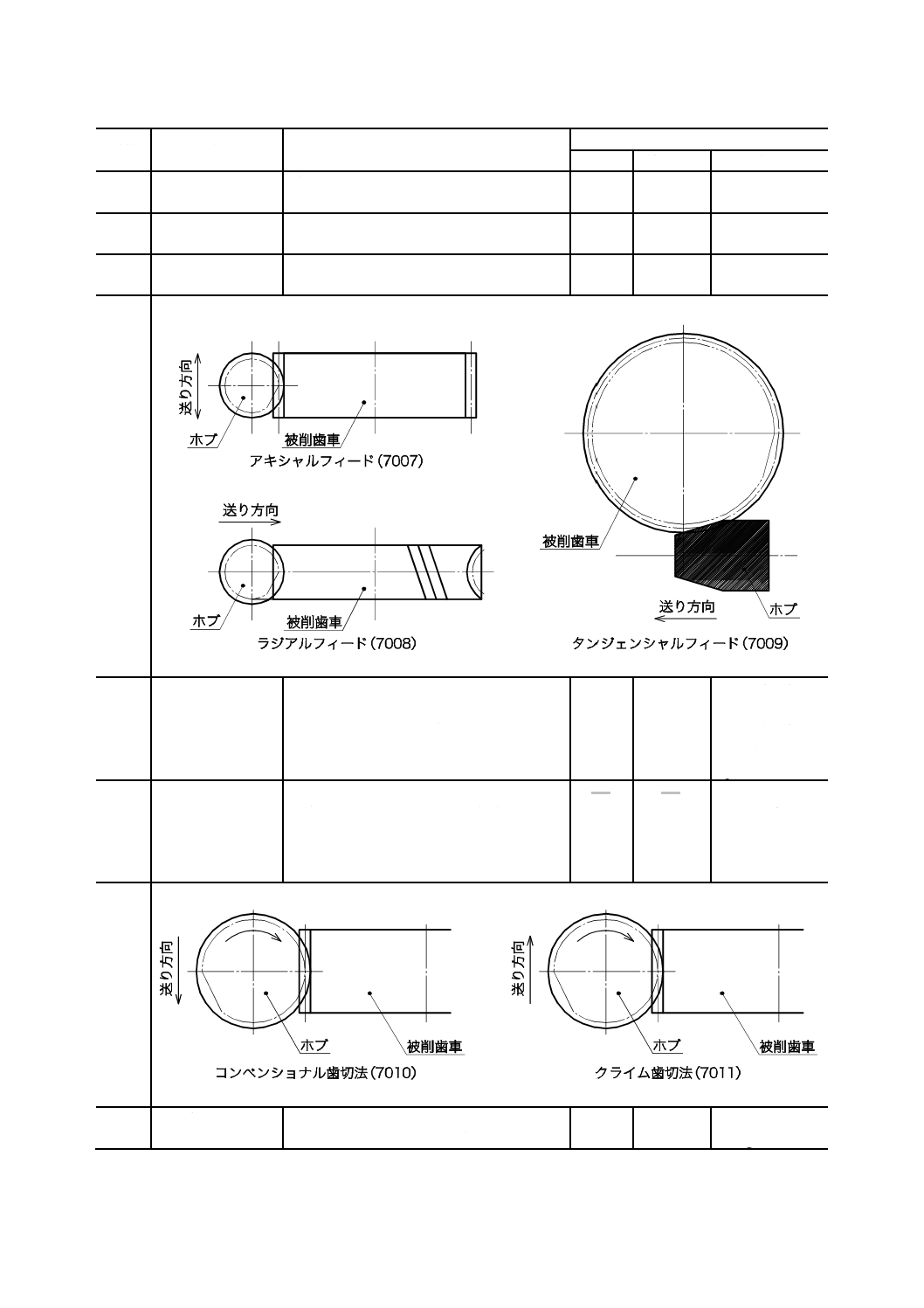
7007
アキシャルフィー
ド
被削歯車の軸に平行な送り。
―
―
axial feed
7008
ラジアルフィード
被削歯車の軸の中心に向かう送り。
注記 インフィードともいう。
―
―
radial feed
7009
タンジェンシャル
フィード
被削歯車の基準円の接線方向に向かう送
り。
―
―
tangential feed
7010
コンベンショナル
歯切法
ホブ又は歯切り用フライスの回転及び送り
の方向が工具と工作物との接触点において
同一方向であるような歯切方法。
注記 歯切り用フライスの場合は,上向き削
りともいう。
―
―
conventional
hobbing,
conventional
cutting,
up-cut
7011
クライム歯切法
ホブ又は歯切り用フライスの回転及び送り
の方向が工具と工作物との接触点において
反対方向であるような歯切方法。
注記 歯切り用フライスの場合は,下向き削
りともいう。
―
―
climb hobbing,
climb cutting,
down-cut
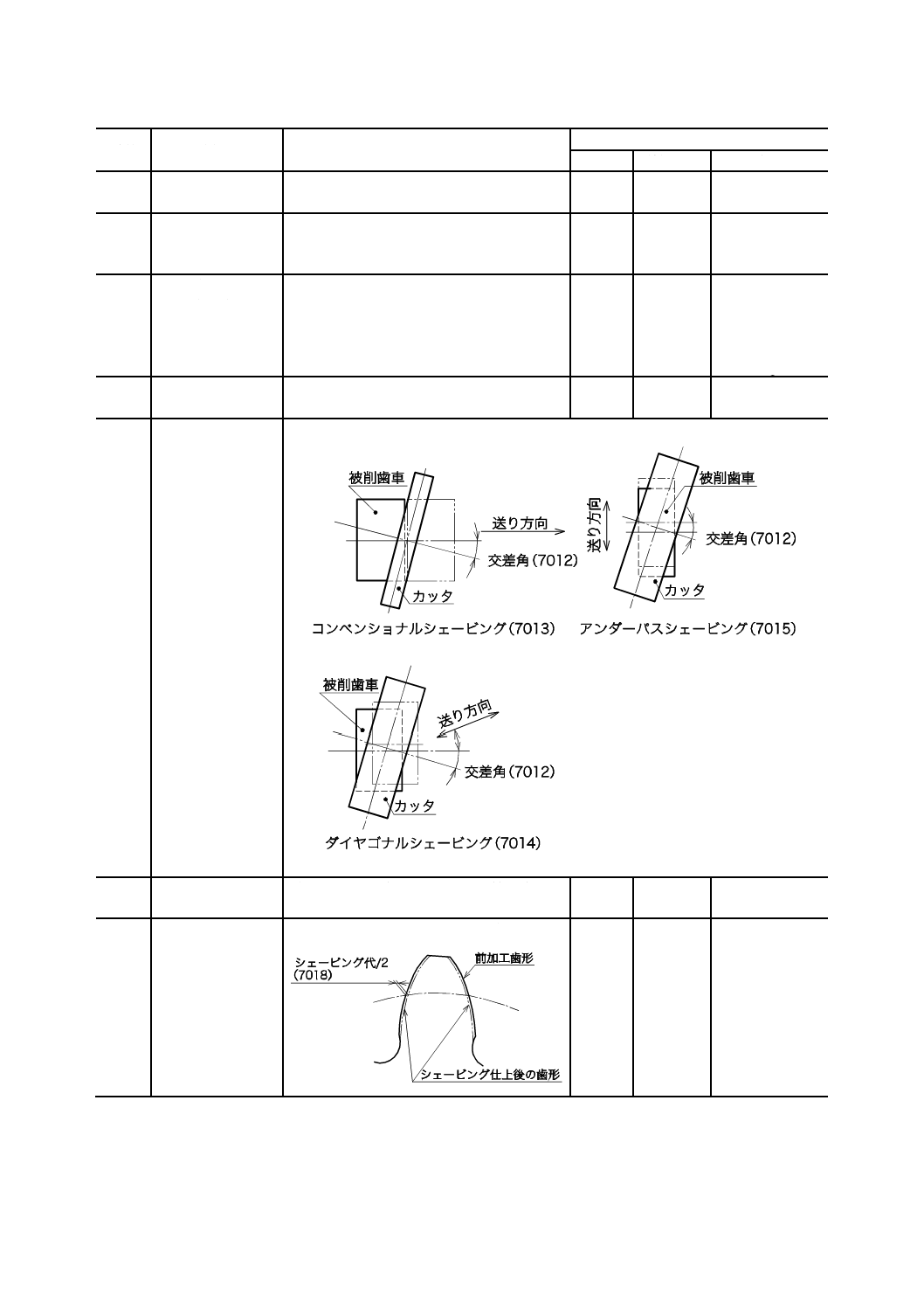
7012
交差角
シェービングカッタと被削歯車とをかみ合
わせたとき,両軸がなす角度。
―
―
crossed axes
angle
54
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
量記号
単位記号
対応英語
7013
コンベンショナル
シェービング
シェービングカッタの送り方向が被削歯車
の軸に平行なシェービング方法。
―
―
conventional
shaving
7014
ダイヤゴナルシェ
ービング
シェービングカッタの送り方向が被削歯車
の軸に対して角度をもったシェービング方
法。
―
―
diagonal shaving
7015
アンダーパスシェ
ービング
シェービングカッタの送り方向が被削歯車
の接線方向に行われるシェービング方法。
―
―
under-pass
shaving,
right angle
traverse
shaving
7016
プランジカットシ
ェービング
シェービングカッタの送り方向が被削歯車
の半径方向に行われるシェービング方法。
―
―
plunge cut
shaving
7017
仕上げ代
前加工と仕上げ加工とにおける被削歯車の
歯厚の差。
Δs
mm
finishing stock
7018
シェービング代
シェービング加工における仕上げ代。
Δs
mm
shaving stock
55
B 0174:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
参考文献
序文
この附属書は,参考文献について記載するものであって,規格の一部ではない。
参考文献
JIS B 0121 歯車記号−幾何学的データの記号
JIS B 0170 切削工具用語(基本)
JIS B 1603 インボリュートスプライン―歯面合わせ−一般事項,諸元及び検査
JIS B 1701-1 円筒歯車−インボリュート歯車歯形 第1部:標準基準ラック歯形
JIS B 1702-1 円筒歯車−精度等級 第1部:歯車の歯面に関する誤差の定義及び許容値
JIS B 1702-2 円筒歯車−精度等級 第2部:両歯面かみ合い誤差及び歯溝の振れの定義並びに精度許容
値
JIS B 4232 インボリュートフライス
JIS B 4350 歯切工具−歯形及び寸法
JIS B 4351 すぐば傘歯車用G形刃物
JIS B 4354 歯車用ホブ−第1部:むくホブの形状寸法
JIS B 4355 歯車用ホブ−第2部:歯車用ホブの精度
JIS B 4356 ピニオンカッタ
JIS B 4357 丸形シェービングカッタ